Equipment & Technology
advertisement

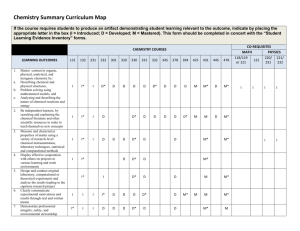
Equipment and Technology Problem Statements Problem 1 Pharmaceutical and fine chemical scale-up chemical synthesis facilities are dominated by batch processing. Due to this constraint, processes are often designed to accommodate a batch scale-up methodology rather than optimizing environmental performance. While this is done for all unit operations, of particular interest is around chemical transformations and crystallizations, which often dictate the complexity of subsequent purification operations and have the greatest impact on mass and energy usage. It is desired to evaluate the mass efficiency and energy savings possible when flow chemistry is considered by first intent to be the selected processing method used. Exemplification of Problem Mass and energy inefficiencies due to batch scale-up paradigms result from primarily 2 areas Extra solvent is added to systems. This can occur both because large batch vessels require a certain volume to achieve good agitation, or in order to serve as thermal ballast for highly exothermic reactions in large batch vessels to prevent temperature excursions Chemical transformation ‘workarounds’ are developed to enable batch scale-up, but at the expense of atom economy and therefore process efficiency. There have been several publications which have examined the use of flow chemistry to solve challenging problems, some of which are attached here: U:\Green Chemistry\ U:\Green Chemistry\ U:\Green Chemistry\ U:\Green Chemistry\ U:\Green Chemistry\ Continuous\op9000516.pdf Continuous\op8002695.pdf Continuous\op9000516.pdf Continuous\jnj continuous.pdf Continuous\Corning - 13th Green Chemistry and Engineering U:\Green Chemistry\ Microwave in Continuous\Watts review - hull.pdf flow.pdf The papers above all address instances where a transformation has been used to develop synthetic reactions, but little focus has been dedicated to the exact benefit gain or as to how the use of an individual reaction facilitated an entire synthetic scheme to deliver a route benefit. A common theme is a workaround for safety purposes, but it is unclear what total benefit this workaround delivers. Expected outcome of research We would like to understand the specific mass and energy benefits for continuous reactions and crystallizations through: 1. The integration of flow chemistry into an entire synthetic design with a clear comparison of benefits relative to a baseline case. The PIs are encouraged to select a synthesis or GSK could provide some API structures which could be used as targets for a synthetic scheme. A base case would be a comparable batch process which would be otherwise designed. Mass intensity and energy considerations are outputs of this comparative work, along with details of the flow chemistry synthetic design. 2. The evaluation of certain reaction classes, such as those indicated in the aforementioned papers (e.g., nitration, diazotizations, microwave, etc), and direct mass and energy comparisons of these processes versus those run in batch mode. 3. The description of how a continuous crystallizer would look like to be applicable to different crystallization methods (e.g. cooling, antisolvent, reactive). Key criteria for scaling up. Considerations of how to minimise API loss in start-up, maximise throughput (by shortening residence time), PAT techniques and strategies to deal with deviations from steady state. While this is one problem statement, it likely requires shared chemistry and chemical engineering skill sets to complete. Problem 2 Continuous Processing offers many potential benefits in the manufacture of Active Pharmaceutical Ingredients, for example: It is inherently safer allowing small working volumes (milliliters instead of liters) It makes a step change in the containment issues associated with manufacture It has a lower energy requirement per kg of product It has smaller equipment It is easier to recycle However there is a barrier to adoption of the technology – the Capital Cost and associated with building new plant and facilities, at a time where there is ample batch processing capacity. The problem to solve is to design a facility that leverages the differences in core processing technology of continuous processing vs batch to reduce Capital Costs and Operating Costs of the support Facility. Exemplification of Problem A Study to put a 100tpa Continuous Processing Facility onto the Jurong Site estimated a Cost of circa £70M. This facility was designed assuming the Standards and Rules required to make a Batch Processing Plant with approximately 4000L reactor scale compliant to Safety and Quality standards. The charts below illustrate how some of the money is allocated: Building Costs 100tpa FW Study Lift 2% Decontamination 1% ACMV Service Room 1% Piles 5% Access 10% Plant Room 14% Office/Admin 16% Technology 1% Computing 1% Library 0% Air Lock 7% Power/Rack rooms 6% Process 26% Materials Movement 4% Tankage 4% Product Offload 2% Access Office/Admin Library Air Lock Power/Rack rooms Materials Movement Tankage Product Offload Process Computing Technology Plant Room ACMV Service Room Decontamination Lift Piles 100tpa Building Cost by Type Ltg, S.P & Comms 8% Fire Protection 4% Building Structure 41% ACMV 17% Building Structure Internal Finishes ACMV Ltg, S.P & Comms Fire Protection Internal Finishes 30% This data prompts some questions: If we move away from general purpose reactors, can we reduce the standard of finishes on parts of the building where raw materials and products are not exposed to the outside world? What needs to be inside the building? Can we reduce the cost of Air Conditioning and Ventilation? What is the additional cost of combining Offices and Plant – traditional Continuous Processing Industries would separate the two? What services can be supplied in a different way if the technology becomes smaller – for example heating and cooling of process equipment is traditionally delivered from a central supply, distributed throughout the building to consumers and circulated locally via a pumped loop to maintain heat transfer coefficients to a large reactor or dryer. Are there alternatives that would deliver the hot and cold services (typically -80C to 200C) more effectively reducing the energy footprint of the facility when the reactors become small plate or micro reactors? What is the best way to manage inventories of Liquids with respect to the facility? Expected Output of Research There are three expected outcomes, comparing a traditional Batch Processing Facility with a Continuous Processing Facility: What would be recommended to reduce the Capital Cost of the Facility but maintain compliance (Safety and Quality) What would be recommended to reduce the environmental impact of the Facility through smarter use of technology, building materials and of deliver services efficiently to the process, to provide appropriate ventilation/air conditioning to the parts of the plant that needs it again whilst maintaining compliance (Safety and Quality) What barriers would remain to applying these answers today? Are there ‘general’ solutions which can be applied across a wide range of products?