The wear properties of Al based hard coatings measured by means
advertisement

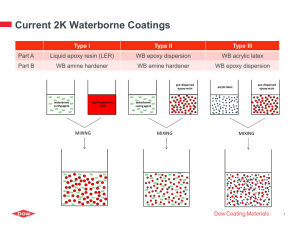
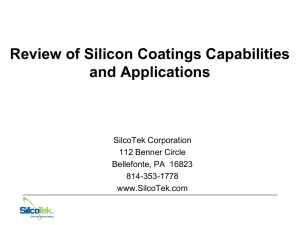
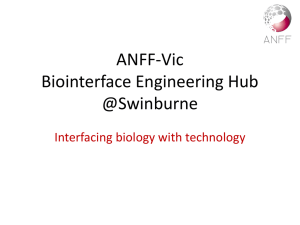
5th International DAAAM Baltic Conference “INDUSTRIAL ENGINEERING – ADDING INNOVATION CAPACITY OF LABOUR FORCE AND ENTREPRENEURS” 20–22 April 2006, Tallinn, Estonia HARD COATINGS MANUFACTURING TECHNOLOGY USED IN TOOLING Gregor, A., Podgursky, V., Adoberg, E. & Kulu, P. of their higher hardness compared to high speed steel and cemented carbide and for decorative purposes because of their attractive appearance. These PVD coatings are still available and in many applications they are the best option. However their temperature resistance is insufficient for applications to as high speed machining. TiN for example decomposes at 450 °C. Therefore the next step in the development of hard PVD coatings was the improvement of the oxidation resistance to make the coatings more suitable for applications such as high speed machining and general high temperature wear protection. Improvement in temperature resistance was achieved by introducing other alloyed elements such as Cr, Al or Y, into the TiN lattice. Further improvement in the properties of hard PVD coatings was achieved in the third generation of hard PVD coating through the deposition of multilayers and superlattices. These coatings are achieved by alternatively depositing two different components to form layered structures. Multilayers become superlattices if the thickness of the different layers is less than 10 nm. Multilayered coatings of materials with similar crystal structures tend to form columnar structure which extends through the whole coating. Such coatings are referred as superlattice coatings. First superlattice coatings were obtained by combining TiN/VN and TiN/NbN. This type of multi-layered coating structure have shown improvement in hardness as well as in toughness, compared to single layers of the same materials. Abstract: Present paper gives an overview of the hard coating technology in the world and in the Estonia. Variety of coatings used in tooling, their structure, hardness and some examples of application discussed in the work. Analysis of the influence of different deposition parameters to the coating properties is given. Key words: hard coatings, PVD, arc evaporation, tool coating 1. INTRODUCTION The term physical vapour deposition (PVD) seems to have been originally termed by the authors Powell, C.F.; Oxley, J.H. and Blocher, J.M. Jr. in 1968. [1]. PVD is used in manufacturing to improve mechanical, tribological and decorative properties of components beyond those available by traditional methods and in an environmentally safe manner. In the mid 1970s the magnetron sputtering, controlled reactive sputter deposition and the use of controlled concurrent ion bombardment as a process parameter were commercially introduced. Since 1980, tool coatings formed by PVD technologies have become reality, and an industry has envolved around PVD tool coatings based on the work of the early pioneers in this field. The first generation of hard PVD coatings were single metal nitrides such as TiN, CrN and ZrN. They have been exploited commercially since the middle of the 1980s in cutting applications because 255 Superlattice strengthening is well known from classical metallurgy. By selecting a suitable combination of materials for the multilayered structure it is possible to improve the resistance against wear, corrosion, oxidation, etc. study published in 1996 (Fig. 1) estimated the market value for wear protective coatings as 83 billion EUR. It was predicted that the world market value for the coatings produced under vacuum is to be well over 200 billion EUR in 2004. Market forecasters expected a growth of the machine tooling market at least 8% by 2005. In 2004 Balzers announced that company employed 2252 people and generated 235.7 million EUR in turnover with an operating result (EBIT – Earnings Before Interest and Taxes) of 36.6 million EUR. Another company Bodycoat, from England as an establishment of a joint venture with IonBond. 2. MARKETS 2.1 PVD world market There are several companies in the market which provide state of the art of hard coatings. During the last 25 years PVD hard coatings have played a key role in tool manufacturing industries as well as in vehicles and machinery. In 1978 Balzers launched its revolutionary tool coating technology. Very hard, adherent coatings were applied at temperatures below 500 °C degrees. Market trends – at first a few all purpose coatings (mostly titanium nitride) let to performance breakthroughs in a wide variety of fields. Todays market requires custom coatings systems created and optimised for fairly narrow applications. Best results achieved in practice can only be attained if tool and coating are perfectly matched. Know-how and innovation are crucial but cannot lead to success unless both parties have access to the needed personnel, plant and financial resources. Balzers possess a network of more than 70 certified coating centres located in 26 countries including Europe, Asia and United States. Tool coatings continue to represent a significant proportion of the applications for PVD technology. In the area of PVD coated components, nowadays typical applications are fuel injection systems, roller and plain bearings for harsh environments, gears, pumps and compressors. A world-wide market value for the PVD components was estimated to be worth of approximately 1.5 billion EUR in 1990. A BMBF (Federal Ministry of Education and Research, Germany) Table 1 Bodycote interim results in GBP in 2005 [5] INTERIM RESULTS BODYCOTE Total Revenue Revenue 1 EBITDA Headline Operating Profit Headline Profit before Tax Profit before Tax 1 Tax Profit after Tax Free casflow Headline EPS Dividend/Share 1 continuing H1 2005 (£m) 230.7 229.3 53.5 H1 2004 (£m) 231.4 211.5 48.6 Change % +8 +10 33.1 27.1 +22 29.2 22.3 +31 27.3 7.3 20 14.2 6.7p 2.35p 24.7 5.6 19.1 24.4 6.0p 2.25p +11 +5 +12 +4 operations Market value for thin hard coatings (BMBF Studie 1996 SehOHTA) surface protection decorative optics electronics memory technology barrier technology optoelectronics medical technology 0 20 40 60 80 100 billion EUR Fig. 1 Market value for thin hard coatings in 1996 [4] 256 IonBond PVD services are now available from 25 locations in 12 countries with an experienced and qualified staff of more than 600. Bodycote generated 353.8 million EUR turnover with an operating result (EBIT) of 82 million EUR compared to 2004 as following: 354 million EUR turnover with an operating result (EBIT) of 74.5 million EUR. Another company Platit AG, founded in 1992 as a part of a Blösch group, has announced that turnover in their coating centers locating at U.S.A, Asia and Europe in 2005 has increased compared to 2003 in order to: 340%, 130% and 190% in Europe [3] as shown in Fig. 2. University of Technology. This coating system is mainly used experimentally, but industrial services are provided as well. Due to the basic design of Bulat-6 only single metal coatings can be deposited. Robot paws have been coated regularly for JOT Estonia OÜ and Pioneer AS. Fig. 3 Robot paw coated with TiN Production plan for coated parts of companies mentioned above is around 500 parts per annual. Tööriistavabrik AS is probably a biggest toolmaking plant in Estonia. Production capacity for coated moulds, dies and punches is around 300… 400 kg a year. Platit AG and Balzers AG are used as subcontractors so far. Viro Tools AS plans to coat from 10 to 15 parts a year and Vasar Instruments AS few times over the year. Along with the increasing competition, market demands and expectations, coatings soon will be everyday phenomenon here as well. Fig. 2 Announced turnover in Platit coating centers locating on U.S.A, Asia and Europe [3]. So the market shows promising numbers for coating future. 2.2 Estonian PVD market Estonian PVD market SWOT analysis has been done in June 2005. Eight Estonian tool manufacturing companies (JOT Estonia OÜ, Pioneer AS, Roomet & Melrosten OÜ, Sumar AS, Tööriistavabrik AS, Vasar Instrument AS, Viro Tools AS and Zircon Tools OÜ) were included into the study. For our knowledge in Estonia is only one working example of PVD equipment (Cathodic Arc Evaporation plant Bulat-6) in Estonia in Tallinn Fig. 4 Multilayer TiN coating experimental metal sheet forming tool 257 on triode high voltage electron beam evaporation and magnetron sputtering. The direct current (DC) cathodic arc evaporation (CAE) is introduced shortly. It is said to be one of the most important PVD technique, witch is mainly used to create hard, wear resistant coatings for tooling and for machine building industry. The cathode is evaporated by the means of arc in a cathode spot, arcs are sustained by voltages in the range of 15 to 50 V. Arc creates a conductive medium necessary for sustaining the discharge by intensive evaporation of the cathode material. Due to the very high power density concentration of arc (up to 1000 Wcm-2), small molten pools will arise in the surface of cathode. Typical arc currents are in the range of 30… 400 A. The evaporated material is ionized in collisions with electrons and accelerated away from cathode due to a nonuniform potential distribution and plasma expansion. The dense plasma flux contains electrons, ions, atoms, and microparticles – often called as droplets. The droplets size varies in the range of 0.1…100 µm. The content of the plasma flux depends enormously on a cathode material and its purity, the temperature of the cathode surface, working gas pressure and composition as well as arc current. Emitted ions have a kinetic energy in the range of 40… 100 eV. The substrate can be heated by radiation, heat conductor from the substrate holder or by the means of accelerated particles (electrons, gas phase, and metallic ions). Usually ion energy is given by a negative substrate bias of about 25 V to 2 KV. The cathodic arc technique has proven to be extremely successful in cutting tool applications. The sucsess has been achieved by having a droplet free hard surface. The phenomena of droplets or macroparticles is closely related to arc movement on the surface of cathode. It has been noticed that the arc movement of a conventional arc source is about 8 m/s. By applying a suitable external magnetic fields to the cathode, the speed of the arc spot 3. DEPOSITION METHODS, PROCESSES AND COATINGS 3.1 Deposition methods and processes The meaning of this article is to shortly introduce cathode arc evaporation (CAE) methods, the process and different coatings achievable with this technology. Process and equipment. Mainly all PVD hard coating techniques are reactive processes, i.e., the metal pieces are vaporized and a gas is fed into the coating chamber which reacts with the metal spieces to form the desired compound [3]. The first commercial use of the arc evaporation – deposition method was for TiN coatings deposited at low temperatures, particularly for high-speed steel (HSS) cutting tools by arc evaporation of titanium in nitrogen plasma [1]. Fig. 5 Direct Current Evaporation schematic Cathodic Arc There are four basic types of PVD equipment in use. The differences between the four types are the way that the source material is vaporized, either by evaporation or sputtering; the way that the plasma is created; and the number and type of ions, electrons, and gas atoms that constitute the plasma [4]. These four different techniques are: low voltage electron beam evaporation (EBE), cathodic arc evaporation (CAE), 258 was found to be in the range of 17 m/s. The higher arc spot velocity results in a low residence time of the arc spot on a given area, thus this fast movement reduces localized overheating and hence the density and size of the droplets are minimized. Generally microdroplet emission is greater for metals with low boiling points [3,8], eg. Al, Cu etc. Reduced current density and effective cathode cooling helps to reduce macroparticle generation as well. Because of the fact that first commercial coatings found their application mainly in tooling (cutting applications), there soon appared demand for coatings with enhanced thermal stability and oxidation resistance. Hence alloyed elements (Cr, Al, Y) were introduced into the TiN lattice of the second generation coatings. Coatings as TiAlN, AlTiN (high Al content >50%), 3.2 Coatings properties PVD coatings generally have good homogeneity of coatings on substrates of different complex shape, friction coefficient in the range of 0.15…0.55, nanohardness in the range of 18…52 GPa, thickness of about 1…5 µm, thermal conductivity in the broad range of 1.7…0.055 K·cm²/s, oxidation resistance in air appears to be 400…1200 °C. The first coating to be used sucsessfully in tooling and still most recognized by its attractive appearance – TiN. The deposition temperature is lower than the critical 500 °C for the HSS steel. The first TiN coated cemented carbide cutting tool inserts were introduced in 1985. TiN together with TiCN, CrN, ZrN, will lead us into the area of the first stage of the coatings, where single metal atoms were reacted with nitrogen or other reactive gases in a vacuum chamber (single metal nitrides and carbonitrides). TiN is a wear resistant ceramic coating having a nanohardness of 24 GPa. It is widely used in machining of non alloy-, alloy and stainless steels, cast irons and aluminium alloys. The thickness of TiN is usually in the range of 2…5 µm, deposition temperature of 300…450 °C, substrate bias voltage of -180…-240 V. Partial nitrogen pressure is in the range of 2…5·10-5 torr. The effect of N2/Ar pressure on the morphology of TiN coatings can be qualitatively predicted using Tornton´s structure zone model for magnetron sputtered coatings [4] as shown in Fig. 6. Fig. 6 Thornton stuctural zone model [6]. AlCrN, CrTiN. These second generation coatings have increased performance due to alloyed elements, higher thermal stability and better heat resistance, higher hardness and toughness. TiAlN has high hardness from 28 … 35 GPa, coating thichness varies usually from 1…4 µm, it has enhanged thermal stability up to 700…900 °C depending on coating structure (mono- or multylayer). Along with increasing demand for better coatings, multilayered coatings were introduced. Multilayered coatings of evaporated materials with similar crystal structures tend to form columnar crystals. The coatings are called as superlattices when the thickness of the individual lamellae is around 5…25 nm. Generally multilayered coatings become superlattices (nanolayered coatings) when the period of the different layer is less that 10 nm. List of nanolayered coatings are TiAlN/TiN, TiN/VN, CrN/NbN, W/NbN, NbN/VN and TiN/NbN [7]. Nanolayered coatings have improved hardness and toughness compared to single layers of the same materials. The latest achievement in 259 coatings technology is nanocomposite structures. These coatings are generated by deposition of different kind of materials (e.g. Ti, Al, Cr) in the first group and followed by deposition of Si in the other. The groups are not completely mixed, instead two phases are formed. Finally nanocrystalline TiAlN- or AlCrN-grains become embedded into the amorpheus Si3N4- matrix and become nanocomposite coating. CORRESPONDING ADDRESS M.Sc. Andre Gregor TUT, Department of Machinery Institute of Materials Engineering Ehitajate tee 5, 19086 Tallinn, Estonia Phone: 372+6203371 Fax: 372+6202020 E-mail: andre.gregor@ttu.ee REFERENCES 1. Bunshah R. F. Handbook of Hard Coatings, William Andrew Publishing, LLC, Norwich, New York, U.S.A, 2001. 2. Tracton A.A. Coatings Technology Handbook, CRC Press, Taylor&Francis Group, Boca Raton, Florida, U.S.A., 2006. 3. http://www.platit.com/download/platit_ press_release_ev_preview.pdf, 13.03.2006 4. http://www.pvd-coatings.co.uk/historyof-pvd-coatings.htm#Physical_ Vapour_Deposition, 13.03.2006 5. http://www.bodycote.com/resources/ 2005_Results_Presentation.pdf, 13.03.2006 6. http://www.esm.psu.edu/htmls/ stf/thinfilms/, 13.03.2006 7. http://www.pvd.ch/SanDiego.pdf, 13.03,2006 8. Podgursky V., Torp B., Traksmaa R., Veinthal R., Viljus M., Coddet O., Morstein M., Gregor A. and Kulu P., Investigation of (Ti, Al)N Based Coatings Grown by Physical Vapour Deposition, MATERIALS SCIENCE (MEDŽIAGOTYRA), 2005, Vol. 11, No. 4., 352…355. 260