Metals Reclaim Using An Electrowinning Process
advertisement

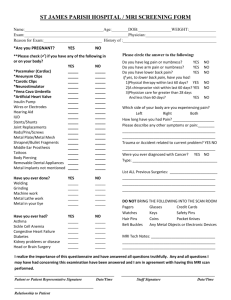
Metals Reclaim Using An Electrowinning Process Hadco Corporation 7 Manchester Rd., Derry, NH Project coordinator: Steve Snyder/Gary Ionta 896-3211/(603)/896-3607 Hadco is currently shipping their nickel and precious metal streams off site for metals reclamation. They are interested in an in-house reclaim process involving the use of electrolytic, single and double cell units. At this time, they are running experiments to determine the cost effectiveness and efficiency of these processes to evaluate their economic feasibility through elimination of chemistry costs and other treatment expenses. Presented by: Kimberly Vogel 432-1665(603) 1 Hadco is the largest manufacturer of advanced electronic interconnect products in North America. These manufacturing processes require the use of several, diverse chemicals. Hadco’s wastewater treatment facility currently treats approximately 95% of its spent chemical baths. The remaining 5%, as well as solid wastes, are shipped off site for multiple alternative treatment methods. Included among this 5% are solutions of nickel, gold, and silver. Nickel is a metal that Hadco’s waste treatment facility cannot treat at this time due to pH requirements. Nickel concentrations are reduced to the required limit of .345mg/l at pH1010.5. Hadco also treats copper solutions that precipitate copper to the legal disposal limits at pH9. The copper precipitate begins to reincorporate into the solution as the pH rises from that ideal value. The conflict exists when the pH reaches the level for nickel removal and the copper begins to be reincorporated into the solution, therefore exceeding the copper concentration limits required for effluent discharge. Also, Hadco’s pH discharge limits are at no more than approximately pH9 for the town of Derry and the facility is not currently set up for a process involving pH re-adjustment after the initial treatment. Another issue with the nickel solutions is that some are chelated and do not reduce metal concentrations by pH adjustments. These solutions are costing the company an estimated $350.00-$400.00 per week for outside treatments. Gold rinse water is currently drummed and shipped off site for treatment at a costly expense. Gold and silver spent baths, chemistries no longer suitable for their production purposes, are also shipped from the site for costly recovery treatments. Silver and nickel rinse waters are fed through ion exchange units where the metal ions are exchanged for replacement ions in the resin structure of the ion exchange column. The columns are rented for a fee and then shipped out to a reclaim contractor to extract the small amounts of valuable metals at a further cost. A reclaim project for these contaminated rinses and spent solutions may prove to be profitable, if not less costly than the present situation. The silver and gold solutions and rinses are to be evaluated for cost effectiveness in reclamation of small quantities of the target metal. We want to have a product that exceeds the costs of the process, ideally. Another solution that is under evaluation for waste treatment concerns at this time is the ammonium bifluoride solder strip solution. In the future, Hadco intends to segregate their acid waste processes, the solder strip being one of them. They plan to incorporate a new process and anticipate that it will not be as cost effective with this strip solution in particular. They hope to 2 find an alternative process to deal with it because of its content, which includes the hazardous lead and the troublesome tin. Tin is troublesome because it is precipitated easily forming a relatively insoluable sludge throughout the waste-treatment system. The project they are experimenting with is an electrolytic cell, called the Renocell. It is an electrowinning process, by which they expect to be able to extract the metals from the previously mentioned chemical solutions. I worked mainly with the single-celled unit throughout the duration of my experiments because the benchtop, double-celled unit was unavailable until my last week on the project. The unit itself consists of a pump, reservoir drum, power supply and an undivided anode/cathode cell compartment. There is also a filter compartment, breaker box, flow sensor and pressure gauge. Refer to the attached photo. The solution is continuously pumped through the pressure gauge and filter compartment. Then, it is forced into the bottom of the cell compartment, out the top and back into the reservoir tank. The electrolyte is circulated until such time as the concentration of the solution has been minimized to an acceptable discharge limit, or the cathode has reached its maximum capacity of metal. The current provided by the rectifier, or power supply, forces an otherwise nonspontaneous chemical reaction to occur in the circulating solution. The cathode has a carbon, felt component held in place by a yellow, plastic, mesh sleeve. Refer to the attached photos. The anode has a titanium component. The solution circulating through the unit contains the target metal in its ion form. In the case of the nickel plating solution, for example, the metal is initially nickel sulfamate, a salt. When the salt dissolves in the bath, it’s components separate into Ni 2+ ions and 2H2NSO3 - ions. The electrolytic cell plates the metal onto the cathode’s carbon component by forcing two electrons (in this case) into each, individual metal ion, causing it to escape its ion form. I believe the electrons are provided by the current input from the unit’s rectifier and are conducted into the solution by the titanium anode. Theoretically, the metal cations will migrate toward the cathode and the negatively charged anions will migrate toward the anode. The single cell unit that Hadco has available to them at this time is small and circulates approximately 55galons of electrolyte fluid. The cathode capacity is about 11pounds of metal for the single cell unit and ~ 2pounds of metal for the benchtop, double cell model. Each solution has been introduced into the system in turn, and the problems and efficiency rates have been documented for further evaluation. The goal was to find an acceptable means of treating 3 the specified solutions without costly, additional chemistry treatments, end products like sludge, or end products that require some secondary treatment process. The chemical consumption for normal operation of the Renocell units may include a pH adjusting solution, possibly sodium hydroxide, ammonium sulfate or potassium hydroxide, depending on the solution in process at the time. The amount of consumption will be related to the reclaim efficiency. The rate of deposite should be approximately .30 grams of metal per amp hour, under ideal circumstances. At current density settings of 50amps, the recovery should proceed at a rate of 15 grams per hour. (Information obtained from the vendor.) The unit will require indirect supervision and general maintenance, nothing out of the ordinary. The single cell unit connects with a 30A, 125/250V 4-prong twist lock receptacle for power. The double celled, experimental, benchtop version hooks up to 220 for power. The wastes generated by the normal function of the unit should be either suitable for direct expulsion or for treatment by the facility’s current waste-treatment processes. The pollution prevention benefits of the electrowinning processes are the production of pure metal products that will go on to useful purposes rather than becoming a buried sludge. At the start of the experiment research was done. I studied the equipment, read the manuals, Refer to the power supply detail below, gathered information on electrowinning from industry reports. I gathered MSDS forms and solution constituent percentages for each, specified chemistry. I participated in several consultations with the vendors of the renocell units throughout the extent of the experiment. Each solution was presented into the process so that I could observe and document its reactions and results. The first solution processed was an ENIG nickel solution that was chelated and was not expected to be deposited through the electrolytic process easily. The solution contained sodium hypophosphite 7681-53-0, phosphinic acid, sodium salt, malic acid 6915-15-7, thioureaCH4N2S 62-56-6, nickel sulfateNiO4S 7786-81-4 and was labeled, Planar Electroless Nickel, by MacDermid Inc. The solution also contained pre-initiator substances. The chelated solution was called, “electroless.” The chelators are added organic compounds that bind with the metal ions to keep them in solution. In order to get the metal out, we needed to break the coordinate covalent bond between the metal ion(s) and the chelating ligand by chemical means. Refer to the list of definitions below. There were varying opinions regarding the anticipated success of the experiment involving the electroless nickel. The Renocell manufacturer’s representative 4 had suggested that we maintain an elevated temperature and pH value as well as add an activated carbon compound to the solution. The temperature should have been as high as 120140oF. The activated carbon was supposed to remove the organic chelating agents from the solution. We did exchange the nylon filter that came with the unit with an activated carbon filter and the solution pH was already at a value of pH5.8. Heating the 55-gallon drum of fluid proved to be a process that would be too involved to attempt. The carbon filter caused increased pressure due to its smaller gauge. The pressure increase went from the ideal value of 9psi to a strenuous 20psi. Despite our efforts, the nickel did not plate at all. After three days the planar electroless was exchanged with an electrolytic solution from the MP line. The nickel-plating solution, MP nickel, was expected to plate successfully and be a source for efficiency rate data and issues that may come up regarding the basic function of the unit. The only problem we expected was the very high concentrations of metal in this solution. I approached the lab personnel regarding the concentration that I should expect to see in the MP nickel bath. Apparently, according to the documents, there should be approximately 14 ounces of nickel per gallon of fluid. This figure gives us a value of about 42 lbs of nickel in the whole 45gallon bath! However, because it was a spent bath that we were working with, the concentration was probably more like ~ 30pounds of metal in the drum. We needed to weigh cost effectiveness of the unit as a function of time and volume. The MP nickel bath contained nickel sulfamate H4N2NiO6S2, nickel bromideBr2Ni, boric acid 11113-50-1, and PC3 nickel brightener. The brightener consisted of saccharin 81-07-2 and two trade secret components labeled as an aromatic polymer and an aromatic sulfur compound. The concentrations of these substances were very minimal, however. We tried to run the unit at optimal values of pH3-5, 9psi, and 100 degrees farenheight for the MP nickel solution. Coincidentally, the chemical reaction and perhaps the pump motor heat or other factors related to the unit’s normal function contributed to raise the fluid temperature to approximately 100 degrees farenheight at all times during operation of the unit. The pH had dropped drastically in relation to the rate of metal removal. I attempted to correct the pH with a caustic solution of sodium hydroxide but was inconsistent. The pH went from a value of pH4.0 to pH 1.4 over a period of two days. It dropped from pH4.3 to pH 2.2 over night. The reason for the pH disparity has to do with the metal ion content removal. When nickel is introduced to the bath, it is in the form of a salt. In this case the salt is nickel sulfamate, H4N2NiS2O6. In its aqueous state, nickel sulfamate becomes Ni 2+ and 2 molecules of sulfamate, H2NSO3-. Ni 2+ is the metal cation, or positively charged ion particle, and sulfamate, H2NSO3-, is the negatively charged, anion particle. As the metal ions are extracted from the solution, the sulfamate ions are left behind to form alternative bonds with the extraneous contents of the fluid, such as water. It is likely that the primary reaction taking place produces sulfamic acid with the bonding of each sulfamate ion to a hydrogen atom from each molecule of water. The remaining oxygen atom from the water molecule may possibly bond with another free oxygen, producing an evolving oxygen molecule. Also, it is 5 likely that hydrogen gas is evolved due to the electrical current, which has been conducted throughout the fluid in the cell by the metal ion components of the solution. There are likely to be more than just these reactions taking place, but these may be the majority. The pH inconsistencies caused the metal to form dendrite-like structures when it plated, rather than allowing the nickel to plate in even layers over the cathode material. The protruding metal structures caused an electrical arc across the anode and cathode and on several occasions I was forced to shut the unit down to remove the largest of the metal structures. However, even in production applications the nickel has a tendency to deposit unevenly and produce a rough surface that grows courser with increasing thickness. This is a subject for further evaluation. The unit ran intermittently for a total of 266hours and ~12pounds of metal were removed from the previously saturated solution. The immersion silver bath was processed after the unit was cleansed of all remaining nickel solution residues. I mixed the chemistry myself so that there were no process contaminants included in the solution. The “sterling silver” bath is a chelated solution and is made up with lab grade nitric acid and sterling silver part A and B components. Part-A includes nitric acid 7697-37-2 and silver nitrate 7761-88-8 as hazardous components. Part-B includes a chelating mixture, a surfactant mixture and Imidazole 288-32-4. The chemistry is produced by MacDermid incorporated. Initial results showed that the metal was removed quickly and efficiently from the solution. However, as more silver chemistries were added to the system, the efficiency rates became less favorable. The concentration values dropped quickly but not to below discharge limits as they had been doing at first. I found that the silver had formed an inconsistently distributed, thin layer of a black or dark gray sludge-like substance on the cathode component of the cell. The sludge was also found in the form of a silty precipitate suspended in the fluid that I drained from the bottom of the cell. The silty fluid was found to contain a high concentration of silver and strained, the fluid was visibly clear but retained a value of approximately 7mg/l of silver. The system had only consumed about a half pound of metal total throughout the duration of the experiment. The consistency of the metal was that of mud or when dried, a very fine sand. The discharge value for silver is not more than 0.160mg/l. My final concentration value was 0.189mg/l for the experimental solution. Refer to excel charts plotting concentration as a function of time. The vendor suggested that lower current densities might have improved the metal consistency during this experiment. This is an issue for further evaluation. The electrolytic gold solution was a spent bath with an initial concentration of approximately 1g/l of metal. The gold solution consisted of a planar immersion gold proprietary ingredient with ammonium hydroxide and Potassium Gold Cyanide Salts. Three drums of the solution were processed with equally successful efficiency. Each drum was reduced to a concentration value of 0.35mg/l within 6 a period of ~2.5hours. Refer to excel charts plotting concentration as a function of time. A total value of approximately 1pound of gold was integrated smoothly throughout the carbon cathode making it stiff and solid with the valuable metal. A smelting procedure will remove the carbon and purify the gold for re-sale. The main issue regarding expulsion of the after process solution is the possible presence of cyanide. Hadco did not possess proper analyzing equipment to verify that the cyanide had been destroyed in the electrowinning process. The vendors suggested that the process would indeed destroy the cyanide but further evaluation is in order regarding the issue. Pertaining to the ammonium bifluoride solder strip solution, there were varying opinions regarding its success because of its fluoride component. I have been given conflicting reports regarding the fact that fluoride will corrode the titanium assembly of the anode. The replacement anode component is extremely costly. The vendor did provide us with a very small, double cell unit to run experiments on. The double cell unit circulates 7liters of analyte solution and 7liters of the catholyte containing the target metal. In our experiments with the ammonium bifluoride solution, the analyte was a prepared solution of 1M sulfuric. The solution tanks both feed into the anode/cathode tank where they are segregated by a semi-permeable membrane. In this process, the fluoride never has contact with the anode at all. The ammonium bifluoride experiment was somewhat rushed and I was unable to alter current densities to increase efficiency in the plating process. I was surprised to find that the metal on the cathode was more like copper in its appearance than tin/lead. A concentration analysis concluded that copper was a large component of the solder strip solution. The plating pattern seemed to follow current densities on the cathode. The metal was plated in a pattern on the cathode that seemed to reflect where the current densities may have been at an extreme, either least or most dense. I’m unsure of which would attract the metal better in this case. I was unable to get an accurate value for tin/lead concentrations in the solution before and after the experiment because of equipment failure in the lab. The lead bulb for the spectrascope was bad and a new bulb was on order. It did not arrive before the conclusion of the experiment. Before running experiments with the sterling silver solution, I processed a silver rinse solution that was utterly unsuccessful. The concentration values need to be at least high enough to produce conductivity throughout the solution for the process to work at all. Without conductivity the rectifier automatically shuts down. My recommendations for future efforts would include further evaluation of the ENIG nickel because I’ve heard claims that the metal has been known to plate somewhat successfully using the electrowinning process elsewhere. Perhaps by raising the solution temperature and varying current densities we would have seen those results ourselves. The silver chemistry may have shown better plating consistency by varying current densities to find what would have been appropriate to that solution. The MP nickel may have plated more smoothly, without the dendrite protrusions, if the pH had been more consistently maintained. From the gold solution, if the cyanide had been destroyed in the electrowinning process, as the vendor claimed, the afterprocess solution would be safe for discharge with the company’s main effluant streams to the local town 7 facility. It would be a worthwhile venture to discover that this is the case by sending a before and after sample to a lab that can verify those results. A very helpful resource for identifying chemicals and their reactions is, www.chemfinder.com. Lou Guertin, Don Montfort 203 266-7616 Pal Sales Inc., Lguertin@palsales.com, www.palsales.com, 145 Flanders rd, Bethlehem, CT 06751, fax: 203 266-7614 The carbon felt component of the cathode is ½ inch thick, 9.5 X 17 and costs $108.00 through IPS Limited inc. In my research into the problems with electrolytically plating the ENIG nickel, I found that the main cause for the failure was the chelating components of the solution. A chelator is a substance that binds with the metal ion, nickel or silver in this case, to sustain its aqueous state. I think the best way to document my findings is to provide a list of definitions: Ligand = neutral molecule or ion having a lone ele- pair that can be used to form a bond to a metal ion. Chelating ligand, chelates = ligand having more than one atom with a lone ele- pair that can be used to bond to a neutral ion. Chelate = the type of coordinate compound which a neutral metal ion, such as Co 2+, Ni2+, Cu2+, or Zn2+ is attached by coordinate links to two or more nonmetal atoms in the same molecule, called ligands. Heterocyclic rings are formed with the central (metal) atom as part of each ring. Coordination Compound = a compound composed of a complex ion and counter ions sufficient to give no net charge. Complex Ion = a charged species consisting of a metal ion surrounded by ligands. Counter Ions = anions or cations that balance the charge on the complex ion in a coordination compound. Coordinate Covalent Bond = metal-ligand bond resulting from the interaction of a Lewis base (the ligand) and a Lewis acid (the metal ion.) 8 Information regarding the rectifier(power supply): LED = light emitting diode Voltage Mode = the power supply will operate in “constant voltage mode” when the load current is less than the current limit setting. The power supply maintains the output voltage at the selected value while the load current varies with the load requirements. The voltage will remain stable while the current fluctuates according to the resistance. Current Mode = the power supply maintains the output current at the selected value while the voltage varies with the load requirements. The power supply will operate in “constant current mode” when the load resistance is low enough that the load current is equal to the current limit settings. The voltage will vary while the current remains stable according to the resistance. (Current)(resistance) = voltage Resistance = lessening of, or lack of conductivity of the electrolyte. As the metal ions are plated out of solution, the circulating fluid looses its conductivity and therefore its resistance is increased and the relationships between current, resistance and voltage values are altered. When the current is suddenly increased, such as in the case of an arcing between anode and cathode of the cell, the voltage drops; is reduced. Local Control Mode = operation at the unit’s front panel Remote Control Mode = remote control settings programmed into the rear switches OVP = output voltage programming OVP = over voltage protection (this is an adjust potentiometer control at the front panel) S/D = shutdown this is a led at the front panel REFER TO ATTACHED DRAWING FOR FRONT PANEL DETAIL OTP = over temperature protection ACF = AC fail 9 10