233 - Processing Dredged Sediments for Beneficial Reuse
advertisement

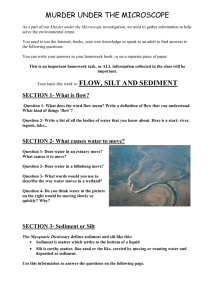
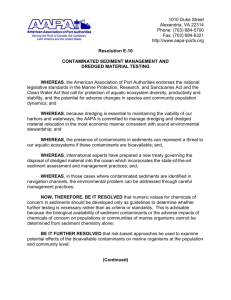
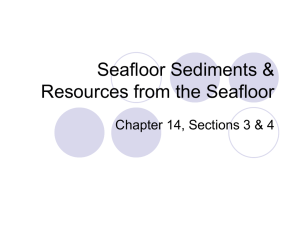
Processing Dredged Sediments for Beneficial Reuse: Stabilization of Heavy Metals with Phosphoric Acid. Kribi. S (1), Nzihou. A (1), Sharrock. P (2) (1) Laboratoire de Génie des Procédés des Solides Divisés (UMR 2392) Centre Energétique Environnement, Ecole des Mines d'Albi Carmaux, Route de Teillet, 81013 Albi CT Cedex 09 (2) IUT de Castres, Université Paul Sabatier, Avenue Georges Pompidou, BP 258, 81104 Castres Cedex Abstract Heavy metals present in dredged sediments can be chemically treated with phosphoric acid (The Novosol process, developed by Solvay ) with the goal of converting metals, mainly Pb, Cd, Zn and Cu to insoluble metallic phosphates. The effectiveness of the treatment was evaluated by performing the chemical reaction in a tubular reactor, followed by convective drying and maturation of the treated sediment at ambient temperature and finally thermal destruction of the organic matter by calcinations (500°C-700°C). Selected variables (acid concentration, volume fraction of solids, flow rate, drying and calcination temperature and time) were investigated. The influence of the quantity of acid on drying times, the physical property of the sediment and the stabilization of the heavy metals are discussed. The phosphoric acid treatment is effective in preventing heavy metal lixiviation, a prerequisite for recycling the sediments in various construction materials. Key words: Phosphoric acid, Sediments, Heavy Metals, Sequential Exraction, Stabilisation. 1. Introduction The presence of toxic compounds, particularly heavy metals, in dredged sediments is preventing their use as organic amendments spread on agricultural land. This in turn causes delays in curing clogged channels, and consecutive environmental problems. Dredged sediments are now land tipped, confined or sent for chemical or physical treatment The treatment techniques include extraction and concentration of the pollutants: the pollutants are isolated from the sedimentary matrix and the sediment is decontaminated. In some cases of organic contaminations, the pollutants are destroyed by chemical oxidation or biodegradation and in other cases, the contaminated material is either stabilized (mixed with hydraulic binders), or destroyed by incineration (Mulligan 2001). The Novosol® process was developed by Solvay for the treatment of dredged sediments. This process consists in stabilizing heavy metals by transforming them into insoluble phosphates and then degrading the organic matter present in the river and marine sediments. The final solid residue is inert and likely to be reused in the field of the civil engineering, in particular in the manufacture of briquettes for construction, concrete and road under layers. These potential beneficial reuse scenarios were previously demonstrated for stabilized municipal solid waste incineration fly-ashes (Bournonville, 2004; Piantone, 2003). The Novosol® process consists of three successive stages: chemical treatment with phosphoric acid, drying and maturation and a final thermal treatment between 500 and 700°C. The objective of the chemical treatment is the immobilization of heavy metals (Pb, Zn, Cu, Co, Cr) and metalloids (As) in the form of insoluble metal phosphate precursors. The second stage, drying and maturation of the sediment under ambient conditions of temperature, moisture and air velocity, allows an increase in dryness by progressive evaporation of the moisture and maturation of the reaction products by continuation of the phosphoric acid neutralization and extending the stability of the final residues. The third thermal stage is a calcination of the treated sediments at a temperature high enough to transform the metal phosphate precursors into still more inert crystalline compounds such as hydroxypyromorphite, Pb 5(PO4)3OH or Morelandite, (Ba,Ca,Pb)5(AsO4,PO4)3Cl. In addition, during this step organic matter is eliminated by combustion and the final product is purely mineral in composition The three stages of this process are strongly inter-related and depending on the treatment conditions, the physical and chemical properties of the final solids can be tailored for the desired value added end use. In this report we describe the influence of the two most important parameters of the process, the quantity of acid and the temperature of calcinations. These two factors affect stabilization of heavy metals, sediment drying times and density and specific surface of the solid residue obtained. 2.Experimental An experimental reactor was set up which consists of a thermo regulated glass tube of 110 cm3 volume. The reactor is connected to two peristaltic pumps to precisely regulate the flow rates up to 400 g/min. The first pump supplies a steady amount of raw sediment; the second pump feeds in phosphoric acid with 85% of purity, in the desired proportions. The sediments were treated with phosphoric acid in quantities between 1 and 10% by weight of the sediment dry mass. This corresponds to a number of moles of phosphoric acid ranging from 0.056 to 0.560 moles per kg of raw sediment. The treated sediments collected at the outlet were then dried and calcined. Drying experiments were carried out in a convective dryer specially designed for handling small samples with mass between 50 and 300g. A 3cm thick and 8.5cm in diameter sediment layer (approximately 200g) lies in the drying chamber on a supporting tank. The mass is weighted with an accuracy of 0.1g. Drying air humidity and temperature, surface temperature of the sample and mass are continuously monitored during the experiment. Calcinations were carried out in an Aubry furnace, with 2 ± 0.5 g of sediment dried in cylindrical alumina crucibles 1.5 cm in diameter and 2 cm height. The raw as well as the treated sediments were calcined during three hours at 300, 500, 700, 900 and 1100°C with heating at 10°C/min. A sequential extraction test was carried out in order to evaluate the fate of the metal ions (mobility, speciation) before and after the chemical treatment To differentiate complexed, adsorbed or precipitated metals, step wise degradation of the matrix and progressive dissolution is used to mobilise the various metal fractions (Tessier, 1979). Metal contained in sediment are divided into five parts: exchangeable, carbonate bound, manganese and iron oxides bound, complexed with organic matter and sulfides, and residual metals. Filtrates derived from sequential extractions were analysed by Inductively Coupled Plasma Spectroscopy (ICP) with an overall error due to extraction and analysis estimated at 5%. The physical properties of the raw and treated sediments were followed by measurements of specific surface area (BET) and true density (helium pycnometry, Micromeretics Acupic). The sample was embedded in epoxy resin and polished to obtain a thin section which was examined by scanning electron microscopy. Wavelength dispersion spectrometry was used for spot multielement quantitative chemical analysis. The distribution of major elements was visualized by micromappings using a Cameca SX50 with a 4 m step, 15kV acceleration potential and a 14nA beam current. The standards used were andradite for Ca, fluoroapatite for P, FeS2 for S and Fe2O3 for Fe. The experiments were conducted with river sediment originating from the Wallone region in Belgium. The sediment was collected in closed plastic containers and stored at 4°C before the experiments. The main properties are given in Table 1. Table 1: Properties of the sediment Values Properties Moisture content (kg/kg of dry matter) 0.75 pH Conductivity Density Size distribution 7.5 315 µS 1.54 d(0,5) :21µm Sand fraction :16.72% Silt fraction :77.1% Clay fraction :6.18% 0.59% Cd :9 ; Co :40 ; Cr :92 ; Cu : 88 ; Fe :25200 ; Pb :112 ; Zn :428 ; Si :336 ; Ca :16900;Al : 45320 4654 5% Carbonates (% of dry matter) Heavy metals (mg/kg of dry matter) Sulphates (mg/kg of dry matter) Organic matter (% of dry matter) 3. Results and discussion When phosphoric acid is pumped into the sediment, a chemical reaction occurs with immediate release of gases. Analysis as of these gases confirms the presence of carbon dioxide and dihydrogen sulphide. These emissions are due to acid reactions between metal carbonates, sulphides, and organic matter. This leads to the formation of foam which modifies the structure of the sediment. The convective drying of the raw and treated sediments under controlled conditions of temperature (T = 25, 35 and 45°C), relative humidity HR (50%) and air velocity (1.5 m/s), shows, when we measure loss of mass as a function of time, that total drying time is significantly reduced when the sediment is acidified. This can be explained satisfactorily by the structural modification of the sediment, which becomes more porous while foaming. As a result, the external surface of the sample increases and the evaporating flow rate is higher. Determinations of the specific surface areas of the different sediments after drying show a notable evolution with a starting value of 4.5 m2/g for the raw sediment and a value of 14.2 m2/g for the sediment treated with 7% phosphoric acid. This is accompanied by a small reduction in the measured density. These variations in the structure of the sediment are the consequence of the outburst of the gases which constitute foam, causing the formation of trapped microporosity. The larger surface areas explain the reduced drying times observed for treated sediments. To further highlight the structural changes in the sediment, samples were calcined at various temperatures. Results (figure 1) show a 10% increase in density up to a temperature of 2,75 2,7 Density 2,65 2,6 2,55 2,5 2,45 2,4 1% 3% 5% 7% 0% 2,35 0 200 400 600 800 1000 1200 Temperature (°C) Figure1: Influence of calcination temperature on the density of the sediments 700°C, reaching a maximum value of 2.68. Densities fall back to 2.65 upon calcinations at 1100°C. These changes can be attributed largely to the combustion of the organic matter present at levels of 5% of the dry weight and which leaves behind heavier minerals. Some sintering or consolidation of agglomerates may also occur. Above 800°C, decomposition of residual carbonates or dehydroxylation of clays may create and trap some porosity. The specific surface areas triple on the average for treated or untreated sediments upon calcinations, up to temperatures near 500°C. This is related to the removal of the organic phase and the exposure of newly formed interconnected porosity. After all the organic contents are consumed above 700°C, the surface areas decrease dramatically due to sintering of the minerals. Figure 2 (a) presents the phosphate concentrations measured in the five fractions (Where F1 is exchangeable, F2 carbonate bound, F3 Fe and Mn oxydes bound, F4 organic and sulfide bound and F5 residual) for the untreated and treated sediments and with the subscript c (F1c...) for the same samples calcined at 700°C. 16000 F1 F1c 14000 F2 F2c F3 F3c F4 F4c F5 F5c Mass fraction 12000 10000 8000 6000 4000 2000 0 0 3 5 7 % of phosphoric acid 100,00 90,00 F1 F2 F3 F4 F5 Mass fraction 80,00 70,00 60,00 50,00 40,00 30,00 20,00 10,00 0,00 20 300 500 700 Temperature (°C) 900 1100 Figure 2 (a).Influence of quantity of acid and calcination temperature(700°C) on the speciation of phosphorus.(b). influenceof calcination temperature on the speciation of the phosphorus of a sediment treated with 5% phosphoric acid. The small amount of phosphate originally present in the sediment is located in fractions 3,4 and 5. Following simple calcination, phosphate moves from F4 to F5, the residual fraction. After the phosphate chemical treatment, P is found in fractions 1,2 and 3 in larger amounts than in F5. Practically no P is found in F4. Phosphates are therefore precipitated as insoluble phosphates relatively easy to mobilise. However, after calcination, most of the phosphorous is contained in the most stable F5 fraction with a tendency accentuated by the quantity of phosphoric acid used in the treatment. Calcination of freshly precipitated phosphate reaction products greatly impacts on cristallisation and stability of phosphate salts. Figure 2 (b) further shows this trend as a function of temperature for the sediment treated with 5% phosphoric acid. Heating up to 700°C decreases the first fractions of P and forms stable F5 compounds which account for 90% of total P. Beyond 700°C, some residual phosphates seem to decompose and combine with iron and manganese oxydes. Very high temperatures are not required to stabilize the phosphates formed. 100,00 F1 F1c 90,00 F2 F2c F3 F3c F4 F4c F5 F5c Mass fraction 80,00 70,00 60,00 50,00 40,00 30,00 20,00 10,00 0,00 0 3 5 7 % of phosphoric acid 120,00 F1 F1c Mass fraction 100,00 F2 F2c F3 F3c F4 F4c F5 F5c 80,00 60,00 40,00 20,00 0,00 0 3 5 7 % of phosphoric acid Figure 3. Influence of quantity of acid and calcination temperature(700°C) on the speciation of Ca (a) and Pb (b). Figure 3 (a) presents the evolution of the percentages of Ca present in the 5 fractions without and with calcinations. In the raw sediment, 65% of the Ca is present as carbonate. Following calcinations, this carbonate decomposes to soluble lime which appears in F1. Addition of phosphoric acid to the sediment causes carbonate decomposition proportional to the amount of acid used (F2 decreases). Ca is then distributed in other available forms (mostly F1) which can be related to the formation of relatively unstable calcium hydrogenphosphates: CaCO3 + H3PO4 ↔ CaHPO4 + H2CO3 In this case, the result of calcination strongly depends on the excess calcium carbonate present which produces soluble lime. When more phosphoric acid is present, more stable residual calcium is present once the reaction products are calcined. This argues in favour of the formation of thermodynamically stable calcium phosphates of the apatite family with high Ca/P atomic ratio. Figure 3 (b) illustrates the case of Pb. In the starting sediment, 18.4% of Pb is in fraction F3, 36% in F4 and 33% in F5. Simple calcination gives 62% insoluble Pb in F5c. This again demonstrates that thermal treatment alone can help immobilise metals. The remarkable impact of chemical treatment on lead stabilisation is seen immediately with the lowest amount of phosphate used (3%). This clearly indicates that lead ions are a privileged target for phosphates which can turn lead into insoluble form without (F5) or with calcinations (F5c), reaching values between 80 and 92%. Here, chemical and thermal treatments are both very effective, alone or combined, to stabilise the lead ions. Figure 4. Calcium and phosphrous micromaps for sediments calcined at 700°C and treated with 5% phosphoric acid. Micromappings of the treated sediments revealed the presence of silica (quartz) or silica with alumina (mica and feldspath) as expected for sediments. However the heavy metals were not sufficiently abundant to show their association with other elements or phosphate. Figure 4 shows that phosphorous was correlated with calcium, and evenly distributed throughout the treated sediment. Iron was found to be associated with sulphur. The results are compatible with previous knowledge (Arnich, 2003; Basta, 2004; Boisson, 1999; Cao, 2004; Loannidis, 2003; Melamed, 2003; Sugiyama, 2002). 4. Conclusion The Novosol process is an effective decontamination process for polluted dredge sediments. Heavy metals are stabilized by reaction with phosphoric acid. This simple step can be adjusted depending on the levels of pollution. Mixing in the phosphoric acid causes foaming which helps to promote an energy saving subsequent air drying step. After convective drying and maturation, thermal degradation of the organic matter is achieved by calcination. This step not only eliminates the organic matter but also contributes to the hardening of the solid residues by sintering the minerals, in particular apatite like crystalline phases. Such treated sediments may be considered as non hazardous and reusable materials. Acknowledgments: We acknowledge the financial support from Solvay (Belgium). References Arnich, N., Lanhers, M-C., Laurensot, F., Podor, R., Montiel, A., Burnel, Daniel. (2003), In vitro and in vivo studies of lead immobilization by synthetic hydroxyapatite, Environmental Pollution, 124, 139-149. Basta, N.T., McGowen, S.L.(2004), Evaluation of chemical immobilization treatments for reducing heavy metal transport in a smelter-contaminated soil, Environmental Pollution, 127, 73-82. Boisson, J., Ruttens, A., Mench, M., Vangronsveld, J.(1999), Evaluation of hydroxyapatite as a metal immobilizing soil additive for the remediation of polluted .Part 1.Influence of hydroxyapatite on metal exchangeability in soil, plant growth and plant metal accumulation, Environmental pollution, 104, 225-233. Bournonville, B., Nzihou, A., Sharrock, P. and Depelsenaire, G., 2004, Journal of Hazardous Materials, B116, 65-74. Cao, X., Ma, L.Q., Rhue, D.R., Appel, C.S.(2004), Mechanisms of lead, copper, and zinc retention by phosphate rock, Environmental Pollution, (article in press). Loannidis,T.A., Zouboulis,A.I. (2003), Detoxification of highly toxic lead-loaded industrial solid waste by stabilization using apatites, J, Hazardous Materials, B97, 173191. Melamed, R., Cao, X., Chen, M., Ma, L.Q. (2003), Field assessment of lead immobilization in contaminated soil after phosphate application, the Science of Total Environment, 305, 117-127. Mulligan, C. N, Yong, R. N, Gibbs, B. F, ‘An evaluation of technologies for the heavy metal remediation of dredged sediments’, Journal of hazardous marerials. vol. 85 (2001) 145-163. Piantone, P., Bodénan, F., Derie, R. and Depelsenaire, G., 2003, Waste Management, 23 (3), 225-243. Sugiyama, S., Ichii, T. Hayashi, H., Tomida, T. (2002), Lead immobilization by nonapatite type calcium phosphates in aqueous solutions, Inorganic Chemistry Communications, 5, 156-158. Tessier, A., Campbell, P.G.C., Blsson, M., (1979), Sequantial extraction procedure for the speciation of particulate trace metals, Analytical Chemistry, 51, n° 7, 844-850.