Uploaded by
gabriel.valenzuela.s
Warman AH Pumps: Installation, Operation & Maintenance User Manual
advertisement
WARMAN®
Centrifugal Slurry Pumps
AH Pumps
Installation, Operation, & Maintenance Manual
User Manual
Copyright © 2015, Weir Minerals Australia Ltd.
Warmanis a registered trademark of Weir Minerals Australia Ltd.
Weir Minerals Australia Ltd. (“the Company”) is the owner of the copyright and all confidential information in
this document. The document may contain information that is private, confidential and/or privileged. The
document must not be copied in whole or in part, in any form or by any means, and the information in it must
not be disclosed to any person, or used for any purpose other than the specific purpose for which it has been
provided, without the prior written consent of the Company.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page I - 0
3/Apr/15 Rev 2.0
WARMAN®
Centrifugal Slurry Pumps
AH Pumps
Installation, Operation, & Maintenance Manual
Project Information, Certification and other
Relevant Manuals / Reference Material
Page I - i
3/Apr/15 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
WARMAN®
Centrifugal Slurry Pumps
AH Pumps
Installation, Operation, & Maintenance Manual
Revision Page
Revision
Description
Reviewed
Authorised
Date
Rev 0
Initial release
Keir Gillam
Marcus Lane
July 11, 2014
Rev 1.0
Manual types added to
cover page
Keir Gillam
Marcus Lane
Apr 30, 2014
Rev 2.0
Torque settings corrected.
Safety notes improved. All
sections at Rev 2.0
Cesar Calma
Marcus Lane
Apr 3, 2015
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
Jon Waite
Nestor Cinotti
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 0 - ii
3/Apr/2015 Rev 2.0
AH Pumps
Table of Contents
1
2
Introduction ............................................................................................................................1-1
1.1
Scope of the Manual .................................................................................................................................... 1-1
1.2
Intended Audience ....................................................................................................................................... 1-1
1.3
Disclaimer .................................................................................................................................................... 1-1
1.4
Overview of the Manual ............................................................................................................................... 1-2
1.5
Contact Information...................................................................................................................................... 1-2
1.6
Glossary of Abbreviation.............................................................................................................................. 1-3
Safety.......................................................................................................................................2-1
2.1
Safety Symbols ............................................................................................................................................ 2-1
2.2
Important Information................................................................................................................................... 2-1
2.3
Operating Conditions ................................................................................................................................... 2-4
2.4
Efficient Use and Intended Use ................................................................................................................... 2-5
2.5
General Safety ............................................................................................................................................. 2-5
2.6
Qualified Workers ........................................................................................................................................ 2-5
2.7
Safe Working on Pumps .............................................................................................................................. 2-6
2.8
Markings and Approvals .............................................................................................................................. 2-6
2.9
Safety Equipment......................................................................................................................................... 2-6
2.10 Fire Fighting ................................................................................................................................................. 2-7
2.11 Emergency Procedures ............................................................................................................................... 2-7
3
Transport and Storage ...........................................................................................................3-1
3.1
4
Transportation .............................................................................................................................................. 3-1
3.1.1
Transport Safety ......................................................................................................................... 3-1
3.1.2
Chain of Responsibility ............................................................................................................... 3-2
3.1.3
Load Restraint ............................................................................................................................ 3-2
3.1.3.1
Load Restraint Tools................................................................................................................... 3-3
3.1.4
Shaft Locking .............................................................................................................................. 3-3
3.2
Tie-down Instructions ................................................................................................................................... 3-5
3.3
Lifting Instructions ........................................................................................................................................ 3-5
3.4
Storage......................................................................................................................................................... 3-5
3.4.1
Standard Instructions.................................................................................................................. 3-6
3.4.2
Medium-term Storage ................................................................................................................. 3-6
3.4.3
Long-term Storage...................................................................................................................... 3-8
3.4.4
Prior to Start-up .......................................................................................................................... 3-8
Technical Data ........................................................................................................................4-1
4.1
Pump Identification ...................................................................................................................................... 4-1
4.1.1
Discharge Positions.................................................................................................................... 4-2
4.1.2
Pump Nameplate........................................................................................................................ 4-2
4.1.3
Pump Size .................................................................................................................................. 4-2
4.1.4
Pump Part Identification ............................................................................................................. 4-3
4.2
Bearing Power Requirements ...................................................................................................................... 4-3
4.3
Tightening Torques ...................................................................................................................................... 4-4
4.4
Materials ...................................................................................................................................................... 4-5
Page 0 - iii
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
5
6
Description..............................................................................................................................5-1
5.1
Introduction to AH Pump.............................................................................................................................. 5-1
5.2
Pump Component Description ..................................................................................................................... 5-3
Drive Configurations ................................................................................................................... 5-3
5.2.2
Bearing Assemblies and Frames................................................................................................ 5-4
5.2.2.1
Oil Filled Bearing Assembly - Difference between K and KH Assemblies.................................. 5-4
5.2.3
Shaft Seals ................................................................................................................................. 5-4
5.2.4
Liners.......................................................................................................................................... 5-5
Installation ..............................................................................................................................6-1
6.1
Installation Safety......................................................................................................................................... 6-1
6.2
Pump............................................................................................................................................................ 6-1
6.3
7
5.2.1
6.2.1
Pump Working Envelope ............................................................................................................ 6-1
6.2.2
Foundations................................................................................................................................ 6-2
6.2.2.1
Align and Grout the Warman Baseplates ................................................................................... 6-2
6.2.2.2
Mount the Pump Base on a Steel Framework ............................................................................ 6-3
6.2.3
Shaft Unlocking .......................................................................................................................... 6-3
6.2.4
Shaft Alignment .......................................................................................................................... 6-4
6.2.5
Alignment, Tensioning, and Adjustment of Vee-belt Drives ........................................................ 6-4
6.2.5.1
Alignment.................................................................................................................................... 6-5
6.2.5.2
Tensioning .................................................................................................................................. 6-5
6.2.5.3
Adjustment.................................................................................................................................. 6-6
6.2.6
Alignment of Direct-coupled Pumps ........................................................................................... 6-7
6.2.6.1
Angular Shaft Alignment............................................................................................................. 6-8
6.2.6.2
Radial Shaft Alignment ............................................................................................................... 6-8
6.2.6.3
Tolerances .................................................................................................................................. 6-8
6.2.7
Pipework..................................................................................................................................... 6-9
6.2.7.1
Observations .............................................................................................................................. 6-9
6.2.8
Flanges..................................................................................................................................... 6-10
6.2.9
Intake Conditions...................................................................................................................... 6-14
Oil Filled Bearing Assembly - K and KH .................................................................................................... 6-14
6.3.1
HGK005M, HGK205M, and TK005-1M .................................................................................... 6-14
6.3.1.1
Before Start-up ......................................................................................................................... 6-14
6.3.2
FFKS005-1 with Single (Full) Duo-cone Seal........................................................................... 6-15
6.3.2.1
Before Start-up ......................................................................................................................... 6-15
Commissioning ......................................................................................................................7-1
7.1
Commissioning Safety ................................................................................................................................. 7-1
7.2
Commissioning Steps .................................................................................................................................. 7-2
7.2.1
Avoidance of Impeller Loosening - Runback and Reverse Rotation .......................................... 7-5
7.2.1.1
Correct Direction of Rotation and Input Torque via Pump Shaft ................................................. 7-5
7.2.1.2
Incorrect Direction of Rotation and Input Torque via Pump Shaft............................................... 7-6
7.2.1.3
Pump Shut Down on High Static Discharge Heads.................................................................... 7-6
7.2.1.4
Effects of Unrestricted Runback and Reverse Rotation ............................................................. 7-7
7.3
Motor Rotation Check (Jog Test) ................................................................................................................. 7-7
7.4
Gland Seal ................................................................................................................................................... 7-9
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 0 - iv
3/Apr/2015 Rev 2.0
AH Pumps
7.4.1
GSW Flow and Pressure Requirements................................................................................... 7-10
7.4.1.1
Gland Adjustment .................................................................................................................... 7-10
7.4.2
GSW Control Devices................................................................................................................7-11
7.4.2.1
Requirements for GSW Quality .................................................................................................7-11
7.5
HS Centrifugal Seal ................................................................................................................................... 7-12
7.6
Mechanical Seal......................................................................................................................................... 7-14
7.7
Impeller Adjustment ................................................................................................................................... 7-14
7.8
Tightening Nuts and Bolts .......................................................................................................................... 7-16
7.9
Labyrinth Grease Purging .......................................................................................................................... 7-16
7.10 Bearing Assembly Lubrication ................................................................................................................... 7-16
8
Operation ................................................................................................................................8-1
8.1
Operation Safety .......................................................................................................................................... 8-1
8.2
Shaft Seal .................................................................................................................................................... 8-2
8.3
Priming......................................................................................................................................................... 8-2
8.4
Normal Pump Start-up ................................................................................................................................ 8-3
8.5
Abnormal Start-up ........................................................................................................................................ 8-4
8.6
8.5.1
Blocked Intake Pipe .................................................................................................................... 8-4
8.5.2
Air Entering Gland ...................................................................................................................... 8-4
Operating Faults .......................................................................................................................................... 8-5
8.6.1
Overloading ................................................................................................................................ 8-5
8.6.2
Low Pit Level .............................................................................................................................. 8-5
8.6.3
Blocked Intake Pipe .................................................................................................................... 8-5
8.6.4
Blocked Impeller ......................................................................................................................... 8-5
8.6.5
Blocked Discharge Pipe ............................................................................................................. 8-5
8.7
Pump Shut Down ......................................................................................................................................... 8-6
8.8
Glands.......................................................................................................................................................... 8-6
8.9
Bearing and Impeller Tip Speeds ................................................................................................................. 8-6
8.10 Impeller Adjustment ..................................................................................................................................... 8-7
8.11 Maximum Allowable Pressures.................................................................................................................... 8-7
8.12 Bearing Fault Frequencies for Conditioning Monitoring............................................................................... 8-9
8.13 Oil Filled Bearing Assembly - K and KH ...................................................................................................... 8-9
9
8.13.1
HGK005M, HGK205M, and TK005-1M ...................................................................................... 8-9
8.13.1.1
Start-up ....................................................................................................................................... 8-9
8.13.1.2
Operation Maintenance .............................................................................................................. 8-9
8.13.2
FFKS005-1 with Single (Full) Duo-cone Seal............................................................................. 8-9
8.13.2.1
Operation Maintenance ............................................................................................................ 8-10
Maintenance............................................................................................................................9-1
9.1
Maintenance Safety ..................................................................................................................................... 9-1
9.2
Maintenance Check Points .......................................................................................................................... 9-2
9.3
Running Maintenance .................................................................................................................................. 9-2
9.3.1
Gland Adjustment ....................................................................................................................... 9-3
9.3.2
Repacking Gland ........................................................................................................................ 9-3
9.3.3
Tightening Nuts and Bolts........................................................................................................... 9-4
9.3.4
Labyrinth Grease Purging........................................................................................................... 9-4
Page 0 - v
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
9.3.5
9.4
Bearing Assembly Lubrication .................................................................................................... 9-4
Overhaul Maintenance................................................................................................................................. 9-4
9.4.1
Pump Disassembly..................................................................................................................... 9-5
9.4.2
Inspection and Removal of Bearing Assemblies ........................................................................ 9-5
9.4.2.1
When to Remove Bearing Assemblies ....................................................................................... 9-6
9.4.2.2
Removing Bearing Assemblies................................................................................................... 9-6
9.4.3
Replacement of Wearing Parts................................................................................................... 9-7
9.4.4
Reassembling Pump after Overhaul........................................................................................... 9-7
9.4.5
Overhaul Maintenance Procedure.............................................................................................. 9-8
9.4.5.1
Maintenance - Stand-by Pumps ................................................................................................. 9-8
9.4.5.2
Oil Filled Bearing Assembly - K and KH ..................................................................................... 9-8
10 Lubrication............................................................................................................................10-1
10.1 Lubrication Safety ..................................................................................................................................... 10-1
10.2 Lubrication Specification for Heavy Duty, Basic and Modified Basic Bearing Assemblies......................... 10-1
10.2.1
Recommended Bearing Grease Characteristics ...................................................................... 10-2
10.2.1.1
Drive-end .................................................................................................................................. 10-3
10.2.1.2
Wet-end .................................................................................................................................... 10-3
10.2.2
Synthetic Greases .................................................................................................................... 10-3
10.2.2.1
Excess Grease ......................................................................................................................... 10-4
10.2.3
Suggested Lubrication Intervals for both Wet-end and Drive-end Bearings (hours) ............... 10-5
10.2.4
Suggested Lubrication Intervals for both Wet-end and Drive-end Bearings (hours) ................ 10-6
10.2.5
Suggested Lubrication Intervals for both Wet-end and Drive-end Bearings (hours) ................ 10-7
10.2.6
Qualification.............................................................................................................................. 10-8
10.2.6.1
Initial Grease Fill....................................................................................................................... 10-8
10.2.7
Labyrinth Grease Purging......................................................................................................... 10-8
10.2.7.1
Type ‘-10’ Bearing Assembly Sealing Arrangement ................................................................. 10-8
10.2.7.2
Recommended Intervals for ‘-10’ Labyrinth Grease Purging.................................................... 10-9
10.3 Lubrication Specification for Modified Basic Bearing Assembly - Frame FFX ........................................... 10-9
10.3.1
Recommended Bearing Grease ............................................................................................... 10-9
10.3.2
Synthetic Greases .................................................................................................................... 10-9
10.3.2.1
Drive-end ................................................................................................................................ 10-10
10.3.2.2
Wet-end .................................................................................................................................. 10-10
10.4 Oil Filled Bearing Assembly - K and KH ...................................................................................................10-11
10.4.1
Seal Flushing...........................................................................................................................10-11
10.4.2
Dual Duo-cone Seals...............................................................................................................10-11
10.4.2.1
HGK005M, HGK205M, and TK005-1M .................................................................................. 10-12
10.4.3
FFKS005-1 with Single (Full) Duo-cone Seal......................................................................... 10-12
10.5 Oil Lubricated Bearing Assembly - Y ....................................................................................................... 10-12
10.5.1
Labyrinth Grease Purging....................................................................................................... 10-12
10.5.1.1
Recommended Intervals for Labyrinth Grease Purging ........................................................ 10-12
10.5.2
Oil Service Intervals and Quantities ....................................................................................... 10-13
10.5.2.1
Service Intervals ..................................................................................................................... 10-13
10.5.2.2
Quantity of Oil......................................................................................................................... 10-13
10.5.3
Recommended Lubricants...................................................................................................... 10-14
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 0 - vi
3/Apr/2015 Rev 2.0
AH Pumps
10.6 Centrifugally Sealed Pump ...................................................................................................................... 10-14
10.6.1
Centrifugal Sealing - Lubrication ............................................................................................ 10-14
11 Decommissioning and Disposal ......................................................................................... 11-1
11.1 Decommissioning Safety ............................................................................................................................11-1
11.2 Decommissioning........................................................................................................................................11-2
11.3 Disposal ......................................................................................................................................................11-4
12 Troubleshooting ...................................................................................................................12-1
12.1 Packed Gland Seal Problems .................................................................................................................... 12-1
12.1.1
Common Reasons.................................................................................................................... 12-1
12.1.1.1
Inadequate or Excessive GSW Pressure ................................................................................. 12-1
12.1.1.2
Inadequate Flow ....................................................................................................................... 12-1
12.2 Mechanical Seal Problems ........................................................................................................................ 12-3
12.3 Bearing and Impeller Tip Speeds ............................................................................................................... 12-4
12.4 Fault Finding Chart .................................................................................................................................... 12-5
13 Special Tools ........................................................................................................................13-1
13.1 Piston Ring Compressor ............................................................................................................................ 13-1
13.2 Locating Nut............................................................................................................................................... 13-2
13.3 C-spanner .................................................................................................................................................. 13-2
13.4 Shaft Wrench ............................................................................................................................................. 13-3
14 Appendix ...............................................................................................................................14-1
14.1 Tie-down Instructions ................................................................................................................................. 14-1
14.2 Lifting Instructions ...................................................................................................................................... 14-2
14.3 Checklists................................................................................................................................................... 14-3
14.3.1
Pump Commissioning Check Sheet ......................................................................................... 14-3
14.3.2
Vee-belt Driven Slurry Pump Commissioning Checklist ........................................................... 14-9
14.3.3
Multi-element Pump Commissioning ...................................................................................... 14-10
14.3.4
Pump Commissioning Sheet .................................................................................................. 14-15
14.4 Spare Parts .............................................................................................................................................. 14-17
Page 0 - vii
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
List of Figures
Figure 3-1: Load Restraint ............................................................................................................................................ 3-2
Figure 3-2: Over-centre Load Chain Binder .................................................................................................................. 3-3
Figure 3-3: Attach Shaft Clamp ..................................................................................................................................... 3-4
Figure 3-4: Fix Set Screw.............................................................................................................................................. 3-4
Figure 4-1: Pump Identification Markings...................................................................................................................... 4-1
Figure 4-2: Discharge Position ...................................................................................................................................... 4-2
Figure 4-3: Pump Part Identification - Example ............................................................................................................ 4-3
Figure 5-1: Basic Pump................................................................................................................................................. 5-2
Figure 5-2: Examples of Drive Configurations .............................................................................................................. 5-3
Figure 6-1: Complete Pump Unit Working Envelope..................................................................................................... 6-2
Figure 6-2: Example of Aligning and Grouting Warman Baseplate............................................................................... 6-3
Figure 6-3: Set Screw and Shaft Clamp Location ......................................................................................................... 6-4
Figure 6-4: Shaft and Pulley Alignment......................................................................................................................... 6-5
Figure 6-5: Vee-belt Tensioning .................................................................................................................................... 6-6
Figure 6-6: Angular and Radial Shaft Alignment ........................................................................................................... 6-9
Figure 6-7: Concentric (Not Recommended) .............................................................................................................. 6-10
Figure 6-8: Eccentric (Recommended) ....................................................................................................................... 6-10
Figure 6-9: Bolting Sequence...................................................................................................................................... 6-10
Figure 6-10: Flange Loading ........................................................................................................................................6-11
Figure 6-11: Preferred Piping Arrangement ................................................................................................................ 6-15
Figure 7-1: Remove Set Screw ..................................................................................................................................... 7-2
Figure 7-2: Rotate Shaft Clamp..................................................................................................................................... 7-3
Figure 7-3: Impeller Tightening ..................................................................................................................................... 7-5
Figure 7-4: Rotation Direction Arrow shown on Pump Casing ...................................................................................... 7-6
Figure 7-5: Impeller Loosening ..................................................................................................................................... 7-6
Figure 7-6: Example of Some Gland Seal Arrangements ............................................................................................. 7-9
Figure 7-7: Type HS Centrifugal Seal Assembly ......................................................................................................... 7-13
Figure 7-8: Warman Pump with HS Components ....................................................................................................... 7-13
Figure 7-9: Impeller Adjustment .................................................................................................................................. 7-14
Figure 9-1: Check Points for Periodic Maintenance ...................................................................................................... 9-2
Figure 10-1: Labyrinth Grease Purging ....................................................................................................................... 10-8
Figure 10-2: Thrust Rib ............................................................................................................................................. 10-10
Figure 10-3: Components and Disposition of Grease in FFX Bearing Assembly with Single Drive-end Bearing ......10-11
Figure 13-1: Piston Ring Compressor ......................................................................................................................... 13-1
Figure 13-2: Locating Nut............................................................................................................................................ 13-2
Figure 13-3: C-spanner ............................................................................................................................................... 13-2
Figure 13-4: Shaft Wrench .......................................................................................................................................... 13-3
Figure 14-1: Pump with Gear Box Housings ............................................................................................................. 14-16
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 0 - xii
3/Apr/2015 Rev 2.0
AH Pumps
List of Tables
Table 1-1: Overview of the Manual................................................................................................................................ 1-2
Table 1-2: Abbreviations................................................................................................................................................ 1-3
Table 2-1: Safety Symbols ............................................................................................................................................ 2-1
Table 4-1: Pump Identification Code ............................................................................................................................. 4-1
Table 4-2: Pump Size - Metric ....................................................................................................................................... 4-2
Table 4-3: Pump Size - Imperial .................................................................................................................................... 4-2
Table 4-4: Pump Size Grouping .................................................................................................................................... 4-2
Table 4-5: Power Rating - Basic Bearing Assembly ...................................................................................................... 4-3
Table 4-6: Power Rating - Modified Basic Bearing Assembly ....................................................................................... 4-4
Table 4-7: Torque Settings for Cover Plate Bolts........................................................................................................... 4-4
Table 4-8: Torque Settings for Metric Bolts.................................................................................................................... 4-4
Table 4-9: Torque Settings for Bearing Housing Clamp Bolts ....................................................................................... 4-5
Table 4-10: Torque Settings for Impeller Release Collar ............................................................................................... 4-5
Table 4-11: Material Types ............................................................................................................................................ 4-6
Table 5-1: Range of Imperial and Metric Bearing Assembly Sizes................................................................................ 5-4
Table 5-2: Standard Pump Liner Fit-up (regardless of frame) ....................................................................................... 5-5
Table 6-1: Vee-belt Tensioning Force Requirements..................................................................................................... 6-7
Table 6-2: Allowable Loads on Flanges ...................................................................................................................... 6-13
Table 7-1: Minimum Total GSW Flows (L/min) .............................................................................................................7-11
Table 7-2: Flush Water Flow Rates (L/min) ................................................................................................................. 7-12
Table 7-3: Bearing Housing Clamp Bolt Torque .......................................................................................................... 7-15
Table 8-1: Series A Slurry Pumps (type AH) ................................................................................................................. 8-8
Table 9-1: Commissioning and Maintenance Schedule ................................................................................................ 9-3
Table 10-1: Recommended Bearing Grease Characteristics ...................................................................................... 10-2
Table 10-2: Heavy Duty Bearing Assembly - Initial Grease Fill Quantities.................................................................. 10-2
Table 10-3: Basic Bearing Assemblies - Initial Grease Fill Quantities......................................................................... 10-2
Table 10-4: Modified Basic Bearing Assemblies - Initial Grease Fill Quantities .......................................................... 10-3
Table 10-5: Lubrication Intervals - Heavy Duty Bearing Assembly.............................................................................. 10-5
Table 10-6: Lubrication Intervals - Basic Bearing Assembly ....................................................................................... 10-6
Table 10-7: Lubrication Intervals - Modified Basic Bearing Assemblies ...................................................................... 10-7
Table 10-8: Grease Quantities for Labyrinth Grease Purging ..................................................................................... 10-9
Table 10-9: Lubricant Specifications - HGK005M, HGK205M and TK005-1M .......................................................... 10-12
Table 10-10: Lubricant Specifications - FFKS005-1 with Single (Full) Duo-cone Seal.............................................. 10-12
Table 10-11: Grease Quantities for Labyrinth Grease Purging.................................................................................. 10-12
Table 10-12: Oil Service Intervals ............................................................................................................................. 10-13
Table 10-13: Oil Quantities ........................................................................................................................................ 10-13
Table 12-1: Troubleshooting Packed Gland Seal Problems........................................................................................ 12-2
Table 12-2: Troubleshooting Mechanical Seal Problems ............................................................................................ 12-3
Page 0 - xvii
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Table 12-3: Fault Finding Sheet .................................................................................................................................. 12-5
Table 13-1: List of Special Tools.................................................................................................................................. 13-1
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 0 - xviii
3/Apr/2015 Rev 2.0
AH Pumps
Introduction
1
Introduction
The IOM manual included in the shipment must be read thoroughly before installing or operating the pump.
All instructions regarding maintenance must be retained for reference.
Warman® centrifugal slurry pumps are one of the world’s most comprehensive range of centrifugal slurry
pumps for use in mining, chemical and industrial applications. The pumps are designed for heavy duty
applications such as mill discharge, process plant and tailings, pipelines as well as specialty applications.
The Warman centrifugal slurry pumps comprise a wide range such as axial flow pumps, horizontal dewatering
pumps, submersible slurry pumps and horizontal slurry pumps.
Warman AH pumps are range of horizontal slurry pumps and are used for difficult mill duties. A wide variety of
impellers and shaft seals used in AH pumps provide a perfect fit for multiple applications.
1.1
Scope of the Manual
This manual describes the installation, operation, and maintenance of Warman AH pumps.The manual must
be used as a reference only, in conjunction with the Weir Minerals product-specific training.
1.2
Intended Audience
This manual is intended for:
• Weir Minerals service personnel.
• The personnel who have at least a basic level of trade/professional competency.
PERSONNEL INJURY
The pump must be installed, operated, and maintained only by personnel who are trained
and have sufficient knowledge about the hazards that may occur during pump operation.
1.3
Disclaimer
This Manual has been prepared to provide those with appropriate technical skills and qualifications with
information about the product. Due to the nature of the product and the complex environments in which it
operates, this manual cannot cover all situations that may occur when installing, commissioning, using,
servicing, maintaining, or decommissioning the product. The product purchased may contain equipment
variations to this manual.
Users of this manual must:
• Read all contents thoroughly before commencing work.
• Carefully observe all 'Warnings', 'Cautions' and 'Notices' to reduce the risk of personal injury during the
repair or by rendering the product unsafe to operate.
• Understand that 'Warnings', 'Cautions' and 'Notices' are not exhaustive and cannot warn of all possible
hazards that might result from failure to follow the instructions in this manual. You must carry out your
own risk assessments.
• Inspect the product before commencing any work, illustrations in this manual are for reference only and
may not match the specific product.
Weir Minerals does not make any representations, warranties or guarantees, express or implied, as to the
completeness of this manual. All information contained in this manual is based on the latest product
information at the time of the release. However, product specifications and procedures are subject to change
without notice.
If you have any questions or you do not understand anything in this manual, stop work and contact your Weir
Minerals representative.
Page 1 - 1 Scope of the Manual
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
1.4
Introduction
Overview of the Manual
Table 1-1 on page 1-2 describes the organisation of the manual.
Chapter
Description
Introduction
Contains an introduction to the Warman AH pumps and the scope of the manual.
Safety
Lists the safety guidelines that must be adhered to while installing, operating and
maintaining the pump.
Technical Data
Contains the technical aspects of the pump.
Description
Describes the working principle and different components of the pump.
Transport and
Storage
Provides information on safety guidelines and procedures to follow while delivering the pump to
a customer location, bringing the pump to workshop for maintenance, and storing the pump.
Installation
Lists the procedures to install the pump.
Commissioning
Provides information on initial checks and settings to be done, before putting the pump into
operation.
Operation
Contains the information on pump pre-start up procedures, pump start-up, problems that may
occur during the pump start-up, and shut down procedures.
Maintenance
Lists running and overhaul maintenance procedures.
Lubrication
Contains details about the lubrication requirements, specifications, lubrication checks and
service intervals.
Decommissioning
and Disposal
Provides guidelines regarding taking a pump out of service, and disposing or selling it.
Troubleshooting
Provides information regarding various problems that may occur during pump operation and
respective solutions.
Assembly
Contains safety guidelines and procedures to be followed while performing pump assembly.
Disassembly
Contains safety guidelines and procedures to be followed while performing pump disassembly.
Special Tools
Lists special tools that are required for assembly and disassembly.
Appendix
Contains additional information such as tie-down instructions, lifting instructions, check lists, and
spare parts.
Table 1-1: Overview of the Manual
1.5
Contact Information
If you need any assistance, please contact your local Weir Minerals representative (www.weirminerals.com/
contacts/worldwide.aspx).
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 1 - 2 Overview of the Manual
3/Apr/2015 Rev 2.0
AH Pumps
Introduction
1.6
Glossary of Abbreviation
Abbreviation
Description
ATEX
Equipment for Potentially Explosive Atmospheres
COR
Chain of Responsibility
EMC
Electromagnetic Compatibility
FGD
Flue Gas Desulphurisation
GA
General Arrangement
GSW
Gland Seal Water
HS
High Seal
IOM
Installation, Operation & Maintenance
ISO
International Organisation for Standardisation
P&I
Piping and Instrumentation
PED
Pressure Equipment Directive
PPE
Personal Protective Equipment
PTFE
Polytetrafluoroethylene
RTV
Room Temperature Vulcanizing
SDS
Safety Data Sheets
TDS
Total Dissolved Solids
Table 1-2: Abbreviations
Page 1 - 3 Glossary of Abbreviation
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
2
Safety
Safety
The instructions in this chapter must be followed for safe and efficient operation.
2.1
Safety Symbols
The safety symbols used in this IOM are indicated in Table 2-1 on page 2-1.
Signal
Warning Level
Description
DANGER
Indicates a hazard with a high level of risk
which, if not avoided, could result in death or
catastrophic equipment damage.
WARNING
Indicates a hazard with a medium level of risk
which, if not avoided, could result in serious or
moderate injury, or serious equipment
damage.
CAUTION
Indicates a hazard with a low level of risk
which, if not avoided, could result in moderate
or minor injury, or moderate equipment
damage.
NOTICE
Indicates important information for the user.
Table 2-1: Safety Symbols
2.2
Important Information
EXPLOSION
• Weir Minerals would like to bring to your attention the potential hazard caused by the
continued operation of centrifugal pumps when the intake and discharge are blocked.
• Extreme heat is generated leading to vaporisation of the entrapped liquid. This can result
in a life threatening explosion if operation is continued.
• Contact your local Weir Minerals representative to provide methods to eliminate and/or
minimise the risk of explosion.
PUMP BLOCKAGE
• The operation of centrifugal pumps in slurry applications can increase this potential
hazard due to the nature of the material being pumped.
• In slurry applications, there is the possibility of solids blocking the pump intake and/or
discharge and remaining undetected. Blockage of the pump discharge has been known
in some instances to lead to the intake side of the pump also becoming blocked with
solids.
• The continued operation of the pump under these circumstances can be extremely
dangerous.
• If the installation is prone to this occurrence, Weir recommends that measures be
adopted to prevent any blockage situations.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 2 - 1 Safety Symbols
3/Apr/2015 Rev 2.0
AH Pumps
Safety
VAPORISATION
Personnel injury and equipment damage could result from the high temperature and
pressures created if the pumping liquid vaporises.
PUMP OPERATING AT ZERO FLOW
• Do not operate the pump at low or zero flow conditions, or under any circumstances that
cause the pumping liquid to vaporise.
• This must not be done under any circumstances for any significant period of time (more
than 3 minutes) due to the risk of heat/vaporisation of pumped fluid in the casing that may
cause subsequent explosion.
PUMP OPERATING AT LOW FLOW (BELOW 25% QBEP)
This has a number of problems and is not generally recommended:
• If the pump/system is operating at normal flow and then throttled to less than 25% Qbep,
there is a possibility of the particles settling in the inlet and outlet pipes and plugging the
flow that would cause heat/vaporisation inside the pump with subsequent explosion as
zero flow.
• Discharge and suction recirculation may cause vibration and cavitation that impacts
bearing life in a high energy pump at low flow (below 25% Qbep).
• The pump energy efficiency is poor at low flow (below 25% Qbep) and higher axial
loading on the impeller may impact bearing and gland or mechanical seal life.
• The pump head performance curve may be unstable at low flow (below 25% Qbep)
causing flow surging and hunting of the pump operating point.
OVER-PRESSURE IN PUMP
• Pumps that are not fitted with an over pressure relief device are at risk of generating
excessive pressures and temperatures when run with restricted or no discharge flow,
such as against a closed discharge valve.
• The system design must include suitable pressure relief measures and operation with
restricted discharge flow must be limited such that the maximum allowable working
pressure limit of the pump is not exceeded.
• Pumps that are fitted with the over-pressure relief device have a feature between the
back liner and the seal chamber to relieve pressure if necessary, thereby allowing gas
and slurry to discharge from the back of the pump. Splash guards contain the discharge,
directing it downwards between the pump casing and the base. All splash guards must
be fitted in their correct locations prior to starting the pump to prevent personnel injury or
equipment damage due to a sudden release of hot slurry and/or gas.
• Running the pump with the discharge valve closed (while necessary at shut down)
produces heat and pressure build up in the pump. The time between closing the valve
and pump shut down must be minimised to reduce the risk of exceeding the pumps
temperature and pressure limits.
• Suitable pressure relief must be included in the pipe work.
Page 2 - 2 Important Information
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Safety
IMPELLER SHATTERING
• Do not apply heat to the impeller boss or nose in an effort to loosen the impeller thread
prior to impeller removal. Do not use heat to expand or cut an impeller from the shaft.
Personnel injury and damage to equipment occurs as a result of an explosion or the
impeller shattering.
• A shaft wrench is available to assist impeller removal.
• In some cases, an impeller release collar has also been provided to assist impeller
removal.
PUMP ISOLATION
• Never carry out maintenance work when the unit is connected to power. The pump must
be fully isolated before any maintenance work, inspection or troubleshooting involving
work on sections which are potentially pressurised (casing, gland, connected pipework)
or involving work on the mechanical drive system (shaft, bearing assembly, coupling).
• Power to the electric motor must be isolated and tagged out.
• Ensure that the intake and discharge openings are totally isolated from all potentially
pressurised connections and that they are, and can only be exposed to atmospheric
pressure.
THERMAL SHOCK
Do not feed very hot liquid into a cold pump or very cold liquid into a hot pump. Thermal
shock may cause damage to the internal components and rupture the pump casing.
LIFTING DEVICE SAFETY
• Use lifting devices to lift heavy or awkward components.
• The lifting devices must be in good condition, certified and tagged.
• The lifting devices must be of adequate capacity and must be used whenever they are
required.
• Personnel must never work under suspended loads.
LIFTING POINT SAFETY
• Refer to Warman lifting instructions at all times.
• Tapped holes (for eye-bolts) and cast-on lugs (for shackles) on Warman parts are for
lifting individual parts only. One exception is the lifting lug on the cover plate which can be
used to lift the cover plate with the throatbush, volute and/or elastomer liner fitted.
• Some heavy parts of the pump have threaded holes for lifting. During assembly, eye bolts
are screwed into holes to engage the crane. After assembly, the eye bolts must be
removed and the holes filled with RTV silicon to protect the thread of the holes for further
use.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 2 - 3 Important Information
3/Apr/2015 Rev 2.0
AH Pumps
Safety
LIFTING USED PUMPS
• Pumps that operate beyond their expected lifetime may have lifting points or components
that fail catastrophically whilst lifting.
• Assess the risks associated with lifting a used pump before lifting it.
FAILURE DUE TO CASTING REPAIRS
Castings made from A series Weir Minerals materials, for example, A05, A61, etc. are
brittle and have low thermal shock resistance. Attempts to repair or rebuild by welding
causes catastrophic failure. Repairs of such castings using these methods must not be
attempted.
IMPELLER INSPECTION
• Impellers must be routinely inspected for fatigue. Failure to inspect routinely may result in
catastrophic pump failure.
• For impellers with low wear applications, other non-visual methods of inspection are
required.
Contact your local Weir Minerals representative for more information.
TOXIC VAPOURS FROM GLAND
Vapours can leak past gland guards. Appropriate risk assessment must be made regarding
the nature of the product in the pump and necessary safety precautions put in place to
protect from exposure to product vapours.
2.3
Operating Conditions
The standard ambient operation temperatures recommended are -10 °C to +40 °C. If the operating range is
outside this contact your local Weir Minerals representative for more information.
FAILURE DUE TO OPERATING CONDITIONS
If the pump is operated outside the recommended temperature range it may cause
mechanical failure leading to safety issues.
OPERATING RANGES FOR MATERIALS
Contact your local Weir Minerals representative for further information on the operating
temperature ranges of alloys and elastomers.
Page 2 - 4 Operating Conditions
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
2.4
Safety
Efficient Use and Intended Use
Warman slurry pumps are built in a variety of designs and materials and for many different slurry services.
The manufacturer’s installation, operation and maintenance (IOM) manual must be studied carefully and
followed.
For the safety of operating personnel, note that the information contained in this manual applies only to the
fitting of genuine Warman parts and Warman recommended bearings to Warman pumps.
GENUINE PARTS
• Genuine parts and accessories are designed, tested and incorporated into the products
to help ensure they maintain continued product quality and performance in use.
• As Weir Minerals does not test the parts and accessories sourced from other vendors,
the installation of such parts and accessories adversely affects the performance and
safety features of the products.
• The failure to properly select, install or use authorised parts and accessories is
considered misuse. Damage or failure caused by misuse is not covered by our warranty.
• In addition, any modification of Weir Minerals products or removal of original components
may impair the safety of these products in their use.
The pumps must not be operated beyond the allowable limits of pressure, temperature and speed specified
for the application. These limits are dependent on the pump type, configuration and materials used. If there is
any doubt about the suitability of the product for the intended application, contact Weir Minerals, quoting the
serial number.
If the conditions of service on the purchase order are going to be changed (for example liquid pumped,
temperature or duty), it is requested that the user seek the manufacturer’s written agreement before start-up.
2.5
General Safety
Legal requirements and local regulations may differ substantially with regard to particular safety requirements
and may be regularly modified by relevant authorities without notice. As a consequence, applicable laws and
regulations must be consulted to ensure compliance. The following cannot be guaranteed for its
completeness or continuing accuracy.
These instructions are intended to facilitate familiarisation with the product and its permitted use. Operating
the product in compliance with these instructions is important to help ensure reliability in service and avoid
risks. The instructions may not take into account local regulations. It is the responsibility of the purchaser of
the product to ensure such regulations are observed by all, including those installing the product. Always
coordinate repair activities with operations personnel and follow all plant safety requirements, applicable
workplace health and safety laws and regulations.
These instructions must be read prior to installing, operating, using and maintaining the equipment in any
region, worldwide. The equipment must not be put into service, until as a minimum, all the conditions relating
to workplace health and safety in the instructions, are met.
Information in these user instructions is believed to be reliable. In spite of all the efforts to provide correct and
necessary information, the content of this manual may appear insufficient and is not guaranteed as to its
completeness or accuracy.
2.6
Qualified Workers
All personnel involved in the operation, installation, inspection, and maintenance of the pump must be
qualified to carry out the work involved. If the personnel in question do not already possess the necessary
knowledge and skill, appropriate training and instruction must be provided.
If required, the operator may engage the manufacturer/supplier to provide applicable training.
Always coordinate repair activities with operations and workplace health and safety personnel, and follow all
plant safety requirements and applicable workplace health and safety laws and regulations.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 2 - 5 Efficient Use and Intended Use
3/Apr/2015 Rev 2.0
AH Pumps
Safety
2.7
Safe Working on Pumps
The Warman centrifugal slurry pump is a piece of rotating equipment which contains pressure under service
conditions. All standard safety precautions for such equipment must be followed before and during
installation, operation, and maintenance.
Drain the pump and isolate pipework before dismantling the pump. The appropriate workplace health and
safety precautions must be taken where the pumped liquids are hazardous
SHARP EDGES
Worn pump components can have sharp or jagged edges. When handling worn parts, care
must be taken to prevent damage to slings or personnel injury. Assess the components
before moving or lifting and use mechanical devices wherever possible.
Mixing of new and worn pump components may increase the incidence of premature pump wear and
leakage. All metal mating faces must be cleaned of dirt, rust, paint and other adhering substances prior to
pump assembly. Failure to clean parts can affect pump assembly and running clearances and could lead to
catastrophic failure of parts.
Avoid contamination:
• Burning of elastomer pump components causes emission of toxic fumes and results in air pollution
which leads to personnel injury/illness.
• Leakage in excess of the specified packing lubrication requirements from pump shaft seals and/or
leakage from worn pump components or seals, causes water and/or soil contamination.
• Liquid waste disposal from servicing of pumps or stagnant water from pumps stored for long periods,
causes water and/or soil contamination.
2.8
Markings and Approvals
It is a legal requirement that machinery and equipment put into service within certain regions of the world
must conform to the applicable marking directives and standards such as CE marking directives covering
machinery and, where applicable, low-voltage equipment, EMC, PED, and ATEX.
Where applicable, the directives and any additional approvals cover important workplace health and safety
aspects relating to machinery and equipment and the satisfactory provision of technical documents and
workplace health and safety instructions.
Where applicable, this document incorporates information relevant to these directives and approvals. To
confirm the applying approvals, and if the product is CE marked, check the serial number plate markings and
the certification.
2.9
Safety Equipment
Do not operate the pump without properly installed seal, vee-belt and coupling guards in place. If guards are
removed during maintenance or gland adjustment, they must be replaced prior to operating the pump. During
gland seal adjustment the fixed guard needs to be removed while the pump is operational. When the guard is
removed, the rotating shaft is exposed. Additional safety management measures must be implemented to
manage this specific hazard, and only suitable trained and qualified personnel must work on gland
adjustment. The guard must be replaced when adjustment is complete.
ROTATING PARTS
Personnel injury or illness may result from contact with rotating parts, seal leakage or spray
from the rotating shaft.
Page 2 - 6 Safe Working on Pumps
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Safety
GLAND ADJUSTMENT
During gland seal adjustment the fixed guard needs to be removed while the pump is
operational. When the guard is removed, the rotating shaft is exposed. Additional safety
management measures must be implemented to manage this specific hazard and only
suitable trained and qualified personnel must work on gland adjustment. The guard must
be replaced when adjustment is complete.
For auxiliary equipment (motors, belt drives, couplings, gear reducers, variable speed drives, mechanical
seals, etc.), standard workplace health and safety precautions must be followed and appropriate instruction
manuals consulted before and during installation, operation, adjustment, and maintenance.
2.10
Fire Fighting
A number of possible emissions or leakage of hazardous substances may be possible depending of the
product being pumped. Ensure you are familiar with site and local procedures and requirements.
2.11
Emergency Procedures
Ensure you are familiar with site and local procedures and requirements. If there is an emergency, follow site
and local procedures.
Emergency shut down is usually forced by a complete power failure. Another emergency, which is less likely,
is a major bursting of the pipeline and a loss of head resulting in increased flow from the pumps. Typically, this
causes the power drawn to increase rapidly and the electrical controllers would cause all or most pumps to
trip the safety switches.
There is little that can be done in either of the above cases for a simple or controlled system. If all power fails,
the gland water pumps will also stop. Before pumps are restarted, it is recommended that the gland packings
be inspected and possibly replaced as slurry will enter the glands with no GSW. If the pumps stop but the
GSW pumps continue to operate, then there will be minimum effects on the glands, probably.
For systems fitted with an automatically opening dump valve, this is activated and some of the pipeline
contents are dumped. Runback and major flooding of the pump and the sump is thereby minimised. The
effects of runback are also minimised, if slow acting non-return valves are fitted.
Intake sumps can be sized with reserve capacity to take the runback in emergencies.
BLOCKED IMPELLER
Do not operate the pump if solids have settled and the rotating element cannot be turned
by hand.
Where possible:
• Clear blockages.
• Barricade the pump, where head is present to minimise slurry spillage.
• Do not cool the pump with water.
After an emergency, stop and check for blockages and then follow the commissioning procedure.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 2 - 7 Fire Fighting
3/Apr/2015 Rev 2.0
AH Pumps
Transport and Storage
3
Transport and Storage
This section provides the instructions to follow during:
• Transportation of the pump
• Tie-down
• Lifting
• Storage of the pump
3.1
Transportation
This section describes the following:
• Transport safety
• COR
• Load restraint commandments and tools
• Shaft locking
3.1.1
Transport Safety
LIFTING DEVICE SAFETY
• Use lifting devices to lift heavy or awkward components.
• The lifting devices must be in good condition, certified and tagged.
• The lifting devices must be of adequate capacity and must be used whenever they are
required.
• Personnel must never work under suspended loads.
LIFTING POINT SAFETY
• Refer to Warman lifting instructions at all times.
• Tapped holes (for eye-bolts) and cast-on lugs (for shackles) on Warman parts are for
lifting individual parts only. One exception is the lifting lug on the cover plate which can be
used to lift the cover plate with the throatbush, volute and/or elastomer liner fitted.
• Some heavy parts of the pump have threaded holes for lifting. During assembly, eye bolts
are screwed into holes to engage the crane. After assembly, the eye bolts must be
removed and the holes filled with RTV silicon to protect the thread of the holes for further
use.
TIPPING OR FALLING
The pump can tip over or fall, if the lifting points are offset from the recommended lifting
points.
The transport vendor must pack the freight such that it:
• Ensures any instructions required to lift or re-tether the load are fully visible.
• Does not cause any hazard to the supply staff, transport personnel, and the general public.
• Complies with all legal requirements including mass, dimension, and load restraint requirements.
• Can withstand high-speed road transport over rough terrain.
• Can be safely loaded/unloaded from the transport vehicles.
• Minimises the risk of injury to all personnel involved in the freight transportation.
• Minimises the risk of damage to the freight.
Page 3 - 1 Transportation
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Transport and Storage
• Minimises the risk of damage to other freight and the general public.
• Has packing labels that specify the weight of the items and details of the recipient.
• Has ratchet-strap tie-downs over painted areas to minimise paint damage.
• Secures the loose items.
3.1.2
Chain of Responsibility
Under the COR regulations, all parties with some control in the supply chain have legal responsibilities to
ensure compliance with relevant heavy vehicle road laws, including mass, dimension, and load restraint laws.
This includes people involved in consigning, loading, packing, and receiving freight as well as drivers of those
vehicles (for example, in relation to speeding and fatigue management).
3.1.3
Load Restraint
The securement systems must withstand the forces associated with the following four deceleration/
accelerations, applied separately.
Half the weight of the
load sideways
(cornering)
20% of the weight of the load
upwards (rough roads)
Half the weight of the load
rearwards (accelerating,
braking in reverse)
Half the weight of the
load sideways
(cornering)
80% of the weight of
the load forwards
(braking)
(W = Weight of the load)
Figure 3-1: Load Restraint
Key requirements for load security are:
1. Ensure that the load platform, bodywork, and any load securing equipment are in a serviceable
condition before loading the vehicle.
2. Secure the cargo such that it cannot shove away, roll-over, wander because of vibrations, fall off the
vehicle, or make the vehicle tip over.
3. Determine the securing method(s) best adapted to the characteristics of the cargo (locking, blocking,
direct lashing, top-over lashing, or a combination of these).
4. Ensure that the vehicle and blocking equipment manufacturers’ recommendations are adhered to.
5. Ensure that the cargo securing equipment is commensurate with the constraints it encounters during the
journey. Ensure that the securing equipment can withstand the following conditions, which are
considered as normal circumstances, that may occur during journey:
• Emergency braking
• Strong cornering to avoid an obstacle
• Bad road or weather conditions
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 3 - 2 Transportation
3/Apr/2015 Rev 2.0
AH Pumps
Transport and Storage
6. Inspect the cargo and check for overload and/or poorly balanced weight distribution before starting
when cargo is loaded, unloaded, or redistributed each time. Ensure that the cargo is distributed in such
a way that the centre of gravity of the total cargo lies as close as possible to the longitudinal axis and is
kept as low as possible (heavier goods below, lighter goods above).
7. Use equipment which supports the cargo securing such as friction mats, walking boards, straps, edge
beams, etc. wherever possible.
8. Ensure that the securing arrangements do not damage the goods transported.
9. It is recommended that all cargo is loaded and unloaded from a flat surface to minimise risk of instability
of load during lifting operations.
3.1.3.1
Load Restraint Tools
The basic safety principles related to the load restraint tools are:
• The securing of any pump must be undertaken by a qualified and experienced person who is familiar
with applicable safety and transportation legislation, site requirements, and best practices. This person
must be able to assess the load, create a plan, and then apply it safely.
• Inspect tensioners, chains, straps, and other restraint mechanisms regularly, to ensure that they are
suitable to secure the proposed load.
• Do not use ropes or over-centre load chain binders (dogs) (refer to Figure 3-2 on page 3-3), when you
secure loads for collection or delivery from Weir Minerals Division.
Figure 3-2: Over-centre Load Chain Binder
INJURY WHILE LASHING/UNLASHING
The use of over-centre load chain binders (dogs) results in the release of the stored energy
in the load restraint tools while unlashing. This can cause personnel injury.
3.1.4
Shaft Locking
To transport the Warman pumps, lock the bearings using the shaft clamp to prevent vibration and consequent
damage.
1. To clamp the shaft:
a. Attach the shaft clamp to the shaft.
Page 3 - 3 Transportation
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Transport and Storage
Shaft Clamp (315)
Figure 3-3: Attach Shaft Clamp
b. Fix the set screw in the handle of the clamp hard against the pump base to lock the bearings.
001. Set Screw
315. Shaft Clamp
Figure 3-4: Fix Set Screw
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 3 - 4 Transportation
3/Apr/2015 Rev 2.0
AH Pumps
Transport and Storage
3.2
Tie-down Instructions
The tie-down instructions indicate the points on the pump and pump baseplate that are safe to use as
tie-down points for the bareshaft pump. The tie-down instructions may be found in “Tie-down Instructions” on
page 14-1.
LIFTING POINT FAILURE
No other points on the pump or pump baseplate must be used other than those indicated in
the tie-down instructions. If other lifting points are used they may be damaged which can
lead to a dropped load.
3.3
Lifting Instructions
The lifting instructions for available lifting devices are provided in “Lifting Instructions” on page 14-2.
LIFTING DEVICE SAFETY
• Use lifting devices to lift heavy or awkward components.
• The lifting devices must be in good condition, certified and tagged.
• The lifting devices must be of adequate capacity and must be used whenever they are
required.
• Personnel must never work under suspended loads.
LIFTING POINT SAFETY
• Refer to Warman lifting instructions at all times.
• Tapped holes (for eye-bolts) and cast-on lugs (for shackles) on Warman parts are for
lifting individual parts only. One exception is the lifting lug on the cover plate which can be
used to lift the cover plate with the throatbush, volute and/or elastomer liner fitted.
• Some heavy parts of the pump have threaded holes for lifting. During assembly, eye bolts
are screwed into holes to engage the crane. After assembly, the eye bolts must be
removed and the holes filled with RTV silicon to protect the thread of the holes for further
use.
LIFTING USED COMPONENTS
Lifting security may be affected by the degree of component wear/corrosion. The
component assessment and subsequent lifting plan must take this into consideration.
3.4
Storage
PUMP STORAGE
It is possible for operational and storage problems to arise due to environmental conditions
the pump is subjected to. These problems must be corrected at the owner’s expense prior
to operation. Weir Minerals will accept no responsibility for these problems. These
provisions are applicable to Weir Minerals proprietary items only. For the appropriate
storage procedures for non-Weir Minerals items refer to specific requirements from the
manufacturer.
Page 3 - 5 Tie-down Instructions
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Transport and Storage
To store the pumps for prolonged periods:
• Weir Minerals recommends to drain the oil filled assemblies (Oil Filled Bearing Assembly - K and KH)
leaving some oil in to cover the lowest bearing rollers. This procedure helps to prevent the following two
risks:
• Environmental damage from leaking oil
• Corrosion
• Plug the ports. If the assembly is stored in an open area with major temperature fluctuations, it is
preferable to install a desiccant breather instead of one plug.
• If the stand-by assemblies/pumps are idle for long periods, it is advisable to turn their shafts a quarter
turn by hand, once in a week. In this way, all the bearing rollers are made to carry static loads and
external vibration.
• Do not store spare bearing assemblies near vibration or in a damp area.
MAINTENANCE SCHEDULE
Maintenance must start within three months of the date of manufacture.
3.4.1
Standard Instructions
To store the pump:
• Weir Minerals recommends indoor storage, especially for elastomer lined pumps. Aging of Warman
elastomer pump liners particularly at the externally exposed joints may occur if exposed to direct
sunlight for a considerable length of time. Protect elastomer lined pumps from heat, light, and exposure
to ozone.
• If stored outside, protect the equipment from extreme temperature, humidity, exposure to excessive
dust, moisture, and vibration. For outdoor or excessively unfavourable environment including dust and
rain, cover the equipment with some type of protective sheeting that allows air circulation.
• Remove the transport clamps from pumps and fit shaft wrench to turn the pumps by hand. Turn each
pump shaft at least 10 revolutions once a week.
• To prevent hardening of packing, loosen all glands to release pressure on the packings.
• Once in every six months, purge the labyrinth (if fitted) with grease to prevent dirt and/or moisture
contamination of the bearings. In a dusty environment, the labyrinth must be purged once a month.
• Cover the suction and discharge flange openings unless the pump is installed and connected to the
pipework. Avoid removal of intake and discharge protection covers, while in storage.
• Removal of intake and discharge protection covers may allow ingress or tramp material, water or
harmful substances to the pump head which may damage elastomer or other components when
commissioning.
• All external machined surfaces are factory coated with a rust preventative prior to dispatch. Maintain the
protective coating on machined surfaces.
• Maintain written records of labyrinth purging and shaft rotation intervals, when the storage period
exceeds six months from the time of dispatch. The records must be available for Warman inspection
upon request.
• Maintain the oil level at maximum level for oil lubricated bearings. Turn the shaft 10 times once in a
week. Completely drain and refill the bearing assembly every six months with new recommended oil
lubricant.
• If the pumps are stored for more than 18 months since the time of dispatch, additional provisions are
required. In such cases, to prevent void of all warranty provisions, obtain prior agreement from Weir
Minerals.
• These provisions are applicable to Warman proprietary items only. For the appropriate storage
procedure of non-Warman items, refer to the specific requirements of the manufacturer.
3.4.2
Medium-term Storage
If you do not plan to operate the used pump for more than two months, do the following within a day of shut
down:
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 3 - 6 Storage
3/Apr/2015 Rev 2.0
AH Pumps
Transport and Storage
1. Flush the pump with process water for one hour to flush out the pumps, pipes, hoppers, and associated
equipment.
2. Drain the hoppers, pumps, and pipelines. Leave all drain valves open.
Rain may fill hoppers at some stage, if no dump valves are available. In such a condition, remove a
short section of suction pipework.
3. Hose pump exterior while avoiding direct hosing of bearing labyrinths.
4. Remove suction pipe and cover plate.
5. Hose inside of the pump using clean water to remove all traces of solids which may form hard deposits
and process water which may contain high levels of dissolved salts or corrosive fluids.
HAZARDOUS CHEMICALS
During disassembly, personnel may come in contact with hazardous chemicals. These
chemicals must be identified before disassembly, and the correct SDS must be made
available and appropriate safety management precautions put in place.
6. Ensure that the suction pipes are clean.
7. Insert mechanical seal setting plates (distance plates), and lock in position.
• Flush low-pressure, clean water into the rear of the seal area, to remove any solid deposits.
• Gently clean external mechanical seal area with soft brush.
8. Dismantle the pump head to allow complete cleaning and drainage if water or residual solids are
corrosive, or likely to deposit.
9. Check operation of all valves, remove solids built-up and lubricate according to the valve manufacturer’s
instructions. Put emphasis on suction valve operation.
10. Reassemble the pump.
• For froth pumps, keep the suction cover bolts loose, until recommissioning.
• For elastomer lined pumps, keep the cover plate bolts loose, to prevent the elastomer taking a
compression set. Keep it loose until recommissioning.
11. Ensure that the pump shaft rotates freely and readjust the impeller if required. For more information on
impeller adjustment, refer to “Impeller Adjustment” on page 7-14.
12. While rotating the pump by hand, grease labyrinths through the end cover nipples at both ends of the
bearing assembly, until grease is expelled beyond the labyrinths.
13. Apply a protective coating to exposed metal components that may corrode.
• Lightly grease motor support adjustment bolts and cover plate bolts.
• If in a high humidity area, apply denso tape or similar tape to the threads.
14. To remove electrical cables:
• Cover exposed ends to keep the ends clean and moisture free.
• Tie cable to support above ground level.
• Plug the cable entry gland of the motor terminal box.
15. Protect the pump from extreme temperature, humidity, and exposure to excessive dust, moisture, and/or
vibration.
16. Rotate the shaft several turns every three weeks, and inspect the general condition of the pump and
equipment.
17. Every six months, purge the labyrinth with grease to prevent dirt and/or moisture contamination of the
bearings.
18. Cover the suction and discharge flange openings. Do not apply excessive pressure to elastomer liners
to prevent the elastomer taking a compression set.
19. Indoor storage is recommended.
20. For outdoor or excessively unfavourable environment, cover the pump with some type of protective
cover which allows proper air circulation.
21. Apply paint on any damaged paint surfaces. Also, note the following:
Page 3 - 7 Storage
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Transport and Storage
• Store the recirculation pumps such as used in FGD systems, with discharge valves closed to prevent
the possibility of corrosive gases entering the pump. If the discharge valves are not fitted, then fill the
pump with clean water of a neutral pH. If the gases can reach the recirculation pumps, then check the
pH of the water in the pump every two months, to ensure that it has not become acidic.
• Protect the equipment from extreme temperature, humidity, exposure to dust, and moisture.
• Protect the elastomer lined pumps from sunlight, heat, and exposure to ozone.
• When the shut down period exceeds two months, maintain the written records for the labyrinth
purging and shaft rotation intervals.
WARRANTY REQUIREMENT
Maintaining records of labyrinth purging and shaft rotation intervals is mandatory during
warranty period, to maintain warranty validity.
3.4.3
Long-term Storage
To store and safely keep the new and stand-by pumps for long-term:
• Limit the long-term storage to a maximum of 24 months.
• Do not stack other pieces of equipment on top of the pumps.
• Touch up any scratches before storage.
• Flush and clean the pumps with clean water when you remove a pump from service, for storage.
• Wipe the inner side of the pump to dry any water present in it.
• Due to the design, the pump does not have a drip tray, therefore, dismantle the pump, and dry all parts
of excess water. Remove the slurry that has collected in any of the joints or seals and clean the parts
with clean water.
• Follow the motor manufacturer’s instructions for storage.
• Remove motor shaft clamps.
• For elastomer lined pumps with harder or special elastomers, it is preferable to remove the liners to
prevent them from taking a compression set with time and losing their sealing capability.
3.4.4
Prior to Start-up
Follow the pre-commissioning instructions provided in the “Pump Commissioning Check Sheet” on page 14-3.
WARRANTY REQUIREMENT
A report must be submitted stating that the storage procedures listed in this section are
carried out on a weekly basis. Failure to follow this advice will void the warranty issued by
Weir Minerals.
NON-WEIR WARMAN ITEMS
These provisions are applicable to Weir Warman proprietary items only. For the appropriate
storage procedures for non-Weir Warman items, refer to specific requirements from the
manufacturer.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 3 - 8 Storage
3/Apr/2015 Rev 2.0
AH Pumps
Technical Data
4
Technical Data
This section describes the:
• Pump identification, nameplate, size, frame and bearing sizes, type, and part identification.
• Power requirements for bearings.
• Torque settings for bolts.
• Materials used for construction of slurry pumps
4.1
Pump Identification
The pump identification is as shown in Figure 4-1 on page 4-1.
a. Pump Identification
c. Rotation Direction
b. Pump Nameplate
d. Inlet/Discharge Identification
Figure 4-1: Pump Identification Markings
Table 4-1 on page 4-1 contains pump identification codes.
Pump Size
Frame Size
Wet-end Type
Shown as
150
RC
WBH
150 RC-WBH
10/8
FFK
AHP
10/8 FFK-AHP
1.5/1
B
AH
1.5/1 B-AH
10/8
GYFC
AH
10/8 GYFC-AH
Table 4-1: Pump Identification Code
Page 4 - 1 Pump Identification
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
4.1.1
Technical Data
Discharge Positions
Based on the position of the discharge pipework, the frame plate and cover plate can be fitted to the frame in
any of the eight possible positions (refer to Table 4-2 on page 4-2).
A
B
C
K
D
G
E
F
Figure 4-2: Discharge Position
4.1.2
Pump Nameplate
A nameplate is attached to the frame of every Warman pump (refer to Figure 4-1 on page 4-1). The
nameplate contains details such as pump serial number and identification codes.
4.1.3
Pump Size
The pump size is expressed in one of the following two ways:
• Metric - the discharge diameter is used as the pump size and is measured in millimetres.
Discharge Diameter (mm)
25
300
Table 4-2: Pump Size - Metric
• Imperial - the pump size contains two parts separated by a forward slash. The first part is the intake
diameter and second part is the discharge diameter. It is measured in inches.
Intake Diameter (inch)
/
Discharge Diameter (inch)
1.5
/
1
6
/
4
12
/
10
Table 4-3: Pump Size - Imperial
The pumps are classified as small, medium, or large based on their size (refer to Table 4-4 on page 4-2).
Pump Size Grouping
Size
Small
1.5/1 - 4/3
Medium
6/4 - 10/8
Large
12/10 upwards
Table 4-4: Pump Size Grouping
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 4 - 2 Pump Identification
3/Apr/2015 Rev 2.0
AH Pumps
Technical Data
4.1.4
Pump Part Identification
Check the following during pump part identification (refer to Figure 4-3 on page 4-3):
• Every Warman part number contains a three digit code.
• The three digit code relates to the type of component (e.g. stuffing box, impeller, throatbush).
For example, code 145 is the basic part code for an impeller.
• To identify a specific component of a particular pump, additional letters and digits are added before and
after the basic code to produce a full part number.
• The part number is marked on every part.
• The part numbers of most components used in a heavy-duty bearing assembly start with a single letter.
For example, S073M is the part number for the shaft for an 'S' bearing assembly.
CORRECT USE OF NAMES AND PART NUMBERS
In all correspondence with Weir Minerals or their representatives and when you order
spare parts, use correct names and full part numbers to prevent misunderstandings or
wrong deliveries. In case of doubt, quote the pump serial number.
Figure 4-3: Pump Part Identification - Example
4.2
Bearing Power Requirements
The values provided in Table 4-5 on page 4-3 and Table 4-6 on page 4-4 are for reference only. Sometimes,
power exceeds the limit. Consult your local Weir Minerals Engineering team, when the power exceeds the
limit.
Table 4-5 on page 4-3 provides the power rating of the basic bearing assembly.
Bearing Assembly
Power Rating (kW)
A
7.5
B
15
C
30
D
60
E
120
F
260
G
600
Table 4-5: Power Rating - Basic Bearing Assembly
Page 4 - 3 Bearing Power Requirements
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Technical Data
Table 4-6 on page 4-4 provides the power rating of the modified bearing assembly..
Bearing Assembly
Power Rating (kW)
Bearing Assembly
Power Rating (kW)
CC
55
Q
150
DD
110
R
300
EE
225
S
560
FF
425
T
1,200
GG
900
TU
1,200
N
37.5
U
2,000
P
75
V
3,000
Table 4-6: Power Rating - Modified Basic Bearing Assembly
4.3
Tightening Torques
Table 4-7 on page 4-4 provides the recommended torque settings for cover plate bolts (015).
Pump
Recommended Torque (± 10%) (Nm)
Pump
Recommended Torque (± 10%) (Nm)
1.5/1 AH
90
10/8 AH
1,200
2/1.5 AH
90
12/10 AH
1,200
3/2 AH
90
14/12 AH
1,200
4/3 AH
150
16/14 AH
1,500
6/4 AH
300
20/18 AH
1,500
8/6 AH
520
Table 4-7: Torque Settings for Cover Plate Bolts
Table 4-8 on page 4-4 provides recommended torque settings for metric bolts used in Warman pumps.
M# Bolt (size)
Recommended Torque (± 10%) (Nm)
M# Bolt (size)
Recommended Torque (± 10%) (Nm)
M12
25
M33
400
M16
50
M36
520
M20
90
M42
850
M24
150
M48
1,200
M27
220
M64
1,500
M30
300
Table 4-8: Torque Settings for Metric Bolts
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 4 - 4 Tightening Torques
3/Apr/2015 Rev 2.0
AH Pumps
Technical Data
Table 4-9 on page 4-5 provides the recommended torque settings for bearing housing clamp bolts (012).
Frame Size
Recommended Torque (±10%) (Nm)
Frame Size
Recommended Torque (± 10%) (Nm)
A, B
25
N, NP
50
C, CC, CAM
90
P
90
D, DD, DAM
150
Q
150
E, EE, EAM
300
R, RS, S
300
F, FF, FAM
300
ST
400
G, GG, GAM
520
T, TU
850
H
1,500
U
1,500
Table 4-9: Torque Settings for Bearing Housing Clamp Bolts
Table 4-10 on page 4-5 provides the recommended torque settings for impeller release collar.
Impeller Release Collar Part Number
Cap Screw Size
Recommended Torque (± 10%) (Nm)
F239-1, FAM239, FG239-1, FRS239, S239
M10
20
G239, GG239, GH239, GK239, T239
M12
50
H239, HT239
M16
95
U239
M20
165
Table 4-10: Torque Settings for Impeller Release Collar
4.4
Materials
A major advantage of the Warman slurry pump is the number of optional materials available. This enables to
construct a pump with the most appropriate materials, specifically to meet the duty requirements. It also
allows to adapt the existing pumps in service to meet changed duty conditions by changing individual parts.
Table 4-11 on page 4-6 provides description of some of the common materials used in the construction of
Warman slurry pumps.
For any assistance with the selection of specific material, consult your local Weir Minerals representative.
PUMP WEAR IS AFFECTED BY SLURRY PROPERTIES
Large variations in slurry properties, increases the rate of wear and corrosion of pump
components.
• Wear increases exponentially with velocity and slurry particle size.
• Corrosion rate doubles for every 10 °C increase in slurry temperature.
• Corrosion rate increases exponentially as slurry pH decreases.
Page 4 - 5 Materials
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Technical Data
Material Type
Description
A Series
Abrasion or Erosion-Corrosion Resistant Alloys
C Series
Corrosion Resistant Alloys
D Series
Ductile Irons
E Series
Carbon Steels and Low Alloy Steels
G Series
Grey Cast Irons
J Series
Abrasion Resistant Spray
N Series
Nickel Based Alloys
P Series
Polymer and Polymer Composite Materials
Q Series
Seal Packing Materials
R Series
Natural Rubbers
S Series
Synthetic Elastomers
U Series
Polyurethane Elastomers
Y Series
Ceramics
Z Series
Composite Materials Coatings
Table 4-11: Material Types
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 4 - 6 Materials
3/Apr/2015 Rev 2.0
AH Pumps
Description
5
Description
This section provides the:
• Introduction to AH pump.
• Basic description of the pump assembly.
5.1
Introduction to AH Pump
The features of the AH pump (refer to Figure 5-1 on page 5-2) are:
• Interchangeable casing liners and impellers of elastomer or hard metal material.
• Designed for a wide range of erosive and/or corrosive applications.
• Used for slurries containing high concentrations of erosive solids or where an extremely robust and
heavy duty pump is required.
• All Warman standard seal options are available of centrifugal, gland or mechanical types and include the
Warman high seal and low flow options.
• Sizes range from 1.5/1 to 20/18.
• A range of alternative frames are available to accommodate varying drive power requirements.
• The centrifugal pump operates by increasing pressure from the inlet (lower pressure) to the outlet
(higher pressure).
Page 5 - 1 Introduction to AH Pump
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Description
$
High Flow Stuffing Box
Frame Assembly
Elastomer Lined
Low Flow Stuffing Box
$
Metal Lined
Expeller Seal
001. Adjusting Screw
026. Frame Plate Liner Stud
045. Gland Bolt
076. Shaft Sleeve
118. Lantern Restrictor
003. Base
028. Expeller
060. Intake Joint Ring
078. Stuffing Box
122. Stuffing Box Seal
005. Bearing Assembly
029. Expeller Ring
063. Lantern Ring
081. Keeper Plate
124. Volute Liner Seal
011. Clamp Washer
032. Frame Plate
064. Impeller O-ring
083. Throatbush
132. Discharge Joint
012. Clamp Bolt
036. Frame Plate Liner
067. Neck Ring
085. Cotter Pin
359. Impeller Boss Cap
013. Cover Plate
039. Frame Plate Stud
070. Shaft Key
109. Shaft O-ring
015. Cover Plate Bolt
041. Frame Plate Liner Insert
073. Shaft
110. Volute Liner
018. Cover Plate Liner
044. Gland Assembly
075. Shaft Sleeve
111. Packing
A. Impeller
Figure 5-1: Basic Pump
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 5 - 2 Introduction to AH Pump
3/Apr/2015 Rev 2.0
AH Pumps
Description
5.2
Pump Component Description
This section describes the various drive configurations, sizes and types of bearing assemblies and frames,
shaft seals, and liners.
5.2.1
Drive Configurations
The various drive configurations are shown in Figure 5-2 on page 5-3.
Motor Support Bolt
Motor Support
Drive Guard
Motor Support Bolt
Motor Support
Motor Support Bolt
Base
CVL
CV
Drive Guard
Motor Support Bolt
Motor Support
Base Plate
ZV
Base Plate
Drive Guard
Motor Support
Motor Support
Drive Guard
Adjusting Screw
Adjusting Screw
Base Plate
CR
CL
Drive Guard
Coupling Guard
Motor Support Bolt
Motor Support
Base Plate
ZVH
Motor Support
Base Plate
DC
Figure 5-2: Examples of Drive Configurations
Page 5 - 3 Pump Component Description
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
5.2.2
Description
Bearing Assemblies and Frames
Bearing assemblies are available in a number of sizes and types, that is imperial and metric, and sizes A
through to V.
Bearing assemblies are either grease or oil lubricated, and are selected according to the duty of the pump.
Heavy duty bearing assemblies are also available.
Frames are cradles sized to suit the different types and arrangements of bearing assemblies (refer to
Table 5-1 on page 5-4).
Imperial
Bearing
Assembly Type
Metric
Bearing
Assembly Type
Bearing/Frame Size
Basic
A, B, C, D, E, F, G, H, CAM, DAM,
EAM, FAM, GAM
Modified Basic
CC, DD, EE, FF, GG
Heavy Duty
Bearing/Frame Size
N, P, Q, R, S, T, U, V, NP, RS, ST,
TU
Table 5-1: Range of Imperial and Metric Bearing Assembly Sizes
5.2.2.1
Oil Filled Bearing Assembly - Difference between K and KH Assemblies
Oil lubricated and grease lubricated bearing assemblies use different components..
OIL FILLED ASSEMBLY
Contact your local Weir Minerals representative for any assistance with oil filled
assemblies.
Type K
• Oil filled for submerged applications where the surrounding fluid keeps the bearing assembly at a safe
working temperature.
• For basic bearing assemblies (frame D-G), the two grease retainers are replaced with special bearing
sleeves.
• For heavy duty bearing assemblies, a new K shaft is substituted which allows fitting of bearing sleeves
on the inboard side of both the wet-end and drive-end bearing assemblies.
Type KH
• Oil filled for normal applications and requires removal of heat from the oil.
• Two oil impellers are fitted in place of the bearing sleeves as described for type K bearing assembly.
• A small water/oil heat exchanger is generally mounted piggyback style on the bearing assembly.
Types K and KH
• Both K and KH types of bearing assemblies are sealed at either ends with three bearing seals arranged
such that the inner seals seal off the oil, and the two outer seals protect the inner seal. An optional water
or grease flush connection to end cover between the two outer seals provide additional protection.
• The bearing seals consist of sets of one of the following:
• PTFE P/S lip seal
• Bearing (lip) seals with backing ring
• Caterpillar duo-cone seal
• Inpro seal
5.2.3
Shaft Seals
The three types of shaft seals for use with this pump are:
• Gland seal
• Centrifugal seal
• Mechanical seal
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 5 - 4 Pump Component Description
3/Apr/2015 Rev 2.0
AH Pumps
Description
5.2.4
Liners
The AH family of pumps can have two types of liners (refer to Figure 5-1 on page 5-2):
• Metal made of two to three pieces.
• Elastomer made of two to four pieces.
Table 5-2 on page 5-5 lists the type of liner fitted in different pumps.
Pump
Metal Liners
Two Piece
Three Piece
Elastomer Liners
Two Piece
1.5/1 AH
Yes
Yes
2/1.5 AH
Yes
Yes
3/2 AH
Yes
Yes
4/3 AH
Yes
Yes
Three Piece
Four Piece
6/4 AH
Yes
Yes
8/6 AH
Yes
Yes
10/8 AH
Yes
Yes
12/10 AH
Yes
Yes
14/12 AH
Yes
Yes
16/14 AH
Yes
Yes
20/18 AH
Yes
Yes
Table 5-2: Standard Pump Liner Fit-up (regardless of frame)
Page 5 - 5 Pump Component Description
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
6
Installation
Installation
This section describes:
• Factors that affect the installation of the pump.
• Pre-start up procedures for Oil Filled Bearing Assembly - K and KH.
6.1
Installation Safety
LIFTING POINT SAFETY
•
•
•
Refer to Warman lifting instructions at all times.
Tapped holes (for eye-bolts) and cast-on lugs (for shackles) on Warman parts are for
lifting individual parts only. One exception is the lifting lug on the cover plate which can
be used to lift the cover plate with the throatbush, volute and/or elastomer liner fitted.
Some heavy parts of the pump have threaded holes for lifting. During assembly, eye
bolts are screwed into holes to engage the crane. After assembly, the eye bolts must be
removed and the holes filled with RTV silicon to protect the thread of the holes for
further use.
TIPPING OR FALLING
The pump can tip over or fall, if the lifting points are offset from the recommended lifting
points.
6.2
Pump
This section describes the various factors that affect the installation of the pump.
1. Delivery
a. Check and report any missing components and variation or damage against packing list.
b. Remove any packaging and blanking plates on the pump intake and discharge flanges.
COUPLING FLANGES
If ordered, pumps are delivered with slip-on matching flanges secured to the pump flanges.
Remove these and weld to prepared piping for later connection to the pump.
6.2.1
Pump Working Envelope
The working envelope allows for safe working or replacing parts on any part of the pump assembly.
The three complete pump unit working envelopes are (refer to Figure 6-1 on page 6-2):
• Small pumps: 2 m all around including above
• Medium pumps: 3 m all around including above
• Large pumps: 4 m all around including above
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 6 - 1 Installation Safety
3/Apr/2015 Rev 2.0
AH Pumps
xm
Installation
xm
xm
xm
xm
Figure 6-1: Complete Pump Unit Working Envelope
6.2.2
Foundations
Installing the pump on adequate foundations provides efficient pump service. Ensure that:
• The steel and concrete foundations meet local geological requirements.
• The steel and concrete foundations are designed to withstand all loads from the pump and motor, and to
absorb any vibrations.
• All holding down bolts are fully tightened.
• The pump is located such that the length of the intake pipe is as short as possible.
• Adequate space is available to access the pump for installation and disassembly procedures.
6.2.2.1
Align and Grout the Warman Baseplates
BASEPLATES
Contact your local Weir Minerals representative for more information on fixing baseplates.
ALIGN AND GROUT THE WARMAN BASEPLATES
• The initial mounting, that is, the plinth is generally formed 50 mm larger all round than the
respective baseplate.
• Plinths are normally formed in a high compressive strength concrete with suitable anchor
bolts located according to the individual certified dimension drawing and generally
arranged as shown in Figure 6-2 on page 6-3.
Page 6 - 2 Pump
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Installation
10D
5D
{1/2.D}
Baseplate
2D
D
{1/2.D}
Ø4D
4D Square
456. Jacking Nut
b. Grout
a. Anchor Nut
Figure 6-2: Example of Aligning and Grouting Warman Baseplate
6.2.2.2
Mount the Pump Base on a Steel Framework
BASEPLATES
Contact your local Weir Minerals representative for further information on fixing baseplates.
To mount the pump base directly on a steel framework:
1. Design a frame of sufficient strength to withstand normal pumping operational stress.
2. Ensure that there is no distortion to the frame when the pump and the pump base are installed.
6.2.3
Shaft Unlocking
For transport of Warman pumps the bearings must be locked to prevent vibration and consequent damage.
This is done by attaching the shaft clamp to the shaft. A set screw in the handle of the clamp is then screwed
up hard against the pump base to lock the shaft.
To unlock the bearings:
1. Remove the set screw to free the shaft (refer to Figure 6-3 on page 6-4).
2. Rotate the shaft clockwise by hand using the clamp to ensure that the impeller turns freely within the
pump.
3. Adjust the impeller. For more information on adjusting the impeller, refer to “Impeller Adjustment” on
page 7-14.
4. Remove the shaft clamp.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 6 - 3 Pump
3/Apr/2015 Rev 2.0
AH Pumps
Installation
001. Set Screw
315. Shaft Clamp
Figure 6-3: Set Screw and Shaft Clamp Location
6.2.4
Shaft Alignment
Whether direct coupled or vee-belt driven, ensure that the pump and motor shafts are accurately aligned:
1. In direct coupled drives, misalignment causes unnecessary vibration and wear of the coupling.
2. In vee-belt drives, non-parallel shafts cause excessive belt wear.
3. Avoid rigid couplings.
The pump sets that are accurately aligned in the factory may become misaligned during transportation.
Recheck the alignment during installation. Align and tension the vee-belt and flexible transmissions as
described in “Alignment” on page 6-5 and “Tensioning” on page 6-5.
PUMP DAMAGE
• Direct coupling large pumps to diesel prime movers must also be avoided as sudden
stoppage of the diesel can cause unscrewing of the pump impeller and consequent pump
damage. A clutch or fluid coupling fitted between the pump and diesel prime mover is
recommended.
• Motors over 185 kW must be wired for a soft stop.
6.2.5
Alignment, Tensioning, and Adjustment of Vee-belt Drives
ALIGNMENT, TENSIONING, AND ADJUSTMENT OF VEE-BELT DRIVES
The following is recommended as a basis for alignment, tensioning, and adjustment of
vee-belt drives. Contact your local Weir Minerals representative or belt supplier for further
information on a specific product.
For optimum performance of vee-belts:
• Use only matched new sets of belts.
• Ensure that the belts lie within a range of two to four set numbers according to the belt length.
Page 6 - 4 Pump
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Installation
• Always place belts with the lowest code numbers closest to the bearings.
• Clean any oil or grease from the pulleys and remove any burrs and rust from the grooves before fitting
the belts.
6.2.5.1
Alignment
If the alignment of the pulley is not correct, the belt flanks wear quickly. For correct alignment of pulleys:
• Reduce the centre distance by jacking the motor towards the pump using the jacking bolts supplied, until
the belts can be put on the pulley grooves without forcing.
• Use laser alignment equipment.
• It is important to align the two pulleys to a tolerance whereby daylight is non-existent or at a minimum
between the pulleys and the straight edge.
1
2
3
4
Shafts are not
parallel to one
another
Shafts are not in
correct alignment
although they appear
parallel when seen
from above
Shafts are parallel
and in alignment,
but pulleys are not
in alignment
Correct installation both shafts and
pulleys are parallel
and in alignment
End view of
the above
The dotted lines emphasise the faults by indicating the correct position.
Figure 6-4: Shaft and Pulley Alignment
RECHECK PULLEY ALIGNMENT
After pump impeller adjustments, recheck the pulley alignment and adjust as necessary
before restarting the pump.
6.2.5.2
Tensioning
The proper tensioning of the belts ensures high performance and longer life for the belts and bearings. To
ensure the proper tensioning of the belts, refer to Figure 6-5 on page 6-6 and proceed as follows:
1. Measure the length of the span.
2. Apply a force at right angle to the belt at the centre of the span which is sufficient to deflect one belt by
16 mm per metre of span.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 6 - 5 Pump
3/Apr/2015 Rev 2.0
AH Pumps
Installation
Span
16 mm deflection
per metre of span
Force
Figure 6-5: Vee-belt Tensioning
3. Compare the force required with the value stated in the Table 6-1 on page 6-7.
If the measured force is within the values stated in the Table 6-1 on page 6-7, the belt tensioning must be
satisfactory. If the force measured is below or above the value stated, the belt must be tightened or slackened
respectively. Provision must be made for periodic checking of belt wear during the life of a belt and adjusting
the belts to correct tension as necessary.
TENSIONING
• Under tensioning of the drive causes vibration resulting in damage to the bearing
cartridge, as well as the loss of transmission efficiency. It can also cause the belts to slip
and overheat, resulting in belt fatigue and subsequently shortening the belt life.
• Over tensioning of belts also shortens their life. Also, bearings tend to overheat due to
excessive radial forces on the rolling elements and this leads to premature bearing
failure.
NEW BELTS
New belts must be tensioned at the higher level stated (using a vee-belt tension indicator)
to allow for a drop in tension during the normal running period. New belts must be run
under load for two hours, stopped, and the tension rechecked, resetting the adjustment to
achieve the correct tension as necessary. During the first 24 hours running, it is
recommended that a further check is carried out and the belts adjusted as required.
6.2.5.3
Adjustment
Recheck and adjust the tension of vee-belts after:
• The new belts are fitted.
• A new installation is completed.
• A drive run for approximately two hours.
Check the drive subsequently, at regular maintenance intervals.
Page 6 - 6 Pump
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Installation
Belt Section
Small Pulley Diameter (mm)
Force required to Deflect the Belt by 16 mm
per metre of Span, Newton (N)
SPZ
56 to 95
13 to 20
100 to 140
20 to 25
80 to 132
25 to 35
140 to 200
35 to 45
112 to 224
45 to 65
236 to 315
65 to 85
224 to 355
85 to 115
375 to 560
115 to 150
A
80 to 140
10 to 15
B
125 to 200
20 to 30
C
200 to 400
40 to 60
SPA
SPB
SPC
Table 6-1: Vee-belt Tensioning Force Requirements
6.2.6
Alignment of Direct-coupled Pumps
ALIGNMENT OF DIRECT-COUPLED PUMPS
The following is recommended as a basis for alignment of direct-coupled pumps. Contact
your local Weir Minerals representative for more information on a specific product.
In a direct-coupled drive, misalignment causes unnecessary vibration and wear on the bearings. Avoid rigid
couplings (that is, couplings that bolt directly together without any flexible member in between) and do not
use them without consultation with Weir Minerals Division.
The following procedures outline a suggested practice for checking shaft alignment. This method is
independent of the coupling or shaft and is therefore not affected by angled coupling faces or eccentricity of
the outside diameter of the coupling.
INCORRECT SHAFT ALIGNMENT
Ensure that no damage occurs when the shaft of the driven unit is turned.
Before starting the alignment procedures:
1. Isolate the drive unit from the power supply.
2. Rotate each shaft independently to check that the shaft and bearings turn without undue friction and that
shaft is true to within 0.04 mm or better as measured on a dial indicator.
3. Ensure that the couplings are loosely coupled, that is, each half must move freely relative to the other.
Otherwise, it results in incorrect dial indicator readings.
4. Where tightly fitting pins or springs prevent loose coupling:
a. Remove the pins or springs.
b. Scribe a line across both half couplings and take the readings only when both the half couplings are
aligned.
5. On couplings with a serrated rim, ensure that as the couplings are rotated, the gauge plungers do not
fall into a groove and become damaged.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 6 - 7 Pump
3/Apr/2015 Rev 2.0
AH Pumps
Installation
6.2.6.1
Angular Shaft Alignment
To ensure proper angular shaft alignment:
1. Refer to the left hand portion of Figure 6-6 on page 6-9 and clamp two dial indicators at diametrically
opposite points (180 degrees) on one half coupling, with the plungers resting on the back of the other
half coupling.
2. Rotate the couplings until the gauges are in line vertically, and set the gauges to read zero.
3. Rotate the couplings through half a revolution (180 degrees) and record the reading on each dial
indicator. The readings must be identical though not necessarily zero because of possible end float.
Either positive or negative readings are acceptable provided they are equally positive or equally
negative. For the maximum allowable tolerance, refer to “Tolerances” on page 6-8 and adjust the
position of one of the units if necessary.
4. Rotate the couplings until the gauges are in line horizontally and reset the gauges to read zero.
5. Repeat step 3 and adjust the unit position until the correct tolerance is achieved and no further
adjustment is necessary.
6.2.6.2
Radial Shaft Alignment
To ensure proper radial shaft alignment:
1. Clamp a dial indicator to one half coupling or to the shaft, as shown in right hand portion of Figure 6-6 on
page 6-9, with the plunger resting on the rim of the other half coupling.
2. Set the gauge to read zero.
3. Rotate the couplings and note the reading at each quarter revolution(90 degrees). Any variation in the
readings indicate a deviation from alignment. In such cases, adjust the position of one of the units until
the readings at each quarter revolution are identical or within the tolerances given (refer to
“Tolerances” on page 6-8).
PROVISIONAL ALIGNMENT
Provisional alignment can be carried out with the unit cold. However, where the working
temperature of the pump can raise the centre line of one machine relative to the other,
allowances must be made. The units must then be realigned when each have attained their
correct operating temperature.
6.2.6.3
Tolerances
Follow the manufacturer’s recommendation, if recommendations are not available. Following are the
variations which can be tolerated when checking alignment and are suggested as a general guidance.
• Angular Alignment
• Couplings up to 300 mm diameter, 0.05 mm accuracy
• Couplings more than 300 mm diameter, 0.07 mm accuracy
• Radial Alignment
• Not to exceed 0.1 mm on dial indicator (that is, 0.05 mm eccentricity)
Page 6 - 8 Pump
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Installation
Angular Shaft Alignment (parallelism of axes)
Radial Shaft Alignment (intersection of axes)
Example of Error
Example of Error
073. Shaft
b. Clamp
378. Half Coupling
c. Tie Bar
a. Dial Test Indicator
d. Plunger
Figure 6-6: Angular and Radial Shaft Alignment
6.2.7
Pipework
The guidelines for pipework are:
• Align the pipelines and valves correctly with pump flanges.
• Ensure the pipelines and valves are supported independently of the pump.
• Ensure all pipe designs are on the basis of zero pump flange loading. If this condition cannot be
achieved, consult your local Weir Minerals representative to obtain values for the maximum allowable
external loads and moments on the pump flanges.
• Use appropriate Warman joint rings (when required) at the pump flanges. The joint rings form an
effective seal between pipework and pump casing.
• In some pumps, the metal liner projects a short distance past the flange. In such instances, do not over
tighten the flange bolts to prevent the damage to the joint rings.
• Note that the removal of the intake pipe is facilitated if a flexible joint is used in the place of the flanged
connection.
• Ensure that all pipe joints are airtight for correct priming of the pump.
• Consult your local Weir Minerals representative for recommendations and procedures related to interstage piping of multi-stage installations.
INTAKE PIPE LENGTH
A removable piece of pipe must be used on the intake side of the pump. This pipe must be
of sufficient length to allow removal of the pump cover plate or casing and to enable access
to pump wearing parts and impeller.
6.2.7.1
Observations
1. Do not use concentric reducer on pump suction as this may cause air lock.
Suction Pipe Size - The diameter of the suction pipe must be sized according to the flow and allowable
head loss in any case it must be equal in diameter to the pump inlet connection. If a pipe larger than the
pump inlet is to be used, good practise stipulates that an eccentric reducer must be fitted to avoid the
possibility of air pockets.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 6 - 9 Pump
3/Apr/2015 Rev 2.0
AH Pumps
Installation
Air Pocket
Figure 6-7: Concentric (Not Recommended)
Figure 6-8: Eccentric (Recommended)
2. All pipe work must be correctly aligned and independently supported, pump flanges not to be
overloaded. Pipe work restraints must be saddles, rather than stands, such that axial and radial
movement can be restrained.
3. Shim material selection to ensure that they do not corrode or compress.
4. Area must be kept clean to ensure safe working environment and effective use of pump set.
5. Never tamper with pump set construction. Modifications to pump set components result in catastrophic
failure.
6. Always use cross pattern (180 degrees) for tightening bolts, for even pressure. Repeat sequence twothree times. Use calibrated torque wrench for correct tension.
Bolts
Figure 6-9: Bolting Sequence
7. Apply grease, anti-seize, or denso tape for bolts to allow easier removal when required.
6.2.8
Flanges
Refer to Table 6-2 on page 6-13 to check the maximum allowable external loads and moments on Warman
pump flanges. Alternatively, check if actual loads and moments are within the allowable values by submitting
the actual values to your local Weir representative for comparison against the allowable values.
Units
• Unit of force is Newton (N)
• Unit of torque and moment is Newton metre (Nm)
Page 6 - 10 Pump
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Installation
y
My
Mxz
x
z
B
Mxy
z
z
y
A
x
Mz
x
y
z
Figure 6-10: Flange Loading
Nozzle Load = Hydraulic load + Flange Load
Hydraulic Load = P×A
Intake Flange
Fz = Axial Load along z-z axis. Into or out of the pump through A
Fxy = Force in the x-y plane. Any direction through A parallel and level with flange face
Mz = About z-z axis through A. Torsional moment on flange
Mxy = About any axis in x-y plane through A. Acts parallel and level with flange face
Discharge Flange
Fy = Axial Load along y-y axis. Into or out of the pump through B
Fxz = Force in the x-z plane. Any direction through B parallel and level with flange face
My = About y-y axis through B. Torsional moment on flange
Mxz = About any axis in x-z plane through B. Acts parallel and level with flange face
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 6 - 11 Pump
3/Apr/2015 Rev 2.0
AH Pumps
Installation
ELASTOMER PIPE BELLOWS AND THRUST LOADS
• Elastomer pipe bellows with a diameter greater than the inlet or discharge pipe diameter
and without tie rods fitted results in high thrust loads on the pump, which could be higher
than the allowable values. Elastomer pipe bellows must always be installed on the
smaller of the pipe sizes to assist to minimise the loads if a reduction pipe piece is fitted
to the pump.
• High thrust loads from the piping can affect the shaft seal, pump and drive alignment,
increases transient loads during shut down and potentially increase or over-load the
baseplate and/or foundations as well as increasing overall vibration and sound levels.
• Suitable means of reducing thrust loads on the pump include - designing the elastomer
pipe bellows size as small as possible and on the smaller of the two pipe sizes if there is
a change in size, using threaded tie rods across the joint to make the pipe rigid and
supporting the pipe independently of the pump.
• High process slurry temperatures cause thermal expansion in the pipes which results in
high thrust loads on the pump. In these cases consult your local Weir Minerals
representative.
LOADS AND MOMENTS
• Allowable values depend on whether the pump is lined or unlined. Values are
independent of the position of the discharge flange.
• Allowable loads and moments take into consideration the effects of casing distortion and
shaft misalignments. The Figure 6-10 on page 6-11 applies to all pumps irrespective of
seal type.
• The x-y and x-z planes contain the outside faces of the intake and discharge flanges
respectively.
Page 6 - 12 Pump
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Installation
LOADS AND MOMENTS
• External loads acting on the pump must be less than the allowable.
• Ensure that pipes are aligned with the pump flanges and supported independent of the
pump and as close to the pump as practical. Use approximate Warman joint rings at the
pump flanges.
• All allowable loads and moments can act concurrently. Consult your local Weir Minerals
representative for the following:
• Conditions that are not listed in this document
• Multi-stage pumps
• Pumps that are not listed in this document
• Axial and radial flange forces (Fz, Fy, Fxy, Fxz) are assumed to act at the bolt PCD circle of
the flange.
• When designing plinths and holding down bolts, assume that the full value of the
allowable flange loads and moments is acting on the pump. Include static and dynamic
loads where appropriate as follows:
• Static load = Total mass of pump set including the pump, drive, and baseplate
• Dynamic load = Factor × Static Load
(Factor = 2.0 for pumps with Intake diameters < 300 mm)
(Factor = 2.5 for pumps with Intake diameters > 300 mm)
• The dynamic load takes into consideration the unbalanced loads from the pump,
motor and couplings or vee-belts.
• Actual loads and moments can be checked against the allowable values. In some
installations not every load and moment as defined above will necessarily occur in
practice. In such cases, it is possible to increase the allowable loads and moments that
do act without exceeding the overall allowable. Please consult with your local Weir
Minerals representative in such cases.
• For high pressure PP pumps, multi-stage pump installations or for any pumps not listed,
contact local Weir office.
• Warman baseplates: Refer to “Foundations” on page 6-2 for the suggested procedure for
aligning and grouting Warman baseplates (refer to Figure 6-2 on page 6-3).
Intake Flange
AH
Discharge Flange
Fz (N)
Fxy (N)
Mxy (Nm)
Mz (Nm)
Pump Size
Fy (N)
Fxz (N)
Mxz (Nm)
My (Nm)
2,200
1,100
125
65
1.5/1
635
320
40
20
2,600
1,300
190
95
2/1.5
880
440
56
28
5,300
2,650
470
235
3/2
1,400
700
100
50
10,500
5,250
1,200
600
4/3
2,500
1,250
240
120
19,100
9,550
2,800
1,400
6/4
4,100
2,050
485
243
33,800
16,900
6,000
3,000
8/6
8,800
4,400
1,400
700
43,500
21,750
9,700
4,850
10/8
12,000
6,000
2,200
1,100
Table 6-2: Allowable Loads on Flanges
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 6 - 13 Pump
3/Apr/2015 Rev 2.0
AH Pumps
Installation
Intake Flange
AH
Discharge Flange
Fz (N)
Fxy (N)
Mxy (Nm)
Mz (Nm)
Pump Size
Fy (N)
Fxz (N)
Mxz (Nm)
My (Nm)
43,700
21,850
10,300
5,150
12/10
21,700
10,850
5,100
2,550
50,000
25,000
13,000
6,500
14/12
24,900
12,450
6,200
3,100
84,000
42,000
26,900
13,450
16/14
36,000
18,000
11,000
5,500
100,800
50,400
40,300
20,150
20/18
67,300
33,650
26,900
13,450
Table 6-2: Allowable Loads on Flanges (Continued)
6.2.9
Intake Conditions
PIPEWORK
• Suitable isolation must be fitted in the intake pipe as near to the pump as possible.
• The intake pipe must be as short as possible.
• An arrangement of intake pipework which is common to two or more pumps operating on
suction lift is not recommended.
• If such an arrangement is unavoidable, any points of possible air ingress such as valve
glands must be liquid sealed and isolating valves must be fitted at appropriate points.
The diameter of the intake pipe required depends upon its length and bears no fixed relationship to the
diameter of the intake branch of the pump. The size of the pipe must be such that the velocity is kept to a
minimum, but above the solids particle critical settling velocity to reduce friction losses, that is a long intake
pipe, (or one with numerous bends) which passes a given quantity of liquid must be of larger bore than a
short straight one passing the same quantity of liquid.
AIRTIGHT PIPEWORK
• When the bore of the intake pipe is increased to a size larger than that of the pump intake
branch, the form of taper pipe used must not allow the formation of air pockets.
• To avoid air pockets, the installation of intake pipework must be arranged with as few
bends as possible and the pipework must be completely airtight.
6.3
Oil Filled Bearing Assembly - K and KH
This section describes pre-start up procedures for Oil Filled Bearing Assembly - K and KH.
6.3.1
HGK005M, HGK205M, and TK005-1M
This section describes pre-start up procedures for HGK005M, HGK205M and TK005-1M.
6.3.1.1
Before Start-up
• Ensure that the oil pressure inside the bearing assembly is at least 40 kPa higher than the surrounding
water pressure.
• Check that the oil pressure in the main oil volume is greater than the oil pressure in the inter-seal
volume.
To control these oil pressures it is recommended for dual duo-cone assemblies to have two header tanks:
• Header tank 1 for main oil volume.
• Header tank 2 for inter-seal oil volume.
Page 6 - 14 Oil Filled Bearing Assembly - K and KH
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Installation
Line 1
Line 3
Line 2
Line 5
Line 4
Minimum
5m
1m
Figure 6-11 on page 6-15 shows the preferred piping arrangement which is described as follows:
Header tank 2 must be at least 5 m above water surface and approximately 1 m lower than the header tank 1.
With this set-up, the oil between the seals is slightly pressurised against the surrounding water on the
outside. This pressure differential has to be maintained at all times when the pump is submerged, even if it is
not operating.
Line 1 pressurises the main oil volume. There is no return line needed for the main oil volume.
Line 2 and line 3 pressurise the inter-seal volumes. Line 4 and line 5 are return lines from the inter-seal
volume and each one has a hand valve fitted to its end. During normal operation, these valves are closed.
They can be opened for initial filling and for oil sampling.
a. Header Tank 1
c. Hand Valves
b. Header Tank 2
Figure 6-11: Preferred Piping Arrangement
6.3.2
FFKS005-1 with Single (Full) Duo-cone Seal
This section describes the pre-start up procedures for FFKS005-1 with single (full) duo-cone seal.
6.3.2.1
Before Start-up
• For submerged operation, ensure that the oil pressure inside the bearing assembly is at least 30 kPa
higher than the surrounding water pressure. To maintain the required oil pressure, put the header tank 5
m above the water surface. One oil line entering the bearing assembly in one of the tapped holes at the
top is the preferred arrangement.
• Initially fill the oil manually through one of the spare ports. Ensure that the unit is completely filled with oil
without any air left inside.
REMOVE SEAL CLAMP SCREWS
Remove the seal clamp screws before starting the pump.
• Ensure that labyrinths are filled with grease.
In submerged operation, it is recommended to use automated greasing units instead of the grease nipples
provided.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 6 - 15 Oil Filled Bearing Assembly - K and KH
3/Apr/2015 Rev 2.0
AH Pumps
Commissioning
7
Commissioning
This section is a general guide and is applicable to direct drive and belt drive complete pump units. This
section also describes in detail, the:
• Pump commissioning steps
• Motor rotation check procedure
• Seal commissioning
Information on pump auxiliary equipment must also be referred as the details can vary with manufacturer or
supplier.
7.1
Commissioning Safety
This section lists the safety guidelines to be followed while commissioning the pump.
PERSONNEL INJURY
Do not stand near an operating pump during commissioning as pump may fail during this
period.
EXPLOSION
Excess loading from the discharge pipe on the pump casing may crack the casing.
HOT SURFACES
Pump bearing assembly becomes hot during operation. Do not touch bearing assembly
surfaces without taking appropriate precautions to protect against personnel injury.
THERMAL SHOCK
Be aware that thermal shock may damage pump components during priming.
FLANGE DAMAGE
Over torquing of the flange bolts may cause flange damage.
FIT JOINT RINGS
Failure to fit joint rings, leads to slurry leakage.
TAPER LOCK
Check taper lock tension after first 3 hours of operation.
Page 7 - 1 Commissioning Safety
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Commissioning
VIBRATION
Components may become loose under excessive vibration. Ensure tensioning and locking
procedures are followed.
7.2
Commissioning Steps
For a detailed commissioning checklist, refer to “Checklists” on page 14-3.
Check the following before commissioning the pump:
1. Alignment and grouting of the baseplate unit.
Level baseplate within 1 mm per 1000 mm or less (for more information, refer to “Foundations” on
page 6-2).
2. Shaft rotation
a. Remove any pump or motor shaft clamps.
i Remove the set screw to free the bearings.
001. Set Screw
315. Shaft Clamp
Figure 7-1: Remove Set Screw
ii Rotate the shaft manually in clockwise direction using the shaft clamp. This ensures that the
impeller turns without any restriction within the pump.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 7 - 2 Commissioning Steps
3/Apr/2015 Rev 2.0
AH Pumps
Commissioning
Shaft Clamp (315)
Figure 7-2: Rotate Shaft Clamp
iii Remove the shaft clamp.
b. Check that the mechanical seal (if fitted) setting tabs are removed.
c. Turn the shaft by hand to ensure that components turns freely.
3. Electrical connections and motor rotation check. Alignment and tensioning of vee-belts.
a. Remove all vee-belts or completely disconnect shaft coupling, as the case may be. This is important.
b. Start motor and check rotation. Correct if necessary to produce pump shaft rotation as indicated by
the arrow on the pump casing.
PUMP ROTATION DIRECTION
Rotation in the opposite direction indicated by the arrow on the pump unscrews the
impeller which may lead to the catastrophic cover plate and bearing damage.
c. Reinstall vee-belts or shaft coupling.
d. Align and tension vee-belts to the recommended settings of the manufacturer or as shown on
Warman outline drawing for the specific unit or as per this manual, refer “Alignment, Tensioning, and
Adjustment of Vee-belt Drives” on page 6-4.
REPLACE GUARDS
Guards removed for maintenance and other purposes must be replaced and secured prior
to operating the pump.
4. Impeller adjustment
The impeller is factory set with a minimum running gap between the impeller and the throatbush. If
required for any reason, check and readjust the impeller. For impeller checking and readjustment
procedure, refer “Impeller Adjustment” on page 7-14.
5. Pipework
Page 7 - 3 Commissioning Steps
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Commissioning
Ensure that the:
a. Pipe work is correctly aligned with the pump and is supported independently of the pump.
b. Warman joint rings are in the correct position on pump intake and discharge flanges. The pipe flanges
to support joint rings must be flush.
c. Isolating valve is fitted on intake pipe and/or pipe spools are correctly positioned close to the pump.
d. Intake pipe is as short as possible.
e. Air pockets are avoided by correct installation of any reducers in the intake pipe.
6. Fasteners
Check that all the fasteners are tight, particularly the:
• Bearing housing and pump base hold down bolts
• Bearing assembly adjusting screw
• Foundation bolts
7. Cabling and piping GSW
Refer to P&I diagram and GA drawing if applicable.
The following are the commissioning steps normally done with clean water:
1. Priming the pump
Open the inlet valve and allow the pump to flood.
2. Turn GSW ON
Turn ON the GSW supply and check that there is sufficient pressure and flow.
PACKING OVERHEATS
If GSW is not turned on and of adequate flow or pressure the packing may overheat
leading to thermal hazard and/or failure of packing resulting in slurry release.
3. Turn the pump ON
a. Check whether pump starts correctly and runs smoothly.
b. Open the discharge valve before start-up.
c. If faults occur, check for possible cause as mentioned in “Troubleshooting” on page 12-1.
GLAND ADJUSTMENT
During gland seal adjustment the fixed guard needs to be removed while the pump is
operational. When the guard is removed, the rotating shaft is exposed. Additional safety
management measures must be implemented to manage this specific hazard and only
suitable trained and qualified personnel must work on gland adjustment. The guard must
be replaced when adjustment is complete.
d. Check and adjust gland leakage as required.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 7 - 4 Commissioning Steps
3/Apr/2015 Rev 2.0
AH Pumps
Commissioning
OVER-PRESSURE IN PUMP
• Pumps that are not fitted with an over pressure relief device are at risk of generating
excessive pressures and temperatures when run with restricted or no discharge flow,
such as against a closed discharge valve.
• The system design should include suitable pressure relief measures and operation with
restricted discharge flow must be limited such that the maximum allowable working
pressure limit of the pump is not exceeded.
• Pumps that are fitted with the over-pressure relief device have a feature between the
back liner and the seal chamber to relieve pressure if necessary, thereby allowing gas
and slurry to discharge from the back of the pump. Splash guards contain the discharge,
directing it downwards between the pump casing and the base. All splash guards must
be fitted in their correct locations prior to starting the pump to prevent personnel injury or
equipment damage due to a sudden release of hot slurry and/or gas.
• Running the pump with the discharge valve closed (while necessary at shut down)
produces heat and pressure build up in the pump. The time between closing the valve
and pump shut down must be minimised to reduce the risk of exceeding the pumps
temperature and pressure limits.
• Suitable pressure relief must be included in the pipe work.
4. Monitor performance
Check operating parameters are within limits as mentioned in Table 9-1 on page 9-3.
5. Turn the pump OFF
a. Close the discharge valve.
b. Turn OFF the pump and allow to stop. Close the intake valve (if any).
c. Turn OFF GSW supply.
7.2.1
Avoidance of Impeller Loosening - Runback and Reverse Rotation
The loosening of the impeller can be avoided by checking the direction of rotation of pump and impeller
before starting the pump. This section describes this aspect in detail.
7.2.1.1
Correct Direction of Rotation and Input Torque via Pump Shaft
Each Warman pump impeller features a right-hand impeller thread in its boss and engaged to the pump shaft,
which is screwed to suit the impeller thread. The correct driven direction of rotation of the impeller when
viewed from the intake end of the pump is anticlockwise for all standard Warman impellers as shown in
Figure 7-3 on page 7-5.
Intake End
073. Shaft
A. Impeller
Figure 7-3: Impeller Tightening
The correct rotation of the pump is displayed by a cast arrow on the front of the pump casing as shown in
Figure 7-4 on page 7-6.
Page 7 - 5 Commissioning Steps
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Commissioning
Figure 7-4: Rotation Direction Arrow shown on Pump Casing
When the impeller is driven in the correct direction by the pump shaft, torque is applied to the impeller. This
torque reinforces the fastening of the impeller to the shaft.
7.2.1.2
Incorrect Direction of Rotation and Input Torque via Pump Shaft
If power is transmitted to the impeller via the pump shaft in the incorrect (clockwise) direction of rotation as
shown in Figure 7-5 on page 7-6, the torque unscrews the impeller from the shaft.
073. Shaft
A. Impeller
Figure 7-5: Impeller Loosening
Perform the motor rotation test referring to “Motor Rotation Check (Jog Test)” on page 7-7.
The danger of an impeller loosening is present regardless of whether the pump is started empty or when
containing liquid or slurry.
For multi-stage pumps, the factors are also listed in “Pump Shut Down on High Static Discharge Heads” on
page 7-6 and “Effects of Unrestricted Runback and Reverse Rotation” on page 7-7.
IMPELLER LOOSENING
If the impeller is tightened to the pump shaft during fit-up and then started at least once
then the chances of impeller loosening are greatly diminished.
7.2.1.3
Pump Shut Down on High Static Discharge Heads
When multi-stage pumps are applied on a duty featuring a very high static head the product in the discharge
system can runback through the pump when the pump is stopped. This high flow may be sufficient to drive
the impeller (and electric motor) in the reverse (clockwise) direction. It is possible for the speed of this reverse
rotation to become significantly high. In some cases resulting in motor speeds which are in excess of the
maximum safe speed permitted for structural integrity of the motor rotors.
The motor and pump may be protected from dangerously high speed rotation by various means including:
1. Magnetic brake to prevent any rotation of the pump and motor when the electrical power is
disconnected from the motor.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 7 - 6 Commissioning Steps
3/Apr/2015 Rev 2.0
AH Pumps
Commissioning
2. Centrifugal clutch to interrupt the mechanical drive connection between motor and drive when the motor
is not running in excess of a predetermined speed and is not running in the correct direction of rotation.
3. Limiting reverse flow.
4. The discharge valve is used to control the flow and is used during shut down. The valve would be shut
over a short controlled period before shutting down the pumps. Prior to this, the pipeline may be flushed
with water ready for restarting.
5. In emergencies, the emergency dump valve would trigger and most of the pipeline would empty. Some
runback could still occur but at a smaller flow.
7.2.1.4
Effects of Unrestricted Runback and Reverse Rotation
When the gravity-fed installation pressure from runback equalises, the liquid may be present in the pump
hopper while the pump and motor are still rotating in the reverse (clockwise) direction.
Under these conditions the impeller can pump the liquid back into the discharge pipe causing the impeller to
unfasten from the shaft.
PUMP ROTATION DIRECTION
Rotation in the opposite direction indicated by the arrow on the pump will unscrew the
impeller which may lead to the catastrophic cover plate and bearing damage.
ALWAYS COMPLETE DE-PRESSURISING
Unrestricted runback would not occur if the intake system is completely de-pressurised
during the runback.
All rotational motion would cease with the impeller partially unfastened from the shaft. This is a dangerous
condition as leakage can occur past the impeller O-ring into the bearing assembly as on the next start-up.
The pump shaft would very rapidly draw the impeller back, towards its fastened position. The impact of this
sudden axial movement of the impeller is often sufficient to damage the shaft sleeve, bearing assemblies,
and other components.
This problem is not commonly encountered in practice but is more likely to occur when:
a. The initial fastening of the impeller is not sufficiently tight.
b. The pump has not been operated for a sufficiently long period to allow the impeller fastening to be
further tightened by normal start-up and operating torques.
STATIC HEAD
For any proposed application where the system static head exceeds 50 m and the length of
the discharge pipeline exceeds 200 m, contact your local Weir Minerals representative for
specific advice regarding precautions required to avoid these problems.
7.3
Motor Rotation Check (Jog Test)
Check drive rotation before vee-belts or shaft couplings are connected. The correct pump rotation is indicated
by an arrow on the pump casing.
PUMP ROTATION DIRECTION
Rotation in the opposite direction indicated by the arrow on the pump unscrews the
impeller. This may lead to the catastrophic cover plate and bearing damage.
Page 7 - 7 Motor Rotation Check (Jog Test)
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Commissioning
PERSONNEL INJURY
Do not touch the rotating elements with hands to establish the direction of rotation.
PUMP ROTATION DIRECTION
Always check the direction of the pump shaft and not the gearbox input shaft which may be
in the opposite direction and is the incorrect direction for the pump.
Perform the following test, before operating the pump after any maintenance. This is to ensure that the
direction of rotation of the pump is correct.
1. Isolate the drive unit from the power supply.
2. Remove the vee-belt guarding.
3. Remove the vee-belts.
4. Replace the vee-belt guarding.
5. De-isolate the drive unit from the power supply.
6. Turn ON the motor and then turn OFF.
7. Check the direction of the pulleys using the inspection hatch.
8. Isolate the drive unit from the power supply.
9. Remove the vee-belt guarding.
10. Replace the vee-belts and tension them.
11. Replace the vee-belt guarding.
12. De-isolate the drive unit from the power supply.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 7 - 8 Motor Rotation Check (Jog Test)
3/Apr/2015 Rev 2.0
AH Pumps
Commissioning
7.4
Gland Seal
This section provides the following information on GSW:
• Flow and pressure requirements
• Adjustment
• Controls
• Quality requirements
The GSW supply must be steady as pressure fluctuations make gland adjustment for optimum performance
difficult.
Glands must be adjusted to provide reasonable leakage when GSW pressure is at a minimum and therefore
when this pressure rises, leakage is necessarily excessive. If glands are adjusted to provide optimum
leakage at the higher GSW pressures, insufficient lubrication is obtained when this pressure falls.
The GSW must be as clean as possible as even small amounts of solids can quickly wear gland components.
Requirements for gland operation on the first stage of a multi-stage installation are different from the other
stages. The GSW for the first stage pumps must:
• Flush slurry away from the shaft sleeve.
• Provide lubrication for the gland packing.
• Pressurise the gland to prevent ingress of air when the pressure at the shaft falls below atmospheric
pressure.
For the second and succeeding stages, the GSW is only required to flush slurry away from the shaft sleeve
and provide lubrication for the gland packing.
Check the GSW supply and discharge periodically. Always maintain a very small amount of clean water
leakage along the shaft by regularly adjusting the gland. When gland adjustment is no longer possible,
replace all packings with new ones.
GSW requirements can be reduced to a minimum using Warman low flow lantern restrictor (refer to Figure 76 on page 7-9).
Type 1 - For Low Lift and Positive Head
Type 2 - For High Lift
044. Gland
078. Stuffing Box
063. Lantern Ring
111. Packing
067. Neck Ring
118. Lantern Restrictor
Type 3 - For High Lift
Figure 7-6: Example of Some Gland Seal Arrangements
Page 7 - 9 Gland Seal
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
7.4.1
Commissioning
GSW Flow and Pressure Requirements
GSW must be supplied at the correct pressure and flow to achieve a long packing and sleeve life. Correct
pressure is the most critical requirement to achieving satisfactory gland life. Flow is the next most important
requirement. Flow is governed to some extent by the gland dimensions and also is adjustable within limits by
means of the gland adjustment using the gland nuts.
The GSW pressure must be controlled to acceptable limits. For normal gland operation, the GSW pressure
must be set at +35 kPa to +70 kPa more than the pump discharge pressure. This ensures that water enters
the gland with sufficient pressure to flush solids away.
If the GSW pressure is too low, the pump pressure can force slurry into the gland and even up into the GSW
pipe and possibly into the GSW pumps. This is to be avoided.
GSW pressure that is too high causes extrusion of the packing at the gland and wet-end of the stuffing box.
Extrusion of packing causes both the degradation of the packing and less flow from the gland overtime. Both
these conditions lead to packing failure. GSW pressure which is up to 200 kPa more than the pump discharge
pressure must not cause too much degradation although the packing life is likely to be greatly reduced.
Hence, avoid high pressures.
The recommended, minimum total GSW flows for standard applications are mentioned in Table 7-1 on
page 7-11.
PRESSURE LOSS DUE TO FLOW CONTROL
A flow control device on the GSW line causes a significant pressure drop (about 140 kPa
for a Maric flow control valve).
7.4.1.1
Gland Adjustment
TOXIC VAPOURS FROM GLAND
Vapours can leak past gland guards. Appropriate risk assessment must be made regarding
the nature of the product in the pump and necessary safety precautions put in place to
protect from exposure to product vapours.
GLAND ADJUSTMENT
During gland seal adjustment the fixed guard needs to be removed while the pump is
operational. When the guard is removed, the rotating shaft is exposed. Additional safety
management measures must be implemented to manage this specific hazard and only
suitable trained and qualified personnel must work on gland adjustment. The guard must
be replaced when adjustment is complete.
OPERATIONAL PUMP
The pump must be running for gland adjustment procedure.
1. Ensure the pump is running.
2. Remove gland guarding.
CUTTING HAZARD
Pumps fitted with impeller release collars have the potential to act as large cutters.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 7 - 10 Gland Seal
3/Apr/2015 Rev 2.0
AH Pumps
Commissioning
3. Adjust gland bolts to maintain recommended flow rate as shown in Table 7-1 on page 7-11.
4. Replace gland guarding.
Frame Size
Type 1 - Metal Lantern
Restrictor
Type 2 - Non-metallic Ryton
(P50) Lantern Restrictor
Type 3 - *Lantern Ring and
Neck Ring
A
9
4
0.8
B, N, NP
15
6
1.0
C, P
21
7
1.5
D, Q
33
9
2
E, R
42
12
4
F, SHH
60
16
6
FAM, G, ST, S, T
100
26
9
GAM, H, TU
120
34
11
U
185
NA
17
Table 7-1: Minimum Total GSW Flows (L/min)
* Lantern ring is either Metal (C23), Ryton (P50), or PTFE (P05)
GSW FLOW
The metal lantern restrictor may be used when a larger GSW flow can be tolerated and
where the type of pump duty requires high GSW flow, for example, mill discharge.
With the aging and deterioration of a pump gland, the required GSW flow can be up to
three times (3x) higher than listed in Table 7-1 on page 7-11. Any design of a GSW supply
system must take this higher flow into account.
7.4.2
GSW Control Devices
There are different GSW control devices that can be used:
• Visual flow indicator
• Throttle valve
• Constant flow orifice valve
• Combined rotameter
• Flow regulator or selected length of capillary throttling tube
• Positive displacement pump
The most common type is a constant flow orifice valve. This maintains a reasonably constant flow into a gland
irrespective of the GSW pressure.
The constant flow orifice valve is generally useful when there is considerable fluctuation in the GSW
pressure. It can also assist when a group of pumps are fed by one GSW line and one or more pumps are not
operating or they have worn glands. In this instance, it can prevent starvation of GSW on the pumps which
are operating.
7.4.2.1
Requirements for GSW Quality
Water used for gland sealing must be clean and generally have the properties that are mentioned in this
section. Failure to observe these conditions results in excess time and effort being spent on gland
maintenance.
Suspended and Dissolved Solids
• Water quality is an extremely important factor in gland seal operation. The recommended water quality
specification is pH 6.5 - 8.0.
Solids Content
• Dissolved - 1,000 ppm (mg/L)
Page 7 - 11 Gland Seal
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Commissioning
• Suspended - 100 ppm (mg/L)
• 100% of +250 mesh (60 µm) particles removed
Maximum Individual Dissolved Ions
• Hardness (Ca+, Mg+) 200 ppm (mg/L) as CaCO3
• Calcium Carbonate (CaCO3) 10 ppm (mg/L)
• Sulphate (S042-) 50 ppm (mg/L)
• Chloride (Cl-) 1,000 ppm (mg/L)
Inadequate or Excessive GSW Pressure
• Inadequate GSW pressure results in contamination of the packing by the pumped slurry.
• Once solids are imbedded in the packing, they cannot be flushed out and the packing must be replaced.
GSW PRESSURE
GSW pressure must be +35 kPa to +70 kPa above the stuffing box pressure. GSW
pressure in excess of this results in more wear on the packing and shaft sleeve.
Inadequate Flow
• Inadequate flow results in contamination of the packing by the pumped slurry.
• A low pressure pump starves the higher pressure pump of GSW. Flow to each gland must be controlled.
To achieve the flow limits (refer to Table 7-1 on page 7-11), it may be necessary to filter the water to reduce
any solids content to the lowest practical.
GSW FLOW
The GSW supply must be reliable, as slurry pumps must not be operated without GSW
supply.
7.5
HS Centrifugal Seal
The recommended flush water flow rate for the type HS centrifugal seal (refer to Figure 7-7 on page 7-13)
and impellers without back vanes, that is, type HE, HN, BF, and BR is given in Table 7-2 on page 7-12.
Frame Size
Flow Rate (L/min)
Frame Size
Flow Rate (L/min)
A
0.8
E
4
B
1
F
6
C
1.5
G
9
D
2
Table 7-2: Flush Water Flow Rates (L/min)
CENTRIFUGAL SEAL LEAKAGE
Centrifugal seals will fail if operated outside their allowable limits of inlet head and pump
speed.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 7 - 12 HS Centrifugal Seal
3/Apr/2015 Rev 2.0
AH Pumps
Commissioning
028. Expeller
063. Lantern Ring
138. Grease Cup Adaptor
029. Expeller Ring
064. Impeller O-ring
179. Shaft Sleeve Spacer
044. Gland
075. Shaft Sleeve
239. Impeller Release Collar
045. Gland Bolt
109. Shaft O-ring
062. Labyrinth
111. Packing
a. Grease Cup
Figure 7-7: Type HS Centrifugal Seal Assembly
026. Frame Plate Liner Stud
041. Frame Plate Liner Insert
126. Gland Clamp Bolt
028. Expeller
044. Gland (two piece)
138. Grease Cup Adaptor
029. Expeller Ring
045. Gland Bolt
217. O-ring
031. Expeller O-ring
063. Lantern Ring
032. Frame Plate
111. Packing
a. Grease Cup
Figure 7-8: Warman Pump with HS Components
Page 7 - 13 HS Centrifugal Seal
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
7.6
Commissioning
Mechanical Seal
For pumps fitted with a mechanical seal, follow the assembly and maintenance instructions supplied by the
manufacturer.
MECHANICAL SEAL TABS
• For pumps fitted with mechanical seals always follow the appropriate instruction
manuals.
• Always remove the mechanical seal setting tabs prior to starting the pump.
• Failure to remove the tabs will result in damage to both the pump and the seal.
• Ensure that the grub screws are tight before removing the setting tabs.
7.7
Impeller Adjustment
Pump performance is affected by the clearance between the impeller and the throatbush. With wear, the
clearance increases and the pump efficiency drops. For best performance it is necessary to stop the pump
occasionally and move the impeller forward (this applies to metal, elastomer, and high efficiency style
impellers). This adjustment can be carried out in a few minutes without any disassembling (refer to Figure 77 on page 7-13).
DRIVE ALIGNMENT
After completing an impeller adjustment check the drive is aligned correctly.
Ideally, in both metal and rubber lined pumps, the clearance between impeller and throatbush must be a
minimum. This is particularly important for high efficiency impellers without front vanes (type HE and HN).
001. Adjusting Screw
b. Rear Nut
a. Clearance between Impeller and Throatbush
c. Front Nut
Figure 7-9: Impeller Adjustment
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 7 - 14 Mechanical Seal
3/Apr/2015 Rev 2.0
AH Pumps
Commissioning
To adjust the impeller:
REMOVE MECHANICAL SEAL LOCK TABS BEFORE PULLEY ALIGNMENT
• Prior to impeller adjustment, the mechanical seal lock tabs must be installed and the
locking collar released in order to allow the free movement of the bearing assembly as
per the seal manufacturer’s instructions.
• After pump impeller adjustment, recheck the pulley alignment and adjust as necessary
and relock the mechanical seal locking collar and remove the lock tabs.
1. Rotate shaft clockwise by hand and move bearing assembly forward (towards throatbush) by tightening
the rear nut on the adjusting screw until the impeller starts to rub on the throatbush.
2. Release the rear nut by one sixth of a turn, then move bearing assembly back by means of front nut until
housing touches the rear lug.
ADVANTAGES OF IMPELLER ADJUSTMENT
• Impeller adjustment is a key element in extending the wear life.
• Field tests on certain pumps indicate if impellers are adjusted right forward when fitted
and again at regular intervals during the wear life, then an increase of 40% to 50% in life
can be achieved over pumps which were not correctly adjusted forward at the initial fit-up.
• Further, pumps which were regularly adjusted over their life have shown a 20% increase
in life, over pumps which were only adjusted once at the initial fit-up.
Recommended intervals for impeller adjustment:
1. On initial fit-up, adjust the impeller so it just touches the throatbush.
2. Re-adjust the impeller to just touch the throatbush after 50 hours to 100 hours.
3. Re-adjust further two to three times at regular intervals during the wear life of the pump (this could
coincide with the regular maintenance intervals, for example, 500 hours).
4. After adjustment of the impeller, it is important to tighten the bearing housing clamp bolt to a torque
value given in Table 7-3 on page 7-15.
Frame Size
Recommended Torque (± 10%) (Nm)
Frame Size
Recommended Torque (± 10%) (Nm)
A
25
N, NP
25
B
25
P, PQ
50
C, CC
50
Q, QR
50
D, DD
90
R, RS
150
E, EE
150
S, ST
300
F, FF
300
T, TU
520
G, GG
520
U, UV
1,500
H
1,500
Table 7-3: Bearing Housing Clamp Bolt Torque
Page 7 - 15 Impeller Adjustment
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
7.8
Commissioning
Tightening Nuts and Bolts
Although Warman pump impellers are balanced in the factory, before they are supplied, precise balance
cannot be achieved in operation because of uneven wear which can take place. Pumps are therefore subject
to some vibration while running and this can result in loosening of some bolts. It is recommended, therefore,
that a routine maintenance program be established whereby a check is made at regular intervals to ensure
that all the fasteners are tight. To avoid any possible movement between the bearing assembly and the base,
the bearing housing clamp bolt must be always fully tightened. This check must be carried out at the same
time as when impeller adjustment is made. If any location is found where bolts consistently loosen, nylock
nuts, or other suitable locking devices must be fitted.
7.9
Labyrinth Grease Purging
To improve the sealing properties of the labyrinths on the end covers of some types of Warman bearing
assemblies, grease purging is utilised to purge out grit and moisture. Less contaminants entering the bearing
assembly results in longer bearing assembly life and ultimately cost savings. Therefore, careful attention paid
to labyrinth purging is an essential maintenance requirement. For more information, refer to “Lubrication” on
page 10-1.
7.10
Bearing Assembly Lubrication
A correctly assembled and pre-greased bearing assembly has a long trouble free life, provided it is protected
against ingress of water or other foreign matter and that it is adequately maintained.
It must be left to the good judgement of maintenance personnel, to open bearing housings at regular intervals
(not longer than 12 months) to inspect bearing assembly and grease, to determine the effectiveness of the
re-lubrication program and to make any adjustments to the program for the period up to the next inspection.
In the case of infrequent bearing assembly re-greasing being required, the bearing assembly grease plug can
be temporarily replaced with grease nipples at the time of greasing.
If a regular addition of grease is judged to be necessary, then the plugs on the bearing assembly must be
replaced with grease nipples. It is preferable to lubricate often and sparingly, than to add large amounts at
long intervals. Bearing assemblies must never be over greased
LUBRICANT USAGE
• Use only recommended and clean grease.
• For oil lubricated bearing assemblies, it is recommended that a full oil change is carried
out at a maximum of every 6 months or 2,000 hours of operation.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 7 - 16 Tightening Nuts and Bolts
3/Apr/2015 Rev 2.0
AH Pumps
Operation
8
Operation
This section describes the:
• Safety guidelines to be followed while operating the pump.
• Procedures to be followed before pump start-up, such as priming.
• Pump start-up procedures.
• Problems that may occur during pump start-up.
• Pump shut down procedures.
• Information on glands, impeller adjustment, maximum allowable pressures, and bearing fault
frequencies.
• The principal requirements for operation of Warman pumps are:
• Priming arrangements to raise water in the intake pipe and fill the pump.
• GSW provided at adequate pressure and flow.
• Impellers adjusted to maintain minimum clearance with throatbush.
• Wearing parts replaced when performance falls below required operating pressure.
• Volute liner seal and stuffing box seal maintained to prevent leakage.
• Grease purged labyrinths (where used) lubricated regularly to prolong bearing life by removing dust
and dirt from the bearing assembly.
8.1
Operation Safety
MONITOR PUMP PERFORMANCE
Lack of monitoring temperature, flow, pressure, and vibration can lead to catastrophic
failure of the pumps. Weir Minerals recommends following ISO standards.
LARGE SIZED PUMPS
The operation and maintenance of the large pumps has an increased risk due to the size
and weights of components as well as the physical size of the complete pump unit.
ENTRAPMENT
With the guard removed the rotating shaft is exposed and there is potential for entrapment.
Additional safety management measures must be implemented to manage this specific
hazard.
SOLIDS IN SLURRY INCREASE PUMP WEAR
• Large foreign objects or tramp entering a pump will increase the incidence of higher wear
and/or damage to the pump.
• Routine inspection and maintenance of mill trommel screens will assist to reduce the
danger of grinding balls entering a mill discharge pump.
Page 8 - 1 Operation Safety
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Operation
ENSURE IMPELLER HAS NOT LOOSENED FROM THE SHAFT
• Ensure that the impeller is tight on the shaft before any start-up. All components on the
shaft between the impeller and the wet-end bearing must butt metal to metal against each
other without any gap.
• Gaps may form when the pump experiences duty conditions conducive to unscrewing of
the impeller, such as excessive runback, high intake pressure, motor braking, etc.
8.2
Shaft Seal
For gland sealed pumps, check GSW is available and it is of sufficient quantity and at the correct pressure.
GSW pressure must be approximately 35 kPa above the pump discharge pressure. GSW pressure must
be not higher than 200 kPa above the pump discharge pressure, otherwise reduced gland life could result.
Slacken off gland and adjust it so that a small flow is obtained along the shaft. Note that pumps supplied
directly from Weir Minerals factories usually have tight glands to minimise shaft vibration during transport.
For centrifugally sealed pumps, screw the grease cup down a few turns to charge the static seal chamber
with grease.
TOXIC VAPOURS FROM GLAND
Vapours can leak past gland guards. Appropriate risk assessment must be made regarding
the nature of the product in the pump and necessary safety precautions put in place to
protect from exposure to product vapours.
GLAND ADJUSTMENT
During gland seal adjustment the fixed guard needs to be removed while the pump is
operational. When the guard is removed, the rotating shaft is exposed. Additional safety
management measures must be implemented to manage this specific hazard and only
suitable trained and qualified personnel must work on gland adjustment. The guard must
be replaced when adjustment is complete.
MECHANICAL SEAL AND PUMP DAMAGE
Remove the mechanical seal setting tabs and torque the locking collar fasteners to the
specified values prior to starting the pump, otherwise serious seal and pump damage could
result.
8.3
Priming
Arrangements for raising water in the intake pipe and filling the pump (or first stage of a multi-stage
installation) must be provided in preparation to starting up. GSW must then be turned ON to the pump(s). To
confirm trouble free operation of glands, the GSW pressures must be at least 35 kPa higher than the pumps
operating discharge pressure.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 8 - 2 Shaft Seal
3/Apr/2015 Rev 2.0
AH Pumps
Operation
GSW
GSW must be left ON during all subsequent operations, namely, start-up, running, shut
down, and runback. GSW may be turned OFF only after shut down and then only after all
the slurry in the pipeline has drained back to the pit.
8.4
Normal Pump Start-up
BLOCKED IMPELLER
Do not operate the pump if solids have settled and the rotating element cannot be turned
by hand.
1. Check once more that all the bolts are tight and that the impeller turns freely. Ensure that shaft seal is in
order and the pressure of GSW, where used, is correct.
ISOLATE PUMP BEFORE ANY MANUAL WORK
Before applying manual torque to the pump shaft, ensure that the intake and discharge
lines are isolated and that the motor is disconnected.
2. It is good practice whenever possible to start-up pumps on water before introducing solids or slurry into
the stream.
3. Open intake valve (if any) and check that water is available at the inlet. Check drain valve (if any) is
closed.
ELASTOMER LINED CATASTROPHIC EQUIPMENT FAILURE
If the intake valve is closed or blocked during start-up, the elastomer liner can be dislodged
inside the pump and may become cut or torn. Often the only solution will be a pump strip
down and re-fit or replacement of liners.
4. If a discharge valve is installed, it is a common practice to close it or slightly open for start-up. This is
however mandatory only in some special cases, where the motor could overload.
OVER-PRESSURE
If the discharge is left closed, the pressure builds and it blows out of the gland.
5. Start pump and run-up to speed, if pump is on suction lift, execute priming procedure for facilities
provided. When the pump is priming, isolate priming facilities (if any). Open discharge valve. Monitor
intake and discharge pressures and flow (if gauges are provided).
6. Check gland leakage - If leakage is a constant flow, tighten the gland nuts until the flow is dripping at the
required rate. If leakage is insufficient and the gland shows signs of heating, then try loosening the gland
nuts. If this is ineffective and the gland continues to heat up, stop the pump and allow gland to cool. Do
not loosen the gland nuts to such an extent that the gland follower is allowed to disengage the stuffing
box.
Page 8 - 3 Normal Pump Start-up
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Operation
GLAND ADJUSTMENT
During gland seal adjustment the fixed guard needs to be removed while the pump is
operational. When the guard is removed, the rotating shaft is exposed. Additional safety
management measures must be implemented to manage this specific hazard and only
suitable trained and qualified personnel must work on gland adjustment. The guard must
be replaced when adjustment is complete.
HOT GLAND LEAKAGE WATER
It is normal for gland leakage water to be hotter than the supply because it is conducting
away the heat generated by friction in the gland.
At low pressures (single stage operation) very little leakage is required and it is possible to operate with only
a small amount of water issuing from the gland. It is not essential to stop a pump because of gland heating
unless steam or smoke is produced.
This difficulty is normally only experienced on initial start-up on gland sealed pumps. When initial heat up of
the gland is encountered, it is only necessary to start-up - stop - cool and start the pump two or three times
before the packing beds-in correctly and the gland operates satisfactorily.
It is preferable at start to have too much leakage than not enough.
After the pump has run for 8 to 10 hours, gland bolts can be adjusted to give optimum leakage (refer to
Table 7-1 on page 7-11). If heating of the gland persists, the packing must be removed and the gland
repacked.
Warman pumps are normally packed with non-asbestos packing, Warman material code Q05, for general
duties and pressures up to 2,000 kPa. Above 2,000 kPa, it is usually necessary to use an anti-extrusion ring
between the gland follower and the last ring of packing. High pressure packing recommendations are
available from Weir Minerals.
8.5
Abnormal Start-up
If the pump fails to operate, one or more of the following faults may be the cause.
8.5.1
Blocked Intake Pipe
When the pump has not been operated for some time, it is possible for slurry to settle in the intake pipe or
around it if operating from a pit and thereby prevent water flow to the pump. Open the bleed valve just before
the intake flange, to see if the water is at the pump intake before start-up.
8.5.2
Air Entering Gland
If one of the following conditions applies, air may have entered into the pump through the gland. This may
prevent the pump from priming or cause it to lose its suction during operation.
• GSW pressure too low.
• Packing is excessively worn.
• Shaft sleeve is excessively worn.
• GSW connection into stuffing box is blocked.
• High suction lift causes air intake through the gland.
Inspection of the gland will reveal above faults.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 8 - 4 Abnormal Start-up
3/Apr/2015 Rev 2.0
AH Pumps
Operation
8.6
Operating Faults
The major faults that can occur are described in this section.
8.6.1
Overloading
Overloading can occur when the pump is discharging into an empty system as the delivery head will be
temporarily lower and the throughput will be in excess of that for which the pump is designed. Careful
regulation of the delivery valve until the system is fully charged will prevent this (refer to “Fault Finding Chart”
on page 12-5).
OVER-PRESSURE IN PUMP
• Pumps that are not fitted with an over pressure relief device are at risk of generating
excessive pressures and temperatures when run with restricted or no discharge flow,
such as against a closed discharge valve.
• The system design must include suitable pressure relief measures and operation with
restricted discharge flow must be limited such that the maximum allowable working
pressure limit of the pump is not exceeded.
• Pumps that are fitted with the over-pressure relief device have a feature between the
back liner and the seal chamber to relieve pressure if necessary, thereby allowing gas
and slurry to discharge from the back of the pump. Splash guards contain the discharge,
directing it downwards between the pump casing and the base. All splash guards must
be fitted in their correct locations prior to starting the pump to prevent personnel injury or
equipment damage due to a sudden release of hot slurry and/or gas.
• Running the pump with the discharge valve closed (while necessary at shut down)
produces heat and pressure build up in the pump. The time between closing the valve
and pump shut down must be minimised to reduce the risk of exceeding the pumps
temperature and pressure limits.
• Suitable pressure relief must be included in the pipe work.
8.6.2
Low Pit Level
Pumps (or first stage pumps in a multi-stage installation) may lose suction if air enters through the gland.
Pumps may also lose their suction if the water level in the pit falls sufficiently low to allow air to enter into the
pump intake by vortex action.
In order to obtain the best possible pump operation, sump (or hopper) make-up water controls must be
arranged to maintain and control as high a level in the sump (or hopper) as runback requirements will allow.
8.6.3
Blocked Intake Pipe
It is possible during operation of pump for a piece of foreign material to be drawn across the bottom of the
intake pipe and thereby cause a partial obstruction. Such an obstruction may not be sufficient to stop
operation completely but will result in a reduced output from the pump. It will also cause a drop in discharge
pressure and motor current, and will increase the vacuum reading on the pump intake. Rough running and
vibration of the pump may also occur due to the high induced suction causing cavitation within the pump.
8.6.4
Blocked Impeller
Impellers are capable of passing a certain size particle. If a particle larger in size enters the intake pipe it may
become lodged in the eye of the impeller thereby restricting the output of the pump. Such an obstruction will
usually result in a drop in motor current and a drop in both discharge pressure and intake vacuum readings.
Pump vibrations will also occur due to the out of balance effects.
8.6.5
Blocked Discharge Pipe
Blocked discharge pipe may be caused by abnormally high concentration of coarse particles in the pump
discharge pipe or by the velocity in the discharge pipe being too low to adequately transport the solids. Such
Page 8 - 5 Operating Faults
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Operation
a blockage will be shown up by a rise in discharge pressure and a drop in motor current and intake vacuum
readings.
8.7
Pump Shut Down
To shut down a pump:
1. Isolate the slurry feed from the pump.
2. Flush the pump with clean water.
a. For small to medium pumps, flush the pump for 10 to 15 minutes.
b. For large pumps, flush the pump for 15 to 20 minutes.
3. Isolate the flushing water from the pump.
4. Shut down the pump.
5. Close the discharge valve.
6. De-pressurise the pump suction.
SPLASHING OF HOT HAZARDOUS MATERIAL
• Draining of the pump and discharge pipework after sudden shut down or when there is a
large operating head can lead to uncontrolled release of slurry at high pressure.
• System design should take into account pipework and pump drainage on suction side of
pump routed to a safe location.
• When the de-pressurisation valves are opened, slurry or process material may get
released under pressure and cause personnel injury.
• If the pump is overheated due to line blockages, avoid opening the de-pressurisation
valve. Personnel injury may occur from the release of hot slurry or process material.
7. GSW (if any) must be left ON during all subsequent operations, namely - start-up, running, shut down,
and runback.
8. GSW may be turned OFF now.
8.8
Glands
For information on glands, refer to “Gland Seal” on page 7-9.
8.9
Bearing and Impeller Tip Speeds
For recommended maximum allowable pump speeds, refer to the specific pump performance curve which
takes into consideration the impeller and liner materials and the maximum allowable peripheral velocity.
Contact your local Weir Minerals representative for maximum bearing and impeller tip speeds.
MAXIMUM ALLOWABLE PUMP SPEEDS
Operating the pump above the maximum speed may cause impeller to fail and cause
significant damage to pump internals and potential for projectiles to be ejected from
the pump.
LUBRICATION OR OVER TEMPERATURE PROBLEMS
Pumps operating within 25% of the maximum bearing speed must generally be reserved
for lightly loaded applications (for example, single stage pumps) to avoid possible
lubrication or over temperature problems. High speed multi-stage applications involving
high axial thrust loads must generally be limited to 50%-70% of the tabulated maximum
speeds.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 8 - 6 Pump Shut Down
3/Apr/2015 Rev 2.0
AH Pumps
Operation
8.10
Impeller Adjustment
The impeller is normally adjusted forward the same way as in a gland sealed pump. For more information,
refer to “Impeller Adjustment” on page 7-14.
8.11
Maximum Allowable Pressures
The following are the characteristics of the maximum allowable pressures:
1. All pressures are in units of kPa.
2. Standard materials of construction and Warman material codes are indicated for each pump type.
3. Maximum allowable pressures are tabulated for the following standard conditions:
• Slurry is not corrosive and will not affect pump material properties.
• Normal ambient and slurry temperatures (-10 °C to +40 °C).
• Static test pressures applicable to pumps in new condition.
• Working pressures allow for normal wear which is for liners or casings worn to approximately half
thickness.
• Pumps under cover or protected from weather (rain, snow, ice, etc.) pressures remain steady with no
pressure surges or such effects from water hammer, etc.
4. Static pressure tests on centrifugally sealed pumps are not possible. To test the pump casing, the pump
must be assembled as gland seal unit.
5. Materials
a. SG Iron for the components for high-pressure pumps is normally D21 or D22.
b. A05 wearing components with section thickness of 80 mm or more will normally be supplied as A08
material code.
c. A05 wearing components for very high-pressure applications are normally supplied as A14 material
code.
d. All A* wear resistant material typically have the same pressure ratings such as A05, A12, A49, and
A61.
6. A05 or similar brittle type materials for expeller rings, stuffing boxes, and mechanical seal adaptors.
a. Typically, pumps with A05 stuffing box:
Maximum allowable working pressure = 700 kPa
Maximum allowable static test pressure = 1,050 kPa
b. The components for pressure relief pumps with a PR and/or TP as a suffix in their part number are
rated to the maximum allowable working pressure of the pump.
c. A05 or similar brittle alloys are normally not recommended for use in high-pressure pumps, such as,
with a P or PP in the pump name.
d. Select materials according to the following tabulated recommendations.
e. Some stuffing boxes and expeller rings have been upgraded from the normal 700 kPa rating to the
maximum allowable working pressure of the pump. Contact your local Weir Minerals representative
for more information on availability and suitability.
USE CORRECTLY RATED SHAFT SEAL
The pressure rating for the type of shaft seal used and its material of construction must
always be checked as some seal configurations and materials may not be suitable nor
designed to withstand the full pump working pressure, for example expeller rings in A05
material may not be suitable for the full maximum allowable pump working pressure.
Refer to the Table 8-1 on page 8-8 for pressure ratings.
Page 8 - 7 Impeller Adjustment
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Operation
Cover and
Frame
Plate
Material
SG Iron (D21)
Erosion Resistant White Iron
(A05, A12, or A61) (maximum)
Working
Pressure
Static
Pressure
Test
Pressure
Factor
Working
Pressure
1.5/1 AH
2,100
3,100
1.5
1,400
1,750
1.25
1,400
2,100
1.5
1
700
875
1.25
1
2/1.5 AH
2,100
3,100
1.5
1,400
1,750
1.25
1,400
2,100
1.5
1
700
875
1.25
1
3/2 AH
2,100
3,100
1.5
1,400
1,750
1.25
1,400
2,100
1.5
1
700
875
1.25
1
4/3 AH
2,100
3,100
1.5
2
1,400
1,750
1.25
2
1,400
2,100
1.5
1
700
875
1.25
1
6/4 AH
2,100
3,100
1.5
2
1,400
1,750
1.25
2
1,050
1,575
1.5
1
520
650
1.25
1
8/6 AH
2,100
3,100
1.5
2
1,400
1,750
1.25
2
1,050
1,575
1.5
1
520
650
1.25
1
10/8 AH
2,100
3,100
1.5
1,400
1,750
1.25
2
12/10 AH
2,100
3,100
1.5
1,400
1,750
1.25
14/12 AH
2,100
3,100
1.5
1,400
1,750
1.25
16/14 AH
2,100
3,100
1.5
1,400
1,750
1.25
20/18 AH
1,400
2,100
1.5
1,400
2,100
1.5
2
Working
Pressure
Static
Pressure
Test
Pressure
Factor
Elastomer (maximum)
Static
Pressure
Test
Pressure
Factor
Note
Test
Pressure
Factor
Note
Static
Pressure
Pump
Size
Note
Working
Pressure
Erosion Resistant White Iron
(A05, A12, or A61) (maximum)
Elastomer (maximum)
Note
Liner
Material
Cast Iron (G01)
2
Notes:
1. Standard Cover and Frame plate material is SG iron (D21). Cast Iron (G01) casing material is not recommended.
2. Use mild steel (E02, E03 & E05) Cover Plate Bolts (015) for test pressures below 2,000 kPa and high tensile steel bolts (E47 & E48) for pressure above 2,000 kPa and/or for the Cover Plate Bolt at the Cutwater.
Table 8-1: Series A Slurry Pumps (type AH)
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 8 - 8 Maximum Allowable Pressures
3/Apr/2015 Rev 2.0
AH Pumps
Operation
AH PUMP SPECIFICATIONS
• Standard cover plate and frame plate material is SG Iron (D21). Cast Iron (G01) casing
material is not recommended.
• Pumps with A05 stuffing box-maximum allowable working pressure must be 700 kPa and
maximum allowable static test pressure must
be 1,050 kPa.
• High pressure discharge joints (basic part number 132H) must be used for pumps with a
static test pressure higher than 1,400 kPa.
• Non-standard cover plate bolt materials, example C23 Stainless Steel - refer to your local
Weir representative in this special case.
8.12
Bearing Fault Frequencies for Conditioning Monitoring
Contact your local Weir Minerals representative for bearing fault frequencies for conditioning monitoring
figures.
8.13
Oil Filled Bearing Assembly - K and KH
This section describes start-up and operation-maintenance procedures for the following oil filled bearing
assemblies:
• HGK005M, HGK205M, and TK005-1M
• FFKS005-1 with single (full) duo-cone seal
8.13.1
HGK005M, HGK205M, and TK005-1M
This section describes about the start-up and operation maintenance of HGK005M, HGK205M, and
TK005-1M.
8.13.1.1 Start-up
Before submerging the bearing unit all three oil volumes must be completely oil filled, with no air trapped. For
oil details, refer to Table 10-5 on page 10-5.
If the inter-seal oil is connected as described above, filling can be done easily by opening the hand valves
until oil flows out.
The main volume, which is fed by one line only, oil filling has to be done manually through one of the spare
ports.
Check that labyrinths are filled with grease.
8.13.1.2 Operation Maintenance
Oil level in the header tanks must be checked daily.
Regular grease purges of the labyrinth through the grease nipples are essential to keep outside
contamination away.
Ensure lubricant property is as specified in Table 10-5 on page 10-5.
Dual duo-cone seals offer the advantage that any failure of the outer seal will be detected when inter-seal oil
usage is monitored and analysed for contamination at regular intervals. It then leaves time to plan rectification
of the problem to prevent further damage. It is therefore recommended to sample inter-seal oil on a regular
basis.
8.13.2
FFKS005-1 with Single (Full) Duo-cone Seal
This section describes about the operation maintenance of FFKS005-1 with single (full) duo-cone seal.
Page 8 - 9 Bearing Fault Frequencies for Conditioning Monitoring
UNCONTROLLED DOCUMENT
3/Apr/2015 Rev 2.0
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Operation
8.13.2.1 Operation Maintenance
Oil level in the header tanks must be checked daily. Due to the nature of the seals and their condition, some
leakage will probably occur during operation - leakage could be up to one drop per minute. This leakage may
represent about 2 litres over a period of one week.
The oil pressure in the bearing assembly has to be maintained at all times when the pump is submerged,
even if it is not operating.
Regular grease purges of the labyrinth through the grease nipples are essential to keep outside
contamination away.
As all oil will ultimately circulate through the bearing assembly, it is vital that procedures be adopted to ensure
only fresh, clean oil is added to the header tank and that contaminants do not enter the tank during filling.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 8 - 10 Oil Filled Bearing Assembly - K and KH
3/Apr/2015 Rev 2.0
AH Pumps
Maintenance
9
Maintenance
This section provides the:
• Safety guidelines to be followed while performing maintenance procedures.
• Maintenance checkpoints on the pump.
• Routine maintenance intervals.
• Maintenance procedures to be performed while the pump is in operation.
• Maintenance procedures to be performed when components need to be replaced.
9.1
Maintenance Safety
This section lists the safety guidelines to be followed while performing maintenance procedures.
TOXIC VAPOURS FROM GLAND
Vapours can leak past gland guards. Appropriate risk assessment must be made regarding
the nature of the product in the pump and necessary safety precautions put in place to
protect from exposure to product vapours.
IMPELLER INSPECTION
• Impellers must be routinely inspected for fatigue. Failure to inspect routinely may result in
catastrophic pump failure.
• For impellers with low wear applications, other non-visual methods of inspection are
required.
Contact your local Weir Minerals representative for more information.
HOT SURFACES
Pump bearing assembly becomes hot during operation. Do not touch bearing assembly
surfaces without taking appropriate precautions to protect against personnel injury.
ISOLATE PUMP COMPLETELY BEFORE MAINTENANCE
• Never carry out maintenance work when the pump is connected to power. Power to the
electric motor must be isolated and tagged out.
• Ensure that the intake and discharge openings are totally isolated from all potentially
pressurised connections and that they are, and can only be exposed to atmospheric
pressure.
• Drain the pump and isolate pipework before dismantling the pump. The appropriate
safety precautions must be taken where the pumped liquids are hazardous.
Page 9 - 1 Maintenance Safety
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
9.2
Maintenance
Maintenance Check Points
Check the indicated parts of the pump periodically as a part of the maintenance process as shown in Table 91 on page 9-2.
a. Discharge Pressure
b. GSW Flow
c. Oil Level Dipstick (oil filled
bearings)
d. Tightness of Bearing Assembly
Clamp Bolts
h. Labyrinth Greasing
e. Impeller Adjustment
j. Bearing Vibration
f. Vee-belt Tension
k. Bearing Temperature
i. Bearing Greasing
g. Motor Amps
Figure 9-1: Check Points for Periodic Maintenance
9.3
Running Maintenance
This section contains information on the maintenance procedures to perform while the Warman pump is in
operation.
Warman pumps are of robust construction and when correctly assembled and installed, they provide long
trouble-free service with a minimum amount of maintenance.
The maintenance required for pumps are:
• Gland adjustment
• Repacking gland
• Tightening nuts and bolts
• Labyrinth grease purging
• Bearing assembly lubrication
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 9 - 2 Maintenance Check Points
3/Apr/2015 Rev 2.0
AH Pumps
Maintenance
Table 9-1 on page 9-3 provides the routine maintenance intervals..
Parameter
Interval
Detail of Inspection
Remarks
Bearing assembly
greasing
Refer to “Lubrication” on
page 10-1.
Refer to “Lubrication” on
page 10-1.
Small amounts often
Labyrinth greasing
Refer to “Lubrication” on
page 10-1.
Refer to “Lubrication” on
page 10-1.
Daily on wet-end
Bearing assembly
temperature
Every shift
Monitor if > 80 °C (M)
Stop pump if > 95 °C
Bearing assembly
vibration
Every shift
Monitor if high (M and VI)
Investigate if > 7.5 mm/s
(RMS)
Pump
performance
Weekly
Measure motor amps, pump
speed and discharge
pressure (M).
If pump power changes by
more than ± 15% compared to
normal running conditions or if
speed control is at maximum
speed, stop and find the cause
(D).
Fastening bolts
Monthly
Tightness (M)
Especially bearing housing
clamp bolts.
Impeller
adjustment
After 100 hours then every
500 hours.
Refer to “Commissioning” on
page 7-1.
Check coupling axial play or
vee-belt alignment after
adjustment.
Volute liner
Every three months
Damage or wear (D and VI)
Replace as required (D).
Impeller and
throatbush
Every two months
Damage or wear (D and VI)
Inspect throatbush or replace
as required (D).
(VI) = Visual Inspection, (M) = Measurement, (D) = Disassembly
Table 9-1: Commissioning and Maintenance Schedule
9.3.1
Gland Adjustment
Gland must be checked and adjusted to maintain the leakage at the required flow rate. For gland adjustment
procedure, refer to “Gland Adjustment” on page 7-10.
9.3.2
Repacking Gland
When gland packing has deteriorated to such an extent that adjustment cannot be obtained by tightening the
gland follower, all the packing must be removed and replaced with new ones.
GLAND PACKING ADJUSTMENT
One new ring of packing on top of the old rings must not be inserted to correct the
adjustment.
When the gland follower has reached the limit of its travel, remove all the old packing from the gland and
repack the gland with new packing.
To repack a gland:
1. Remove the gland bolts and gland clamp bolts and the two halves of the gland follower from the pump.
2. Remove the old packing.
Page 9 - 3 Running Maintenance
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Maintenance
3. Clean the stuffing box recess.
LANTERN RESTRICTOR
It is not necessary to remove the lantern restrictor during gland repacking procedure.
4. Place the rings of new packing in position and tamp them home one at a time. Ensure that the ends of
each ring come hard together and joints in successive rings are staggered around the stuffing box.
5. Replace the gland halves. Secure the gland halves with clamp bolts and nip them with gland bolts.
6. Back off the nuts of gland bolts. Keep the nuts finger tight, until the pump is started.
After start-up, glands may be adjusted until leakage is at the required flow rate.
These glands are designed for water lubrication and some leakage is necessary during operation to lubricate
and cool the packing and shaft sleeve. Gland leakage must be clean and free from solids at all times. If there
is any sign of slurry leaking from a gland then one of the following must be occurring:
• GSW pressure is too low.
• Gland packing and/or shaft sleeve requires replacement.
• GSW connection to stuffing box is blocked.
When a gland is being repacked during a complete pump overhaul it is easier to pack the stuffing box and
assemble the gland while the stuffing box is out of the pump.
The lantern restrictor, packing, and gland may be assembled into the stuffing box with the shaft sleeve in
position in the stuffing box. The stuffing box, assembled gland, and shaft sleeve may then be fitted to the
pump as one unit.
STAGGERING PACKING JOINTS
Keep the packing joints away from the water injection hole. Stagger the joints of each row
of packing so that all the packings are not in the same row.
To put the packing in a stuffing box:
1. Put the packing around the shaft sleeve and bring the scarf ends together.
2. Push the joint into the annulus between the stuffing box and shaft sleeve.
3. Push the remaining packing into the annulus by starting near the joint and working around the opposite
side of the ring.
4. After the packing ring starts:
a. Push evenly all the way around the packing.
b. Push gently to the bottom keeping the packing as a ring.
c. Use a gland follower to push the packing down square.
9.3.3
Tightening Nuts and Bolts
For information on tightening nuts and bolts, refer to “Tightening Nuts and Bolts” on page 7-16.
9.3.4
Labyrinth Grease Purging
For information on labyrinth grease purging, refer to “Lubrication” on page 10-1.
9.3.5
Bearing Assembly Lubrication
For information on bearing assembly lubrication, refer to “Bearing Assembly Lubrication” on page 7-16.
9.4
Overhaul Maintenance
This section provides details on the maintenance carried out when components need to be replaced.
When the pump has worn to such an extent that the performance obtained is no longer satisfactory then
dismantle the pump for inspection and/or replace the worn parts (impeller and liners).
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 9 - 4 Overhaul Maintenance
3/Apr/2015 Rev 2.0
AH Pumps
Maintenance
If the bearing assembly requires maintenance, then dismantle the wet-end before the bearing assembly is
removed from the pump.
RECONDITIONING OF BEARING ASSEMBLIES
Bearing assemblies must be reconditioned only in a workshop, preferably in a specific area
set aside for the work. A clean environment is essential.
9.4.1
Pump Disassembly
Isolate the pump from the system and wash it to reduce particle and chemical contamination. Remove drive
items as necessary after noting the alignment of drive.
Disassembling can be done at the site if suitable lifting facilities and working space are available otherwise
remove the complete pump unit to a maintenance workshop.
DO NOT HEAT PARTS
• Do not apply heat, including welding or hard face coating, to Warman metal wear
resistant components. This can cause cracks, residual stresses, and changes the
fracture toughness of the parent material.
• This may lead to catastrophic failure and could result in personnel injury and equipment
damage even when operating within recommended speed and pressure limits.
The procedure for removing the pump or bearing assembly is a reversal of the assembly procedure for the
pump and bearing assembly.
All Warman pumps use a thread to fasten the impeller to the pump shaft. The larger pumps incorporate an
impeller release collar to facilitate impeller removal.
9.4.2
Inspection and Removal of Bearing Assemblies
Use the following recommendations as a general guideline, as greasing requirements vary with operating
conditions and environment.
When new bearing assemblies are fitted or reassembled after overhaul they must be correctly packed with
grease. It is recommended to establish a systematic program of investigation to decide the following:
• Whether the grease addition is required between overhauls?
• How frequently grease addition is required?
• What quantity of grease addition is required?
A suggested program of investigation is briefly described below for the case of a number of the same pumps
operating on similar or the same duties (that is, the pumps have identical bearing assemblies).
1. Start with two pumps with bearing assemblies correctly packed with grease.
2. After a set number of hours, depending on the duty and environment, dismantle the bearing assembly of
one pump and inspect condition and disposition of the grease.
3. From inspection, assess whether grease addition is required at this interval. If grease addition is not
required, assess whether the second pump can safely run to twice the set number of hours without
greasing.
4. By repeating this procedure on the remaining pumps in turn, the maximum time interval before
re-greasing may be determined and it may be found possible to run pumps for the life of the wearing
parts without regreasing bearing assemblies.
If these conditions can be achieved then bearing assembly contamination is avoided and an overall saving in
labour obtained.
It is recommended that a spare bearing assembly unit is carried in store so that the assembly may be
changed when worn parts are being replaced. The assembly taken out may then be reconditioned in the
workshop to make it ready for installation in the next drive assembly overhaul.
Page 9 - 5 Overhaul Maintenance
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Maintenance
With proper care and maintenance, detect the deterioration of bearing assemblies during routine overhauls
before malfunctions become obvious in operation.
DISASSEMBLY OF BEARING ASSEMBLIES
• It is recommended to disassemble and overhaul the bearing assemblies only in the
workshop.
• When bearing assembly components are removed from a pump, identify them with
suitable tags so that if they are reused they may be replaced in the same position in the
pump with their correct mating parts.
• Bearing assembly components which are an interference fit on the shaft must be
removed only if replacement is necessary.
9.4.2.1
When to Remove Bearing Assemblies
Remove and replace the bearing assemblies when any of the following faults are observed:
1. Face of race is worn to such an extent that a detectable shoulder is evident at the edge of the rolling
track.
2. Cage is worn to such an extent that there is excessive slackness or burrs.
3. Any roughness or pitting of rollers or rolling track.
The rolling track will often be slightly darker (stained) than the unused portion of the race. This does not
mean that the bearing assembly has reached the end of its useful life provided no other symptoms are
present.
9.4.2.2
Removing Bearing Assemblies
Care must be exercised during dismantling. When driving bearing assembly cups out of the assembly with
shaft and rollers, hold the shaft in the direction of driving so that rollers are seated hard up against the face of
the cup and the effects of impact on the bearing assembly faces are thereby minimised.
If inspection of bearing assemblies shows that they require replacement then a press must be used to
remove the bearings from the journal.
Identify the bearing components with suitable tags when they are removed from a pump, so that if they are
reused they can be replaced in the same position in the pump with their correct mating parts.
If any portion of a bearing assembly requires replacement, then replace the entire bearing assembly. Do not
mix worn parts with new parts. A complete new bearing assembly at one end of a bearing assembly may be
installed with a used bearing assembly at the other if required.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 9 - 6 Overhaul Maintenance
3/Apr/2015 Rev 2.0
AH Pumps
Maintenance
9.4.3
Replacement of Wearing Parts
DO NOT USE REPAIRED COVER PLATES OR FRAME PLATES
Do not weld worn or holed cover plate or frame plate pressure containing casing
components as repairs could lead to catastrophic failure and slurry blow-out at lower than
recommended maximum pressures.
AVOID USING WORN OUT PARTS
• Mixing of new and worn pump components may increase the incidence of premature
pump wear and leakage.
• All metal mating faces must be cleaned of dirt, rust, paint, and other adhering substances
prior to pump assembly. Failure to clean parts can affect pump assembly and running
clearances and could lead to catastrophic failure of parts.
The wear rate of a solids handling pump is a function of the severity of the pumping duty and of the abrasive
properties of the material handled. Therefore, the life of wearing parts, such as impellers and liners, varies
from pump to pump and from one installation to another.
As pump impellers and liners become worn, the head developed by the pump decreases. As the head
decreases a consequent drop in rate of discharge occurs. When the rate of discharge falls to such a level that
either the required quantity of slurry cannot be discharged or the line velocity is too low for satisfactory
transportation of the slurry, dismantle the pump(s) for inspection of the impeller and liners.
Replacement of the impeller only, results in the pump regaining almost new pump performance. Whether
liners require replacement must be assessed by estimating whether the proportionate thickness remaining
will provide reasonable further life before replacement is required.
Where a pump is used on a particular duty for the first time and especially where failure of a wearing part
during service could have serious consequences, it is recommended to open the pump at regular intervals,
inspect parts, and estimate their wear rate so that the remaining life of the parts may be established.
9.4.4
Reassembling Pump after Overhaul
When pumps are dismantled for complete overhaul, closely inspect all parts and check new parts for correct
identification.
RUBBER SEALS REPLACEMENT
It is recommended that all rubber seals are replaced during major overhauls as rubber
tends to harden and seals lose their effectiveness.
CORRECT OVERHAULING PROCEDURES
• Used parts which are being reused must be thoroughly cleaned and painted. Mating
faces must be free from rust, dirt, and burrs and given a coat of grease before they are
fitted together.
• It is preferable to renew small bolts and set screws during overhaul and coat all threads
with graphite grease before reassembly, if high tensile bolts are used, they must not be
reused.
Page 9 - 7 Overhaul Maintenance
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
9.4.5
Maintenance
Overhaul Maintenance Procedure
This section describes the overhaul maintenance procedures that cover all bearing assemblies.
9.4.5.1
Maintenance - Stand-by Pumps
Where stand-by pumps are standing idle for long periods, it is advisable to turn their shafts a quarter of a turn
by hand once per week. In this way, all rollers in turn are made to carry static loads and external vibrations.
9.4.5.2
Oil Filled Bearing Assembly - K and KH
Observation of the contact faces of the face ring gives a good indication of the operating condition of the
seals. When the face ring is new, the contact area is a ring approximately 1.5 mm wide near the outside
diameter. As wear occurs, the face widens towards the inner diameter.
Always replace seals as pairs.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 9 - 8 Overhaul Maintenance
3/Apr/2015 Rev 2.0
AH Pumps
Lubrication
10
Lubrication
This section describes the:
• Recommended characteristics of bearing lubricating grease.
• Operating conditions that require the use of synthetic grease.
• Effects of excess grease usage.
• Recommended grease lubrication intervals for wet-end and drive-end bearings.
• Advantages of Warman-patented ‘-10’ labyrinth grease purging technique.
• Recommended initial quantities of grease to be used for each bearing.
• Recommended lubrication for single and dual duo-cone seals.
• Oil lubrication intervals and required oil quantities for oil lubricated bearing assemblies (suffix Y).
• Recommended centrifugal-seal lubrication.
10.1
Lubrication Safety
FIRE HAZARD
Bearing assemblies may catch fire if bearings are not lubricated or if labyrinths are not
purged.
OVER FILLING OIL
The pump must be stopped to check the oil level.
ENSURE CORRECT LUBRICATION
• Some equipment such as gear reducers, motors, and oil-lubricated pump bearing
assemblies are shipped without lubricating oil. Ensure that oil of the correct grade is filled
to the correct level in each piece of equipment before start-up.
• Do not rely on bearing housing end cover or labyrinth greasing to provide adequate
grease to the bearings. The bearings must always be re-lubricated according to the
recommendations.
10.2
Lubrication Specification for Heavy Duty, Basic and Modified Basic Bearing
Assemblies
LUBRICATION
• This section provides the general recommended information only.
• Contact your local Weir Minerals representative for any assistance.
This section describes:
• Recommended bearing grease specification for Heavy Duty, Basic and Modified Basic Bearing
Assemblies
• Synthetic grease
• Suggested lubrication interval for both wet-end and drive-end bearings
• Qualification
• Labyrinth grease purging
Page 10 - 1 Lubrication Safety
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
10.2.1
Lubrication
Recommended Bearing Grease Characteristics
Factors
Specifications
N.L.G.I. consistency number
2
Drop point
260 °C
Work penetration at 25 °C (A.S.T.M.)
265 - 295
Recommended grease
Mobil HP for high speed or equivalent or refer to local region
Approximate base oil viscosity at 40 °C (cSt)
220
A lithium complex soap thickener grease with EP additives and oxidation inhibitors.
Table 10-1: Recommended Bearing Grease Characteristics
The recommended initial quantities of grease to be used for the drive-end and wet-end of Heavy Duty
Bearing Assembly are provided in Table 10-2 on page 10-2.
Bearing Assembly
Drive-end (g)
Wet-end (g)
N, NP
40
65
P, PQ
80
100
Q, QR
160
250
R, RS
350
500
S, ST
550
600
T, TU
800
1,600
U, UV
1,300
3,000
Table 10-2: Heavy Duty Bearing Assembly - Initial Grease Fill Quantities
The recommended initial quantity of grease to be used for the Basic Bearing Assembly is given in Table 10-3
on page 10-2.
Bearing Assembly
Lubrication to add
per bearing (g)
A
20
B
30
C
50
D
100
E
200
F, FAM
500
G, GAM
1,150
Table 10-3: Basic Bearing Assemblies - Initial Grease Fill Quantities
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 10 - 2 Lubrication Specification for Heavy Duty, Basic and
3/Apr/2015 Rev 2.0
AH Pumps
Lubrication
The recommended initial quantities of grease to be used for the drive-end and wet-end of the Modified Basic
Bearing Assembly are provided in Table 10-4 on page 10-3.
Bearing Assembly
Drive-end (g)
Wet-end (g)
CC, CCAM
80
100
DD, DDAM
160
250
EE, EEAM
350
500
FF, FFAM
550
600
GG, GGAM
800
1,600
Table 10-4: Modified Basic Bearing Assemblies - Initial Grease Fill Quantities
10.2.1.1 Drive-end
Prior to fitting shaft into bearing housing, add initial quantity of grease into the bearing in the housing. Leave
space between the inner flange and bearing half full of grease. Remaining grease to be distributed in end
cover.
10.2.1.2 Wet-end
With bearing fitted on the shaft prior to assembling into housing, add initial quantity of grease into bearing
from both sides until grease appears through holes in cup. Remaining grease to be distributed evenly in
housing and end cover.
10.2.2
Synthetic Greases
Synthetic greases are normally used when the bearing speed is 65% or more of the maximum recommended
bearing speed, or where the expected bearing operating temperature is 85 °C or higher.
The initial synthetic grease fill must be three quarters (0.75) of that for the mineral oil based greases. The
regreasing quantity for synthetic greases is three quarters (0.75) and the regreasing interval is one and a
quarter (1.25) times longer than the mineral oil based greases.
Recommended synthetic grease: Mobilith® SHC 220 or equivalent.
A correctly assembled and pre-greased bearing assembly, will have a long trouble free life, provided it is
protected against ingress of water or other foreign matter and that it is adequately maintained.
It is necessary for the maintenance personnel, to open the bearing housing at regular intervals (not longer
than 12 months) to inspect bearings and grease and to then determine the course of action for the period up
to the next inspection. This is the preferred method of assessing the actual condition of the bearings and the
effectiveness of the lubrication applied.
The frequency and amount of lubricant to be added periodically depends upon a number of factors and a
combination of them, including speed and size of bearing, duration, and extent of ON-OFF operation, and the
usual environmental conditions such as ambient and operating temperatures, splash, and the presence of
contaminants.
Grease nipples must be cleaned prior to use, to prevent ingress of dirt into the bearings while greasing. It is
preferable to lubricate often and sparingly, than to add large amounts at long intervals. Bearings must never
be over greased.
Page 10 - 3 Lubrication Specification for Heavy Duty, Basic and
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Lubrication
10.2.2.1 Excess Grease
The immediate effect of an excess of grease within a bearing is overheating due to the churning of the
grease. This particularly is to be avoided. If bearings run too hot after a change of grease, the trouble is likely
to be due to over greasing.
OVERHEATING
Do not add more lubricant to correct the overheating.
Most pump bearings operate in the lower speed ranges but there is still the risk of damage due to overlubricating especially in the case of the smaller sized bearings. Such cautionary measures to avoid overlubrication, however, do not warrant neglecting the bearings completely. Therefore, judgement and
experience must be the final determining factors in establishing routine lubrication procedures. Consequently
it is advisable to observe the bearing frequently at the outset of operations, taking careful note of any unusual
conditions regarding temperature and cleanliness.
For ordinary conditions of continuous operation where bearing operating temperatures do not exceed the
temperature where the grease loses its ability to seal (refer to Table 10-5 on page 10-5, Table 10-6 on
page 10-6 and Table 10-7 on page 10-7). Use only recommended, clean grease.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 10 - 4 Lubrication Specification for Heavy Duty, Basic and
3/Apr/2015 Rev 2.0
AH Pumps
Lubrication
10.2.3
Suggested Lubrication Intervals for both Wet-end and Drive-end Bearings (hours)
Frame
Bearing
Lubrication
to add per
bearing (g)
Pump Speed (r/min)
Wet-end
Bearing
Drive-end
Bearing
Lubrication Interval (h)
200
400
600
800
1,000
1,200
1,400
1,600
1,800
2,000
2,200
3,000
3,800
N
N009
20
NA
NA
NA
NA
2,300
1,800
1,600
1,400
1,200
1,050
900
650
500
P
P009
30
NA
NA
3,100
2,200
1,700
1,400
1,200
1,000
900
800
700
NA
NA
Q
Q009
55
NA
NA
2,500
1,800
1,400
1,100
900
750
650
550
500
NA
NA
R
R009
85
NA
3,200
2,000
1,400
1,100
800
620
500
NA
NA
NA
NA
NA
S
S009
115
NA
2,600
1,500
1,000
700
480
NA
NA
NA
NA
NA
NA
NA
T
T009
250
NA
2,000
1,200
700
NA
NA
NA
NA
NA
NA
NA
NA
NA
U
U009
490
4,000
1,500
700
NA
NA
NA
NA
NA
NA
NA
NA
NA
NA
N
N009D
15
NA
NA
NA
NA
10,000
8,500
7,500
6,000
5,500
4,900
4,500
3,000
2,000
P
P009D
20
NA
NA
16,000
12,000
9,000
7,000
6,500
5,100
4,800
4,000
3,500
NA
NA
Q
Q009D
35
NA
NA
13,500
9,000
7,500
6,000
5,000
4,500
3,500
3,000
2,800
NA
NA
R
R009D
60
NA
17,000
11,000
7,500
5,600
4,500
3,500
2,700
NA
NA
NA
NA
NA
S
S009D
75
NA
13,000
7,500
5,000
3,500
2,500
NA
NA
NA
NA
NA
NA
NA
T
T009D
135
NA
10,000
5,500
3,500
NA
NA
NA
NA
NA
NA
NA
NA
NA
U
U009D
190
17,000
5,500
2,000
NA
NA
NA
NA
NA
NA
NA
NA
NA
NA
Table 10-5: Lubrication Intervals - Heavy Duty Bearing Assembly
Page 10 - 5 Lubrication Specification for Heavy Duty, Basic and Modified Basic Bearing
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
10.2.4
Lubrication
Suggested Lubrication Intervals for both Wet-end and Drive-end Bearings (hours)
Frame
Bearing
Lubrication
to add per
bearing (g)
Pump Speed (r/min)
Lubrication Interval (h)
200
300
400
600
800
1,000
1,200
1,500
2,000
2,500
3,000
3,500
4,000
A
A009
5
NA
NA
NA
NA
NA
NA
2,100
1,700
1,300
1,000
800
650
500
B
B009
10
NA
NA
NA
NA
NA
2,200
1,800
1,400
1,050
800
650
500
370
C
C009
15
NA
NA
NA
NA
2,200
1,750
1,400
1,200
800
580
460
350
NA
D
D009
25
NA
NA
NA
2,500
1,750
1,450
1,100
850
650
NA
NA
NA
NA
E
E009
40
NA
NA
3,300
2,050
1,500
1,100
850
650
500
NA
NA
NA
NA
F
F009
65
NA
3,900
2,900
1,700
1,200
850
650
500
NA
NA
NA
NA
NA
G
G009
120
5,000
3,100
2,300
1,400
850
650
NA
NA
NA
NA
NA
NA
NA
H
H009
325
4,000
2,400
1,600
1,000
650
NA
NA
NA
NA
NA
NA
NA
NA
H009D
155
20,000
13,000
8,500
5,500
NA
NA
NA
NA
NA
NA
NA
NA
NA
Table 10-6: Lubrication Intervals - Basic Bearing Assembly
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 10 - 6 Lubrication Specification for Heavy Duty, Basic and Modified Basic Bearing
3/Apr/2015 Rev 2.0
AH Pumps
Lubrication
10.2.5
Suggested Lubrication Intervals for both Wet-end and Drive-end Bearings (hours)
Frame
Bearing
Lubrication
to add per
bearing (g)
Pump Speed (r/min)
Wet-end
Bearing
Drive-end
Bearing
Lubrication Interval (h)
400
600
800
1,000
1,200
1,400
1,600
1,800
2,000
2,200
CC
P009
30
NA
3,100
2,200
1,700
1,400
1,200
1,000
900
800
700
DD
Q009
55
NA
2,500
1,800
1,400
1,100
900
750
650
550
500
EE
R009
85
3,200
2,000
1,400
1,100
800
620
500
NA
NA
NA
FF
S009
115
2,600
1,500
1,000
700
480
NA
NA
NA
NA
NA
GG
T009
250
2,000
1,200
700
NA
NA
NA
NA
NA
NA
NA
CC
P009D
20
NA
16,000
12,000
9,000
7,000
6,500
5,100
4,800
4,000
3,500
DD
Q009D
35
NA
13,500
9,000
7,500
6,000
5,000
4,500
3,500
3,000
2,800
EE
R009D
60
17,000
11,000
5,600
4,500
3,500
2,700
NA
NA
NA
NA
FF
S009D
145
13,000
7,500
5,000
3,500
2,500
NA
NA
NA
NA
NA
GG
T009D
135
10,000
5,500
3,500
NA
NA
NA
NA
NA
NA
NA
Table 10-7: Lubrication Intervals - Modified Basic Bearing Assemblies
Page 10 - 7 Lubrication Specification for Heavy Duty, Basic and Modified Basic Bearing
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
10.2.6
Lubrication
Qualification
The Table 10-5 on page 10-5 is based on normal operating conditions and is intended to be a guideline.
Normal operating conditions include:
• Clean environment.
• Pumps that are covered or protected from the weather (rain, snow, ice, dust, etc.).
• Normal ambient temperatures (-10 °C to +40 °C).
• No spray from either badly maintained gland or from heavy washing down.
• Normal operating conditions below full rating.
• Values are based on bearing temperatures of 70 °C measured at the outer ring.
Contaminated or damp atmospheric conditions or conditions that vary from those listed above require the
recommendations be stepped up to a level that prevents contaminants from entering the bearings.
10.2.6.1 Initial Grease Fill
The recommended initial quantities of grease to be used for each bearing are provided in the Table 10-2 on
page 10-2.
10.2.7
Labyrinth Grease Purging
Less contaminants entering the bearing assembly results in longer bearing life and ultimately is cost saving.
Therefore careful attention paid to labyrinth grease purging is an essential maintenance requirement.
Grease
Wet-end
Drive-end
Figure 10-1: Labyrinth Grease Purging
10.2.7.1 Type ‘-10’ Bearing Assembly Sealing Arrangement
Type ‘-10’ is the Warman standard bearing assembly sealing arrangement. The design uses an additional Vring seal and larger flinger-labyrinth arrangement for further protection against grit and moisture penetrating
the bearing. To improve the sealing of the wet-end and drive-end of bearing assemblies, a radially drilled hole
in the end covers allows grease to be fed into the space between the piston rings rather than directly into the
labyrinth. The grease forms a pressurised barrier between the two piston rings. The small amount of grease
that enters the bearings assists in their lubrication and the grease that escapes outwards together with the
centrifuging effect when the pump is running keeps the labyrinth purged of grit and moisture. To improve the
purging, particularly on the wet-end of the bearing assembly the standard labyrinth grease purging nipple can
be replaced with an automatic grease feeder (three months capacity on smaller frames and one month
capacity on the larger frames).
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 10 - 8 Lubrication Specification for Heavy Duty, Basic and
3/Apr/2015 Rev 2.0
AH Pumps
Lubrication
The type of grease used for labyrinth sealing must be the same as that used for lubricating the bearings.
If an automatic grease feeder is used, it will only be necessary to check at regular intervals that it has not fully
discharged. If grease nipples are used, the guidelines as described in Table 10-8 on page 10-9 must be
followed.
Grease purging of the end cover labyrinth seals only adds minor amounts of grease to the bearings.
Consequently, bearing maintenance and greasing must not be neglected, and the recommendations
regarding bearing lubrication need to be followed.
‘-10' END COVERS
• 10 end covers are supplied as standard and are available as retrofits kits.
10.2.7.2 Recommended Intervals for ‘-10’ Labyrinth Grease Purging
‘-10’ LABYRINTH GREASE PURGING
• Always pump grease into each labyrinth end cover seal until it emerges on the outside
before starting the pump for the first time.
• Labyrinth grease purging is normally carried out when the pump is running.
• Pump labyrinth end cover greasing is best carried out by installing an automatic greaser.
If a reliable automatic feeder is used the grease quantities can be reduced to half of the
values tabulated below.
Pump labyrinth end cover greasing is best carried out by installing an automatic greaser. If a reliable
automatic feeder is used, the grease quantities can be reduced to half of the values in Table 10-8 on page 109.
Labyrinth Type
Frames
A-F, CC-EE, N-R
F-G, H, FF-GG, S-V
Wet-end Labyrinth
8 shots daily
16 shots daily
Drive-end Labyrinth
8 shots weekly
16 shots weekly
Shots are from a standard hand operated grease gun (1 shot = 1 gram)
Table 10-8: Grease Quantities for Labyrinth Grease Purging
10.3
Lubrication Specification for Modified Basic Bearing Assembly - Frame FFX
This section describes:
• Recommended bearing grease specification used on 8/6 FFX-HX pumps on applications for speeds
over 1,000 rpm
• Synthetic grease
10.3.1
Recommended Bearing Grease
A Lithium complex soap thickener synthetic grease with EP additives and oxidation inhibitors. Recommended
grease is Mobilith®SHC 220 or equivalent.
10.3.2
Synthetic Greases
Synthetic greases are normally used when the bearing speed is 65% or more of the maximum recommended
bearing speed, or where the expected bearing operating temperature is 85 °C or higher.
Page 10 - 9 Lubrication Specification for Modified Basic Bearing
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Lubrication
The initial synthetic grease fill must be three quarters (0.75) of that for the mineral oil based greases. The
regreasing quantity for synthetic greases is three quarters (0.75) and the regreasing interval is one and a
quarter (1.25) times longer than the mineral oil based greases.
The recommended initial quantities of grease to be used for the drive-end and wet-end are given in the
Table 13-7 on page 13-27.
a. Roller Thrust Rib
b. Cage
Figure 10-2: Thrust Rib
10.3.2.1 Drive-end
Before fitting the shaft into bearing housing, add initial quantity of grease using a grease gun with a fine
nozzle to the outer portion around the bearing cage. Add any remaining grease using hand to the end of
rollers and sides of bearing. Fill end cover approximately 50% with grease to aid later regreasing through the
end cover grease nipple.
10.3.2.2 Wet-end
With bearing fitted on the shaft before assembling into housing add initial quantity of grease using a grease
gun with a fine nozzle between the rollers to the space between the cage and the inner race particularly
around the roller thrust rib as shown in Figure 10-2 on page 10-10. Add the remaining grease using hand
evenly on the sides of the bearing.
Grease Brand Type
Mobilith® SHC 220.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 10 - 10 Lubrication Specification for Modified Basic Bearing
3/Apr/2015 Rev 2.0
AH Pumps
Lubrication
Drive-end
Wet-end
009. Bearing
b. Plug
276. Bearing Spacer
c. Grease Nipple
a. Initial Grease
Figure 10-3: Components and Disposition of Grease in FFX Bearing Assembly with Single Drive-end Bearing
10.4
Oil Filled Bearing Assembly - K and KH
This section describes:
• Seal flushing
• Dual duo-cone seals
• FFKS005-1 with single (full) duo-cone seal
The oil used in all oil filled bearing assemblies must be as specified in Table 10-9 on page 10-12 and
Table 10-10 on page 10-12. Oil with viscosities greater than those recommended is likely to cause excess
churning and heat generation in the bearing assembly.
Both K and KH bearing assemblies generally must be supplied with an oil header tank which provides a
positive pressure inside the assembly (particularly important during submergence) and a convenient means
of checking and adding oil.
Before operation, the bearing assembly heat exchanger and header tank must be filled with oil.
10.4.1
Seal Flushing
The main advantage of the oil filled bearing assemblies is that they can operate submerged. The bearing
assembly is completely oil filled and sealed at both ends with three off P/S seal lips or three off lip seals.
A flushing connection is provided on both end covers of the bearing assembly which allows flushing between
the two outside seals. Flushing can be either water or grease and provides additional security for a long seal/
bearing life when the bearing assembly is submerged. If the bearing assembly is not submerged all the time,
a flush system can be arranged which turns on when submergence is imminent and turns OFF when level
drops again.
10.4.2
Dual Duo-cone Seals
This section contains the information on the quantity and type of oil and grease lubricants that must be used
for HGK005M, HGK205M, and TK005-1M bearing assemblies.
Page 10 - 11 Oil Filled Bearing Assembly - K and KH
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Lubrication
10.4.2.1 HGK005M, HGK205M, and TK005-1M
Lubricant Property
HGK005M, HGK205M, and TK005-1M
Oil
Shell Omala 150 or equivalent
Quantity (volumes in pipes and header tanks not included)
HGH005M, HGK205M: 67 litres
TK005-1M: 30 litres
Water resistant grease
Shell Calinthia T or equivalent
Table 10-9: Lubricant Specifications - HGK005M, HGK205M and TK005-1M
10.4.3
FFKS005-1 with Single (Full) Duo-cone Seal
The FFKS005-1 bearing assembly is fitted with one single duo-cone seal at the wet-end.
This section contains the information on the quantity and type of oil and grease lubricants that must be used
for FFKS005-1 bearing assembly.
Lubricant Property
FFKS005-1 with Single (Full) Duo-cone Seal
Oil
Shell Omala 150 or equivalent
Quantity (volumes in pipes and header tanks not included)
29 litres
Water resistant grease
Shell Calinthia T or equivalent
Table 10-10: Lubricant Specifications - FFKS005-1 with Single (Full) Duo-cone Seal
10.5
Oil Lubricated Bearing Assembly - Y
This section describes:
• Labyrinth grease purging
• Oil service intervals and quantities
• Recommended lubricants
10.5.1
Labyrinth Grease Purging
Labyrinth grease purging is applicable to BY, QY, RY, and SY005FC.
Less contaminants entering the bearing assembly results in longer bearing life and ultimately is cost saving.
Therefore, careful attention paid to labyrinth grease purging is an essential maintenance requirement.
10.5.1.1 Recommended Intervals for Labyrinth Grease Purging
Labyrinth
Continuous Operation
(24 hours)
16 hours Operation Per
Day
8 hours Operation Per
Day
Wet-end Labyrinth
4 shots every 12 hours
4 shots daily
2 shots daily
Drive-end Labyrinth
4 shots every 120 hours
4 shots weekly
2 shots weekly
Shots are from a standard hand operated grease gun (1 shot = 1 gram).
Table 10-11: Grease Quantities for Labyrinth Grease Purging
The grease that escapes outwards together with the centrifuging effect when the pump is running keeps the
labyrinth purged of grit and moisture.
To improve the purging, particularly on the wet-end of the bearing assembly, replace the standard labyrinth
grease purging nipple with an automatic grease feeder (three months capacity on smaller frames and one
month capacity on the larger frames). In this case, check at regular intervals that it has not fully discharged.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 10 - 12 Oil Lubricated Bearing Assembly - Y
3/Apr/2015 Rev 2.0
AH Pumps
Lubrication
10.5.2
Oil Service Intervals and Quantities
This section contains information on service intervals and required quantities of oil lubrication for suffix Y
bearing assemblies.
10.5.2.1 Service Intervals
Service
Intervals
Check oil level (dipstick)
Daily or every 10 hours of operation
Before every start-up
Change (drain oil by means of the drain plug located near the bearing
assembly adjustment screw)
Every 2,000 hours of operation
Every six months (whatever comes first)
Table 10-12: Oil Service Intervals
10.5.2.2 Quantity of Oil
Bearing Assembly
Oil (L)
Bearing Assembly
Oil (L)
BYGP005
0.13
QY005FC-3
0.38
CY005
0.35
RY005FC-2M, RY005FC-3M
1
CAMY005
0.35
SY005M, SY005-4M, SY005-2M, SY005FC-5, SHY005
1.7
DY005
0.50
SYGSM005, SYGSMX005
2.9
DAMY005
0.50
TYGSM005
7.2
EY005
0.80
TY005M, TY005-1M
5
EAMY005
0.80
UY005M
16
FAMY005
2.0
Table 10-13: Oil Quantities
Page 10 - 13 Oil Lubricated Bearing Assembly - Y
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
10.5.3
Lubrication
Recommended Lubricants
Oil
Shell Omala 150 or equivalent.
Grease (for Labyrinth Grease Purging)
• For general applications: Mobil HP or equivalent.
• When water splashing is likely: Shell Calinthia T or equivalent.
10.6
Centrifugally Sealed Pump
This section describes the lubrication of centrifugal sealing.
10.6.1
Centrifugal Sealing - Lubrication
In centrifugally sealed pumps, apply lubricant to the static seal chamber sparingly but regularly, using the
grease cup.
The grease for the centrifugally sealed pump static seal chamber must have the specifications as per
Table 10-1 on page 10-2.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 10 - 14 Centrifugally Sealed Pump
3/Apr/2015 Rev 2.0
AH Pumps
Decommissioning and Disposal
11
Decommissioning and Disposal
This section describes the decommissioning and disposal of the complete pump units.
11.1
Decommissioning Safety
LIFTING DEVICE SAFETY
• Use lifting devices to lift heavy or awkward components.
• The lifting devices must be in good condition, certified and tagged.
• The lifting devices must be of adequate capacity and must be used whenever they are
required.
• Personnel must never work under suspended loads.
LIFTING POINT SAFETY
• Refer to Warman lifting instructions at all times.
• Tapped holes (for eye-bolts) and cast-on lugs (for shackles) on Warman parts are for
lifting individual parts only. One exception is the lifting lug on the cover plate which can be
used to lift the cover plate with the throatbush, volute and/or elastomer liner fitted.
• Lifting devices of adequate capacity must be used whenever they are required.
• Safe workshop practices must be applied during all assembly and maintenance work.
• Personnel must never work under suspended loads.
SPLASHING OF HOT HAZARDOUS MATERIAL
• Draining of the pump and discharge pipework after sudden shut down or when there is a
large operating head can lead to uncontrolled release of slurry at high pressure.
• System design should take into account pipework and pump drainage on suction side of
pump routed to a safe location.
• When the de-pressurisation valves are opened, slurry or process material may get
released under pressure and cause personnel injury.
• If the pump is overheated due to line blockages, avoid opening the de-pressurisation
valve. Personnel injury may occur from the release of hot slurry or process material.
LIFTING USED COMPONENTS
Lifting security may be affected by the degree of component wear/corrosion. The
component assessment and subsequent lifting plan must take this into consideration.
TIPPING OR FALLING
During decommissioning, ensure that the pump components are secured properly, so that
they do not fall or tip over, or cause injury.
Page 11 - 1 Decommissioning Safety
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Decommissioning and Disposal
SHARP EDGES
• Before disassembly, identify work parts that could be hazardous due to sharp edges.
Parts with sharp edges are usually, the impeller, throatbush, and volute. All metal
components must be considered to have sharp edges.
• Worn pump components can have sharp or jagged edges. Handle worn parts carefully, to
prevent damage to slings or personnel injury.
HAZARDOUS CHEMICALS
During disassembly, personnel may come in contact with hazardous chemicals. These
chemicals must be identified before disassembly, and the correct SDS must be made
available and appropriate safety management precautions put in place.
GLOVES MUST BE WORN
Cut proof gloves must be worn while handling parts with sharp edges.
WORKING AREA SAFETY
Barricade the large pumps and clearly mark the working area.
FOLLOW SAFE WORKING PRACTICES
Follow safe working practices during all assembly and maintenance work.
TOOLING
Only impact type sockets must be used with air or electric impact tools.
PPE
Correct PPE must be worn when disassembling pumps.
11.2
Decommissioning
To decommission the slurry pumps, Weir Minerals recommends the following steps:
1. Flush the pump with clean water.
a. For small to medium pumps, flush the pump for 10 to 15 minutes.
b. For large pumps, flush the pump for 15 to 20 minutes.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 11 - 2 Decommissioning
3/Apr/2015 Rev 2.0
AH Pumps
Decommissioning and Disposal
2. Confirm the hazards associated with the slurry last pumped and adopt necessary safety precautions.
3. Isolate the pump electrically, hydraulically, and mechanically.
4. Disconnect the pump electrically, hydraulically, and mechanically.
5. Decontaminate by a static flush and drain.
HAZARDOUS CHEMICALS
Personnel may come in contact with hazardous chemicals. Adopt necessary safety
precautions such as wearing appropriate PPE.
Follow the above procedure to make the pump ready for selling or disposal.
Page 11 - 3 Decommissioning
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
11.3
Decommissioning and Disposal
Disposal
When a pump is sold, all pump documentation and guarding must be supplied with it.
To dispose of a complete pump unit, Weir Minerals recommends the following steps:
1. Confirm the hazards associated with the slurry last pumped.
2. Ensure that all lifting points are suitable to use.
LIFTING POINTS GIVING WAY
Lifting points may be corroded and may not be fit to use by the time of disposal.
3. Remove complete pump unit to a decontamination area.
PUMP BASEPLATE GIVING WAY
Pump baseplate may be corroded and may not be capable of supporting pump and
ancillary equipment by the time of disposal. Consider in-situ disassembly of pump and
ancillary equipment before disposal.
4. Decontaminate by a static flush and drain.
HAZARDOUS CHEMICALS
Personnel may come in contact with hazardous chemicals. Adopt necessary safety
precautions such as wearing appropriate PPE.
5. Disassemble the main components from the baseplate.
6. Grease, oil, rubber, and urethane must be disposed under applicable waste and environmental
regulations.
7. All metal and alloys can be recycled if they are decontaminated and are not classified as hazardous
material under applicable environmental regulations.
Wet-end alloy components are valuable as scrap. Contact your local Weir Minerals representative
www.weirminerals.com/contacts/worldwide.aspx to find out more about recycling these components.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 11 - 4 Disposal
3/Apr/2015 Rev 2.0
AH Pumps
Troubleshooting
12
Troubleshooting
This section describes the:
• Packed gland seal and mechanical seal problems
• Bearing and impeller tip speeds
• Fault finding chart
12.1
Packed Gland Seal Problems
This section describes reasons for gland problems and the methods to troubleshoot them.
12.1.1
Common Reasons
Most gland problems are due to two reasons:
• Inadequate or excessive GSW pressure
• Inadequate flow
12.1.1.1 Inadequate or Excessive GSW Pressure
Inadequate GSW pressure results in contamination of the packing by the pumped slurry. Once solids are
imbedded in the packing, they cannot be flushed out and the packing must be replaced. GSW pressure must
be 35 kPa - 70 kPa above the pump discharge pressure. The pressure in excess of this value results in more
wear on the packing and shaft sleeve.
PRESSURE LOSS FROM FLOW CONTROL
Introducing a flow control device on the GSW line causes a significant pressure drop
(about 140 kPa for a Maric flow control valve). This could lead to errors in specifying the
pressure required from a GSW pump. This has the potential to improve the reliability and
performance of the gland seals on all Warman pumps.
12.1.1.2 Inadequate Flow
Like inadequate pressure, the inadequate flow results in contamination of the packing by the pumped slurry.
Often this problem occurs due to a GSW system which supplies GSW to several pumps, without flow control
to each pump. In this case, the low pressure pump takes all the available GSW and starves the high pressure
pump. Hence, flow to each gland must be controlled.
The guidelines are:
• Filter the water to reduce the solids content to the lowest possible level.
• Ensure that the GSW is reliable as slurry pumps must not be operated without GSW. Otherwise major
gland problems are experienced due to the high pressure forcing slurry into the gland region and
causing wear and leakage.
GLAND MAINTENANCE
• Gland must not be loosened to an extent that it disengages from the stuffing box.
• Inserting additional rings into a stuffing box when problems occur is a short-term fix. Extra
packing increases any general wear and eventually leads to excessive leakage.
• Use appropriate alloys to minimise corrosion by saline GSW.
• The leakage of saline GSW from the gland must be trapped and converted to waste to
avoid corrosion of the pump base and other components.
Page 12 - 1 Packed Gland Seal Problems
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Troubleshooting
Table 12-1 on page 12-2 lists the gland seal problems, causes and the respective solutions.
Problem
Cause
Solution
Short packing life
• Slurry wears the packing.
• Increase the GSW pressure.
• Slurry wears the shaft sleeve.
• Increase the GSW flow.
Short sleeve life
• Packing over heating and burning
due to low GSW flow.
• Loosen the gland to increase the flow.
Slurry exits the gland
NA
• Stop, cool down, repack and then start
again with the correct GSW pressure
and flow.
Flow from the gland is too low.
In the worst case, steam exits
from the gland
• Pressure too high, causing packing
extrusion and flow restriction.
• Gland too tight.
• Stop, cool down, repack and then
restart with correct GSW pressure and
flow.
• Packing too soft for high pressure.
• Loosen the gland.
• Review packing type.
• Use packing retainer ring.
• Reduce GSW pressure.
GSW flows around or outside
of packing rings
• Packing rings of wrong size or fit-up
wrong.
• Pack the gland again with correct
packing.
• Review the order of assembly.
Too much flow from the gland
• Shaft sleeve worn out.
• Wrong size packing.
• Disassemble and refurbish the gland
with new parts.
• Worn out packing.
Table 12-1: Troubleshooting Packed Gland Seal Problems
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 12 - 2 Packed Gland Seal Problems
3/Apr/2015 Rev 2.0
AH Pumps
Troubleshooting
12.2
Mechanical Seal Problems
Table 12-2 on page 12-3 lists the mechanical seal problems, causes, and the respective solutions.
Problem
Cause
Solution
Premature or catastrophic
failures
• Seal faces cracked, chipped,
broken or misaligned.
• Review and revise the installation and the
operating conditions.
• Pressure x velocity is too high.
• Replace failed parts to recondition the seal.
• Spring failure.
• Change the seal specification or materials.
• Seal springs clogged and
inoperative.
• Add flush or throttling bush to reduce
contaminants reaching the seal.
• Seal faces over-compressed.
Seal leakage
• Seal faces cracked.
• Seal faces worn out, scored or
misaligned.
• O-ring leaking.
Contaminated barrier fluid
• Review and revise the installation and the
operating conditions.
• Replace worn seal faces, O-ring or secondary
seals.
• Secondary seal worn or
cracked.
• Relap seal faces.
• Seal faces cracked or worn
out.
• Review and revise the installation and the
operating conditions.
• Reduce TDS of barrier fluid.
Short seal life
• Operating pressure or
temperature above the seal
rating.
• Reduce variations in operating conditions.
• Use a harder material for the seal face.
• Seal body worn out.
• Failure of seal face drive pins.
• Seal faces worn out.
Table 12-2: Troubleshooting Mechanical Seal Problems
MECHANICAL SEALS
• Mechanical seals require a controlled and stable environment to ensure continuous and
reliable operation, refer to mechanical seal specifications.
• The seal manufacturer’s operating and maintenance instructions/procedures must be
adhered to. Note that these instructions may include torque settings for the locking collar
of the mechanical seal.
• The warranty of the mechanical seal will become void if a failed seal is subjected to dry
running, water hammer, low suction pressures or high suction lifts, cavitation, excess
vibration, thermal shock, reverse rotation, or dead-heading low-flow conditions that are
linked to its failure.
• Prior to operating for the first time, the mechanical seal setting tabs must be removed and
any flush or quench liquid connections checked to ensure that the required flow and
pressure are supplied. Access to the mechanical seal is obtained by first removing the
seal guard.
• It is recommended to use impellers without backvanes for mechanical seals to reduce the
flow and turbulence wear in the seal chamber.
Page 12 - 3 Mechanical Seal Problems
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
12.3
Troubleshooting
Bearing and Impeller Tip Speeds
Contact your local Weir Minerals representative for maximum bearing and impeller tip speeds.
MAXIMUM ALLOWABLE PUMP SPEEDS
For recommended maximum allowable pump speeds, refer to the specific pump
performance curve which takes into consideration the impeller and liner materials and the
maximum allowable peripheral velocity.
LUBRICATION OR OVER TEMPERATURE PROBLEMS
Pumps operating within 25% of the maximum bearing speed must generally be reserved
for lightly loaded applications (for example, single stage pumps) to avoid possible
lubrication or over temperature problems. High speed multi-stage applications involving
high axial thrust loads must generally be limited to 50%-70% of the tabulated maximum
speeds.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 12 - 4 Bearing and Impeller Tip Speeds
3/Apr/2015 Rev 2.0
AH Pumps
Troubleshooting
Discharge Failure
Reduced Discharge Delivery
Insufficient Pressure
Pump Loss Prime
Excessive Horsepower Required
Leakage from Stuffing Box
Packing has Short Life
Vibration and Noise from Pump
Short Life of Bearings
Fault Finding Chart
Overheating or Seizure of Pump
Hopper Overflow
12.4
Description
Fault Type
Pump not primed
Intake
Faults
Pump or suction pipe not completely filled with liquid
Suction lift too high
Insufficient margin between suction pressure and vapour pressure
Excessive amount of air or gas in the liquid
Air pocket in the suction line
Air leaks into suction line
Air leaks into pump through stuffing box
Foot valve too small
Foot valve partially clogged
Inlet of suction pipe insufficiently submerged
Blocked suction line
Inlet pipe diameter too small or length of inlet pipe too long
Table 12-3: Fault Finding Sheet
Page 12 - 5 Fault Finding Chart
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
Discharge Failure
Reduced Discharge Delivery
Insufficient Pressure
Pump Loss Prime
Excessive Horsepower Required
Leakage from Stuffing Box
Packing has Short Life
Troubleshooting
Vibration and Noise from Pump
Short Life of Bearings
Overheating or Seizure of Pump
Hopper Overflow
AH Pumps
Description
Fault Type
Speed too low
System
Faults
Speed too high
Wrong direction of rotation
Total head of system higher than design
Total head of system lower than design
Specific gravity of liquid different from design
Viscosity of liquid differs from that for which designed
Operation at very low capacity
Entrained air in pump. Pump hopper requires baffles
Badly installed pipe line or gaskets partly blocking pipe
Misalignment
Foundations not rigid
Mechanical
Faults
Shaft bent
Rotating part rubbing on stationary part
Bearings worn
Table 12-3: Fault Finding Sheet (Continued)
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 12 - 6 Fault Finding Chart
3/Apr/2015 Rev 2.0
AH Pumps
Discharge Failure
Reduced Discharge Delivery
Insufficient Pressure
Pump Loss Prime
Excessive Horsepower Required
Leakage from Stuffing Box
Packing has Short Life
Vibration and Noise from Pump
Short Life of Bearings
Overheating or Seizure of Pump
Hopper Overflow
Troubleshooting
Description
Fault Type
Impeller damaged or worn
Mechanical
Faults
Casing gasket defective, permitting internal leakage
Shaft or shaft sleeves worn or scored at the packing
Packing improperly installed
Incorrect type of packing for operating conditions
Shaft running off-centre because of worn bearings or misalignment
Impeller out of balance, resulting in vibration
Gland too tight, resulting in no flow of liquid to lubricate packing
Foreign matter in impeller
Dirt or grit in sealing liquid, leading to scoring shaft sleeve
Excessive thrust caused by a mechanical failure inside the pump
Excessive amount of lubricant in bearing housing causing high bearing temperature
Lack of lubrication
Improper installation of bearings
Dirt getting into bearings
Rusting of bearings due to water getting into housing
Expeller worn or blocked
Excessive clearance at bottom of stuffing box, forcing packing into pump
Table 12-3: Fault Finding Sheet (Continued)
Page 12 - 7 Fault Finding Chart
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
13
Special Tools
Special Tools
The special tools described in this section are listed in Table 13-1 on page 13-1.
Special Tool
Part Number
Piston Ring Compressor
301
Locating Nut
303
C-spanner
305
Shaft Wrench
306
Table 13-1: List of Special Tools
13.1
Piston Ring Compressor
This is a special tool used to compress piston rings on the labyrinth, so that the labyrinth can be fitted into the
end cover on bearing assemblies..
PERSONNEL INJURY
Personnel must use piston ring compressor to fit piston rings. Use of inappropriate tools
may result in personnel injury.
062. Labyrinth
108. Piston Ring
073. Shaft
301. Piston Ring Compressor
Figure 13-1: Piston Ring Compressor
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 13 - 1 Piston Ring Compressor
3/Apr/2015 Rev 2.0
AH Pumps
Special Tools
13.2
Locating Nut
This is a special tool used to locate the frame plate liners or frame plate liner inserts. This is to ensure that
these parts are located correctly in the frame plate.
041. Frame Plate Liner Insert
303. Locating Nut
Figure 13-2: Locating Nut
13.3
C-spanner
This is a special tool used to tighten or remove the locking nut (left-hand threaded) on the bearing
assemblies..
061. Labyrinth Locknut
305. C-spanner
Figure 13-3: C-spanner
Page 13 - 2 Locating Nut
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
13.4
Special Tools
Shaft Wrench
This is a special tool used to lock the shaft during transportation and maintenance.
SHAFT DAMAGE
Shaft damage occurs if other tools are used to hold the shaft.
073. Shaft
306. Shaft Wrench
Figure 13-4: Shaft Wrench
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 13 - 3 Shaft Wrench
3/Apr/2015 Rev 2.0
AH Pumps
Appendix
14
Appendix
This section contains various appendices associated with this manual.
14.1
Tie-down Instructions
Every product should be tied down effectively prior to transportation. For information on how to carry out the
tie-down activity using the recommended equipment, refer to the instructions detailed in this section.
Page 14 - 1 Tie-down Instructions
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
WARMAN®
Centrifugal Slurry Pumps
Excellent
Minerals
Solutions
Bareshaft Pump
Tie-Down Instruction
See Instruction 4
See Instruction 3
See Instruction 3
Safety Instructions
1. The illustration above shows safe recommended tie down points. The securing of any pump must be undertaken by a qualified
and experienced person who is familiar with applicable safety and transport legislation, site requirements, and best practices. This
person must be able to assess the load, create a plan, and then apply it safely.
2. The yellow shaded areas indicate the recommended tie down points.
3. Keep the angle of the tie-down points within 15 degrees each side of the lug as indicated. Note: not all pumps have these points.
4. Only a soft strap should be used over the bearing housing as indicated.
5. Do not use any other points to restrain the transport cradle or the pump.
6. Ensure the straps are not choked over any grease or hydraulic lines.
7. If you need any assistance, please contact your local Weir Minerals Representative
(www.weirminerals.com/contacts/worldwide.aspx).
Document Name: TD-WARMAN-BS-EN
Document No.: DOC-04-000049
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 1
WARMAN®
Centrifugal Slurry Pumps
Excellent
Minerals
Solutions
CL & CR Drives
Tie-Down Instruction
±45º
±45º
±45º
±45º
±45º
±45º
Safety Instructions
1. The illustration above shows safe recommended tie down points. The securing of any pump must be undertaken by a qualified
and experienced person who is familiar with applicable safety and transport legislation, site requirements, and best practices. This
person must be able to assess the load, create a plan, and then apply it safely.
2. Baseplates can have 4 to 8 lifting lugs, use all that are available.
3. Keep the angle of the tie-down points within 45 degrees of the angle of the lug.
4. Only use chains where indicated.
5. Do not use any other points to restrain the transport cradle, baseplate, or the pump.
6. If you need any assistance, please contact your local Weir Minerals Representative
(www.weirminerals.com/contacts/worldwide.aspx).
Document NAME: TD-WARMAN-CL-CR-EN
Document No.: DOC-04-000026
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 1
WARMAN®
Centrifugal Slurry Pumps
Excellent
Minerals
Solutions
DC Drive
Tie-Down Instruction
±45º
±45º
±45º
±15º
001
002
±15º
±45º
±45º
001. Motor Terminal Box
±45º
002. Motor Fan Housing
Safety Instructions
1. The illustration above shows safe recommended tie down points. The securing of any pump must be undertaken by a qualified
and experienced person who is familiar with applicable safety and transport legislation, site requirements, and best practices. This
person must be able to assess the load, create a plan, and then apply it safely.
2. Baseplates can have 4 to 8 lifting lugs, use all that are available.
3. Keep the angle of the baseplate tie-down points within 45 degrees of the angle of the lug.
4. Keep the angle of the pump frame tie-down points within 15 degrees of the angle of the lug.
5. Only use chains, and straps where indicated.
6. Do not use any other points to restrain the transport cradle, baseplate, or the pump.
7. Ensure the straps are not choked over any grease or hydraulic lines.
8. Ensure the straps are not choked over motor terminal box (001) and motor fan housing (002).
9. If you need any assistance, please contact your local Weir Minerals Representative
(www.weirminerals.com/contacts/worldwide.aspx).
Document NAME: TD-WARMAN-DC-EN
Document No.: DOC-04-000027
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev1
WARMAN®
Centrifugal Slurry Pumps
Excellent
Minerals
Solutions
ZV Drive
Tie-Down Instruction
±45º
±45º
±45º
±45º
±45º
±45º
001
002
001. Motor Terminal Box
002. Motor Fan Housing
Safety Instructions
1. The illustration above shows safe recommended tie down points . The securing of any pump must be undertaken by a qualified
and experienced person who is familiar with applicable safety and transport legislation, site requirements, and best practices. This
person must be able to assess the load, create a plan, and then apply it safely.
2. Baseplates can have 4 to 8 lifting lugs, use all that are available.
3. Keep the angle of the tie-down points within 45 degrees of the angle of the lug.
4. Only use chains, and straps where indicated.
5. Do not use any other points to restrain the transport cradle, baseplate, or the pump.
6. Ensure the straps are not choked over any grease or hydraulic lines.
7. Ensure the straps are not choked over motor terminal box (001) and motor fan housing (002).
8. If you need any assistance, please contact your local Weir Minerals Representative
(www.weirminerals.com/contacts/worldwide.aspx).
Document NAME: TD-WARMAN-ZV-EN
Document No.: DOC-04-000029
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 og 1
06/Mar/2015 Rev 1
AH Pumps
14.2
Appendix
Lifting Instructions
During assembly and installation of the pump or movement of spare parts, specially designed lifting
equipment is available. For information on how to carry out the lifting activity using the recommended
equipment, refer to the instructions detailed in this section.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 14 - 2 Lifting Instructions
3/Apr/2015 Rev 2.0
WARMAN®
Centrifugal Slurry Pumps
Excellent
Minerals
Solutions
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Directive 2006/42/EC
Bare Shaft Pump - Eye Bolt
Lifting Instruction
003
004
002
X4
001
001. Lifting Device
003. Standard Shackle
002. Bolt and Nut Fastener 004. Standard Eyebolt
Safety Instructions
1. The illustration above shows a safe method of lifting the bare shaft pump. The lifting of the
pump must be undertaken by a qualified and experienced person who is familiar with lifting
safety legislation and best practices. This person must be able to assess the load and lift,
create a lifting plan and then apply it safely.
M# Bolt
Torque (+/- 10%)
Size
Nm
M12
25
2. Check suitability of the lifting device (001) by referring to the affixed nameplate. The
nameplate states tool part number, suitable pump to be lifted, tare mass and Working Load
Limit (WLL) / Rated Capacity data.
M16
50
M20
90
M24
150
3. The mass of the pump is stated on its nameplate.
M27
220
4. The centre of gravity of each pump will vary due to assembly configuration.
M30
300
5. Use a chock under the wet end of the bare shaft pump as it may tip if the frame is not secured.
M33
400
6. Ensure that the appropriate rated shackle (003) is used. Consult the lifting device (001)
nameplate.
M36
520
M42
850
7. Ensure eyebolts (004) are removed after the lift and holes are filled with silicon.
M48
1200
M64
1500
8. Ensure that appropriate bolt and nut fasteners (002) are used to safely secure the lifting
device (001).
9. Store all lifting equipment in a dry, non corrosive environment.
10.
All lifting points must be routinely inspected and maintained.
11.
If you need any assistance, please contact your local Weir Minerals Representative
(www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-H-BSE-EN
Document No: DOC-04-000051
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 1
Excellent
Minerals
Solutions
Lifting Device Compliance:
WARMAN®
Centrifugal Slurry Pumps
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Directive 2006/42/EC
Bare Shaft Pump - Shackle
Lifting Instruction
003
001
002
X6
001. Lifting Device
003. Standard Shackle
002. Bolt and Nut Fastener
Safety Instructions
M# Bolt
Torque (+/- 10%)
1. The illustration above shows a safe method of lifting the bare shaft pump. The lifting of the
pump must be undertaken by a qualified and experienced person who is familiar with lifting
safety legislation and best practices. This person must be able to assess the load and lift,
create a lifting plan and then apply it safely.
Size
Nm
M12
25
2. Check suitability of the lifting device (001) by referring to the affixed nameplate. The nameplate states tool part number, suitable pump to be lifted, tare mass and Working Load Limit
(WLL) / Rated Capacity data.
M16
50
M20
90
M24
150
3. The mass of the pump is stated on its nameplate.
M27
220
4. The centre of gravity of each pump will vary due to assembly configuration.
M30
300
5. Use a chock under the wet end of the bare shaft pump as it may tip if the frame is not secured.
M33
400
M36
520
M42
850
M48
1200
M64
1500
6. Ensure that appropriate rated shackles (003) are used. Consult the lifting device (001)
nameplate.
7. Ensure that the appropriate bolt and nut fasteners (002) are used to safely secure the lifting
device (001).
8. Store all lifting equipment in a dry, non corrosive environment.
9. All lifting points must be routinely inspected and maintained.
10.
If you need any assistance, please contact your local Weir Minerals Representative
(www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-H-BSS-EN
Document No: DOC-04-000052
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 2
WARMAN®
Centrifugal Slurry Pumps
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Excellent
Minerals
Solutions
Directive 2006/42/EC
Stuffing Box
Lifting Instruction
1
x (2)
2
3
x (2)
A
x (3)
B
C
D
Safety Instructions
1. The illustrations above show a safe method of lifting the stuffing box. The lift must be undertaken by a qualified and experienced
person who is familiar with lifting safety legislation and best practices. This person must be able to assess the load and lift, create a
lifting plan and then apply it safely.
2. Lifting security may be affected by the degree of component wear / corrosion. The component assessment and subsequent lifting
plan must take this into consideration.
3. Check suitability of the lifting device by referring to the affixed nameplate. The nameplate states tool part number, suitable pump and
component part numbers to be lifted, tare mass and Working Load Limit (WLL) / Rated Capacity data.
4. All lifting equipment must be routinely inspected and maintained.
5. Store all lifting equipment in a dry, non-corrosive environment.
6. If you need any assistance, please contact your local Weir Minerals Representative (www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-H-SB-EN
Document No: DOC-04-000059
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 1
WARMAN®
Centrifugal Slurry Pumps
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Excellent
Minerals
Solutions
Directive 2006/42/EC
Expeller Ring
Lifting Instruction
1
2
3
x (3)
A
B
C
D
Safety Instructions
1. The illustrations above show a safe method of lifting the frame plate liner insert. The lift must be undertaken by a qualified and
experienced person who is familiar with lifting safety legislation and best practices. This person must be able to assess the load and
lift, create a lifting plan and then apply it safely.
2. Lifting security may be affected by the degree of component wear / corrosion. The component assessment and subsequent lifting
plan must take this into consideration.
3. Check suitability of the lifting device by referring to the affixed nameplate. The nameplate states tool part number, suitable pump and
component part numbers to be lifted, tare mass and Working Load Limit (WLL) / Rated Capacity data.
4. All lifting equipment must be routinely inspected and maintained.
5. Store all lifting equipment in a dry, non-corrosive environment.
6. If you need any assistance, please contact your local Weir Minerals Representative (www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-H-ER-EN
Document No.: DOC-04-000055
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 2
WARMAN®
Centrifugal Slurry Pumps
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2008
Excellent
Minerals
Solutions
Directive 2006/42/EC
Seal Adaptor
Lifting Instruction
x (2)
1
A
2
3
B
Safety Instructions
1. The illustrations above show a safe method of lifting the seal adaptor. The lift must be undertaken by a qualified and experienced
person who is familiar with lifting safety legislation and best practices. This person must be able to assess the load and lift, create a
lifting plan and then apply it safely.
2. Lifting security may be affected by the degree of component wear / corrosion. The component assessment and subsequent lifting
plan must take this into consideration.
3. Check suitability of the lifting device by referring to the affixed nameplate. The nameplate states tool part number, suitable pump and
component part numbers to be lifted, tare mass and Working Load Limit (WLL) / Rated Capacity data.
4. All lifting equipment must be routinely inspected and maintained.
5. Store all lifting equipment in a dry, non-corrosive environment.
6. If you need any assistance, please contact your local Weir Minerals Representative (www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-H-SA-EN
Document No.: DOC-04-000058
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 2
WARMAN®
Centrifugal Slurry Pumps
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Excellent
Minerals
Solutions
Directive 2006/42/EC
Frame Plate Liner Insert
Lifting Instruction
1
A
2
3
B
Safety Instructions
1. The illustrations above show a safe method of lifting the frame plate liner insert. The lift must be undertaken by a qualified and experienced
person who is familiar with lifting safety legislation and best practices. This person must be able to assess the load and lift, create a lifting
plan and then apply it safely.
2. Lifting security may be affected by the degree of component wear / corrosion. The component assessment and subsequent lifting plan must
take this into consideration.
3. Check suitability of the lifting device by referring to the affixed nameplate. The nameplate states tool part number, suitable pump and
component part numbers to be lifted, tare mass and Working Load Limit (WLL) / Rated Capacity data.
4. All lifting equipment must be routinely inspected and maintained.
5. Store all lifting equipment in a dry, non-corrosive environment.
6. If you need any assistance, please contact your local Weir Minerals Representative (www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-H-FPLI-EN
Document No: DOC-04-000056
UNCONTROLLED DOCUMENT
Copyright © 2015V, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 2
WARMAN®
Centrifugal Slurry Pumps
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Excellent
Minerals
Solutions
Directive 2006/42/EC
Volute Liner
Lifting Instruction
1
A
2
B
3
C
Safety Instructions
1.
The illustrations above show a safe method of lifting the volute liner. The lifting of the volute liner must be undertaken by a qualified
and experienced person who is familiar with lifting safety legislation and best practices. This person must be able to assess the load
and lift, create a lifting plan and then apply it safely.
2. Lifting security may be affected by the degree of component wear / corrosion. The component assessment and subsequent lifting
plan must take this into consideration.
3. The centre of gravity for each volute liner will vary due to assembly configuration variations. Additional lifting aids should be
considered to control the lift and prevent unintended movement of a suspended load.
4. Check suitability of the lifting device by referring to the affixed nameplate. The nameplate states tool part number, suitable pump and
component part numbers to be lifted, tare mass and Working Load Limit (WLL) / Rated Capacity data.
5. All lifting equipment must be routinely inspected and maintained.
6. Store all lifting equipment in a dry, non-corrosive environment.
7. If you need any assistance, please contact your local Weir Minerals Representative (www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-H-VL-EN
Document No. : DOC-04-000061
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 2
WARMAN®
Centrifugal Slurry Pumps
Closed Impeller
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Excellent
Minerals
Solutions
Directive 2006/42/EC
Lifting Instruction
1
2
3
Safety Instructions
1. The illustrations above show a safe method of lifting the closed impeller. The lift must be undertaken by a qualified and experienced
person who is familiar with lifting safety legislation and best practices. This person must be able to assess the load and lift, create a
lifting plan and then apply it safely.
2. Lifting security may be affected by the degree of component wear / corrosion. The component assessment and subsequent lifting
plan must take this into consideration.
3. Check suitability of the lifting device by referring to the affixed nameplate. The nameplate states tool part number, suitable pump and
component part numbers to be lifted, tare mass and Working Load Limit (WLL) / Rated Capacity data.
4. All lifting equipment must be routinely inspected and maintained.
5. Store all lifting equipment in a dry, non-corrosive environment.
6. If you need any assistance, please contact your local Weir Minerals Representative
(www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-H-CI-EN
Document No: DOC-04-000053
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 2
WARMAN®
Centrifugal Slurry Pumps
Throatbush
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Excellent
Minerals
Solutions
Directive 2006/42/EC
Lifting Instruction
1
2
Safety Instructions
1. The illustrations above show a safe method of lifting the throatbush. The lift must be undertaken by a qualified and experienced
person who is familiar with lifting safety legislation and best practices. This person must be able to assess the load and lift, create a
lifting plan and then apply it safely.
2. Lifting security may be affected by the degree of component wear / corrosion. The component assessment and subsequent lifting
plan must take this into consideration.
3. Check suitability of the lifting device by referring to the affixed nameplate. The nameplate states tool part number, suitable pump and
component part numbers to be lifted, tare mass and Working Load Limit (WLL) / Rated Capacity data.
4. All lifting equipment must be routinely inspected and maintained.
5. Store all lifting equipment in a dry, non-corrosive environment.
6. If you need any assistance, please contact your local Weir Minerals Representative (www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-H-TB-EN
Document No: DOC-04-000060
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 2
WARMAN®
Centrifugal Slurry Pumps
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Excellent
Minerals
Solutions
Directive 2006/42/EC
Cover Plate
Lifting Instruction
x (4)
1
2
3
Safety Instructions
1. The illustrations above show a safe method of lifting the cover plate. The lift must be undertaken by a qualified and experienced
person who is familiar with lifting safety legislation and best practices. This person must be able to assess the load and lift, create a
lifting plan and then apply it safely.
2. The centre of gravity for each cover plate will vary due to the assembly configuration variations. Additional lifting aids should be
considered to control the lift and prevent unintended movement of a suspended load.
3. Check suitability of the lifting device by referring to the affixed nameplate. The nameplate states tool part number, suitable pump and
component part numbers to be lifted, tare mass and Working Load Limit (WLL) / Rated Capacity data.
4. All lifting equipment must be routinely inspected and maintained.
5. Store all lifting equipment in a dry, non-corrosive environment.
6. If you need any assistance, please contact your local Weir Minerals Representative
(www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-H-CP-EN
Document No: DOC-04-000054
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 2
WARMAN®
Centrifugal Slurry Pumps
Suction Cover
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Excellent
Minerals
Solutions
Directive 2006/42/EC
Lifting Instruction
x (2)
Safety Instructions
1. The illustrations above show a safe method of lifting the suction cover. The lift must be undertaken by a qualified and experienced
person who is familiar with lifting safety legislation and best practices. This person must be able to assess the load and lift, create a
lifting plan and then apply it safely.
2. Check suitability of the lifting device by referring to the affixed nameplate. The nameplate states tool part number, suitable pump and
component part numbers to be lifted, tare mass and Working Load Limit (WLL) / Rated Capacity data.
3. All lifting equipment must be routinely inspected and maintained.
4. Store all lifting equipment in a dry, non-corrosive environment.
5. If you need any assistance, please contact your local Weir Minerals Representative (www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-H-SC-EN
Document No: DOC-04-000190
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 1
WARMAN®
Centrifugal Slurry Pumps
Shaft Lifting Nut
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Excellent
Minerals
Solutions
Directive 2006/42/EC
Lifting Instruction
Safety Instructions
1. The illustrations above show a safe method of lifting the bearing shaft. The lifting of the bearing shaft must be undertaken by a
qualified and experienced person who is familiar with lifting safety legislation and practices. This person must be able to assess the
load and lift, create a lifting plan and then apply it safely.
2. Do not spin the shaft during lifting as shaft lifting nut may unscrew causing the shaft to fall.
3. Store all lifting equipment in a dry, non corrosive environment.
4. All lifting points must be routinely inspected and maintained.
5. If you need any assistance, please contact your local Weir Minerals Representative (www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-SN-EN
Document No. : DOC-04-000096
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 1
WARMAN®
Centrifugal Slurry Pumps
Bearing Housing Lifting Plate
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Excellent
Minerals
Solutions
Directive 2006/42/EC
Lifting Instruction
x4
Safety Instructions
1. The illustrations above show a safe method of lifting the bearing housing. The lifting of the
bearing housing must be undertaken by a qualified and experienced person who is familiar
with lifting safety legislation and practices. This person must be able to assess the load and
lift, create a lifting plan and then apply it safely.
2. Store all lifting equipment in a dry, non corrosive environment.
3. All lifting points must be routinely inspected and maintained.
4. If you need any assistance, please contact your local Weir Minerals Representative
(www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-LP-EN
Document No. : DOC-04-000080
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
M# Bolt
Torque (+/- 10%)
Size
Nm
M12
25
M16
50
M20
90
M24
150
M27
220
M30
300
M33
400
M36
520
M42
850
M48
1200
M64
1500
Page 1 of 1
06/Mar/2015 Rev 1
WARMAN®
Centrifugal Slurry Pumps
Baseplate Assembly
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Excellent
Minerals
Solutions
Directive 2006/42/EC
Lifting Instruction
x4
x4
Safety Instructions
1. The illustrations above show a safe method of lifting the complete pump unit. The lifting of any pump or complete pump unit must be
undertaken by a qualified and experienced person who is familiar with applicable safety and lifting legislation, site requirements and
best practices. This person must be able to assess the load and lift, create a lifting plan and then apply it safely.
2. Always use all lifting points on baseplates, they come with 4 - 8 lifting points depending on the size.
3. The mass of the pump is stated on its nameplate.
4. The centre of gravity for each pump assembly will vary due to assembly configuration variations.
5. Avoid contact between chains and equipment during lift. Consider the use of spreader bar where required.
6. Store all lifting equipment in a dry, non corrosive environment.
7. All lifting points must be routinely inspected and maintained.
8. If you need any assistance, please contact your local Weir Minerals Representative (www.weirminerals.com/contacts/worldwide.aspx).
Document Name: LFT-WARMAN-BPLT-EN
Document No: DOC-04-000024
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 1
WARMAN®
Centrifugal Slurry Pumps
Transport Cradle
Lifting Device Compliance:
ASME BTH-1:2008
ASME B30.20-2010
AS 4991:2004
Excellent
Minerals
Solutions
Directive 2006/42/EC
Lifting Instruction
x2
x2
x4
x2
Safety Instructions
1. The illustrations above show a safe method of lifting the transport cradle. The lifting of any
pump or transport cradle must be undertaken by a qualified and experienced person who is
familiar with applicable safety and lifting legislation, site requirements and best practices. This
person must be able to assess the load and lift, create a lifting plan and then apply it safely.
2. The mass of the pump is stated on its nameplate.
3. The mass and WLL of the transport cradle is stated on its nameplate.
4. Add the mass stated on the pump and transport cradle for a total lift mass.
5. Ensure bolts securing the pump are torqued as shown in the table.
M# Bolt
Torque (+/- 10%)
Size
Nm
M12
25
M16
50
M20
90
M24
150
M27
220
M30
300
6. The centre of gravity for each pump will vary due to assembly configuration variations.
M33
400
7. Store all lifting equipment in a dry, non corrosive environment.
M36
520
8. All lifting points must be routinely inspected and maintained.
M42
850
9. If you need any assistance, please contact your local Weir Minerals Representative
(www.weirminerals.com/contacts/worldwide.aspx).
M48
1200
M64
1500
Document Name: LFT-WARMAN-CDL-EN
Document No: DOC-04-000025
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd, All Rights Reserved.
Page 1 of 1
06/Mar/2015 Rev 1
AH Pumps
Appendix
14.3
Checklists
14.3.1
Pump Commissioning Check Sheet
INSPECTION
This list is intended as a guide only and other items may require inspection depending on
specific installation requirements and equipment configuration.
Sl.
No.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
Date:
________________________
Model:
Site:
________________________
Equip ID: ________________________
Start Time:
________________________
Serial #:
________________________
Finish Time:
________________________
Other:
________________________
Pre-commissioning
OK Not OK
________________________
Comment
Signature
Date/Time
Visual Inspection, check for damage and
correct equipment supply. Refer Drawings.
Inspect baseplate and guarding, adequate
concrete/grouting, etc.
Check required lifting tools, special tools,
critical spares and IOMs available.
Visually verify that all connections have been
made (piping, instrument air, wiring, etc).
Approximate elevation difference between
pump outlet & pump's pressure transmitter.
Approximate elevation difference between
pump outlet & pump's local pressure indicator.
Pump, Motor, & Gearbox Anchor Bolts are
tight & lock washers or lock nuts have been
used.
Visually verify level of the bedplates with an
engineering level.
**Impeller has been adjusted by the factory,
verify free rotation.
**Verify Impeller adjusting bolts have been
tightened.
If equipped, **Verify that the Mechanical Seal
has been set & that any shipping locks have
been removed according to Manufacturer's
instructions.
If equipped, **Verify that the Gland Sealing
Requirements are per the instructions as
shown on the Arrangement Drawing. Note A
below.
**Check that no Pump Bolts have been
loosened during shipping.
Bearing Assembly has been factory greased.
This can be verified by removing the plugs on
top of the assembly. A small amount of blue
factory grease will be seen protruding near
the shaft.
Check that all belts are of the correct
quantities and matched lengths.
Check pulley alignment.
Bump motor to check rotation.
Page 14 - 3 Checklists
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Sl.
No.
Appendix
Date:
________________________
Model:
Site:
________________________
Equip ID: ________________________
Start Time:
________________________
Serial #:
________________________
Finish Time:
________________________
Other:
________________________
Pre-commissioning
OK Not OK
________________________
Comment
Signature
Date/Time
18 Check vee-belt tensioning in accordance with
pump manual.
19 Before flooding of the suction tank, a full
operating sequence test on local and then full
remote must be conducted for all valves to
make sure that all control systems and
pneumatics are correctly installed before
testing pump operation.
Caution: The motor leads must not be
connected during this dry starting sequence
test. Refer to O&M, SRS, and any other
applicable Manuals for correct operational
sequence.
20 Complete lubrication of pump, coupling, motor
and gearbox (etc).
21 Check all bolts/nuts on pump and drive for
correct torque.
22 Check hold down bolts and baseplate
flatness/level.
23 Check inlet and outlet flanges/pipework is
secured, without excessive flange strain.
24 Check and adjust impeller/throatbush
clearance.
25 Check pump suction is clear (strainer), pipes
free of debris.
26 Check pump and motor turn by hand (remove
clamps, setting tabs, etc).
27 Check surface treatment for possible damage
during installation.
28 Complete I/O checks with drive uncoupled
and motor disconnected.
29 Complete earth leakage/Megger test.
30 Check thermal, current, speed etc overload
setting to confirm operating parameters.
31 Check available condition monitoring to verify
flow, pressure, amps, etc.
32 Connect motor and check for correct rotation
direction.
33 Run motor and monitor bearing temp/noise.
34 Repeat applicable motor checks for the
gearbox (rotation, etc).
35 Place commissioning tag.
**Field adjustment of the Impeller or the Mechanical Seal without oversight from the manufacturer will usually void
warranty.
Note A
GSW Flow and Pressure Requirements:
GSW must be supplied at the correct pressure and flow to achieve a long packing and sleeve life. Correct
pressure is the most critical requirement to achieving satisfactory gland life. Flow rate is the next most
important requirement.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 14 - 4 Checklists
3/Apr/2015 Rev 2.0
AH Pumps
Appendix
Sl.
No.
1
2
3
4
5
6
7
Sl.
No
1
2
3
4
5
6
Sl.
No
1
2
3
4
5
6
7
8
Date:
_______________________
Model:
Site:
_______________________
Equip ID: ________________________
Start Time:
_______________________
Serial #:
________________________
Finish Time:
_______________________
Other:
________________________
OK
Not OK
Comment
Signature
Date/time
OK
Not OK
Comment
Signature
Date/time
OK
Not OK
Comment
Signature
Date/time
OK
Not OK
Comment
Signature
Date/time
Other seals
OK
Not OK
Comment
Signature
Date/time
Gearbox
OK
Not OK
Comment
Signature
Date/time
Pipework
Intake pipework support
Discharge pipework support
Water flush line discharge
Air vent discharge
Pressure gauge location
Drain facility
Distance valves from bends
Electric Motor
Verify torques and record
Motor rotation
Disengage run 2 hours
Maximum bearing temp
Max Vibration RMS
Lubrication
Pump
Verify torques and record
Head to frame bolts
Impeller adjustment
Motor support bolts
Bearing assembly bolts
Bearing assembly adjust nuts
Labyrinth greasing (drive-end)
Labyrinth greasing (wet-end)
Sl.
No
Mechanical Seal
1
2
3
Flushing water
Grub screws
Spacer and screws
Sl.
No
________________________
1
2
3
Sl.
No
1
CleanedInspect
2
Oil flush
3
Oil filled
4
Cooling water piping
5
Gearbox motor run
6
Vibration test
Page 14 - 5 Checklists
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Sl.
No
1
2
3
4
5
Sl.
No
1
2
3
4
5
Sl.
No
1
2
3
4
Sl.
Appendix
Date:
_______________________
Model:
Site:
_______________________
Equip ID: ________________________
Start Time:
_______________________
Serial #:
________________________
Finish Time:
_______________________
Other:
________________________
OK
Not OK
Comment
Signature
Date/time
OK
Not OK
Comment
Signature
Date/time
OK
Not OK
Comment
Signature
Date/time
OK
Not OK
Comment
Signature
Date/time
OK
Not OK
Comment
Signature
Date/time
Pump to Gearbox Alignment
________________________
Coupling angular
Coupling offset
Coupling gap
Lubrication
Gaskets list
Pump to Motor Alignment
Coupling angular
Coupling offset
Coupling gap 3 mm
Lubrication
Gaskets list
Vee-belt Drive
Belt numberquality/match
Belt tensioning 16 mm/m
Pulley alignment
Check taper locks after first 3 hours of
operation
Valve/Start System Test
No
1
2
3
4
5
6
7
8
9
10
Suction valve local
Discharge valve local
Drain valve local
Motor start local
Suction valve: remote
Motor start: remote
Discharge valve: remote
Drain valve: remote
Full sequence start: Auto
Full sequence stop: Auto
Sl.
No
Water Test (auto)
1
2
3
4
5
6
7
8
9
10
11
12
13
Ambient air temperature
Pump full filled - Seal flooded
Inlet valve fully open
Motor start
Open discharge valve slowly
Pump operating speed
Record motor current (amps)
Discharge pressure (kPa)
Intake pressure (kPa)
Mechanical seal leakage
Gearbox bearing stable temps
Gearbox vibration
Pump bearing stable temp
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 14 - 6 Checklists
3/Apr/2015 Rev 2.0
AH Pumps
Appendix
Date:
_______________________
Model:
Site:
_______________________
Equip ID: ________________________
Start Time:
_______________________
Serial #:
________________________
Other:
________________________
Not OK
Comment
Finish Time: _______________________
14 Pump vibration
15 Stop test and Drain
Sl.
No.
Wet Commissioning
OK
________________________
Signature
Date/time
Data Collection Prior to Water Test Run
1
Review O&M for correct operational
sequence.
2 Review pump curve. Calculate & record
discharge pressure for minimum flow.
3 Review pump curve. Calculate & record
discharge pressure for nominal flow.
4 Review pump curve. Calculate & record
discharge pressure for maximum flow.
5 Review pump curve & record design RPM.
6 Review Pump Drawings & Record Effective
Motor Sheave OD.
7 Review Pump Drawings & Record Effective
Pump Sheave OD.
8 Final Check all connections, guards, and
valve positions.
9 Verify that the supply tank is filled past the
minimum level specified in the O&M. Record
Level.
10 Measure ambient air temperature & record.
11 Isolate motor and connect drive pulleys/
couplings.
12 Check belt tension (if applicable).
13 Check drive alignment.
14 Replace drive guards.
15 Check discharge valves are operational.
16 Check discharge point is clear and
personnel advised.
17 Supply water to sealing arrangement
(correct flow and pressure).
18 Start pump and check rotation direction
(Quick on and off).
19 Supply water to pump suction and ensure
pump is primed.
Measure temperatures for the Pump Bearing Assembly, Motor Bearing Caps, Shafts Through Guard, & Mechanical
Seal. Record these temperatures on the following page until the temperatures stabilize (can take up to 3 hours).
1 Start Water Test on full automatic control.
2 Start pump and check performance, select
time intervals and number of readings.
3 Verify that no part of the driveline is rubbing
on guard.
4 Check that the intake & discharge valves
open fully once the pump is up to operating
pressure.
5 Record pump operating speed.
6 (Slowly open discharge valve from closed
position, record on separate sheet if needed)
Page 14 - 7 Checklists
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Sl.
No.
Appendix
Date:
_______________________
Model:
Site:
_______________________
Equip ID: ________________________
Start Time:
_______________________
Serial #:
________________________
Finish Time:
Flow and
pressure
_______________________
at 10
at 1 hour
minutes
Other:
________________________
Not OK
Comment
Wet Commissioning
OK
________________________
Signature
Date/time
Data Collection Prior to Water Test Run
Amps
7
8
9
10
11
12
13
14
15
16
17
18
19
at 10
at 1 hour
minutes
Record intake pressure (if available).
Monitor bearing temperature and vibration
(if possible). Select time intervals.
Pump: Drive- °C & mm/s °C & mm/s
end
Wet-end
°C & mm/s °C & mm/s
Motor: Drive- °C & mm/s °C & mm/s
end
Wet-end
°C & mm/s °C & mm/s
Record pump vibration.
Monitor for vibrations and unusual noises
(example: cavitation sound).
Record gearbox vibration.
Record pump vibration.
Check pump for leakage, gland must have
slow drip of water.
Check Mechanical Seal for leakage.
Record cooling water piping temperatures, in
& out (if fitted).
If fitted with a lube oil pump record
lubrication oil pressure and temperature.
Close the discharge valve and turn off the
pump.
Turn off gland water after pump has come to
a stop.
Remove commissioning tags.
Other
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 14 - 8 Checklists
3/Apr/2015 Rev 2.0
AH Pumps
Appendix
14.3.2
Vee-belt Driven Slurry Pump Commissioning Checklist
Detailed Pump Description:
Date:
Start Time:
* Note: At initial start-up the bearing assembly may overheat,
Do Not Add Grease; let the temperature reach 93.3 °C
(200 °F), then shut down the pump. Allow the pump bearings
to return to near ambient temperature. Then restart the pump
and record. This process may need to be completed a few
times.
a. Motor Non Drive End Bearing
e. Pump Drive End Bearing
b. Motor Drive End Bearing
f. Pump Non Drive End Bearing
c. Check Motor Shaft Guard for rubbing during start
g. Mechanical Seal
d. Check Pump Shaft Guard for rubbing during start
Temperatures and rubbing checks
Hours Past
Start Time
0:00
a
b
c
d
YES/NO
YES/NO
e
f
g
0:01
0:05
0:10
0:15
0:30
0:45
1:00
1:15
1:30
1:45
2:00
2:15
2:30
2:45
3:00
Page 14 - 9 Checklists
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Appendix
14.3.3 Multi-element Pump Commissioning
Customer Name:
Utility Name:
Plant Name:
Pump Serial Number
Pump Size:
Customer Tag Number:
Gear Reducer Serial Number:
Gear Reducer Manufacturer:
Gear Reducer Model:
Motor Serial Number:
Motor Manufacturer:
Motor HP and RPM:
Purpose Statement:
The purpose of this document is to verify the actions required by the installation contractor to properly install and
commission multi-element pump trains supplied by Weir Minerals. Read the manual for complete storage, installation,
operation and safety information.
Cautionary Items:
• All piping is expected to be supported and constrained to minimise any piping forces acting on the
pump.
• Adequate backing rings are required to compress the pump suction and discharge flange seals when
connecting to fibreglass piping. The suction and discharge flanges connected to the pump must be
capable of compressing the pump suction and discharge gaskets completely all the way to their inside
diameter. This may require installation of a load distribution ring between the connecting flange and the
pump and may require high flange bolt torques.
• Foundations must be adequately designed and constructed to accept the forces outlined on the Weir
supplied general arrangement drawing.
• All bolts and bolt torques must be rechecked by the site installation contractor before the operation of
any equipment.
• All manufacturer storage and maintenance requirements must be met and recorded in order to validate
equipment warranties.
• The impeller clearance has been set at the factory. Resetting of the impeller clearance prior to pump
commissioning/start-up phase at the site must only be completed under the supervision of the trained
Weir service person.
• Motors equipped with cylindrical roller bearings must not be operated unloaded. Unloaded operation of
motors equipped with cylindrical roller bearings will void the manufacturer's warranty.
• The system must include an adequate flushing system to completely flush the pump of solids at shut
down.
• The system must require the pump to be fully flooded with the suction valve completely open before
operation of the pump.
• Special care must be given to equipment supplied with mechanical seals. Dry running and/or off-duty
point operation will result in seal failure not covered under manufacturer's warranty.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 14 - 10 Checklists
3/Apr/2015 Rev 2.0
AH Pumps
Appendix
Pre-operational Inspection
Installation Contractor
Weir
Record Value or Initial & Date Record Value
√
or √
Initial & Date
Visually verify that all connections have been made (piping, instrument air, wiring, etc.):
Sl. Description
No.
1
2
3
4
5
Circle One
Mechanical Seal Flush Port
Mechanical Seal Quench Port. If Synthetic
Lube Device, verify setup per seal manual.
Water Cooling Pipes
Oil Cooling Pipes
Instrumentation
Circle One
YES/NO/N/A
YES/NO/N/A
YES/NO/N/A
YES/NO/N/A
YES/NO/N/A
YES/NO/N/A
YES/NO/N/A
YES/NO/N/A
YES/NO/N/A
YES/NO/N/A
Bolt Torque Review
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
Verify pump hold down bolt torque and record
value (ft-lbs).
Verify pump bearing assembly hold down bolt
torque and record value (ft-lbs).
Verify pump mechanical seal drive collar bolt
torque and record value (ft-lbs).
Verify pump bearing assembly adjustment bolt
nuts are tight.
Verify gear reducer hold down bolt torque and
record value (ft-lbs).
Verify motor hold down bolt torque and record
value (ft-lbs).
Verify low speed coupling bolt torque and
record value (ft-lbs).
Hand check that all bolts are tight. Check once
completed.
Verify suction piping flange bolt torque and
record value (ft-lbs).
Verify discharge piping flange bolt torque and
record value (ft-lbs).
Record shim quantity underneath gear reducer
feet.
Record shim overall height underneath gear
reducer feet (average).
Record shim quantity underneath motor feet.
Record shim overall height underneath motor
feet (average).
Verify base plates are level with a machinest
level 98 and record level.
Verify pump shaft is level with a machinest
level 98 and record level.
Impeller has been adjusted by the factory,
verify free rotation and record findings.
Verify that the mechanical seal has been set
per the manufacturer's instruction manual.
Verify that the clips have been removed
according to the seal manufacturer's
instructions. Store the clips for future use. Note
that the clips are generally shipped loose in a
bag attached to the pump.
Page 14 - 11 Checklists
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Appendix
Pre-operational Inspection
Installation Contractor
Weir
Record Value or Initial & Date Record Value
√
or √
Initial & Date
Properly first-fill oil lubricated equipment
immediately before initial operation. Note
manufacturer, type and volume of each below.
Careful not to unseal any equipment sealed for
long term storage unless immediately before
initial run.
1
2
3
Pump
Gear Reducer
Motor
Take lubrication samples from each piece of
equipment before operation. Replace if
condition/quality does not meet lubricant
manufacturer's requirements.
1
2
3
Pump
Gear Reducer
Motor
Check lubricant levels in all pieces of
equipment. Adjust constant level oilers if
equipped.
1
2
3
4
5
6
7
Pump
Gear Reducer
Motor
Set low speed coupling gap per certified Weir
general arrangement drawing and record.
Set low speed coupling alignment.
Check for gear reducer soft foot. Do NOT
loosen pump hold down bolts or remove
factory installed shims.
Allowances for thermal growth need to be
taken into consideration.
Record cold alignment values on attached
sheets.
Uncoupled Motor Run
1
2
3
4
Confirm motor is properly lubricated.
Ensure motor is uncoupled from other drive
components.
Verify shaft rotation by bumping motor.
For motors equipped with sleeve bearings, run
motor uncoupled for two hours, check rotation,
scribe magnetic centre, check vibration, prox
probes output, stator and bearing temperature.
Unloaded Motor/Gear Reducer Run
1
2
3
4
Set high speed coupling gap per certified Weir
general arrangement drawing and record.
Set high speed coupling alignment.
Check for motor and gear reducer soft foot.
Allowances for thermal growth need to be
taken into consideration.
Record cold alignment values on attached
sheets.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 14 - 12 Checklists
3/Apr/2015 Rev 2.0
AH Pumps
Appendix
Pre-operational Inspection
Installation Contractor
Weir
Record Value or Initial & Date Record Value
√
or √
5
6
7
Initial & Date
Assemble and lubricate high speed coupling
per manufacturer's instruction manual.
Verify high speed coupling bolt torque and
record value (ft-lbs).
Confirm low speed coupling is not connected
to the pump.
Gear Reducer
1
2
3
4
5
6
7
Secure gear reducer low speed coupling hub
for unloaded run.
Open inspection cover and add oil to normal
operating level if not already completed.
Prime oil troughs and bearing dams.
Replace inspection cover.
Ensure breather is installed and in like new
condition. Replace if necessary.
Lubricate shaft seals as required.
Insure cooling system is operational and
functioning correctly.
Gear Reducer Air-Oil Cooler (If Applicable)
1
2
3
4
5
6
7
Prime oil circulation pump and hoses.
Operate oil circulation pump to make sure it is
functioning correctly.
Recheck gear reducer oil level after initial
priming and operation of cooler system.
Install all guarding.
Perform unloaded motor/gear reducer test run.
Operate until gear reducer oil sump
temperature stabilizes and record maximum
value.
Monitor bearing temperatures. Record in
attached sheet. Check vibration of motor and
gear box, GB temp, GB cooling system
operation check, check for leaks.
Clear Water Drive Train Run
1
2
3
4
5
6
7
8
9
Install pump bearing assembly breather (if
applicable).
Assemble and lubricate low speed coupling
per manufacturer's instruction manual.
Alignment recorded.
Verify low speed coupling bolt torque and
record value (ft-lbs).
Install all guarding.
Final check all connections, guarding and
valve positions.
Open suction valve to flood pump.
Check for any leaks in piping, connections or
pump.
After ensuring the pump is flooded, start pump.
Assembly must be run for a minimum of 4
hours before shutting off.
Monitor bearing temperatures. Record in
attached sheet.
Page 14 - 13 Checklists
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Appendix
Pre-operational Inspection
Installation Contractor
Weir
Record Value or Initial & Date Record Value
√
or √
Initial & Date
10 Monitor gear reducer oil sump temperature.
Record in attached sheet.
Complete Hot Alignments
1
2
Take readings to confirm the hot alignment
meets the equipment manufacturers’
requirements.
Record final hot alignment values in the
attached sheet.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 14 - 14 Checklists
3/Apr/2015 Rev 2.0
AH Pumps
Appendix
14.3.4
Pump Commissioning Sheet
Detailed Pump Description:
Pump
Serial #
Date:
GB Serial #
Motor
Serial #
Start
Time:
a. Motor Non Drive End Bearing
e. Low Speed Gearbox, Pump Non Drive End Bearing
b. Motor Drive End Bearing
f. Low Speed Gearbox, Pump Drive End Bearing
c. High Speed Gearbox, Motor Drive End Bearing
g. Pump Drive End Bearing Assembly
d. High Speed Gearbox, Motor Non Drive End Bearing
h. Pump Non Drive End Bearing Assembly
Bearing Temperatures
Time
Recorded
Page 14 - 15 Checklists
3/Apr/2015 Rev 2.0
a
b
c
d
e
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
f
g
h
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
AH Pumps
Appendix
Motor Bearing Temperature Rise
If the rate of bearing temperature rise appears excessive shut the motor down and inspect the bearings.
Under normal operating conditions, the rate of temperature rise must be from 51 °F (11 °C) to 57 °F (14 °C)
for the first ten minutes of operation after start-up, and approximately 71 °F (22 °C) at 30 minutes.
When the rate of bearing temperature rise is less than 2 °F per half-hour, the bearing temperature is
considered stabilised.
Pump Bearings
Monitor pump bearings as measured on the surface of the bearing housing. If over 176 °F (80 °C) and/or
rapidly rising then continue to closely monitor. Set alarm for bearing temperature devices at 194 °F (90 °C)
continue to closely monitor establish the cause. At 203 °F (95 °C) stop and investigate reason for high
temperatures.
Under normal operating conditions, the rate of temperature rise must be from 51 °F (11 °C) to 57 °F (14 °C)
for the first ten minutes of operation after start-up, and approximately 71 °F (22 °C) at 30 minutes.
Gear Box Housings
Shut down at 200 °F (93.3 °C).
a. Motor Non Drive End Bearing
f. Low Speed Gearbox, Pump Drive End Bearing
b. Motor Drive End Bearing
g. Pump Drive End Bearing Assembly
c. High Speed Gearbox, Motor Drive End Bearing
h. Pump Non Drive End Bearing Assembly
d. High Speed Gearbox, Motor Non Drive End Bearing
i. Gland
e. Low Speed Gearbox, Pump Non Drive End Bearing
Figure 14-1: Pump with Gear Box Housings
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Page 14 - 16 Checklists
3/Apr/2015 Rev 2.0
AH Pumps
Appendix
14.4
Spare Parts
When ordering spare parts, provide the pump model, serial number, part description, and complete part
numbers.
GENUINE PARTS
• Genuine parts and accessories are designed, tested and incorporated into the products
to help ensure they maintain continued product quality and performance.
• As Weir Minerals does not test the parts and accessories sourced from other vendors,
the installation of such parts and accessories may adversely affect the performance and
safety features of products.
• The failure to properly select, install or use authorised parts and accessories is
considered misuse. Damage or failure caused by misuse is not covered by Weir Minerals
warranty.
• In addition, any modification of Weir Minerals products or removal of original components
may impair the safety of these products in their use.
Spare parts for Warman pumps consist in the main of liners, impellers, bearings, shaft sleeves, seals, and
shaft seal parts. Weir Minerals recommends that sufficient spares are kept in stock based on expected wear
life of each part to maximise operational availability of installed pumps.
In major plants it is usual to stock an additional bearing assembly for every ten (or less) pumps of the same
size. This enables a quick change out of the bearing assembly in any one of the pumps. Often this operation
is carried out when wearing parts are being replaced. The removed bearing assembly can then be inspected
in a workshop, overhauled if required and kept ready for the next pump.
In this way damage is prevented and all pumps are always kept in optimum condition with a minimum of down
time.
Page 14 - 17 Spare Parts
3/Apr/2015 Rev 2.0
UNCONTROLLED DOCUMENT
Copyright © 2015, Weir Minerals Australia Ltd. All rights reserved.
Document Name: IOM-WARMAN-AH-EN USER
Document No: DOC-04-00048
 0
0
advertisement


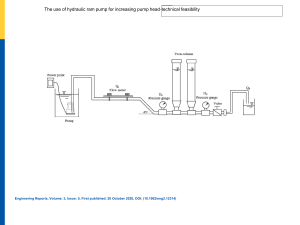

Download
advertisement
Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users