Arctic Steels - NO
advertisement

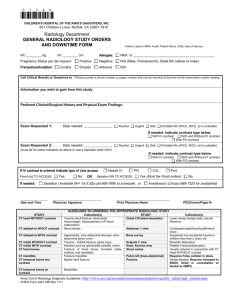
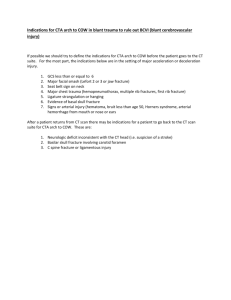
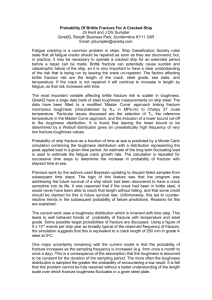
1 Arctic Steels Criteria for safe materials utilisation by Christian Thaulow Norwegian University of Science and Technology (NTNU), Trondheim, Norway christian.thaulow@ntnu.no Jack Ødegård and Erling Østby SINTEF Materials and Chemistry, Trondheim, Norway Abstract The development of arctic oil and gas fields will require new low temperature High Strength Steels, including welding, and integrity management capable of significantly reducing the probability of failure in critical extreme environments. In addition to low temperatures, also larger strains must be accounted for because of iceberg scours ,thaw settlement and landslides . In order to allow for a high utilisation of the new arctic steels and at the same time increase the level of safety (“zero-leakage” and “maintenance-free” solutions), relevant material test methods and acceptance criteria must be available. Constraint corrections and direct calculations based on linespring technology opens up for realistic quantitative assessments of failures. One example is the calculation of probability of failure based of probabilistic fracture mechanics methodologies 1. INTRODUCTION Back in the 80-ties large thematic programs were conducted on steel research and development in order to meet the new challenges brought forward by the oil and gas exploration and production on the Norwegian Continental Shelf. Oil and gas exploration in Arctic regions puts new and harsh requirements to competence and technology development as new materials will be introduced into new environments. In order to meet the standards for safe exploration and operation, new step changes have to be made. The most reliable and robust technology have to be developed as “zero-leakage”, and “maintenance-free” solutions must be sought and qualified. The development of arctic oil and gas fields will require new low temperature High Strength Steels, including welding, and integrity management capable of significantly reducing the probability of failure in critical extreme environments. Special Arctic environment conditions Air temperature – Steels are susceptible to brittle fracture at low temperatures. In general the materials are qualified at so-called “design temperatures”, which typically lies 20°C below minimum expected service and/or ambient temperature. The lowest ambient temperature on the Norwegian continental shelf is about -20°C, and the design basis for the Snøhvit project is -23°C. In the Arctic regions, minimum ambient temperatures well below -40°C must be expected. Consequently minimum design temperatures down to - 60°C must be accounted for. Larger deformations – Present pipeline design rules are stress-based, and only limited strains are allowed for, typically up to 0.5%. However, larger deformations/strains are expected in the Arctic for a range of reasons: thaw settlement and frost heave, landslides, iceberg scours (up to 10 meters deep), strains far beyond the yielding limit of the materials are out of range of today’s design rules, Figure 1. Steel constructions in arctic marine regions are 2 exposed to heavy wind and ice-loads, which must be taken into account. In combination with extreme low temperatures this puts the toughest requirements to the structures and their functionality and lifetime integrity. Earthquakes Iceberg scour Frost heave Reeling Snaking J-tubes S-laying 0 1 2 3 4 [%] Figure 1 Range of deformations for pipelines 2. Steel research at NTNU/SINTEF for the Norwegian continental shelf There has been a continuous development and application of new materials coupled with fundamental understanding of the material properties and development of predictive tools. Before 1980 the materials used in offshore industry were based on materials qualities from the ship industry and general structural engineering. Nothing was developed or specified with respect to the extreme and harsh conditions that are characterizing the North Sea. In 1980 there was a break through for new steels developed to meet the demands from the offshore industry. The fabrication yards had for some time demanded more fabrication friendly materials with respect to weldability and fracture toughness. The result was the socalled low carbon micro alloyed steels, which were standardized in 1984. The first full-scale application of the steel was for the Odin platform. But, surprisingly, areas of the heat affected zone showed low toughness, and large research projects were carried out in order to understand the problem of “local brittle zones”. The Norwegian Petroleum Directorate was very concerned about the safety, and a long lasting cooperation with SINTEF/NTNU was established. This resulted in the so-called NPD testing procedure. More than 30 steels were tested and the development in welding/fracture toughness could be compared and commented upon. Norway, with very limited domestic steel manufacturing industry, negotiated with the international steel manufacturers in order to find the balance between what is possible to manufacture (to an acceptable price) and what is needed for a fabrication friendly and safe offshore structure. Other countries often have to take special considerations in order to “protect” or help their national steel industry and are therefore more limited in their choices. One example of this unique situation is the cooperation with Japanese steel industry. This industry has for a long time been very innovative, and they have delivered steel to a range of offshore structures and pipelines. In 1990 a Norwegian-Japanese Cooperation was established between the five large Japanese steel manufacturers, Norwegian oil companies and fabrication yards, Osaka University and SINTEF/NTNU. The aim with the project was to qualify the new high strength steels (yield strength 420-500 MPa) for offshore application and to develop realistic acceptance criteria. It was for the first time that so many Japanese steels works 3 cooperated, and it was created a “win-win” meeting place between manufacturers and users. The cooperation included exchange of researchers for longer periods, up to two years, and numerous seminars, workshops and joint papers in international journals. The driving force for introducing high strength steels has been the potential for weight reductions and the gains have been so high that the offshore industry continuously has asked for material qualities that have not yet been standardised. In order to qualify the steels and their weldments, and to prepare for future standardization, the industries have sponsored both basic and applied R&D programs, Table 1. These programs are usually organized to bring steel manufacturers, welding companies, fabricators, engineering companies and the oil companies together. Table 1. Research projects at NTNU/SINTEF on Fracture Control for Offshore Applications. CAOS “Crack Arrest Offshore Steels” (1986-1990). SINTEF/NTNU. Joint Industry Project (JIP), with one Japanese and one European steel-manufacturer and offshore industry. Norwegian-Japanese cooperation program (1990-1994), Osaka University and SINTEF/NTNU. JIP with 5 Japanese steelmakers and Norwegian industry, supported by NRC (Norwegian research council). ACCRIS "Acceptance Criteria and Level of Safety for High Strength Steel Weldments" (1994-1997). SINTEF/NTNU. JIP, supported by ECSC (European Coal and Steel Community) and NRC PRESS "Prediction of Structural Behavior on the Basis of Small Scale Testing." (19982002). SINTEF/NTNU. JIP, supported by ECSC and NRC Fracture Control Offshore Pipelines (2002-2006). SINTEF/NTNU. JIP, supported by NRC As a result of this kind of research new steel qualities with low alloying content and high weldability has been developed, and a high level of safety has been maintained despite for the increased strength level (which will generally increase the stresses and thereby reduce the critical defect sizes). During the last ten years mathematical modelling and FE calculations have developed from research tools to be used in practice. The predictive capacity has improved as new material qualities and strength levels are introduced. The development from steel grade 350 to 460 has continued, and the Grane platform was recently built with 500 steel. This progress has been made possible through the research projects over the years. And the development continues in various directions. One example is the research project PRESS where steel grade 700 has been examined. Such high strength steels were applied in the Siri platform. 3. Criteria for safe materials utilisation For safe materials utilisation the brittle fracture phenomena is a focused area. The state-ofthe-art today is represented by a micromechanical approach to model the initiation of cleavage fracture. A new approach in quantifying the constraint effect, e.g. the fracture toughness dependency on geometry, loading and material mismatch, is the so-called JQM Approach (1, 2). 4 Much of to-days methodologies for Crack Arrest relates back two the Battelle approach which was first presented by Maxey in 1974. The approach is based on empirical relationships and simplified equations, and has proved to be robust to date, even when stretched far beyond the empirical basis. However, the operational characteristics currently being considered for future pipeline designs range far beyond any conditions that have been investigated in the past (higher pressure, higher strength materials/welds, rich gas, lower operating temperatures, frost heave, thaw settlement….). There is also a strong need to improve current gasdecompression models to account for the future pipeline designs. To account for large deformations, Figure 1, a framework for strain-based design of pipelines is now under development (3-7). 4. Constraint based design and direct calculations Today’s practice in fracture mechanics testing is to ensure a conservative approach by recommending the use of test specimen geometries with high constraint (deeply notched bend- or compact tension specimens). This approach, however, can put severe limitations on the application of high strength steels. By applying constraint corrections, e.g. the T-stress or the Q-parameter, more accurate predictions can be achieved, and the safety aspect can then be managed by introducing safety factors, Figure 2. The thick line represents the fracture toughness (eg. the material property), while the thin lines represents the applied crack driving force. The structure is expected to fracture when the applied force exceeds the material resistance. Figure 2 also includes a pipe subjected to bending load. The pipe-geometry exhibits typically much lower constraint than the fracture mechanics SENB-specimens, and revisions of the rules have recently been published in favour of including the SENT specimen geometry for engineering critical assessments of installation of pipes (8). SENT specimens have not yet been qualified for operational conditions, due to limited information about the effect of biaxial loading (internal pressure). But results from SINTEF shows that internal pressure has no influence on the fracture toughness for ductile materials, which means that SENT specimens can be used for establishing fracture properties also under conditions of operation (7). The procedure of constraint correction works well theoretically, and many papers have demonstrated a sound physical basis. A major drawback for the practical application is, however, the need for detailed FE calculations or detailed knowledge of the theories. So, new methodologies where high accuracy can be maintained without introducing complex or costly calculations are needed. Direct calculations of components based on a combination of shellelements and linesprings, LINKpipe, has demonstrated to meet this challenge (9-13). LINKpipe is a state-of-the-art software-tool for analysis of the criticality of cracks and defects in pipelines and piping systems. The program simulates external and internal surface cracks in pipelines under tensile, bending and internal/external pressure. In LINKpipe the geometry of an elliptical surface crack is represented by so-called linespring elements. The linespring is implemented in a co-rotated kinematical finite element formulation, i.e. accounting for large displacements and rotations. The program also accounts for plastic necking of the ligament and non-proportional loading. The linespring calculations have been verified by 3D FE calculations and full scale testing of pipes, with and without internal pressure. 5 PIPE SENT FRACTURE TOUGHNESS SENB (a/W = 0.3) [J, K, CTOD] SENB (a/W = 0.5) CT (a/W = 0.5) GEOMETRY / CONSTRAINT [T,Q,M] Figure 2 Schematic representation of fracture toughness as a function of constraint for three test specimens and a pipe-geometry. In Figure 3a we compare the result of the linespring/shell-elements with 3D large strain FE calculations for a pipe . The results are very similar, except for the time of calculation: LINKpipe is 600 times faster. Shown in Figure 4 are the results obtained from the tensile loading of a surface cracked pipe with additional internal pressure. The magnitude of pressure is marked as the ratio of hoop stress caused by the internal pressure to the initial yield stress. As the internal pressure increases, the unstable tearing begins at lower values of deformation. In other words, the deformation capacity of the cracked pipe is significantly reduced under biaxial loading. Concluding remarks In order to allow for a high utilisation of the new arctic steels and at the same time increase the level of safety (“zero-leakage” and “maintenance-free” solutions), relevant test methods and acceptance criteria must be available. The application of constraint corrections and the introduction of direct calculations pave the way for quantitative assessments of failure. One example is the calculation of probability of failure based of probabilistic fracture mechanics methodologies (6). 6 Calculation time 3D 60.000 sec (cpu) LINKpipe 100 sec (cpu) Figure 3 CTOD vs. strain for a pipe with an elliptical surface crack. The pipe dimensions are OD=400mm, WT=20mm. The crack is halfway through the thickness. The computation times for the 3D and linespring calculations are indicated. Figure 4 The effect of internal pressure, combined with ductile tearing, on the applied CTOD vs. global strain. Surface cracked pipe under tension load. References 1. Zhang, Z.L., Hauge, M. and Thaulow, C.: "Two Parameter Characterisation of the Near Tip Stress Fields for a Bi-Material Elastic-Plastic Interface Crack", Int. Journal of Fracture, 79:6583, 1996. 2. Thaulow, C., Zhang, Z.L., Ranestad, Ø. and Hauge,M., “J-Q-M approach for failure assessment of fusion line cracks: two material and three material models”. ASTM STP 1360, Fatigue and Fracture Mechanics: 30th Volume. St.Louis. June 1998 7 3. Bruschi, R., Torselletti, E., Vitali, L., Hauge, M., Levold, E. Fracture Control – Offshore Pipelines: Current Status of Fracture Assessment for Pipelines Limitations and the Need for Development. Proceedings of OMAE2005, 24th International Conference on Offshore Mechanics and Arctic Engineering (OMAE 2005), June 12-16, 2005, Halkidiki, Greece 4. Østby, E., “Fracture Control – Offshore Pipelines: New Strain-Based Fracture Mechanics Equations Including the Effects of Biaxial Loading, Mismatch and Misalignment”, Ibid 5. Thaulow C, Skallerud B, Jayadevan KR, Berg E, Fracture Control – Offshore Pipelines: Advantages of Using Direct Calculations in Fracture Assessments of Pipelines. Ibid 6. Sandvik A, Østby E, Naess A, Sigurdsson G, Thaulow C. Fracture Control – Offshore Pipelines: Probabilistic Fracture Assessment of Circumferentially Surface Cracked Ductile Pipelines Using Analytical Equations, Ibid 7. Nyhus B, Østby E, Knagenhjelm HO, Black S, Røstadsand PA. Fracture Control – Offshore Pipelines: Experimental Studies On The Effect Of Crack Depth And Asymmetrical Geometries On The Ductile Tearing Resistance, Ibid 8. Wästberg, S. Pisarski, H. and Nyhus, B., “Guidelines For Engineering Critical Assessments for Pipeline Installation Methods Introducing Cyclic Plastic Strain”, Proceedings of OMAE04, 23rd International Conference on Offshore Mechanics and Arctic Engineering, June 20–25, 2004, Vancouver, British Columbia, Canada 9. Skallerud B, Holthe K and Haugen B., (2005). “Thin shell and surface crack finite elements for simulation of combined failure modes”. Comput. Methods Appl. Mech. Engng. 194, 26192640 10. Thaulow C, Østby E, Nyhus B, Zhang Z L and Skallerud B (2004). “Constraint correction of high strength steel: Selection of test specimens and application of direct calculations”. Engineering Fracture Mechanics, 71, 2417-2433 11. Skallerud B, Berg E, and Jayadevan KR (2006), “Two-parameter fracture assessment of surface cracked cylindrical shells during collapse”, Engineering Fracture Mechanics 73, 264282 12. Jayadevan, K.R., Thaulow, C., Østby, E., Berg, E., Skallerud, B., Holthe, K., Nyhus, B., (2005). “Structural Integrity of Pipelines: T-stress by line-spring”. Fatigue Fract Engng Mater Struct, 28, 467-488. 13. Jayadevan K R, Berg E, Thaulow C. ,Østby E. and Skallerud B. (2006) “Numerical investigation of ductile tearing in surface cracked pipes using line-spring”. Int. J. Solids and Structures, 43, 2378-2397