Energy-Efficient Process Cooling
advertisement

Energy-Efficient Process Cooling
Introduction
The cooling of equipment and products is an integral part of many manufacturing
processes. This chapter begins by discussing guiding principles for reducing cooling energy
use. The chapter then describes typical process cooling systems used in manufacturing and
the approximate cost of cooling for each system. The body of the chapter discusses
common methods, organized according to the inside-out approach, for improving the
cooling system energy efficiency. For each method, the fundamental equations for
estimating savings are presented, and the method is illustrated with an example.
Principles of Energy-Efficient Process Cooling
Heat Exchange Effectiveness Approach
Cooling systems remove the required quantity of heat at the required temperature. An
energy balance on a system shows that the rate of heat removed, Q, is a function of heat
transfer effectiveness and temperature:
Q = UA (Tp – Tc) = m cp Tc
(1)
where UA is the overall heat transfer coefficient, Tp is the temperature of the process and
Tc is the temperature of the cooling fluid, m is mass flow rate and cp is the specific heat.
This relation demonstrates that cooling energy use can be reduced by either:
Increasing the required temperature of cooling, represented by Tc
Increasing heat transfer effectiveness, represented by UA, and subsequently
deceasing m or increasing Tc
Exergy Balance Approach
Exergy is a thermodynamic property derived from the combination of the First and Second
Laws of Thermodynamics. An exergy balance shows that useful work (exergy) is destroyed
in all real processes, and provides a method for quantifying the losses.
Exin – Exout – Edestroyed = d Exsystem /dt
Edestroyed = Exin – Exout – d Exsystem /dt
In cooling processes, important mechanisms of exergy destruction are:
Friction
Turbulence
Mixing
Heat transfer through large temperature differences
1
Mismatch between the quality of energy supplied and that needed by the end-use.
Minimizing these losses inevitably improves system efficiency. Thus, seeking to identify
and reduce these losses is a useful guide to improving cooling system energy efficiency.
Opportunities for Improving The Energy-Efficiency of Process Cooling Systems
Many energy systems, including process cooling systems, can be organized into energy
conversion, distribution and end use components. In process cooling systems, the
distribution system includes the pumps/fans, piping and tanks necessary to transport heat
from the process loads. Reducing required flow rate, m, leads to reduced friction losses
and reduced pump/fan energy costs. Similarly, increasing cooling fluid temperature
reduces heat gain into the cooling fluid during distribution. Reduced end-use and
distribution loads substantially reduce the total cooling load on the conversion equipment.
Moreover, cooling equipment energy use is decreased even more since most cooling
equipment runs more efficiently at part load and when delivering higher temperatures
than at full load with low cooling fluid delivery temperature. Thus, inside-out savings are
substantial. Finally, most plants that employ process cooling also employ process heating.
Looking across the entire plant for opportunities to simultaneously reduce process cooling
and heating loads can yield significant savings opportunities.
Combining the heat exchange effectiveness, exergy balance and inside-out approaches,
common opportunities to improve the energy efficiency of process cooling systems
include:
Reduce end use loads
o Add insulation to cold surfaces
o Add heat exchangers between heated and cooled processes
o Improve heat exchange effectiveness
Improve efficiency of distribution system
o Reduce friction and flow in piping systems
o Avoid mixing
o Avoid unnecessary heat exchange
Improve efficiency of energy conversion
o Use cooling towers in place of chillers when possible
o Use VFD drives on cooling tower fans
o Stage chillers to optimize part-load efficiency
o Use high efficiency chillers
Typical Process Cooling Systems and Cooling Costs
Many industrial processes use water to transport heat from the process or equipment back
to a primary cooling unit. The most common types of primary cooling units are cooling
2
towers, water-cooled chillers, air-cooled chillers and absorption chillers. In addition, water
is sometimes used in an open loop to cool processes or equipment and then discharged to
sewer. Finally, compressed air is sometimes expanded through vortex tubes to produce
cooling. Diagrams of these systems, and the approximate costs of cooling are shown
below. In all cases, the cost of electricity is assumed to be $0.10 /kWh, the cost of natural
gas is $10 /mmBtu and the cost of water is $6.00 per 1,000 gallons.
Cooling Tower
Cooling towers cool water by evaporating about 1% of the water passing through the
tower. A typical cooling tower cooling system is shown in Figure 1. The system uses an
open tank as a well for return water from the process and cooling tower. In the cooling
tower loop, water is pumped from the chilled water tank to the top of the cooling tower,
where it gravity feeds back to the chilled water tank. The process loop shown below
includes a bypass loop to accommodate flow from a constant speed pump if the water
required by the process loads varies.
Cooling Tower
Process
Load 1
Process
Load 2
Bypass
Valve
Chilled Water Tank
Cooling Tower Pump
Process Pump
Figure 1. Cooling tower system.
The approximate cost of cooling with a cooling tower can be estimated by considering a
cooling tower with a rating of 500 cooling-tower tons. A cooling-tower ton is 15,000
Btu/hr. Water flow through most cooling towers is 3 gpm per cooling-tower ton. Total
pressure rise through a cooling tower pump is frequently about 40 ft-H20, and pumps are
about 70% efficient. A cooling tower with a rating of 500 cooling-tower tons typically uses
a 30-hp cooling tower fan that is about 80% loaded. Both pump and fan motors are 90%
efficient. Thus, the pump power use, Pp, and fan power use, Pf, are about:
Pp = 1,500 gpm x 40 ft-H20 / (3,960 gpm-ft-H20/hp x 70% x 90%) x 0.75 kW/hp = 18 kW
Pf = 30 hp x 80% x 0.75 kW/hp / 90% = 20 kW
The rate of cooling provided, Q, electricity per unit cooling, E/Q, and electricity cost per
unit cooling, EC/Q, are:
3
Q = 500 cttons x 15,000 Btu/hr-ctton = 7.5 mmBtu/hr
E/Q = (18 kW + 20 kW) / 7.5 mmBtu/hr = 5 kWh/mmBtu
EC/Q = 5 kWh/mmBtu x $0.10 /kWh = $0.50 /mmBtu
In addition, cooling towers evaporate about 1% of water flow. Assuming the total of the
water and sewer charges for water is $6.00 per 1,000 gallons, the quantity of makeup
water per unit cooling, W/Q, and water cost per unit of cooling, WC/Q, are about:
W/Q = (1,500 gal/min x 60 min/hr x 1%) / 7.5 mmBtu/hr = 120 gal/mmBtu
WC/Q = 120 gal/mmBtu x $6.00 / 1,000 gallons = $0.72 /mmBtu
The total unit cost is of cooling, C/Q, with a cooling tower is about:
C/Q = EC/Q + WC/Q = $0.50 /mmBtu + $0.72 /mmBtu = $1.22 /mmBtu
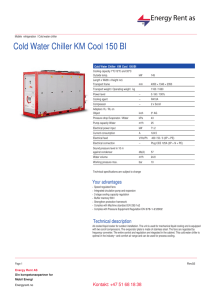
Water-Cooled Chiller
Chillers can provide lower temperature water than cooling towers. Water-cooled chillers
reject process and compressor heat by passing water from a cooling tower over condensor
coils of the chiller. A cooling system with a water-cooled chiller is shown in Figure 2.
Water-cooled chillers are slightly more energy efficient than air-cooled chillers, but require
the additional expense of a cooling tower. Water-cooled chillers require about 0.8 kW per
ton of cooling, including the cooling tower fan and pump. Thus, the electricity use per unit
of cooling, E/Q, and cost per unit cooling, C/Q, to provide 1 mmBtu of cooling are about:
E/Q = 0.8 kW/ton / 12,000 Btu/ton x 1,000,000 Btu/mmBtu = 67 kWh/mmBtu
C/Q = 67 kWh/mmBtu x $0.10 /kWh = $6.70 /mmBtu
Cooling Tower
Process
Load 1
Chiller
Cooling Tower Pump
Process Pump
Figure 2. Water-cooled chiller system.
4
Process
Load 2
Bypass
Valve
Air-Cooled Chiller
Air-cooled chillers reject process and compressor heat by blowing ambient air over
condensor coils of the chiller. A cooling system with an air-cooled chiller is shown in Figure
3. Air-cooled chillers are slightly less energy efficient than water-cooled chillers, but are
generally less expensive to purchase and easier to maintain. Air-cooled chillers require
about 1 kW per ton of cooling. Thus, the electricity use per unit cooling, E/Q, and cost per
unit cooling, C/Q, to provide 1 mmBtu of cooling are about:
E/Q = 1 kW/ton / 12,000 Btu/ton x 1,000,000 Btu/mmBtu = 83 kWh/mmBtu
C/Q = 83 kWh/mmBtu x $0.10 /kWh = $8.30 /mmBtu
Process
Load 1
Process
Load 2
Bypass
Valve
Chiller
Air
Process Pump
Figure 3. Air-cooled chiller system.
Absorption Chiller
Absorption chillers use heat rather than electricity as the primary source of energy. Thus,
absorption chillers can be powered with waste heat from other processes, or with a
dedicated source of heat such as a boiler. A cooling system with an absorption chiller is
shown in Figure 4.
Process
Load 1
Boiler
Steam
Absorption
Chiller
Process Pump
Figure 4. Absorption chiller cooling system.
5
Process
Load 2
Bypass
Valve
The efficiency of the absorption chillers increases with increasing temperature heat. The
coefficient of performance for absorption chillers powered with steam is about 1, thus
about 1 Btu of heat is required to generate a Btu of cooling. Assuming the steam is
generated by an 80% efficient boiler, the electricity use per unit cooling, E/Q, and cost per
unit cooling, C/Q, to generate 1 mmBtu of cooling are about:
E/Q = 1 Btu-heat / Btu-cooling / 80% x 1,000,000 Btu/mmBtu = 1.25 mmBtu-heat/mmBtucooling
C/Q = 1.25 mmBtu-heat/mmBtu-cooling x $10.00 /mmBtu = $12.50 /mmBtu-cooling
Open-Loop Water Cooling
In open-loop cooling, cooling water is discharged to the sewer after cooling a process. An
open-loop cooling system is shown in Figure 5.
From City Water Supply
Process
Load 1
Process
Load 2
To Sewer
Figure 5. Open-loop cooling system.
Assuming the temperature of the water increases by 10 F during the cooling process, the
quantity of water, V, needed to provide 1 mmBtu of cooling is about:
V = 1 mmBtu / (8.32 lb/gal x 1 Btu/lb-F x 10 F) = 12,000 gallons
Assuming the total water and sewer charge for water is $6.00 / 1,000 gallons, the cost per
unit cooling, C/Q, providing 1 mmBtu of cooling is about:
C/Q = 12,000 gallons/mmBtu x ($6.00 / 1,000 gallons) = $72 /mmBtu
Compressed Air Cooling
Compressed air cools when discharged to the atmosphere. This cooling effect can be
enhanced by a vortex tube. A schematic of a vortex tube is shown in Figure 6. Compressed
air enters through the top port, hot air is rejected through the right port and cool air is
supplied through the left port.
6
Figure 6. Vortex tube (EXAIR Corporation, 2007)
Performance specifications report that a typical vortex tube uses 150 scfm of compressed
air at 100 psig to produce 10,200 Btu/hr of cooling (EXAIR Corporation, 2007). Centrifugal
air compressors produce about 4.5 scfm of compressed air at 100 psig per hp of work
applied to the compressor. Assuming the air compressor motor is 90% efficient, the
electrical energy required to generate 1 mmBtu of cooling, E/Q, from a vortex tube is
about:
E/Q = [150 scfm / 4.5 scfm/hp x 0.75 kW/hp / 90%] / [10,200 Btu/hr x 1 mmBtu / 1,000,000
Btu]
E/Q = 2,723 kWh/mmBtu
The cost per unit cooling, C/Q, for generating 1 mmBtu of cooling with a vortex tube is
about:
C/Q = 2,723 kWh/mmBtu x $0.10 /kWh = $272 /mmBtu
Relative Costs of Process Cooling Systems
Based on these results, the cost of cooling varies from about $1 per mmBtu for cooling
towers, to about $10 per mmBtu for chillers, to about $70 per mmBtu for open-loop
cooling to about $270 per mmBtu for compressed air (Figure 7). These near order-ofmagnitude cost differences underscore the importance of avoiding compressed air and
open-loop water cooling, and using cooling towers instead of chillers whenever possible.
7
300
$/mmBtu cooling
250
200
150
100
50
0
Compressed air
Open loop
cooling
Chillers
Cooling towers
Figure 7. Comparative costs of cooling.
End Use: Add Insulation
Insulation reduces heat transfer into cooled tanks and piping, and decreases the likelihood
of condensation forming on the outside of the tanks and piping. Heat is transferred to
cooling equipment by radiation and convection. At large temperature differences,
radiation heat transfer becomes the dominant. At small temperature differences,
convection is dominant. Thus, in cooling applications, radiation heat gain can be neglected
with minimal error. The cooling energy savings, Qsav, from insulating a cooled surface are:
Qsav = A (1/R1 – 1/R2) (Ta – Tc) dt
(2)
Where A is the area of the cold surface, R1 and R2 are the thermal resistances between the
surface and air before and after adding insulation, Tc and Ta are the temperatures of the
cooling medium and ambient air, and dt is the time period considered. Even at small
temperature differences between cooling medium and ambient air, insulating cold
surfaces is generally cost effective.
Example
Consider an uninsulated tank at 40 F surrounded by plant air at 80 F. The total thermal
resistance of the metal tank and air film is 1 hr-ft2-F/Btu. Calculate the reduction in cooling
load and cooling energy cost from adding R-13 insulation to the tank if the cooling was
provided by an air cooled chiller at a cooling cost of $8.30 /mmBtu and the installed cost of
the insulation is $1.00 /ft2.
The reduction in cooling load from adding R-13 insulation to the tank, Qsav, would be:
Qsav = (1/1 – 1/14) (Btu/hr-ft2-F) x (80 F – 40 F) x 8,760 (hr/year) = 0.33 mmBtu/ft2-yr
8
The cost savings, Csav, would be:
Csav = 0.33 mmBtu/ft2-yr x $8.30/mmBtu = $2.80 /ft2-yr
The simple payback, SP, would be:
SP = Implementation Cost / Annual Savings
SP = [($1.00 /ft2) / ($2.80 /ft2-yr)] x 12 months/year = 4 months
End Use: Reduce Cooling Load with Heat Exchangers
Continuous Processes
Many manufacturing processes require heating at one stage of the process and cooling at
another. In many cases, the strategic use of heat exchangers can reduce both the heating
and cooling loads. Consider, for example, a process where a fluid is heated to some high
temperature and then cooled for packaging or further processing (Figure 9a). Both the
heating and cooling loads can be decreased by adding a heat exchanger to transfer heat
from the hot fluid before cooling (Figure 9b).
Qh1
T1
Qc1
T2
T3
A.
T2B
Qc2
Qh2
T1
T2A
T2
T3
B.
New HX
Figure 9. A. Original process. B. Process with additional heat exchanger.
To quantify the savings for installing an additional heat exchanger in this system, consider
the following relations. The original heating and cooling loads, Qh1 and Qc1, are the
product of the mass flow rate, m, specific heat, cp, and temperature, T, differences across
the heat exchangers. Defining the product of the mass flow rate and specific heat as the
mass capacitance, mcp, gives the following relations for the heating and cooling loads in
the original configuration.
9
Qh1 = mcph (T2 – T1)
Qc1 = mcpc (T2 – T3)
(3)
(4)
Heat exchanger effectiveness, e, is defined as the ratio of actual heat transfer, Qhx, to the
maximum heat transfer, Qm. The maximum heat transfer is the product of the minimum
mass capacitance of the hot and cold streams, mcpmin, and the difference of the incoming
temperatures. Thus, the rate of heat exchange is:
Qhx = e mcpmin (T2 – T1)
(5)
After the heat exchanger has been added, the new temperatures T2A and T2B can be
calculated from energy balances on the fluid as it passes through the heat exchanger.
Qhx = mcph (T2A – T1) = mcpc (T2 – T2B)
(6)
The total heat transfer can also be represented in terms of the log mean temperature
difference Tlm where U is overall conductance of the heat exchanger and A is the heat
exchange surface area:
Qhx = U A Tlm
(7)
The log mean temperature difference Tlm is:
Tlm = (TB – TA) / ln(TB / TA)
Tlm = TB = TA
if mcph <> mcpc
if mcph = mcpc
(8)
If the heat exchanger is a counter-flow design, the temperature differences are:
TB = T1 – T2B
and
TA = T2A – T2
(9)
Example
Consider a system that heats 20 gpm of soup from 70 to 200 F then cools it to 40 F for
packaging. The density of the soup is 8.32 lb/gal and the specific heat is 1 Btu/lb-F. The
overall efficiency of the boiler system delivering the required heat is 70% and the electrical
power requirement of the air cooled chiller that delivers the required cooling is 1 kW/ton.
Calculate the reduction in heating and cooling energy use if a 50% effective heat exchanger
where added between the heating and cooling operations. If the overall conductance of
the heat exchanger is 10 Btu/hr-ft2-F, calculate the required surface area of the heat
exchanger.
The product of the mass flow rate and specific heat, mcp, is:
mcp = 20 gpm x 60 min/hr x 8.32 lb/gal x 1 Btu/lb-F = 9,984 Btu/hr-F
10
The current heating and cooling loads are:
Qh = mcp (T2 – T1) = 9,984 Btu/hr-F x (200 F - 70 F) = 1,297,920 Btu/hr
Qc = mcp (T2 – T3) = 9,984 Btu/hr-F x (200 F - 40 F) = 1,597,440 Btu/hr
The heat transferred, Qhx, by a 50% effective heat exchanger would be:
Qhx = e mcpmin (T2 – T1)
Qhx = 0.50 x 9,984 Btu/hr-F x (200 F - 70 F) = 648,960 Btu/hr
The reduction in heating and cooling energy use would be:
Qhsav = 648,960 Btu/hr / 0.70 = 927,086 Btu/hr
Qcsav = 648,960 Btu/hr x 1 ton / 12,000 Btu/hr x 1 kW/ton = 54.08 kW
From energy balances on the fluid streams, the exit temperatures from the new heat
exchanger are:
T2A = T1 + Qhx / mcph = 70 F + 648,960 Btu/hr / 9,984 Btu/hr-F = 135 F
T2B = T2 - Qhx / mcph = 200 F - 648,960 Btu/hr / 9,984 Btu/hr-F = 135 F
If the heat exchanger is a counter-flow design, the temperature differences and log mean
temperature are:
TB = T1 – T2B = 70 F – 135 F = -65 F
TA = T2A – T2 = 135 F – 200 F = -65 F
Tlm (when mcph = mcpc) = TB = TA = 65 F
If the heat exchange coefficient is 10 Btu/hr-ft2-F, the required heat exchanger surface area
is:
A = Qhx / [U Tlm] = 648,960 Btu/hr / (10 Btu/hr-ft2-F x 65 F) = 998 ft2
Determining Heat Exchanger Effectiveness for Maximum Energy Savings
The maximum heat transferred between the two streams is limited by the smaller of Qh1
and Qc1, where:
Qh1 = m cp (T2 – T1)
Qc1 = m cp (T2 – T3)
11
Thus, if Qh1 is smaller, then (T2 – T1) < (T2 – T3) and energy savings are maximized by
eliminating Qh1. In this case, T2A should approach T2 and
Qhx = emax mcp (T2 – T1) = mcp (T2A – T1) = mcp (T2 – T1)
emax = 1.0
If Qc1 is smaller, then (T2 – T1) > (T2 – T3) and energy savings are maximized by
eliminating Qc1. In this case, T2B should approach T3 and
Qhx = emax mcp (T2 – T1) = mcp (T2 – T2B) = mcp (T2 – T3)
emax = (T2 – T3) / (T2 – T1)
The rule can be summarized in Boolean logic as:
IF (T2 – T1) < (T2 – T3) THEN
emax = 1.0
ELSE
emax = (T2 – T3) / (T2 – T1)
END IF
(10)
Example
Determine the heat exchanger effectiveness that maximizes energy savings if a) T1 = 70 F,
T2 = 200 F and T3 = 40 F and b) T1 = 40 F, T2 = 200 F and T3 = 70 F.
a) For T1 = 70 F, T2 = 200 F and T3 = 40 F:
(T2 – T1) = 200 F – 70 F = 130 F
(T2 – T3) = 200 F – 40 F = 160 F
Thus, (T2 – T1) < (T2 – T3) and emax = 1.0
b) For T1 = 40 F, T2 = 200 F and T3 = 70 F:
(T2 – T1) = 200 F – 40 F = 160 F
(T2 – T3) = 200 F – 70 F = 130 F
Thus, (T2 – T1) > (T2 – T3) and emax = (T2 – T3) / (T2 – T1) = (130) / (160) = 0.813
Batch Processes
The same principal of transferring heat from processes requiring cooling to processes
requiring heating is also applicable for processes with multiple tanks. In general, it is cost
effective to transfer heat between processes, whenever the processes that need cooling
are 10 F higher than the process that need heating; transferring heat across smaller
12
temperature difference requires very large heat exchangers and the cost of the heat
exchanger can outweigh the possible savings. When multiple options for transferring heat
exist, the “pinch” approach can determine the configuration which maximizes savings.
Consider for example, the following case study. The maximum temperatures of the
processes that require cooling are shown in the Table 1. The table also shows those design
values for the associated heat exchangers and pumps. The largest cooling load is for the
three 35,000-gallon work tanks.
Table 1. Maximum temperatures of tanks which require cooling
Tanks That Need Cooling
Name Tmax (F) Q (mmBtu/hr) V (gpm)
5.6
115
1
400
5.1
130
1
400
Work
145
3 x 15
3 x 1,720
The minimum temperatures for several heated rinse tanks are shown in the Table 2. Table
2 also shows those design values for the associated heat exchangers and pumps.
Inspection of the Tables 1 and 2 indicates that heat could be cost effectively transferred
from the work tanks at 145 F to all rinse tanks with temperatures of 135 F or lower in order
to decrease the steam heating load in the plant.
Table 2. Minimum temperatures of tanks that require heating.
Tanks That Need Heating
Name Tmin (F) Q (mmBtu/hr)
5.1
165
5.2
5.2
165
5.2
5.3
165
2.2
5.4
160
2.4
5.5
165
2.4
5.8
125
2.0
5.9
130
2.1
5.11
130
2.1
5.13
130
2.1
5.15
145
2.2
5.16
120
2.0
5.17
120
2.0
5.18
145
2.2
13
V (gpm)
1,060
1,060
530
530
530
530
530
530
530
530
530
530
530
Heat Exchanger Network Analysis
One way to visualize the potential for heat recovery is by plotting composite curves for the
cooling and heating processes on a temperature versus enthalpy diagram. To construct a
composite cooling curve, the process lines showing the temperature drop versus energy
loss for all processes that require cooling are linked. Similarly, a composite heating curve is
constructed by linking the process lines showing the temperature gain versus energy gain
for all processes that require heating. The composite heating curve can then be translated
horizontally until the minimum temperature difference between the two curves is 10 F.
The overlapping section where the cooling curve is greater than the heating curve
represents processes where heat can be cost-effectively transferred from cooled processes
to heated processes. Utility heating is still necessary on the non-overlapping portion of the
heating curve. Similarly, utility cooling is still necessary on the non-overlapping portion of
the cooling curve.
The original and shifted composite cooling and heating curves for this case study are
shown in Figure 10. The curves show that the work tanks could transfer heat to rinse tanks
5.8, 5.16 and 5.17 since an adequate temperature difference exists. This would
simultaneously reduce the heating load and cooling loads.
T (F)
Original Composite Curves
180
170
160
150
140
130
120
110
100
Tc
Th
0
5
10
15
20
Q (mmBtu/hr)
14
25
T (F)
Shifted Composite Curves
180
170
160
150
140
130
120
110
100
Tc
Th
0
10
20
30
40
Q (mmBtu/hr)
Figure 10. Original (A) and shifted (B) composite curves.
End Use: Reduce Cooling By Improving Heat Transfer
With improved heat transfer effectiveness, the same quantity of heat can be transferred
with smaller flow rates or smaller temperature differences. Reducing flow rates and
temperatures reduces energy losses and improves system efficiency.
Consider the following graphs of heat transfer effectiveness for counter flow, cross flow
and parallel flow heat exchanger configuration. The effectiveness of cross flow heat
exchange is always greater than the effectiveness of the other configurations
Figure 11. Heat transfer effectiveness for counter flow, cross flow and parallel flow heat
exchange (Incropera and DeWitt, 1996).
The equations for heat exchanger effectiveness are:
Ch = mh * cph
Cc = mc * cpc
Cmin = min(Ch, Cc)
15
Cmax = max(Ch, Cc)
Cr = Cmin / Cmax
NTU = UA/Cmin
Cross flow:
e = 1-exp[(1/Cr)*(NTU0.22)*{exp((-Cr)*(NTU0.78))-1}]
Counter flow: e = [1 - exp(-NTU (1-Cr))] / [1 – Cr*exp(-NTU (1 - Cr))]
(use Cr = 0.999 when Cr = 1.0)
Q = e*Cmin*(Th1-Tc1)
Example
Consider cross flow heat transfer between extruded plastic and cooling water. Currently
mcpmin = 83.2 Btu/min-F, NTU = UA/Cmin = 3, Cmin/Cmax = 1.0, the temperature of the
extruded plastic is 300 F and the entering temperature of chilled water is 50 F. Calculate
the rate of heat transfer, and the required entering water temperature if the mode of heat
transfer were converted from cross flow to counter flow.
The effectiveness of cross flow heat transfer for NTU = 3, Cmin/Cmax = 1.0 is:
e = 0.69
The rate of heat transfer is:
Q = e mcpmin (Tp – Tw1) = 0.69 83.2 (300 – 50) = 14,352 Btu/min
The effectiveness of counter flow heat transfer for NTU = 3, Cmin/Cmax = 1.0 (use
Cmin/Cmax = 0.999) is:
e = 0.78
An energy balance on the process gives:
Q = e mcpmin (Tp – Tw1)
4,352 Btu/min = 0.78 83.2 (300 – Tw1)
Tw1 = 79 F
A cooling tower, which use about 1/10 as much energy per unit cooling as a chiller could
supply 79 F water much of the year. Thus, improving the effectiveness of heat transfer and
running a cooling tower instead of a chiller would reduce cooling energy costs by about 10
times.
16
Distribution System: Avoid Mixing
Unnecessary mixing of hot and cold streams inevitably leads to losses. Consider for
example, the case of a common hot and cold water tank, as shown in Figure 1. The system
uses an open tank as a well for return water from the process and cooling tower. In the
cooling tower loop, water is pumped from the chilled water tank to the top of the cooling
tower, where it gravity feeds back to the chilled water tank.
Adding a wall inside the chilled water tank to separate the hot and cold sides of the tank,
as shown in Figure 10, would minimize mixing. This would decrease the temperature of
water to the process loads and increase the temperature of the water to the cooling tower.
Cooling Tower
Process
Load 1
Process
Load 2
Bypass
Valve
Tp2
Chilled Water Tank
Tc1
Cooling Tower Pump
Tp1
Tc2
Process Pump
Figure 12. Process with separate hot and cold water tanks.
Cooling tower water outlet temperature is a function of the temperature drop of the water
through the cooling tower, called the range, and the ambient wet bulb temperature. In
this process shown in Figures 1 and 12, the range is set by the process load. Thus, simple
energy balances show that the temperature of the water to the process loop is reduced by
an amount equal to the temperature range by splitting the tanks. This reduced supply
temperature could enable more production if cooling was a constraint. Alternately, the
cooling tower could be set to run at the lower fan speeds if set so the temperature of
water supplied to the process was the same as with a single tank.
Distribution System: Eliminate Unnecessary Heat Exchangers
The efficiency of a well-insulated heat exchanger approaches 100%, meaning that all of the
heat extracted from the hot fluid is transferred to the cold fluid with no energy loss. This
does not mean, however, that use of heat exchangers does not incur an energy use
penalty. Heat exchangers require temperature difference to transfer heat, and exergy is
always destroyed during heat transfer through a finite temperature difference. In heat
exchangers, this exergy destruction manifests itself by requiring hotter temperatures on
the hot side and/or colder temperatures on the cold side. Generating these excess
temperatures requires more energy. In addition, friction losses through heat exchangers
require more energy from pumps and fans to push the fluids. Thus, eliminating
unnecessary heat exchangers improves the efficiency of process cooling systems.
17
Example: Eliminate HX Between Backup Chiller and Process Cooling Loop
The current piping system is shown below. In this system:
the flow rates through each side of the current HX are the same
the effectiveness of the current heat exchanger is 0.50
the pressure drop through the current HX is 15 psig.
the temperatures of the supply water to the process and return water from the process
are 55 F and 60 F.
the process cooling load is 150 tons
the system operates 1,000 hours per year
Th1
Tc2
Qp
Chiller Pump
Process Pump
Th2
Process HXs
Tc1
Plate Frame HX
Backup Chiller
Calculate the chiller electricity savings (kWh/yr) and pump electricity savings (kWh/yr)
from removing the heat exchanger so that chilled water from the backup chiller flows
directly to the process as shown below.
Chiller Pump
Process Pump
Process HXs
Backup Chiller
To calculate savings, assume the heat added to the water by the pumps is negligible after
HX is removed and the pressure drop at Ts connecting process and chiller loops is
negligible.
Chiller Electricity Savings
Heat added by the process, Qp, is:
Qp = (m cp) (Th2– Th1)
18
Heat added by the process, Qp, is also transferred by the heat exchanger to the backup
chiller. According heat exchanger effectiveness theory, the heat is:
Qp = e (m cp)min (Th1 – Tc1)
If (m cp) is the same on both sides of the heat exchanger, combing equations and solving
for Tc1 gives:
Tc1 = Th1 – (Th2 - Th1) / e
If the heat exchanger were removed, the leaving water temperature of the chiller could be
increased to the minimum temperature required by the process:
Tc1 = Th1
The following relation gives chiller EER as a function of leaving water temperature, LWT,
when the condenser air temperature is 75 F.
EER (Btu/Wh) = 4.688564 + 0.20999 * LWT (F) -.000518143 * LWT (F) ^ 2
Chiller electricity use is given by:
Welec (kWh/yr) = Qevap (kBtu/hr) / EER (Btu/Wh) x HPY (hr/yr)
Using the equations from above and these values, the savings would be about:
19
CHILLER
Current
Th1 (F)
Th2 (F)
e
Tc1 (F) = Th1 – (Th1 - Th2) / e
EER (Btu/Wh)
Qp (tons)
HPY (hr/yr)
We (kWh/yr) = Qp (kBtu/hr) / EER (Btu/Wh) x HPY (hr/yr)
Proposed
Tc1 (F) = Th2
EER (Btu/Wh)
Qp (tons)
HPY (hr/yr)
We (kWh/yr) = Qp (kBtu/hr) / EER (Btu/Wh) x HPY (hr/yr)
Savings
Ws (kWh/yr) = We,current - We,proposed
60
55
0.5
50
13.89
150
1000
129,564
55
14.67
150
1000
122,694
6,870
Pump Savings
From an energy balance, the water flow rate on the process side is:
V = Qp / (p cp (Th1- Th2))
-H20) is:
-H20/psi)
The fluid power, Wf, and electrical energy, We, to push water through each side of the
heat exchanger is:
Wf
total (ft-H20) / 3,960 (gal-ft-H20/min-hp)
We (kWh/yr) = Wf (hp) x 0.75 (kW/hp) / (Epump Emotor) x HPY (hr/yr)
If the heat exchanger were removed, and the flow rates were reduced to the current
values by slowing the pumps or trimming the impellors, the total pump energy savings, Ws,
would be:
Ws (kWh/yr) = 2 We (kWh/yr)
Plate and frame heat exchangers are typically designed with a pressure drop of 15 psi on
each side. We assume the pumps are 70% efficient, the pump motors are 92% efficient. If
so, the total pump energy savings would be about:
20
PUMP
Qp (tons)
(Th1- Th2) (F)
V (gpm) = Qp / (p cp (Th1- Th2))
dP (psi)
dh (ft-H20) = psi x 2.31 ft-H20/psi
Wf (hp) = V (gal/min) dh (ft-H20) / 3,960 (gal-ft-H20/min-hp)
Epump
Emotor
HPY (hr/yr)
Ws (kWh/yr) = 2 x Wf / (Epump Emotor) * HPY
150
5
721
15
34.65
6.310
0.7
0.92
1000
14,697
Distribution System: Employ Variable Speed Pumping on Process Loops
Many chilled-water cooling systems are candidates for variable frequency drive (VFD)
pumping retrofits. For example, consider process cooling system shown in Figure 14. The
cooling system consists of two pumping loops: a cooling tower loop and a process loop.
VFDs are generally not applied to the cooling tower loop since cooling tower
manufacturers generally recommend that cooling tower water flow be kept constant. On
the other hand, varying production schedules and parts often result in highly variable
process cooling loads. Thus, process cooling loops are often candidates for variable speed
pumping retrofits.
bypass /
pressure
relief
valve
cooling
tower
dP
cooling
water to
process
loads
7.5 hp
pump
city water
make-up
25 hp
pump
reservoir
warm
water
VSD
cool
water
process water return
Figure14. VFD pumping retrofit to process cooling loop.
VFD pumping retrofits typically require making three changes to the existing pumping
system:
21
Install a VFD on the power supply to the pump motor. In parallel pumping configurations,
one VFD is generally needed for each operational pump, but not for the backup pump.
If some flow will always occur through process loads, close all valves on the bypass piping.
If all flow through process loads could be shut off, then it is necessary to maintain some
flow through the bypass loops to ensure proper pump operation. Minimum flow through
the pumps can be assured by installing a pressure-controlled valve on the bypass loop that
opens as the pressure difference across the valve increases.
Install a differential-pressure sensor between the supply and return headers at the process
load located the farthest distance from the pump. Determine the pressure drop needed to
guarantee sufficient flow through the farthest process load at this point. Control the speed
of the VFD to maintain this differential pressure.
Pumping power savings from VFD retrofits can be significant, because pump affinity laws
show that fluid power, Wf, varies with the cube of flow, V,.
Wf2 = Wf1 (V2 / V1)3
(12)
However, after accounting for the reduced efficiency of the motor, pump and VFD at low
loads, electrical power to the VFD, We, generally varies with the 2.5 power of flow.
We2 = We1 (V2 / V1)2.5
(13)
Moreover, all energy added to the cooling water by pumps must be removed by the
cooling tower or chiller. Hence, reducing pumping power also reduces cooling energy
requirements.
Example: Add VFD to Process Pump
Currently, the process pump runs continuously and draws 32 kW of power. Each process
load runs 14 hours per day. The valves that control the flow of water to the process loads
are two way valves; hence, excess water is diverted through the primary bypass valve. The
total specific power requirement of the chiller is 1 kW/ton, and the chiller can
accommodate variable chilled-water flow through the evaporator. Calculate the pump
electricity savings (kWh/yr) and chiller electricity savings (kWh/yr) from adding a VFD and
differential-pressure sensor between the supply and return headers to control the VFD.
22
Bypass Valve
Close Bypass Valve
dP
Chiller
Chiller
VFD
Process Pump
Process Pump
Current system
Proposed System
Assuming the current pump is sized for peak chilled water demand, the ratio of required to
peak flow is about:
V2/V1 = 14/ 24 = 0.583
Based on these observations, the savings would be about:
Current
HPY (hr/yr)
Pump power P1 (kW)
Pump electricity use E1 (kWh/yr) = P1 HPY
8,760
32.00
280,320
Proposed
Frac flow rate required (V2/V1)
Pump power P2 (kW) = P1 x (V2/V1)^2.5
Pump electricity use E2 (kWh/yr) = P2 HPY
0.5833333
8.32
72,853
Pump Savings
Demand savings DS (kW) = P1 - P2
Electricity savings ES (kWh/yr) = E1 - E2
23.68
207,467
Chiller Savings
Cooling Load Reduction (Btu/hr) = DS 3,412 / 12,000
6.73
Specific Chiller Power (kW/ton)
1.00
Electricity savings ES (kWh/yr) = SPC CLR HPY
58,990
23
Distribution System: Eliminate Throttling of Cooling Tower Water
Many cooling tower water supply pumps are oversized. After installation, throttling valves
are partially closed to deliver the required flow to the cooling tower. This results in a
continuous waste of pumping energy (see figure below). More efficient methods of
controlling flow are to slow the pump with a VFD or trim the pump impellor.
100%
Power (%)
80%
60%
40%
20%
0%
0%
20%
40%
60%
80%
100%
Volume Flow Rate (%)
Outlet Damper
Variable Inlet Vane
Variable Frequency Drive
Example
Currently, the throttling valve on the water supply to a cooling tower is 50% open. The
cooling tower operates continuously. The 30-hp cooling tower pump was designed to be
80% loaded at full flow. The pump motor is 92% efficient. Calculate the savings from
opening the balancing valves and adding a VSD to the cooling tower pump.
Bypass Valve
Flow
Throttled
Bypass Valve
Valve
Full
Open
Cooling Towers
Cooling Towers
Chillers
Chillers
VFD
Cooling Tower Pump
Process Pump
Cooling Tower Pump
24
Process Pump
According to the figure above, pump power is reduced to about 82% by the balancing
valves at 50% of full flow. If the balancing valves were fully open, and a VFD were installed
to slow the pump, pump power would be reduced to 28% at the same flow. Based on
these observations, the savings would be about:
Current
HPY (hr/yr)
Pump rated power Pr (hp)
Pump motor efficiency Em
Frac Loaded at full flow FL0
Pump power at full flow Pf (kW) = Pr FL0 (.75kW/hp) / Em
Frac loaded after throttling FLt
Pump power P1 (kW) = Pf FLt
Pump electricity use E1 (kWh/yr) = P1 HPY
8,760
30
0.92
0.80
19.57
0.82
16.04
140,541
Proposed
Frac loaded after VFD FLvfd
Pump power P2 (kW) = Pf FLvfd
Pump electricity use E2 (kWh/yr) = P2 HPY
0.28
5.48
47,990
Savings
Demand savings DS (kW) = P1 - P2
Electricity savings ES (kWh/yr) = E1 - E2
10.57
92,551
Cooling Tower Performance
The performance of a typical cooling tower at water flow rates of 3 gpm/ton of
refrigeration and 5 gpm/ton of refrigeration is shown below. The actual heat rejected by
the cooling tower is sum of the refrigeration load and power input to the chiller. Because
chillers typically operate at a COP of about 4.0, one ton of refrigeration is equivalent to
Actual cooling load = 1 ton refrigeration + 1 ton refrigeration / COP
Actual cooling load = 12,000 Btu/hr + 12,000 Btu/hr / 4 = 15,000 Btu/hr
Hence cooling tower tons are defined to be 15,000 Btu/hr. Similar performance data for
specific cooling towers can be obtained from the manufacturer.
These curves predict the temperature of the cold water leaving the cooling tower as a
function of the water temperature range (Th-Tc) and entering air web bulb temperature.
Temperature range is generally known and can be used as an input value in these charts,
since the temperature range is set by the water flow rate and heat rejection rate of the
condenser.
25
Source: ASHRAE Handbook, HVAC Systems and Equipment, 2004.
Relations for the temperature of cooling water leaving the tower, Tc, can be derived from
regressing data from the 3 gpm/ton and 5 gpm/ton curves shown above. The relation and
regression coefficients are shown below. The R2 for these relations exceeds 0.995 and the
average error, [abs(Tc – Tc,pred)], is less than 0.8 F.
Tc = a + b Twb + c Tr + d Twb2 + e Tr2 + f Tr Twb
Coef
a
b
c
d
e
f
3 gpm/ton
16.790751
0.6464308
2.2221763
0.0016061
-0.0159268
-0.015954
5 gpm/ton
24.6299229
0.45007792
3.32229591
0.00261818
-0.0324886
-0.0190476
Use Cooling Towers Instead of Chiller When Possible
Because cooling towers use about 1/10 as much electrical energy as chillers to deliver the
same amount of cooling, it is advantageous to use cooling towers in place of chillers
whenever possible. This can be done by installing a heat exchanger between the cooling
towers and the process load, and directing flow through the heat exchanger instead of the
chillers whenever possible.
26
Cooling Tower
Bypass
Valve
Chiller
Open Tank
Process Pump
Cool Tower Pump
Chiller
Process Pump
Cool Tower Pump
Cooling Tower
Bypass
Valve
Chiller
Open Tank
Process Pump
Cool Tower Pump
Chiller
Process Pump
Plate Frame HX
Cool Tower Pump
Cooling systems with and without heat exchanger to enable direct cooling by cooling
tower.
Example
A continuous cooling process requires 100 tons of 70 F chilled water and returns the water
at 80 F. The water is supplied by a water-cooled chiller using 0.60 kW/ton of process
cooling. Using binned weather data for Dayton, Ohio, determine energy savings from
operating the cooling tower instead of the chiller whenever possible.
The current power requirement of the chiller, P1, is:
P1 = 100 tons x 0.60 kW/ton = 60 kW
27
The first five columns of the table below show binned weather data for Dayton, Ohio. The
temperature of water delivered by the cooling tower, Tc, is calculated using the following
relation with coefficients for 3 gpm/ton and is shown in column 7:
Tc = a + b Twb + c Tr + d Twb2 + e Tr2 + f Tr Twb
StrTemp EndTemp
T(F)
Twb(F)
hrs1-24
Tr (F)
======== ======== ======== ======== ======== ========
90
94
91
75.2
1
10
85
89
87
72.5
87
10
80
84
82.2
69.4
338
10
75
79
76.8
66.7
502
10
70
74
72.4
64.8
661
10
65
69
67.9
61.4
865
10
60
64
62.4
56.4
943
10
55
59
57
51.6
735
10
50
54
52
47.1
644
10
45
49
47.4
42.9
505
10
40
44
43.2
39.8
644
10
35
39
37.5
35.6
713
10
30
34
32.1
31.4
726
10
25
29
27.5
27.9
438
10
20
24
23.2
24.9
343
10
15
19
17.7
21.1
292
10
10
14
12.2
17.5
156
10
5
9
7.3
14.3
87
10
0
4
2.7
11.3
50
10
-5
-1
-1.3
8.7
29
10
-10
-6
-5.1
6.4
1
10
Total hours when Tc < 70 F =
6,306
Tc (F)
======
83.1
81.2
78.9
77.0
75.7
73.4
70.0
66.8
63.9
61.3
59.3
56.8
54.3
52.3
50.5
48.4
46.4
44.7
43.1
41.8
40.6
Summing the number of hours in all temperature bins when Twb < 70 F, gives 6,306 hours
per year. Thus, the energy savings, Es, from turning off the chiller whenever the cooling
tower could deliver 70 F water would be:
Es = P1 x dt = 60 kW x 6,306 hours/year = 378,360 kWh/yr
The power requirement of cooling tower pumps and fans is about 0.06 kW/ton. Thus, the
fraction savings, fs, from running the cooling tower instead of the chiller is:
fs = 0.06 kW/ton / (0.06 kW/ton + 0.60 kW/ton) = 91%
Cooling Tower Performance at Reduced Air Flow Rates
Cooling tower cooling capacity decreases at reduced air flow rates. The relation between
fraction cooling capacity and fraction fan speed for a typical cooling tower is shown below.
28
Fan Speed vs Cooling Tower Cooling
Fraction Fan Speed
1.0
0.8
0.6
0.4
0.2
0.0
0.0
0.2
0.4
0.6
0.8
1.0
Fraction Cooling Capacity
Regressing this data gives the following relation between Fraction Fan Speed, FFS, and
Fraction Cooling Capacity, FQ:
FFS = -0.08173 + 1.185565 FQ - 1.13455 FQ2 + 1.02769 FQ3
Cooling tower fan power varies with air flow rate according to fan affinity laws. Thus, fan
power savings from VFD retrofits can be significant, because fan affinity laws show that
fluid power, Wf, varies with the cube of flow, V,.
Wf2 = Wf1 (V2 / V1)3
(15)
However, after accounting for the reduced efficiency of the motor, fan and VFD at low
loads, electrical power to the VFD, We, generally varies with the 2.5 power of flow.
We2 = We1 (V2 / V1)2.5
(16)
Example
A cooling tower has a single speed 20 hp fan that cycles on and off to deliver cooling water
at a set-point temperature of 80 F. When running, the fan is 95% loaded and 90% efficient.
The wet-bulb temperature is 60 F and the temperature range of the cooling water is 10 F.
Determine the fan energy savings from adding a variable frequency drive to the cooling
tower fan and modulating fan speed to achieve the desired set-point temperature.
A cooling tower with a cycling fan can be modeled as:
29
Th
Ql raises temperature by dTl
Th
Tc
Tm
An energy balance on Tm, in terms of the fraction of time the cooling tower fan is on, fon,
gives:
1) Tm = fon Tc + (1-fon) Th
The temperature range across the cooling tower, Tr, is:
2) Tr = Th – Tc
The regression for Tc in terms of Tr and Twb is:
3) Tc = a + b Twb + c Tr + d Twb2 + e Tr2 + f Tr Twb
An energy balance on the load gives:
4) Th - Tm = dTl
This system of 4 equations has 4 unknowns (fon, Tc, Th, Tr). Solving the system when Tm =
80 F, Twb = 60 F and dTl = 10 F gives:
fon = 0.7128
The average power of the fan, P1, is:
P1 = 0.7128 x 20 hp x 0.95 / 0.90 x 0.75 kW/hp = 11.29 kW
For a variable speed fan, the fraction fan speed, FFS, to generate the required cooling at
fon is:
FFS = -0.08173 + 1.185565 FQ - 1.13455 FQ2 + 1.02769 FQ3
FFS = -0.08173 + 1.185565 (0.7128) - 1.13455 (0.7128)2 + 1.02769 (0.7128)3 = 0.5591
30
Assuming power varies with the 2.5 power of flow, the electrical power by a VFD fan, P2,
would be:
P2 = P1 (V2 / V1)2.5 = 11.29 kW x 0.55912.5 = 2.64 kW
The power savings, PS, would be:
PS = P1 – P2 = 11.29 kW - 2.64 kW = 8.65 kW
The fraction savings, fs, from replacing the single-speed fan with the VFD fan is:
fs = 8.65 kW / 11.29 kW = 77%
Cooling Tower Evaporation Rate
As discussed in the previous section, cooling in cooling towers is dominated by
evaporation. The evaporation rate can be calculated from the psychrometric relations in
the previous section, if the inlet and exit conditions of the air are known. For example,
consider the case in which the cooling load, Ql, mass flow rate of air, ma, (which can be
calculated based on the fan cfm and specific volume of the inlet air), and inlet conditions of
air are known. The enthalpy of the exit air, ha2, can be calculated from an energy balance.
Ql = ma (ha2 – ha1)
ha2 = ha1+ Ql / ma
The state of the exit air can be fixed by assuming that it is 100% saturated with an enthalpy
ha2. The evaporation rate, mwe, can be determined by a water mass balance on the air.
mwe = ma (wa2- wa1)
The fraction of water evaporated is:
mwe / mw
Using this method for entering air temperatures from 50 F to 90 F, we determined that the
fraction of water evaporated typically ranges from about 0.5% to 1%, with an average
value of about 0.75%.
Another way to estimate the fraction of water evaporated is to assume that all cooling, Ql,
is from evaporation, Qevap. The cooling load Ql, is the product of the water flow rate, mw,
specific heat, cp, and temperature difference, dT. The evaporative cooling rate is the
product of the water evaporated, mwe, and the latent heat of cooling, hfg.
31
Ql = Qevap
mw cp dT = mwe hfg
Assuming the latent heat of evaporation of water, hfg, is 1,000 Btu/lb, and the
temperature difference of water through the tower, dT, is 10 F, the fraction of water
evaporated is:
mwe / mw = cp dT / hfg = 1 (Btu/lb-F) x 10 (F) / 1000 (Btu/lb) = 1%
If on average, 75% of the cooling were from evaporation and 25% from sensible cooling,
then the evaporation rate would be:
75% x 1% = 0.75%
Thus, both methods suggest that 0.75% is a good estimate of the rate of evaporation.
However, we have seen manufacturer data indicating average evaporation rates as low as
0.30%. Water lost to evaporation should not be subjected to sewer charges.
Example
A multi-stage cooling tower is sized to cool condenser water from a 1,000 ton chiller plant,
with a design flow rate of 3 gpm/ton-chiller capacity. The cooling tower operates 8,000
hours per year. The water utility charges $3.00 per ccf for water discharged to sewer, and
assumes that all water entering the plant is discharged to sewer. Assuming the
evaporation rate is 0.75%, estimate the savings from applying for a “sewer exemption” for
water evaporated from the cooling tower.
The quantity of water evaporated from cooling tower is:
1,000 tons x 3 gpm/ton x 0.0075 x 60 minutes/hour x 8,000 hours/year / [7.481 gal/ft3 x
100 ft3/ccf] = 14,437 ccf/year
The savings from exempting evaporated water from the sewer charge would be:
14,437 ccf/year x $3 /ccf = $43,310 /year
Air-Cooled Chillers
Air-cooled chillers reject heat to the atmosphere by blowing air over a fin-tube heat
exchanger through which flows the refrigerant. Air condensers are less expensive and
easier to maintain than the cooling towers required by water-cooled chillers. However, the
evaporative effect of cooling towers enables water cooled chillers to operate at lower
condenser temperatures and pressures, which increases chiller efficiency. Thus, air-cooled
32
chillers are recommended for applications in which low first cost and maintenance costs
outweighs the increased energy costs compared to water-cooled chillers.
The energy efficiency of air-cooled chillers is rated in terms of Energy Efficiency Ratio (EER).
EER is a dimensional measure of efficiency. It is the ratio of the rate of cooling to electrical
power consumption by the evaporator and the condenser fans.
EER (Btu/Wh) = Qevap (Btu/hr) / (Wcomp + W condfans) (W) @ ARI Std 590-92 conditions
The performance of a typical air cooled chiller is shown below. As predicted by a Carnot
analysis, efficiency improves when the temperature of air entering the condenser declines
or the leaving water temperature increases.
Air-Cooled Chiller Evaporator and Condenser Temperature Performance Chart
Using the data in the preceding table, the following relation gives chiller EER as a function
of leaving water temperature when the condenser air temperature is 75 F. The R 2 of the
regression is 0.9998.
EER = 4.688564 + 0.20999 * LWT -.000518143 * LWT ^ 2
The performance of another air cooled chiller, as functions of outdoor air temperature and
part-load ratio is shown below.
33
Air-Cooled Chiller Part-Load and Condenser Temperature Performance Map. Source: Chan,
K. and Yu, F., 2004, “How Chillers React to Building Loads”, ASHRAE Journal, August, pp 5258.
Water – Cooled Chillers
The energy efficiency of water-cooled chillers is typically described in terms of specific
power:
kW/ton = Wcomp / Qevap
The nominal kW/ton rating of a chiller is reported at 100% load and ARI standard
conditions of 44°F leaving chilled water and 85°F inlet condenser water. Typical nominal
kW/ton ratings are shown below. In general, centrifugal chillers are the most energy
efficient, followed by screw compressors and then reciprocating compressors.
Reciprocating
Screw
Centrifugal
New (kW/ton)
.78 to .85
.62 to .75
.40 to .70
Older (kW/ton)
.90 to 1.2
.75 to .85
.70 to .80
Chiller efficiency is dependent on the temperature of chilled water leaving the chiller and
the temperature of condenser water entering the chiller. For example, chiller efficiency
34
improves by about 1.5%, for every degree F increase in leaving chilled water temperature.
This means increasing chilled water supply temperature from 44°F to 54°F can cut chiller
power use by about 15%. Similarly, chiller efficiency improves by about 1.5%, for every
degree F decrease in entering condenser water. This means decreasing the temperature of
entering condenser water from the cooling tower by 10 F, can cut chiller power use by
about 15%.
In addition, chillers seldom operate at full load since design conditions rarely occur. A
performance map for a standard-efficiency constant-speed chiller as a function of entering
condenser water temperature and part load is shown below.
Standard-Efficiency Water-Cooled Chiller Performance Map
A relation for the specific power of this standard-efficiency chiller, KWPT kW/ton, as a
function of part load, PL, and condensing water temperature CDWT can be derived from
regressing data from the curves shown above. The relation and regression coefficients are
shown below. The R2 for this relation is 0.98.
KWPT = a + b PL + c PL2 + d CDWT + e CDWT2 + f PL CDWT
35
a
b
c
d
e
f
0.573417156
-1.202312827
0.794812922
0.005196469
2.29267E-05
-0.000805732
A performance map for high-efficiency chillers showing constant speed (red) and variable
speed (blue) chiller performance as a function of entering condenser water temperature
and is shown below. At equal condenser water temperature, the constant speed chiller
uses less kW/ton at full load than the variable speed chiller. However, variable-speed
chiller performance improves significantly at part load, and approaches 0.15 kW/ton at
some operating conditions. The declining specific power at low loads indicates excellent
control efficiency.
High-Efficiency Water-Cooled Constant-Speed And Variable-Speed Chiller Performance
Map for 1,000 Ton Chiller with entering condensing water temperatures from 62 F to 85 F.
Source: http://ateam.lbl.gov/cleanroom/doc/Applied_Final.pdf. Lawrence Berkeley
National Laboratory, Applications Team.
A relation for the specific power, KWPT kW/ton, as a function of part load, PL, and
condensing water temperature CDWT for the VSD chiller can be derived from regressing
data from the curves shown above. The relation and regression coefficients are shown
below. The R2 for this relation is 0.98.
KWPT = a + b PL + c PL2 + d PL3 + e CDWT + f CDWT2
36
a
b
c
d
e
f
-0.18972
-1.4381
2.5595
-1.2500
0.010935
-2.1739 E-05
The performance of screw chillers at part load is shown below.
(Reindl, Douglas T. and Jekel, T. B., 2003, “Selection Of Screw Compressors For Energy
Efficient Operation”, International Congress of Refrigeration 2003, Washington, D.C.)
Follow Load by Staging Multiple Chillers or Using Variable Speed Chiller
Based on the preceding discussion, it is apparent that the energy efficiency of constantspeed chillers decreases at load cooling loads. To avoid poor part-load performance, it is
possible to stage multiple chillers using differential set point temperatures, so that one
chiller operates at full load before additional chillers turns on. To do so, the chilled water
set point temperature of the base-loaded chiller should be about 5 F lower than the
secondary chiller. If so, the secondary chiller will not turn on unless the base-load chiller
cannot maintain the desired chilled water temperature.
Example
A chiller system utilizes two 150-ton screw chillers which are 50% loaded. The leaving
water set point temperatures for the compressors are both set at 55 F. Calculate the
electricity savings (kWh/yr) from setting the leaving water set point temperatures at 58 F
and 53 F, to stage the compressors so that one runs fully loaded before the other chiller
turns on.
37
The figure above shows than screw chiller energy use per cooling produced increases from
about 0.25 kW/kWt at full load to about 0.31 kW/kWt at 50% load. If the compressors
were fully staged the power would be reduced to:
P2 = P1 .25/.32
Thus, the savings would be:
Current
Term
HPY (hr/yr)
Chiller amps I (A)
Chiller volts V (V)
Chiller power factor PF
Compressor efficiency Eff1 (kW/kWt)
Total chiller power P1 (kW) = I V (3^.5) PF /1000
Chiller electricity use E1 (kWh/yr) = P1 HPY
Value
8,760
153
480
0.80
0.31
101.76
891,430
Proposed
Term
Compressor efficiency Eff2 (kW/kWt)
Eff2/Eff1
Chiller power P2 (kW) = P1*Eff2/Eff1
Chiller electricity use E2 (kWh/yr) = P2 HPY
Value
0.25
0.806
82.07
718,895
Savings
Term
Demand savings DS (kW) = P1 - P2
Electricity savings ES (kWh/yr) = E1 - E2
Value
19.70
172,535
Summary and Conclusion
This chapter calculates the comparative costs of typical types of industrial process cooling.
The costs indicate that cooling towers should be used for cooling whenever possible. The
chapter also describes several methods for cost effectively improving the energy efficiency
of process cooling systems in manufacturing. Together, an awareness of the relative costs
of cooling and an understanding of these widely applicable methods for reducing cooling
loads, reducing distribution losses and improving the efficiency of primary cooling units can
promote cost-effective and energy-efficient process cooling systems.
References
ASHRAE, 2004, ASHRAE Handbook, HVAC Systems and Equipment
EXAIR Corporation, 2007, http://www.exair.com/vortextube/vt_page.htm
38
Kissock, K., 1997, CoolSim Cooling Simulation Software, University of Dayton Industrial
Assessment Center (www.engr.udayton.edu/udiac)
Mott, R., 2000, Applied Fluid Mechanics, Prentice Hall, New Jersey.
Incropera and DeWitt, 1996, Fundamentals of Heat and Mass Transfer, John Wiley and
Sons
39