Phosphate recycling in the phosphorus industry
advertisement

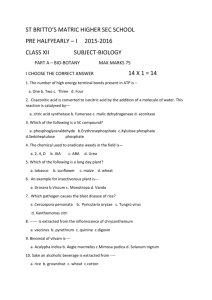
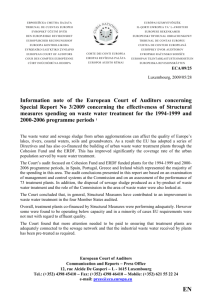
Phosphate recycling in the phosphorus industry Willem Schipper*1, Bram Klapwijk2, Berend Potjer3, Wim Rulkens2, Hardy Temmink2, Ferdinand Kiestra4 and Dees Lijmbach1 *corresponding author 1 Thermphos International B.V., PO Box 406, 4380 AK Vlissingen, The Netherlands; schipper@thermphos.com 2 Wageningen University, Subdepartment Environmental Technology, P.O. Box 8129, 6700 EV Wageningen, the Netherlands; Bram.Klapwijk@Algemeen.mt.wag-ur.nl 3 CE (solutions for environment, economy and technology), Oude Delft 180, 2611 HH Delft, The Netherlands; potjer@ce.nl 4 Haskoning Consultants, Barbarossastraat 35, Postbus 151, NL 6500 AD Nijmegen, The Netherlands; fdgk@haskoning.nl ABSTRACT The feasibility of phosphate recycling into the phosphate industry at white phosphorus production furnaces in Holland is discussed. Several types of materials may be recycled, provided they are dry inorganic materials, low in iron, copper and zinc. Sewage sludge ash may be used so long as iron has not been added for phosphate precipitation in the treatment plant. The recycling value of the ash is increased where calcium, aluminium or biological methods have been used for phosphate removal in sewage works, but copper and zinc will in all cases be present in problematic concentrations. Side stream P recovery as Ca- or Al-phosphates, using specific processes within sewage works, is therefore a more feasible option and is discussed in detail. Manure ash also has too high levels of copper and zinc, but it may be possible to modify this by changing animal feed regimes. Recycling phosphates from varying industrial sources is also possible in many cases. INTRODUCTION Interest in phosphate recycling is steadily increasing in the industrialised world. There are large amounts of phosphate available in waste streams from e.g. agriculture, sewage treatment and from industrial side streams. Since regulations for discharge into the environment are becoming increasingly strict, these phosphate streams pose an increasing problem. The easiest solution, landfill, is increasingly inaccessible because of regulatory, social or economic pressures in most industrialised countries. Therefore, other possibilities have to be explored to dispose of these secondary phosphates. The phosphate content of these streams make them potentially interesting for the phosphate and fertiliser industries. One production pathway of the phosphate industry is the operation of furnaces producing elemental white phosphorus. Worldwide, this process is limited to China, North America and Europe. The only white phosphorus producer in Western Europe is Thermphos International, located in Vlissingen, on the coast of The Netherlands. The company has decided to replace 40 kt/year of their P 2O5 intake (17.5 kt P, currently supplied by imported phosphate rock) by recovered materials. It is expected that this will bring advantages to both the suppliers of the recovered material, and the P producer; there will be disposal cost savings for the suppliers, and raw material savings for the phosphorus producer. This article will present a review of the possibilities for phosphate recycling in the phosphorus furnace process, with a focus on the situation in The Netherlands. Potential P sources are discussed, along with the most important limitations for re-use in the P furnace process, and ways forward will be suggested. LIMITATIONS FOR PHOSPHATE RECYCLING IN THE PHOSPHORUS PROCESS The phosphorus process The phosphorus process is depicted in fig. 1. It starts with a granulation step for the phosphate rock (calcium apatite, Ca5(PO4)3OH/F), where a binder (clay) is added as a slurry on a rotating dish, together with ground rock. This granulation is necessary to prevent blocking of the furnaces by dust. The pellets which are obtained in this way are dried and sintered at 800 °C. This rock treatment is necessary to prevent blocking further downstream. The rock pellets are then mixed with cokes (carbon = reducing agent) and pebbles (SiO 2, for slag formation) and fed into a furnace. The furnace is heated to 1500 °C by passing a large current through three carbon electrodes in the furnace. At this elevated temperature, phosphate is reduced to P 4. This leaves the furnace as a gas, together with the by-product CO and some dust. This dust is removed in an electrostatic precipitator and recycled into the process. The P4 is then condensed. The resulting CO gas stream is used as fuel for the sintering plant and other on-site processes. The calcium oxide which is left in the furnace after the phosphate has reacted, combines with the SiO2 to form a liquid slag. This slag is tapped, cooled and crushed. It is used for e.g. road construction. Trace amounts of iron are also reduced in the furnace. These form a separate slag, ferrophosphorus, which contains roughly 75% Fe and 25% P, with small amounts of other metals. There is a small market for this product as a steel additive. The usual route for phosphate recycling is to mix the material with the rock before the grinding stage. The high-temperature phosphorus process is generally seen as a robust process. In practice, however, the quality requirements for the raw materials can be strict. Certain types of impurities in particular can lead to large problems. The main restrictions are: 1 the material should contain a sufficient amount of phosphate, 2 the amount of certain impurities should not exceed a critical value 3 it should be obtainable as a dry material (in principle) 4 it should not contain large amounts of organic material or ammonium 5 it should not interfere with the granulation and sintering process These restrictions are discussed in some detail below. Phosphate content The typical P2O5 content of phosphate rock is 30-40% (= 13-17.5% P) The phosphate content of waste streams is usually lower. If the remainder is made up by inorganic compounds, this will lead to more slag per tonne of P 4. This will affect the energy efficiency of the process negatively. The heat in slag is lost since it requires a special cooling process in order to make it suitable for civil engineering purposes. The slag takes up a substantial amount, about onethird, of the total electricity consumption of the process; therefore extra slag should be avoided if possible. On the other hand, if the remainder of the secondary stream consists of SiO2, this has no effect on the energy balance since the process requires the addition of SiO2 anyway. Aluminium compounds may replace SiO 2 in slag formation, so that recovered aluminium phosphates would make a good raw material for the process. Impurities Since the phosphorus furnace is a reduction process, it also reduces every (trace) element present which is more easily reduced than phosphorus. The most notable are: Iron. This forms a separate slag and effectively removes phosphorus from the process. The compound formed is an alloy between Fe and P, with 25% P by weight. The presence of large amounts of iron poses P-depreciation and capacity problems, and the market potential for this side stream is limited. Only one third of the phosphorus present in FePO4 is released as P4 ; the remainder will end up in the ferrophosphorus. Zinc. This metal is volatilised in the furnace and subsequently precipitated on the furnace dust. Since this is recycled, zinc tends to build up in the system. This makes (costly) purges necessary. Similar problems are expected for other volatile metals like lead, cadmium and tin. Chloride causes corrosion damage to the granulation/sintering plant, where metal parts are exposed to the raw materials at high temperatures. Copper ends up in the ferrophosphorus. This material is mainly used by the steel industry. A significant increase in the copper content would limit the application potential of this side stream. Water content Phosphate rock is usually supplied as a dry material. A considerable number of waste treatment processes generate wet sludges of organic or inorganic phosphates. The P process cannot use wet material on a large scale because of technical limitations (mixing, milling, interference with internal sludge processing capacity). Drying materials on-site could solve this problem, but there is no waste (low-grade) heat source available, so that drying would involve energy purchase and consumption and so be costly. More importantly, it is economically and ecologically undesirable to transport materials with a high water content. Organic material and ammonium The presence of significant amounts of organic material lead to a decreased pellet strength after sintering. This will seriously limit the capacity of the plant, and therefore the economic and energy efficiency. Therefore, the material should consist of inorganic phosphates only (max. 5% carbon). Also, nitrogen present in recovered materials would cause a serious emission or gas scrubbing problem in the sintering stage, since NH3 will be volatilised and oxidised to nitrous/nitric oxides. This would be a major obstacle to the use of recovered struvite (magnesium ammonium phosphate) as a feed material for the process. Pellet strength If the presence of a secondary material leads to decreased phosphate pellet strength, for instance due to the presence of large amounts of alkali metal salts, this will limit the plant capacity (see under Organic material) SEWAGE AS A SOURCE OF SECONDARY PHOSPHATES In 1998 the Dutch sewage contained a total of around 14,000 tonnes/year phosphorus (P) [1]. In the wastewater treatment plants about 10 kt P/year was removed by chemical and biological treatment methods. The result of expected improvements in water treatment will be to increase this amount even further to approximately 12 kt P/year. Almost all the removed phosphorus is fixed in the primary and secondary sewage sludge. This sludge is treated and disposed of in several ways, but not more than 14% has a useful application as compost (table 1). Disposal of sewage sludge by agricultural land spreading is no longer an option in The Netherlands so the amount of sludge incinerated will increase. Sludge disposal and utilisation Sewage sludge (Dry mass) kton % Incineration Controlled disposal Compost Other applications Wet oxidation 162 101 48 27 12 46 29 14 8 3 Total 350 100 Table 1 Disposal and utilisation of sewage sludge in 1998 The following three streams were identified as potential sources of recovered phosphates from municipal sewage : A) sewage sludge : the sludge from sewage works operating chemical (chem-P) or biological (bio-P) phosphorus removal offers relatively high phosphorus contents; B) end products of sewage sludge processing (incineration, drying, composting, wet thermal oxidation …); C) specific phosphate products produced by separate stream processing in (bio-P plants only taken into consideration). Sewage sludge (A) cannot be used directly as it satisfies none of the defined quality criteria. After drying, the sludge has an appropriately low water content, but its organics content is still too high. After composting or wet thermal oxidation, it would still need to be incinerated. Options B and C on the other hand offer recycling possibilities which are discussed below. Fig. 2 represents a typical waste water treatment plant (WWTP). The sludge, which contains most of the P, is collected , thickened and digested. The final step is incineration in many cases. This takes place in central incineration plants. The incinerator ash contains a significant proportion of dry iron- calcium- and/or aluminium phosphates, along with silicates, with up to 16% P2O5 (7% P) The large iron content of this ash, up to 10%, currently prevents use in the phosphorus process, since the amount of ferrophosphorus formed would exceed the processing capacity and the re-use application potential for this stream (phosphate rock typically contains only 0.4-1% of Fe). Iron originates mainly from the phosphate precipitation step in sewage treatment plants using chemical P-precipitation. The iron used in sewage works P-removal can be replaced by aluminium or possibly calcium, which would make ash processing in the P process much more feasible. At present, the use of aluminium in wastewater treatment is more costly, and calcium use in existing sewage works processes can cause sludge handling problems; it has to be evaluated whether the positive effect on the ash side will compensate for this. The general, government-induced tendency away from landfilling and towards recycling may be helpful here. Bio-P removal The problems associated with iron can also be avoided when the ash from sludge from biological phosphate removal treatment plants (bio-P plants) is used. The logistics for collecting ash from bio-P plants separately is not simple. Nevertheless , we here examine whetherthis type of ash meets the specifications of the phosphorus industry. In bio-P plants (Figure 3) an environment is created for the proliferation of bacteria that accumulate phosphate in excess of normal metabolic requirements. In particular, a combination of an anaerobic compartment in the beginning and an aerobic compartment at the end is important for the biological removal of phosphate. In the anaerobic compartment phosphate is released, whereas in the aerobic compartment the bacteria take up phosphate. The result is a net uptake of phosphate. As with chemical precipitation, the excess sludge produced by bio-P-removal has a high phosphate concentration, but the iron concentration is much lower since it is no longer necessary to remove phosphate chemically. In table 2 the quality of ash from secondary sludge from bio-P plants is compared with the requirements for reuse by the phosphorus industry. The ash from bio-P plants has a higher phosphate concentration than ash from mixture of all the WWTP’s (i.e. chemical P removal for the majority of the WWTP’s) and is more or less at the same level as phosphate rock (30-40%). The iron content is close to the limit given by the P process. Since the iron in bioP sludge mainly originates from a small dosage during sludge digestion, the Fe content may be further reduced by using Al or Ca here and in this case, only small quantities are used so that the obstacles to this change are not as important as in chem-P plants. Ash from current sewage sludge (primary + secondary sludge) Ash from bio-P sludge (secondary sludge) Requirements for reuse by the phosphorus industry P2O5 (g/kg ash) 190 Copper (mg/kg ash) 1600 Zinc (mg/kg ash) 3500 Iron (g/kg ash) 100 360 1500 3100 16 > 250 500 100 10 Table 2 Quality of sewage ash compared with the requirements of the P industry (Thermphos) It can thus be concluded that iron levels from bioP sludge ash can be readily rendered compatible with the phosphate industry’s requirements. However, all types of main-stream sludge ash contain considerable amounts of zinc and copper. These cannot realistically be avoided, as they come from a wide range of sources including water piping and foods. The amounts of zinc and especially copper represent a very significant limit to the recycling capacity of this material in the P process. Side stream recovery It is also possible to recover phosphate selectively, at the treatment plant itself, especially at bio-P plants. We will discuss two alternatives for phosphate recovery at these plants. The first alternative is known as the Phostrip-process [2]. In this case (fig 4) a part of the return sludge is recycled through a stripper. In the anaerobic stripper the phosphate is released from the sludge. The sludge and water are separated in a settler. The sludge is returned to the anaerobic compartment and the phosphate rich water is transferred to a precipitation reactor. Lime or aluminium salts should be used as precipitation agent rather than iron salts, because iron is not accepted by the phosphorus industry. In the Netherlands the treatment plant of Geestmerambacht is working according to this approach. There the phosphate is precipitated in a Crystallactor®, a specially designed precipitation reactor which produces phosphate pellets with less than 20% moisture. In table 4 the quality of the precipitate from that plant is compared with the P industry requirements. Recovering of phosphate at a bio-P plant with the Phostrip method is a good alternative. Phostrip phosphorus precipitate (Crystalactor®) Requirements P industry P2O5 (g/kg ash) 260 Copper (mg/kg ash) 1.6 Zinc (mg/kg ash) 35 Iron (g/kg ash) - > 250 500 1000 10 Table 3 Quality of the precipitate compared with the requirements of the P industry The second alternative to recover phosphate at a bio-P plant is demonstrated in figure 5. In this approach the excess sludge (a mixture of sludge and water) is withdrawn from the anaerobic compartment instead of from the sludge return flow (see for example Figure 2). In the anaerobic compartment the phosphate that was accumulated in excess of the normal metabolic uptake, has already been released from sludge. The phosphate containing water is separated from the sludge in a thickener. In the precipitation reactor this phosphate has to be precipitated with lime or aluminium salts. After precipitation the water is returned to the activated sludge plant. The quality of the precipitate if a Crystalactor were used would be about the same as in the Phostrip approach and meets the quality requirements of the phosphorus industry. In the BCFS-process [3] this approach is already used, especially in cases where the biological P-removal isn’t sufficient to achieve discharge limits. However in their approach the sludge is also returned to the activated sludge plant. It is however more efficient to discharge the excess sludge from the anaerobic compartment. The effect of withdrawing excess sludge from the anaerobic compartment at the bio-P process should be investigated. By recovering phosphate in a sidestream using these different methods, it isn’t possible to recover all the removed phosphorus. A part of the phosphorus is used for normal metabolic needs and this phosphorus will not be released in an anaerobic phase. At the COD/P ratio as is found in the influx of WWTP’s in the Netherlands, about 75 % of the phosphate removed can be recovered in a side stream, and 25 % leaves the wastewater treatment plant with the excess sludge. The implementation of this technology at all WWTP’s in the Netherlands would be costly. However, it would be possible to collect all filter-pressed bio-P sludges separately, transport them to a treatment plant near the central incinerator, and perform the side stream P recovery in one large reactor as described above. The sludge could then be pressed again and incinerated; also, the phosphate would become available at one site which will make transport to the P plant easier. Current situation in The Netherlands The next item to be discussed is the amount of phosphate that can be recovered from Dutch sewage. First of all we will have look how many wastewater treatment plants are already using biological P-removal. According to an inquiry about 90 of the 414 wastewater treatment plants already use biological P removal in their process (Figure 6). We cannot conclude that also 22 % of the secondary sludge is from bio-P plants as the mean load of the bio-P plants is lower than the mean load of all the plants. To have an idea of how much phosphate can be recovered theoretically we have calculated how much phosphate would be removed in each province in case the phosphate concentration in the effluents of the plants were lowered to 1 mg/l. Next we assumed that 65% of the removed phosphate could be recovered in a sidestream precipitation reactor in case all the plants had biological P-removal (Figure 7). The total amount of phosphate that can theoretically be recovered is about 18 kt P2O5/year (8 kt P/year). MANURE AS A SOURCE OF SECONDARY PHOSPHATES In countries with intensive livestock agriculture, such as the Netherlands, animal manure storage and disposal poses a large problem. In The Netherlands, the production of manure exceeds the need for nutrients of the land and agricultural spreading of the manure can lead to excess fertilisation and eutrophication. In order to protect the environment and the water quality, regulators have set limits to the allowed amount of nutrients to be spread on land. It is thus not possible to dispose of all the manures produced by land spreading, and several projects have been started dispose of manures in some other useful way. These projects include drying the manure or concentrating it so it can be transported to areas where the nutrient limits have not been reached yet. At the moment, however, there is still a manure/nutrient surplus in all areas of The Netherlands, and different approaches are needed. The phosphate in the manures could also be used as a raw material for the P industry. In untreated manure, the organic and water content are high and the phosphate content is low, so it needs to be incinerated before usage in the P industry. The total yearly amount of P in Netherland pig and poultry manures is 86,000 tonnes P. In theory, the phosphorus furnaces at Vlissingen could recycle a considerable amount of this phosphate and help solve the manure surplus problem of The Netherlands. A major advantage of this is that the phosphate would be taken out of the agricultural P cycle, which is an objective of government environment policy. Unlike agricultural spreading of manures, the P industry can take recovered phosphates all year round, avoiding manure storage problems. Where the manure does not have too high a water content, it may be incinerated without further drying, and the released energy may be converted to electricity. Amongst other projects, a large scale plant for poultry manure incineration in Moerdijk, the Netherlands, is currently being engineered. The residue of this process is a dry product containing a high proportion of calcium phosphate. Unfortunately, the zinc and copper content are at present relatively high, just as is the case with sewage sludge ash, and this could prevent the use of significant amounts of manure ash by the P industry. Pig manure poses the same problem. Copper and zinc originate from animal feeds. These metals are also becoming increasingly problematic for other manure applications, such as agricultural spreading, and it is expected that the Cu and Zn content in manure ash will decrease in the future. It may also be feasible to develop a process that separates the metals out of the phosphate present in the ash. ENVIRONMENTAL EFFECTS The economic effects of using these phosphate sources (manures and sewage) in the elementary phosphorus industry, instead of disposal by agricultural spreading, have been compared with the environmental effects. These effects include the substitution of phosphate rock consumption, avoidance of agricultural spreading (and thus excess fertilisation) and the drying and incineration of the manure. The environmental effects are expressed in terms of money using the “shadow price” method. This is a method to give prices to products for which there is no market yet. To find these prices for environmental effects we use the preventative cost method. This method assumes that the (Netherlands) government sets environmental targets, and that in order to reach these targets measures have to be taken. The second assumption is that the targets have to be reached at the lowest cost. Therefore the most expensive measure that still has to be taken to reach the environmental target would be the market price if there were a market for reduction of environmental impact. This price on this virtual market is the shadow price for the reduction of the environmental impact (for CO2, for example, this is about 0,10 NLG per kg, for more information see www.ce.nl or [4]). The economic and environmental impact of using the phosphate in the process itself is not taken into account. Using the described parameters, the environmental and economic benefits of using manures in the elementary phosphorus industry in The Netherlands results in fig.8. When we evaluate the usage of sewage sludge as a phosphorus source for the elementary phosphorus industry in the Netherlands in the same way it results in environmental and economical benefits according to fig. 9. The assumptions in this case are: treatment of sludge is avoided, phosphate rock is (partially) substituted, the sludge is dried and incinerated if necessary and the effects in the P industry itself are not taken into account. INDUSTRIAL AND FOOD INDUSTRY WASTE STREAMS Many industries produce phosphate waste streams, for example food and dairy processing, metal treatment and etching, electronics manufacturing and other processes that use phosphorus, phosphoric acid or phosphates. A large variety of phosphate-containing wet and dry materials result from the treatment of these waste streams. In The Netherlands these contain at least 5 kt/y (as P). A large part of these materials is suitable for processing in the P process, depending on the nature of the material. A significant problem in using secondary phosphates, particularly from other countries, is the waste legislation. It is usually not permitted to transport waste across the border, and many secondary phosphates are currently classified as waste. There is need for less rigid legislation and regulation on national and European scale, especially regarding the difference between waste materials and recyclable raw materials. This should prevent landfill of valuable materials. The current legislation creates barriers which discourage or prevent recycling. CONCLUSIONS We conclude that there is potential for P recycling in the phosphorus process, but there are many practical difficulties to be overcome. P from sewage sludge has excellent recycling potential in the P process, provided appropriate techniques for side-stream recovery are applied enabling recovery of a material which does not contain significant levels of the contaminants Cu and Zn. These metals render even bioP sludge unsuitable for recycling (no feasible process for separating these metals is available today). As for existing streams of sewage sludge incineration ash, the high iron content of these makes recycling in the P process virtually impossible. Recycling from industrial waste streams is possible in many cases, but depends on the source and nature of the material. The presence of copper and zinc in manure ash also makes recycling difficult at present . Solutions may include processes which recover the phosphates without these impurities, changes to animal feed regimes which reduce copper and zinc levels or possible processes to extract these metals from recovered materials. Adaptations in legislation could facilitate the development of recovery for recycling, and accelerate the closing of the P cycle. ACKNOWLEDGEMENTS The authors acknowledge the contributions of the students Kerstens, Loeffen, Meulepas, Spijker and Van den Bosch to this paper. REFERENCES 1. CBS (2000) Waterkwaliteitsbeheer. Zuivering van afvalwater, 1998, CBS, Voorburg/Heerlen, 59 pp. 2. Levin, G.V. and Shapiro, J. (1965) Metabolic uptake of phosphorus by wastewater organisms. J. Wat. Poll. Control Fed. 37, 800-821 3. Loosdrecht, M.C.M. van, Brandse, F.A. and Vries, A.C. de (1998) Upgrading of waste water treatment processes for integrated nutrient removal- The BCFS® process. Wat. Sci. Tech. 37, 209217. 4. Van Soest, J.P., Sas, H. and Wit, G. de (1997) Apples and Oranges, CE , Delft 5. Potjer, B., Vermeulen, J., Weerd, G. de, Bergsma, G. en Croezen, H (2000) Fosforkringloop voor Thermphos, CE, Delft Figure 1 The phosphorus production process Settler Aeration tank Settler Excess Secondary Sludge Primary Sludge Sludge treatment. Final step:incineration Ash with phosphate Figure 2 Wastewater treatment and sludge treatment Anaerobic Anoxic Aerobic Settler Sludge treatment. Final step:incineration Ash with phosphate Figure 3 Biological phosphorus removal and sludge treatment Anaerobic Anoxic P-precipitation Aerobic Settler P-stripper Phosphate precipitate Excess sludge Figure 4 Scheme of a bio-P plant with phosphorus stripping Sludge Thickener P-precipitation Phosphate precipitate Excess sludge Anaerobic Anoxic Aerobic Settler Figure 5 Scheme with phosphorus recover from the anaerobic phase Wate water treatment plants in the Netherlands 90 80 70 number 60 50 Bio-P plants Total plants 40 30 20 10 0 Groningen Friesland Drente Overijssel Flevoland Gelderland Utrecht Noord Holland Zuid Holland Noord Brabant Limburg Figure 6 Wastewater treatment plants with biological P-removal in the different provinces Zeeland maximum P2O5 recycling per province 4000 3500 2500 2000 1500 1000 500 Figure 7 Maximum amount of P2O5 that can be recycled in the Netherlands via bio-P plants Li m bu rg nt Br a ba d oo rd el an N ol la H Ze nd nd Zu id N oo rd H ol la ec ht U tr d an nd G el de rl ol a Fl ev ss el rij O ve he nt D re d sla n Fr ie ng en 0 G ro ni ton P2O5/year 3000 Source: raw manure concentrated manure stackable poultry manure compost from poultry manure ash from poultry manure environmental benefit (E) return (C) environmental benefit and return (dutch guilders) Figure 8 Environmental and financial effects in the phosphorus chain of utilisation of manure at Thermphos (from [5]) Source: mixed raw sludge mixed sludge compost mixed dried sludge mixed sludge ash environmental benefit (E) return (C) environmental benefit and return (dutch guilders) Figure 9 Environmental and financial effects in the phosphorus chain of utilisation of sewage sludge at Thermphos (from [5]) FIGURE CAPTIONS Figure 1 The phosphorus production process Figure 2 Wastewater treatment and sludge treatment Figure 3 Biological phosphorus removal and sludge treatment Figure 4 Scheme of a bio-P plant with phosphorus stripping Figure 5 Scheme with phosphorus recover from the anaerobic phase Figure 6 Wastewater treatment plants with biological P-removal in the different provinces Figure 7 Maximum amount of P2O5 that can be recycled in the Netherlands via bio-P plants Figure 8 Environmental and financial effects in the phosphorus chain of utilisation of manure at Thermphos (from [5]) Figure 9 Environmental and financial effects in the phosphorus chain of utilisation of sewage sludge at Thermphos (from [5])