Nitric Acid Recycling / Solvent Usage Reduction / Freon Substitution
advertisement

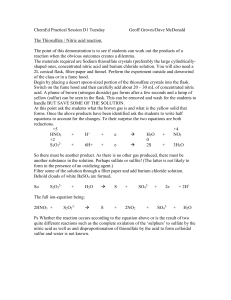
NITRIC ACID REDUCTION SOLVENT EMISSION REDUCTION FREON SUBSTITUTION jennifer wingfield 12 septembre 1995 General Electric 130 Main Street Somersworth, NH 03878 home: 868 3296 work: 749 8115 contact: Sherry Allan work phone: 749 8550 Table of Contents Abstract..................................................................page 1 Introduction...........................................................page 2 Objectives..............................................................page 5 Approach...............................................................page 6 Chemical Usage/Equipment Needs........................page 9 Releases/Waste Generation....................................page 9 Project Results/Benefits........................................page 10 Appendices...........................................................page 11 Abstract Projects proposed by General Electric, Electrical Distribution and Control Business [GE Meter] for the Pollution Prevention Program are reduction of solvent emissions, elimination/reduction in nitric acid usage, and retrofitting of environmental chambers with a non-chlorinated refrigerant. Nitric acid is used in the finishing area to clean numerous metal parts. Over 90,000 pounds of concentrated nitric acid are used per year, costing approximately $20,000. Nitric acid emissions above the reportable threshold must be reported to the EPA, as it is a hazardous air pollutant [HAP] and an EPCRA reportable material. Reducing the quantity of nitric used per year will put emissions below the threshold and reduce material base cost. Various organic solvents used throughout the facility contribute over fifty percent of our total HAP emissions. These are reportable to the NHDES on a quarterly basis as part of GE Meter’s VOC RACT plan. Vapors released by hydrocarbon-based solvents upon evaporation are precursors to ozone formation at ground level, as they react photochemically with NOx. Two specific solvents targeted for elimination are kerosene and Safety Kleen Premium solvent. Kerosene is used to clean machines, degrease parts, and lubricate machinery. Over 7000 lbs of VOC emissions per year must be reported for kerosene alone. Safety Kleen Premium Solvent is used in degreasers, accounting for over four thousand pounds of VOC emissions. Replacing these solvents with aqueous, terpene-based, or hydrocarbons with lower vapor pressure will reduce VOC emissions that must be reported to the state under our VOC RACT plan. Freon [R-12, R-13, and R-502] is used in environmental chambers as a refrigerant, allowing the boxes to cool down to -40C. On January 1, 1996, it will be illegal to manufacture and import freon in the United States. Purchasing freon will therefore become expensive as existing supplies diminish. Alternate nonchlorinated refrigerants are available that are not damaging to the ozone layer. For ten weeks, research and testing was done to determine the most feasible, cost effective solution to the projects proposed. Introduction GE Meter manufactures electric meters and instrument transformers. As many of the parts used to manufacture these products are made within the facility, a numerous amount of processes are involved in the fabrication of one product. Many of these manufacturing processes involve the use of chemicals, such as lubricants in punch presses, acids to etch parts, plating baths, and cleaning tanks. Certain chemicals are regulated by the EPA and usage must be reported to the state. It is therefore desirable to reduce the amount of reportable chemicals, as cost of permits are often related to quantities used. NITRIC ACID An aqueous solution of nitric acid is prepared by the Ostwald process, in which the catalyzed oxidation of ammonia to nitrogen oxide is the initial step. Nitrogen oxide is then reacted with excess oxygen to form nitrogen dioxide, which is then passed into water, which reacts to form nitric acid. The aqueous solution of nitric acid contains dissolved NO and NO2, which are blown out and recycled. Acid formed by this process [termed concentrated nitric acid] is 16N, corresponding to 68 wt%. Nitric acid completely dissociates in water, forming the nitrate anion and hydronium cation. The nitrate ion reacts with many metals to form several products, dependent on temperature, concentration of the nitric, and the nature of the metal. Nitric acid purchased by GE has a concentration of 42Be [67.2 wt%]. As this is a strong acid, it’s corrosive action can be used to dissolve certain metals, producing a metal nitrate, nitrogen dioxide, and water. [Nitrogen oxide will sometimes result as well.] The quantity of metal dissolved in nitric is directly proportional to the length of time the metal is kept in solution. As nitric acid used in GE is for cleaning purposes, the amount of metal dissolved from the surface is very small. Baskets of parts are agitated in solution for roughly five seconds, enough time to provide a uniform etch. The useful life of an acid is determined by the amount of metal contamination in the solution. Before this contamination level becomes critical, the solution must be discarded. As metallic contamination in solution increases, specific gravity of solution increases. By visual inspection of work being processed, maintenance of correct acid concentration by analysis and determination of specific gravity, the point at which the acid should be discarded can be estimated. The handline consists of 40 tanks, three of which contain nitric acid. The first of these is marked as tank 1 in figure 1A of the appendix. Baskets full of copper and brass parts are submerged in the nitric, agitated manually, removed, then proceed to the adjacent rinse tank. This process takes about ten seconds; five for agitation and five seconds to drain before entering the next tank. The amount of metal that is dissolved by the nitric is very small; only the surface is etched, scratching it uniformly to brighten the part and remove any oil residue. After hours of use, the etching power of the acid is depleted, as the quantity of copper [and zinc] in solution increases with each use. The acid must then be sent to the treatment plant where it is neutralized, and new nitric added to the tank. This occurs approximately once a month. A second nitric tank is labeled tank 9 in figure 1A, used to strip copper, silver, zinc, brass, lead, and lead-tin alloys from stainless steel. The solution contained in this tank is Enstrip L-90; more specifically, a proprietary mixture containing 95wt% 36Be nitric acid. The company that makes this solution claims it has faster stripping rates and longer solution life than nitric acid alone. After each plating cycle, stainless steel racks are stripped of the various plated metals for reuse. The process involved is simple immersion, time dependent on type of metal plated to the rack. This nitric tank is changed approximately twice a year, using 2419lbs of nitric per year. The last pure nitric tank on the handline is tank 7A. This tank contains 42Be nitric and is used to remove oxides formed on aluminum parts, occurring as a result of a caustic etch. [Nitric acid can dissolve aluminum, but at such slow rates that it can almost be assumed it does not react with nitric at all. However, sodium hydroxide does react with aluminum, and can be used as an etch.] Aluminum parts enter a rinse tank before [and after] nitric. As baskets can weigh up to fifty pounds, it is difficult for workers to hold them above the rinse tank to let excess water drain out. As a result, drip time between tanks is relatively short. Water that remains in the basket is then introduced into the nitric tank, diluting the solution. [Nitric acid also contaminates the rinse tank that follows.] Therefore, the desmutting power of the acid is reduced not by metal content in solution, but rather the severe dilution that occurs from water drag-in. The nitric acid tank must be changed twice a week, resulting in 62,322 lbs a year of the total 98,190 lbs of 42Be acid. This is about two-thirds the total acid purchased; minimizing water drag-in would result in significant cost savings. There are two mixed acid tanks on the handline that contain nitric acid, a sulfuric/nitric and a nitric/hydrofluoric mix. The amount of nitric used by these tanks is relatively small in comparison to the tanks of nitric acid alone. Other nitric tanks are contained in salt-etch and anodizing, but also do not result in major nitric usage. See Appendix 1. SOLVENT REDUCTION Volatile organic compounds [VOCs] are defined by the state of New Hampshire as “any chemical compound or mixture of chemical compounds containing the element carbon, but not containing carbon monoxide, carbon dioxide, carbonic acid, metallic carbonates carbides or ammonium carbonate. VOCs include, but are not limited to, petroleum crudes, petroleum fractions, petrochemicals, solvents, diluents, thinners, degreasing agents, and propellants.” Volatile hydrocarbons are emitted naturally by plants; more specifically from vegetation and soils. Various synthetic chemicals are also composed of evaporative hydrocarbons, used in industry mainly as solvents. Emission of VOCs into the atmosphere is of concern since these compounds can react photochemically in the presence of oxides of nitrogen to form ozone and other oxidants. Elevated oxidant levels at ground level are undesirable as these compounds hazard human health and cause damage to vegetation and materials. As they are precursors to pollutant formation, volatile hydrocarbon emissions must be carefully regulated. Effects of naturally emitted hydrocarbons into the atmosphere are unknown; therefore, it is easier to control antropagenic sources, as it is known that ozone formation results from volatile chemicals used in industry. Under authority of the Clean Air Act, the EPA requires obtainment of a synthetic minor air permit for all emissions produced in industry. GE has also submitted a VOC RACT plan to the state, which reduced the amount of emissions reported in 1995 to 80% of the 40 ton applicability threshold. Over 100 tons of VOC’s have been eliminated since 1990. Over fifty percent of GE’s HAP emissions are from petroleum-based and inorganic solvents. Use of all chlorinated solvents has been eliminated; however, many operations still use petroleum-based solvents to lower viscosity of a lubricating oil, to clean parts, to remove oil from machines, etc. [There are some carbon-containing compounds that fall under the EPA’s definition of VOC, but are exempt from any rules governing the control of air pollution. This is because they are photochemically unreactive and do not contribute to ground level ozone formation. Examples include numerous halogenated hydrocarbons and acetone.] Eleven hundred gallons of kerosene were purchased by GE in 1994, of which 7148 were pounds released as emissions. Therefore only 55 gallons of solvent were discarded in liquid form. Kerosene is used mainly to cut the more viscid lubricating oils, but is also used alone as a lubricant, and cleaner of steel tools and machinery. GE has five degreasers containing hydrocarbon-based solvents located throughout the plant: three fluid spray parts washers and two immersion tanks. Fluid spray devices pump solvent through a hose, producing a stream of liquid used to clean oil, metal bits, and grease from soiled dies, motors, etc. An immersion tank contains a basket which materials occupy as they are brush-cleaned and/or dipped into the solvent. The basket is then suspended over the liquid to air dry. [Compressed air is sometimes used to speed drying of parts.] The Safety Kleen company services these parts washers every eight weeks, removing solvent contaminated with oil and bits of metal, recycling the spent solvent at their facilities, and replenishing the degreaser with new solvent. Solvent contained in these degreasers is Safety Kleen Premium solvent, a proprietary blend of light hydrotreated petroleum distillates and naphtha. Forty-five hundred pounds of VOC emissions result from usage of these degreasers. FREON SUBSTITUTION The United States and over 125 other countries have signed the Montreal Protocol, an international agreement to protect the stratospheric ozone layer. Preservation of the ozone layer is important, as it prohibits harmful ultraviolet radiation from penetrating into the atmosphere. Chlorinated chemicals such as solvents and refrigerants damage the ozone layer. Energy from sunlight causes chlorine to react with ozone to form oxygen, thinning out the ozone layer and allowing more UV sunlight to enter. Initially requiring a 50% reduction in production of chlorofluorocarbons [CFCs] worldwide by the year 2000, the Montreal Protocol was amended to require a virtual phaseout of CFCs by January 1, 1996. Since July of 1992, intentional release of ozone depleting refrigerants into the atmosphere during maintenance, disposal of refrigerant, or servicing of the equipment has been illegal. Anyone working on systems containing CFC refrigerants must be certified by the EPA, have received specific training and passed a certification exam as of November of last year. Detailed records of all CFC refrigerants used, reclaimed, and recycled must also be kept. It will be illegal to manufacture and import certain halogenated refrigerants in the United States as of the first of next year. These refrigerants include R-11, R-12, R-13, R-113, R-114, R-115, R-500, R-502 and R-503. Purchasing these refrigerants will become difficult and expensive, as the existing supply of freon will be limited. General Electric uses freon 12, 13, and 502 as refrigerants in their environmental chambers. Chambers are employed to test electric meters at various temperatures, ranging from -40F to 140F. Freon is needed to cool chambers to specified temperatures depending upon the test required. Alternative refrigerants are available to replace those in house, but unfortunately can not be substituted free of difficulty. Retrofit of existing equipment can possibly affect capacity and/or efficiency, require changing lubricant, seals, gaskets, valve plates, and impeller aerodynamics. Maintenance of existing equipment is a short-term possibility, while CFCs are available, but retrofit or replacement of equipment must eventually occur, as reliability of environmental chambers can not be jeopardized. Objectives The purpose of this internship is to gain experience in the “real world”, working at a job related to the environmental aspect of chemical engineering. Personal objectives are: to become more confident of my abilities outside the classroom, to achieve an understanding of what work is necessary before a simple process can be changed, and to gain knowledge as to how a large company operates. Completing assigned projects are equally important, but learning to work with people, whether it be a foreman or a punch press operator, is the real task that is to be accomplished. More specific to assigned projects, my goals are to reduce the amount of nitric acid used in the finishing area, reduce VOC emissions, and retrofit environmental chambers to eliminate freon. Research must be done in all three projects before a solution can be found. Cause of excessive usage of nitric acid must be determined. Locations of kerosene usage must be identified, as well as the specific use of the solvent. Each environmental chamber must be located, and refrigerants contained by each identified, before determining which chambers should be retrofitted first. After a potential solution has been found, it must be thoroughly tested before procedural changes are made. My objective is to move as far along as possible in each project, aspiring towards completion of all projects in the ten weeks period. Approach NITRIC ACID The number of nitric acid tanks, approximate use of solution, and specific metals entering these tanks were researched. From this data, it was determined that nitric acid tank 7A is used most frequently, resulting in major usage of nitric acid relative to all other tanks. Thus attention was focused on this tank. As several GE plants have implemented nitric acid recycling units, research was done to determine if diffusion dialysis could be applicable for our solutions. Diffusion dialysis is a membrane separation process that involves the recovery of various acids from acid solutions containing dissolved metal ions. The driving force across the membrane is difference in concentration between the solute [acid] and solvent [water]. Anions [specific to acid] accompanied by hydrogen cations are allowed to penetrate the membrane, while metal ions are too large to permeate. Thus a new acid stream results, minus metal ions that may weaken the etching/desmutting power of the acid. Reclaimed acid is slightly weaker than the original acid solution, provided that the flow rates of both waste stream and reclaimed acid are equal. Nitric acid in 7A contains approximately 125 mg/L of aluminum when disposed [tested by atomic absorbance]. As this is a small amount and would not hinder the removal of oxides from aluminum parts alone, it was determined that the water introduced by the caustic rinse is the issue of importance. However, by adjusting the flow rates of the two exiting streams, it is possible to recover a stronger acid than was entered into the unit. A pilot system was available to test for one month, to determine if this system could be used for our application. This system processed approximately five gallons per day, though larger systems were available on purchase. Flow rates of the two streams were adjusted daily and samples taken to determine metal content and acid strength, which varied directly with the flow rates. Adjusting rates such that reclaimed acid exits at a slower speed results in a more concentrated acid, though the amount of acid recovered is less. However, through mass balance it can be shown that the amount of water admitted into tank 7A is greater than can be ‘removed’ by the unit. More specifically, the unit can not counteract the dilution of the acid. Although the 5 gal/day may slow the dilution slightly, the amount of reclaimed acid is less, and so fresh nitric would have to be added to solution. A unit that would counteract this dilution is not cost effective, as it would have to process the acid much more quickly and therefore be more expensive. The unit was very effective in removing metals from solution, though the concentration of the reclaimed acid was the main issue. Alternative solutions were tested as well; GE in Auburn, Maine uses one such solution. All solutions contained a percentage of sulfuric acid, and were much more expensive than nitric. Although this would eliminate nitric acid, it would increase our EPCRA reportable amount of sulfuric acid and be a substantial cost increase. This also would not eliminate the problem of water drag-in and acid drag-out in tank 7A. Specific to tank 7A, an evaporator could be used to evaporate the excess water out of solution. Such evaporators must be made of a non-corrosive material and may also require permits due to the small amount of nitric acid that would be expelled with the water vapor. Evaporators are very expensive, though effective in removing water. If water was removed biweekly from this tank, metal content would become an increasing problem, and a device such as a recycling unit would have to be purchased as well. Therefore, it was determined that to reduce the dilution of the solution, a system needed to be devised that would allow the baskets to hang longer over the rinse tank to drain. A simple hoist attached to an Ibeam could be used, allowing the workers to drain the baskets for the necessary amount of time. This solution would also have ergonomic benefits, as the workers would do less lifting and bending, resulting in the potential for less shoulder and back injury. There are many issues that need to be resolved, however, for example whether the handline should be fully automated with rolling barrels or if it should be a simple system that uses existing baskets and would still be manual. Each of these solutions contains further complications; rolling barrels would require the purchase of all new tanks and hooking a basket to a hoist and moving it from one tank to the net will not provide the necessary agitation. Production will be slower with both devices, as it takes a longer amount of time for a motor to raise and lower a barrel and then bring it to the next tank. Before proceeding further, it needs to be determined what production rates need be, and which system is most cost effective. See Appendix 3. SOLVENT REDUCTION KEROSENE Three applications in which kerosene is used are cleaning of machines/tools, degreasing, and lubrication. Originally, kerosene was to be eliminated in the screw machine area only, where it is used for cleaning purposes. Steel tools are brush-cleaned with kerosene to remove oil and metal bits. An aqueous degreaser was tested as a replacement for kerosene in this application at various concentrations, tools blown with compressed air to remove excess water. A one percent solution of Ark degreaser was successful in cleaning the tools. However, it was decided that rather than add a new chemical, Almag oil [a light viscosity oil used as a lubricant] would be used to clean the tools. Cleaning machines was more difficult, as kerosene usually dripped into the oil container below. An aqueous cleaner was therefore not applicable, as it would not mix with the oil. Amway degreaser had been used in the past [without dilution] to clean machines, but kerosene was preferred, as it is not as abrasive to the hands. It was decided that Amway would be used in replacement of kerosene in cleaning machines. After more research was done, it was determined that screw machine uses a relatively insignificant amount of kerosene, and therefore elimination of kerosene from the entire plant should instead be accomplished. As kerosene is used as a lubricant in punch press and multi-slide, an aqueous solvent would not be appropriate. Rather than add several different chemicals to the inventory, a solvent was needed that could match kerosene in versatility. As an aqueous solution would be inappropriate for all applications, a petroleum-based solvent was needed. The amount of emissions from a volatile hydrocarbon is proportional to its vapor pressure; the higher the vapor pressure, the greater potential to generate vapor. Exxsol D80 made by Exxon is a petroleum distillate with an evaporation rate four times as slow as kerosene. It was tested and determined acceptable in all applications. Although this solvent is more expensive, the amount of emissions saved is over 5000 lbs. SAFETY KLEEN Safety Kleen Premium solvent is contained in five degreasers located throughout the plant. Four thousand, five hundred pounds of VOC emissions are generated per year from use of these degreasers. Safety Kleen provides a service that included removal of old solvent contaminated with grease, oil, and metal bits, and replacement with “new” solvent. This “new” solvent is actually recycled; the contaminants filtered out at the Safety Kleen facility. Therefore, not only does a new solvent need to be found, but a method of recycling solvent need be determined as well. General Electric in Ft. Edward purchases a terpene-based solvent from Terpene Technologies, used in place of Safety Kleen Premium solvent. Terpene-based solvents use the acidic strength of orange juice to remove dirt, oil, and grease. [Aqueous cleaners are also available, but as usage of solvents is primarily on steel parts, which may cause rust if parts are not dried completely.] Terpene Technologies works with Build-All, a company that manufactures a filtration system capable of removing oil from solvent streams. A sample of solvent was tested in each of the five areas and determined to be satisfactory as a degreaser. The filtration system contains a 300gph pump used to force solvent through the filter, which removes oil, grease, etc. The filter intended by Build-All was too small for our needs. Another company was consulted, and arrival of the quote is being awaited. Once this is received and proven to be acceptable, one parts cleaner unit will be retrofitted, as a test before others are converted. FREON SUBSTITUTION Location of each environmental chamber used in GE was first determined, as well as the type and quantity of refrigerant in each. See Appendix 2. Serial and model numbers were also recorded, along with other pertinent information. Chambers with the largest amount of refrigerants were to be targeted first. The largest user was a Tenney walk-in chamber containing 150lbs of R-502 in the lab on 1F. Rather than retrofit this chamber, it was decided that it would be used to test humidity only. The refrigerant was recovered and removed. The next largest five were all contained on the fourth floor of building A. Two of the chambers were working very well, with no problems or leaks, and so the other three were to be retrofitted first. The project was put on hold for a couple months, as it was a possibility that the environmental chambers were not to be used on this floor. It was decided to maintain temperature cycling, and so a second quote was requested from the manufacturer of the chambers. The temperature pulldown cycle was requested by the manufacturer, so that they could match it with their refrigerant. The three chambers to be retrofitted contain 15 pounds of R-13 and 25 pounds of R-502 each. Substitute refrigerants are made by Allied Signal and Dupont and are easily obtained. The two new refrigerants are HFCs, containing fluorine in place of chlorine. It now needs to be determined if retrofitting one chamber will have a great impact on the other two while it can not be used. Retrofitting takes about four days. Chemical Usage / Equipment Needs “Concentrated” nitric acid is purchased by GE and is mainly used in pure form, aside from being mixed with Kemflur to create a hydrofluoric/nitric mixed acid. Nitric acid is also the main component of Enstrip L-90, tank number 9, as well as mixed sulfuric and nitric in tank 7B. These are considered separate chemicals, as the mixed solutions do not have to be made; they are purchased already in this form. Appendix one describes the amount of each chemical used and total cost of nitric acid usage. Freons 12, 13, and 502 are used in environmental chambers throughout the plant. Appendix two lists the location of each chamber, the refrigerant used in each, and the relative amounts. Kerosene is used to clean tools and machines and as a lubricant in many areas. Eleven hundred gallons of kerosene was used in 1994, resulting in 7148 lbs of reportable VOC emissions. Safety Kleen is used in all five parts cleaners [three immersion, two fluid spray]. Every eight weeks Safety Kleen services the degreasers and replaces used solvent with solvent recycled at their company. The amount of Safety Kleen used per year is 1762 gallons , corresponding to 4502 lbs of VOC emissions. Releases / Waste Generation Metal contamination and water dilution reduce the power of nitric acid. The solution must then be pumped to the waste treatment plant, where it is neutralized. Reducing the amount of water drag-in would reduce the amount of caustic needed to neutralize the acid in our facility. There would also be less hazardous releases into the environment reportable to the EPA. Combined VOC emissions from kerosene and Safety Kleen Premium solvent are over eleven thousand pounds. One thousand eighty-nine pounds of Safety Kleen solvent were removed by Safety Kleen in 1994. Kerosene is disposed of with oil; Exxsol D80 would produce 75% more liquid waste. Project Results/Benefits My recommendation to reduce the amount of nitric acid purchased is to input a fully automated handline for copper and brass parts, and a hoist/trolley system for the plating tanks. Once the layout of the tanks has been determined, a representative from Maltz Sales will submit a quote. The benefits will be that the amount of nitric acid will be reduced, placing GE Meter below the EPCRA’s reporting threshold. There are also safety and ergonomic benefits, as workers will no longer be leaning over acids, caustics, etc. with heavy baskets, causing back and shoulder injury. Exxsol D80 is an acceptable alternative for kerosene. It is currently being implemented throughout the plant. As this solvent evaporates four times more slowly, there will be less reportable emissions. Terpene Technologies’ solvent is sufficient as a replacement for Safety Kleen Premium solvent. Details need to be worked out with the filtration system. Emissions will be substantially reduced, and cost savings will result. Three environmental chambers will be retrofitted in the near future. Freons 502 and 13 will be replaced by an HFC, a refrigerant that is non-ozone depleting. Approximately 120 lbs of refrigerant will be recovered. Appendices Methylene Chloride Washup #4 made by the Capex Corporation is used in the ink room to remove ink from machinery and rollers and to lubricate a punch press. Seventy percent of this solvent is methylene chloride. [Methanol, nbutanol, and MIK are other components.] As chlorine reacts photochemically with O3 to form oxygen, the ozone layer is depleted when chlorine ions released into the atmosphere elevate, allowing penetration of harmful ultraviolet radiation. The ink room is not ventilated, as low humidity must be maintained for the processes operated. Thus it is crucial that solvents be relatively odorless, as heavy odors nauseate workers. Holes are punched in metal disks with a punch press, washup #4 used as a lubricant to keep the die from burring up. Once punched, parts are immediately inked. It is therefore necessary to obtain a lubricant that evaporates quickly. Solvents with a low vapor pressure were tested, but left a film on the surface of the part. The following inking process was then difficult. Only 200 gallons of Capex were used in 1994, a relatively small amount. Thus it was decided that a fast evaporating VOC was the lesser of two evils, and Isopars C and G are now being used. [Both products are made by Exxon.] Two products were chosen because cleaning of the machines and rollers did not require fast evaporation of solvent.