Suppl_Mat_VAS_APL_2014_revised3
advertisement

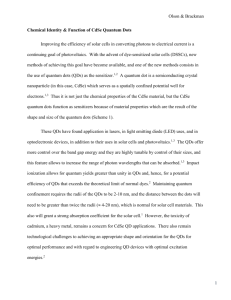
Supplementary Material for “High-quality II-VI Films Grown on Amorphous Substrates using Tunable Tetradymite Templates” V.A. Stoica,1,a L. Endicott,1 H.H. Shen,2,b W. Liu,1 K. Sun,2 C. Uher,1 and R. Clarke1 1 Department of Physics, University of Michigan, Ann Arbor, Michigan 48109, USA 2 Department of Materials Science and Engineering, University of Michigan, Ann Arbor, Michigan 48109, USA _____________________________ a) Author to whom correspondence should be addressed. Electronic mail: vstoica@umich.edu b) Permanent address: School of Physical Electronics, University of Electronic Science and Technology of China, Chengdu 610054, China. A. Substrate Cleaning Before insertion inside the MBE chamber, the fused silica substrates were initially sonicated in an ambient temperature acetone bath for 1 h, followed by H2SO4 (80%)/H2O2(20%) acid solution cleaning. This solution was prepared by adding H2O2 to H2SO4 while boiling at 80°C. The fused silica substrate is left in the boiling acid solution for 30 minutes, followed by rinsing in boiling de-ionized water and drying with pressurized air. The polyimide Kapton HNTM (DuPont) substrates were first cut to the desired size, followed by immersion in boiling methanol several times, drying with pressurized air and immediate loading into the MBE chamber. The single crystalline substrates from MTI Corporation were cleaned as follows: Al2O3 (0001) and MgAl2O4 (111) substrate cleaning followed by the RCA cleaning procedure,1 modified in this case by omitting the HF-solution etching. GaP (111) and Ge (111) were cleaned simply by immersion in boiling de-ionized water and then dried with pressurized air. The water soluble MgO (111) substrate was cleaned in boiling de-ionized methanol and then dried with pressurized air. B. MBE Deposition Procedures and in situ RHEED Studies Before the deposition runs, the sample holder thermocouple was calibrated using another thermocouple placed on the substrate surface, inside the molecular beam epitaxy (MBE) chamber. After loading the substrates inside the MBE chamber, the fused silica and Kapton substrates were outgassed at 320°C for ~1 h, before lowering the temperature for deposition. The use of higher outgassing temperatures for fused silica did not visibly influence the growth results. On the other hand, the single crystal substrates (Al2O3, MgAl2O4, GaP, Ge, and MgO) were outgassed at higher temperatures of 6001 650°C before deposition, which was important for obtaining clean and atomically abrupt surfaces that optimize epitaxial growth of II-VI/V-VI heterostructures. Growth rates are calibrated using both a quartz crystal microbalance and RHEED intensity oscillations recorded during the real-time epitaxial growth of Bi2Te3 and SbxBi2-xTe3 on Al2O3 (0001) substrates. The resulting film thicknesses were verified with atomic force microscopy (AFM) at an abrupt film edge step and lastly with acoustic pulse measurements based on ASOPS measurements.2 The individual growth rates of the Bi2Te3 and Sb2Te3 components during the growth of ternary SbxBi2-xTe3 solid solutions are used to achieve the desired compositions for lattice matching. For the deposition of ternary SbxBi2-xTe3 buffer layers, a substrate temperature was selected in the range from room temperature (RT) to 320°C, depending on the particular substrate being used. For the case of fused silica and Kapton substrates, we observed that growing SbxBi2-xTe3 layers at > 200°C results in film discontinuities, while films become continuous with lower growth temperatures. Nearly optimal growth conditions that assure good substrate coverage, film adherence and crystallization are realized when growing first a polycrystalline Bi2Te3 nucleation layer at ~180°C. In the next step, a highly-oriented, c-plane textured film is obtained when the Bi2Te3 nucleation layer is annealed at 310 ± 10°C. This post-deposition annealing (5-90 minutes) promotes film crystallization and surface flatness and is performed by exposing the surface to Te flux, which avoids surface stoichiometry changes due to onset of buffer layer sublimation at > 320°C. The c-plane film texture is maintained through the overgrowth of additional SbxBi2-xTe3 layers at ~ 250°C. In the final step, the deposition of CdSe and ZnTe is performed at 300°C. To characterize the quality of the crystalline surface of the buffer layer at each stage of the fabrication, we recorded the corresponding RHEED patterns using a KSA -400 data acquisition and analysis system. For example, in Fig. S1, we show a series of RHEED patterns monitoring the evolution of the film crystallinity throughout the heterostructure fabrication on fused silica substrate. The RHEED image from Fig. S1 (a) shows the characteristic diffuse scattering pattern for an amorphous substrate surface; no diffraction features are observed, as expected. Next, Fig. S1 (b) shows the typical diffraction pattern for a 20 nm Bi2Te3 buffer layer after deposition at 180°C. A composite diffraction pattern is observed, where the vertical streaks are due to c-plane oriented grains and the additional diffraction rings are due to randomly oriented grains. The dominance of diffraction streaks indicates that most of the grains are c-plane oriented at this Bi2Te3 layer thickness. Further annealing of the buffer layer at 310°C produces entirely c-plane oriented grains and leads to the complete suppression of the randomly oriented grain contributions. Therefore, the post-deposition annealing is very important to obtain the 2 formation of highly-oriented, c-plane texture for the tetradymite buffer layer. After overgrowth of additional SbxBi2-xTe3 overlayers at 250°C, the c-plane film texture is maintained throughout the deposition. The corresponding RHEED pattern in Fig. S1 (c) shows the desired streaky pattern for a Sb1.5Bi0.5Te3 buffer layer recorded just prior to the growth of the CdSe film. Furthermore, the overgrowth of the CdSe film is seen to maintain a streaky RHEED pattern, as shown in Fig. S1 (d), demonstrating that optimization of the buffer layer fabrication is key for controlling the highly-oriented growth of CdSe films on amorphous substrates. Figure S1. RHEED patterns obtained during progression of heterostructure growth: (a) bare fused silica; (b) as grown Bi2Te3 (20 nm); (c) annealed Sb1.5Bi0.5Te3 (20 nm); (d) CdSe (20 nm). Additional insight on the deposition of II-VI/V-VI heterostructures is obtained from growth experiments on single-crystalline substrates, where the heterostructures are epitaxial, i.e. the buffer layer and CdSe wurtzite film strictly follows the crystallographic orientation of the substrate. Fig. S2 (a) and (b) shows the RHEED patterns acquired along the characteristic in-plane azimuths for a CdSe/Sb1.24Te0.76/Al2O3 (0001) epitaxial heterostructure. Due to the layered structure of the tetradymite buffer layer, one might expect to observe abrupt van der Waals (vdW) growth3 of II-VI overlayers. 3 However, this is not the case. In fact, when using tetradymite layers with variable composition, we observe a gradual relaxation of the in-plane lattice parameter of the CdSe films, with characteristic thicknesses for relaxation depending on the degree of mismatch (few nm to hundreds of nm), a behavior observed also on fused silica substrates. The vdW epitaxy does not occur for CdSe grown on tetradymite buffer layers, probably due to strong interlayer bonding at the CdSe/Bi2Te3 interface. For ternary buffer layer compositions close to x=1.6-1.8, no in-plane lattice parameter relaxation is observed for CdSe, indicating that close matching with the buffer layer is achieved in this composition range. The RHEED images obtained for an epitaxial zincblende ZnTe layer grown on Ge (111) using Bi 2Te3 buffer layer are shown in Fig. S2 (c-d). These results show that our technique is applicable to a multitude of II-VI compounds, with both cubic and hexagonal structures. It is important to note that the growth mode of CdSe on non-crystalline and crystalline substrates using tetradymite layers does not belong to the vdW epitaxy class, supporting our observations that CdSe film improvement results from the compositional tuning of interfacial lattice matching. and [1 1 00] azimuthal Figure S2. (a) and (b) CdSe/Sb1.24Bi0.76Te3/Al2O3 (0001) along [11 2 0] directions, respectively; (c) and (d) ZnTe/Bi2Te3/Ge (111) along [0 1 1] and [1 2 1] azimuthal directions, respectively. 4 C. AFM Studies of Surface Morphology AFM was used to study the morphology of CdSe films grown on fused silica using Sb xBi2-xTe3 tetradymite buffer layers with varying composition. In Fig. S3 (a-b) we show the surface CdSe morphologies resulting from growth on lattice-mismatched Bi2Te3 and nearly lattice matched Sb2Te3 buffer layers, respectively. A large difference in grain size, surface roughness and pit density is observed between these two cases. Fig. S3 (c) shows the scaling between composition and surface roughness with different pit densities. We observe that interfacial lattice-matching at x=1.6-1.8 favors much better surface morphology, supporting our approach for the II-VI/V-VI heterostructure design. Figure S3. AFM of (a) CdSe/Bi2Te3/fused silica and (b) CdSe/Sb2Te3/Bi2Te3/fused silica. (c) RMS roughness dependence on buffer layer composition, where the uncertainty is the symbol size. The growth on Sb2Te3 compared to Bi2Te3 reduces the pit density by an order of magnitude. D. Estimation of Carrier Diffusivity Lengths To estimate carrier diffusion lengths in our films, we have used an optical non-contact technique based on femtosecond fiber lasers and asynchronous optical sampling (ASOPS),12 which is adapted here to transmission geometry. A femtosecond (fs) pump beam (~150 fs duration) at 519 nm and another fs probe beam at 1550 nm are both focused on the film surface at normal incidence. The probe transmission through the sample is monitored as a function of time delay relative to the pump excitation. The resulting time resolved transmission (TRT) of the probe beam is recorded as a function of pump intensity strength, while the corresponding transient carrier densities are estimated from the absorption and beam spot size on the sample (~4 μm) of the pump laser. Fig. S4 (a) shows the carrier density dependence of TRT for a CdSe/Sb1.68Bi0.32Te3/Al2O3 (0001) heterostructure. It can be seen that the TRT relaxation time is faster at larger carrier densities, which is 5 characteristic behavior for all CdSe samples grown on glass and for bulk CdSe single crystals. The TRT relaxation time dependence on carrier density indicates that we are probing charge carrier dynamics instead of thermal effects. This is because the thermal relaxation in both CdSe and the buffer layer is expected not to depend on carrier densities, while the carrier dynamics often shows carrier density dependence through interplay between inter-carrier scattering, trapping, and impurity or phonon scattering. The TRT sensitivity to carrier dynamics in CdSe samples is also confirmed by measuring, separately, the TRT response of buffer layers with variable thickness in the same experimental geometry. We observe that for time delays > 3 ps, the TRT response is dominated by the carrier dynamics in the CdSe layer, while the buffer layer contribution to TRT is very weak on this timescale. This is because the carrier relaxation time in the buffer layer is short (~ 1ps), while the TRT sensitivity to thermal excitations and their relaxation is negligible at our probe laser wavelength of 1550 nm. Figure S4 (a) Pump power dependency of carrier relaxation probed by TRT in CdSe on buffer layer deposited on fused silica; (b) the ratio between TRT intensities acquired with displaced and centered pump and probe spots for the CdSe single crystal (see text). TRT traces are also acquired as function of spatial displacement relative to the pump beam position along the sample surface. This geometry can be used to monitor the spatial distribution of carriers as a function of time after pump excitation, particularly the carrier diffusion dynamics. Because the pump spot intensity profile is Gaussian, the generated carrier density along the sample surface has the same spatial profile, driving the carrier diffusion. Moreover, immediately after the laser pulse but before recombination has occurred, the generated carriers can diffuse away from the pump beam center and along the sample surface. The diffusion of carriers is driven by the local carrier density gradient along 6 the sample surface, which follows the Gaussian excitation profile. A probe displacement with respect to the pump spot position can in turn be used to monitor carrier diffusion.4 In this approach, it is assumed that the relaxation time of carriers is the same at all sample locations within the spatial profile of the pump beam. We observe that this assumption is not valid in our samples, since the relaxation time is dependent on the average pump power as we have shown in Fig. S4 (a). Consequently, a different technique is needed to account for the spatial dependence of carrier relaxation time. To address this, we perform first a TRT measurement with probe spot displaced from the pump spot center. A smaller initial carrier density is probed when using probe displacement from the center of the pump spot. Nevertheless, the initial amplitude of the TRT signal correlates with the local carrier density. Next, we perform a complimentary measurement with centered pump and probe spots while adjusting the pump beam intensity to match the TRT amplitude for the displaced spot case. This procedure assures that the initial average carrier density within the probe spatial spot is the same for the two complimentary TRT measurements, which significantly suppresses the TRT relaxation time variation with the carrier density. We then divide the two TRT complimentary measurements to monitor the diffusion component of carrier dynamics. In Fig. S4 (b) we show the resulting ratio of TRT signals for the CdSe single crystal and the CdSe film grown on nearly-matched Sb1.68Bi0.32Te3 buffer layer grown on fused silica substrate. The ratio of TRT signals grows quickly within the first 100 ps, due to carrier diffusion, followed by a slower growth on a longer time scale. For the case of the CdSe film sample the TRT signal is modulated by acoustic dynamics inside the buffer layer (not shown), but the rise of slowly-varying TRT background is still similar to the CdSe bulk sample. This implies that we probe the carrier diffusivity dynamics at the early time delays in both samples, while at longer time delays the diffusion effects are negligible. We assign this behavior to free electron diffusion at early time delays, followed by formation of excitons at longer time delays, which are characterized by much smaller diffusivities. The temporal dependency of the pump spot Gaussian width, w, due to carrier diffusion can be obtained from: I (t ) e I0 d 2 1 1 2 w 2 w0 2 , where I(t) is the TRT corresponding to a displacement, d, between the pump and probe spots on the sample, I0 is the TRT measured at the center of the pump spot, and w0 is the Gaussian width before the pump excitation. We can then use the w2 = 11.08 Dt + w02 relation for estimating the carrier diffusion constant.4 This approach is applied within the first 100 ps corresponding to a time interval preceding the carrier relaxation and exciton formation. Accordingly, we estimate a carrier diffusivity of ~5 cm 2/s for the CdSe film and ~20 cm2/s for the CdSe single crystal. Using the TRT relaxation times and these diffusivities, 7 we then estimated the carrier diffusion lengths of 500 nm for the CdSe film and 2.5 μm for the CdSe single crystal. References 1 M. Itano, F.W. Kern, Jr., R.W. Rosenberg, M. Miyashita, I. Kawanabe, and T. Ohmi, IEEE Trans. Semicond. Manufact. 5, 114 (1992). 2 V. A. Stoica, Y. M. Sheu, D. A. Reis, and R. Clarke, Opt. Express 16, 2322 (2008). 3 A. Koma, Thin Solid Films 216, 72 (1992). 4 L. M. Smith, D. R. Wake, J. P. Wolfe, D. Levi, M. V. Klein, J. Klem, T. Henderson, and H. Morkoc, Phys. Rev. B 38, 5788 (1988). 8