QFD has become a useful method for translating
advertisement

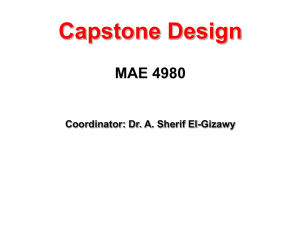
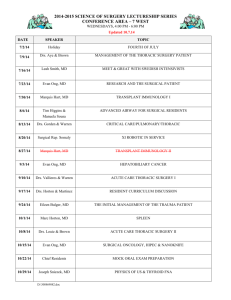
SELECTION OF DESIGN REQUIREMENTS USING QFD AND A DESIRABILITY FUNCTION Taeho Park1) and Arvinder Loomba2) 1) San Jose State University (park_t@cob.sjsu.edu) San Jose State University (loomba_a@cob.sjsu.edu) 2) ABSTRACT Quality Function Deployment (QFD) used to increase customer satisfaction utilizes the house of quality (HOQ) to translate customer needs and wants into technical design requirements. HOQ is to prioritize design requirements (DRs) to satisfy customer requirements (CRs), and then a quality designer decides on which DRs should be embedded into the product by considering costs, time, and customer satisfaction level. The conflicting multiple objectives, such as cost vs. customer satisfaction level, are usually occurring in the decision process. The traditional QFD has not addressed this multiple objective issue nor provided a methodology to treat the multiple objectives. This research presents a desirability function approach to accommodate the multiple objectives to achieve at the same time during the QFD decision process. A numerical example is shown to demonstrate the suitability of the model. 1. INTRODUCTION Quality has become one of the critical competitive strategies in today's global market. To ensure the improvement of quality and productivity, firms have adopted Total Quality Management (TQM) as a key element of their business goals and initiated the use of TQM methods, such as Quality Function Deployment (QFD), design for manufacturability, and statistical process control. Among these TQM methods, QFD has been used to translate customer needs and wants into technical design requirements by integrating marketing, design engineering, manufacturing, and other relevant functions of an organization. (Akao, 1990; Ansari and Modarress, 1994) QFD originated in 1972 at Mitsubishi's Kobe shipyard site, and then Toyota and its suppliers developed it further for a rust prevention study (Hauser and Clausing, 1988; Wasserman, 1993). After the concept of QFD was introduced in the U.S. through auto manufacturers and part suppliers (Sullivan, 1987), many U.S. firms, such as Procter & Gamble, Raychem, Digital Equipment Corp., Hewlett-Packard, AT&T, ITT, GM, and Ford applied QFD to improving communication, product development, and measurement of processes and systems (Bounds, et al., 1994; Ansari and Modarress, 1994). Furthermore, as cited in McElroy (1989), “QFD can be applied to whatever process you have control over: new product design, business plans, engineering proposal systems, even reducing die transition time,” said Norman Morrell, corporate manager of quality-product reliability at Budd Co. The basic concept of QFD is to translate the desires of customers into product design or engineering characteristics, and subsequently into parts characteristics, process plans, and production requirements. Each translation uses a matrix, called the house of quality (HOQ), for identifying Customer Requirements (CRs) and establishing priorities of Design Requirements (DRs) to satisfy the CRs (Hauser and Clausing, 1988). Refer to Griffin and Hauser (1993) for a discussion on the issues of identifying, structuring, and providing priorities for CRs. HOQ is presented in a matrix form which shows (1) CRs in rows and DRs in columns, (2) their relationships within the matrix, and (3) the correlations (i.e., dependencies) of DRs at the top of the matrix. (See Figure 1 in the next section for details.) 1 Although the conventional approach to prioritizing DRs is easy to understand and use, there are several methodological issues associated with it: (1) determination of the degree of importance of CRs, (2) assignment of the relationship ratings between CRs and DRs, (3) adjustment of the relationship ratings between CRs and DRs, called normalization, in order to insure a more meaningful representation of the DR priorities, (4) incorporation of the correlations between DRs to a decision process for determining appropriate DRs, and (5) consideration of cost trade-offs among DRs. Some research has been done to resolve these methodological issues. Lu, et al. (1994) applied the Analytical Hierarchy Process (AHP) (Saaty 1980; Saaty and Kearns 1985) to determine the degree of importance of CRs. It should be noted that AHP is a powerful and widely-used multicriteria decision-making technique for prioritizing decision alternatives of interest (Saaty, 1980). Wasserman (1993) presented a linear integer programming model for maximizing customer satisfaction subject to a cost (i.e., limited budget) constraint with a linear function and a procedure for normalizing the relationship ratings between CRs and DRs. However, further studies are necessary on development of a better relationship rating scheme between CRs and DRs other than the conventional ordinal rating scale, and integration of the correlations between DRs to a decision model for determining appropriate DRs to satisfy CRs. Park and Kim (1998) recently presented 1) a new integrative decision model for selecting an optimal set of DRs which incorporates all of the above issues into the conventional prioritization processes in QFD, 2) a modified HOQ with a better approach for assigning relationship ratings between CRs and DRs other than the current rating scheme, and 3) a quadratic integer programming formulation for considering cost trade-offs among DRs and correlations between DRs during the process of selecting an optimal set of DRs. All previous research have mainly focused on selecting DRs for achieving an objective, i.e., customer satisfaction. The customer service level is often conflicted with some other operational strategies (e.g., time and cost). This, this research presents a desirability function approach, initiated by Harrington (1965), to consider the multiple objectives at the same time during the QFD decision process. A numerical example is shown to demonstrate the suitability of the model. 2 2. DESCRIPTION OF PRIORITIZATION PROBLEMS IN QFD Since QFD was introduced to U.S. firms in 1983, it was applied to many industry problems (e.g., product design, strategic planning, renovation of a computer workroom facility, and improvement of customer service) using the conventional QFD processes for prioritizing DRs. Refer to Park and Kim (1998), Glushkovsky, et al. (1995), and Lockamy and Khurana (1995) for some recent application examples. An HOQ typically contains information on CRs, relative importance of the CRs, DRs for satisfying the CRs, relationships between CRs and DRs, and correlations between DRs, as shown in Figure 1. Correlations between Design Requirements Design Requirements Im Degree of DR2 DR3 DR4 rta po DR1 nc Customer Requirements e CR1 0.3 CR2 0.2 CR3 0.1 CR4 0.1 CR5 0.3 Absolute Importance Relative Importance 3.8 0.35 1.6 0.15 0.9 0.08 4.5 0.42 Legends Strong Relationship O Medium Relationship Weak Relationship Figure 1. A Typical HOQ Matrix with a 1-3-9 Rating Scheme. 3 In conventional QFD applications, a cell (i, j) in the relationship matrix of HOQ (i.e., i-th row and j-th column of HOQ) is assigned 1, 3, 9 (or 1, 5, 9) to represent a weak, medium, or strong relationship between i-th CR (called CRi) and j-th DR (called DRj), respectively. The absolute and relative importance of DRs are computed using the relative importance of CRs and the relationship ratings (i.e., 1-3-9 or 1-5-9). For each DR, the absolute importance rating is computed as: m AIj = W i (1) Rij , i=1 where AIj = absolute (technical) importance rating of DRj, j = 1, ..., n, Wi = degree of importance (i.e., importance weight) of CRi, i = 1, ..., m, Rij = relationship rating representing the strength of the relationship between CRi and DRj. The absolute importance rating can then be transformed into the relative importance rating, RIj, as RIj = AIj n AI . k k =1 The larger RIj is, the more important DRj is. Thus, without consideration of any other constraints (e.g., cost and time), DRs should be incorporated into the product of interest in the order of their relative importance rating to achieve more customer satisfaction. As mentioned in the previous section, the conventional approach to prioritizing design requirements for determining the degree of contribution to customer satisfaction has the following methodological problems (see Park and Kim (1998) for details): i) Determination of the degree of importance of CRs: ii) Assignment of relationship ratings between CRs and DRs: iii) Normalization of the strength ratings of relationships between CRs and DRs: iv) Consideration of the correlations between DRs: 4 v) Cost-customer satisfaction trade-offs among DRs: Some research has been done to incorporate the above methodological issues into the decision processes of determining appropriate DRs. Analytical Hierarchy Process (AHP) has been used to measure consistent and stable importance weights of CRs (See Aswad (1989), Akao (1990), Armacost, et al. (1994), and Lu, et al. (1994)). Lyman (1990) recommended a normalization norm function of Rij n R = Rij / ij (i = 1, ..., m) to normalize the relationship ratings in order to j=1 have more meaningful representation of the technical importance rating of DRs. Furthermore, Wasserman (1993) presented an extension of Lyman’s normalization procedure, which can accommodate correlations between DRs, with the following transformation function: n norm R ij R = k=1 n n ik R j=1 k=1 kj for i = 1, ..., m; j = 1, ..., n, ij (2) jk where kj denotes an element of the correlation matrix representing the correlation between DRk and DRj. He also presented a QFD planning process model considering linear cost-benefit trade-offs among DRs. His linear integer programming formulation for selecting appropriate DRs included 1) an objective function of maximizing technical importance ratings of DRs to be selected, and 2) a linear cost constraint subject to a targeted total cost. The linear programming formulation, however, did not take into account correlation between DRs. Park and Kim (1998) employed a new rating scheme for the relationship between CRs and DRs, using a most commonly-used multiattribute decision method (i.e., Swing Method) and considered the correlation between DRs in the mathematical programming for selecting an optimal set of DRs. Their integer mathematical programming is to maximize a single objective of customer satisfaction. 3. A MULTIPLE OBJECTIVE MODEL FOR THE QFD SELECTION PROCESS 5 Using a desirability function approach, a mathematical programming model for selecting appropriate DRs in consideration of multiple objectives is described in this section. Suppose that an objective function, ŷ j , is to be transformed to dj. Suppose that yjmin and yjmax denote the smallest value and maximum acceptable value of ŷ j , respectively, and r is a constant (r>0). Then, dj is defined as follows: i) For the smaller-the-better (STB) type objective functions, such as cost and time, 1, ŷ j y j min , r max yj ŷ j , y j min ŷ j y j max , d j max min yj y j max 0, ŷ j y j , (3) ii) For a larger-the-better (LTB) type response, such as a customer satisfaction level, 0, ŷ j y j min , ŷ y min r j j , y min ŷ y max , d j max j j j min y j y j max 1, ŷ j y j , (4) The value of r, subjectively specified by the user, determines the shape of the desirability function. Examples of the desirability function with several different r values are shown in Figure 2. As illustrated in the figure, the desirability function dj is concave, linear, and convex when 0<r<1, r=1, and r>1, respectively. If a convex shaped function is used, the desirability value diminishes more rapidly when ŷ j moves away from yjmin toward yjmax (but more slowly when ŷ j gets close to yjmax) than when using a linear or concave shaped function. 6 The overall desirability, D (0 D 1), is defined by combining the individual dj's using a geometric mean (Harrington (1965)), i.e., D = (d1d2...dm)1/m. 1.20 1.00 Desirability 0.80 r=0.3 0.60 r=0.6 r=1 0.40 r=2 r=3 0.20 0.00 x Figure 2. Examples of the desirability function with several different r values. In the QFD design problem, the objective function could be to find a solution which maximizes the value of D, i.e., selection of DRs that achieves the optimal compromise among objective functions, such as maximization of a total absolute technical importance rating, minimization of total costs, minimization of total time required for the new design changes. Therefore, it can be formulated using nonlinear programming as follows: Maximize D = (d1d2...dm)1/m 7 subject to Xi = 0 or 1, i = 1, …, n. where Xi = i-th DR, Xi = 1 (0) means the corresponding DR will (not) be included in the new design, respectively, = a set of selected DRs (i.e., Xi’s in = 1), ŷ j = a value of j-th objective with a set of selected DRs, , dj = a desirability function for the j-th objective, defined by Equation (3) for a STB type objective function, or defined by Equation (4) for a LTB type objective function, 4. APPLICATION TO BUILDING INDOOR AIR QUALITY IMPROVEMENT 4.1 Description of the Building Indoor Air Quality Problem During the last decade, concerns have been expressed regarding indoor air quality for nonindustrial buildings. (Refer to Eaton (1995), Banham (1994), and Buckler (1994)) Such indoor air quality problems, classified as Sick Building Syndrome (SBS) or Building Related Illness (BRI), have occurred in all types and ages of structures, namely from newly constructed buildings to renovated facilities or old buildings. Today, most commercial buildings are mechanically ventilated with virtually no natural ventilation from the outside. Moreover, designers, owners, and operators have tried to minimize unwanted air infiltration because rising energy costs are the primary cause of the "tight building syndrome," along with various chemicals present in building materials and furniture. In addition to other physical factors in the workplace (e.g., lack of windows, temperature variations, and poor ergonomic design), poor 8 indoor air quality is viewed as a major building occupant complaint. (Banham, 1994; Lunau, 1993; Moseley, 1990) Recently, employees working in the Business Tower (BT) building at San Jose State University (SJSU) suffered from poor indoor air quality and expressed complaints of being sleepy and tired at work. Stuffiness was a common complaint, along with the presence of flies within the stairwell entrance vestibules; a large accumulation of dust particles in the building was also found. (I&A Engineering, 1994) The following is a list of problems identified: (1) stuffiness, (2) temperature, (3) dust particles, (4) ventilation, (5) odors, (6) housekeeping, and (7) flies. Thus, a study was conducted in 1994 to test indoor air quality for gases, volatile organic components, and contents of particulate matters, such as dust. The BT building with a closed environment (that is, all windows are sealed) was designed in 1968 and completed by 1970-1971. The ten-story building’s Heating, Ventilation, and Air Conditioning (HVAC) system consists of a double duct constant volume air distribution system. The air supply system has a floor-mounted double inlet centrifugal fan with a cooling coil and heating coil arranged side by side on the ground floor. The separate heating and cooling ducts are then routed into the shaft to the 10th floor. The ground floor air intake system is composed of a grade level outside air intake louver and pneumatically-controlled motorized intake dampers. The air is then drawn through a prefilter and final bag filters before entering the supply fan room. The return air system employs a non-ducted return air plenum pregnable, which is also typical of HVAC system designs today. Return air from each thermal zone enters the ceiling cavity and is drawn back to the central shaft return air opening. The exhaust air is delivered to a plenum 9 where it is then relieved out of the building through the exhaust louver/damper combination, or recirculated into the mixed air plenum where it is mixed with outside air before entering the fan system. The indoor air quality study for the BT building recommended the following actions to improve the mechanical BT HVAC operating systems, resulting in a better working and health environment for occupants in the building (I&A Engineering, 1994): (1) Air Plenum: All linear boards should be removed from supply plenum walls and replaced with new 2” of 3 lb density matt faced acoustic lining. (2) Door Seals: All fan plenum door seals shall be removed and replaced with new tight fitting weatherstripping to reduce air leakage and uncontrolled infiltration. (3) An eighteen-gage galvanized sheet metal condensation drain should be installed under the chilled water cooling coils. (4) Dampers: The air damper motors should be tested and/or replaced as necessary. (5) Plumbing Risers: The shaft should be provided with two-hour fire rated access panels at the toilet room wall adjacent to the shaft at each door. (6) Air Delivery Systems: Air delivery systems, including air supply fan and air return fan, should be upgraded with more HP motors. (7) Janitor Closet Ventilation: A dedicated roof mounted exhaust fan should be installed to provide ventilation of the janitor’s closet on each floor. (8) Duct Distribution System: A duct distribution system should be improved to prevent air leakage. (9) Duct Plenums and Fans: Duct plenums and fans should be cleaned. 10 (10) Direct Digital Control (DDC) System: The existing standard profile control system should be replaced with a DDC system for more efficient air control and delivery. (11) HVAC Louvers: All damper motors, existing insect screens, and the vestibule ventilation exhaust fan should be replaced with new units. (12) Carbon Dioxide Sensor System: A CO2 monitoring station with sensors should be installed in the return air plenum. (13) Housekeeping: BT janitorial services should be reviewed and improved to ensure the building is clean at all times. In addition, any chemical cleaning detergents should be removed from the building. 4.2 Numerical Results To determine the priorities of implementing the above recommendations, the new HOQ prioritization process described in Section III was employed. A customer study involved assessing the judgments of department secretaries in their views on the significance of problems caused by poor indoor air quality. The customer study was conducted using a pairwise comparison method in the AHP data collection process. Since a group of eight secretaries working daily in the BT building participated in the survey, a geometric mean which is an 8-th root of the product of judgments provided by eight individuals was used to combine group judgments. It should be noted that the secretaries are good surrogates for those who use the building because they spend more time in the building than anyone else. 11 Table 1 shows the results of the customer study done, using a pairwise comparison method in the AHP data collection process, and a geometric mean approach to combining group judgments. Eigenvalues of the judgment matrix in Table 1, which are the importance weights of CRs, are then calculated as .202, .187, .085, .152, .157, .132, and .084, respectively. Since the consistency ratio turns out to be 0.04, judgments of the importance of problems are acceptable. It should be noted that the value of consistency ratio should be around 10% or less to be acceptable. (Saaty and Kearns, 1985) Table 1. An Importance Matrix for CRs Obtained Using Pairwise Comparison. The numbers indicate geometric means of judgments of eight secretaries. Stuffiness Temperature Dust Particles Temp. Dust Ventil. Odors House Flies 1.0 2.7 2.2 1.1 1.1 2.4 3.5 1.2 1.2 1.6 1.2 .82 .54 .63 1.4 1.8 1.3 1.8 2.0 1.7 Ventilation Odors Housekeeping 2.4 Figure 3 presents an HOQ matrix for the BT building indoor air quality problem, including (1) degrees of importance of CRs as obtained from the AHP analysis, (2) normalized relationship ratings between CRs and DRs obtained using Swing Method and normalization of relationship ratings by Equation (2) in Section II, (3) correlation between DRs, and (4) cost required to install the DRs. 12 According to the results of prioritization of DRs, it is found that upgrading an air delivery system (i.e., air supply/return fans) is most important for improving building occupants’ satisfaction with indoor air quality in the BT building, and the installation of a CO2 monitoring station with sensors is least important. If a repair budget is enough to complete all recommendations, the problem will become very trivial. As mentioned earlier, however, when available organizational resources (e.g., budget and time) are limited, as in our BT indoor air quality problem, a further analysis is necessary to select which DRs should be completed. Each cost shown in Figure 3 is required to complete an individual DR alone. However, there may be some cost savings when two DRs are installed at the same time. For example, upgrading air plenum walls (i.e., DR1) and replacing all fan plenum door seals with new ones (i.e., DR2) require $18,000 and $12,000, respectively, when each of them is completed separately. When both of them are included in a repair contract, $4500 out of $30,000 is discounted because of savings in time. Table 2 illustrates cost savings from simultaneous installation of two DRs. Wasserman (1993) presented a simple linear cost function under a limitation of a given target cost as follows: c1 x1 + + cn xn - B, where cj is cost required to include DRj, and B is a given total target cost. In the case where dependencies (i.e., correlations) exist among some DRs, some savings in resource consumption are most likely expected when two or more correlated DRs are simultaneously installed into a product or service design. It is more appropriate to express the n cost function in a quadratic form such that y (X) = n n c x - s j j=1 j ij x i x j - B , where sij is i=1 j>i saving of resource (e.g., cost) usage associated with simultaneous implementation of i-th and j-th DRs. 13 DR1 DR2 DR3 DR4 DR5 DR6 DR7 DR8 DR9 DR10 DR11 DR12 DR13 DR14 DR15 DR16 e nc rta po Im Degree of Stuffiness .202 .039 .040 0 .044 0 .280 .044 0 .039 .023 .185 0.224 0 .039 .031 .013 Temperature .187 0 0 0 .028 0 .361 .042 0 .046 0 .279 .217 0 0 .028 0 Dust Particles .085 .384 .209 0 .037 0 0 0 0 .037 .321 0 .011 0 0 0 0 Ventilation .152 .015 .021 .020 .099 .017 .255 .059 .017 .039 0 .155 .251 0 .020 .032 0 Odors .157 .003 .010 0 0 .150 .033 .332 .196 .033 0 .010 .100 0 0 0 .133 Housekeeping .132 .128 .128 .337 0 0 0 0 0 .027 .061 0 .051 0 0 .168 .101 0 0 .174 0 0 0 0 0 0 0 .130 .435 0 .261 0 Flies .084 Absolute Importance Cost 0 .0602 .0475 .0475 .0469 .0261 .1680 .0778 .0334 .0343 .0400 .1147 .1583 .0365 .0109 .0605 .0368 18000 12000 12000 12000 18000 45000 25000 15000 15000 50000 240000 25000 8000 8000 10000 0 [NOTE] DR1: Air plenum walls upgrade DR2: Air plenum doors seals DR3: Coils condensation collection DR4: Air dampers upgrade DR5: Sewer and vent. lines pressure test DR6: Supply fan/return fan air delivery upgrade DR7: Janitor closets exhaust system addition DR8: Janitor closet trap primer addition DR9: Duct leakage DR10: Cleaning of duct, plenums, and fans DR11: Terminal boxes conversion to DDC system DR12: Air balancing DR13: Air louvers screen DR14: CO2 detection DR15: Stairwell vestibule’s shaft cleaning and door seal DR16: Chemical/detergents type and storage Figure 3. An HOQ Matrix for the Indoor Air Quality Problem for the BT building at SJSU. 14 Table 2. Cost Savings Occurring When Two DRs are Completed at the Same Time. Pair of DRs Cost Saving from Simultaneous Installation DR1 & DR2 $4,500 DR1 & DR10 $10,200 DR2 & DR9 $4,050 DR6 & DR11 $28,500 DR6 & DR12 $10,500 DR12 & DR15 $5,250 Thus, the BT building indoor air quality problem is to achieve two objectives: maximization of a total absolute technical importance rating and minimization of total costs by solving the following a quadratic integer programming with the desirability function approach: Maximize D = (d1d2)1/2 subject to 16 ŷ1 = AI X i i i =1 ŷ 2 = c1 x1 + + c16 x16 - s1,2 x1 x2 - s1,10 x1 x10 - s2,9 x2 x9 - s6,11 x6 x11 - s6,12 x6 x12 - s12,15 x12 x15 ŷ 2 B Xi = 0 or 1, i = 1, …, 16. where Xi = 0-1 decision variable for the i-th DR, d1 = a desirability function for ŷ1 , defined by Equation (4) with r = 0.3, d2 = a desirability function for ŷ 2 , defined by Equation (3) with r = 0.3, B = budget ($500,000) available for improving indoor air quality. 15 The above quadratic integer programming with a repair budget of $500,000 is solved using the Solver module in Microsoft Excel, and the following solution is found: (1) Objective function value of the total technical importance rating: 0.7743. (2) Objective function value of the total cost: $157700. (3) Decision variables: DR1 = = DR4 = 1, DR5 = 0, DR6 = DR7 = 1, DR8 = 0, DR9 = 1, DR10 = DR11 = 0, DR12 = DR13 = 1, DR14 = 0, DR15 = DR16 = 1. (4) Desirability function value (d1) for the total technical importance rating: 0.9263, (5) Desirability function value (d2) for the total cost: 0.9197, (6) An optimal overall desirability (D): 0.923. The optimal solution remains the same even with different r values of o.6 and 1.0. 5. CONCLUSIONS A multiple-objective mathematical programming using a prioritization process in QFD and desirability function is presented in this paper to determine an optimal set of design requirements that will be included in a new product or service. The new integrative decision approach with multiple objectives has been applied to a building indoor air quality problem. Results of the application show that its step-by-step structured decision process can help practitioners understand the entire decision process easily and implement it to their industrial problems which will usually have more than one objective. Although the proposed comprehensive model involves more effort (e.g., data collection, mathematical model building, and computation) in comparison to the conventional HOQ process, it is worthwhile to invest such effort during the design stage in order to determine an optimal set of DRs. 16 REFERENCES 1) Akao, Y., 1990, Quality Function Deployment: Integrating Customer Requirements into Product Design, Productivity Press, Cambridge, Massachusetts. 2) Ansari, A. and Modarress, B., 1994, “Quality Function Deployment: The Role of Suppliers,” Int. J. of Purchasing and Materials Management, vol. 30, no. 4, pp. 28-35. 3) Armacost, R. L., Componation, P. J., Mullens, M. A., and Swart, W. W., 1994, “An AHP Framework for Prioritizing Customer Requirements in QFD: An Industrialized Housing Application,” IIE Transactions, vol. 26, no. 4, pp. 72-79. 4) Aswad, A., 1989, “Quality Function Deployment: A Systems Approach,” Proceedings of the 1989 IIE Integrated Systems Conference, Institute of Industrial Engineers, Atlanta, GA, pp. 27-32. 5) Banham, R., 1994, “The Growing Concern over Indoor Air Quality,” Risk Management, vol. 41, no. 6, pp. 60-62. 6) Bounds, G., Yorks, L., Adams, M., and Ranney, G., 1994, Beyond Total Quality Management, McGraw-Hill, Inc., New York. 7) Buckler, G. F., 1994, “The Effects of Indoor Air Quality on Health,” NSNA/Imprint, vol. 41, no. 3, pp 60-93. 8) Derringer, G. and Suich, R., “Simultaneous Optimization of Several Response Variables,” Journal of Quality Technology, 12 (4), 214-219 (1980). 9) Eaton, M., 1995, “Indoor Air Quality Requires Integrated Approach,” Building Design & Construction, vol. 36, no. 4, pp 52-56. 10) Glushkovsky, E. A., Florescu, R. A., Hershkovits, A, and Sipper, D., 1995, “Avoid a Flop: Use QFD with Questionnaires,” Quality Progress, vol. 28, no. 6, pp. 57-62. 17 11) Griffin, A., 1992, “Evaluating QFD’s Use in US Firms as a Process for Developing Products,” J. of Prod. Innov. Manag., vol. 9, no. 3, pp. 171-187. 12) Harrington, E., “The Desirability Function,” Industrial Quality Control, 494-498 (1965). 13) Hauser, J. R. and Clausing, D., 1988, “The House of Quality,” Harvard Business Review, May-June, pp. 63-73. 14) I&A Engineering, 1994, Final Report on Indoor Air Quality of Business Tower Building at San Jose State University, San Jose. 15) Lockamy, A. III and Khurana, A., 1995, “Quality Function Deployment: A Case Study,” Prod. and Inv. Management J., vol. 36, no. 2, pp. 56-59. 16) Lu, M., Madu, C. N., Kuei, C., and Winokur, D., 1994, “Integrating QFD, AHP, and Benchmarking in Strategic Marketing,” J. of Business & Industrial Marketing, vol. 9, no. 1, pp. 41-50. 17) Lunau, F. W., 1993, “Air Quality Standards in Offices: Should They Be Health or Comfort Based?,” Indoor Environment, vol. 2, no. 4, pp. 213-216. 18) Lyman, D., 1990, Deployment Normalization, Transactions from a Second Symposium on Quality Function Deployment, a conference co-sponsored by the Automotive Division of the American Society for Quality Control, the American Supplier Insititute, Dearborn, MI, and GOAL/QPC, Methuen, MA, pp. 307-315. 19) Moseley, C., 1990, “Indoor Air Quality Problems,” J. of Environmental Health, vol. 53, no. 3, pp. 19-22. 20) McElroy, J., 1989, “QFD: Building the House of Quality,” Automotive Industries, pp. 3032. 21) Saaty, T. L., 1980, The Analytic Hierarchy Process, McGraw-Hill, New York. 18 22) Saaty, T. L. and Kearns, 1985, Analytical Planning, Pergamon Press, Oxford. 23) Sullivan, L. P., 1987, “Quality Function Deployment (QFD): The Beginning, the End, and the Problem In-Between,” A Collection of Presentations and QFD Case Studies, American Supplier Institute, Inc. 24) Wasserman, G. S., 1993, “On How to Prioritize Design Requirements during the QFD Planning Process,” IIE Transactions, vol. 25, no. 3, pp. 59-65. 19