18th European Symposium on Computer Aided Process Engineering – ESCAPE 18
Bertrand Braunschweig and Xavier Joulia (Editors)
© 2008 Elsevier B.V./Ltd. All rights reserved.
Improvement of the computational performance of
STN/RTN formulations for short-term scheduling
of multipurpose batch plants
Guillermo A. Durand, J. Alberto Bandoni
PLAPIQUI (UNS-CONICET), Camino La Carrindanga Km7, Bahia Blanca (8000),
Argentina
Abstract
The short-term scheduling of multipurpose batch plants is a difficult problem for which
several formulations exist in the literature. These formulations generate MILP models
using binary variables to indicate the starting/activation/finishing or not of the tasks
involved in the plant operation. However, in these formulations the process recipe is
modeled thru equations using only continuous variables or mixing continuous variables
with binary variables. When the scheduling problem resulting from such formulations is
solved by a branch-and-bound strategy, the binary variables’ relaxation does not
generally find the correct values (0-1) for these variables straightforwardly. In this work
we present a new scheme of modeling the process recipe in short-term scheduling of
multipurpose batch plants, using only the binary variables present in each formulation,
that improve the computational performance of the solution by helping the branch-andbound strategy to find the correct values of binary variables in a faster way. The
technique, originally developed for the short-term scheduling of mono-purpose mixed
continuous/batch plants, increases its potential of improvement when the process recipe
is carried out in multipurpose equipment units that can perform several tasks.
Keywords: short-term scheduling, multipurpose batch plants, STN/RTN formulations.
1. Introduction
The objective of process scheduling is to determine the optimal assignment of process
equipment and resources to production. A schedule is the sequence and timing in which
several different tasks are carried out. It also specifies in which units or equipments they
are performed. Determining the optimal schedule in terms of a given objective function
(e.g. production or profit maximization, cost minimization), verifying at the same time
several constraints (e.g. in available resources), it is a well-known problem, often very
difficult to solve even with large computing power. For this reason, a good deal of
research had been dedicated to this theme in the last decade, mainly focused on
developing new ways of formulating short-term scheduling models to improve
computational performance.
Given the great amount of work done in the last 20 years, many authors have done stateof-the-art reviews, classifying in different but similar schemes papers published on this
field. For space considerations, we will only review the most relevant papers. Shaik &
Floudas (2007), classify the work done in two main groups, based on the time
2
G.A. Durand
representation used. Discrete time representation formulations divide the time horizon
in uniform time slots where process operations and tasks are located to conform the
schedule. These formulations employ binary variables to signal the activation or not of
operations in the time slots, thus rendering Mixed-Integer Linear Problems’ (or MILPs)
models. Early attempts are those of Kondili et al. (1993), Shah et al. (1993). However,
as the advantages of alternate time representations became clear (such as non-uniform
discrete-time, Lee et al., 2001), another group came grew in the field: continuous-time
representation. The STN/RTN formulations that belongs to this group are based on nonuniform time slots of unknown length that are later determined when solving the
optimization problem. The generated models are more compact and easier to solve. The
different continuous time formulations can be broadly classified in three categories:
slot-based, based on global events and unit-specific event-based. In the first category the
time horizon is represented as ordered blocks of unknown variable lengths (e.g.:
Sundaramoorthy & Karimi, 2005). Formulations based on global events use a set of
events (or part of them) that are common to all units to facilitate synchronization.
Examples of these techniques are the works of Castro et al. (2001) and Maravelias &
Grossmann (2003). The formulations of the last category define events for each unit in
the model, thus allowing task being carried in the same event but in different units to be
located in different times. Examples of unit-specific event-based techniques are those of
Ierapetritou & Floudas (1998a y 1998b) and Janak et al. (2004). Floudas & Lin (2004)
and Mendez et al. (2006) have also done state-of-the-art reviews but utilizing slightly
different classification schemes. We suggest the reader to check these reviews works for
more information on the subject.
The most general production process is the multipurpose plant. In this type of plant,
there is no fixed production path. Each product can follow a different route through the
plant, and there is often more than one path for each product. The production path, or
process recipe, is the list of successive actions required to transform the raw materials
into the final product/s. For clarity, in this work these actions are called operations. The
variability on the process recipe in multi-purpose plants comes predominantly from
equipment units that can perform several operations or the same operation but for
several products. An operation cannot be performed by a dedicated equipment unit,
because there are usually more operations than equipment units. An equipment unit is
assigned to each task for a time interval where the length of the interval must not be
shorter than the processing time of the related operation. Changeover time is defined for
an equipment unit if cleaning is necessary.
One of the main shortcomings of STN/RTN formulations for scheduling is that, to
represent the full range of combinations where an operation is carried on in several
units, several instances must be included in the mathematical model, one for each
equipment units. These instances are called tasks, and, since the problem size depend
greatly on the number of task, solving the process scheduling becomes more difficult.
Depending on the quantity of tasks producing a given intermediate and consuming it
(being them instances of different operations, or the same operation carried out in
several units, or combination of both), we can identify several situations that conform
the basis of the modifications proposed in this work.
Improvement of the computational performance of STN/RTN formulations for shortterm scheduling of multipurpose batch plants
2. Task-coupling: Improvement of STN/RTN
Structural Characteristics of Product Recipes
Formulations
3
using
We propose a series of additional equations based on the idea of identifying in the
product recipe the existing pairs of producing task/s-consuming task/s for intermediate
material and model them using pure binary variable equations to capture the occurrence
or not of a given task. These equations allow the elimination of certain variable values
of a given pair that cannot be possible to take place in a real situation. Correspondently,
these combinations have not to be computed by the optimization algorithm, leading to a
better performance in terms of computing time required to reach an optimal solution.
This is an application of the work of Durand & Bandoni (2007), where in a State Task
Network representation, the concept of pairs of producing task/s-consuming task/s,
leads to four possible combinations: pairs of one producing task and one consuming
task; pairs of more than one producing tasks feeding one consuming task; the vice versa
case, one producing task feeding more than one consuming tasks; and the most general
case, more than one producing tasks of a intermediate material consumed by more than
one consuming task.
For space considerations, we extract from Durand & Bandoni (2007) the equations
modeling the most general case, where producing tasks ip1 to ipK feed consuming tasks
ic1 to icL. In Eqs. (1a) to (2l) Yi,n variables represent if tasks i is active at time event n.
Yip1,n Yic1,n Yic 2,n YicL,n
(1a)
Yip 2,n Yic1,n Yic 2,n YicL,n
(1b)
YipK ,n Yic1,n Yic 2,n YicL,n
(1k)
Yip1,n Yip 2,n YipK ,n Yic1,n
(2a)
Yip1,n Yip 2,n YipK ,n Yic2,n
(2b)
Yip1,n Yip 2,n YipK ,n YicL,n
(2l)
Eqs. (1a) to (1k) represent the requirement that if any of the producing tasks ip1 to ipK
are active at event n, then at least one of the consuming tasks ic1 to icL must also be
active. Eqs. (2a) to (2l) model that if any of the consuming tasks are active, then at least
one of the producing tasks must be active to feed them.
3. Application on Large-Scale Paint Production
In the following case study, we will use as an application example a STN/RTN the
Ierapetritou & Floudas (1998) formulation. Despite we are using this literature example,
the presented Task-coupling scheme can apply to several others of the continuous-time
representation modeling techniques. The case study will show the solution
performances of a model developed with the original formulation and a model
containing also the Task-coupling constraints.
4
G.A. Durand
The modeled plant (Adonyi et al., 2006) is dedicated to the production of paints. It
produces 6 different final products (A, B, C, D, E and F) according to the recipes shown
in Table 1. Each product requires 4 successive operations to be manufactured: grinding
of raw materials, mixing and storing (where the material has to repose a fixed time
before continuing), which are of type batch, and packing, which is continuous. Table 1
shows the available equipment units for each operation within each of the products’
recipe, and the fixed time it take to carry it. Units E1 to E5 and E10 to E20 have a
changeover time of 100 minutes, while for units E6 to E9 is 70 minutes; all other units
are considered to have a changeover time of zero length. While in the batch operations
(grinding, mixing and storing) the equipment unit carrying it can function also as its
own storage, the packing lines have not such capacity. So, the unit carrying the
operation that is currently feeding the packing has (storage tank) to function also as the
latter’s storage, and it cannot be liberated until the packing is not finished. The objective
is to minimize the makespan required to produce the number of batch of each product
shown in Table 2.
Table 1. Process recipe of Case Study
Operation
Prod.A
Unit Time
1 E1
2 E6
a
Prod.B
a
Unit Time
Prod.C
a
Unit Time
3 E10
E11
E13
E15
E17
E19
E20
60 E1
310 E7
E8
E9
60 E11
120 E13
60 E15
120 E17
60 E19
120 E20
60
60
240
120
240
120
60
120
60
120
60
4 E21
E22
720 E22
540 E23
540 E21
720 E22
Prod.D
a
Prod.E
Unit Time
a
Unit Time
E2
E8
60 E3
120 E7
E9
60 E4
240 E6
240 E8
E11
E12
E13
E14
E16
120
70
70
60
50
60
120
60
90
120
60
90
120
60
540
720
E10
E11
E13
E14
E15
E17
E18
E19
E20
720 E22
540 E23
Prod.F
Unit Timea
40 E5
300 E7
120 E8
E10
E12
E14
E16
E18
E20
E21
a
60
90
90
90
90
60
40
240
120
E10
E15
E16
E17
E18
E19
E20
60
120
90
60
90
120
60
720 E21
E22
E23
720
540
720
Processing times are in minutes
Table 2. Demand of batches of each product
Product
A
B
C
D
E
F
Number of batches
3
5
1
3
9
3
The optimization problem was solved using the GAMS 21.6/CPLEX 9.0 modeling
software, running on a AMD X2 (dual-core) Athlon XP 4200MHz with 1Gb of RAM
memory. Table 3 shows the results of solving both models. Despite both models have
the same number of variables, the number of equations is slightly larger in the modified
model (see Table 3). Both models reach the same solution, requiring 7090 minutes to
Improvement of the computational performance of STN/RTN formulations for shortterm scheduling of multipurpose batch plants
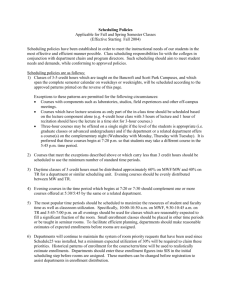
comply with the demands. In the last item to compare, the modified model outperforms
the unmodified model by taking ~75% less time to solve the scheduling problem. Fig. 1
shows the Gantt diagram of the optimal schedule found using the modified model.
Table 3. Solution performance comparison between unmodified and modified models
Unmodified model*
Item
Modified model†
Events
12
Binary variables
1104
Continuous variables
2628
Equations
12864
13080
Obj. Function (relaxed LP)a
6509.80
6509.80
Obj. Function (MILP)a
7090.00
7090.00
Integer gap
8.18%
8.18%
CPU timeb
42.134
10.180
*
Model created using only constraints presented in Ierapetritou & Floudas (1998).
†
Model including the proposed Task-coupling constraints.
a
Objective Function values in minutes. bCPU time in seconds.
Figure 1. Gantt diagram for the optimal schedule of the paint plant
4. Conclusions
The performance improvement that results from applying the additional equations from
the work of Durand & Bandoni (2007) to short-term scheduling for multipurpose batch
plants has been demonstrated. The structural characteristics of multipurpose plants’
models obtained with STN/RTN formulations increase the occurrence of pairs of
multiple tasks producing and consuming the same intermediate materials. Modeling the
relationship between tasks in these pairs with equations using only binary variables
allows to eliminate many combinations from the model that do not occur in real word
situations, leading to faster solutions of the MILP scheduling problem. The
5
6
G.A. Durand
improvement was shown using the case of a large scale paint production plant,
obtaining the optimal schedule much faster than using a model developed using an
unmodified STN/RTN formulation
Acknowledgements
The authors greatly acknowledge the financial support provided by Universidad
Nacional del Sur (UNS) and the Consejo Nacional de Investigaciones Científicas y
Técnicas (CONICET).
References
Adonyi, R., Biros, G., Holczinger, T., Friedler, F., 2006. Effective scheduling of a large-scale
paint production system. Journal of Cleaner Production, Available on-line on
http://dx.doi.org/10.1016/j.jclepro.2006.08.021.
Castro, P., Barbosa-Povoa, A.P.F.D., Matos, H., 2001. An improved RTN continuous-time
formulation for the short-term scheduling of multipurpose batch plants. Industrial and
Engineering Chemistry Research 40, 2059.
Durand, G.A, Bandoni, J.A., 2007. New STN/RTN formulations for short-term scheduling of
continuous and batch plants. Submitted for publication, November 2007.
Floudas, C.A., Lin, X. 2004. Continuous-time versus discrete-time approaches forscheduling of
chemical processes: a review. Computers and Chemical Engineering 28, 2109–2129.
Ierapetritou, M. G., Floudas, C. A., 1998a. Effective Continuous-Time Formulation for ShortTerm Scheduling: I. Multipurpose Batch Processes. Industrial and Engineering Chemistry
Research 37, 4341–4359.
Ierapetritou, M. G., Floudas, C. A., 1998b. Effective Continuous-Time Formulation for ShortTerm Scheduling: II. Continuous and Semi-continuous Processes. Industrial and Engineering
Chemistry Research 37, 4360–4374.
Janak, S.L., Lin, X., Floudas, C.A., 2004. Enhanced continuous-time unit-specified event-based
formulation for short-term scheduling of multipurpose batch processes: Resource constraints
and mixed storage policies. Industrial and Engineering Chemistry Research 43, 2516.
Kondili, E., Pantelides, C.C., Sargent, R., 1993. A General Algorithm for Short-Term Scheduling
of Batch Operations – I. MILP Formulation. Computers and Chemical Engineering 17, 211–
227.
Lee, K.H., Park, H.I., Lee, I.B., 2001. A novel nonuniform discrete time formulation for shortterm scheduling of batch and continuous processes. Industrial and Engineering Chemistry
Research 40, 4902–4911.
Maravelias, C.T., Grossmann, I.E., 2003. A New General Continuous-Time State Task Network
Formulation for the Short-Term Scheduling of Multipurpose Batch Plants. Industrial and
Engineering Chemistry Research 42, 3056–3074.
Méndez, C.A., Cerdá, J., Grossmann, I.E., Harjunkoski, I., Fahl, M. 2006. State-of-the-art review
of optimization methods for short-term scheduling of batch processes. Computers and
Chemical Engineering 30, 913–946.
Shah, N.E., Pantelides, C.C. Sargent, R., 1993. A General Algorithm for Short-Term Scheduling
of Batch Operations – IΙ. Computational Issues. Computers and Chemical Engineering 17,
229–244.
Shaik, M.A., Floudas, C.A., 2007. Short-Term Scheduling of Batch and Continuous Processes. In:
Papageorgiou, L.G., Georgiadis, M.C. (Eds.), Supply Chain Optimization. Part II. WILEYVCH Verlag GmbH & Co. KGaA, Weinheim.
Sundaramoorthy, A., Karimi, I.A., 2005. A simpler better slot-based continuous-time formulation
for short-term scheduling in multipurpose batch plants. Chemical Engineering Science 60,
2679.