THEORETICAL MODEL FOR COOLING OF AN INTERMETALLIC
advertisement

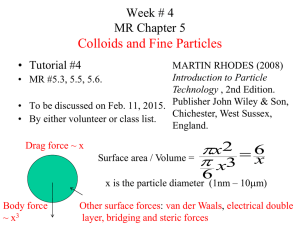
PREPARATION OF HEATING ELEMENTS BY FLAME SPRAYING METHOD Edward Brook-Levinson, Vladimir Manov Advanced Metal Technologies Ltd. 1 Ha’hatsmaut St., Even Yehuda, Israel Introduction These are the attractive magnetic, electrical, mechanical, corrosion and wear resistant properties of the amorphous solids, which make them the object of intensive investigations [1]. Amorphous materials are prepared mainly in the form of thin ribbons and powders. Bulk amorphous materials are still on the way although some compositions have been successfully produced as bulk amorphous materials (see, e.g. [2]). Methods for powder consolidation can be used for preparation of amorphous solids with finite dimensions. In particular, plasma spray was successfully used for consolidation of amorphous powder [3]. Alternatively flame-spraying method can be also used for consolidating amorphous powders. This paper presents the results of amorphous powder consolidation by HVOF process and shortly describes application of these results to fabrication of heating elements. The problem of amorphous powder consolidation by thermal spraying methods is not easy to solve for at least the two reasons. On the one hand, the amorphous must be heated to the temperature, which provides good adhesion of the powder particles to some substrate materials, and cohesion between the amorphous particles. On the other hand, amorphous particles being heated to certain temperature (crystallization temperature) undergoes amorphous-to-crystalline solid transition, and consequently loose their properties ascribed to their amorphous structure. The solution lies in fine tuning the process varying thermal and aerodynamic properties of the thermal spray jet, distance between the torch and substrate, the structure of the jet, size distribution and properties of the amorphous powders, etc. The structure of the paper is following. In Section 1 we give a theoretical analysis of thermal and mechanical behavior of the particles traveling in the hot jet. Section 2 presents the experimental details including characterization methods. The results and discussion is given in Section 3. 2 - 48 1. Momentum, heat and mass transfer model during amorphous particles deposition 1.2. Heat Transfer When a particle travels in the hot gas flow, heat transfer occurs between the particle and it’s surrounding. Two types of the heat transfer must be considered: radiation heat transfer contributing at elevated particle temperature and heat transfer through forced convection determined by the heat exchange between the particle and the gaseous media. The latter depends on the properties of the gaseous media and velocity of the traveling particle relative to the gaseous media. This heat transfer is defined by the following partial differential equation [4]. p cp Tp / = (1/r2)/r[r2 p /r Tp], 0 r rp . (1) where p is the density, cp is the specific heat capacity at constant pressure, p is the thermal conductivity, Tp is the absolute temperature, rp is the radius of the intermetallic particle. The particle temperature is the function of time and its radial coordinate r. The equation (1) is supplemented with the following boundary conditions /r[Tp(0, )] = 0 (2) p /rTp(rp, )] = [Tf - Tp(rp, )] + (Tp4 - Tf4) (3) Here Tf is the absolute temperature of the media in which the particle is suspended, is the particle emissivity, and is the Stephan-Boltzman constant. The initial condition for equation (1) is of the form Tp(rp, ) = Tp0 (4) The boundary condition (2) follows from the spherical symmetry of the particle while the boundary condition (3) states that heat flux through the particles surface is proportional to the difference between the temperature of the particle surface and the local temperature of the gas flow with the proportionality coefficient , which is referred to as heat transfer coefficient. The initial condition (4) defines the temperature of the particle at the initial moment of time (=0). Since the velocity of the particle and the gas flow differ, the heat transfer is implemented through the forced convection. 2 - 49 Theoretical determination of the heat transfer coefficient is an extremely difficult theoretical problem therefore numerous empirical and semi-empirical correlations are used to describe heat transfer to a spherical particle in a laminar flow. One of them is the following equation [5]: Nu = 0.37 Re0.6 (5) Here Nu and Re are Nusselt and Reynolds numbers, respectively. These numbers are defined by the following equations: Nu = dp/p (6) Re = [dpvf - vpf]/f (7) Another empirical correlation is presented by Rantz-Marshall equation [2] Nu = 2 + 0.6 Re1/2Pr1/2 (8) where Pr is the Prandtl number defined as Pr = cf f p -1 (9) In the above definitions the values of the gas density, heat capacity, dynamic viscosity f, and thermal conductivity are used those which are averaged over some temperature range [6]. Two factors effect the particle thermal behavior during its traveling through gaseous media. These are the temperature and velocity fields of the gas flow. The heat transfer between the gas and the particle is defined by the equation (1). Through the boundary condition (3) it depends on the local gas temperature. Therefore solving equation (1) requires knowledge of the particle position and velocity at every moment in time. 2.3. Momentum Transfer From physical point of view the dynamic behavior of the particle is described as a problem of motion of the particle under viscous force and gravity. The equation of motion of a spherical particle in a viscous flow under gravitation is as follows [7]: dvp/d= ¾ [CDrf/(dprp)] (vf - vp)vf - vp (10) Here dp is the particle diameter, CD is the drag coefficient. The drag coefficient can be written in the form: CD= (23.707/Re) [1 + 0.165Re2/3 - 0.5Re-0.1] (11) The initial condition for equation (10) is written as vp (0) = vp0 (12) 2 - 50 With initial position of the particle known (z = 0), its axial coordinate at any given moment in time can be obtained by integrating the solution of equation (10), i.e. z(t) = 0 vp()d 0 Thus, equation (1) and (10) together with the boundary conditions and gas flow velocity and temperature given, form the closed system of equation to be solved. 2.3. Analysis of the thermal problem We start this analysis from estimations of the Bio number Bi = (dp)/p (14) The Bio number is the ratio of two factors: dp which defines the heat flux to a solid particle with size of dp from the environment, and p the thermal conductivity of the solid particle which defines the intensity of the heat transfer inside the particle. This is also true also for a liquid particle at the condition that no free convection flow arises inside the liquid particle. If Bi>>1, it means that the heat energy is delivered to the particle from the environment much faster than it propagates across the particle. In this case a significant temperature gradient arises across the particle. It also means that equation (1) is to be solved in the presented form, i.e. with the heat transfer inside the particle taken into account. If the inverse condition is true, i.e. Bi << 1, then the internal heat transfer prevails over the external one. In other words the rate of heat propagation inside the particle is much higher that outside the particle. In this case the particle can be considered as a uniformly heated one with no temperature gradient across it. To estimate the Bio number for our conditions we rewrite it in the following form: Bi = Nu(f/p) (15) Substituting in the RHS of equation (15) the corresponding data for Fe-based amorphous powder we come to the conclusion that in this case Bi << 1. Therefore it may be concluded that we can neglect the temperature gradient across the particle. It means that equation (1) can be rewritten as: p cp Tp / = (1/rp) [Tf - Tp (rp, )] + (Tp4 - Tf4) (16) From physical point of view we have now a particle in a viscous gas flow characterized by given temperature and velocity fields. The particle moves under influence of the Stokes viscous force and gravity and it is heated (cooled) due to convective and radiation heat transfers. Since thermal conductivity of the particle is high enough, the temperature field inside the particle is uniform. 2 - 51 From mathematical point of view, the initial boundary problem for the partial derivative differential equation (1) is now reduced to the Cauchy problem for the ordinary differential nonlinear equation (16) with initial condition (4). This problem then was solved numerically. 2.4. Numerical solution results The following physical parameters were used in the numerical calculations: Propane-oxygen mixture was burnt in the experiment giving the gas temperature of ~27000C. The torch used provided supersonic flame flow velocity of about 700 m/s. The results of calculations for the particle temperature are given in the Table 1. Table 1. The particle temperature versus particle size Particle diameter, m Particle temperature, 0C 20 25 55 400 300 100 2. Experimental 2.1. Preparation of the powder The amorphous powder was prepared from amorphous metallic alloy ribbon produce by melt spinning. Fe-based amorphous ribbon was then crushed by high-energy ball mill. The 20 m to 27 m thick ribbon was used for the powder preparation. Depending on the intensity of the milling process and its duration, the powder obtained possessed certain size distribution. The powder was classified using standard shaker with standard set of the sieves allowing separation of the powder into 10 groups with the minimal size range (-32 m, +20 m). The particles with effective diameter of (- 64m, +20 m) were selected for powdering. The SEM photo of the milled powder is presented in Fig. 1. Fig 1. Fe-based powder prepared by milling amorphous ribbons in high-energy ball mill. 2 - 52 Although the powder has been classified by sieving with minimal sieve size of 20 m, the presence of numerous minor particles with dimensions much below 20 m can be distinctly observed in the picture. The role of these particles will be discussed below. 2.2. Flame spraying technique for powder consolidation High velocity oxy-fuel (HVOF) process was used for powdering amorphous powder on the substrate. The substrate presented a cylinder steel tube preliminary coated with about 400-m layer of alumna using the same HVOF process. Oxygen with combustion gas (butane-propane) was burned under high pressure and the hot gas leaving the combustion chamber was deviated and bundled by the nozzle. The typical parameters used during the amorphous powders deposition were: Consumption of butane-propane gas Consumption of oxygen Consumption of air (for nozzle cooling) Powder supply rate 2.3. 0.8-1.0 m3/h 3.2-4.0 m3/h 20-25 m3/h 20 cm3/min Characterization The following instruments were used for characterization of the consolidated layer of amorphous powder: SEM JEOL 840 SEM 10 kV, EDS Link-Oxford (mounted on SEM), TEM JOEL 3000 FX 200 kV + Link EDS, X-ray Philips PW-1820. 3. Results and Discussion The results of the consolidated amorphous layer structure are presented in Fig. 2-10. 3.1. Electron Microscope Results Fig. 2 shows the SEM image of the amorphous layer cross-section after cutting and polishing. Fig. 2. SEM image of flame sprayed consolidated amorphous layer cross section. 2 - 53 It can be concluded from the picture that the layer is characterized by high density and low porosity. The circled cavity results from breaking out a particle during cutting, which is explained by low adhesion of the particle to its neighbors. a) b) Fig. 3. General view of consolidated layer (a) and it’s magnified layer fragment b) Fig 3 shows presence of a spherical particle. The initial powder (Fig. 1) obtained by milling amorphous ribbon with thickness of 25 m is characterized by flake shape or, if below 25 m then irregular shape. Although according to our thermal analysis the temperature of a particle with the characteristic size of about 20-30 m should not exceed crystallization temperature (~4200C) and moreover, the melting temperature (~13000C), the presence of a number of spherical particles in the consolidated layer evidences that those particles were melted during deposition. This discrepancy between the prediction and experimental result can be explained by uncertainty in the material and process parameters and coefficients. It also may happen that drag coefficient for spherical particles used in the calculations may significantly different for the particles with irregular shapes, which can result in the particle longer residence life in the flow and as a result in the particle melting. At the same time we can conclude from Fig. 3a that most of the particles preserve their irregular forms, which means that they avoided melting. The triangle cavity next to the surface of the spherical particle is due to poor wetting of the neighboring particle. To check the phase state of the particles in the layer, the cross section was polished and then etched with FeCl3. The picture of such layer is presented in Fig. 4. 2 - 54 A A+-Fe A A+NC A A C A Fig. 4. SEM image of the polished and etched cross-section of the consolidated layer (A – amorphous, C – crystalline, A+-Fe – amorphous + iron alpha-phase nuclei, NC – nanocrystalline) Four types of various phase states can be identified in Fig. 4. Firstly, one can see a spherical particle with crystalline structure, which was melted and then solidified. Since the particle cooling rate was not high enough it resulted in crystallization of the melted particle. It’s etching showed clearly seen grains. Secondly, a significant part of the particles preserved their amorphous structure, which is evident by non-etched structure. The fraction of the amorphous particles is relatively high which is consistent with the prediction of the thermal analysis. The next type of the particles can be characterized as amorphous with inclusions of the -Fe-phase nuclei (they are illustrated in separate TEM image in Fig. 5). The last type, which is also illustrated by TEM images in Fig. 6, presents small amorphous particles with nanocrystalline inclusions (A+NC). To understand better the structure of the four types (excluding the crystalline structure, which is obvious), TEM images of the corresponding areas were obtained. 2 - 55 Fig. 5. TEM images of the amorphous phase with inclusions of -Fe nuclei The origin of the structure presented in Fig. 5 can be explained by the short resident time of the particle in the flame flow. The formation of the crystalline phase was started and interrupted in a short time due to particle cooling. It results in formation of fractal-like alpha-iron nuclei on the surface of amorphous particle. Note that the characteristic size associated with the -Fe phase inclusions is about 100 nm. 10nm a) b) Fig. 6. TEM images of amorphous phase with nanocrystalline inclusions Nanocrystalline inclusions can be seen in Fig. 6a and 6b. Fig. 6a shows nanocrystalline particles with the size of below 10 nm (mainly iron borides) while bigger nanocrystalline particles with the size of ~100 nm (mainly iron silicates) 2 - 56 formed inside amorphous structures (Fig. 6b). Both types are associated with minor amorphous particles with dimensions of about few microns and can be attributed to rapid solidification of melted particles due to rapid cooling through heat transfer to the substrate and deposited layer. The average temperature on the surface of the deposited layer does not exceed 3000C during deposition while the layer of approximately 500 m was formed during about 50 s or less. It gives rise to growth of nanocrystalline inclusions, which is terminated in a short time due to rapid quenching of the small particles. Summarizing we can conclude that four character zones contribute to the structure of the consolidated amorphous particles: 1) Amorphous grains with characteristic size of 40 m to 50 m, which form about 50-55% of the consolidated layer volume; 2) Amorphous grains + -Fe phase with effective size of 20 m to 25 m composing about 20-25% of the consolidated material; the typical size of the -Fe phase nuclei of ~100 nm. 3) Crystalline grains with effective diameter of 15 m to 20 m constituting about 10% of the layer; 4) Small fraction (below 1%) of amorphous grains of effective diameter of few microns with nanocrystalline inclusions of ranging 50 nm to 100 nm. The general conclusion, which follows from the structure analysis, is that the most of the consolidated material volume is associated with the amorphous structure. In particular it means that the temperature of the most of the particles during HVOF deposition does not exceed the crystallization temperature. It also means that only the minor fraction of the amorphous particles is melted during traveling in the flame jet. Then the basic question to be answered is that in the absence of melting what is the mechanism providing the amorphous particles consolidation? 3.2. Consolidation model (Stones-in-the Cement) To explain the mechanism we consider the SEM image of the consolidated layer fragment in Fig. 7, which includes all above described typical structures. Fig. 7. SEM image of a typical consolidated layer fragment 2 - 57 The framed part of this fragment (two images: secondary regular and secondary in lens) is presented in Fig. 8. a) b) Fig. 8. To images (secondary regular a) and secondary in lens b)) of the fragment illustrating the cohesion mechanism through which the amorphous powder is consolidated. One can easily see that a layer having thickness of one-two microns surrounds most of the particles. We associate this layer with minute particles observed in Fig. 1. The most logical assumption is that these small particles, which cannot be separated from are melted in the flame jet. When a big particle arrives to the surface of the layer due to high velocity it flattens the liquid drop, which in this case plays the role of a “glue” or “cement” providing cohesion between the particles. It means by the way that better adhesion implies preserving these minute particles in the powder instead separating it by sieving. Moreover, practical conclusion is that after sieving the powder with 20micron sieve at least part of the separated small particles can be returned to the powder to be consolidated. The fraction of this fine powder can be used as an optimization parameter for controlling the consolidated layer adhesion and porosity. 3.3. Heating elements The described technique was used for preparation of a heating element for water fast heating (patent pending). A stainless steel tube (with internal diameter of 11/4 inch and length of 40 cm) was sand blasted. A minimal thick layer of NiAl powder was deposited on the tube surface using HVOF process. After that the tube was coated with aluminum oxide powder (500 m) playing the role of electrical insulation. Amorphous Fe-based powder was then deposited on the ceramic surface through a mask forming a spiral “wounded” around the tube. The thickness of the deposited amorphous layer was about 400-500 m. 2 - 58 The effective specific electrical resistance of the consolidated amorphous powder was ~20 Ohm*m while the electrical resistance of the initial material did not exceed 1.4 Ohm*m. It is also much high than the specific resistance of the best crystalline resistive materials used in heating applications like NiCr and Kanthal. This order of magnitude difference can be explained by oxidation of the amorphous particles surface creating high local electrical resistance in the areas of particle interfaces. Such resistive material with extremely high electrical resistivity allowed reaching specific energy release of ~100 W/cm2. It permits creating a heater with 18 kW power on the base of the tube with the above-described parameters. The heater has no thermal inertia (steady state temperature is achieved in few seconds) and provides hot water in quantities making this heater attractive in commercial application. 4. Conclusions 1. The HVOF method has been successfully applied to consolidation of amorphous powder. 2. The electronic microscope investigation evidences that the method allows preserving the amorphous structure of the powder up to 80-90% and provides excellent cohesion between the consolidated particles. 3. “Stones-in-the-cement” model is proposed for explanation of the good mechanical properties of the consolidated layer, which is based on cementing role of the minute particles. 4. High performance heating element prototype for water fast has been prepared using the developed technique. Acknowledgements The authors are indebted to Dr. L.Shepelev for assistance with obtaining the electronic microscope images and to Dr. B.Petrov for implementation of the HVOF process. 2 - 59 References 1. Аморфные металлические сплавы. Под ред. Ф. Люборски, М.: Металлургия, 1987. 2. Supercooled Liquids, Bulk Glassy amd Nanocrystalline States of Alloys. MRS Proceedings, Vol. 644, 520 p., Ed. A. Inoue, R.I.Yavari, W.Johnson, and R.Dauskardt, 2001. 3. Sanjay Sampath, Microstructural characteristics of plasma spray consolidated amorphous powder, Materials Science and Engineering, A167 (1993) 1-10. 4. M.N.Ozisik, Basic Heat Transfer, McGraw-Hill, New York 1981. 5. D.Apalian, R.Paliwal, R.W.Smith, and W.F.Schilling, Melting and solidification in plasma spray deposition - phenomenological review, Int.Met.Rev. 28 (1983) 271. 6. VV.Sobolev, J.M.Guilemany, J.C.Garmier, and J.A.Calero, Modeling of particle movement and thermal behavior during high-velocity oxyfuel spraying, Surf. Coat. Technol. 63 (1994) 181. 7. Xi Chen, E.Pfender, Behavior of small particles in a thermal plasma flow, Plasma Chem. Plasma Process. 3(1983) 351. 2 - 60