Chapter 37
advertisement

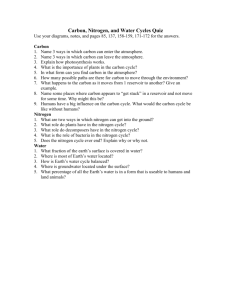
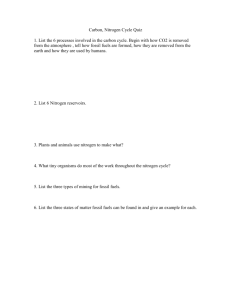
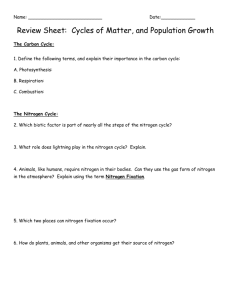
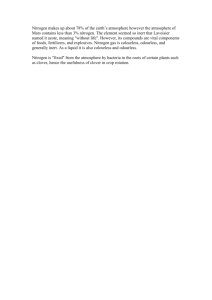
Proceedings of the 7th US Mine Ventilation symposium June 5-7, 1995, Lexinkton, Kentucky, U.S.A. ISBN 0-87335-133-9 pp. 237-241 Chapter 37 A REWIEW OF EXPERIENCES ON THE USE OF NITROGEN IN CZECH COALMINES Dr. Ing. Alois Adamus and Ing. Lubomír Hájek and Ing. Václav Pošta* Lecturers, Department of Mine Ventilation and Safety, VŠB-Technical University Ostrava, 17.listopadu str., Ostrava Poruba, Czech Republic * The Director of the Main Mine Rescue Station Ostrava, Lihovarská 10, Ostrava Radvanice, Czech Republic This paper reviews experiences connected with the use of nitrogen in the Czech coal industry. Special attention is focused on the first case of fighting a mine fire using nitrogen in all the World. Discussion dwells on the present-day use of nitrogen, its sources, consumption, technological equipment, and the theoretical evaluation of nitrogen flushing. INTRODUCTION Using inert gases for fighting mine fires has been used for half of the last century. The many cases of using carbonic acid gases and combustion gases in history was described by (Morris,1987). In the Czech Republic nitrogen was used for the first time in fighting a mine fire at the Doubrava mine in the Ostrava-Karvina coal basin in 1949. Now, nitrogen is used in many countries which have modern coal industries. CZECH COAL INDUSTRY The output of the coalmine industry, in the present-day Czech Republic territory, in 1900 was 27.35 mil. t (9.8 hard coal, 17.55 light coal and lignite). The maximal output was reached in 1985, yielding 118.77 mil. t (26.23 hard coal, 92.54 light coal and lignite). The Czech mine industry is going through a transformation now. The extraction of hard coal is focused in the Karvina part of the Ostrava-Karvina Basin (OKB) – in the renowned Upper Silesian coalfield, the most important in the Czech Republic with 13 deep mines and with an output of 15.7 mil. t in 1994. Current reserves in the Kladno Coal Basin (KB), near Prague, are extracted by 4 deep mines, and their combined output for 1994 is 1.2 mil. t. In the NorthWest part of the Czech Republic is situated two brown coal basins (North-Bohemia Brown Coal Basin (NBB) and Sokolov Basin (SB)) with 3 deep mines and 9 opencasts with an output of 55 mil. t for 1994. Nitrogen is used in the three coal basins – OKB, KB, NBB. HISTORY In the Czech Republic, the first time nitrogen was used for fighting a mine fire was in the Ostrava-Karvina coal basin after a methane explosion. The methane explosion occurred in the Doubrava mine at the longwall face, in the seam named Hubert, on February 12th, 1949. A mine fire propagated in this seam after the explosion. The situation was complicated by other methane and coal dust explosions which occurred during sealing of the fire on the next day; it was necessary to close all mine shafts on the surface (two downcast and two upcast shafts). The shafts were closed with tight covers. These covers were sealed with clay, and covered with a layer of sand. The Czech patent for fighting a fire by nitrogen, incorporated in the Czech Republic by Mr. Wild from “Moravia nitrogen plant Ostrava-Mariánské Hory”, was used on the Doubrava mine when the director of this mine, Mr. Artur Kanczucky, chose this technology for preparation in resuming production. The nitrogen plant system LINDE, system CLAUDE from „Moravia nitrogen plant Ostrava-Mariánské hory“, was transported and situated on the surface of the Doubrava mine. The nitrogen plant was driven by 2.5 – 3.0 MPa of air pressure. The nitrogen gas was intermittently injected into the mine from august 8th, 1949 to September 12th, 1950. The mine was then reclaimed. The total quantity of nitrogen used during this time was 5.057 mil. m3, with a concentration of 99.5 %. Daily averages reached 16,000 – 17,000 m3 of nitrogen gas (10-11 m3min-1) with an output temperature of +9°C. The nitrogen gas was delivered by a pipeline with a diameter of 100 mm to the shaft, and by drill rodes with diameters of 100 mm down the shaft to a level of 540 m. The knowledge obtained through the use of nitrogen, such as the cooling effect it produces, was used with success by mine rescue workers in the Ostrava-Karvina basin. The three pressure bottle trailers containing 630 m3 each were manufactured and delivered to the Main Mine Rescue Station at the OKB. The other pressure bottle trailers (containing 945 m3) were bought later. The nitrogen gas transported by pressure trailers was used for repression actions and inertization of permeate chambers. The 2.5 m3 and 5.0 m3 (0.25 MPa) liquid nitrogen mobile tankers were made in Russia and bought in 1979. The transportable liquid nitrogen, 500 and 1,000 l containers were made in FEROX Děčín-Czech Republic and were bought in 1980. In 1986, 15m3 liquid nitrogen mobile tankers type TN 15 (FEROX Děčín) were bought. Liquid nitrogen technology has been used in controlling spontaneous combustion of coal since 1979, through the use of nitrogen flushing. For fighting mine fires, the Main Mine Rescue Station of Ostrava in OKB bought a burning gas generator, type GIG 4 made in the Ukraine, which produce 340 m3min-1 of inert exhaust gases. The mobile vaporizer (type MOD 200), which produces 200 m3min-1 of nitrogen gas, was manufactured for the Main Mine Rescue Station in Most (SBB) in 1984. The vaporizer MOD 200 is supplied with liquefied nitrogen by the mobile tanker TN 15 (Fig.1). The same mobile vaporizer was manufactured for the Main Mine Rescue Station in Kladno (KB) in 1989. The advancement of using nitrogen inertization continued in 1988 by building up evaporation stations at mines (4 OKB, 3 NBB, 2 KB). They were equipped with a 15-20 m3 liquid nitrogen storage tank and 15-20 m3min-1 nitrogen air vaporizers (Fig. 2). The purpose of these stations has been, above all, to supply the mines with nitrogen gas for the control of spontaneous combustion. For the same reason, in 1989 equipment based on molecular filters (system PSA – Pressure Swing Adsorption, type CMS 600 made in Germany, fy. INGA, the patent Germany Bergbau forschung, DMT at present), which produce 10 m3min-1 of 98 % concentrated nitrogen gas, were acquired (Fig. 3). It was the first case of using this equipment for inertization in the mining industry. Later, the other equipment of this system (CMS 900), which produces 15 m3min-1 of nitrogen gas, was bought. This “molecular sieves” are active in the OKB at present. Fig.1 The Mobile vaporizer with an output of 200m3min-1 of nitrogen gas (type MOD 200), and the mobile tanker with 15 m3 of liquid nitrogen (type TN 15) Fig.2 The evaporation station at the CSA mine in Karvina (contains 20 m3 of liquid nitrogen in the storage tank and atmospheric evaporators with an output of 20 m3min-1 nitrogen gas) Fig.3. The molecular sieves at the Darkov mine in Karviná (type CMS 600, fy Inga-Germany, output: 10 m3min-1 of nitrogen gas) The consumption of nitrogen has been steadily rising in the OKB. This was the reason the central nitrogen pipeline connecting the OKB mines and the metallurgy plant Nová Huť in Ostrava, using the by-products from the production of oxygen, was constructed. The central nitrogen pipeline to the OKB was opened in April of 1993 and it is the main source of nitrogen in the OKB today (Fig. 4). Fig. 4 The Central Nitrogen Plant in the Ostrava-Karvina Coal Basin The general consumption of nitrogen is presented in figure n.5 and figure n.6 (recalculated to gaseous). They describe the nitrogen sources related to the total consumption up to 1994. The total consumption of nitrogen in Czech mines has reached 122 mil. m3 (43.15 mil. in 1994). Fig. 5 The general consumption of nitrogen in Czech coal mines Fig.6 A pie chart of the general consumption of nitrogen in Czech coal mines up to 1994 THE PRESENT The decreasing Czech coal industry output (-39 % since 1985) has not reduced the consumption of nitrogen. Along with the liquidation of some mines were the liquidation of some evaporation stations, but the generally consumption of nitrogen is still rising due to the central nitrogen plant in the Ostrava-Karvina Basin. The North-Bohemia Brown Coal Basin uses the most liquid nitrogen (63 % for prevention and 37 % for repression). This basin consumed 560,000 m3 of nitrogen in 1994 (recarculated to gaseous). The Kladno Coal Basin also uses liquid nitrogen (60 % for prevention and 40 % for repression of mine fires and coal storage). In 1994 their consumption of nitrogen was 109,500 m3 (recarculated to gaseous). The biggest part of nitrogen consumption is in the Ostrava-Karvina Basin. The central nitrogen pipeline disposes of nitrogen with a concentration of 99 %. Output is 54-83 m3min-1 of nitrogen gas for the control of spontaneous combustion, and 300 m3min-1 for repression of mine fires (for 10 hours with a maximal input pressure of 1.6 MPa). The total length of pipeline on the surface is 45 km. The distance between the nitrogen source and the first mine, Dukla, is 13.5 km to the west. This main branch has a diameter of 300 mm, the branches between the mines have a diameter of 150-250 mm, and the main subsurface branches have a diameter of 150 mm. This nitrogen is used in Ostrava-Karvina Basin for the control of spontaneous combustion. The nitrogen is released through the unrecoverable branches, which are situated in the gob, with a 1-15 m3min-1 nitrogen infusion flow value. The recommended nitrogen infusion flow value for the control of gob spontaneous combustion in the OstravaKarvina Basin is 10-15 m3min-1 (based on Germany experiences). In the Ostrava-Karvina Coal Basin 2.96m3 of nitrogen gas was applied per extracted ton of coal in 1994 (consumption of nitrogen was 42.48 mil. m3). Nitrogen foam technology has been applied with success in the Ostrava-Karvina Coal Basin since 1993. The nitrogen foam fills in the gob, and by this process, the nitrogen consumption is reduced. The Main Mine Rescue Station in Ostrava disposes now 2,000 m flexible hoses (type NITROGEN, made in Germany, fy PARSCH) with a diameter of 150 mm and pressure of 1.5 MPa. THE THEORY The method of calculation in determining the nitrogen flow value for nitrogen infusion was determined by the Mine Ventilation Department of VSB- The Technical University Ostrava. Considering the solution of natural inertization of the gob by methane, along with a solution of Laplacea formula harmonic functions of a pressure field, an experimental computer program was created. It contains the mathematic model of air gob leakage, with the calculation of the decrease in the oxygen ratio due to methane emission and nitrogen infusion flow. The computer program was named INERTIZATION. The main input figure for nitrogen infusion flow is equal to the required oxygen concentration limit in a gob (30 m behind a longwall line in a gob). The investigation, completed by (Harašta, 1983) puts the oxygen limit concentration of spontaneous combustion of coal for the Ostrava-Karvina Coal Basin at 7 %. This calculation using the computer program INERTIZATION confirms the recommended nitrogen infusion flow value of 10-15 m3min-1, only for caving longwall retreat faces under Carbonoferous conditions with intake air flow up to 500 m3min-1. If the figure of the face intake air flow up to 500m3min-1. If the figure of the face intake air flow is higher, this recommended nitrogen infusion flow value is insufficient. It is useful to apply other measures to increase the aerodynamic resistance of a gob. The gob must be injected continuously with nitrogen to limit the oxygen concentration to 7 % (OKB). This is necessary under actual mining conditions, while mining has been stopped or has been slowed down. Under actual mining conditions (along a face with normal advance) it is possible to slow down oxidation of coal by partially decreasing the oxygen ratio, and in this way reach a suitable nitrogen infusion flow which is safe and economical. CONCLUSION Experiences with the ue of nitrogen in Czech coalmines are similar to that of other countries (Greauer 1975, Both 1981 et cet.). Czech coal mines were the first to use nitrogen for fighting the mine fire and the first to use of molecular sieves for nitrogen flushing. Nitrogen successfully helps control spontaneous combustion and helps fight subsurface fires, but we can not confirm that nitrogen inertization categorically prevents subsurface fires. It is useful to combine this technology with other measures in the prevention and repression of subsurface fires. REFERENCES Moris, R., 1987, “A Review of Experiences on the Use of Inert Gases in Mine Fires,” Mining Science and Technology, 6, 1987, pp 37-69 Harašta, M., 1986, “Concentration of Oxygen in the Goafs of Longwalls,” Proceedings of the 1st Czechoslovak Conference on Spontaneous Combustion of Coal In Theory and Practise, Pribram, June 11-13, Czechoslovakia Greauer, E.R., 1975, “Study of Mine Fire Fighting Using Inert Gases,” Michigan Technological University College of Engineering, Department of Mining Engineering, Department of the Interior Bureau of Mine, Washington, D.C., 1975 Garg, P.C., 1987, “Development of nitrogen technology for fighting and inhibition of fires,” Journal of Mines, Metals & Fuels, August, 1987, pp. 368-394. Both, W., 1981, “Fighting Mine Fires with Nitrogen in the German Coal Industry, “The mining Engineer, May, 1981. Harris, L., 1981, “The Use of Nitrogen to Control Spontaneous Combustion Heatings,” The Mining Engineer Vol. 140, 1981, No. 237, pp. 883-892. Casadamint, M.B., “Lutte contre les feux, L´utilisation de L´azote dans les travaux du fond,” Publications techniques des Charbonnages de France, 1986, No. 3. McPherson, M.J., 1992, “The use of inert gases,” Subsurface Ventilation and Environmental Engineering, Chapman & Hall, New York, pp. 853-857.