Physical principals of Acoustic Emission
advertisement

האדריכלים והאקדמאים,לשכת המהנדסים
במקצועות הטכנולוגיים בישראל
ענף בדיקות לא הורסות- אגודת מהנדסי מכונות
יום עיון השנתי בנושא פליטה אקוסטית
Seminar on
Fundamentals of Acoustic Emission
Dr. Boris Muravin
Chairman of Israeli Acoustic Emission Group
Feb 24, 2011
This presentation for acoustic emission education
purposes
only
More in www.muravin.com
סיכום פעילות התא לפליטה אקוסטית
בשנת .2010
•
•
•
•
•
•
יום יעון בפליטה אקוסטית.
כנס מכונות .2010
כנס בל"ה .2011
אירגון קורס בייסיק לפי ASNTו .473EN
אירגון מבחני הסמכה לרמה IIIלפי .ASNT
ליווי פרואקטים ויעוץ.
More in www.muravin.com
Seminar Outline
9:15 – 10:30 History of AE, physical principals of acoustic emission, AE waves, AE source location
10:30-10:45 Break
10:45 – 12:30 Apparatus, data acquisition and analysis
12:30-13:15 Lunch break
13:15 – 14:30 Apparatus, data acquisition and analysis – Cont.
14:30-14:45 Break
14:45 – 16:00 Applications and standards.
16:00-16:15 Break
16:15 – 17:30 Applications and standards – Cont.
More in www.muravin.com
History of AE
More in www.muravin.com
Who was the First?
He was the First who used AE as a
forecasting tool
They were the First who used AE
as an alarm system
More in www.muravin.com
Early History of AE
נד,קול זעקה מבבל ושבר גדול מארץ כשדים ירמיהו נא
“ The sound of a cry from Babylon and the sound of great fracture
<comes> from the land of the Chaldeans.” Jeremiah 51:54
• One of the first sources that associates sound with fracture can
be found in the Bible.
• Probably the first practical use of AE was by pottery makers,
thousands of years before recorded history, to asses the quality
of there products.
• Probably the first observation of AE in metal was during twinning
of pure tin as early as 3700 B.C.
• The first documented observation of AE in Middle Ages was
made by an Arabian alchemist, Geber, in the eighth century.
Geber described the “harsh sound or crashing noise” emitted
from tin. He also describes iron as “sounding much” during
forging.
More in www.muravin.com
History of First AE Experiments
• In 1920, Abram Joffe (Russia) observed the noise generated by
deformation process of Salt and Zinc crystals.“ The Physics of
Crystals” , 1928.
• In 1936, Friedrich Forster and Erich Scheil (Germany)
conducted experiments that measured small voltage and
resistance variations caused by sudden strain movements
caused by martensitic transformations.
• In 1948, Warren P. Mason, Herbert J. McSkimin and William
Shockley (United States) suggested measuring AE to observe
the moving dislocations by means of the stress waves they
generated.
• In 1950, D.J Millard (United Kingdom) performed twinning
experiments on single crystal wires of cadmium. The twinning
was detected using a rochelle salt transducer.
More in www.muravin.com
History of First AE Experiments
• In 1950, Josef Kaiser (Germany) used tensile tests to
determine the characteristics of AE in engineering materials.
The result from his investigation was the observation of the
irreversibility phenomenon that now bears his name, the
Kaiser Effect.
• The first extensive research after Kaiser was done in the
United States by Bradford H. Schofield in 1954. Schofield
investigated the application of AE in the field of materials
engineering and the source of AE. He concluded that AE is
mainly a volume effect and not a surface effect.
• In 1957, Clement A. Tatro, after performing extensive
laboratory studies, suggested to use AE as a method to study
the problems of behavior of engineering metals. He also
foresaw the use of AE as an NDT method.
More in www.muravin.com
Start of Industrial Application of AE
• The first AE test in USA was conducted in the Aerospace industry to verify
the integrity of the Polaris rocket motor for the U.S Navy (1961). After
noticing audible sounds during hydrostatic testing it was decided to test the
rocket using contact microphones, a tape recorder and sound level analysis
equipment.
• In 1963, Dunegan suggested the use of AE for examination of high pressure
vessels.
• In early 1965, at the National Reactor Testing Station, researchers were
looking for a NDT method for detecting the loss of coolant in a nuclear
reactor. Acoustic Emission was applied successfully.
• In 1969, Dunegan founded the first company that specializes in the
production of AE equipment.
• Today, AE Non-Destructive Testing used practically in all industries around
the world for different types of structures and materials.
More in www.muravin.com
Physical Principals of Acoustic
Emission
More in www.muravin.com
Definition of Acoustic Emission Phenomenon
Acoustic Emission is a phenomenon of sound and
ultrasound wave radiation in materials undergo
deformation and fracture processes.
ASTM E1316-2010 definition:
Acoustic Emission (AE)—the class of phenomena
whereby transient elastic waves are generated by the
rapid release of energy from localized sources within a
material, or the transient waves so generated. Acoustic
emission is the recommended term for general use. Other
terms that have been used in AE literature include (1)
stress wave emission, (2) microseismic activity, and (3)
emission or acoustic emission with other qualifying
modifiers.
More in www.muravin.com
Classification of AE
AE classes: material and
mechanical
AE source mechanism
size: macro- and microscopic
AE types: burst and
continuous.
Significance/occurrence:
primary and secondary.
More in www.muravin.com
Classes and Mechanisms of Acoustic Emission
Material acoustic emission - acoustic emission
generated by a local dynamic change in a
material structure due to fracture
development and/or deformation processes.
Crack jumps
Plastic deformation
development
Material AE
Phase
transformation
AE
Leaks (bubble
collapse)
Friction
Mechanical AE
Mechanical acoustic emission - acoustic
emission generated by a leakage, friction,
impact or other sources of mechanical origin.
More in www.muravin.com
Impacts
Leaks (friction)
Source Mechanisms of AE in Metals
Major macroscopic sources
of AE in metals are: crack jumps, plastic deformation development, fracturing and de-bonding
of hard inclusions.
Microscopic sources
includes dislocation movement, interaction, annihilation, slip formation, voids nucleation,
growth and interaction and many other.
nucleation
development
branching
……
nucleation
growth
interaction
bond
connection
fracturing
fracturing
crack Inclusions
formation
Voids
Micro-crack
Possible combinations
Dislocations
nucleation
generation
annihilation
migration
interaction
movement
More then 80% of energy
expended on fracture in
common industrial metals
goes to development of
plastic deformation.
Twining
AE SOURCES
6.9 10236
Phase
changes
formation
motion
interaction
……..
Recrystalli-
Slip
zation
More in www.muravin.com
Source Mechanisms in Composites
•
•
•
•
•
Matrix cracking.
Fiber fracture.
Delamination.
Fiber pullout.
Friction.
More in www.muravin.com
Primary vs. Secondary AE
Primary AE
Secondary AE
Crack jump
Crack surface friction
Plastic deformation
Inclusion breakage in the process zones
Crack growth
Corrosion layer fracture in corrosion
fatigue cases
More in www.muravin.com
AE Types: Burst and Continuous AE Signals
Burst AE is a qualitative description of
the discrete signal's related to
individual emission events occurring
within the material.
Continuous AE is a qualitative
description of the sustained signal
produced by time-overlapping signals.
More in www.muravin.com
Some Mechanisms of Burt and Cont. AE
Brittle fracture
Burst AE
Crack jump
Impact
Plastic
deformation
Cont. AE
Friction
Leaks
More in www.muravin.com
Acoustic Emission is Flaw-Type-Material Specific
Identification of distinctive flaw-type-material specific AE characteristics of different
flaws in high energy equipment is a necessary condition for reliable diagnostics.
Paper
tear
Tree Falls
Ice Crack
ICE CRACK
Glass Brake
More in www.muravin.com
AE in Metals
More in www.muravin.com
Metals
Metal
composition
and structure
Failure
mechanism
Manufacturing
and welding
process
AE Characteristics
More in www.muravin.com
Factors that Tend to Increase or Decrease
the Amplitude of AE
Nondestructive Testing Handbook, Volume 6 “Acoustic Emission Testing”, Third Edition, ASNT.
More in www.muravin.com
“Friendly” Metals for Traditional AE
Inspections
• “Friendly” (for newcomers) metals can be
considered those producing high amplitude
(high Signal-to-Noise ratio) emissions.
• Examples are various carbon steels, cast irons,
low ductility steels, high inclusion content
steels, large grain size steels.
More in www.muravin.com
Detectability by AE Depends on Failure
Mechanism
• Flaws due to different failure mechanisms
have different propagation characteristics:
intergranular or transgranular, cleavage or
ductile fracture, small scale or large yielding,
etc.
• For example high cycle and low cycle
mechanical fatigue may different detectability
(if we define detectability based on level of AE
amplitudes).
More in www.muravin.com
Plastic Deformation as a Major Source
of AE
More in www.muravin.com
Plastic Zone at the Crack Tip
• Flaws in metals can be revealed by detection of indications of plastic
deformation development around them.
• Cracks, inclusions, and other discontinuities in materials concentrate stresses.
• At the crack tip stresses can exceed yield stress level causing plastic
deformation development.
• The size of a plastic zone can be evaluated using the stress intensity factor K,
which is the measure of stress magnitude at the crack tip. The critical value of
stress intensity factor, KIC is the material property called fracture toughness.
2
KI
ys
ry plastic zone size in elastic material
1
ry
2
Fracture
Fundamentals and Applications, Second Edition, T.L. Anderson.
MoreMechanics
in www.muravin.com
Comparison of Plastic Deformation around Crack Tips Mode I and II
Our experimental
results
Mode I
Mode II
Mode II
3
2
Mode I
1
1
Plastic Strain
Plastic Stress
1. The size of plastic deformation around crack mode II is significantly
larger (up to 3-5 times, see /1-3/) than the plastic deformation zone
around crack mode I under the same load/max load ratio.
2. According to our experimental results, the estimated relation between
plastic deformation zone for Mode II and Mode I crack is
approximately 3.
0.5 mm
J. F. Kalthoff, Failure Methodology of Mode-II Loaded Cracks, Mechanics, Automatic Control and
More inpp.
www.muravin.com
Robotics Vol.3, No 13, 2003,
533 - 552
Ellipses of Dispersion Energy vs. Average Frequency of Single Fatigue
Crack under Mode I and Mode II Loading (1200kgf)
Flaw Type
Amount of
Data
Released Energy,
r.u.
Plastic
Deformation
99
0.33
Micro-Cracks
16
0.5
E
E
Plastic _ MII
3
Plastic _ MI
Flaw Type
Amount of
Data
Released Energy,
r.u.
Plastic
Deformation
228
1
Micro-Cracks
23
1
E
E
Micro _ Cracks _ MII
1– Plastic Deformation
2 – Micro Cracking
More in www.muravin.com
Micro _ Cracks _ MI
2
Models of AE in Metals
•
•
•
Plastic Deformation Model
Plastic deformation model relates AE and the stress intensity factor ( K1).
AE is proportional to the size of the plastic deformation zone.
Several assumptions are made in this model: (1) The material gives the highest rate of AE
when it is loaded to the yield strain. (2) The size and shape of the plastic zone ahead of the
crack are determined from linear elastic fracture mechanics concepts.
2
1 K1
ry
ys
2 or 6 (plain stress or plain strain)
(3) Strains at the crack tip vary at r 0.5where r is the radial distance from the crack tip. (4)
N Vp
N AE count rate
V p volume strained between y (yield strain) and u (uniform strain)
The assumptions lead to development of the following equations for the model ( 2 )
1
2
2
V p ry ru B B
2
B plate thickness
K
E y
2
2
1
2
Vp K 4
N K4
2
4
4
K
B u y 4
K
E
4
4
E
u
y u
More in www.muravin.com
2
AE Effects
• Kaiser effect is the absence of detectable AE at a fixed sensitivity level, until
previously applied stress levels are exceeded.
• Dunegan corollary states that if AE is observed prior to a previous maximum
load, some type of new damage has occurred. The dunegan corollary is used
in proof testing of pressure vessels.
• Felicity effect is the presence of AE, detectable at a fixed predetermined
sensitivity level at stress levels below those previously applied. The felicity
effect is used in the testing of fiberglass vessels and storage tanks.
felicity ratio
stress at onset of AE
previous maximum stress
ASTM E1316: 2010
Kaiser effect—the absence of detectable acoustic emission at a
fixed sensitivity level, until previously applied stress levels are
exceeded.
Discussion—Whether or not the effect is observed is material
specific. The effect usually is not observed in materials containing
developing flaws.
Kaiser effect (BCB)
Felicity effect (DEF)
More in www.muravin.com
Kaiser Effect
•
•
The immediately irreversible characteristic of AE resulting from an applied
stress at a fixed sensitivity level.
If the effect is present, there is an absence of detectable AE until previously
applied stress levels are exceeded.
Example of the Kaiser Effect in a cyclically loaded concrete specimen. Thick black lines represents AE
activity, thin lines the loads and dashed lines the Kaiser Effect.
http://www.ndt.net/ndtaz/content.php?id=476
More in www.muravin.com
AE Waves
More in www.muravin.com
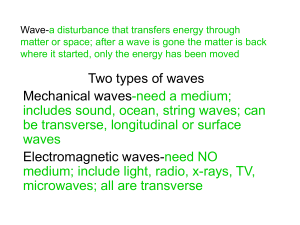
Types of Acoustic Emission Waves
Type of AE waves generated depend on material
properties, its mechanical behavior and level of
stresses at the source. AE waves can be:
• Elastic.
• Non-linear elastic.
• Elastic-plastic.
• Elastic-viscoplastic and other.
Inelastic waves attenuate at short distances and
therefore elastic waves are mostly detected and
analyzed in acoustic emission testing.
More in www.muravin.com
Modes of Elastic Waves Propagation
• Longitudinal (dilatational, P-) wave is the wave in which the oscillations
occurring in the direction of the wave propagation.
• Shear (or transverse, or distortional, or equivolumal, or S-) wave is the
wave in which the oscillations occurring perpendicular to the direction of
the wave propagation.
• Rayleigh (or surface) wave is the wave with elliptic particle motion in
planes normal to the surface and parallel to the direction of the wave
propagation.
• Lamb (or plate) wave is the wave with particles motion in perpendicular to
the plate.
• Stoneley (or interfacial) wave is the wave at interface between two semiinfinite media.
• Love wave is the wave in a layered media, parallel to the plane layer and
perpendicular to the wave propagation direction.
• Creeping wave is the wave that is diffracted around the shadowed surface
of a smooth obstacle.
More in www.muravin.com
Longitudinal, Shear, Rayleigh and Love
Waves
Reference:
http://web.ics.purdu
e.edu/~braile/edum
od/slinky/slinky.htm
More in www.muravin.com
Wave Modes in Different Geometries
•
•
•
In infinite media there are only two
types of waves: dilatational (P) and
distortional (S).
Semi-infinite media there are also
Rayleigh and Lateral (Head) waves.
Head waves produced by interaction of
longitudinal wave with free surface.
In double bounded media like plates
there are also Lamb waves.
t = 10 mm
Symmetric
t = 5 mm
Antisymmetric
In thinnest plates only Lamb wave
More in www.muravin.com
arrivals are visible.
Example of AE Signal
0.8
0.6
Rayleigh wave
P wave
S wave
0.4
Volts
0.2
0
-0.2
-0.4
-0.6
-0.8
More in www.muravin.com
Wave Speed in Different Materials
Material
Acoustic
Longitudinal
Impedance,
wave (C1), Shear (C2), Rayleigh
Lamb (Cp),
106
km/sec
km/sec (Cr), km/sec km/sec kg/(m2*sec)
Aluminum
6.3
3.1
2.9
5.1
17
Brass
4.4
2.1
2.0
3.5
36
Cast iron
5.0
3.0
2.7
4.7
36
Copper
4.7
2.3
2.1
3.8
42
Lead
2.2
0.7
0.7
1.2
25
Magnesium
5.8
3.1
2.9
5.0
10
Nickel
5.6
3.0
2.8
4.8
49
Steel
5.9
3.2
3.0
5.1
46
More in www.muravin.com
Wave speeds derivation:
C1
2
C2
0.862 1.14
C2
1
2
CP
C2
1
CR
λ and μ – Lame constants
ν – Poisson’s ratio
ρ – material density
Properties of Elastic Waves in SemiInfinite Media
• Rayleigh waves carry 67% of total energy (for ν=0.25).
• Shear 26%.
• Longitudinal 7%.
• Longitudinal and shear waves decay at a rate 1/r in
the region away of the free surfaces.
• Along the surface they decay faster, at a rate 1/r2.
• Rayleigh waves decays much slower, at a rate of
1/sqrt(r).
Reference: “Dynamic Behavior of Materials” by M. Meyers
More in www.muravin.com
Wave Propagation Effects
The following phenomena take place as AE waves propagate along the structure:
Attenuation: The gradual decrease in AE amplitude due to energy loss
mechanisms, from dispersion, diffraction or scattering.
Dispersion: A phenomenon caused by the frequency dependence of speed for
waves. Sound waves are composed of different frequencies hence the speed of the
wave differs for different frequency spectrums.
Diffraction: The spreading or bending of waves passing through an aperture or
around the edge of a barrier.
Scattering: The dispersion, deflection of waves encountering a discontinuity in the
material such as holes, sharp edges, cracks inclusions etc….
Attenuation tests have to be performed on
actual structures during their inspection.
The attenuation curves allow to estimate
amplitude or energy of a signal at a given
distance from a sensor.
More in www.muravin.com
Group and Phase Velocity
Lord Rayleigh: “It have often been remarked that when a group of waves advances
into still water, the velocity of the group is less than that of the individual waves of
which it is composed; the waves appear to advance through the group, dying away
as they approach its interior limit” (1945, Vol. I, p. 475).
• Group velocity is the velocity of propagation of a group of waves of similar
frequency.
• Phase velocity is the velocity at which the phase of the wave propagates in the
media.
Reference:
http://www.owrc.com/waves/waveSpeed/
waveSpeed.html
More in www.muravin.com
Dispersion Curves
Non-dispersive
part of A0 mode
Triple point
Example calculated
for steel 347 plate (10mm thick)
More in www.muravin.com
Use of Dispersion Curves
Dispersion curves can be effectively used for accurate location
and characterization of AE sources. Examples:
• Filtering AE waveforms at frequency of the triple point (200
kHz), one can improve location accuracy. This is because all
modes at this frequency have similar speed and the
threshold will be triggered by the same wave mode at all
sensors.
• Filtering AE waveforms over non-dispersive range of A0
mode (80-180 kHz) can improve location accuracy even
further. In this technique a wider frequency range of the
original signal remain after filtration while the frequency
content of the mode remain unchanged over the distance.
More in www.muravin.com
AE Source Location
More in www.muravin.com
Principals of Acoustic Emission Source
Location
• Time difference based
on Time of Arrival
•
•
•
•
locations.
Cross-correlation time difference location.
Zone location.
Attenuation based locations.
Geodesic location.
More in www.muravin.com
Time of Arrival Evaluation
• Most of existing location procedures require
evaluation of time of arrival (TOA) of AE waves to
sensors.
• TOA can detected as the first threshold crossing by
AE signal, or as a time of peak of AE signal or as a
time of first motion. TOA can be evaluated for each
wave mode separately.
More in www.muravin.com
Effective Velocity
••
•
•
•
•
•
•
Another
Another parameter
parameter necessary
necessary for
for time
time difference
difference location
location method
method is
is effective
effective
velocity.
velocity.
Effective velocity can be established experimentally with or without considering
Effective
can be established
different velocity
wave propagation
modes. experimentally with or without considering
different
wave propagation
modes.
When propagation
modes are
not separated, the error in evaluation of AE source
location
can be significant.
Fornot
example,
in linear
it can be about
of
When propagation
modes are
separated,
the location
error in evaluation
of AE10%
source
sensors
locationspacing.
can be significant. For example, in linear location it can be about 10% of
Detection
of different wave modes arrival times separately and evaluation of their
sensors spacing.
velocities can significantly improve location accuracy. Nevertheless, detection and
Detection
times separately
and evaluation
of theirin
separationof
ofdifferent
differentwave
wavemodes
modesarrival
is computationally
expensive
and inaccurate
case
of complex
geometries
or under
high background
noise conditions.
velocities
can significantly
improve
location
accuracy. Nevertheless,
detection and
separation of different wave modes is computationally expensive and inaccurate in
case of complex geometries or under high and variable background noise
conditions.
Material
Effective velocity
in a thin rod
[m/s]
Shear
[m/s]
Longitudinal
[m/s]
Brass
3480
2029
4280
Steel 347
5000
3089
5739
Aluminum
More
5000in www.muravin.com
3129
6319
Linear Location
• Linear location is a time difference method commonly used to locate AE
source on linear structures such as pipes, tubes or rods. It is based on
evaluation of time difference between arrival of AE waves to at least two
sensors.
• Source location is calculated based on time difference and effective wave
velocity in the examined structure. Wave velocity usually experimentally
evaluated by generating artificially AE at know distances from sensors.
1
D T V
2
d distance from first hit sensor
d
D = distance between sensors
V wave velocity
More in www.muravin.com
One Sensor Linear Location
• It is possible to use one sensor to evaluate the distance
from AE source (but not direction).
• The principal of this location is based on phenomenon of
different velocity of propagation of different wave modes.
• Such location method can be used on short rods, tubes or
pipes, when mode detection and separation can be
effectively performed.
Rayleigh wave
0.8
Time shift is a function
of propagation distance
0.6
0.4
Volts
0.2
P wave
S wave
0
-0.2
-0.4
-0.6
-0.8
More in www.muravin.com
Two Dimensional Source Location
For location of AE sources on a plane minimum three sensors are used. The source is
situated on intersection of two hyperbolas calculated for the first and the second
sensors detected AE signal and the first and the third sensor.
t1,2V R1 R2
D distance between sensor 1 and 2
Z R2 sin
R1 distance between sensor 1 and source
Z 2 R12 ( D R2 ) 2
R2 2 sin 2 R12 ( D R2 cos ) 2
R2 2 R12 D 2 2 D cos
R2 distance between sensor 2 and source
t1,2 time differance between sensor 1 and 2
angle between lines R2 and D
R1 t1,2V R2
Z line perpendicular to D
2
2 2
1 D t1,2 V
R2
2 t1,2V D cos
Sensor 2
Sensor 2
R2
R3
Sensor 3
R2
R3
R1
Z
D
Sensor 1
R1
Sensor 1
More in www.muravin.com
Over-determined Source Location
• Generally, it is necessary 2 sensors for linear, 3
sensors for 2D and 4 sensors for 3D locations.
• When more sensors detect AE wave from a
source than necessary it is possible to use this
information to improve location accuracy by error
minimization optimization methods.
2 (ti,obs ti ,calc )2
ti ,calc
Chi Squared error function that minimized in over-determined
source location.
( xi xs ) 2 ( yi ys ) 2 ( x1 xs ) 2 ( y1 ys ) 2
V1
ti ,calc The calculated time difference between the i sensor and the first hit sensor, where xs and ys are the unknown coordinates of the source.
ti ,obs The observed time difference
More in www.muravin.com
2D Location on Cylinder
(x x ) ( y y )
The time delay between the signal arrival to two sensors:
Ti ti t1
2
i
0
i
0
2
( x1 x0 ) 2 ( y1 y0 ) 2 V
1
(xo,yo)– location of source
(xi,yi)– location of sensor i
ti – arrival time to sensor i
t1- arrival time to sensor 1
0.8
0.7
2
3
0.6
N
2 Ti Tmeasured 2
i 1
0.5
Z [m]
Minimization on
χ2 :
4
0.4
0.3
5
6
0.2
0.1
7
0
( x0 , y0 )
0.1
•At least 3 sensors are required for location.
•However, more sensors increase the accuracy of the
source location
More in www.muravin.com
( x0 , y0 )
8
9
0
-0.1
Y [m]
-0.1
0.1
0
X [m]
Energy Attenuation Location
Energy attenuation in line:
Ei E0e
( xi x0 )
Xo – location of source
Xi – location of sensor i
Eo – energy at source
Ei – energy at sensor i
β - the decay constant
E2 x1 x0 x2 x0
E1
ln ln
E2
E3 x2 x0 x3 x0
* 3 sensors are required for location for unknown β
(for known β 2 sensors are required for location)
Source
((((*))))
I
( x1 , E1 )
( x0 , E0 )
More in www.muravin.com
2
2
(x , E )
( x3 , E3 )
x
Location in Anisotropic Materials
•
•
In anisotropic materials, the velocity of wave propagation is different in different
direction.
In order to achieve appropriate results in source location it is necessary to evaluate
velocity profile as a function of propagation direction and incorporate this into the
calculation of time differences as done in the example of the composite plate.
R=0.9m
R=0.45m
Velocity
[m/s]
6035
5137
4671
4600
4649
5182
6141
Angle [Degrees]
0
18
36
45
54
72
90
Velocity
[m/s]
6101
5224
4843
4741
4784
5164
6345
Angle [Degrees]
0
18
36
45
54
72
90
Velocity vs. Angle
7000
6000
ti ,calc
( xi xs )2 ( yi ys )2
v ,i
( x1 xs ) 2 ( y1 ys ) 2
v ,1
Velocity [m/s]
5000
4000
R=0.9m
R=0.45m
3000
2000
1000
0
ti ,calc
5 10 15
in to
www.muravin.com
The time difference recorded by the i sensor More
relative
the first hit0 sensor
20
25
30
35
40
45
50
Angle [Degrees]
55
60
65
70
75
80
85
90
Cross-correlation based Location
Δt
Ch 1
Cross-correlation is another method for location of AE
sources based on estimation of time shifts between AE
signals detected by different sensors. It is usually
applied for continuous AE signals when it is impractical
to estimate the time of wave arrival but possible to
estimate time shifts between sensors.
Cross-correlation function
C (t ) SCh1 ( ) SCh 2 ( t )dt
Ch 2
t t max{C (t )}
Δt
Cross-correlation method is typically applied for
location of continuous AE signals.
Normalized cross-correlation function
More in www.muravin.com
Zone Location
• Zone location is based on the principle that the sensor with the highest
amplitude or energy output will be closest to the source.
• Zone location aims to trace the waves to a specific zone or region around
a sensor.
• Zones can be lengths, areas or volumes depending on the dimensions of
the array.
• With additional sensors added, a sequence of signals can be detected
providing a more accurate result.
More in www.muravin.com
Geodesic Location
• This time-difference location method is based on calculation of the
shortest wave path over the mesh of the object by the principle of
minimum energy.
• The method allows to solve location problems in complex
geometries but computationally expensive.
More in www.muravin.com
Reference:
G. PRASANNA, M. R. BHAT and C. R. L.
MURTHY, “ACOUSTIC EMISSION SOURCE
LOCATION ON AN ARBITRARY
SURFACE BY GEODESIC CURVE EVOLUTION”,
Advances in Acoustic Emission - 2007
Other Location Methods
• FFT and wavelet transforms are be used to
improve location by evaluation of modal
arrival times.
• Cross-correlation between signals envelopes.
• There are works proposing use of neural
network methods for location of continuous
AE.
More in www.muravin.com
The End
More in www.muravin.com