real time control of multi-phase electronic assembly cleaning agents
advertisement

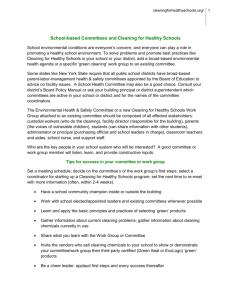
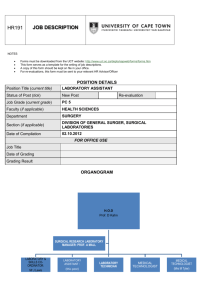
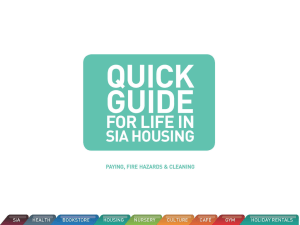
REAL TIME CONTROL OF MULTI-PHASE ELECTRONIC ASSEMBLY CLEANING AGENTS Ram Wissel, Mike Bixenman, Jason Chan & T.C. Loy Kyzen Corporation Nashville, TN 37211 ram_wissel@kyzen.com ABSTRACT Aqueous cleaning fluids are engineered to remove the most challenging flux residues from electronic assemblies of varying complexities. Multiple equipment configurations, such as conveyorized inline or batch cabinet, are commonly employed to deliver the cleaning agent to the device at elevated temperatures often using pressurized spray impingement. Having the ideal amount of chemistry in the wash solution is critical to maintaining an efficient, high yield cleaning process. Cleaning systems can be very dynamic processes, with wash concentration changing significantly in only a few hours in some cases. Real time monitoring is relatively straightforward; however, monitoring and controlling a wash bath is a highly complex achievement. The purpose of this research is to present advanced technology for monitoring, controlling and measuring contamination levels. The goal of this technology is to provide the assembler with real time data for controlling the cleaning process. Key words: Electronic assembly defluxing, Concentration measurement, Soil loading, Differential density, Sonic velocity, Refractive index, Flux cleaning Introduction Assemblers must know that the wash bath is within control limits. Controlling the wash bath requires the ability to monitor the chemistry/water ratio, adjust for build-up and depletions, as well as predict when the wash bath is depleted. Real time monitoring is relatively straightforward; however, monitoring and controlling a wash bath is a highly complex achievement. Electronic assemblies incorporating QFN’s and other low gap leadless devices are increasingly washed with aqueous cleaning solutions even if built with water soluble flux technology. While a diverse series of aqueous cleaning agents are available in the marketplace today, they can generally be grouped into one of two categories: Homogeneous (fully water soluble) Multi-Phase (partially water soluble) Flux and solder technology have undergone significant change over the past several decades. The transition from rosin (e.g. activated and mildly activated) to “no-clean” (low residue) and water soluble fluxes combined with alloys shifting from eutectic tin-lead to the numerous Pb-free compositions has forced cleaning agent formulators to develop new compositions that better match and dissolve the ever evolving residues. Multi-Phase cleaning agents are one of those innovations. This cleaning agent design exhibits excellent performance on all flux types, but due the two phases, it is difficult to control. While there are advantages to both homogeneous and multiphase technologies, for about the last decade the leading product(s) that remove a broad array of no-clean, RMA, and water soluble flux residues in a single process fall into the multi-phase category; which are therefore the focus of this study. For over 20 years, several technologies have been employed to measure cleaning agent concentration of both homogeneous and multi-phase aqueous solutions. This research investigated the performance of three common methods and one novel technique to determine (1) how accurately each measures virgin solutions and (2) how variations in flux loading and flux types affect the precision of these readings. Additionally, when compared with not cleaning or DI water alone, the use of an engineered aqueous cleaning agent adds complexity and expense to the production process. In order to establish a reliable, cost effective process, important considerations include: What is the best method to accurately measure the concentration? How much does soil load affect the concentration measurement? How dynamic is the process and does the concentration change rapidly? How is the concentration maintained? o manual vs. automatic Operator exposure and the risk of spills during manual measurements and additions. Logging and trending critical parameters to detect anomalies before they become larger issues. Real Time Cleaning Agent Control Two common questions assemblers ask when selecting a cleaning agent. 1. How much does it cost? 2. How long will it last? In reference to cost, aqueous cleaning agents are formulated as concentrates. Cost is a function of the concentration level required to clean soils, volatility of the active materials in the cleaning agent, drag-out potential, number of boards cleaned, bath life, make-up concentration, ability to control and discharge. A best practice cleaning agent engineered to optimize each of these factors is typically less costly to run, irrespective of the cost per gallon. Bath life is also a multi-variant issue. Bath life is a function of the cleaning agent design. Flux residues are acidic in nature. To achieve extended bath life, these acidic materials must be neutralized and held in solution. Polar activators formulated into the cleaning agent are critical in inducing attractive forces, stabilizing the wash bath as soil loads and providing reserve alkalinity needed to achieve desired cleaning effects. Controlling the wash bath is another critical factor. An uncontrolled wash bath functions like a “saw tooth” where the concentration may frequently exceed the upper and lower control limits. When this occurs, bath life is compromised. Cleaning agents controlled within the upper and lower limits extends the wash bath. Real time control is an important factor, especially when running in a highly dynamic inline spray-in-air cleaning system. Aqueous Cleaning Machine Designs A high percentage of assemblers operate aqueous spray-inair cleaning machines. For high volume production, inline cleaning machines are often selected. For moderate to high volume product, batch cabinet cleaning machines are popular. Machine dynamics can vary significantly between the two design options. Inline cleaning machines use an open tunnel design. Boards track through the cleaning machine on a conveyor belt. There are a number of sections that makes up the inline cleaning machine. Each brings a level of important in both controlling concentration and consumption (Figure 1). Pre-Wash ~ Low energy design to soak and wet the board, which softens the residue and starts the solubilization process Wash ~ High energy spray designed to deliver the cleaning agent to the source of residue. The greatest challenge is the energy required to deflect the cleaning agent under bottom terminated components Chemical Isolation ~ Chemical isolation section has two important functions: 1. Designed to wipe and recover the cleaning agent from the boards and pallets and 2. Pre rinse boards to remove bulk of cleaning agent and soils before entering rinse section Rinse Section ~ Designed to remove cleaning agent and ionic residues from boards Final Rinse ~ Board is only as clean as the final rinse. The final rinse is fed with ionically pure water in an effort to leave the board ion free Dry ~ Designed to strip the water from the boards and render the assemblies free of moisture Figure 1: Inline Cleaning Machine The dynamic nature of the inline cleaning machine requires process control to maintain cleaning within control limits. Concentration changes occur rapidly from exhaust draw, wash pump operation creating mist, water losses and dragout. It is not uncommon to lose 10 gallons (38 liters) of wash tank solution per hour of machine operation. A factor not often considered is the volatility of water. Water’s heat of vaporization is lower than that of higher boiling materials that make up the cleaning agent. As such, water is lost at a faster rate than is the cleaning agent (Figure 2). Injecting cleaning agent at the desired target concentration level will result in the wash concentration climbing over time. Adjusting for this factor is critical to maintaining the wash concentration within the preset upper and lower limits. • • Ran typical cycles (time & temp) Verified concentration every few cycles Cleaning agent concentration was monitored and charted over time (Figure 4). Figure 2: Wash Concentration Rises when adding back at the Designed Concentration Level In contrast to the aqueous spray-in-air inline cleaning machine design, the batch spray-in-air cabinet style machine has a sealed chamber with very low exhaust (Figure 3). The batch machine exhibits reduced drag-out and exhaust loss potentials. It was postulated that wash concentration would more naturally hold within a tight concentration range due to closed design. Figure 4: Batch Cleaning Study Losses between Water and Cleaning Agent over 20 Cycles When comparing Figures 2 and 4, the data finds that the batch system is much more consistent than the high volume and unbalanced cleaning solution loss rate for an in-line cleaning process. This allows for less adjustment in the make-up ratio while maintaining it close to the target concentration. This result also suggests that it is much more important to monitor and actively control the water / cleaning agent ratio in the non-closed cabinet applications. When controlling the wash bath, the following three factors must be understood in order to make accurate process adjustments: Need to Know: • Current Concentration • Current Tank Vol. • Total Tank Capacity Figure 3: Cabinet Style Batch Cleaning Machine Other key factors that the process owner may want to know: • Temperature • Accumulated Wash Hours • Total Consumption & Usage Rate • Soil Load / When to Dump Experimental #1 The purpose is to measure wash/cleaning agent ratio over an extended time period. For Batch Cabinet Style cleaning machines the following methodology was studied: • Three (3) leading manufacturers • Filled wash tank to normal operating level with known chemical concentration • Isolated all make-up (chemisty & water) • Loaded chamber with boards to create surface area When “control” or a process adjustment is required, how is it accomplished? It starts with accurate concentration measurement. There are several methods available, and the ideal choice depends on the type of cleaning agent being employed (homogeneous or multi-phase) and the operating range. Then use algebra to calculate how much water and fresh cleaning agent are needed to restore the ideal operating level and desired concentration. Then the fluid additions must be performed – accurately and safely. Once completed, the cycle starts over where after a period of operating time the concentration must be re-verified and corrected again. Manual Additions • Often driven by low level switch or alarm – Maybe OK for Batch – In-Line can change dramatically • Imprecise additions – “That looks about right” • High risk of spills / exposure True Process Control • Automatic, Controlled Chem. & Water additions • Maintain concentration +/- small tolerance • Eliminate operators making additions • Reduce routine sampling. • Best for highly dynamic systems. Figure 5: Manual Control Figure 7: Automated Process Control Semi-Automatic • Water driven proportioner – Years of proven experience – Adjustable injection rate • Batch: – Preferred solution – Set it and forget it….In Control • In-Line: – Works OK, but, often requires frequent operator adjustments Process Control Trending • True control enables powerful trending. • Early detection of issues before they escalate. – Valve leaks / mispositions – Spray misalignment • Real-Time alarms and notifications when threshold exceeded. Figure 8: Water / Cleaning Agent Additions using Process Control Additions Figure 6: Semi-Automatic Water / Solvent Proportioner When running an inline cleaning process, process control is necessary. When running Multi-Phase cleaning agents, process control is not straight forward. Process Control Methods must account for loss differences between the cleaning agent, water and soil to achieve accurate control. Process Control Methods: Refractive Index The speed of light varies as it passes through different materials. For example, light travels 1.33 times slower in water than it does in a vacuum. Refractive Index (RI) is determined by measuring the deflection of light as it passes between two materials of differing composition. While RI is a dimensionless number, the electronics industry traditionally measures the solute concentration in homogeneous solutions in degrees Brix. The Brix scale, which was developed in food & beverage industry, is based on the percentage of sugar dissolved in water; where 1°Brix equals 1% sugar by mass. Refractive index is therefore an approximate and relative measurement of the density of a solution. A near linear correlation is often found between concentration and RI. Most manual (analog and digital) and in-line refractometers are temperature compensated because of the impact that temperature has on fluid density. Because the refractometer optically “sees” into the solution the measurement can be affected by poor clarity or air bubbles. Non-homogeneous mixtures, where the beam of light passes through localized pockets of multiple liquid phases, are also problematic for consistent and accurate RI readings. Sonic / Acoustic Velocity Sonic Velocity (SV) and refractive index are similar in that they measure transmissive physical properties of a solution. However, where RI indirectly measures velocity change by angle of light deflection, sonic velocity is a direct measurement of the speed of sound in a single medium. This is accomplished by generating a specific signal using a transducer at one point and “listening” for the signal at a fixed distance away. The most common unit of measurement in sonic velocity is meters per second (m/s). Sonic velocity behaves similarly to the principles of sonar; it is affected by temperature and composition of the fluid. In general, sound travels faster in liquids than in air, and faster in solids than liquids. This phenomenon is often misinterpreted as resulting from the greater density of the faster medium. Sonic velocity is dependent on the elasticity and density of the medium. Elasticity refers to how a deformed object (or molecular lattice) “springs” back to its resting shape when the force is removed. Sound travels in compressive waves, which deform the medium as it propagates. Example 1: Air and hydrogen have similar elastic properties (bulk modulus for gases), while the density of hydrogen is less than air. Sound travels approximately 4 times faster in hydrogen due to its lower density. Example 2: Although the density of air is a fraction that of iron, iron’s elasticity is several orders of magnitude greater than air; thus sound travels faster (~14x) in iron than air. The greater the elasticity and the lower the density, the faster sound will travel through the medium. Temperature is also an important factor as it affects the density of aqueous solutions. Because the specific gravity of the excess solvent phase in typical splitting chemistries is near 1, the hypothesis is that sonic velocity measurements will have less interference than RI. Cleaning agent concentration correlations can be made by analyzing the changes in acoustical signature of the generated wave. The temperature coefficient of sound velocity in water is non-linear, which is reflected in the nonlinearity of sound curves of water-soluble substances. The temperature coefficient is approximately linear for other liquids, which is reflected in their concentration curves. Due to the signal processing requirements, manual analog measurements are not practical. Only within the last few years has this technology existed in a form exact enough to measure complex liquids, like multiphase aqueous cleaning solutions. Differential Density Differential density (DD) is a technique that is applicable to multi-phase cleaning agents because it is capable of differentiating between unique liquid phases. Differential density is sensitive to the amount of solvent present beyond the saturation point of the aqueous phase, making it fundamentally different from RI and SV in that it does not rely on transmissive properties alone. Formulators of multi-phase cleaning agents well understand the saturation point of their materials and have developed manual methods that correlate concentration to phase separation. By nature of the partial solubility, this is also a non-linear correlation. For nearly 10 years, differential density has been successfully used in automated concentration control and monitoring systems around the world and has proven accurate and reliable in controlling and monitoring complex cleaning processes. Method X: Experimental method to monitor both the wash bath concentration and soil loading introduced into the wash bath. This paper does not talk to technology behind this method. The method was included for comparison purposes for accurate control of wash concentration. Experimental #2 Phase 1 evaluated four measurement technologies versus known concentrations of a popular multi-phase aqueous cleaning agent. Using an analytical laboratory balance, solutions of known concentration were carefully prepared gravimetrically. To represent the typical operating range for modern aqueous cleaners, five samples each of 13%, 15% and 18% solutions were prepared for a total of fifteen samples. Statistical Discussion for Phase 1: To determine which statistical methods should be used to analyze the data gathered, the gravimetric samples were evaluated for a random distribution. The data was then tested for normality using the Anderson-Darling [1] normality test at a 95% confidence interval. The P-value was <0.05, confirming the data was not from a normal distribution; therefore, non-parametric statistics were used for the data set. The next step was to test for equal variances in the distribution of data between the gravimetrically known concentrations and the instrument readings. Levene’s Test [2] was selected due to the non-parametric data distribution and confirmed that at a 95% confidence interval there was equal variance between the methods and that the results were not due to random sampling of the population. The Mann-Whitney [3] test was then chosen to determine if there was a statistical correlation between the instrument readings and the known gravimetric concentrations. Table 1: Statistical Summary for Each Method Median (%) Avg Rank Z RI 11.25 19.2 -2.89 SV 15.72 38.4 2.03 DD 14.30 32.7 0.29 Method X 14.94 32.7 0.57 Solvent Phase Aqueous Phase Figure 9: Image of Unmixed 15% Multi-Phase Solution. Because the solubility of multi-phase cleaning agents in the aqueous phase varies with temperature, each solution was heated to 150°F / 65°C (upper limit of most cleaning processes) before taking any measurements. This was also important due to the temperature / density sensitivity of the instruments discussed previously. If a portion of any layer remained separated it could adversely affect the measurements; therefore, the samples were well agitated to ensure that all phases were thoroughly mixed. Each sensor technology was evaluated by immersing the probe into, or drawing a small sample from the heated reference solution. Refractive index measurements were taken manually using an analog hand-held refractometer due to observed fluctuations in the readings from digital refractometers. The Mann-Whitney test found that RI readings do not have a statistically significant correlation with the known concentrations of virgin chemistry. This was not unexpected due to the intrinsic challenges of measuring the refractive index of multi-phase cleaning agents. For the other three methods, the Mann-Whitney test found that there was a statistical correlation between their readings and known concentrations at a 95% CI. Figure 2 graphically summarizes this portion of the study by showing the means and standard deviation intervals for each of the four methods. The zero line represents the known concentration. For the intervals that cross (or touch) zero, there is no significant difference between the two means at a 95% confidence level. 5 Wave Solder Rosin Mann-Whitney tests were performed on each of the three sensor technologies to determine if there is a significant correlation with known concentrations when measuring the array of 15 flux loaded solutions. Using the 95% confidence level, the test result needed to be above 0.05 to show significant correlation to the gravimetric known values. Table 3: Mann-Whitney Test Results for Flux Figure 10: Interval Plots of Reading Differences @ 95% CI While RI has been successfully used for decades with homogeneous aqueous cleaning agents, it is not an accurate method for measuring virgin solutions of multi-phase type cleaning agents. The other three methods all cross or touch the zero line; therefore, they have statistically significant correlations to known concentrations. Sonic velocity and differential density are approximately equal in accuracy. Sonic velocity tended to overvalue the concentration, while differential density underestimated the concentration by a similar amount. The experimental Method X was the most accurate and had the tightest distribution. Future work is planned to allow for parametric analysis. Phase 2: The Effects of Dissolved Flux Residue The second portion of this study examined how varying soil load (dissolved flux) affected the concentration measurements. Because RI failed to have a significant correlation with virgin solvent splitting solutions, the method was excluded from further evaluation in Phase 2. Future work using similar methodology and statistical analysis is planned for RI and other applicable methods on homogeneous cleaning agents. The concentration was fixed at 15% using the same multiphase cleaning agent as in Phase 1. Samples were gravimetrically prepared in a consistent manner with Phase 1 using an analytical laboratory balance. Five diverse soldering materials were selected based on known acceptance in the industry. Table 2: Flux Materials Studied Flux ID Class Type Notes 1 2 Wave Solder No-Clean HF Paste Water-Soluble HF 3 Wave Solder Water-Soluble VOC-Free 4 Paste No-Clean HF Test Value Result Sonic Velocity 0.0014 Not Significant Diff. Density 0.0000 Not Significant Method X 0.3615 Significant Only experimental Method X demonstrated significance. This was a surprising result after years of successful field experience with the Differential Density sensor in process control applications. While no technique is completely immune to the effects of soil loading, this small sampling suggests that large discrepancies in measurement accuracy are possibly due to the nature of a particular soil rather than the method itself. Likewise, the negative effect of soil loading is not likely to have the same error factor for every measurement method. Upon closer inspection of the data, Flux #1 (halogen free, no-clean, wave solder) created the most variation in all three techniques. Table 4 shows the delta between measured reading and the known control concentration. If soil had no effect the difference would be 0%. The data is shown using a heat-map to help visually depict the magnitude of the measurement delta. Green is centered at 0%, red is used to show the maximum and minimum (5%, -5%). Table 4: Reading Differences in (%) for Flux #1, Average of Combined Average of Other Fluxes. Soil Load 1% 2% 3% 1% 2% 3% Method X -0.84 -1.56 Sonic Vel. 1.02 1.43 -2.21 3.36 Average of Other 4 Soils: -0.54 0.46 0.08 0.35 -0.09 0.31 Diff. Density 1.64 4.46 4.80 1.19 1.63 1.60 Modern fluxes (liquid, pastes, tacky, etc.) are complex formulations engineered to provide specific soldering properties. While there is some commonality in the alloys used, every solder manufacturer uses their own proprietary blend of additives to achieve specific fluxing characteristics. As a result, there are hundreds of distinct fluxes used in the marketplace today. Experience has shown that these minor differences lead to some materials being significantly more challenging or easier to clean. No two flux residues are the same. In much the same way, it is not surprising that some materials interfere with the various concentration measurement technologies more than others. This study shows that no technology is truly immune to the effects of soil loading and suggests that large discrepancies in measurement accuracy are possibly due to the nature of a particular soil rather than the method itself. Monitoring Soil Load Dissolved flux residues have long interfered with concentration measurement technologies applied to both homogeneous and multi-phase cleaning agents. Accurate process control is difficult to achieve without knowing how the dissolved soil load impacts the concentration reading. Non-volatile Residue (NVR) is the most accepted method of quantifying soil load today, however it must still be applied on a site-by-site basis to understand how a specific reading concentration reading may be affected based on the fluxes used. It is known that wash bath concentration cannot be accurately measured by conductivity analysis due to the ionic contribution from dissolved flux residues. This is true for both homogeneous and multi-phase cleaning agent types. Research is ongoing if it could be a contributing data point for measuring soil load in real-time. Inferences from Data Findings Experiment #1 Experiment #1 finds that the dynamic nature of the inline cleaning machine is far different from the batch cleaning machine. The batch cleaning machine contains the wash droplets within the chamber. There is less effect on evaporative and carry out losses. As such a proportioning device is suitable for controlling the batch cleaning machine process. The dynamic nature of the inline cleaning machine increases the evacuation losses out the exhaust stack. Water, with a higher vapor pressure than the wash chemistry ingredients, is lost at a faster rate than the ingredients within the cleaning agent. Additionally, loses from wetted parts tracking to the next section of the machine can vary dependent on the number of boards processed through the machine. Making up the wash bath with the preset water to cleaning agent ratio is not an accurate method for maintaining the wash concentration. Experimental #2: Phase 1 Multi-Phase electronic assembly aqueous cleaning agents separate into a phase with some of the ingredients soluble in water and other ingredients partially soluble in water. The insoluble phase is made up of solvents, which by design have partial solubility in water. The water phase carries the solvent droplet to the soil. The solvent droplet has a full concentration effect when encountering the soil. The full solvent effect improves cleaning. Multi-Phase cleaning agents are difficult to control. When either the water or solvent phase is lost preferentially, an adjustment must be made to account for the differential to accurately control the wash bath. Four control technologies were studied. Three of the four technologies, Sonic Velocity, Differential Density and Method X were successful in accounting for the water and solvent phases. Those technologies provided insight into the proper levels needed to replenish the water bath. Refractive Index was not an accurate method for controlling Multi-Phase cleaning agents. Experimental #2: Phase 2 Flux residue cleaned from electronic hardware accumulates within the wash bath. There is a point where the “critical soil loading level” is reached. At this point, the wash bath is dumped and a new charge is added to the machine. The desire is for a method to monitor loading “real-time.” One method provided statistical significance for real-time soil loading data. Sonic Velocity and Differential Density methods are suitable for monitoring and controlling wash concentration. Only the experimental Method X demonstrated statistical significance on a wide range of samples. Real Time Process Control From the three technologies studied for controlling a MultiPhase cleaning agent, Differential Density has been successfully integrated to control the water bath real time. Over time, patterns and detailed correlations can be measured to make the necessary adjustments to the wash bath (Figure 11). The process control system constantly monitors and adjusts the wash batch chemistry concentration. The system accurately maintains the wash bath within ±2%. Chemistry and Water Consumed The stored data can be used to monitor the health of cleaning process. Should PCBs be washed outside their specification limits, the system will alarm the operator. Manufacturing Engineers can use the data to make improvements, detect equipment issues and produce hardware within predesigned specifications. Figure 11: Process Control System Read Out During operation a sample is taken and captured by the control system. The sample is analyzed for both the water and solvent phases. Temperature of the wash bath is compensated for. The proper additions of water and cleaning agent to the wash bath occurs real time during make up. When charging the machine with a fresh bath, the system makes those additions based on the present concentration level desired. Conclusion: Manufacturers rely on precise control and monitoring of wash bath concentration for an accurate process window and confidence in their product quality. This research investigated four distinct concentration measurement technologies as they apply to non-homogeneous aqueous cleaning agents (multi-phase): Refractive Index Sonic Velocity Differential Density Experimental Method X Through non-parametric statistical analysis, three of the technologies show a strong correlation with chemical concentration. As suspected, and now statistically demonstrated, refractive index is not a reliable measurement of multi-phase cleaning agents. However, RI is a reliable measurement tool for homogeneous cleaning agents. From the methods that statistically control the water and solvent phases, a real time process control system can be designed to adjust and monitor process factors. Figure 12: Process Control Schematic Other real time information can be captured utilizing analog-to-digital I/O encoder interface and a barcode reader. Temperature probes, pressure transducers, pressure switches, resistivity meter and encoders enable process tracking over time. The system monitors and stores all process data in a Microsoft SQL database including: Date & Time PCB - CCA number PCB Serial number Wash & Rinse Tank Temperatures Wash & Rinse Spray Pressures Conveyor Speed Rinse Bath Resistivity Exhaust Stack Pressure Chemistry Concentration Wash Bath Life Future Research: This study provides new insight into commercially available and developing technologies for measuring the concentration of multi-phase aqueous cleaning agents. The authors plan to: 1.) Perform a similar statistical DoE on homogeneous cleaning agents, where refractive index is the most commonly used technique. 2.) Expand the data set of this study so that parametric statistical tests can be applied. 3.) Study the potential for secondary bath measurements to provide information on real-time soil loading. Acknowledgements: Kyzen would like to thank the following companies for providing flux and paste samples on a regular basis, which enable this soil study and others like it: Aim, Almit, Alpha (Alent), Ametech, Balver Zinn, Cobar, EFD, Elsold, Felder, Florida Cirtech, Heraeus, Indium, Interflux, Inventec, Kester, Koki, Multicore, Nihon Superior, Qualitek, Senju, Shenmao, Stannol, and Tamura. REFERENCES: [1] Yap, B, & Sim, “Comparisons of various types of normality tests”, Journal Of Statistical Computation & Simulation, 2011, v 81, n 12, pp: 2141-2155 [2] G.S. Katz, A.F. Restori, H.B. Lee, “A Monte Carlo Study Comparing the Levene Test to Other Homogeneity of Variance Tests”, North American Journal of Psychology, 2009, v 11, n 3, pp: 511-512 Hogg and E. Tanis,