Stainless Steel Heat Treatment (SolNit Process)
advertisement
")
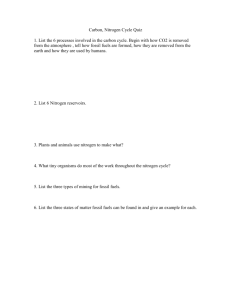
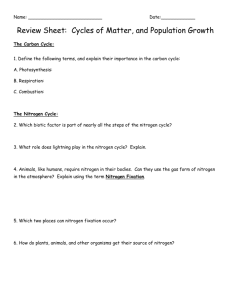
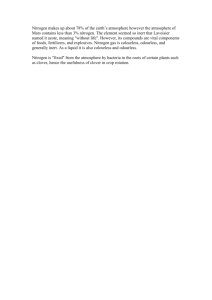
Stainless Steel Heat Treatment (SolNit Process) Introduction The development of the SolNit solution nitriding process in the late 1990s resulted in an extensive partnership between Ipsen and Hîrterei Gerster. This collaboration led to the development of two innovative industrial processes for hardening stainless steels, namely SolNit-A and SolNit-M. SolNit-A for austenitic steels increases cavitation resistance by creating high compressive stress in the surface zone of a component. SolNit-M for martensitic steels enhances the surface hardness and related properties, while maintaining a relatively ductile core and improving corrosion resistance. The SolNit processes extend the use of low-grade stainless steels from their typical markets to fields demanding special surface, magnetic, electrical, and low-temperature properties. Fundamentals of Process Technology Typically, carburizing and nitriding of high-alloyed stainless steels is not possible at the temperature range of 500-1000°C, due to a reduction in corrosion resistance, which is caused by the formation of chromium carbides and chromium nitrides due to the low solubility of these steels. Reducing the carburising or austenitising temperature to a point at which precipitations are not produced during the treatment time is one approach used to prevent the formation of chromium carbides and chromium nitrides. However, low-temperature processes only generate thin surface layers. Conversely, the advent of the SolNit process enabled the formation of thicker diffusion layers. The process is based on the fact that the higher proportion of molybdenum, manganese, and chromium increases the nitrogen solubility of the steel at temperatures above 1050°C. Figure 1 illustrates the variations between the typical limits of chromium content in stainless steels and the regime of homogeneous austenite in nitrogen-alloyed steel, demonstrating that the difference is greater and extends to a higher interstitial content when compared to carbon-alloyed steel. Figure 1. Isothermal sections of equilibrium phase diagrams at (1100°C) The austenitic process forms a corrosion-resistant case with high strength, ductility and nitrogen content. These characteristics offer resistance against surface fatigue in aggressive media. An additional mechanical solidification of the surface produces compressive stresses and increases fatigue strength. The cavitation resistance is also strongly improved by this process, which forms an aggressive media usable for application in fluid-flow machines, including turbines, pumps, and the associated armatures. The martensitic process forms a combination of hard case tough core. The nitrogen increases the corrosion resistance in media comprising chloride and acid. The case has high compressive stress and a hardness of 58-60HRC. The SolNit Process Technology The SolNit process technology is a relatively simple process because all-metal surfaces contain two-atomic nitrogen molecules, which dissociate into atomic nitrogen at temperatures beyond 1050°C. The dissociated atomic nitrogen increases the nitrogen content of the steel by penetrating into the surface, despite the material’s passive surface under an oxygen-free furnace atmosphere. The three factors that influence the yielded surface nitrogen content include the temperature, the partial pressure of the nitrogen and the alloyed contents of the stainless steel. The equilibrium diagram shows the solubility limit of the nitrogen austenite needed for the highest possible surface nitrogen content. Thermo-Calc software is used to determine the equilibrium diagram for each steel type. The coordination of alloying element content, temperature and pressure is essential to dissolve adequate nitrogen and to prevent precipitation of nitrides (Figure 2). The typical process conditions for the SolNit process include a temperature range of 1050-1150°C, nitrogen partial pressure range of 0.1-3bar abs., and diffusion times from 15min to 4h. The nitrogen depth achieved is in the range of 0.2-2.5mm. The surface hardness of martensitic steels is between 54 and 61HRC, and for austenitic and duplex steels between 200 and 350HV. Figure 2. Precipitation of nitrides in dependence on nitrogen content, temperature and nitrogen partial pressure for martensitic steel The quenching step is critical in the SolNit process. The solubility of the austenite declines when the temperature decreases. Hence, the quenching process must be very fast to avoid the precipitation of chromium nitrides. This can be achieved with high-pressure gas quenching with rapid gas flow, or quenching in oil. A nitrogen-containing martensite with large retained austenite content is produced by the rapid quenching of martensitic stainless steels. It is possible to reduce the retained austenite content by deep cooling and tempering at temperatures of up to 450°C, thereby achieving high surface hardness values. However, the grain growth at these high-nitriding temperatures can cause certain problems. Refining the grain size by a double-hardening treatment can yield high-quality toughness. Figure 3. Typical hardness profiles after SolNit-M treatment The hardness improvement is significantly lower in austenitic steels because the grain coarsening cannot be reshaped by thermal processes. The grain structure in the core is relatively stable in two-phase austenitic-ferritic steels such as duplex steels. The typical hardness profiles for the corrosion-resistant, martensitic steels after a SolNit treatment are depicted in Figure 3. The core hardness values rely on the amounts of ferrite, chromium, and carbon of these steels, and are between 220 and 510HV. Figure 4. Sample with a ø 2.5 mm hole. The measuring points are marked A sample with an open hole (Figure 4) was analyzed to determine the degree of nitriding of scoring, grooves, and blind holes. A hardness profile of the entire wall thickness was measured at three defined measurement points distributed across the sample length (Figure 5). The results conclude that nitriding conditions exist on the external and internal diameter are the same. Moreover, homogeneous nitriding is possible on open and blind holes. However, the limits regarding L/D ratios must still be studied. The atmosphere during solution nitriding is less volatile and non-toxic when compared to carburizing processes. This is because the process does not require continuous gas flow or internal oxidation. Figure 5. Hardness profile of three measuring points Applications of the SolNit Process The SolNit-M process is used in the following fields: Chemical industry Textile processing Machine Building industry Architecture Medical industry Household and kitchen appliances Food processing industry (e.g., milk and dairy products) Conclusion Like case hardening, SolNit is a heat treatment process, but utilizes nitrogen in place of carbon as an alloying element. The industrial SolNit process employs vacuum furnaces with high-pressure gas quenching for nitriding stainless steels. The following are the advantages of the SolNit process over standard case hardening: Increases surface hardness without compromising the corrosion resistance properties Avoids the formation of metal carbides in the steel Increases high-temperature strength Improves resistance against cavitation, erosion and wear Use of nitrogen as a process gas makes SolNit as a safe and environmentally friendly process Source : By AZoM.com Staff Writers