supplementary
advertisement

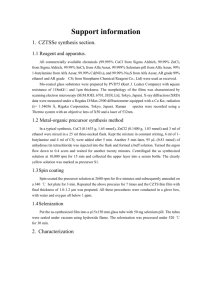
Supplementary Information Efficiency limiting factors in Cu(In,Ga)Se2 thin film solar cells prepared by Se-free rapid thermal annealing of sputter-deposited Cu-In-Ga-Se precursors Ha Young Park, Dong Gwon Moon, Jae Ho Yun, SeoungKyu Ahn, KyungHoon Yoon, and SeJin Ahn* Solar Energy Department, Korea Institute of Energy Research, 152, Gajeong-ro, Yuseong-gu, Daejeon, 305-343, Korea S1. Experimental details Formation of Precursor Films: Cu-In-Ga-Se precursor films with a Se/metal ratio greater than 1 were deposited on 1 µm-thick Mo-coated soda-lime glass substrates by co-sputtering Cu52Ga48 (at %), In60Se40 (at %) and Cu50Se50 (at %) targets according to reference [1]. Moon et al. reported that the Se/metal ratio in sputter-deposited precursor films significantly affects the degree of Ga segregation in the films after selenization, and CIGS film without any Ga segregation can be obtained when the ratio is higher than 0.8.[1] In the deposition processes described above, the Cu-Ga target was sputtered using DC magnetron sputtering, whereas binary selenide targets (Cu-Se and In-Se) were sputtered using RF magnetron sputtering. Prior to the precursor deposition, a base pressure of 1x10-6 torr was achieved using a turbomolecular pump. Ar gas then was injected into the chamber to set the working pressure to 3x10-3 torr. The substrate, placed 50 mm from the targets, was rotated at 15 rpm during the deposition at room temperature to improve film uniformity. The composition of the precursor films was adjusted to have a Cu/(In+Ga) atomic ratio of approximately 0.8 and a Ga/(In+Ga) atomic ratio of approximately 0.32 by controlling the sputtering power of each target. Rapid Thermal Annealing: A schematic of the RTA chamber used in this work is shown in Fig. S1(a). The chamber is equipped with halogen lamps on its top and bottom sides. The precursor films were placed on a quartz substrate holder. After loading the samples, a base pressure of 1x10-6 torr was achieved using a turbo-molecular pump. N2 gas was then injected into the chamber to set the pressure to 40 torr. The precursor film was thermally annealed under this N2 gas condition without an additional Se supply. To minimize Se depletion during the high-temperature process, the gas inlets and outlets were closed during RTA. A typical temperature profile is also shown in Fig. S1(b); the sample was rapidly heated to 560 o C in 30 s and then held at that temperature for 15 min. Finally, the sample was naturally cooled to room temperature. Solar Cell Fabrication: Solar cells were fabricated according to the conventional Mo/CIGS/CdS/i-ZnO/n-ZnO/Al structure. A 60-nm-thick CdS buffer layer was deposited on a CIGS film by chemical bath deposition (CBD) and i-ZnO(50 nm)/Al-doped n-ZnO(500 nm) were deposited by radio-frequency (rf) magnetron sputtering on the CdS layer. An Al grid of 500 nm in thickness was deposited as a current collector using thermal evaporation. The active area of the completed cell was 0.44 cm2. No anti-reflection coating was used in this study. Characterization: The morphology, composition and crystal structure of the precursor films and annealed films were investigated using high-resolution scanning electron microscopy (HRSEM, XL30 SFEG Philips Co., Holland) at 10 kV, energy dispersive spectroscopy (EDS, EDAX Genesis Apex, acceleration voltage=30 kV, collection time=100 s using a standardless method) and X-ray diffraction (XRD, Rigaku Japan, D/MAX-2500) using CuKα radiation, respectively. The Raman spectra of the annealed films were obtained in the quasibackscattering geometry using the 514.5 nm line of an Ar-ion laser as the excitation source. The scattered light was filtered with a holographic edge filter, dispersed by a Spex 0.55-m spectrometer and detected with a liquid-nitrogen-cooled, back-illuminated charge-coupleddevice (CCD) detector array. The depth compositional profiles of the films were obtained using Auger electron spectroscopy (AES, Perkin Elmer, SAM 4300). Optical transmission spectra were obtained by a UV-VIS-NIR spectrophotometer (UV-3101PC, SHIMADZU, Japan) with a spectral range of 200-1200 nm. Elemental line profiles obtained by secondary ion mass spectrometry (SIMS: Cameca IMS-7f, CAMECA ADDR.) were examined to verify Na diffusion from the glass substrate. Device performance parameters, including the conversion efficiency and EQE (External Quantum Efficiency), were measured using a class AAA solar simulator (WXS-155S-L2, WACOM, Japan) and an IPCE (Incident Photon Conversion Efficiency) measurement unit (PV measurement, Inc., USA), respectively. The capacitance versus voltage characteristics of the devices were also measured to estimate the net acceptor density of the absorber films using a precision LCR meter (4284A, Agilent) and a source measurement unit (236, Keithley) operated at a frequency of 100 kHz. (a) halogen lamp precursor film Temp. quartz holder (b) 560 oC 30 sec 15 min cooling time Fig. S1. (a) Schematic of the RTA chamber and (b) typical temperature profile used in this work. S2. XRD pattern of the precursor film intensity / a.u. Mo 20 30 40 50 60 70 2theta / degree S3. General Consideration regarding RTA without Se supply Because the precursor films are annealed by RTA without Se supply in this work, additional technical points to be considered arise that are not significant in the conventional selenization process where the sample is slowly heated with continuous supply of Se vapor; the Se deficiency of the final CIGS films and the stress build-up in them during the RTA. Therefore, it is worthy to address these two important aspects in detail. In supressing the loss of volatile Se during the high temperature process, it is the simplest way to adjust the working pressure of the chamber. Preliminary experiments revealed that if the initial chamber pressure, which was adjusted by injecting nitrogen gas, was higher than 40 torr, the Se content of the heat treated CIGS films measured by EDS and AES was almost the same as the precursor film. This result verifies the feasibility of the non-selenization heat treatment which may greatly reduce the production cost related to the waste of Se source. Regarding the stress build-up during the RTA, even though our RTA chamber was designed to be able to heat the sample up to more than 700 oC in 30 s, the available maximum temperature was limited by the glass damage and/or the delamination of CIGS film from the Mo/SLG substrate. In the high temperature range of 620 to 700 oC, wrinkles formed on the glass surface (just below the Mo layer) due to an unsymmetrical radiative heating. Unbalanced heating of the sample between the radiation from the sample front, where the radiation passes through the CIGS and Mo layer, and that from the back side of the sample, where the radiation passed directly through the glass might be an origin of this unsymmetrical heating. RTA at intermediate temperatures ranged from 560 to 620 oC caused another issue of poor adhesion between the CIGS film and the underlying Mo/SLG substrate even though the glass itself was free of damage. It is notable that in a comparative experiment implying a slow heating to the same temperatures delamination was not observed, reflecting that the rapid heating-up stage definitely causes more stress to constituent thin films than the conventional slow heating process. Considering both the glass damage and the delamination of CIGS film, it was concluded that the optimum temperature for the RTA at this stage is around 560 oC. S4. R-J curves of the CIGSRTA,noSe and CIGSelong,Se devices 10 8 CIGSlong,Se dV/dJ / cm 2 -2 6 G : 1.72 mScm RS : 2.41 cm2 A : 1.68 4 CIGSRTA,noSe -2 2 0 0.00 G : 3.26 mScm RS : 1.26 cm2 A : 2.67 0.05 2 -1 0.10 (1-G*dV/dJ)/(J+JL+GV) / cm mA Reference 1. D. G. Moon, J. H. Yun, J. Gwak, S. K. Ahn, A. Cho, K. Shin, K. H. Yoon, S. J. Ahn, Energy Environ. Sci. 5, 9914-9921 (2012).