results and discussion
advertisement

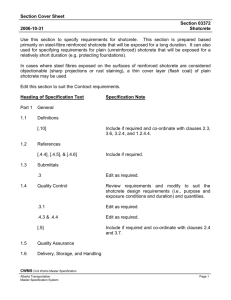
Anais do 47º Congresso Brasileiro de Cerâmica 162 Proceedings of the 47th Annual Meeting of the Brazilian Ceramic Society 15-18/junho/2003 – João Pessoa - PB - Brasil MÉTODO PARA AVALIAR O DESEMPENHO DE CONCRETOS REFRATÁRIOS APLICADOS POR PROJEÇÃO (Evaluating the Shotcrete Performance of Refractory Castables) R. G. Pileggi1, Y. A. Marques1, D. Vasques Filho1, V. C. Pandolfelli1, N. Moreira2, S.C. Frasson2 1 Universidade Federal de São Carlos (UFSCar) / Departamento de Engenharia de Materiais (DEMa) Rodovia Washington Luis, km 235, São Carlos, SP, CEP: 13565-905, Tel: (16) 260-8253, Fax: (16) 261-5404, e-mail: prgp@iris.ufscar.br ou vicpando@power.ufscar.br 2 Saint Gobain / Brasil ABSTRACT The raising interest for the shotcrete application process is motivated by the great installation rate and by the enhanced final properties of the sprayed materials. Nevertheless, despite the high technology comprising the shotcrete equipments, the development of sprayable compositions have been carried out through empirical methods. Such technological gap probably reflects the lack of laboratorial techniques able to evaluate the shotcrete performance of refractory castables. For this reason, the main objective of the present work was the development of a novel characterization method, which is based on castable rheometry, to simulate the successive steps involved in the shotcrete process: mixing, pumping, spray shooting and castable sticking / hardening on the surface. Additionally, three distinct commercial shotcrete castables were evaluated by using the developed characterization method. INTRODUCTION Sprayed concretes were originally developed for civil construction at the beginning of the 20th century (1,2). High installation rates, low cost and good final mechanical properties of the placed material are responsible for the currently widespread use of this application process (1,2). Anais do 47º Congresso Brasileiro de Cerâmica 163 Proceedings of the 47th Annual Meeting of the Brazilian Ceramic Society 15-18/junho/2003 – João Pessoa - PB - Brasil The placing method consists of pumping either the dry powder (Gunning) or the fluid concrete (Shotcrete) directly from the mixer to the pipeline nozzle, where a spray flow is formed by the injection of high-pressure compressed air (both techniques) and water (just Gunning). Immediately after reaching and covering the surface, the projected concrete sudden loses its fluidity due to the action of cement setting accelerators and/or coagulant additives also injected into the nozzle (1-7). Rebound losses and dust release to atmosphere are the major problems associated to gunning (1-2). These difficulties are deeply diminished when the concrete is pumped in the fluid state, thus justifying the growth of shotcrete application (6). The advantages associated to this method are well known, but only in recent times the shotcrete of refractory castables became a common practice for the lining of large areas or repairing damaged surfaces (6,7). Despite the continuous evolution observed in the shotcrete machines (1,2), sprayable compositions are still being developed through empirical and semiempirical methods (6). Such discrepancy reveals the lack of characterization techniques that simulates the shearing conditions during the shotcrete application (6) and the need for further research in this subject. The main objective of the present study was to reduce this technological gap. For that reason, a set of experiments based on castable rheometry was developed to evaluate the shotcrete performance of refractory castables. Moreover, commercial shotcrete compositions were evaluated using this new testing procedure. Shotcrete Application Process The shotcrete of refractory castables is a multistage application process composed by four consecutive steps: mixing, pumping, spraying and consolidation. The efficiency of this installation method is usually quantified by the rebound loss, which is defined as the percentage of material that does not stick on the covered surface (1-5). It is usually accepted that only self-flowing castables (free-flow between 80 and 110 %) (8) are eligible for shotcrete applications because of their pumpability and lower rebound due to the absence of large circular agglomerates (golf balls) (7) when Anais do 47º Congresso Brasileiro de Cerâmica Proceedings of the 47th Annual Meeting of the Brazilian Ceramic Society 164 15-18/junho/2003 – João Pessoa - PB - Brasil sprayed. However, this statement is questionable, since opposite rheological behaviors such as dilatancy and pseudoplasticity could also afford high-flow compositions, but not necessarily be pumped or sprayed (8). Pileggi and Pandolfelli (8,9) demonstrated that the mixing and the pumping performance of castables is deeply affected by the rheological behavior of these materials. For instance, dilatant compositions are hardly mixed and are not suitable for pumping. On the other hand, pseudoplastic castables with excessive water content possibly segregate during pumping due to their very low matrix viscosity. Nevertheless, both situations might be verified in self-flow castables. In addition to the discussion about the rheological behavior, the action of cement setting accelerators and/or coagulant additives is deeply influenced by the castables chemical compositions (1-7). The shotcrete capability and the effectiveness of the material hardening over the covered surface are then consequence of all four consecutive steps (mixing, pumping, spraying and consolidation) involved in the shotcrete technique. EXPERIMENTAL SET-UP Novel Multistage Characterization Technique Taking into consideration the successive steps comprehending the shotcrete application process, a multistage experimental set-up, comprising mixing, pumping, spray shooting and consolidation characterization, was employed to evaluate the performance of three distinct commercial shotcrete compositions (A, B and C). General aspects about the castables, such as chemical composition, polymeric fiber content, shotcrete additive (sodium silicate) and amount of water required for mixing, were supplied by Saint-Gobain / Brazil (Table I). MIXING: A rheometer (8,9) specifically developed to evaluate the rheological behavior of castables was used for mixing the compositions. The torque profile and the time elapsed for mixing 4 kg of each castable were on-line recorded. Castable mixing was carried out at 33 rpm according to the following experimental set-up: (a) dry-powder Anais do 47º Congresso Brasileiro de Cerâmica 165 Proceedings of the 47th Annual Meeting of the Brazilian Ceramic Society 15-18/junho/2003 – João Pessoa - PB - Brasil homogenization (time: 180 s); (b) water addition and mixing up to the turning point, and (c) castable homogenization after the turning point (time: 120 s). Table I - Castables’ chemical composition, polymeric fiber content, shotcrete additive (sodium silicate) and amount of water required for mixing. composition A B C SiC + C (wt. %) Al2O3 19.0 86.0 0.0 70.0 9.1 83.0 SiO2 7.0 2.6 13.0 CaO Others 0.7 3.3 0.3 2.0 1.7 2.3 polymeric fiber (wt. %) 0.0 0.1 0.1 shotcrete additive (wt. %) water content (wt. %) 1.0 7.0 1.0 6.5 1.0 6.0 Note: The compositions were supplied by Saint-Gobain / Brazil. Polypropylene fibers 6 mm long were used in the compositions B and C. In view of the successive steps involved in the shotcrete process, it is reasonable to consider low mixing energy as a basic request for sprayable castables. Such characteristic brings economical and technical benefits, such as the production of highly homogeneous materials with no need of powerful and expensive mixers and without promoting an undesired castable heating (8,9) (9), and/or the degradation of the polymeric fibers usually applied in sprayable compositions (1,2,10). PUMPING: The pumping of refractory castables is a demanding step where the material flows inside pipelines, under high shear rates, for long distances and volume restricted conditions (8). In the present work, the free-flow value of each composition was measured (ASTM C-860 adapted for self-flowing castables) just after mixing. In sequence, 4 kg of each composition was subjected to two successive shearing cycles (between 2 and 75 rpm) performed in a rheometer where the castable was subjected to unrestricted and volume restricted conditions (simulate the flow inside pipe lines) (8). SPRAY SHOOTING: A laboratorial test specifically developed to characterize the shooting performance of castables was recently proposed by Pileggi and Pandolfelli (6). This method uses a rheometer to simulate the shear conditions during Anais do 47º Congresso Brasileiro de Cerâmica 166 Proceedings of the 47th Annual Meeting of the Brazilian Ceramic Society 15-18/junho/2003 – João Pessoa - PB - Brasil the castable application. Thus, it easily quantifies the impact of any specific factor (additives, water content, rheological nature, etc.), on the shotcrete performance. Nevertheless, this novel technique does not analyze the sticking tendency of the shot sprayed materials or the strength increase of the consolidated layer. For this reason, two alternative tests were proposed herein to improve the rheometer based characterization method. 1. Sticking Test - After mixing, the conical device illustrated in Figure 1 (A) was introduced inside the mixing bowl in order to set up a surface target. Also, the planetary mixing paddle was replaced by another specifically designed for shooting the castable at high-speed against the conical target. (A) Mixing bowl Adhesion Cone Shooting paddle Rough surface Fluid castable Polymeric screen (B) Revolution speed (rpm) 75 rpm / 10 s Additive injection 33 20 rpm / 120 s mixing Sticking test Consolidation Time (s) test Figure 1 – (A) Schematic Drawing for the conical device employed in the sticking test; (B) revolution speed set-up employed in the sticking (only until the 75 rpm / 10 s step) and in the consolidation tests (75 rpm for10 s + 20 rpm for 120 s). Note: the polymeric screen avoids the castable sliding over the internal surface of the cylindrical bowl. For the sticking test, the previously prepared castable (2 kg) was additionally homogenized at 33 rpm for 30 s. The shotcrete additive (1 wt. % of an aqueous Anais do 47º Congresso Brasileiro de Cerâmica 167 Proceedings of the 47th Annual Meeting of the Brazilian Ceramic Society 15-18/junho/2003 – João Pessoa - PB - Brasil solution composed by 0.4 wt. % sodium silicate and 0.6 wt. % of water) was injected at the end of the homogenization step and the revolution speed was suddenly increased to 75 rpm, held there for 10 s, and subsequently reduced to zero (blue path in Figure 1 (B)). The rebound loss was defined as the weight percentage of nonadhered material. 2. Consolidation Test - In order to evaluate the reaction profile during the shotcrete application process, the sodium silicate solution was injected into the castables (2 kg) at the end of the mixing homogenization step. Just after the addition, the revolution speed was suddenly increased to 75 rpm, held for 10 s, and subsequently reduced to 20 rpm and kept at this speed for 120 s to evaluate the torque increase at low shear conditions (red path in Figure 1 (B)). RESULTS AND DISCUSSION MIXING: The results obtained (Figure 2) demonstrated that the fiber-free composition (comp A) demanded the lowest mixing energy (ME) and the lowest torque at the turning point (TTP), whereas, both fiber-containing systems (comp B and C) showed superior values for these two parameters. Similar trend was reported by Salomão et al. (10), who demonstrated that the mixing energy and torque at the turning point scaled with the size and/or the content of the polymeric fibers within the castable. 14 ME (Nm.s) TTP (Nm) comp A comp B comp C 12 2474.1 3904.0 2728.0 10.6 14.0 12.2 tTP (s) 292.65 190.21 243.49 Torque (Nm) 10 8 6 4 compBB comp comp comp CC 2 comp A comp A 0 0 100 200 300 400 dry-powder wet mixing step homogenization 500 Time (s) Figure 2 – Mixing behavior of the compositions A, B and C. Note: the inset in the graph presents the mixing energy required and the maximum torque at the turning point. Anais do 47º Congresso Brasileiro de Cerâmica 168 Proceedings of the 47th Annual Meeting of the Brazilian Ceramic Society 15-18/junho/2003 – João Pessoa - PB - Brasil Comparing these results to others described in literature (8-10), compositions A and C could be classified as easy mixing systems. The large amount of highly irregular and abrasive silicon carbide coarse grains in composition B probably explains its high mixing energy. PUMPING: Figure 3 shows the rheological behavior of the castables. Self-flowability was only achieved for the fiber-free composition A mixed with 7.0 wt. % of water. Compositions B and C displayed similar low fluidity suitable for castables applied under vibration (8,9). 8 comp A comp A / RV comp B comp B / RV comp C comp C / RV 7 Torque (Nm) 6 5 Free-Flow (%) comp A 85.7 comp B 22.7 comp C 23.0 4 3 2 1 0 0 10 20 30 40 50 60 70 Revolution Speed (rpm) 80 90 100 Figure 3 – Rheological behavior of the compositions A, B and C measured through shearing cycles (between 2 and 75 rpm) carried out without and with volume restriction (RV). Note: orange area highlights the suitable torque range for pumping (8). According to the traditional cone flow selection criteria, only composition A would be selected for pumping and shotcrete applications (7,8). However, both compositions A and C would be pumped due to their pseudoplastic behavior, which fitted into the ideal torque range for pumping (8) under both shearing conditions (unrestricted and restricted volume). Regardless displaying pseudoplastic characteristics, composition B greatly surpassed the ideal pumping range at high shear. Actually, such rheological behavior does not inhibit the flow inside pipelines, but a high energy would be requested to achieve this intent. In this case, the shotcrete performance would be negatively affected Anais do 47º Congresso Brasileiro de Cerâmica Proceedings of the 47th Annual Meeting of the Brazilian Ceramic Society 169 15-18/junho/2003 – João Pessoa - PB - Brasil by the undesired outcomes related to excesses in the shearing energy, such as excessive heating, irregular flow (plug-flow), segregation and structural damages (fiber rupture, particles fracture) (6,8). SPRAY SHOOTING: The essence of the shotcrete application process consists of generating a compact castable layer by spray shooting the material onto the surface to be covered. In practice, the conical geometry of the nozzle associated with the injection of high-pressure compressed air and additives into the pumped material, cause a high-speed spray flow against the surface, which sticks and consolidates over the surface, as illustrated in Figure 4. Figure 4 – Schematic drawing of the castable spray shooting and the material consolidation onto the surface. Ideally, the castable spray flow is composed by high-speed individual granules (coarse aggregate covered by a matrix layer). In order to guarantee the granules adhesion, it is reasonable to assume that the damping behavior of the matrix layer must be able to dissipate all the kinetic energy associated to the granules when they collide to the surface. The energy dissipation is favored by reducing the granules size and/or increasing its matrix / aggregate ratio. It is worth mentioning that the matrix layer characteristics also control the adhesion of the granules to the surface, its homogenization capacity and its consolidating nature. Besides its elevated installation rate, undesired material losses (> 15 wt. %) is commonly observed in the shotcrete process owing to the rebound losses and/or to Anais do 47º Congresso Brasileiro de Cerâmica Proceedings of the 47th Annual Meeting of the Brazilian Ceramic Society 170 15-18/junho/2003 – João Pessoa - PB - Brasil the fragmentation of the first deposited layer when successive applications are required (1-7). Problems associated to the consolidated material, such as creep strain, sliding, detachment and lamination / cracking of the applied layer, are also usual (1-7) (Figure 5). Ideal Consolidaton Flow Sliding Detachment Rebound Fragmentation Lamination Cracking Figure 5 – Schematic drawing from the distinct problems that may occur during the shotcrete of refractory castables. Note: orange = ideally consolidated castable; blue = distinct consolidation problems. These flaws have usually been attributed to the inadequacy of the pumped material to be sprayed spray generation (5). (7) and/or to some of the multiple parameters involved in the However, the techniques conventionally applied to characterize the shotcrete performance of refractory castables does not provide accurate information about the phenomena involved in the spray shooting process, since they are based only on post-application analysis or the matrix rheological evaluation (6). Large rebound losses were verified for the self-flowing pumpable composition A with or without fiber addition, whereas compositions B and C actually displayed good sticking features (Figure 6). These results confirmed the hypothesis that highfluidity is not directly related to the shotcrete performance. However, the fiber addition unexpectedly increased the rebound loss in composition A. Anais do 47º Congresso Brasileiro de Cerâmica 171 Proceedings of the 47th Annual Meeting of the Brazilian Ceramic Society 15-18/junho/2003 – João Pessoa - PB - Brasil Taking into account that the shotcrete additive (sodium silicate) was the same for all the compositions, it is possible to conclude that the chemical composition and the physical characteristics of the tested materials deeply influenced the material adhesion onto the surface. 60 Rebound Loss (wt. %) 50 40 30 20 10 0 comp A comp B comp C comp A (fiber) Figure 6 – Rebound loss obtained in the sticking test for the compositions A, B and C. Note: sodium silicate (0.4 wt %) was the shotcrete additive. Polypropylene fibers were also added to comp A at the same content found for comp B and C. In theory, the first 10 s at 75 rpm simulates the high-speed spray shooting process. Only the composition A (fiber) reacted instantaneously (Figure 7), resulting in a positive initial reaction rate (Table II), estimated through the angular coefficient calculated from the best linear fitting between torque and time really at 75 rpm in the high speed step. The others systems remained almost unchanged in the first 10 s, probably due to a balance between the effects promoted by the extra liquid added and the coagulant action of the shotcrete additive. The fiber addition accelerated the coagulant action promoted by sodium silicate in the composition A, possibly due to the friction promoted by the fibers (10). This behavior is the main reason for the highest rebound loss accomplished by this system, since it was previously demonstrated in literature that the rebound losses are minimized when the additives react not so fast at this initial stage (4). High initial reaction rate hardens the material inside the nozzle, what restrains the spray formation and leads to the generation of large agglomerates (7). Moreover, Anais do 47º Congresso Brasileiro de Cerâmica Proceedings of the 47th Annual Meeting of the Brazilian Ceramic Society 172 15-18/junho/2003 – João Pessoa - PB - Brasil hardened matrixes can not damp the collision impacts between the granules and the surface. 6 comp B comp A (fiber) comp A comp C 5 33 rpm 75 rpm 20 rpm Torque (Nm) 4 3 2 1 0 20 30 40 50 60 70 80 90100 Time (s) Figure 7 – Reaction profile measured through the consolidation test for the compositions A, B and C. Note: sodium silicate (0.4 wt %) was the shotcrete additive. The red arrow point to the composition A (fiber) rupture under shearing. The reaction rate was estimated through the angular coefficient calculated from the best linear fitting between torque and time really at 75 rpm (gray area) in the high speed step. Table II – Parameters calculated on the consolidation test: reaction rate; resting time; maximum torque at the low speed step (20 rpm). (20 rpm) (75 rpm) reaction rate resting time maximum torque (Nm/s) (s) (Nm) comp A 0.00 2.09 4.69 comp B -0.04 4.17 1.01 comp C -0.02 4.18 1.30 comp A (fibre) 0.22 0.65 4.15 Note: the reaction rate was estimated through the angular coefficient calculated from the best linear fitting between torque and time at the 75 rpm step. In order to produce a dense coating on the surface, the individual granules must also show a time delay before starting their setting reactions (4). Such condition ensures the binding and homogenization between the successive applied layers without causing the material sliding and also great rebound. Anais do 47º Congresso Brasileiro de Cerâmica Proceedings of the 47th Annual Meeting of the Brazilian Ceramic Society 173 15-18/junho/2003 – João Pessoa - PB - Brasil This time delay was indirectly measured through the resting time, herein defined as the time elapsed to restart the torque increase at this stage (due to the additive action), after reducing the revolution speed from 75 to 20 rpm in the rheometer. According to this parameter, the composition A (fiber) showed the smallest resting time, followed by the fiber-free one (comp A), thus further reinforcing their high rebound loss. Both low-rebound compositions B and C displayed similar resting time. The association of high initial reaction rate and low resting time may be assumed as the driving force for increasing the rebound losses in the shotcrete of refractory castables. Regardless of the rebound, the consolidated material must also be strengthened over the surface so as to avoid the creep strain promoted by its own weight and allowing the thick coating layers installation. In the experimental set-up proposed herein, the maximum torque at the final step (20 rpm / 120 s) describes the after placing material’s consistency. Composition A, with or without fiber addition, resulted in high maximum torque values during this step. Oppositely, compositions B and C did not afford significant maximum torque values, what could inhibit the installation of thick coating layers. The fiber containing composition A developed an undesired rigidity, since its structure was broken due to the shearing during the test (20 rpm). In practice, such lack of plasticity may result in lamination or in the rupture of the consolidated layer by impacts with the successive sprayed material. In fact, a suitable behavior would have been a composition / additive combination that would provide resting time similar to those presented by compositions B and C, and final torque as that verified in composition A. FINAL REMARKS Through the new testing procedure proposed, it was shown that high-fluidity is not the most important feature for a good shotcrete performance. Actually, low mixing energy, and low torque values at high shearing rate under volume restricted conditions are better requests for the shotcrete of materials. According to the sticking and the consolidation tests, results showed that rebound losses are reduced when the shotcrete additive does not cause high initial reaction rate Anais do 47º Congresso Brasileiro de Cerâmica Proceedings of the 47th Annual Meeting of the Brazilian Ceramic Society 174 15-18/junho/2003 – João Pessoa - PB - Brasil and too short resting time. High maximum torque after consolidation would also be required for placing thick layers. Taking into account all these features, composition C displayed a good shotcrete performance, but only for thin coating layers. Composition A resulted in large rebound loss due to its high reaction rate, which was further increased with the fiber addition. On the other hand, composition B requested a lot of energy to be mixed and was unsuitable for pumping. The multistage characterization technique developed to evaluate the shotcrete performance of refractory castables was a further step in analyzing the mixing, the pumping and the shooting behavior of these materials. ACKNOWLEDGEMENTS The authors are greatly thankful to the Brazilian research funding institutions FAPESP and CNPq, and to Saint Gobain / Brazil for their support on this research work. REFERENCES (1) G.D. Yoggi, ”The history of shotcrete – part I”, Shotcrete Magazine, fall, 28-29, (2000). (2) T. Telford, “An introduction to sprayed concrete”, Internal report from the Sprayed Concrete Association, 33 p., (1999). (3) L.R. Prudêncio Jr., “Accelerating admixtures for shotcrete”, Cement and Concrete Research, 20, 213-219, (1998). (4) C. Paglia, F. Wombacher, H. Böhni, “The influence of alkali-free and alkaline shotcrete accelerators within cement systems: I. Characterization of the setting time”, Cement and Concrete Research, 31, 913-918, (2001). (5) M. Jolin, D. Beaupré, S. Mindess, “Tests to characterize properties of fresh dry-mix shotcrete”, Cement and Concrete Research, 29, 753-760, (1999). (6) R.G. Pileggi, Y.A. Marques, D. Vasques Filho, V.C. Pandolfelli, “Wet-shotcrete of refractory castables”, Am. Ceram. Soc. Bull., 81 [10], 51-56, (2002). (7) N. Cassens Jr., R.A. Steinke, R.B. Videtto, “Shotcreting self-flow refractory castables”, Proceedings of the Unified International Technical Conference on Refratories (UNITCER’97), 531-544, (1997). (8) R.G Pileggi, V.C. Pandolfelli, “Rheology and particle size distribution of pumpable refractory castables”, Am. Ceram. Soc. Bull., 80 [10], 52-57, (2001). (9) R.G. Pileggi, A.R. Studart, V.C. Pandolfelli, “How mixing affects the rheology of refractory castables, part 1”, Am. Ceram. Soc. Bull., 80 [6], 27-31, (2001). (10) R. Salomão, V.G. Domiciano, R.G. Pileggi, M.D.M Innocentini, V.C. Pandolfelli, L.R.M. Bittencourt, R.P. Rettore, “Rheological behavior of refractory castables containing polymeric fibers” (In Portuguese). Proceedings of the 46o Annual Meeting of the Brazilian Ceramic Society, 656-668, (2002).