Project 1
advertisement

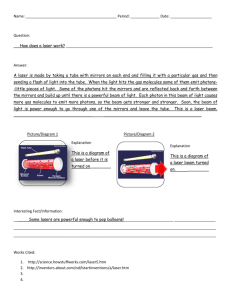
Masters Project 1 - Detecting the Cutting Tip of Different Tools Principal Aim of the Project Using analogue data, acquired from rotating tools through a laser beam, produce an algorithm to obtain the relative tip positions of different tools when moving vertically and horizontally through the beam. (Enabling effective diameter and length measurement.) Project Description Non-contact tool setting devices for determining the position of a tool comprise a light transmitter and receiver. The laser-based transmitter sends a visible beam in to the receiver unit and system circuitry produces a signal when a predetermined level of beam is obstructed. The output signals are sent to the machine controller allowing the position of tips to be rapidly established. Due to geometry effects every tool tip will be located at a different position in the beam when the predetermined level is obtained, even when they are progressing at the same constant feed rate, which incurs positional inaccuracies. The analogue signal to be analysed is obtained by progressing a rotating tool through the laser beam at a constant speed. The optical effect of passing a tool through the beam provides oscillations in voltage around the white level finishing with a large increase just before the voltage gradually drops to zero, which signifies complete obscuration of the beam. As a calibration pin passes horizontally through a laser beam, to measure diameter, it produces a signal of the form shown in Figure 1. The imperfect alignment of the beam and geometry of the tool gives rise to different signals when passing horizontally through either side of the beam and vertically. A rotating tool passing through the laser beam produces signals similar to the form shown in Figure 2 and Figure 3, corresponding to diameter and length measurement, respectively. These signals tend to consist of oscillations throughout where obscuration varies between minimum and maximum voltages. Considering Figure 2 and Figure 3 in detail, the peaks and troughs in the data form a similar curve as given by the calibration pin, which is effectively the representation of the cutting edge of the tool. The ideal algorithm would be one that can be utilised for both diameter and length measurement at any constant feed rate. The time taken to progress through the beam is different for each tool and has the effect of changing the slope of the cutting edge of the tool. It can be noticed that when tools are moved in to the beam to measure length the time to total obscuration varies considerably, however for diameter measurement the time is similar. Resources/Background Required This is a technical project that will require the use of software available in public and/or research laboratories and requires innovative algorithmic design. Possible Methods for Solution Wavelets Frequency Domain Pattern recognition References Tool setting for machine centres - http://www.renishaw.com/client/product/UKEnglish/PGP-142.shtml Page 1 of 3 6mm Calibration Pin, Diameter 7 6 5 Voltage 4 3 2 1 0 -1 0 1000 2000 3000 4000 5000 Sample Number 6000 7000 8000 9000 10000 Figure 1: 6mm Calibration Pin, Diameter 10mm Slot Drill, 2 Teeth, Diameter 6 5 Voltage 4 3 2 1 0 1 1.05 1.1 1.15 1.2 1.25 Sample Number 1.3 1.35 1.4 1.45 5 x 10 Figure 2: 10mm Slot Drill, 2 Teeth, Diameter Page 2 of 3 10mm Slot Drill, 2 Teeth, Length 6 5 Voltage 4 3 2 1 0 1.3 1.35 1.4 1.45 1.5 Sample Number 1.55 1.6 1.65 1.7 5 x 10 Figure 3: 10mm Slot Drill, 2 Teeth, Length Page 3 of 3