"/
REBOILERS
10
REBOILERS
Contents
10.1 Introduction
444
10.2 Types of Reboilers
444
10.3 Design of Kettle Re boilers
449
10.4 Design of Horizontal Thermosyphon Reboilers
10.5 Design of Vertical Thermosyphon Re boilers
10.6 Computer Software
488
467
473
10
/ 444
10/444
REBOI LERS
REBOILERS
10.1 Introduction
10.1
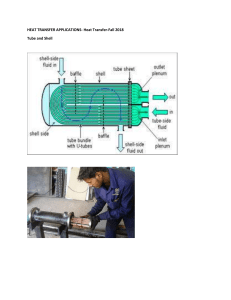
A reboiler is a heat exchanger that is used to generate the vapor supplied to the bottom tray of a
distillation column. The liquid from the bottom of the column is partially vaporized in the exchanger,
which is usually of the shell-and-tube type. The heating medium is most often condensing steam,
but commercial heat-transfer fluids and other process streams are also used. Boiling takes place
either in the tubes or in the shell, depending on the type of reboiler.
reboiler. Exchangers that supply vapor
for other unit operations are referred to as vaporizers, but are similar in most respects to reboilers.
Thermal and hydraulic analyses of reboilers are generally more complex than for single-phase
exchangers. Some of the complicating factors are the following:
•9 Distillation bottom liquids are often mixtures having substantial boiling ranges. Hence, the
physical properties of the liquid and vapor fractions can exhibit large variations throughout the
reboiler. Thermodynamic
Thermodynamic calculations are required to determine the phase compositions and
other properties within the reboiler.
•9 A zone or incremental analysis is generally required for rigorous calculations.
•9 Two-phase flow occurs in the boiling section of the reboiler and, in the case of thermosyphon
units, in the return line to the distillation column.
•9 For recirculating thermosyphon reboilers, the circulation rate is determined by the hydraulics
in both the reboiler and the piping connecting the distillation column and reboiler. Hence, the
reboiler
re boiler and connecting piping must be considered as a unit. The hydraulic circuit adds another
iterative loop to the design procedure.
Even with simplifying assumptions, the complete design of a reboiler system can be a formidable
task without the aid of computer software. For rigorous calculations, commercial software is a
practical necessity.
10.2 Types of Reboilers
Reboilers are classified according to their orientation and the type of circulation employed. The
most commonly used types are described below.
10.2.1 Kettle reboilers
10.2.1
reboilers
10.1) consists of a horizontally mounted TEMA K-shell and a tube bundle
A kettle reboiler (Figure 10.1)
comprised of either U-tubes or straight tubes (regular or finned) with a pull-through (type T) floating
head. The tube bundle is unbaffled, so support plates are provided for tube support. Liquid is fed by
gravity from the column sump and enters at the bottom of the shell through one or more nozzles.
The liquid flows upward across the tube bundle, where boiling takes place on the exterior surface
of the tubes. Vapor and liquid are separated in the space above the bundle, and the vapor flows
overhead to the column, while the liquid flows over a weir and is drawn off as the bottom product.
Low circulation rates, horizontal configuration and all-vapor return flow make kettle reboilers
relatively insensitive to system hydraulics. As a result, they tend to be reliable even at very low
(vacuum) or high (near critical) pressures where thermosyphon reboilers are most prone to operational problems. Kettles can also operate efficiently with small temperature driving forces, as high
heat fluxes can be obtained by increasing the tube pitch [1].
[1]. On the negative side, low circulation
rates make kettles very susceptible to fouling, and the over-sized K-shell is relatively expensive.
10.2.2
10.2.2 Vertical
Vertical thermosyphon reboilers
A vertical thermosyphon
thermosyphon reboiler (Figure 10.2)
10.2) consists of a TEMA E-shell with a single-pass tube
bundle. The boiling liquid usually flows through the tubes as shown, but shell-side boiling may be
used in special situations, e.g., with a corrosive heating medium. A mixture of vapor and liquid is
returned to the distillation column, where phase separation occurs. The driving force for the flow
is the density difference between the liquid in the feed circuit and the two-phase mixture in the
10/ 445
R EBO ILE RS
REBOILERS
10/445
(-L
~. Vapor
Vapor
,..
Level
Level
control
" ~
l
I
-.:.:.-:..-,-:.:.:.-.
:ii~':~;~:.'.:__.i-_.k:_'.7:
:':-'..'_~:~
l~'
:::~-::--i[ii:-::~-:i~f-i~-~":.!.!!ii.'
."];-.::.-:?I
Feed-
Bottoms
~ Bottoms
reboiler (Source: Ref.
[1]).
10.1 Typical configuration for
Ref. [1]).
for a kettle reboi/er
Figure 10.1
Figure
V or I
Vapor
'
'
Liquidf>~E
~
taui,
Levelcontroll-~~q
control 1
Level
qili,!i~i~i:i..~ii:l III
fI
I
i~i~~:i~i~i~i!?i~!i~i:
I
I
I
I
Fi I~:::i:ii:i~!ii?/!eed
:?:ii;!i": ;
Feed
I
I
I
t___~ 7
B oBottoms
ttoms
10.2 Typical
for aa vertical
Ref [1]).
reboiler (Source:
{1 ]).
vertical thermosyphon
(Source: Ref.
configuration for
thermosyphon reboi/er
Figure 10.2
Typical configuration
Figure
in the
usually
boiling region
sump isis usually
column sump
forvacuum
region and
line. Except
and return
the column
return line.
vacuum services,
services, the
Exceptfor
liquid in
the liquid
boiling
close to
to that
uppertubesheet
static
an adequate
in the
level close
adequate static
provide an
ataa level
the upper
that of
tubesheetin
ofthe
maintained at
reboil erto
to provide
the reboiler
maintained
typically maintained
maintained at
50-70% of
head. For
operations, the
Forvacuum
ofthe
liquid level
tube height
at 50-70%
vacuum operations,
height to
to
the liquid
level isis typically
the tube
head.
reduce the
liquid fed
the reboiler
re boiler [3].
[3].
elevation of
boiling point
the boiling
the liquid
to the
point elevation
ofthe
fed to
reduce
distillation columns,
to distillation
usually attached
are usually
costs
Vertical thermosyphon
attached directly
so the
columns, so
the costs
directly to
thermosyphon reboilers
reboilers are
Vertical
TEMA E-shell
the required
are minimized,
and piping
piping are
ofsupport
required plot
E-shell isis
minimized, as
support structures
structures and
plot space.
space. The
TheTEMA
as isis the
of
attained in
relatively high
high velocity
in these
advantage isis that
that the
Another advantage
the relatively
relatively inexpensive.
velocity attained
also relatively
these
inexpensive. Another
also
fouling. On
to minimize
other hand,
limited by
the other
hand, tube
tends to
height of
by the
minimize fouling.
units tends
On the
ofliquid
the height
tube length
in
liquid in
length isis limited
units
the cost
the liquid
ofraising
limitation
the skirt
increase the
heightto
to increase
raisingthe
skirt height
and the
the column
This limitation
cost of
liquid level.
level. This
sump and
column sump
the
make these
duties. The
units relatively
services with
relatively expensive
these units
boiling
for services
large duties.
expensive for
to make
with very
tends to
The boiling
very large
tends
is
due
drawback
increase
with
for
the
head
services
point
temperature
large
static
to
small
another
point increase due to the large static head is another drawback for services with small temperature
difficult, especially
the vertical
vertical configuration
makes maintenance
drivingforces.
maintenance more
especiallywhen
forces. Also,
configuration makes
Also, the
when
more difficult,
driving
on the
the area
the outside
of the
heating medium
the heating
unit isis
the unit
causes fouling
near the
tubes and/or
the tubes
area near
medium causes
fouling on
outside of
and/or the
the
congested.
congested.
thermosyphon reboilers
Horizontal thermosyphon
reboilers
10.2.3 Horizontal
10.2.3
although
employaTEMA
reboilers(Figure
thermosyphonreboilers
Horizontalthermosyphon
a TEMAG-,
10.3)usually
(Figure10.3)
or X-shell,although
usuallyemploy
H-,orX-shell,
Horizontal
G-, H-,
used.The
bundlemay
configuredfor
Thetube
]-shellsare
asshown,
E-and
maybe
tubebundle
passas
sometimesused.
beconfigured
singlepass
andJ-shells
aresometimes
shown,
foraasingle
Estraight tubes
passes. In
the latter
case, either
tubes (plain
orfinned)
orfor
be
multiple passes.
In the
either U-tubes
finned) may
formultiple
(plain or
latter case,
U-tubes or
may be
or straight
or
the shell
ofthe
from the
upward across
tube
bottom of
fed toto the
shell and
flows upward
Liquid from
the column
the bottom
column isis fed
across the
the tube
used. Liquid
and flows
used.
10/446
10/446
REBOILERS
REBOILERS
bundle.Boiling
Boilingtakes
takesplace
placeon
onthe
theexterior
exteriortube
tubesurface,
surface,and
andaamixture
mixtureofvapor
of vaporand
andliquid
liquidisisreturned
returned
bundle.
the column.
column. As
Aswith
withvertical
verticalthermosyphons,
thermosyphons, the
thecirculation
circulationisisdriven
drivenby
bythe
thedensity
densitydifference
difference
toto the
betweenthe
theliquid
liquidininthe
thecolumn
columnsump
sumpand
andthe
thetwo-phase
two-phasemixture
mixtureininthe
thereboiler
reboilerand
andreturn
returnline.
line.
between
Theflow
flowpattern
patternininhorizontal
horizontalthermosyphon
thermosyphonreboilers
reboilersisissimilar
similartotothat
thatininkettle
kettlereboilers,
re boilers,but
butthe
the
The
highercirculation
circulation rates
rates and
and lower
lowervaporization
vaporizationfractions
fractionsinin horizontal
horizontalthermosyphons
thermosyphonsmake
makethem
them
higher
less susceptible
susceptible toto fouling.
fouling. Due
Due toto the
the horizontal
horizontal configuration
configuration and
and separate
separate support
support structures,
structures,
less
theseunits
unitsare
arenot
notsubject
subjectto
torestrictions
restrictionson
onweight
weightor
ortube
tubelength.
length.As
Asaaresult,
result,they
theyare
aregenerally
generallybetbetthese
tersuited
suitedthan
thanvertical
verticalthermosyphons
thermosyphonsfor
forservices
serviceswith
withvery
verylarge
largeduties.
duties.The
Thehorizontal
horizontalconfiguraconfigurater
tionisisalso
alsoadvantageous
advantageousfor
forhandling
handlingliquids
liquidsof
ofmoderately
moderatelyhigh
highviscosity,
viscosity,because
becauseaarelatively
relativelysmall
small
tion
statichead
headisisrequired
requiredtotoovercome
overcomefluid
fluidfriction
frictionand
anddrive
drivethe
theflow.
flow.Arule
A ruleofthumb
of thumbisisthata
that ahorizontal
horizontal
static
ratherthan
than aavertical
vertical thermosyphon
thermosyphon should
shouldbe
be considered
consideredififthe
thefeed
feedviscosity
viscosityexceeds
exceeds0.5
0.5cp.
cp.
rather
10.2.4 Forced
Forced flow
flow reboilers
reboilers
10.2.4
In aa forced
forced flow
flow reboiler
reboiler system
system (Figure
(Figure 10.4)
10.4) the
the circulation
circulation isis driven
driven by
by aa pump
pump rather
rather than
than
In
by gravity.
gravity. The
The boiling
boiling liquid
liquid usually
usually flows
flows in
in the
the tubes,
tubes, and
and the
the reboiler
reboiler may
may be
be oriented
oriented either
either
by
horizontally or
orvertically.
vertically. AATEMA
TEMAE-shell
E-shellisisusually
usuallyused
usedwith
withaatube
tu bebundle
bundleconfigured
configuredfor
foraasingle
single
horizontally
pass. These
These units
units are
are characterized
characterized by
byhigh
high tube-side
tube-sidevelocities
velocitiesand
andvery
verylow
lowvaporization
vaporizationfractions
fractions
pass.
(usually less
less than
than 1%
1% [1])
[1]) in
in order
order to
to mitigate
mitigate fouling.
fouling. The
The main
main use
use of
offorced
forced flow
flow reboilers
reboilers isis in
in
(usually
services with
with severe
severe fouling
fouling problems
problems and/or
and/ orhighly
highlyviscous
viscous (greater
(greaterthan
than 25
25cp)
cp) liquids
liquidsfor
forwhich
which
services
kettle and
and thermosyphon
thermosyphon reboilers
reboilers are
are not
not well
well suited.
suited. Pumping
Pumping costs
costs render
render forced
forced flow
flow units
units
kettle
uneconomical for
for routine
routine services.
services.
uneconomical
!
'
Vapor
Level
Level
>.
control
control
. Liquid,
. . . . " >�---�
~
r---,L'qutaf
fi
t
f.
9 t
l'
-4i-----.~
i
I
f
i
Feed
Feed
/
9
1
Bottoms
Bottoms
10.3 Typical
for aa horizontal
horizontal thermosyphon
reboiler (Source:
(Source: Ref.
et. [1]).
[1)).
thermosyphon reboiler
configuration for
Typical configuration
Figure 10.3
Figure
Level
Level
control
control
Vapor
Vapor !
~"-- _ . . ~
fl~ i !
,' -- -
Liquid
. ,
ii! !! !iiiiii!!iill
I
-
Feed
Feed
~
?
Bottoms
~ Bottoms
reboiler (Source: Ref. [1]).
[11).
Figure 10.4 Typical configuration for a forced flow reboiler
Figure
REBOILERS
R
EBOILERS
447
10// 447
10
reboilers
10.2.5 Internal reboilers
10.2.5
re boiler (Figure 10.5) consists of a tube bundle (usually U-tubes) that is inserted
inserted directly
An internal reboiler
required, it is the
least
the sump of the
the least
connecting piping is required,
the distillation column. Since no shell or connecting
into the
accommodated
expensive type of reboiler.
area that
that can be accommodated
reboiler. However, the
the amount of heat-transfer area
expensive
cause operational
is severely limited. Also, formation of froth and foam in the
the column sump
sump can cause
used.
reboiler is infrequently used.
this type of reboiler
result, this
problems. As a result,
problems.
versus once-through
10.2.6 Recirculating
operation
Recirculating versus
once-through operation
10.2.6
systems can be
the recirculating
be of either
either the
Figures 10.2 and 10.3,
re boiler systems
Thermosyphon reboiler
recirculating type, as in Figures
Thermosyphon
from the
type shown
tray
bottom tray
latter case,
once-through type
the once-through
Figure 10.6. In the
or the
case, the
the bottom
shown in Figure
the liquid from
the latter
or
trap-out, from
from which
the return
reboiler. The
The liquid
is collected
liquid fraction
return flow
which it flows to the
collected in a trap-out,
fraction of the
the reboiler.
is
as the
collects in
product. Thus,
bottom product.
Thus, the
the bottom
passes
the column
in the
the liquid passes
drawn as
from which
which it is drawn
sump, from
column sump,
collects
reboiler only once,
kettle reboiler.
reboiler.
as with
through the
the reboiler
once, as
with a kettle
through
feed lines
provides a larger
smaller feed
lines and
operation requires
generally provides
Once-through operation
requires smaller
temperature
and generally
larger temperature
Once-through
mixtures, the
force in
recirculating
point of
the boiling
boiling point
liquid fed to
in the
of the
to a recirculating
driving force
the reboiler.
reboiler. For
the liquid
For mixtures,
driving
returned from
due to
from the
is enriched
re boiler, which
the reboiler,
which is
the addition
of the
elevated due
to the
reboiler is
the liquid returned
is elevated
addition of
enriched in
reboiler
boiling zone
components. As
mean temperature
higher boiling
result, the
temperature difference
zone of
the boiling
boiling components.
the mean
As aa result,
the higher
in the
difference in
the
some systems,
Recirculation can
in increased
systems, e.g.,
fouling in
exchanger is
can also
also result
reduced. Recirculation
is reduced.
in some
the exchanger
e.g.,
result in
increased fouling
the
results
polymerization.
exposure
high
decomposition
in
chemical
temperatures
or
to
when
when exposure to high temperatures results in chemical decomposition or polymerization.
_ _ . . . .
Level control
-4
i'
Bottoms
Bottoms
10.5 Typical
foran
Ref. [1]).
reboiler (Source:
internal reboiler
an internal
Typical configuration
configuration for
(Source: Ref.
Figure 10.5
[11).
Figure
Product
Product
Reboiler
Reboiler
Figure 10.6
Typicalconfiguration
Ref.[2]).
reboilersystem
10.6 Typical
configuration for
foraa once-through
once-through thermosyphon
thermosyphon reboiler
[21).
(Source:Ref.
system (Source:
Figure
10/
448
10
/ 448
RREBOILERS
EBOILERS
For reliable
reliable design
design and
and operation,
operation, the
the vapor
vapor weight
weight fraction
fraction in
in thermosyphon
thermosyphon reboilers
reboilers should
should
For
be limited
limited to
to about
about 25-30%
25--30% for
for organic
organic compounds
compounds and
and about
about 10%
10% for
for water
water and
and aqueous
aqueous solutions
solutions
be
[1,2]. IfIf these
these limits
limits cannot
cannot be
be attained
attained with
with once-through
once-through operation,
operation, then
then aa recirculating
recirculating system
system
[1,2].
should be
be used.
used.
should
10.2.7 Reboiler
Reboiler selection
selection
10.2.7
In some
some applications
applications the
the choice
choice of
of reboiler
reboiler type
type isis clear-cut.
clear-cut. For
For example,
example, severely
severely fouling
fouling or
or very
very
In
viscous liquids
liquids dictate
dictate aa forced
forced flow
flowreboiler.
reboiler. Similarly,
Similarly, aa dirty
dirty or
or corrosive
corrosive heating
heating medium
medium together
together
viscous
with aa moderately
moderately fouling
fouling process
process stream
stream favors
favors aa horizontal
horizontal thermosyphon
thermosyphon reboiler.
reboiler. In
In most
most appliappliwith
cations, however,
however, more
more than
than one
one type
type of
of reboiler
reboiler will
will be
be suitable.
suitable. In
In these
these situations
situations the
the selection
selection isis
cations,
usually based
based on
on considerations
considerations of
of economics,
economics, reliability,
reliability, controllability,
controllability, and
and experience
experience with
with simsimusually
ilar services.
services. The
The guidelines
guidelines presented
presented by
by Palen
Palen [1]
[1] and
and reproduced
reproduced in
in Table
Table 10.1
10.1 provide
provide useful
useful
ilar
information in
in this
this regard.
regard. Kister
Kister [3]
[3] also
also gives
gives aa good
good concise
concise comparison
comparison of
of reboiler
reboiler types
types and
and
information
the applications
applications in
in which
which each
each is
is preferred.
preferred.
the
Sloley [2]
[2] surveyed
surveyed the
the use
use ofvertical
of vertical versus
versus horizontal
horizontal thermosyphon
thermosyphon reboilers
reboilers in
in the
the petroleum
petroleum
Sloley
refining, petrochemical
petrochemical and
and chemical
chemical industries.
industries. Of
Ofthe
the thermosyphons
thermosyphons used
used in
in petroleum
petroleum refining,
refining,
refining,
95% are
are horizontal
horizontal units;
units; in
in the
the petrochemical
petrochemical industry,
industry, 70%
70% are
are vertical
vertical units;
units; and
and in
in the
the chemical
chemical
95%
industry, nearly
nearly 100%
100% are
are vertical
vertical units.
units. He
He attributes
attributes this
this distribution
distribution to
to two
two factors,
factors, size
size and
and
industry,
fouling tendency.
tendency. For
For the
the relatively
relatively small,
small, clean
clean services
services typical
typical of
of the
the chemical
chemical industry,
industry, vertical
vertical
fouling
thermosyphons are
are favored,
favored, whereas
whereas the
the large
large and
and relatively
relatively dirty
dirty services
services common
common in
in petroleum
petroleum
thermosyphons
refining dictate
dictate horizontal
horizontal thermosyphons.
thermosyphons. Services
Services in
in the
the petrochemical
petrochemical industry
industry also
also tend
tend to
to be
be
refining
Table 10.1
10.1 Guidelines
Guidelines for
for Reboiler
Reboiler Selection
Selection
Table
type
Reboiler type
Process conditions
conditions
Process
Operating pressure
Operating
Moderate
Near critical
vacuum
Deep vacuum
Design AT
Moderate
Large
Small (mixture)
Very small (pure component)
Fouling
Clean
Moderate
Heavy
Very heavy
Mixture boiling range
Pure component
Narrow
Wide
Very wide, with viscous liquid
Kettle or
Kettle
internal
internal
Horizontal
Horizontal
shell-side
thermosyphon
thermosyphon
Vertical
Vertical
tube-side
tube-side
thermosyphon
thermosyphon
Forced
flow
flow
E
B-E
B
G
R
R
R
B
Rd
Rd
E
E
E
E
B
F
B
G
R
F
F
B
G-Rd
Rd
Pp
E
E
Pp
Pp
G
Rd
Pp
Pp
G
G
Rd
Pp
G
B
B
Rd
E
E
G
B
G
G
F
F-P
G
G
G
G-Rd
G
B
B
Pp
E
E
E
B
abbreviations: B: best;
best; G:
G: good
operation; F: fair
fair operation,
operation, but better choice
choice is possible;
possible; Rd:
Rd: risky
risky unless
unless carefully
carefully
good operation;
Category abbreviations:
Category
could be best choice
choice in some
some cases;
cases; R:
R: risky
risky because
because of insufficient
insufficient data;
data; P:
P: poor
poor operation;
operation; and E: operable
operable
designed, but could
designed,
unnecessarily expensive.
expensive.
but unnecessarily
Source: Ref.
Ref. [[1)
Source:
1]
R E BBOOI I LLERS
ERS
10/
10 / 449
relatively large, but to a lesser extent than in petroleum refining, and they are generally cleaner as
well. Hence, the use of horizontal thermosyphons in petrochemical applications is less extensive
The above analysis
compared with petroleum refining, but greater than in the chemical industry. The
10.1 because size permitting, a vertical thermosyphon is
is somewhat contradictory with Table 10.1
indicated for moderate to heavy fouling on the boiling side. The reason is that in a vertical unit
the boiling fluid is on the tube side, which is relatively easy to clean, the vertical configuration
notwithstanding.
Overall, however, the vertical thermosyphon is the most frequently used type of reboiler [3]. Size
boiler type of choice unless the service is such that one of the
permitting, it will generally be the re
reboiler
other types offers distinct advantages, as discussed above.
10.3 Design of Kettle Reboilers
10.3.1 Design
Design strategy
10.3.1
A schematic representation of the circulation in a kettle reboiler is shown in Figure 10.7.
10.7. The
circulation rate through
through the tube bundle is determined by a balance between the static head of
liquid outside the bundle and the pressure
pressure drop across the bundle. A two-phase mixture exists in
the bundle and the vapor fraction varies with position. Therefore, the bundle hydraulics are coupled
with the heat transfer, and a computer model (such as that in the HTRI or HTFS software package)
is required to perform these calculations.
Since the circulation rate in a kettle reboiler is relatively low,
low, the pressure drop in the unit is
usually quite small. Therefore, a reasonable approximation is to neglect the pressure
pressure drop in the
unit and size the bundle using the heat-transfer correlations given in Section 9.3. Since kettles utilize
once-through operation, the feed rate is equal to the liquid flow rate from the bottom tray of the
distillation column. Hence, the feed and return lines can be sized to accommodate the required
liquid and vapor flows based on the available static head of liquid in the column sump. Because
the flow in each line is single phase (liquid feed and vapor return), the hydraulic calculations are
Vapor out
Vapor
\
[ Clear 1 { / " ~14~ I~;i ~ t ,~
! quid IY,
j XI
Clear ]
\\ t\ /Zr!'I't;II'I
IN
/ //
I __L-i [ FBuodlei [1 I I
i
\ \ \-I- ',i,l I l,l _J / / /
1
I Liquid feed
Figure 10.7
10. 7 Schematic representation
representation of the circulation in a kettle reboiler Source: Ref. [4}.
[4].
Figure
10/450
10/450
REBOILERS
EBOILERS
straightforward. Furthermore,
Furthermore,the
theheat-transfer
heat-transferand
andhydraulic
hydrauliccalculations
calculationsare
areindependent
independentofofone
one
straightforward.
another, making
making the
the entire
entire approximate
approximate design
design procedure
procedurerelatively
relativelysimple
simple and
and suitable
suitablefor
forhand
hand
another,
calculations.
calculations.
10.3.2 Mean
Mean temperature
difference
temperature difference
10.3.2
In exchangers
exchangers with
with boiling
boiling or
or condensing
condensing mixtures,
mixtures, the
the true
true mean
mean temperature
temperature difference
difference isisnot
not
In
generally equal
equal toto F(ATln)cf
because the
the stream
stream enthalpy
enthalpy varies
varies nonlinearly
nonlinearly with
with temperature
temperature
F(AT\~)r because
generally
over the
the boiling
boiling or
or condensing
condensing range,
range, violating
violating an
an underlying
underlying premise
premise of
of the
the F-factor
F-factor method.
method.
over
Computeralgorithms
algorithmshandle
handlethis
thissituation
situationby
byperforming
performingaazone
zoneanalysis
analysis (incremental
(incrementalcalculations)
calculations)
Computer
in which
which each
each zone
zone or
or section
section of
ofthe
the exchanger
exchanger isis such
such that
that the
the stream
stream enthalpy
enthalpy isis nearly
nearly linear
linear
in
withinthe
the zone.
zone. For
Forthe
the approximate
approximatedesign
designprocedure
procedureoutlined
outlinedabove,
above,however,
however, an
aneffective
effectivemean
mean
within
temperaturedifference
differencefor
forthe
thereboiler
reboilerisisrequired.
required.For
Forkettle
kettlereboilers,
re boilers,Palen
Palen[(1)
recommendsusing
using
temperature
1] recommends
the logarithmic
logarithmic mean
mean temperature
temperature difference
difference (LMTD)
(LMTD) based
based on
on the
the exit
exit vapor
vapor temperature
temperature as
as aa
the
conservative approximation
approximation for
forthe
the mean
mean temperature
temperature difference.
difference.That
Thatis,
is, the
the LMTD
LMTD isis calculated
calculated
conservative
assumingthat
thatthe
the shell-side
shell-sidefluid
fluidtemperature
temperatureisisconstant
constantand
andequal
equalto
tothe
thetemperature
temperatureof
ofthe
thevapor
vapor
assuming
leavingthe
the reboiler.
reboiler.
leaving
10.3.3 Fouling
factors
Fouling factors
10.3.3
Since heat-transfer
heat-transfer coefficients
coefficients are
are generally
generally high
high in
in reboilers,
reboilers, the
the specified
specified fouling
fouling allowance
allowance
Since
can account
account for
for aa substantial
substantial fraction
fraction of
ofthe
the total
total thermal
thermal resistance.
resistance. Therefore,
Therefore, itit isis important
important to
to
can
use realistic
realistic values
values for
for the
the fouling
fouling factors
factors in
in order
order to
to avoid
avoid gross
gross over-design
over-design that
that could
could result
result in
in
use
operational problems
problems as
as well
well as
as needless
needless expense.
expense. The
The recommendations
recommendations of
of Palen
Palen and
and Small
Small [5]
[5]
operational
are given
given in
in Table
Table 10.2.
10.2. TEMA
TEMA fouling
fouling factors
factors or
or those
those given
given in
in Table
Table 3.3
3.3 may
may also
also be
be useful
useful for
for
are
some applications.
applications. As
As always,
always, however,
however, the
the best
best source
source for
for fouling
fouling factors
factors isis prior
prior experience
experience with
with
some
the same
same or
or similar
similar application.
application.
the
10.3.4 NNumber
of nozzles
nozzles
10.3.4
u m b e r of
In order
order to
to obtain
obtain aa reasonably
reasonably uniform
uniform flow
flow distribution
distribution along
along the
the length
length of
of the
the tube
tube bundle,
bundle, an
an
In
adequate number
number of
of feed
feed and
and vapor
vapor return
return nozzles
nozzles should
should be
be used.
used. For
For aa tube
tube bundle
bundle of
of length
length LL
adequate
and diameter
diameterDb,
the number,
number, Nn,
N,,, of
ofnozzle
nozzle pairs
pairs (feed
(feed and
and return)
return) isis determined
determinedfrom
fromthe
the following
following
D,, the
and
empirical equation
equation [1,6]"
(1,6):
empirical
L
N,, = L
N,-
(10.1)
(10.1)
5Db
5D,
The calculated
calculated value
value is
is rounded
rounded upward
upward to
to the
the next
next largest
largest integer.
integer.
The
Table 10.2
10.2 Recommended
Recommended Fouling
Factors for
for Reboiler
Reboiler Design
Design
Fouling Factors
Table
Boiling-side stream
stream
Boiling-side
factor (h.
(h.f?
.·F/Btu)
Fouling factor
Fouling
ft2 .oF/Btu)
C--Cs normal hydrocarbons
C1-C8
normal hydrocarbons
Heavier normal
polymerizing hydrocarbons
hydrocarbons
Diolefins and polymefizing
0-0.001
0-0.001
0.001-0.003
0.001-0.003
0.003-0.005
0.003-0.005
Heating-side stream
stream
Heating-side
Condensing steam
Condensing organic
organic
Condensing
Organic liquid
Source: Ref.
Ref. [5]
[5]
Source:
0-0.0005
0.0005-0.001
0.0005-0.002
REBOILERS
REBOILERS
10/451
10
/ 451
10.3.5 Shell
Shell ddiameter
10.3.5
iameter
chosen to
provide adequate
The diameter
to provide
above the
of the
surface of
diameter of the
adequate space
the surface
space above
the K-shell is chosen
boiling
the boiling
The
A rule
the distance
distance from
rule of thumb
that the
uppermost
is that
vapor-liquid disengagement.
thumb is
the uppermost
disengagement. A
from the
for vapor-liquid
liquid for
liquid
of the
shell diameter.
to the
more rigorous
tube to
the shell
be at
least 40% of the
somewhat more
at least
the shell
should be
A somewhat
shell should
diameter. A
the top
rigorous
top of
tube
based on
the vapor
vapor loading
for the
the following empirical
on the
is based
loading [5,6]:
empirical equation
equation for
(5,6]:
procedure is
sizing procedure
(
(7° )0.5
)0.5
2290p,
VL -= 2290
V/.,
pv ~
Do
PL -- Pv
PL
(10.2)
(10.2)
where
where
VL == vapor
vapor loading
loading 0(lbm/h.ft)
VL
b m / h . ft3)
(Ibm/ft?)
and liquid
densities 0bm/ft
liquid densities
vapor and
pPy,pL
v , PL =
= vapor
3)
surface tension
tension (dyne/cm)
(dyne/cm)
aa == surface
divided by
vapor space.
the mass
of the
volume of
vapor divided
is the
rate of
by the
loading is
the vapor
The
space. The
mass flow
flow rate
the volume
The vapor
of vapor
vapor loading
The
to
vapor
is
velocity
to
by
value
low
allow
Equation
(10.2)
provide
given
intended
a
sufficiently
value given by Equation (10.2) is intended to provide a sufficiently low vapor velocity to allow
from
segment area,
calculated from
is calculated
The dome
entrained liquid
area, SSA,
dome segment
droplets. The
liquid droplets.
of entrained
settling of
gravitational settling
gravitational
A , is
loading as
the vapor
as follows:
vapor loading
follows:
the
SSA
A -_
y
mv
LL •X VL
VL
(10.3)
(10.3)
where
where
vapor mass
flow rate
(lbm/h)
mass flow
my ==vapor
rate 0bin/h)
rhv
length of
tube bundle
oftube
(ft)
bundle (ft)
LL ==length
albm/h,
lbm/h.ft
VL cx
VL
ft3
SSA
A ~aftft?
2
cross-section shown
area isis the
the dome
area
Considering the
K-shell cross-section
the area
the K-shell
Figure 10.7,
segment area
shown inin Figure
10.7, the
dome segment
Considering
above the
liquid surface.
that lies
For known
surface. For
ofthe
the liquid
diameter and
known bundle
segment that
circular segment
bundle diameter
lies above
and dome
dome
the circular
of
can be
area, the
circular
(bytrial
trial and
be determined
table of
the shell
determined (by
error) from
segment area,
ofcircular
fromthe
diametercan
anderror)
thetable
shell diameter
segment
level isis usually
10.A. Since
Since the
above the
areas inin Appendix
maintained slightly
segment areas
Appendix 10.A.
the liquid
liquid level
slightly above
usually maintained
the
segment
of
the
approximately
height
the
row
shell
equal
liquid
top
the
in
diameter
of
tubes,
bundle
to
is
top row of tubes, the height of liquid in the shell is approximately equal to the bundle diameter
bottom of
the clearance
between the
the
plus the
accountfor
and the
bundle and
the shell.
shell. However,
the bottom
forthe
the bundle
ofthe
However, toto account
clearance between
plus
purposeof
thisheight
andfroth
offoaming
foamingand
3-5in.
maybe
beincremented
by3-5
incrementedby
frothformation,
of
forthe
formation,this
heightmay
thepurpose
in.for
effectof
effect
vaporoutlet
diameter [6].
thevapor
theshell
Demisterpads
padscan
outletnozzles
shelldiameter
alsobe
canalso
installedininthe
[ 6]. Demister
calculatingthe
nozzlestoto
beinstalled
calculating
furtherreduce
reduceentrainment.
entrainment.
further
EExample
x a m p l e 110.1
0.1
requiresaadome
5.5ftft2.2•The
plusclearance
kettle reboiler
areaofof5.5
reboilerrequires
clearanceisis
diameterplus
Thebundle
segmentarea
dome segment
bundlediameter
AAkettle
diameterisisrequired?
shelldiameter
Whatshell
22.4in.
approximately22.4
in.What
required?
approximately
Solution
Solution
liquid height
for foaming
4 in. toto the
effective liquid
height ofof
height toto account
gives an
account for
an effective
Adding 4in.
the liquid
foaming gives
liquid height
Adding
approximately60%
heightisisapproximately
2.2ft.ft. For
liquidheight
firsttrial,
the first
effectiveliquid
trial, assume
Forthe
theeffective
the
60%ofofthe
assumethe
26.4i in.
26.4
n . -=2.2
Then,
diameter.Then,
shelldiameter.
shell
D,==22/0.6
Ds
2.2/0.6 ==3.67ft
3.67 ft
Further,the
(shell)diameter
40%,i.e.,
circle(shell)
height,h,h,totocircle
theratio
sectorheight,
ratioofofsector
diameterisis40%,
i.e.,
Further,
0.4
hh/D
/ D ==11-0.6
- 0.6 ==0.4
10// 452
452
10
REEBBO
R
O I I LLEERRSS
From the
the table
table in
in Appendix
Appendix 10.A
10.A with
with h/D
h/D == 0.4,
0.4, the
the sector
sector area
area factor
factor isis A
A=
0.29337. This
This value
value
From
= 0.29337.
must be
be multiplied
multiplied by
by the
the square
square of
of the
the shell
shell diameter
diameter to
to obtain
obtain the
the actual
actual segment
segment area.
area. Thus,
Thus,
must
SA == 0.29337
0.29337 (3.67)
(3.67)2 == 3.95
3.95 ftft?2
SA
Since this
this isis less
less than
than the
the required
required dome
dome segment
segment area,
area, aa larger
larger shell
shell diameter
diameter is
is needed.
needed. For
For the
the
Since
second trial,
trial, assume
assume the
the effective
effective liquid
liquid height
height is
is 55%
55% of
of the
the shell
shell diameter.
diameter. Then,
Then,
second
2.2
2.2
D.0gs
Ds
= 0.55 ==4.0f
4.0 ft
h/D ==1--0.55
0.45
h/D
1 - 0.55 == 0.45
A == 0.34278
0.34278 (Appendix
(Appendix 10.A)
10.A)
A
SA
ft 2
SA == 0.34278(4.0)
0.34278(4.0)2 == 5.48
5.48 -~
2 5.5
5.5°
Therefore, aa shell
shell diameter
diameter of
of approximately
approximately 44 ftft is
is required.
required.
Therefore,
10.3.6 Liquid
Liquid ooverflow
10.3.6
v e r f l o w rreservoir
eservoir
With aa kettle
kettle reboiler,
reboiler, surge
surge capacity
capacity is
is provided
provided by
by the
the liquid
liquid overflow
overflow reservoir
reservoir in
in the
the kettle,
kettle,
With
as opposed
opposed to
to the
the column
column sump
sump when
when a thermosyphon
thermosyphon reboiler
reboiler is
is used.
used. The
The liquid
liquid holdup
holdup time
time
as
in the
the overflow
overflow reservoir
reservoir is
is usually
usually significantly less
less than
than in
in the
the column
column sump
sump due
due to
to the
the cost
cost of
of
in
extending the
the length
length of
of the
the K-shell, of
of which
which only
only the
the bottom
bottom portion
portion is
is useable.
useable. The
The small size
size and
and
extending
limited holdup
holdup time
time can
can make
make the
the liquid
liquid level in
in the
the reservoir
reservoir difficult
difficult to
to control,
control, and
and can
can lead
lead to
to
limited
relatively large
large fluctuations
fluctuations in
in the
the bottom
bottom product
product flow rate.
rate. These
These fluctuations
fluctuations can
can adversely
adversely affect
affect
relatively
the operation
operation of
of downstream
downstream units
units unless
unless aa separate
separate surge
surge vessel
vessel is provided
provided downstream
downstream of
of the
the
the
reboiler, or
or the
the bottom
bottom product
product flows
flows to
to storage.
storage. These
These problems
problems can
can be
be avoided
avoided by
by eliminating
eliminating the
the
reboiler,
overflow weir
weir in
in the
the kettle
kettle [7]. However,
However, a drawback
drawback of
of this
this strategy
strategy is
is that
that incomplete
incomplete separation
separation
overflow
reboiler feed
feed and reboiled
reboiled liquid
liquid results
results in the
the (partial)
(partial) loss
loss of one
one theoretical
theoretical distillation
distillation stage.
stage.
of reboiler
10.3.7 Finned tubing
10.3.7
Radial low-fin tubes
tubes and
and tubes
tubes with surface
surface enhancements
enhancements designed
designed to improve
improve nucleate
nucleate boiling
boiling
characteristics can be
be used
used in reboilers
reboilers and
and vaporizers.
vaporizers. They
They are
are particularly
particularly effective
effective when
when the
the
characteristics
temperature driving
driving force
force is small, and
and hence
hence they
they are
are widely
widely used
used in refrigeration
refrigeration systems. In additemperature
to providing
providing a large
large heat-transfer
heat-transfer surface
surface per
per unit
unit volume,
volume, finned tubes
tubes can result
result in significantly
tion to
higher boiling
boiling heat-transfer
heat-transfer coefficients
coefficients compared
compared with plain tubes
tubes due
due to the
the convective
convective effect of
higher
two-phase flow between
between the
the fins [1]. As the
the temperature
temperature driving force increases,
increases, the
the boiling-side
boiling-side
two-phase
resistance tends
tends to become
become small compared
compared with the
the thermal
thermal resistances
resistances of the
the tube
tube wall and
and heatheatresistance
medium, and
and the
the advantage
advantage of finned tubes
tubes is substantially diminished.
diminished. A quantitative
quantitative treatment
treatment
ing medium,
and enhanced
enhanced surfaces
surfaces is beyond
beyond the
the scope
scope of this
this book.
book.
of boiling on finned and
10.3.8 Steam
Steam as heating medium
10.3.8
When condensing
condensing steam is used
used as a heating
heating medium, it is common practice
practice to use
use an approxWhen
heat-transfer coefficient on the
the heating
heating side for design
design purposes.
purposes. Typically, a value of
imate heat-transfer
1500Btu/h
W/m? ·K
This value is referred
referred to the
the external
external tube
tube surface
surface and
1500
Btu/h. .ft?
ft2..·F(8500
~
K)) is used. This
includes a fouling allowance. Thus,
Thus, for steam condensing
condensing inside plain tubes
tubes we have:
includes
1500Btu/hf·F
8500 W/m?·K
[(Do/Di)(1/hi
D i ) ] - 1 ~ 1500Btu/h.
ft 2 .~ F ~ 8500W/m
2. K
[(D,/DD) (/h, ++ eRo)]'=
condensate nozzles are
are presented
presented in Table
Table 10.3.
10.3. The
The data
guidelines for sizing steam and condensate
Some guidelines
Ref. [8] and are for vertical thermosyphon reboilers.
reboilers. However, they can be
be used
used as
are taken from Ref.
reboilers of similar size.
general guidelines for all types of reboilers
REBOILERS
REBOILERS
10/453
10 / 453
Table 10.3 Guidelines for Sizing Steam and Condensate Nozzles
Shell OD ((in.)
in.)
16
2O
20
24
30
36
42
Heat-transfer
area (ft)
(ft2)
130
215
330-450
525-1065
735-1520
1400-2180
Nominal nozzle
nozzle diameter (in.)
(in.)
Steam
Condensate
4
4
6
6-8
6--8
88
88
1.5
1.5
22
33
3-4
44
4
Source: Ref.
Ref. [8]
[8]
10.3.9 Two-phase
Two-phase density
calculation
density calculation
In order
order to calculate the static head in the reboiler, the density of the two-phase mixture in the
boiling region must
must be determined. For cross flow over tube bundles, this calculation is usually
made
methods for separated
made using
using either the homogeneous
homogeneous model, Equation (9.51), or one of the methods
flow in tubes, such as the Chisholm correlation, Equation (9.63). Experimental data indicate that
neither approach
neither
approach is particularly accurate [9], but there is no entirely satisfactory alternative. The
homogeneous model is somewhat
homogeneous
somewhat easier to use, but the Chisholm correlation will generally give a
more conservative
conservative (larger) result for the static head.
The following example illustrates the design procedure
The
procedure for kettle reboilers.
Example 110.2
0.2
lb/h of a distillation bottoms
96,000 lb/h
bottoms having the following composition will be partially vaporized in
a reboiler:
Component
Mole%
Mole
%
Critical
Critical pressure (psia)
(psia)
Propane
i-butane
/-butane
n-butane
15
15
25
60
616.3
529.0
551.1
The
enter the re
boiler as a (nearly) saturated liquid at 250 psia. The dew-point temThe stream
stream will enter
reboiler
perature of the stream at 250
psia is 205.6F.
psia will
perature
250psia
205.6~ Saturated steam at a design pressure
pressure of 20
20psia
be used
used as the heating
heating medium. The reboiler is to supply 48,0001b/h
48,000 lb/h of vapor to the distillation
column. The
The reboiler
reboiler feed line will be approximately 23 ft long, while the vapor return line will have
a total length of approximately 20 ft. The
The available elevation difference between the liquid level in
re boiler inlet is 9 ft. Physical property data are given in the following table.
the column sump and the reboiler
Design a kettle reboiler for this service.
Property
Reboiler feed
Liquidoverflow
overflow Vapor
Vaporreturn
Liquid
T (oF)
(F
H(Btu/lbm)
H
(Btu/lbm)
C
Cp(Btu/Ibm.F)
(Btu/lbm. ~
k(Btu/h·ft.·F)
k(Btu/h,
ft. oF)
u(cp)
# (cp)
p(lbm/ft)
p(lbm/ft 3)
o (dyne/cm)
a(dyne/cm)
Molecular weight
197.6
106.7
106.7
0.805
0.046
0.074
28.4
3.64
56.02
56.02
202.4
109.9
0.811
0.046
0.074
28.4
3.59
56.57
202.4
216.4
216.4
0.576
0.014
0.0095
2.76
55.48
10/454
10
/ 454
RREBOILERS
EBOI LERS
Solution
Solution
(a) Make
Makeinitial
initial specifications.
specifications.
(a)
(i) Fluid
Fluidplacement
placement
(i)
There isis no
no choice
choice here;
here; the
the boiling
boilingfluid
fluid must
mustbe
be placed
placed inin the
the shell
shell and
and the
the heating
heating
There
mediumininthe
thetubes.
tubes.
medium
(ii) Tubing
Tubing
(ii)
One-inch, 14
14BWG,
BWG,U-tubes
U-tubeswith
withaalength
lengthof
of16
16ftare
specified.AAtubing
tubingdiameter
diameterofof¾
in.
One-inch,
ft are specified.
3/~in.
could also
also be
beused.
used.
could
(iii) Shell
Shell and
andhead
head types
types
(iii)
TEMA K-shell
K-shell isis chosen
chosen for
for aa kettle
kettle reboiler,
reboiler, and
and aa type
type BB head
head isis chosen
chosen since
since the
the
AATEMA
tube-sidefluid
fluid (steam)
(steam) isis clean.
clean.Thus,
Thus, aaBKU
BKUconfiguration
configurationisisspecified.
specified.
tube-side
(iv) Tube
Tube layout
layout
(iv)
square layout
layoutwith
with aatube
tubepitch
pitch of
of1.25
1.25in.
in. isisspecified
specifiedtotopermit
permitmechanical
mechanicalcleaning
cleaningof
of
AAsquare
the external
external tube
tube surfaces.
surfaces.Although
Althoughthis
this service
service should
shouldbe
bequite
quiteclean,
clean, contaminants
contaminantsinin
the
distillation feed
feed streams
streamstend
tend totoconcentrate
concentrateininthe
thebottoms,
bottoms, and
andkettle
kettlereboilers
reboilersare
arevery
very
distillation
prone toto fouling.
fouling.
prone
(v) Baffles
Baffles and
and sealing
sealing strips
strips
(v)
Noneare
arespecified
specifiedfor
foraakettle
kettlereboiler.
re boiler. Support
Supportplates
plateswill
willbe
beused
usedtotoprovide
providetube
tubesupport
support
None
and vibration
vibration suppression.
suppression. Four
Four plates
plates are
are specified
specified toto give
give an
an unsupported
unsupported tube
tubelength
length
and
that isis safely
safely below
belowthe
the maximum
maximum of
of74
74in.
in. listed
listed in
inTable
Table 5.C1.
5.Cl.
that
(vi) Construction
Construction materials
materials
(vi)
Since neither
neither stream
stream isis corrosive,
corrosive, plain
plain carbon
carbon steel
steel isis specified
specified for
for all
all components.
components.
Since
(b) Energy
Energy balance
balance and
and steam
steam flow
flow rate.
rate.
(b)
The reboiler
reboiler duty
duty isis obtained
obtained from
from an
an energy
energy balance
balance on
on the
the process
process stream
stream (boiling
(boiling fluid):
fluid):
The
q -- b'lvHv
4- m L H L
-- b ' I F H F
where the
the subscripts
subscripts F,
F, L,
L, and
and VV refer
refer to
to the
the reboiler
reboiler feed,
feed, liquid
liquid overflow,
overflow, and
and vapor
vapor return
return
where
streams, respectively.
respectively. Substituting
Substituting the
the appropriate
appropriate enthalpies
enthalpies and
and flow
flow rates
rates gives:
gives:
streams,
= 48,
48,000
48,000
000 xX 2216.4
1 6 . 4 ++ 48,
000 xX 1109.9-96,000
0 9 . 9 - 96, 0 0 0 xX 1106.7
06.7
qQ =
25.42
10 Btu/h
Btu/h
q0 -~
5.42 x 106
From Table
Table A.8,
A.8, the
the latent
latent heat
heat of
of condensation
condensation for
for steam
steam at
at 20psia
20 psia isis 960.1Btu/lbm.
960.1 Btu/lbm.
From
Therefore,
the
steam
flow
rate
will
be:
Therefore, the steam flow rate will be:
=
= 5.42
5.42 • 106/960.1
10/960.1 -= 56451bm/h
5645 lbm/h
mnstean - - q/~.steam
0/stea - blsteam
(c) Mean
Mean temperature
temperature difference.
difference.
The effective
effective mean
mean temperature
temperature difference
difference is
is computed
computed as
as ififthe
the boiling-side
boiling-side temperature
temperature were
were
The
constant at
at the
the vapor
vapor exit
exit temperature,
temperature, which
which in
in this
this case
case isis 202.4
202.4F.
The temperature
temperature of
of the
the
constant
~ The
condensing steam
steam is
is also
also constant
constant at
at the
the saturation
saturation temperature,
temperature, which
which isis 228.0~
228.0F at
at 20
20 psia
psia
condensing
from Table
Table A.8.
A8. Therefore,
Therefore, the
the effective
effective mean
mean temperature
temperature difference
difference is:
is:
from
AT% == 2228.0
202.4 == 25.6~
25.6F
ATm
2 8 . 0 -- 202.4
Approximate overall coefficient.
coefficient.
(d) Approximate
Referring to Table
Table 3.5, it is
is seen
seen that
that for
for light
light hydrocarbons
hydrocarbons boiling
boiling on
on the
the shell
shell side
side with
with
Referring
steam on the
the tube
tube side, 200 _<
< UD
Up <_
_< 300 Btu/h
Btu/h -.ft?
Taking the
the mid-range
mid-range value
value
condensing steam
condensing
ft2-.PF
~ Taking
Up == 250
250Btu/h..ft?
.·F for
for preliminary
preliminary design
design purposes.
purposes.
gives UD
Btu/h.. ft2 .~
REBOILERS
R
EBOI LERS
(e)
10/455
10
/ 455
number of tubes.
area and
Heat-transfer area
and number
tubes.
Heat-transfer
54210"
q
_ 5.42
• 106 ~_
__g7?
847 ft 2
U AAT%
UD
Tm
250 •25.6
25.6
A
847
n;=
t - - -=
=
202
-}()}
nD,L
n(/12) • 16
zrDoL
zr(1/12)
16
A
A
represents the
that nnt represents
bundle, i.e., the
the bundle,
the
sections of tubing
Note that
number of straight
the number
straight sections
tubing in the
Note
U-tubes, this
For U-tubes,
number of tube
this is twice
number of tubes.
actual number
tube holes
tubes.
tubesheet. For
twice the
holes in the
the actual
the tubesheet.
number
the value
tables, and
and so
value listed
corresponds to the
listed in the
be referred
so will be
referred to
the tube-count
tube-count tables,
However, it corresponds
of tubes.
tubes.
the number
number of
as the
as
passes.
Number of tube
tube passes.
(f) Number
For condensing
are sufficient.
sufficient.
condensing steam,
steam, two passes
passes are
For
Actual tube
tube count
and bundle
diameter.
count and
bundle diameter.
(g) Actual
This shell
the closest
size is
count is 212 tubes
closest tube
tubes in aa 23.25 in. shell.
is
From Table
Table C.5, the
shell. This
tube count
shell size
From
The bundle
the tubesheet.
at the
course, be
be
the smaller
K-shell at
of course,
diameter of the
the K-shell
bundle diameter
tubesheet. The
diameter will, of
smaller diameter
the
but a value
smaller, but
calculations.
be sufficiently
design calculations.
sufficiently accurate
for design
somewhat smaller,
accurate for
value of 23 in. will be
somewhat
Required overall coefficient.
coefficient.
(h) Required
The required
the usual
usual manner:
heat-transfer coefficient
calculated in the
manner:
required overall
overall heat-transfer
coefficient is
is calculated
The
q
==
nan Do
DL
nt:r
L AAT
Tm
Vreq
Ua --
5.42 x 10 6
5.42 10°
238Btu/h
== 238
Btu/h 9.f
ft 2?.·F
9~
25.6
16 x 25.6
(1/12) x 16
n x (1/12)
212 x Jr
coefficient, hh;.
() Inside
Inside coefficient,
(i)
i.
take:
For condensing
we take:
steam we
condensing steam
For
1500Btu/h.f.·F
Ro)] '2
+ eDi)]-1
[(/DD) (1~hi
(/h, +
[(Do/Di)
~ 1500
Btu/h 9ft 2. ~
h, -= hb.
coefficient, ho
Outside coefficient,
h.
(j) Outside
(j)
in order
which was
safe
presented in
was presented
used in
to ensure
Palen's [1]
Chapter 9, will
[1] method,
be used
will be
in Chapter
method, which
ensure aa safe
order to
Palen's
the Mostinski
on the
conservative) design.
design. It
based on
correlation for
nucleate boiling
the nucleate
It is
Mostinski correlation
for the
(i.e., conservative)
is based
boiling
(i.e.,
to which
account for
applied to
factors are
coefficient, to
for mixture
which correction
effects
mixture effects
correction factors
heat-transfer coefficient,
to account
are applied
heat-transfer
tube bundle.
and convection
bundle.
in the
convection in
the tube
and
coefficient, hh,
boiling coefficient,
Nucleate boiling
(i) Nucleate
(i)
nb
for the
pseudo-critical and
compute the
and pseudo-reduced
the pseudo-critical
pseudo-reduced pressures
The first
the
to compute
step is
first step
is to
pressures for
The
of the
which will
will be
place of
used in
Mostinski correlation:
in place
in the
mixture, which
the Mostinski
be used
the true
true values
values in
correlation:
mixture,
psi
555.4 psi
529.0 ++ 0.60
0.60
551.1 -= 555.4
epc
- ~ x i Pa,
ec,i =015x616.3
- 0.15 x 616.3 ++0.25
0.25 x 529.0
• 551.1
P=}
0.45
P, -=PIP,
P/epc
-= 2250/555.4
5 0 / 5 5 5 . 4 -= 0.45
Ppr
mixture
Equation (9.2a),
with the
the mixture
given in
Mostinski correlation
in Equation
The Mostinski
is used
as given
used as
correlation is
(9.2a), along
along with
The
since Ppr
Also, since
is
given by
by Equation
(9.17a). Also,
correction factor
Equation (9.17a).
as given
factor as
(9.18) is
0.2, Equation
Equation (9.18)
P, >> 0.2,
correction
pressure correction
factor. Thus,
calculate the
the pressure
Thus,
correction factor.
used to
to calculate
used
hnb
0.00622 P~176
# Fm
, --=0.00622P!"F,F%
Fp
1 . 8 p- ~- r 1.8(0.45)0
1-8(0-45) 0 1 7 - 1.5715
1.5715
F, -=1.8PP
- (+0.0176208R07°(1 + 0.0176 0~176
-1
F»=
Fm
To --Th
BBR
R - = TD
T B -=
- 205.6
2 0 5 . 6 -- 1197.6
9 7 . 6 =8.0F
- 8.0 ~
10/456
REBOILERS
Since the actual heat flux is unknown, it is approximated using the required
required duty:
• _
0q
'%DL
ntrcDoL
_
54210°
5.42 x 106
- 6103 Btu/h. ft .22
212/2
212zr(1/12) x %
16 = 6103Bt/h.ft
F%»=
Fm = [1+0.0176(6103)1(9)05][1 + 0.0176(6103)~176
-1 0.7636
= 0.7636
hnb
= 0.00622(555.4)~
0.7 x 1.5715
1.5715 x 0.7636
ha =0.00622(555.4)°"(6103)
hnb =261
= 261 Btu/hf?
Btu/h. ft 2 ·F
.o F
h),
(ii)
(ii)
Bundle boiling coefficient, h
hb
The
The boiling heat-transfer coefficient for the tube bundle is given by Equation (9.19):
hb = hnb Fb + hnc
Although the tube
tube wall temperature
temperature is unknown, with an overall temperature
temperature difference
of 25.6°F,
25.6~ the heat transfer
transfer by natural convection should be small compared to the boiling
Therefore, hp
component. Therefore,
hnc is roughly estimated as 44 Btu/h.ft.F
Btu/h. ft2. ~
component.
The bundle
Db ~ 23in.:
23 in.:
The
bundle convection factor is computed using Equation (9.20) with D,
Ic(Pb.)?D, \
_ 1.0]]0·75
o.75
0.785Db
F=10+01
Fb
= 1.0 + 0.1 C1 (PT/Do)2Do
[
-o±[ «ig.,]"
_ 1.0] 0.75
0.785 x 23
= 1.0 + 0.1 1.0(1.25/1.0
1.0(1.25/1.0)2 xx 1.0
1.0
Fb
= 1.5856
F, =
The outside coefficient is then:
The
h,=h,
+ 44 2
F
ho = hb =261
- - 261 x 1.5856 +
= 458Btu/h
458 Btu/h .ft?
9f t 2 .~
(k)
Overall coefficient.
UD -- [ (1~hi + RDi) (Do/Di) +
Do In (Do~DO + 1/ho + Rno1-13
2 ktube
J
Based on the values in Table 10.2, a boiling-side fouling allowance of 0.0005 h
h.- ft22.- °F
~ /Btu is
deemed
deemed appropriate for this service. For 1-in.
1-in. 14 BWG tubes, D;
Di =
= 0.834in.
0.834 in. from Table B.1.
Taking ktuae
26 Btu/h.
ft. ~ for carbon steel, we obtain:
kn. ~==26
Btu/h ·ft.·F
+ 1.0/458 0.0005] -1
UD-[a»o».
= [ (1/1500) + "e,yy,94,rs-oo
os]
»
2•
(1.0/12) In (1.0/0.834)
+
Up
= 275 Btu/h
Btu/h .f?
9ft 2 .~
F
Un =
F
(1) Check
heat flux and iterate if necessary.
Check heat
0)
A new estimate of the heat flux can be obtained using the overall coefficient
coefficient:
¢~t = Un
UD AT,,
b Tm =
- 275
275 •x25.6
2 5 . 6=
- 7040Btu/h
7040 Btu/h- .f?
ft 2
REBOI
R
E B O I L LEAS
ERS
457
10 / 457
calculate hnb,
previous estimate
estimate used
used to calculate
the previous
this value differs significantly from
steps
from the
h,, steps
Since this
and (k) should
and UD
until consistent
consistent values
Due to the
values for ~@ and
are obtained.
Up are
the
obtained. Due
be repeated
should be
repeated until
(j) and
exact
heat-transfer coefficient
the mean
both the
temperature difference,
mean temperature
the heat-transfer
difference, exact
uncertainty in both
coefficient and
and the
uncertainty
are obtained
obtained after
The following values
not required.
after several
several more
values are
iterations:
required. The
more iterations:
convergence is not
convergence
=
hb
Btu/h 9.f?
ft 2 .o
F
PF
h,, ~ 523
523Btu/h
=
ft2
Btu/h.9ft
@ ~= 7600 Btu/h
UD
Btu/h. .f
ft ?2 .o
F
·F
U, ~ 297
297Btu/h
coefficient exceeds
exceeds the
Btu/h • ft22 .~
required coefficient
coefficient of
• °F by
overall coefficient
significant
The overall
the required
by aa significant
of 238 Btu/h.
The
indicating that
over-sized.
that the
amount (over-design(over-design = 25%), indicating
the reboiler
reboiler is over-sized.
amount
heat flux.
(m) Critical heat
the Mosfinski
boiling on
Mostinski
nucleate boiling
for nucleate
The critical
heat flux for
on a single
tube is calculated
critical heat
calculated using
single tube
using the
The
correlation, Equation
(9.23a):
Equation (9.23a)"
correlation,
~.
qc -= 803
P
" C 'p0.35
r (
Pr) 0"9
9 (1 --P,)99
803P,P
555.4(0.45)03(1 0.45)0
== 803 •x 555.4(0.45)~
0.45) 0.9
196,912Btu/h.ft
@, -= 196,
qc
912 Btu/h 9ft 2
the bundle
is obtained
(9.24):
from Equation
critical heat
obtained from
bundle is
heat flux
for the
The critical
flux for
Equation (9.24)"
The
d» -=- 196,
912¢%
@c,bone -=- qc,tube
196, 912r
@ease Cb
qc,bundle
bundle geometry
parameter is
given by:
The bundle
geometry parameter
is given
The
~b --
D,
Db
23
23
= 2121¢ ==01085
0.1085
~D,
nt
Do
212 x 1.0
is less
is calculated
Since this
the bundle
as:
calculated as:
bundle correction
than 0.323,
value is
this value
factor is
less than
correction factor
0.323, the
Since
x 0.1085
0.1085 -= 0.3364
0.3364
d» =3.1
3.1 W%
~ b -=3.1
- 3.1 x
Cb :
the critical
is:
heat flux
the bundle
flux for
for the
critical heat
bundle is:
Therefore, the
Therefore,
ft
0.3364 "~
196, 912
240 Btu/h.
2 66,
912 x 0.3364
66, 240
Btu/h. ft 2
@ewnae --= 196,
qc,bundle
flux is:
heat flux
to the
actual heat
the critical
critical heat
flux to
ratio of
of the
the actual
heat flux
the ratio
Now the
is:
Now
0.11
@/@eunae --= 7600/66,
7600/66, 240
240 -2- 0.11
q/qc,bundle
in order
exceed 0.7
reliable
not exceed
ratio should
0. 7 in
an adequate
provide an
for reliable
order to
This ratio
should not
to provide
safety margin
margin for
adequate safety
This
the present
case, this
operation of
re boiler. In
is easily
of the
In the
the reboiler.
criterion is
present case,
met.
this criterion
easily met.
operation
temperature difference,
nucleate boiling
be in
the nucleate
process-side temperature
Note: In
the process-side
mustbe
In addition,
addition, the
difference, A
in the
AT,
boiling
Note:
Te, must
of ATe
the maximum
AT, may
range. In
value of
In operation,
operation, the
exceed the
nucleate boiling,
value for
for nucleate
may exceed
the value
maximum value
boiling,
range.
particularly when
unit isis clean.
clean. This
when the
situation can
This situation
rectified by
the unit
be rectified
the
can usually
usually be
by adjusting
adjusting the
particularly
of substances
are tabulated
number of
for aa number
steam pressure.
tabulated for
Ref.
substances in
pressure. Maximum
values of
in Ref.
Maximum values
of ATe
AT, are
steam
10], and
appropriate design
theyprovide
provide guidance
and they
forthe
specifying an
an appropriate
guidance in
theheating
in specifying
design temperature
temperature for
heating
[[10],
10/458
10 / 458
REBOILERS
R
EBOILERS
medium in these
these and similar cases. For a given substance, the critical AT,
medium
Te decreases
decreases markedly
with increasing
increasing pressure.
pressure. It is sometimes stated that the overall AT
T should not exceed about
90-100F
order to ensure
90-100~ in order
ensure nucleate boiling. However, this rule is not generally valid owing
pressure on the critical A
ATe.
(in part) to the
the effect of pressure
T~.
(n) Design modification.
The
The simplest way to modify the initial design in order to reduce the amount of heat-transfer
area is to shorten
The required tube length is calculated as follows:
shorten the tubes. The
Llo
req =
Ire
0q
n,
nt n
yrD
Do Up
UD AT%»
A Tm
5.42 x 10°
10 6
5.42
212(1/12)
212 :r(1/12) 297
x 297 x 25.6
12.8 ft
Lreq =
- 12.8ft
Therefore, a tube length of 13 ft will be sufficient.
A second option is to reduce the number
number of tubes. From the tube-count table, the next
smallest standard bundle
bundle (21.25 in.) contains 172 tubes. This modification will not be pursued
here; it is left as an exercise for the reader
reader to determine the suitability of this configuration.
(o) Number
Number of nozzles.
number of pairs of nozzles:
Equation (10.1) gives the number
13
L
»
I
= 1.36
Nn =
- 5p,
5 Db -- 5c3712
5 (23/12) 136
Rounding
Rounding upward to the next largest integer gives two pairs of inlet and outlet nozzles. They
will be spaced approximately 4.4 ft apart.
(p) Shell diameter.
We first use Equation
Equation (10.2) to calculate the vapor loading:
VL
- 2290
2290p¢
pv
VL =
(
o
a
)0.5
0.5
3.59
)
)0.
5
)0.
5
2290
x
2.76
2
8
.
4
2.76
=22902.7°
(
5g.4--276
_~,o
P L - - Pv
VL =
- 2365 lbm/h
lbm/h .9ft
ft a
VL
The required dome segment area is then found using Equation (10.3):
The
(10.3)"
SA SA
inv
"
LxxVL
VL
_- 48,000 ±
_~-1.56ff2
_48,000
1.56f
13 x 2365
reboiler is estimated by adding 4 in. to the approximate
Next, the effective liquid height in the reboiler
bundle
bundle diameter (23 in.) to account for foaming, giving a value of 27 in. Assuming as a first
height is 60% of the shell diameter, we obtain:
approximation that the liquid height
D.
27
-[,=so
Ds = 0.6 = 45.0 in. =s.7st
~ 3.75 ft
h/D
- 1-0.6
1 - 0.6 =
- 0.4
h/
D=
The
The sector area factor is obtained from Appendix 10.A:
- 0.29337
A=
RS
R E BBOOI I LE R
S
10 / 459
10/
Multiplying this factor by the
the square
square of the
the diameter
diameter gives the segment
segment area:
SA =
- 0.29337(3.75)
0.29337(3.75) 2 =
- 4.13?
4.13 ft 2
SA
Since this is greater
greater than the required
required area, a smaller diameter
diameter is needed.
needed. Assuming
Assuming (after
more trials) that the
the effective liquid height
several more
height is 73% of the shell diameter, the next trial
gives:
27
D.=5,-3s.9oo.
Ds
= 0.73 = 36.99in. =3.08M
~ 3.08ft
h/D =
- 1-0.73
1 - 0.73 =
- 0.27
h/D
A =
- 0.17109
0.17109
(Appendix 10.A)
SA =
- 0.17109(3.08)
0.17109(3.08) 2 =
- 1.62 f?
ft 2
SA
This value is slightly larger
required dome
dome segment
segment area, which is acceptable.
acceptable.
This
larger than
than the
the required
Therefore,
diameter of about 37 in. will suffice.
Therefore, a shell diameter
(q) Liquid overflow reservoir.
reservoir.
The
reservoir is sized to provide
provide adequate
The reservoir
adequate holdup
holdup time for control purposes.
purposes. We first calculate
the volumetric flow rate
the
rate of liquid over the
the weir:
volumetric flow rate =
=
48, 000 l b m / h
48, 000lbm/h
min
= 28.17
28.17ft/
ft3/min
(28.4 1bm/ft3)
lbm/ft 3) (60 min/h)
min/h)
Next, the
the cross-sectional
cross-sectional area
area of the
the shell sector
sector below the weir is calculated. The
The sector height
height
the weir height, which is about
is equal to the
about 23 in. Therefore,
Therefore,
h/D =
- 23/37 =
- 0.62
h/D
= 0.38
11-h/D
- h/D -
The
factor corresponding
The sector
sector area
area factor
corresponding to this value is 0.27386 from Appendix 10.A.
Hence,
Hence,
sector area
area above weir =
- 0.27386(37/12)
0.27386(37/12) 2 =
- 2.60 ft
ft 2
sector
sector area
area below weir =
- r(37/12)/4
:r(37/12)2/4 - 2.60 =
- 4.87 ft?
ft 2
sector
required is:
Now the
the shell length
length required
28.17 ft3/min
28.17ft3/min:::::
. ooffhholdup
Ls LS
5.8
- 58ft/
. ft/min
mm
o Id up
2
4.87 ft 2
4.87ft
Therefore, a reservoir
reservoir length of 3 ft will provide a holdup time of approximately 30 s, which
Therefore,
is adequate
adequate to control the
the liquid level using a standard
standard cascaded
cascaded level-to-flow control loop. With
return bends
bends and clearances,
clearances, the overall length of the
allowances for U-tube return
the shell will then be
about 17 ft. It is assumed
assumed that relatively large fluctuations in the bottom product
product flow rate are
about
acceptable in this application.
acceptable
10/460
10
/ 460
REBOILERS
R E B O I LE RS
return lines.
(r) Feed and return
The available liquid head between the reboiler
reboiler inlet and the surface of the liquid in the column
sump is 9 ft. The
The corresponding pressure difference is:
APata»le
A
Pavailable =
- - PL(g/g)Ah,
PL ( g / g c ) A h L =
- - 28.4 (1.0)
(1.0) x• 99
APavailabl e =
- - 255.61bf/ft?
255.6 lbf/ft 2 =
- 1.775
1.775 psi
AP%ata»e
This pressure
pressure difference must be sufficient to compensate for the friction losses in the feed
line, vapor return line, and the reboiler itself; the static heads in the reboiler and return line;
and the pressure loss due to acceleration of the fluid in the re
boiler resulting from vapor forreboiler
mation. Of these losses, only the friction losses in the feed and return lines can be readily
controlled, and these lines must be sized to meet the available pressure drop. We consider
each of the pressure losses in turn.
(i) Static heads
The static head consists of two parts, namely, the two-phase region between the re
reboiler
The
boiler
inlet and the surface of the boiling fluid, and the vapor region from the surface of the
boiling fluid through the return line and back down to the liquid surface in the column
sump. We estimate the two-phase head loss using the average vapor fraction in the boiling region, XXave
ave =
- 0.25. The average density is calculated using the homogeneous model,
which is sufficiently accurate for the present purpose:
[
Pave
Pave
]1 [ "z]=ass e
-[- b]'-[y
--
1
- Xave
PL
sOL
Xave
at-
+ PV
PV
--
0.75
+
28.4 +
2.76
~
2.76J
~
8.55 lbm/ft 3
.
m/
The vertical distance between the reboiler inlet and the surface of the boiling fluid is
approximately 23 in. The corresponding static pressure difference is:
.
_ 8.55 X• (23/12) _ O
114 DSI
Pt p =
A Pp
-144
= 0.114
psi
4r
144
=1..
The elevation difference between the boiling fluid surface in the reboiler and the liquid
surface in the column sump is:
Ah =9- 9 - 23/12 =
- 7.08ft
7.08 ft
The pressure
pressure difference corresponding to this head of vapor is:
p =
A'y
APv
2.76 X• 7.08 ~
.
136 ips1
~ O0.136
psi
144
144
1..
The total pressure
pressure difference due to static heads is the sum of the above values:
APstatic
+ 0.136 =
- 0.250
0.250psi
AP,ante
=- - 0.114 +0.136
psi
(ii) Friction and acceleration losses in reboiler
The
boilers.
The friction loss is small due to the low circulation rate characteristic of kettle re
reboilers.
The large vapor volume provided in the kettle results in a relatively low vapor velocity, and
therefore the acceleration loss is also small. Hence, both these losses can be neglected.
However, as a safety factor, an allowance of 0.2 psi will be made for the sum of these
boilers, so an allowance of
losses. (A range of 0.2-0.5 psi is typical for thermosyphon re
reboilers,
0.2 psi should be more than adequate for a kettle.)
REBOILERS
REBOILERS
(iii)
10/461
lines
loss in feed lines
Friction loss
configuration shown
assuming the
the feed lines. The
shown below
We begin
below for the
the configuration
length
begin by assuming
The total length
sump and the
the tee
tee is approximately
between the
the column
approximately 23 ft as given
the primary line between
column sump
of the
Each branch
secondary line between
the tee
the secondary
between the
tee and
and the
the
branch of the
the problem
problem statement.
statement. Each
in the
length 1.0 ft.
segment of length
length 2.2 ft and a vertical
segment of length
horizontal segment
re boiler has
has a horizontal
vertical segment
reboiler
Column
k
Reboiler
Reboiler
}
I
t
Thus, for
the primary
ft/ s. Thus,
chosen to
The pipe
give a liquid
for the
of about
liquid velocity of
pipe diameter
diameter is chosen
to give
primary
about 5 ft/s.
The
line:
Di-()"[Mes0woo,"
(4~V) 1/2_ [ 4 ( 9 6 , 0 0 0 / 3 6 0 0 ) ] 1/2
nV
n x 28.4 xx 5
zr
0.49ft
D, -= 0.49
5.87in.
Di
ft -= 5.87
in.
B.2, a 6-in. schedule
From Table
inside diameter
schedule 40 pipe
diameter of
an inside
Table B.2,
6.065 in. is
of 6.065
with an
is appropriate.
pipe with
appropriate.
From
the flow rate
Therefore,
For the
rate is
the secondary
secondary line,
line, the
halved. Therefore,
is halved.
For
D i - [ 4 ( 4 8 ' 0x0 028.4
/ 3 6 0x0 )5]
- 0.0346 ft - 4.15 in.
diameter of
A 4-in.
inside diameter
How4.026 in.
with an
an inside
the closest
schedule 40
closest match.
of 4.026
pipe with
4-in. schedule
match. Howis the
in. is
40 pipe
A
V?2 will
of pV
the value
value of
erosion prevention
TEMA erosion
nozzles, the
the TEMA
inlet nozzles,
with 4-in.
will exceed
ever, with
4-in. inlet
exceed the
prevention
ever,
lbm/ft.s
to avoid
the need
need for
avoid the
500 lbm/ft,
order to
Therefore, in
bubble-point liquids.
liquids. Therefore,
for
limit of
of 500
in order
for bubble-point
limit
s 2 for
protection, 5-in.
will be
5-in. nozzles
used.
nozzles with
be used.
piping will
with matching
matching piping
impingement protection,
impingement
computed using
of
using the
pressure drop
drop is
is computed
The pressure
equivalent pipe
flow resistance
for flow
the equivalent
pipe lengths
resistance of
lengths for
The
for the
are tabulated
equivalent lengths
Appendix D.
D. The
fittings given
given in
tabulated
sizes are
lengths for
in Appendix
the two
The equivalent
two pipe
pipe sizes
fittings
5-in. pipe
of the
the pressure
one branch
because the
only one
that only
pipe is
branch of
Note that
used because
the 5-in.
pressure drop
below. Note
is used
drop isis
below.
same for
branch.
the same
each parallel
for each
parallel branch.
the
Item
Item
length
Equivalent length
Equivalent
6-in. pipe
(ft)
pipe (ft)
of 6-in.
of
Equivalent length
length
Equivalent
5-in. pipe
pipe (ft)
of 5-in.
(ft)
of
Straight pipe
pipe sections
sections
Straight
elbows
90°~ elbows
90
Tee
Tee
reducer
6" xx5"
6"
5" reducer
Entrance loss
loss
Entrance
loss
Exit loss
Exit
Total
Total
23
23
20
20
30
30
18
18
91
91
3.2
3.2
8.5
8.5
44
28
28
43.7
43.7
10/462
REBOILERS
REBOILERS
The Reynolds number
number for the
the 6-in. pipe is:
The
4m
4 x 96, 000
4rh _
4 x 96, 000
- 1.351 x 1(
106
e = -=
=I'bl
n
r(6.065/12)
7rD
Di lz
zr(6.065/12) x0.074
0.074 x 2.419
Re-
The
calculated using
using Equation
The friction factor is calculated
Equation (4.8):
(4.8)"
f =
- 0.3673
0.3673 R
R e -92314
02314 _
- 0.3673 (1.351 x 10°)-02314
106) -02314
f
f = 0.014
I=
The
equivalent pipe length used
used in
The pressure
pressure drop is given by Equation (4.5) with the equivalent
place of the
the actual length. The
mass flux and specific gravity are computed
place
The mass
computed first:
a~ial'~-«sacs».
96, 000
= 478, 500 l b m / h 9ft 2
G - me-in/A#ow - (7r/4) (6.065/12) 2
cS - = p/pater
P/Pwater =
-- 28.4/62.43
2 8 . 4 / 6 2 . 4 3=
- 0.455
0.455
AP =
LG 2
ff LG?
• 91(478, 500) 2
0.014 x91(478,500)°
7.50
7.50 x 10\(6.065/12)
1012(6.065/12) x 0.455 x 1.0
A Pf/ = 7.50
7.50 x 10D,s¢
1012Di s r
0.169 psi
=- 0.169
A
P/~
AP;
The calculations
the 5-in. pipe are
are similar:
The
calculations for the
4 Xx 48,000
48, 000
Re = 811,768
Re=
~(@i7/12)
zr(5.047/12) x
x 0.07424¢
0.074 x 2.419 811, 768
f =
- 0.3673(811,768) -0334
-0"2314 2
---- 0.0158
f
G=
48, 000
48,000
2
= 345, 499
499 1bm/h·ft
l b m / h 9ft 2
=345,
(z~/4)
(5.047/12)
n/ 5
,047/1 i:2
43.7(345, 499) 2
0.0158 X• 43.7(345,499)2
_
1012(5.047/12)
7.50 x 10\2(5.047
/12) Xx 0.455 Xx 1.0
P
El-t
AP/-
=
A P / ~ 0.0574 psi
AP,
The
The total friction loss in the
the feed lines is therefore:
therefore:
AP.feed =
- - 0.169 +
+ 0.0574 ~- 0.226 psi
AP%
(iv)
Friction loss in return
return lines
return line configuration similar to that of the
A return
the feed line is assumed
assumed as shown below. The
The
has a total length
branch of
primary
length of 20 ft as given in the
the problem
problem statement. Each
Each branch
primary line has
the line connected
boiler has
the
connected to the
the re
reboiler
has a vertical segment
segment of length
length 1.0 ft and a horizontal
segment of length
length 2.2 ft.
segment
REBOILERS
R
EBOILERS
Column
Column
10/463
10
/ 463
id
t
f
v-,,
lReboiler
er
\
velocity using
recommended vapor
the maximum
using Equamaximum recommended
We begin
vapor velocity
Equacalculating the
begin by
by calculating
We
tion (5.B.1):
(5.B.1):
tion
Ya
Ymax :
1800
1800
1800
1800
(pM)o.
5
=
(250
x 55.48)
15.3 ft/s
55.48 =153ft/s
@250
(pn05
lowervelocity
12ft/s.
The lines
sized for
lines will
velocity of
the main
somewhat lower
about 12
main line,
ft/ s. For
for aa somewhat
will be
be sized
line,
ofabout
For the
The
diameter is:
is:
the required
required diameter
the
1/2
-(9
Di(~-~14rh 1/2 _ [4(48, 000/3600) ]
)"Tu«a]"
12
7rnx2.76
x 2.76 x 12
npV
D, -=0.716ft
8.59in.
Di
0.716 ft -= 8.59
in.
internaldiameter
aninternal
FromTable
matchisisan
pipewith
B.2,the
8-in. schedule
withan
diameter
theclosest
schedule40
an&in.
Table B.2,
closestmatch
40pipe
From
of7.981
7.981in.
of
in.
split-flowsection,
section,we
Forthe
the split-flow
wehave:
have:
For
000/3600)] 112 = 0 506 ft= 6 07.
D· = [41(29,
Di-[4(29'000/3600)]
/x 22.76
7 r x 12
= 0.506
'
nx27612
' ft = 6.07 in.
mn.
forthis
Six-inchschedule
section.Equivalent
thissection.
in.) isisappropriate
pipe (ID
(ID=
Equivalentpipe
schedule40
appropriatefor
pipe
6.065in.)
40pipe
Six-inch
= 6.065
lengthsare
summarizedininthe
thefollowing
table:
aresummarized
followingtable:
lengths
Item
Item
length
Equivalentlength
Equivalent
8-in.pipe
(ft)
pipe(ft)
ofof8-in.
length
Equivalentlength
Equivalent
6-in.pipe
(ft)
pipe(ft)
ofof6-in.
sections
pipesections
Straightpipe
Straight
elbow
90°
90
~ elbow
Tee
Tee
expander
6"6"xx8"8"expander
loss
Entranceloss
Entrance
Ex.itloss
loss
Exit
Total
Total
20
20
14
14
40
40
48
48
122
122
3.2
3.2
10
10
77
1818
38.2
38.2
10/464
10
/ 464
REBOILERS
REBOILERS
The calculations for the 8-in. line are as follows:
The
R ee
R
4m
n
rcD;
Di #
_
4•
--4.044•
48.0
40ox1o°
n(7.891/12)
rr (7.891/12) •x 0.0095 x
• 2.419
f =0.3673
-- 0.3673 R
-02314 0.3673
= 0.3673 (4.044
(4.044 • 10°)
106) -0.2314
-02314 2
~ 0.0109
Ree -02314
f
48, 000
48,000
2
G - in/A~ow
IA
138. 165
165 Ibr
G =
- (7r/4) (7.981/12) 2 l3,
= 138,
lbm/h/h 9ft 2
in/Anoe
165)m/I·ft
(j4(7.981/f2?
Pwater =
S -= p/
P/Pwater
-- 2.76/62.43
2 . 7 6 / 6 2 . 4 3=
- 0.0442
f
f LG
L G2
I::!,. P1------A P f -- 7.50
7 . 5 0 • 10\
1012 Ds¢
Dis r -
0.0109 x• 122(138, 165)°
165) 2
7 . 5 0 x 1012(7.981/12)
1 0 1 2 ( 7 . 9 8 1 / 1 2 ) 0.0442
• 0 . 0 4 4 2 • 1.0
7.50
A
Pf 2
~ 0.115 psi
AP,
The calculations for the 6-in. line are similar, but the flow rate is halved:
The
44 •X 24,000
24, 000
Re -
= 2 . 6 3 1 • 1066
Re = ~(6065/12)
:r(6.065/12) •x 0.0095
0.0095 • 2Jig
2.419 2.631 x 10
f =0.3673(2.631
- 0.3673(2.631 x 10°)-02314
106) -~
= 0.012
0.012
f
GG=,
24,000
24, 000
= 119, 625 lbm/h 9ft 22
, 55/1252 =119,625lbm/h·ft
/4)(6065
(:if4)
(6.065/12)
625) 2
0.012 xX 38.2(119, 625)°
7.50 • 10\2(6.065/12)
1012(6.065/12) x 0.0442 X• 1.0
1.0
P -----:-=---------l: !,.1
APf -
A P f 0.0392
~ 0.0392 psi
AP;
The total friction loss in the return
The
return lines is thus:
=
=
APreturn
0.115 +
+ 0.0392 ~ 0.154 psi
APen - 0.115
(v) Total pressure
pressure loss
The
the sum of the individual losses calculated above:
The total pressure
pressure loss is the
/k etota 1=
- AP.ante
A Pstatic +
A Preboiler +
-Jr- AP'rat
A Pfeed +
+ AP,eur
A Preturn
APoat
+ AP%eotar
= 0.191 +
+ 0.2 +
+ 0.226 +
+ 0.154
=
APa =
Aetotal
-- 0.770psi
0.770 psi
Since this value is less than the available pressure
775 psi, the piping configurapressure drop of 1.
1.775
tion is acceptable. In actual operation, the liquid level in the column sump will self-adjust
to satisfy the pressure
pressure balance.
Tube-side pressure
(s) Tube-side
pressure drop.
The pressure
pressure drop for condensing
condensing steam is usually small due to the low flow rate compared
The
with sensible heating media. For completeness, however, the pressure
pressure drop is estimated here.
pressure drop in the straight sections of tubing can
For a condensing
condensing vapor, the two-phase pressure
be approximated by half the pressure
pressure drop calculated at the inlet conditions (saturated steam
REBOILERS
R
EBOILERS
10/465
10
/ 465
from
at 20 psia,
vapor ffraction=
psia, vapor
obtained from
The requisite
requisite physical properties
steam are
are obtained
properties of steam
at
r a c t i o n - 1.0). The
Tables A.8 and
A.9:
and A.9"
Tables
=
p - 1/20.087
1/20.087 -= 0.0498
lbm/ft3
0.0498 lbm/ft
0.0498/62.43 -= 00.000797
SS -=
- Pp/
/ PPwater
w a t e r -=
- 0.0498/62.43
.000797
#f.L -= 0.012 cp
m -- 5645 llbm/h
rh
bm/h
(from step
step (b))
(b))
(from
hhper tube -=
5645(2/212) -= 53.251bm/h
53.25lbm/h
I:Ylpertube
- m (mi(/n,)
np/nt)
-= 5645(2/212)
c_
53.25
53.25
G - "per»be
b l p e r tube _
fir/a)
G/9) D
D?}2
(:r/4)
(/4) (0.834/12)
0.834/12?2
A?2
14.037lbm/h.
== 14,
037 l b m / h 9ft
'
'
Di G
(0.834/12)
14,037
(0.834/12) •14,037
_PG
=
=_33,608
33,608
RR%
e -
0.012 •X 2.419
2.419
0.012
#
using Equation
friction factor
calculated using
is calculated
(5.2):
The friction
factor is
Equation (5.2)"
The
02585
ff -=0.4137
0.4137 RRe-02585
e -~
=_ 0.4137
(33,608)
608) -o.2585
0.4137(33,
0.0280
fI=
- 0.0280
on the
calculated by
pressure drop
is calculated
drop is
incorporating aa factor
side of
factor of
the right
1/2 on
of 1/2
The pressure
of
by incorporating
right side
The
Equation (5.1)"
(5.D):
Equation
11 n/a
LC2
11E
e5[,
Ds¢ ]-j,
se
A P f f?2
~ -~
7.50
• 1012D i s ck
75010
-
-2
2
o0280x2x13
14037
2 1j
ore.am;
7.50
(0.834/12) •0.000797
0.000797 • 1.0
7.50 • 1012
10 (0.834/12)
1.0
psi
= 0.173
0.173 psi
AAP;
Pf ~
the return
the pressure
can be
in the
neglected.
approximation, the
return bends
bends can
of approximation,
degree of
this degree
be neglected.
To this
drop in
pressure drop
To
the nozzles
will be
calculated to
pressure drop
Based on
sizing. Based
check the
nozzles will
on
the nozzle
However, the
in the
the pressure
be calculated
to check
drop in
nozzle sizing.
However,
schedule 40
Table 10.3,
selected for
steam and
10.3, 66 and
respectively.
and 3-in.
are selected
and condensate,
40 nozzles
nozzles are
condensate, respectively.
for steam
3-in. schedule
Table
nozzle we
the steam
For the
steam nozzle
we have:
have:
For
rh
i
_
G, =
Gn
"
(:r/4)D
(j4)p?2
-
5645
5645
2
28, 137 l b m / h 9ft 2
(/(6.065/12»
(rr/4)
(6.065/12) 2 =28, 1371bm/h ·ft
=
Di Gn (6.065/12)
28, 137
137 _ 489,903
(6.065/12) •28,
_PG
= 489, 903
RRe,
en -
#
2.419
0.012 •X 2.419
0.012
'
for the
the inlet
nozzle loss.
turbulent, allow
loss. From
head for
flow isis turbulent,
the flow
inlet nozzle
velocity head
From Equation
Since the
allow 11 velocity
Equation
Since
(4.11), we
obtain:
we obtain:
(4.11),
1.334 • 10
10-13(28,
(28, 137)
137)°2
_1,334
=1.334
10-?,
P,
Aen,steam1.334 •x 10
-13 G 21,/s
/s- =
44n,steam =t..
0.000797
0.000797
= 0.133
0.133 psi
psi
AA%,stea
Pn,steam --
10/466
10
/ 466
RREBOILES
EBOILERS
Forthe
thecondensate
condensateatat20
20psia,
psia,the
thephysical
physicalproperties
propertiesare
areobtained
obtainedfrom
fromTables
TablesA.8
A.8and
andA.9.
A.9.
For
59.40lbm/ft
ppo -=1/0.016834
1/0.016834 -= 59.40
lbm/ft 3
p/ Pwater --= 59.40/62.4359.40/62.43 = 0.9515
0.9515
SS- = P/Pwater
0.255cp
#µ, -= 0.255
cp
Gn =
in
rh
@j0p?
(Jr/4)D~
5645
5645
.2
== 109,958
lbm/h
9ft 2
109,
958
1bm/h·ft
(/4(3.06871:
0r/4) (3.068/12) 2
Di Gn
(3.068/12)
109,958 _
(3068/12) •109,958
Re, =_PG,
45,575
Ren
=
= 45,
575
0.255 •X 2.419
2.419
/z
0.255
Since the
the flow
flowisis turbulent,
turbulent, allow
allow 0.5
0.5velocity
velocityhead
head for
forthe
theloss
lossinin the
the exit
exitnozzle:
nozzle:
Since
0.5 x 1.334 x 10-13(109, 958) 2
_0.51.334 10 -(109,958 _0.00085i
P,
== 0.00085
psi
4in,condensate =•
·psi
APn,condensate
0.9515
0.9515
The total
total tube-side
tube-side pressure
pressure drop
drop isis estimated
estimated as:
as:
The
AF%steam ++ APn,condensate
AF%,condensate
AAP;
P i ~£: AAP;
P f ++ ~ken,steam
=
AP; -= 0.173
0.173 ++ 0.133
0.133 ++ 0.00085
0.00085 ~ 0.3
0.3psi
psi
APi
The pressure
pressure drop
drop isis small,
small, as
as itit should
should be
be for
for condensing
condensing steam.
steam. Therefore,
Therefore, the
the tubing
tubing and
and
The
nozzle configurations
configurations are
are acceptable.
acceptable.
nozzle
The final
final design
design parameters
parameters are
are summarized
summarized below.
below.
The
Design summary
summary
Design
Shell type:
type: BKU
BKU
Shell
Shell ID:
ID: 23.25
23.25 in./37
in./37 in.
in.
Shell
Shell length:
length: approximately
approximately 17
17 ftft
Shell
Length
beyond
weir:
3
ft
Length beyond weir: 3 ft
Weir height:
height: approximately
approximately 23
23 in.
in.
Weir
Tube bundle:
bundle: 212
212 tubes
tubes (106
(106 U-tubes),
U-tubes), 11 in.
in. OD,
OD, 14
14 BWG,
BWG, 13
13ft
long on
on 1.25
l.25in.
square pitch
pitch
Tube
ft long
in. square
Baffles: none
none
Baffles:
Support plates:
plates: 3 (One
(One less
less plate
plate isis used
used due
due to
to the
the reduced
reduced tube
tube length.)
length.)
Support
Shell-side nozzles:
nozzles: two
two 5-in. schedule
schedule 40
40 inlet,
inlet, two
two 6-in. schedule
schedule 40
40 vapor
vapor outlet,
outlet, one
one 4-in.
4-in. schedule
schedule
Shell-side
40
liquid
outlet
40 liquid outlet
Tube-side nozzles:
nozzles: 6-in. schedule
schedule 40
40 inlet,
inlet, 3-in. schedule
schedule 40
40 outlet
outlet
Tube-side
Feed lines:
lines: 6-in. schedule
schedule 40
40 from
from column
column to
to inlet
inlet tee,
tee, 5-in. schedule
schedule 40
40 from
from tee
tee to
to reboiler
reboiler
Feed
Return lines:
lines: 6-in. schedule
schedule 40
40 from
from reboiler
reboiler to
to outlet
outlet tee,
tee, 8-in.
8-in. schedule
schedule 40
40 from
from tee
tee to
to column
column
Return
Materials: plain carbon
carbon steel
steel throughout
throughout
Materials:
Note: The
The wall thickness
thickness of shell-side
shell-side nozzles
nozzles is
is subject
subject to
to revision
revision pending
pending results
results of
of mechanical
mechanical
Note:
design calculations.
calculations. See
See Example
Example 10.7
10. 7 for
for the
the latter.
latter.
design
REBOILERS
R
EBOILERS
10/467
10/467
10.4 Design of Horizontal Thermosyphon Reboilers
strategy
10.4.1 Design
10.4.1
Design strategy
that in a kettle
horizontal thermosyphon
reboiler is similar to that
The boiling-side circulation in a horizontal
kettle
thermosyphon reboiler
The
horizontal
used. With G- and H-shells, the
reboiler, particularly when
the horizontal
when a cross-flow shell (X-shell) is used.
reboiler,
the overall flow pattern
more a mixture
components, so the
mixture of
impart additional axial flow components,
baffle(s) impart
pattern is more
baffle(s)
flow. The
cross flow and axial flow.
results in a
The higher
rate typical of thermosyphons
higher circulation rate
thermosyphons also results
cross
higher
drop relative to kettles, as
as well as
and pressure
as a higher
pressure drop
higher shell-side heat-transfer
heat-transfer coefficient and
higher
mean temperature
better mixing in the
temperature difference
difference due
due to better
the shell.
mean
approximate computational scheme
to
differences notwithstanding,
The above differences
an approximate
scheme similar to
notwithstanding, an
The
Notice from
that used
be applied to horizontal
horizontal thermosyphon
thermosyphon units. Notice
reboilers can be
used for kettle reboilers
from
that
the bundle
and
bundle convection
depends only on
bundle geometry
geometry and
on the
convection factor, Fb,
the bundle
that the
F, depends
Equation (9.20) that
this degree
heat-transfer
independent of the
the circulation rate.
degree of approximation,
rate. Therefore,
approximation, the
the heat-transfer
Therefore, to this
is independent
rate, and
are decoupled.
independent of circulation
coefficient is independent
the heat
transfer and
decoupled.
circulation rate,
and hydraulics
heat transfer
hydraulics are
and the
coefficient
units.
for thermosyphon
this approximation
thermosyphon units.
approximation is conservative
conservative for
Clearly, this
the two-phase
the difficulty of calculating
drop in a horizontal
tube bundle
two-phase pressure
horizontal tube
pressure drop
Due to the
calculating the
bundle with
Due
position, it is not
not practical to calculate
area that
that varies
calculate the
drop in
in
pressure drop
vertical position,
varies with vertical
the pressure
a flow area
reboiler within
an approximate
method suitable
horizontal thermosyphon
framework of an
for
within the
the framework
suitable for
thermosyphon reboiler
approximate method
a horizontal
alternative, an
an average
can be
psi can
As an expedient
estimate
average value
hand calculations.
expedient alternative,
of 0.35 psi
to estimate
be used
value of
used to
calculations. As
hand
acceleration losses
the sum
the reboiler.
the friction and
reboiler.
losses in the
and acceleration
sum of the
the
to
difference in aa horizontal
mean temperature
temperature difference
higher mean
relative to
To account
for the
thermosyphon relative
account for
horizontal thermosyphon
the higher
To
Palen [1]
co-current LMTD
conservative approximation
(1) recommends
using aa co-current
kettle reboiler,
as aa conservative
LMTD as
approximation
a kettle
reboiler, Palen
recommends using
as if the
is calculated
mean driving
shell-side and
tube-side fluids
force. That
the mean
calculated as
the LMTD
for the
and tube-side
the shell-side
That is, the
LMTD is
driving force.
fluids
for
flowing co-currently.
were flowing
were
With the
hydraulic calculations
calculations can,
principle,
hydraulics decoupled,
can, in
heat transfer
decoupled, the
in principle,
the heat
the hydraulic
and hydraulics
transfer and
With
that used
similar to
In the
kettle reboiler
to that
reboiler in
used for
the
in Example
Example 10.2. In
performed in aa manner
manner similar
for the
be performed
the kettle
be
in the
case, however,
considerably more
more difficult.
the return
thermosyphon case,
the calculations
The fluid
return
fluid in
calculations are
however, the
difficult. The
are considerably
thermosyphon
mixture, so
from the
re boiler is
the reboiler
required. Also,
two-phase flow calculations
in
so two-phase
line from
is a vapor-liquid
are required.
vapor-liquid mixture,
Also, in
calculations are
line
rate is
by aa balance
unit the
determined by
circulation rate
the available
balance between
static head
between the
the circulation
recirculating unit
head
available static
is determined
a recirculating
sump and
and the
Therefore,
lines, and
in the
and reboiler.
the feed
of liquid in the
column sump
feed lines,
re boiler. Therefore,
the losses
losses in
return lines,
the column
lines, return
of
be attained
closure of
of the
reasonable accuracy.
must be
balance must
within reasonable
pressure balance
accuracy. Furthermore,
to within
Furthermore, the
the
attained to
the pressure
closure
fraction, which
vapor fraction,
turn depends
the vapor
in turn
the
the return
depends on
on the
drop in the
lines depends
pressure drop
depends on
on the
which in
return lines
pressure
The upshot
the connecting
is required
connecting lines
circulation rate.
procedure is
iterative procedure
upshot is
an iterative
size the
required to
lines
rate. The
that an
is that
to size
circulation
the circulation
fraction.
circulation rate
rate and
determine the
vapor fraction.
and vapor
and determine
and
computational methods,
discussed in
More rigorous
implementation, are
for computer
are discussed
in
methods, suitable
rigorous computational
computer implementation,
suitable for
More
(11,12).
Refs. [11,121.
Refs.
10.4.2 D
10.4.2
e s i g n gguidelines
uidelines
Design
given in
10.3 for
Section 10.3
nozzles given
in Section
The recommendations
of nozzles
factors and
recommendations for
fouling factors
and number
for fouling
kettle
for kettle
number of
The
applicable to
are the
given for
thermosyphon reboilers,
horizontal thermosyphon
also applicable
for
reboilers, as
are also
to horizontal
as are
reboilers are
the guidelines
guidelines given
reboilers
and the
medium. The
heating medium.
bundle and
the shell
the heating
between the
steam as
top ofthe
as the
tube bundle
ismuch
clearance between
the top
The clearance
shell is
much
of the tube
steam
vapor-liquid disengagement
less than
disengagement is
not required
is not
since vapor-liquid
than in
kettle reboilers,
in kettle
required in
in aa thermosyphon
reboilers, since
thermosyphon
less
to approximately
clearance cross-sectional
rule of
make the
is to
cross-sectional area
area equal
unit. One
the clearance
thumb is
half
of thumb
to make
One rule
equal to
approximately half
unit.
area [13].
(13].
flow area
the outlet
outlet nozzle
nozzle flow
the
because the
baffles in
TEMA Gthe horizontal
and H-shells
are preferred
boiling mixtures
preferred for
H-shells are
for wide
mixtures because
wide boiling
G- and
in
horizontal baffles
TEMA
ofthe
lighter components.
these units
reduce flashing
to reduce
liquid enriched
Flashing leaves
the lighter
components. Flashing
leaves the
flashing of
the liquid
enriched in
in
help to
units help
these
rate
which reduces
and, hence,
the rate
higher boiling
the higher
the temperature
temperature driving
hence, the
reduces the
force and,
boiling components,
components, which
driving force
the
these units
transfer. The
of heat
length of
in these
of the
The total
two-thirds of
total length
the horizontal
units isis about
baffle(s)
horizontal baffle
about two-thirds
the
heat transfer.
of the
of
(s) in
length.
shell length.
shell
the velocity
the two-phase
ofthe
to prevent
order to
unstable operation
In order
mixture
velocity of
system, the
re boiler system,
operation of
the reboiler
ofthe
prevent unstable
two-phase mixture
In
line should
value [14]:
following value
should not
exceed the
the following
the return
return line
not exceed
in the
[ 14]:
in
0.5
= (4000
(4000//Ptp)
pa)"°
Vmax
V»a -
(10.4)
(10.4)
10/468
10
/ 468
RREBOILERS
EBOILERS
where
where
Va = maximum
maximum velocity
velocity (if/s)
(ft/s)
Vmax
density of
oftwo-phase
two-phase mixture
mixture 0bm/ft
(lbm/ft)
p = density
Ptp3)
:
A complete
complete design
design problem
problem will
will not
not be
be worked
worked here
here due
due to
to the
the lengthiness
lengthiness of
of the
the calculations.
calculations.
A
However, the
the following
following example
example illustrates
illustrates the
the thermal
thermal analysis
analysis of
of aa horizontal
horizontal thermosyphon
thermosyphon
However,
reboiler.
reboiler.
Example 10.3
10.3
Example
A reboiler
reboiler for
for aa revamped
revamped distillation
distillation column
column in
in aa refinery
refinery must
must supply
supply 60,000
60,000lb/h
ofvapor
vapor consistconsistA
lb/h of
ing of
of aa petroleum
petroleum fraction.
fraction. The
The stream
stream from
from the
the column
column sump
sump will
will enter
enter the
the reboiler
reboiler as
as aa (nearly)
(nearly)
ing
saturated liquid
liquid at
at 35
35 psia.
psia. The
The dew-point
dew-point temperature
temperature of
of this
this stream
stream is
is 321~
321 °Fat
35 psia,
psia, and
and approxapproxsaturated
at 35
imately 20%
20% by
by weight
weight will
will be
be vaporized
vaporized in
in the
the reboiler.
reboiler. The
The properties
properties of
of the
the reboiler
re boiler feed
feed and
and the
the
imately
vapor and
and liquid
liquid fractions
fractions of
of the
the return
return stream
stream are
are given
given in
in the
the following
following table:
table:
vapor
Property
Property
Reboiler
Reboiler
feed
Liquid
Liquid
return
return
Vapor
Vapor
return
return
(P
TT (o
F)
H (Btu/lbm)
(Btu/lbm)
H
C» (Btu/lbm.
(Btu/lbm.·F)
Cp
~
(Btu/h·ft.·F)
k (Btu/h.
ft. oF)
#u (cp)
(lbm/ft)
p 0bm/ft
3)
ao (dyne/cm)
P,, (psia)
Ppc
289
136.6
136.6
0.601
0.055
0.179
39.06
11.6
406.5
298.6
298.6
142.1
0.606
0.054
0.054
0.177
38.94
11.4
11.4
-
298.6
265.9
0.494
0.494
0.014
0.014
0.00885
0.4787
-
Heat will be
be supplied
by a Therminol
Therminol®
synthetic liquid
liquid organic
organic heat-transfer
heat-transfer fluid with a temperature
temperature
supplied by
Heat
| synthetic
420-380F. The
The allowable pressure
pressure drop
drop is 10 psi. Average
Average properties
properties of the
the Therminol
Therminol®
range of 420-380~
range
|
are given in the
the table
table below:
are
Property
Thermino1
T,~. = 400~
400F
Therminol
| at Tare
C» (Btu/lbm
(Btu/lbm.·F)
Cp
9~
(Btu/h·ft.·F)
k (Btu/h.
ft. ~
u (cp)
s
Pr
0.534
0.0613
0.84
0.882
17.70
:
A used
used horizontal
horizontal thermosyphon
thermosyphon reboiler
reboiler consisting of a 23.25-in.
23.25-in. ID TEMA
TEMA X-shell with 145 Utubes (tube count
count of 290) is available at the plant
plant site. The
The tubes
tubes are
are 3/4-in.
¾-in. OD, 14 BWG, 16
16ft
tubes
ft long
1.0-in. square
the bundle,
bundle, which is configured for two passes,
passes, has
has a diameter
diameter of
square pitch, and the
on a 1.0-in.
Tube-side nozzles consist of 6-in.
6-in. schedule
schedule 40 pipe. Material
Material of construction
construction is
approximately 20 in. Tube-side
throughout. Will the reboiler
reboiler be suitable for this service?
plain carbon steel throughout.
REBOILERS
R
EBOILERS
10/469
10/469
Solution
Solution
Energy balances.
balances.
(a) Energy
the boiling
The energy
fluid is:
energy balance
balance for the
boiling fluid
The
q -
fnvHv
+ m L H L - I;tIFHF
The feed
rate to
to the
reboiler is
liquid return
and the
60,000/0.20 = 300,000 lbm/h,
return rate
is 60,000/0.20-300,000
lbm/h, and
is
the reboiler
rate is
the liquid
feed rate
The
000 -= 240,000
240,000 lbm/h.
Therefore,
lbm/h. Therefore,
3O0,OOO ---60,
300,000
60, 000
240,000 xX 142.1
136.6
00O xX 136.6
60,000
142.1 -- 300,
300, 000
265.9 ++ 240,000
q -= 60,
000 xX 265.9
Btu/h
000 B
q =- 9, 078, 000
tu/h
energy balance
the Therminol
The energy
balance for
Therminol®
for the
The
| is:
qq-
= ((CpT)m
inCpAT)Th
9,O78,
38O)
= inTh
O.534(42O ---- 380)
OOO -min, x 0.534(420
9,
078, 000
OOO llbm/h
425, 000
min, --= 425,
inTh
bm/h
difference.
temperature difference.
Mean temperature
(b) Mean
co-current:
The effective
were co-current:
computed as
effective mean
difference isis computed
mean temperature
temperature difference
as ifif the
the flow
flow were
The
!
289°F
A T - 131~ [ 289~
AT = 131F
/ 420~
420F
~ ( ,.,., )
«T
A'mean
rT
m e a n ~= ( A Tln)
co-current - i)co-current
I
>
298.6°F ]
298"6~
>
380F
380~
131
81.4
131 --81.4
j(131/814j
In
(131/81.4)
!
AT
A
T - =81.4°F
81.4~
10 4. 20F
= 104.2~
(c) Heat-transfer
Heat-transfer area.
area.
(c)
29O xx 7r
n xx (0.75/12)
911f?
(0.75/12) x 16
16 -= 911
AA -= nnub,L
t r c D o L -= 290
ft 2
overall coefficient.
(d) Required
Required overall
coefficient.
(d)
qq
9,078,000
9,
078, 000
0
/T
==96Btu/hf·'F
96 B t u / h . ft 2 9 ~
Ur
~req - - AAT%
A r m e a n9I11O45
911 x 104.2
2
coefficient, hi.
Inside coefficient,
ht.
(e) Inside
(e)
D, -=- 0.584
O.584in.
Di
in.
~h(np/nt)
h(»lo)
c_
m
G
(/4)D}
(rr/4)D~
=
425,
000(2/290) =_1.575.
425, 000(2/290)
//h
1,575, 679
679 l1bm
bm
h 9. ftf?
2
(/4)(0.584/12?
(rr/4)
(0.584/12) 2
"?'
(0.584/12) x 1,575,
679 _g7
1,575,679
_(0.584/12)
738
= 37,
738
37,7
O842419
0.84 x 2.419
D,C,
RReee - D
I G / #l =
B.1)
(Table B.1)
(Table
=
=
10/470
10
/ 470
RREBOILERS
EBOI LERS
Since the
the flow
flow isis turbulent,
turbulent, Equation
Equation (4.1)
(4.1) isis used
used to
to calculate
calculate hi:
h;:
Since
.023Re~
1/3 (/.t//.tw) 0"14 -0.023(37, 738)
0.8 (17.70) 1/3 (1.0)
= O0.023RP»V(/a)""
0.023(37,
738)(17.70)/(1.0)
NNu
u -
= 274.9
274.9
NNu
u -
=
h, = ((/D,)NM,
hi
k/Di)Nu-
au
i
0.0613 xx 274.9
_0.0613
274. =_346Btu/h.f?
346 B t u / h . if2. .F
oF
(0.584/12)
(0.584/12)
(f) Outside
Outside coefficient,
coefficient, ho
h, == hb.
h.
if)
() Nucleate
Nucleate boiling
boiling coefficient
coefficient
(i)
The pseudo-reduced
pseudo-reduced pressure
pressure isis used
used in
in place
place of
of the
the reduced
reduced pressure:
pressure:
The
P, = P/P,,
0.0861
P p r - - P / P p c -=35/406.5
35/406.5 -= 0.0861
Since this
this value
value isis less
less than
than 0.2,
0.2, Equation
Equation (9.5)
(9.5) isis used
used to
to calculate
calculate the
the pressure
pressure correction
correction
Since
factor in
in the
the Mostinski
Mostinski correlation:
correlation:
factor
2.1P ~ + [9 + ( 1 - P r 2 ) 'IP?
-llPr 2
=21P4[9+(-P?)
FF»
p -
[9+
(0.0861)1-'}
0.27 ++ [9
+ [[11 -- (0.0861)2]
-1 } (0.0861)
= 2.1(0.0861)
2.1(0.0861)"
(0.08612
FF»
p - =1.1573
1.1573
The required
required duty
duty is
is used
used to
to obtain
obtain an
an initial
initial estimate
estimate of
of the
the heat
heat flux:
flux:
The
@ -=q/A
9965 Btu/h.
Btu/h.ft
q / A -=9,078,000/911
9,078, 000/911 -= 9965
ft 2
The boiling
boiling range
range is
is calculated
calculated from
from the
the given
given data
data and
and used
used to
to compute
compute the
the mixture
mixture
The
correction factor
factor using
using Equation
Equation (9.17a)"
(9.17a):
correction
= TD
Tn --Th
= 32~
32F
T B -=321
- 3 2 1 --289
289 --
BBR
R -
Fm
= (1+0.0176a01BR075)-1
(1 + 0.0176 q~176
F%=
== [1 ++0.0176(9965)5(32)0750.0176(9965)~176
-1
= 0.5149
0.5149
FF%»
m -
The nucleate
nucleate boiling
boiling coefficient
coefficient is obtained
obtained by
by substituting
substituting the
the above
above values
values into
into the
the
The
Mostinski correlation,
correlation, Equation
Equation (9.2a)"
(9.2a):
Mosfinski
069 07
=
== 0.00622(406.5)0"69(9965)
1.1573 x0.5149
0.5149
0.00622(406.5)0(9965)0.7 x1.1573
147Btu/h.f?.·F
h)=
hna
- 147
Btu/h 9ft 2. ~
h,a - 0.00622P92F,F%»
hna
0.00622P'c q" F p F m
(ii) Bundle
Bundle boiling
boiling coefficient,
coefficient, hb
h,
(ii)
The correction
correction factor
factor for
for bundle
bundle convective
convective effects
effects is calculated
calculated using
using Equation
Equation (9.20)"
(9.20):
The
1.0]0.75
_ 1.0]
0.75
0.785Db
F= 1.0 + 0.1 [ C1 ( P 0.785Db
T/Do) 2 x Do
Fb - - 1.0 + 0.1
C(Pr/D? D%
1.0]0.75
_- 1.0]
0.75
0.785
0.785 xX 20
20
= 1.0 0.1 [
+'10(10/0.75)?
= 1.0 + 0.1 1.0(1.0/0.75)2 x075
0.75
FF,b -= 1.5947
REBOILERS
REBOILERS
10 / 471
10/471
rough approximation of 44 Btu/h
Btu/h. • ft
ft22 •9°~Fis
is adequate for the natural convection coefA rough
ficient, hnc,
hnc, because
temperature difference is large. The boiling coefficient for the
because the temperature
bundle is given by Equation (9.19):
bundle
(9.19)"
h»
h b -= h,F
hnbFb +
+ hp
h n c=
- 147 x• 1.5947 +
+ 44
hb =
-- 278Btu/h
278 Btu/h. .f
ft?2 ·F
.~ =
- h,,
ho
h,,
(g)
Fouling factors.
Based on the guidelines in Table 10.2, the fouling factors are chosen as follows:
RDi
0.0005 h . ft 2. ·F/Btu
~
Rpt = 0.0005h.ft.
(organic liquid heating medium)
RDo
-- 0.001 h. ft 2-. PF/Btu
~
Rp, =0.001h.ft?
(heavier normal hydrocarbon)
-
-
(h) Overall coefficient.
]-I
Doln
11
RDiDo
Do In (Do/Di)
RDi Do R ]-1
[E Do
UD) ll
)o
UD -- h,
hi Di
2ktube
+ ~h,, -~ D
Di hF RDo
D, +
2ke
I
_l
= [I
-
]-1
0.75
1 1 0.0005 Xx 0.75
(0.584/12) In (0.75/0.584) _
0 OOl]-l
0.584
2 Xx 26
++ 2-~
278 +
0.584
++ 0.001
.
346 Xx 0.584 +
+
+
=
UD ~ 109Btu/h
109 Btu/h .9fft?2 ·F
.~F
U»
(i) Check heat
()
heat flux.
- U
Up AT%,
ATm =
--109
109 x 104.2
1 0 4 . 2=
- 11,358 Btu/h.ft?
Btu/h. ft 2
@=
This
14% higher
higher than the initial estimate of the heat flux. Therefore, several
This value is about 14%
more iterations were performed
performed to obtain the following converged values:
h,,
04 Btu/h
hb 3
~ 304
Btu/h. .f?
ft 2.."F
~
UD =
~ 113Btu/h.f?
113 Btu/h. ft 2-.·F
~
U
=
9ft 2
@ ~ 11,730 Btu/h
Btu/h.f?
(j) Critical heat flux.
The critical heat
heat flux for a single tube is calculated using Equation (9.23a):
The
(9.23a)"
qc =
- 803P,P(
803 Pc pO.35(1 - P,)9
Pr)0.9
@.
= 803 x 406.5(0.0861)0(1
406.5(0.0861) 0.35(1 --0.0861)
- 0.0861) 0.9
=
127, 596 Btu/h.f?
Btu/h 9ft 2
~,qc =- 127,596
The
The bundle
bundle geometry
geometry factor is given by:
D,
Db
~b-- ~D,
»
ntDo
20
= 0.09195
20007¢
290 x 0.75 = 0.09195
10/472
10
/ 472
RREBOILERS
E B O I LERS
Since this
this value
value isis less
less than
than 0.323,
0.323, the
the bundle
bundle correction
correction factor
factor is:
is:
Since
=3.
0.09195 -= 0.285
0.285
3.11
~ b -=3.1
- 3.1 xx 0.09195
C¢%
b :
The critical
critical heat
heat flux
flux for
for the
the bundle
bundle isis given
given by
by Equation
Equation (9.24)"
(9.24):
The
@e,one --= qc,tube
127, 596
596 •x 0.285
0.285
@e.nae dPbd --= 127,
qc,bundle
36, 365
365 Btu/h
Btu/h.ft?
@e»one --= 36,
qc,bundle
9ft 2
The ratio
ratio of
of the
the actual
actual heat
heat flux
flux to
to the
the critical
critical heat
heat flux
flux is:
is:
The
=
@/@nae -=- 11,730/36,
11, 730/36, 365
365 ~ 0.32
0.32
q/qc,bundle
Since the
the ratio
ratio isis less
less than
than 0.7
0.7 and
and UD
Up >> Ureq,
the reboiler
reboiler isis thermally
thermally acceptable.
acceptable.
Una, the
Since
(k) Tube-side
Tube-side pressure
pressure drop.
drop.
(k)
(i) Friction
Friction loss
loss
(i)
The calculation
calculation uses
uses Equation
Equation (5.2)
(5.2) for
for the
the friction
friction factor
factor and
and Equation
Equation (5.1)
(5.1) for
for the
the
The
pressure drop:
drop:
pressure
0.4137 (37,
0.0271
(37, 738)
738)-0.2585
ff -=0.4137R%
0.4137 Re -~0.2585 =_ 0.4137
-0.2585 =_ 0.0271
ffn,L
np L G
G2
AP, 7.50 x lO12Di s dpi
APf-
7.50 10\D,s¢
0.0271
2 • 16(1,575,679)
0.0271 xx2
160,575, 679)°2
7.5
0.882 xx 1.0
10\2(0.584/12) xx 0.882
7.5
x 1012(0.584/12)
6.69psi
AP; -= 6.69
APf
psi
Minor losses
losses
(ii) Minor
From Table
Table 5.1, the
the number
number of
of velocity
velocity heads
heads allocated
allocated for
for minor
minor losses
losses with
with turbulent
turbulent
From
flow in
in U-tubes
U-tubes is:
flow
= 1.6
np --1.5
1 . 5 -=1.6x2-1.5
1.6 • 2 - 1 . 5 -=1.7
1.7
1.6n
o, :
Olr
Substituting in Equation
Equation (5.3) yields:
yields:
Substituting
',G/s = 1.334 xx 1010-- 1 3 x 1.7(1,575,
1.7(1,575, 679)2/0.882
679)/0.882
lO-13olrG2/s-
AP, == 1.334
1.334
APr
• 10
AP, == 0.64
0.64 psi
psi
APr
(iii) Nozzle
Nozzle losses
losses
For 6in.
6-in. schedule
schedule 40
40 nozzles
nozzles we
we have:
have:
For
G, _
Gn =
rh
"
"(/9)D}
(z~/4)D~
425,000
_425,000
118,361
1bm/hf?
=2,
2,118,
361 lbm/h
9f t 2
(/4)
(6.065/12)?2
"
"
(~r/4) (6.065/12)
Di Gn
(6.065/12)
2,118, 361 _ 526.907
(6.065/12) x2,118,361
_DC
Ren
=
= 526, 907
Re,, =
#
0842419
0.84
x 2.419
Since the
the flow is turbulent,
turbulent, Equation
Equation (5.4) is used
used to
to estimate
estimate the
the pressure
pressure drop:
drop:
Since
-N,G;/s
APn
x 10-13Ns
G 2 / s -=2.0x
2.0 • 10
-13 x1(2,
1(2,118,361)2/0.882
AP, -= 2.0
2.0x10
10118,361)/0.882
AP, -= 1.02
1.02psi
APn
psi
REBOILERS
R
EBOILERS
10/473
10
/ 473
(iv) Total pressure
pressure drop
(iv)
AP
AP, -= 6.69 ++0.64
= A
+ APn
+ AAP
+ 1.02
AP;
A
P i -Pf +
Pr +
0.64 +
AP
A
P i ~2 8.4 psi
the pressure
Since the
the reboiler
reboiler is hydraulically
pressure drop is within the specified limit of 10 psi, the
acceptable.
the reboiler
reboiler is thermally
this service.
thermally and hydraulically suitable for this
In summary, the
10.5 Design of Vertical Thermosyphon Reboilers
10.5.1 Introduction
Introduction
10.5.1
procedure developed
reboilers is presented
presented
thermosyphon reboilers
developed by Fair [10] for design of vertical
The procedure
vertical thermosyphon
The
has been
reboiler design, and
method has
incorporates
industrial reboiler
been widely used
and it incorporates
this section. This
used for industrial
This method
in this
the design
calculation. Newer
amenable to hand
that help make
design problem
some simplifications
problem more
make the
more amenable
hand calculation.
Newer
simplifications that
some
by Fair
boiling are
used in place
Fair [10],
of those
convective boiling
and convective
correlations for two-phase
place of
are used
those given by
two-phase flow and
[ 10],
correlations
design strategy is the
but the
the basic
basic design
same.
the same.
but
the reboiler
Point A is at
re boiler system.
the liquid
liquid
the surface
Figure 10.8 shows
system. Point
configuration of the
shows the
at the
surface of the
the configuration
Figure
respectively. Boiling
are at the
tubesheets, respectively.
inlet and outlet
Boiling
Points B and
the inlet
and D
the column sump. Points
D are
outlet tubesheets,
in the
sensible heat
Band
occurs.
at point
transfer occurs.
begins at
point C; between
heat transfer
points B
assumed that
between points
that only sensible
begins
and C, it is assumed
heating zone
for the
zone is that
sensible heating
the reboiler
The reason
enters the
liquid generally
that the
the sensible
generally enters
the liquid
reason for
reboiler subcooled
subcooled
The
inlet line.
static head
sump and
line.
heat losses
the inlet
in the
head in
losses in the
the column
the static
due to the
and heat
extent due
some extent
column sump
to some
•
Column
Column
;
A
Liquid
Liquid
TT
l
D
------
f
A
Reboiler
Reboiler
l
co
LAC
Ac
(Boiling)
LCD (Boiling)
C
···········•··········
B
..
,q
(Sensibl e heating)
heating)
LBC
lBc (Sensible
1
reboiler system.
vertical thermosyphon
Figure 10.8
10.8 Configuration
of vertical
system.
thermosyphon reboiler
Configuration of
Figure
10 // 474
474
10
RREBOILERS
EBOILERS
10.5.2 Pressure
Pressure balance
balance
10.5.2
With reference
reference to
to Figure
Figure 10.8,
10.8, the
the system
system pressure
pressure balance
balance can
can be
be stated
stated as
as follows:
follows:
With
(PB- Pz) + (Pc- P,) + (PD- PC) + (PA- PD) --0
(10.5)
(10.5)
The first
first pressure
pressure difference,
difference, PB
Pg --PA,
consists of
of the
the static
static liquid
liquid head
head minus
minus the
the friction
friction loss
loss in
in
The
PA, consists
the inlet
inlet line.
line. Expressing
Expressing the
the pressure
pressure difference
difference in
in units
units of
of psi
psi and
and setting
setting the
the viscosity
viscosity correction
correction
the
factor to
to unity
unity in
in Equation
Equation (4.5),
(4.5), we
we have:
have:
factor
PB _ PA -- PL (g/gc) (ZA - ZB) _
fin Lin G 2.
zn
144
7.50 x 1012DinSL
(10.6)
(10.6)
Here, ZA
z4 and
and zB
z are
are the
the elevations
elevations at
at points
points A
A and
and B,
B, respectively,
respectively, and
and the
the subscript
subscript "in"
"in" refers
refers to
to
Here,
the inlet
inlet line
line to
to the
the reboiler.
reboiler. Also,
Also, Lin
La» isis an
an equivalent
equivalent length
length that
that accounts
accounts for
for entrance,
entrance, exit,
exit, and
and
the
fitting losses.
losses.
fitting
A similar
similar result
result holds
holds for
for the
the second
second term,
term, Pc
Pc --Ps,
the tube
tube entrance
entrance loss
loss is
is neglected:
neglected:
A
PB, ifif the
Gf
Pc
PB -- - PPL(glg)Lpc
L (g/gc)LBc __
ftfgc
LBC G2t
Pe --P,
144
7.50
10D,s;
144
7.50
x IO12DtSL
(10.7)
(10.7)
The subscript
subscript "t"
"t" in
in this
this equation
equation refers
refers to
to the
the reboiler
reboiler tubes.
tubes.
The
The pressure
pressure difference,
difference, PPp
Pc, across
across the
the boiling
boiling zone
zone includes
includes an
an acceleration
acceleration loss
loss term
term in
in
The
D --- Pc,
addition to
to the
the static
static head
head and
and friction
friction loss
loss terms:
terms:
addition
D AAP,cD
AP%cc
PPp
D --Pe
P c - =-AP.aec
-APstatic,CDP f , c D -- APacc,CD
(10.8)
(10.8)
The pressure
pressure difference
difference due
due to
to the
the static
static head
head of fluid
fluid is
is obtained
obtained by
by integrating
integrating the
the two-phase
two-phase
The
over the
the boiling
boiling zone,
zone, but
but the
the integral
integral can
can be
be approximated
approximated using
using an
an appropriate
appropriate average
average
density over
density
density:
density:
2p
zD
f
f).Pstatic,CD
= (g/144gc)
(g /144gc) f ptp
Ptp dz
dz ~=(g
/144gc)PtpLCD
APstatic,C
D -(g/144gc)-fitpLcD
¢
zc
(10.9)
Fair [10] recommends
recommends calculating
calculating the
the average
average density,
density, Ptp,
vapor weight
weight fraction
fraction equal
equal to
Fair
Ptp, at a vapor
one-third the
the value
value at
at the
the reboiler
reboiler exit.
one-third
The friction
friction loss
loss is obtained
obtained by integrating
integrating the
the two-phase
two-phase pressure
pressure gradient
gradient over
over the
the boiling
boiling zone,
zone,
The
but it, too,
too, can
can be
be approximated,
approximated, in this
this case
case using
using an
an average
average two-phase
two-phase multiplier:
multiplier:
but
ZD
p
AP.co=
I
2-2
2
df(AP/Dod
fLcoGio
75
10Ds;
7.5 x IO12DtSL
(10.10)
¢
gc
d,
--2
recommends calculating
calculating CLO at a vapor
vapor weight
weight fraction
fraction equal
equal to two-thirds
two-thirds the
the value at the
the
Fair [[10]
10] recommends
reboiler exit.
reboiler
The pressure
change due
due to acceleration
acceleration of the
the fluid resulting
resulting from vapor
vapor formation
formation is given by
pressure change
The
the following equation
equation [10]"
[10]:
the
G
G
G
Gt2y =
Gt2Y
:
Gt2Y
Aeecp =- -..=..=12
APacc,CD
144gcPwaterSL
3.75 x 1012SL
· = 144gcPL
144goL
144gPwaterSL
10/sL
(10.11)
(10.11)
REBOILERS
REBOILERS
10/475
10
/ 475
where
(1 - Xe)22
PLX22
_(-),Pi
(10.12)
t
1
(10.12)
Veve
Y - 11-£ye
- gV,e
PVeV,e
In this equation, Xe
Xe and gV,e
cv,e are the vapor mass fraction and the void fraction at the reboiler exit.
The
Pp, includes static head, friction, and acceleration effects. Since it
The pressure
pressure difference, PA -- PD,
is common practice (except for vacuum operation) to maintain the liquid level in the column sump
near the elevation of the upper tubesheet
tubesheet in the reboiler, the static head effect is neglected. The
effect of the velocity change from the reboiler tubes to the return line is accounted for explicitly.
Lex. The
The result
Other losses are lumped with the friction loss term by means of an equivalent length, La.
is as follows:
fexLex Gex~LO,ex
2 2
@+D
PA
- PD -- (G2 - G%
G2x)
(y + 1)1a1.G,so.
P, -,
3.75 x 10ls,
IO12sL
3.75
7.50
7.50 x 10\Das
lO12DexSL
_C-
(10.13)
i
In this equation, the subscript "ex" designates conditions in the exit line from the reboiler.
Substituting for the four pressure
pressure differences in Equation (10.5) and combining terms leads to
the following result:
Pg!Ac -- Pg!co
pLgLAc
-~tpgLcD
144g%
144gc
G2ex(y +1-G}
+ 1) - G2t
G6
i
finLinG~n
7.50 x 10D%s
1012DinSL
7.50
I
3.75 x 10s;
1012s L
3.75
ftLBcG2t
fLpcG;
7.50 x 10\Dsr
IO12DtSL
7.50
2-2
2-2
ftLcDGt CLO
fL-coGio
7.50 x 10D,st
lO12DtSL
7.50
fexLex GexCLO,ex
2 2
f1a€do
= 0
12 DasL =
7.50 x 10lO12DexSL
7.50
(10.14)
This equation provides a relationship between the circulation rate and the exit vapor fraction in the
reboiler. It can be solved explicitly for the circulation rate if the dependence of the friction factors
on flow rate is neglected. The solution is:
i
3.210/
3.2 x 101~
(g/gc) (pLLAc -- Pl-cv)
--fitpLcD)
Dsg/g2(PLAc
."2
2
5
mi=-D_
2 1_[�(-y-+-)_(_D_
l Dex__
t_
) __4 -n-��)-+_l_Ln ni __g_
( �-)�-+---,( ��)-L_s_c
( _+_L_c_D_¢__
f )_+_f
o
e_L_ex_<
x l>_L__
o ex_(_g
, e_ x__
t 5)
2Dt
(y+l)
Dt 4
1
~ex
-n-~t
+f'nLin
Dt
~
5
+
ft
n-T
(LBc + LcDr
+ fexLexr
(10.15)
where
where
in;
~hi = tube-side mass flow rate (bm/h)
(lbm/h)
n; = number
nt
number of tubes in reboiler
PL,-fitp
oc,llbm/ft
bm/ff 3
P,
7 ox
Luc,L-co,Inc.In.
La o
LAC,
LCD, LBC , Lin, Lex
~ ft
D,,D»».Da
Dt,
Din, Dex a
cx ft
For SI units, change the constant in Equation (10.15) from 3.2 3x 10!
1010 to 1234. This will give mi;
~1'/i in
k g / s when lengths and diameters are in m and densities are in kg/m?'
k g / m 3.. Note that the factor g/ge
g/gc
kg/s
equals 1.0 in English units and 9.81 in SI
S! units.
Equation (10.15) can be solved iteratively to obtain the circulation rate and exit vapor fraction. For
computer implementation, the integrals appearing in Equations (9.9)
(9.9) and (9.10) can be evaluated
rather than using approximate average values of p
by numerical integration rather
PtI~and ;
r o.
10.5.3
Sensible
10.5.3 S
e n s i b l e hheating
e a t i n g zone
zone
In order to calculate the circulation rate using Equation (10.15), the length, Lpc.
LBC, of the sensible
heating zone must be determined. Fair's (10]
[10] method for estimating Lc
LBC is described here. Boiling
is assumed to begin when the liquid in the tubes becomes saturated; subcooled boiling is not
considered, which is a conservative approach for design purposes.
10/476
REBOILERS
REBOILERS
In flowing from point B to C, the fluid pressure decreases due to the elevation change and friction
effects. At the same time, the fluid temperature increases due to heat transfer. A linear relationship
between the temperature and pressure
pressure is assumed:
Te
(AT/D)
T c --T%
TB
(AT~L)
=- (AP/D)
Pc
- PB
(AP/L)
Pe -P
(10.16)
The saturation curve is linearized about point A to obtain:
Ta
Tsat - T,
TA
= (AT/AP)sat
=(AT/AP)%a
p,
P.
Psat
sat - PA
A
(10.17)
Now at point C, the fluid reaches saturation, so that Tc =Ta
= Zsat and Pc =
= Paa.
Psat. If heat losses in the
reboiler feed line are neglected, then it also follows that T4=T,g.
TA = TB. With these equalities, Equations (10.16) and (10.17) can be combined to obtain the following expression for the pressure
pressure at
point C:
pointC:
P» -Pe
PB
-Pc
Pe
PB P
- PA
(A
( A T/AP)Na
T / AP)sat
=-------(AT/D)
(10.18)
(AT/AP)sat - (AT~L)
(AT/AP)a
(PL
(AP/L)
If friction losses are neglected, then the pressure
pressure differences on the left side of this equation are
proportional to elevation differences, i.e.,
(PB -- PC) I (P8 - PA) ~ L s c I (ZA - ZB)
(10.19)
Furthermore,
Furthermore, if the liquid level in the column sump is kept at approximately the upper tubesheet
level, then (z4
Lgc +
(ZA --z3)
ZB) "~LBC
+ Lcp
LeD =
-- tube length. Equation (10.18) can then be written as:
=
LBc
LBC
(AT/AP)aa
(AT/AP)sat
Tac+Le
LBC + LeD
(AT/AP)sat - {TTL
(AT~L)
cT/AP),
«at
(P/L)
(AP/L)
(10.20)
(10.20)
The
The left side of this equation is the fractional tube length required for sensible heating.
(AT/AP)sat, two points on the saturation curve are needed in the vicinity of
In order
order to evaluate (AT/AP)a,
(TA, PA). If the latter point is known from column design calculations, then only one additional point
(T4,P).
is needed at a temperature somewhat higher
higher than T4.
TA. For a pure component, this simply entails
calculation of the vapor pressure
pressure at an appropriate temperature. For a mixture, a bubble-point
pressure calculation is required.
pressure
The pressure
The
pressure gradient in the sensible heating zone is calculated as follows:
- ( (AP/L)
AP/L) =
- 9Lg/g2)
PL(g/gc) +
+ AP
APf,Bc/L
pc/L
(10.21)
(10.21)
The friction loss term in this equation can usually be neglected. Note that friction losses were
neglected in deriving Equation (10.20).
The
The temperature gradient in the sensible heating zone is estimated as follows:
AT/L -
ntJrDo UDA Tm
(10.22)
bIiCp,L
UD and AT~
A Tm are the overall coefficient and mean driving force, respectively, for the sensible
Here, Up
heating zone.
REBOILERS
R
EBOILERS
10/477
10
/ 477
10.5.4 Mist flow limit
10.5.4
re boiler design
heat-transfer coefficient
design due
drop in heat-transfer
due to the
mist flow regime
the large drop
The mist
regime is avoided in reboiler
The
dryout. Fair [[10]
the onset
presented a simple empirical correlation
correlation for the
tube wall dryout.
onset
accompanies tube
that accompanies
that
10] presented
amount of data, it was later verified
correlation was based
very limited amount
Although the
based on a very
the correlation
of mist flow. Although
mixtures.
et al. [[15]
range of data for hydrocarbons,
over a wide range
their mixtures.
hydrocarbons, alcohols, water, and their
by Palen et
15] over
as follows:
correlation is as
The correlation
The
10X%
G»ts =1.8
Gt,mist1.8 • 106Xtt
(10.23a)
(10.23a)
where
where
Get == tube-side
onset of mist
tube-side mass
mist flow Obm/h(lbm/h.ft?)
mass flux at
at onset
Gt,mist
ft2)
parameter, Equation
Equation (9.37)
Lockhart--Martinelli parameter,
X
Xtt == Lockhart-Martinelli
equation is:
the corresponding
terms of
units, the
corresponding equation
of SI units,
In terms
G»e -=2.44
10X%
Gt,mist
2.44 • 103Xtt
(10.23b)
the value
ox kkg/s·m.
by
where Gt,mist
tube-side mass
given by
kept safely
value given
Gs o~
be kept
The tube-side
below the
should be
mass flux
flux should
safely below
where
g / s . m 2. The
This will
occur, but
still possible
the design
does not
possible that
that the
will ensure
dryout does
that dryout
ensure that
but itit is
design
is still
not occur,
Equation (10.23).
Equation
(10.23). This
should
the low-vapor-fraction
flux should
heat flux
flux. Hence,
the critical
low-vapor-fraction critical
exceed the
heat flux
heat flux.
critical heat
Hence, the
may exceed
critical heat
flux may
heat
and compared
heat flux.
compared with
computed and
be computed
also be
the design
flux.
with the
design heat
also
instabilities
Flow instabilities
10.5.5 Flow
10.5.5
flow in
that result
of instability
Two-phase flow
types of
instability that
from compressibility
to several
compressibility
in pipes
several types
pipes isis subject
result from
subject to
Two-phase
thermosyphon
In thermosyphon
pressure-drop-versus-flow-rate relationship
the shape
shape of
and the
effects and
relationship [13].
[ 13]. In
of the
the pressure-drop-versus-flow-rate
effects
characterized
result in
and "geysering",
"chugging" and
that are
are characterized
"geysering", conditions
reboilers, flow
instability can
can result
conditions that
flowinstability
in "chugging"
reboilers,
in the
conditions occur
in the
the flow
the slug
changes in
occur primarily
flow pattern.
slug flow
and
periodic changes
by periodic
pattern. These
primarily in
flow and
These conditions
by
decelerated. These
and decelerated.
flow regimes
These
of liquid
alternately accelerated
slugs of
large slugs
liquid are
accelerated and
when large
plug flow
regimes when
are alternately
plug
operationalproblems
be prevented.
column, and
cause operational
problemsin
prevented.
and hence,
in the
distillation column,
hence, must
instabilities can
can cause
mustbe
the distillation
instabilities
the inlet
stable as
to become
tendsto
tubes tends
pressure isis reduced.
Therefore,
in reboiler
inletpressure
flowin
become more
reduced. Therefore,
The flow
as the
re boilertubes
more stable
The
the reboiler
feed line
the
stabilize the
often placed
reboiler to
restriction isis often
placed in
to help
in the
or other
valve or
flow restriction
help stabilize
line to
to the
the feed
other flow
aa valve
compensate for
system pressure
discrepancies in
valve can
can also
in the
The valve
used to
for discrepancies
balance.
be used
also be
the system
to compensate
pressure balance.
flow. The
flow.
limitations
Size limitations
10.5.6 Size
10.5.6
vertical thermosyphon
reboilers are
to suppreviously noted,
related to
supthermosyphon reboilers
As previously
are subject
to size
noted, vertical
limitations related
size limitations
subject to
As
and height
height considerations.
portand
considerations. General
are that
ofthree
operating in
General guidelines
in
maximum of
shells operating
guidelines are
three shells
thataa maximum
port
on aa single
area
distillation column,
heat-transfer area
can be
supported on
column, with
with aa maximum
total heat-transfer
single distillation
be supported
maximum total
parallel can
parallel
are usually
approximately 25,000
of 8-16
in the
of 8-20
with values
8-16ft
the range
usually in
8-20ft,
lengths are
range of
Tube lengths
of approximately
25,000ftft?.
values of
of
2. Tube
ft, with
ft
most common.
common.
being most
being
10.5.7 Design
strategy
Design strategy
10.5.7
design, calculation
circulation
ofthe
threemain
mainsteps:
preliminarydesign,
consistsof
thecirculation
steps: preliminary
designprocedure
ofthree
calculation of
Thedesign
procedureconsists
The
rate, and
drop in
ofheat
transfer and
re boiler tubes.
rate of
calculation of
and pressure
tubes.
and stepwise
pressure drop
heattransfer
in the
stepwise calculation
ofthe
the reboiler
the rate
rate,
Preliminary design
design
Preliminary
configurationfor
usingan
approximate
theusual
initialconfiguration
properisisobtained
thereboiler
Aninitial
usualmanner
mannerusing
forthe
obtainedininthe
reboilerproper
anapproximate
An
required surface
forcetotoestimate
overall driving
coefficientalong
an overall
drivingforce
overallheat-transfer
heat-transfercoefficient
therequired
surface
estimate the
with an
alongwith
overall
established. For
configuration of
For recirculating
return lines
be established.
recirculating
and return
lines must
area. The
of the
The configuration
must also
also be
the feed
feed and
area.
the
equivalently, the
initial estimate
an initial
can be
sized using
(or equivalently,
using an
the recirculation
be sized
the lines
rate (or
units, the
forthe
recirculation rate
lines can
estimate for
units,
fraction).
exitvapor
vaporfraction).
exit
10/478
10 / 478
REBOILERS
REBOI LERS
Circulation
rate
Circulation rate
The length of the sensible heating zone is first calculated using Equation (10.20). Then EquaThe
tion (10.15) is solved iteratively to obtain the circulation rate and exit vapor fraction. The mass flux
in the tubes should be checked against the value given by Equation (10.23) to ensure that the flow
is not in or near the mist flow regime. If the calculated circulation rate and vapor fraction are not
acceptable, the piping configuration is modified and the calculations repeated.
S
t e p w i s e ccalculations
alculations
Stepwise
A zone analysis is performed
performed by selecting an increment, Ax, of the vapor weight fraction. In each
vapor-fraction interval, the arithmetic average vapor fraction is used to calculate the boiling heattransfer coefficient, two-phase density, and friction loss. The overall heat-transfer coefficient and
transfer
average driving force for the interval are used to calculate the tube length required to achieve the
increment
increment in vapor fraction.
The pressure
pressure drop for each interval is calculated by summing the static, friction, and acceleration
The
losses. The
The acceleration loss for a given interval, k, is calculated using the following modification of
Equation (10.11):
[, P
}
A P aac«
cc'k-
7
=
__
Grt:,.Yk
Gt2AYk
3.75 x 10s,
1012SL
3.75
(10.24)
(10.24)
+
Here A
A (Yk + 1) is the change in y
?, from the beginning to the end of the kth interval.
AYk = A(
thermodynamic (flash) calculations are required to determine
For mixtures, thermodynamic
determine the phase compositions and fluid temperature
temperature for each interval. These
These values are needed to obtain fluid physical
properties, which in turn are needed for heat-transfer and pressure-drop
properties,
pressure-drop calculations.
The
The calculations for each interval are iterative in nature. A value for the heat flux must be assumed
assumed
to calculate the boiling heat-transfer coefficient, which is needed to calculate the tube length for the
interval. From the tube length, a new value for the heat flux is obtained, thereby closing the iterative
loop. The
thermodynamic and pressure-drop calculations constitute another iterative sequence.
The thermodynamic
The sum of the pressure
The
pressure drops for all intervals provides an improved estimate for the pressure
pressure
PD -- Pc,
difference, Pp
Pc, and this value, when combined with the other terms in Equation (10.5), should
satisfy the pressure
pressure balance. If there is a significant discrepancy, a new circulation rate is computed
and the zone analysis is repeated.
Similarly, the sum of the tube lengths for all intervals, including the sensible heating zone, should
reboiler
boiler configuration
equal or be slightly less than the actual tube length. If this is not the case, the re
is modified and the calculations are repeated. Note that this will require the calculation of a new
circulation rate. For an acceptable design, it is also necessary
necessary that the heat flux in each zone be less
then the critical heat flux.
The
The accuracy of the stepwise calculations depends
depends on the number
number of intervals used. A single
interval, though generally not very accurate, is the most expedient option for hand calculations.
In this case, the circulation rate is not adjusted (unless the reboiler configuration is modified) and
heat-transfer calculations for the zone are performed.
only the heat-transfer
performed.
The
The following example is a slightly modified version of a problem originally presented
presented by Fair
[10].
[10]. It involves some simplifying features, e.g., the boiling-side fluid is a pure component, the sizes
of the feed and return lines are specified in the problem statement, and constant fluid properties
properties
are assumed.
Example
E
x a m p l e 110.4
0.4
reboiler is required
A reboiler
15,000 lb/h of vapor to a distillation column that separates cyclorequired to supply 15,0001b/h
hexane as the bottoms
bottoms product. The heating medium will be steam at a design pressure
hexane
pressure of 18 psia.
EBOILERS
R
EBOILERS
10/479
10
/ 479
16psia.
The temperature
182°F and 16
pressure below the bottom tray in the
the column are 182~
temperature and pressure
The
psia. Physical
the following table:
these conditions
conditions are given in the
property data for cyclohexane at these
property
Property
Liquid
Vapor
p 0bm/ft
3)
(bm/ft)
#u (cp)
(Btu/Ibm.·F)
C (Btu/lbm
Cp
9~
(Btu/h.ft.·F)
k (Btu/h.
ft. ~
(]bf/ft)
a (lbf/ft)
2 (Btu/lbm)
Pr
45.0
0.40
0.45
0.086
0.00124
154
5.063
0.200
0.0086
I
equation [[16],
where esat
Pat o~
the following equation
torr and
vapor pressure
The vapor
pressure of cyclohexane
cyclohexane is given by the
ox torr
The
16], where
T
cxK:
K:
Ta
[
2766.63
2766.63 ]]
Paa -=exp
exp 15.7527 -- T
- 50.50
7_50.50
Psat
pressure of cyclohexane
The critical
critical pressure
psia.
cyclohexane is 590.5 psia.
The
feet of 6-in. schedule
The feed line to the
reboiler will consist
pipe, and
consist of 100 equivalent
and the
equivalent feet
schedule 40 pipe,
the
the reboiler
The
pipe. Design
recirculating vertical
vertical
feet of 10-in. schedule
Design a recirculating
equivalent feet
consist of 50 equivalent
schedule 40 pipe.
return line will consist
return
reboiler for
thermosyphon reboiler
this service.
service.
for this
thermosyphon
Solution
Solution
Make initial
specifications.
initial specifications.
(a) Make
placement
Fluid placement
(i) Fluid
will flow in
Cyclohexane will
in the
the shell.
tubes with
in the
the tubes
steam in
with steam
shell.
Cyclohexane
(ii) Tubing
Tubing
(ii)
of 88ft
with aa length
tubes are
BWG tubes
Relatively short
are
tubes with
length of
short tubes
One-inch, 14
specified. Relatively
are specified.
14 BWG
One-inch,
ft are
order to
to minimize
in the
the liquid
in order
liquid height
column sump.
height in
used in
minimize the
sump.
the column
used
head types
types
and head
(iii) Shell and
(iii)
is chosen
E-shell is
condensing
chosen for
A TEMA
vertical thermosyphon
for aa vertical
thermosyphon reboiler.
TEMA E-shell
Since condensing
reboiler. Since
A
heads
configuration can
clean fluid,
Channel-type heads
is aa clean
be used.
can be
fixed-tubesheet configuration
fluid, aa fixed-tubesheet
steam is
used. Channel-type
steam
for ease
of tubesheet
an AEL
AEL configuration
access. Thus,
selected for
tubesheet access.
configuration is
specified. A
are selected
is specified.
Thus, an
ease of
A
are
less expensive
NEN configuration
could also
also be
used.
be used.
configuration could
expensive NEN
somewhat less
somewhat
Tube layout
layout
(iv) Tube
since mechanical
pitch of
triangular layout
specified since
is specified
layout with
1.25 in.
with aa tube
of 1.25
of
tube pitch
cleaning of
in. is
mechanical cleaning
A triangular
A
external tube
tube surfaces
not required.
is not
required.
the external
surfaces is
the
(v) Baffles
Baffles
(v)
with aa 35%
the
cut and
35% cut
baffles with
on the
B/D, ~ 0.4
based on
of B/Ds
Segmental baffles
spacing of
and aa spacing
are specified
specified based
Segmental
0.4 are
given in
in Figure
Figure 5.4.
for condensing
condensing vapors
5.4.
recommendation for
vapors given
recommendation
(vi) Sealing
Sealing strips
strips
(vi)
are required
required for
exchanger.
for aa fixed-tubesheet
fixed-tubesheet exchanger.
None are
None
(vii) Construction
materials
Construction materials
(vii)
is specified
corrosive, plain
stream isis corrosive,
carbon steel
all components.
Since neither
neither stream
plain carbon
for all
steel is
components.
specified for
Since
=
rate.
flow rate.
Energy balance
steam flow
balance and
(b) Energy
and steam
(b)
rate and
obtained
ofvaporization
is
duty
re
latent heat
The
heat of
and the
boiler
from
vapor generation
generation rate
the vapor
the latent
vaporization
The reboiler duty is obtained from the
cyclohexane:
for cyclohexane:
for
Btu/h
10 Btu/h
15,000
2.31 x 106
my -= 15,
qq=
- rhv~
000 x 1154
5 4 -= 2.31
10/480
10
/ 480
RREBOILERS
EBOILERS
FromTable
TableA.8,
A.8, the
thelatent
latentheat
heatof
ofcondensation
condensationfor
forsteam
steam at
at 18
18psia
psiaisis963.7
963. 7 Btu/lbm.
Btu/lbm. Therefore,
Therefore,
From
the steam
steam flow
flow rate
rate is:
is:
the
hhstea» -=
=2.31
msteam
- qq/.steam
/ X s t e a m -2.31 •
2397 Ibm/h
110/963.7
0 6 / 9 6 3 . 7 -= 23971bm/h
(c) Mean
Mean temperature
difference.
temperature difference.
(c)
Table A.8,
A.8, the
the temperature
temperature of
of saturated
saturated steam
steam at
at 18
18 psia
psia isis 222.4~
222.4°F. Assuming
Assuming that
that cyclocycloFFrom
r o m Table
hexane vaporizes
vaporizes at
at aa constant
constant temperature
temperature of
of 182~
182°F, i.e.,
i.e., neglecting
neglecting pressure
effects in
in the
the
pressure effects
hexane
reboiler
we
have:
system,
reboiler system, we have:
=
182 == 40.4~
40.4°F
AAT%
T m = 222.4
2 2 2 . 4 -- 182
(d) Heat-transfer
Heat-transfer area
area and
and number
number of
of tubes.
tubes.
(d)
Based on
on Table
Table 3.5,
3.5, an
an overall
overall heat-transfer
heat-transfer coefficient
coefficient of
of 250
250 BBtu/h.ft.
assumed. The
The
Based
t u / h . ft 2 .~°Fis
is assumed.
required area
area is
is then:
then:
required
AA
=
2.31 • 10 6
228.7 ft 2
--_23110" =228.7?
UT», 250
250 xx 40.4
40.4
UDATm
q'
The corresponding
corresponding number
number of
of tubes
tubes is:
is:
The
A
A
nt = rcDoL
D.L
-
228.7
228.7
109
RH@/2j
Jr(l/12) x•
8 =109
(e) N
Number
of tube
tube passes
passes and
and actual
actual tube
tube count.
count.
u m b e r of
(e)
A single
tube pass
is used
used for
for aa vertical
vertical thermosyphon
thermosyphon reboiler.
reboiler. From
From Table
Table C.6,
C.6, the
the closest
closest
single tube
pass is
A
tube count
count is
is 106
106 tubes
tubes in
in aa 15.25-in.
15.25-in. shell.
shell.
tube
This completes
completes the
the preliminary
preliminary design
design of
of the
the reboiler
reboiler system.
system. Since
Since the
the piping
piping configuration
configuration was
was
This
specified in
in the
the problem
statement, sizing
sizing of
of the
the feed
feed and
and return
return lines
lines is
is not
not required
required here.
here. The
The
problem statement,
specified
circulation rate
rate is
is calculated
calculated in
in the
the steps
steps that
that follow;
follow; only
only the
the final
final iteration
iteration is
is presented.
presented.
circulation
(f)
(f)
Estimated circulation
circulation rate.
rate.
Estimated
Assume an
an exit
exit vapor
fraction of
of 13.2%, i.e.,
i.e., XXee -= 0.132.
0 .132. The
The corresponding
circulation rate
rate is:
is:
vapor fraction
corresponding circulation
Assume
rhv _15.0_113,6361bm/
15,000
», _"
=
= 113,636 l b m / h
rhi =
¢
Xe
0.132
0.132
(g) Friction
Friction factors.
factors.
The internal
internal diameters
diameters for
for the
the tubes,
tubes, inlet
inlet line,
line, and
and exit
exit line
line are
are obtained
obtained from
from Tables
Tables B.1
B.1
The
andB.2:
and
B.2:
=
D, == 0.834
0.834in.
0.0695 ftft
Dt
in. = 0.0695
D# -=6.065in.
0.5054 ftft
Din
6.065 in. == 0.5054
Da -= 10.02
10.02in.
0.835 ftft
Dex
in. == 0.835
The corresponding
numbers are
are computed
computed next,
next, based
based on
on all-liquid
all-liquid flow:
corresponding Reynolds
Reynolds numbers
The
Re, =_
Ret
4rni
Si
npDu
ntyrDtlzL
=_
44x113,636
• 113,636
n xx 0.0695
0.0695 xx 0.4
0.4 xx 2.419
2.419
106 xx Jr
4mi __
"
44x113,636
• 113, 636
44m;
rhi
44 xX 113,636
113,636
Ree = yrDintZL
~Du -- yr •x05054
2419
Rein
0.5054 •0.4
0.4 x 2.419
297
== 20, 297
=295,
295,866
866
079
179, 079
R ex =
ReLo
==
== 179,
"Loe
Dau rr xx0.835
'
rcDextZL
0.835 x 0.4 x2.419
2.419
EBOILERS
REBOI LERS
10/481
10 / 481
Equations
used to calculate the friction factors for the pipes and tubes,
Equations (4.8) and (5.2) are used
respectively:
- 0.4137
0.4137Ret
= 0.4137(20, 297) 02585
-0.2585 0.O319
= 0.0319
f, =
Re, 0~2585 0.4137(2O,
fi,
fin =
- O.3673Re,933
0.3673Rein ~
- 0.3673(295, 866) -0234
-~
= 0.0199
0.3673(295,
0.O199
fex =0.3673Re,};
f
=
0.O224
- 0 . 3 6 7 3 R e L o i -0
e 2314
x
-- 0.36730179,O79)
0.3673(179, 079) -033\
-~
= 0.0224
(h) Sensible heating
heating zone.
(i) Slope of saturation
saturation curve
curve
Conditions
Conditions in the column sump
sump are first checked
checked by calculating the vapor pressure
pressure of
cyclohexane at the
the given temperature
temperature of 182~
182F=
cyclohexane
= 356.7K:
356.7 K"
2766.63
[I
]I - 826.6torr
2766.63
Paa
P s a t =exp
- exp 15.7527
15.7527 - 356.7-5O.5O
356.7 - 50.50 = 826.6torr
P%a
Psat =
- 826.6torr
826.6 torr •
/ atm
14.696 psi
psi/atm
.
= 15.98 psia
=
76O
760 torr/atm
torr/atm
This
pressure of 16 psia below the bottom
This value is in close agreement
agreement with the
the stated pressure
bottom tray
the column.
the vapor pressure
in the
column. Next, the
pressure is calculated
calculated at a somewhat
somewhat higher
higher temperature,
temperature,
1 9 2 ~ = 362.2
K"
192F
362.2K:
2766.63 ]1
[I
Pea
15.7527
P s a t =exp
- exp 15.7527
- 362.2
362.2 --505O
- 50.50 =
- 969.5torr
969.5 torr
P s a t - = 969.5 • 14.696/76O
14.696/760-= 18.75 psia
P.a
The
required slope is obtained
The required
obtained as follows:
(( A4./4
TT
/ A P ) P)
s a t )sat -
(ii)
(ii)
1 9 2 -- 182
192
.
= 33.61~
6 ' OF /psi
.0l
1875
--15.98
1 8 . 7 5 - 15.98
Pressure gradient
gradient
Pressure
The
pressure gradient
gradient in the sensible
The pressure
sensible heating
heating zone is estimated
estimated using
using Equation (10.21),
neglecting the
the friction loss term:
neglecting
_
-(AP/L)
- PLGE/ED)
PL(g/gc)
_ 45x
45 • 1_
1.0 ---0.3125psi/ft
03125; /f
-(AP/D)
'
·psI
144
144
144
144
(iii)
(iii) Temperature
gradient
Temperature gradient
estimate the
temperature gradient
gradient in the sensible
sensible heating
heating zone, the heat-transfer
heat-transfer
To estimate
the temperature
coefficient
the tubes
tubes is calculated using
using the Seider-Tate
Seider-Tate equation:
coefficient for all-liquid flow in the
hLo =
-- (/D,)
( k L / D t ) 0.023RP}"
x O.023Re~
1/3
ho
= (0.O86/0.0695)
(0.086/0.0695) 0.O23(2O,
• 0.023(20, 297)(5.O63)/°
297) 0.8 (5.063) 1/3
=
hLo
hLo =
- - 136 Btu/h.ft.PF
Btu/h 9ft 22 9 ~
10/
482
10
/ 482
RREBOILERS
EBOILERS
The overall
overall coefficient
coefficient isis calculated
calculated assuming
assuming aa film
film coefficient
coefficient (including
(including foulfoulThe
ing) of
of 1500Btu/h.ft2.~
1500 Btu/h .f?. °F for
for steam
steam and
and aa fouling
fouling allowance
allowance for
for cyclohexane
of
cyclohexane of
ing)
0.001h.f?
0.001
h. ft2. .·F/Btu:
~
]-l
[[( 1 ) D o l n( ( D
1 o / D t ) ) D0ln(D0/D1)
++(/h,+Ro»)
(1/ho + RDo)]Uo= (Do/Ot)
0./Do) ~Lo+RDi ++
UD=
2ktube
2.
~,,ow
LT
-[a00so(,'.-oo,).
(wdoosw
ln2x(1"0/0"834)26 + 15001]-1
1
0.001) + (1/12)
--[(1.0/0.834)(1-~+
.
136 + .
+
2 x26
+ 1500
1Btu/h.f?."F
Un ~9
UD
91Bm/h.
ft 2. ~
The temperature
temperaturegradient
gradientisiscalculated
calculatedusing
usingEquation
Equation (10.22)
(10.22) with
withaamean
meantemperature
temperature
The
difference of
ofapproximately
approximately40~
40F:9
difference
_DaUpAT»
ntzrDoUoATm
AAT/
T/L-
mi,Cr,L
iniCp,
L
106zr(1/12)x 91 x 40
1.975·F/At
= 106(/12) 91 4 =_ 1.975~
113,636
0.45
113,
636 xx 0.45
(iv) Length
Length of
ofsensible
sensible heating
heating zone
zone
(iv)
The fractional
fractional length
length of
ofthe
the sensible
sensible heating
heating zone
zone isis estimated
estimated using
using Equation
Equation (10.20):
(10.20):
The
Inc
(AT/AP)Na
LBC
(AT/AP)sat
---= ------=--=-�
(AT~L)
Lnc
+
Lc
(AT/L)
LBC + LCD
(AT/AP)%at (AP/L)
(AT/AP)sat(PL
Lc
LBC
3.61
3.61
==0.364
0.364
8s =Ig¢
1.975
3.61
3.61 ++ 0.3125
0.3125
Lpc ~=2.9ft
LBC
2.9ft
follows that
that LeD
LcSLAc "~
Sr5.1
ft. ItIt isis assumed
assumed that
that the
the liquid
liquid level
level in
in the
the column
column sump
sump
ItIt follows
~-LAC
5.1 ft.
maintained at
at approximately
approximately the
the elevation
elevation of
ofthe
the upper
upper tubesheet
tubesheet in
in the
the reboiler.
re boiler.
isis maintained
(i) Average
Average two-phase
two-phase density.
density.
(i)
The two-phase
two-phase density
density is
is calculated
calculated at
at aavapor
vaporfraction
fraction ofxe/3
ofx/3 -= 0.044.
0.044. The
The Lockhart-Martinelli
Lockhart--Martinelli
The
parameter is
is calculated
calculated using
using Equation
Equation (9.37)"
(9.37):
parameter
•-(',)«"«o"
X u - ( 1 - x~)
(PV / PL) 0.5 (IZL/ IZV) 0.1
-(',,)"«±vasso"
=
= ( 1 - 00".09404. 0) 4 4 (0.2/45) 0.5(0.4/0.0086) ~
1.563
X t t - 1.563
Since this
this value is greater
greater than
than unity, the
the Chisholm
Chisholm correlation,
correlation, Equation
Equation (9.63),
(9.63), gives
gives the
the slip
slip
Since
ratio as:
(0L/
0%»)"°
SR == (PL
/ Phom)
0.5
The homogeneous
homogeneous density is
is given by Equation
Equation (9.51)"
(9.51):
The
(1-
[0.044/0.2
Pon=[x/py
+ (1 - x)/PL]
0)/pr] -1
'=
Phom
- - [X/PV -]-- [0.044/0.2 ++0.956/45]
0.956/45] -1
Pon -=4.1452lbm/ft
Phom
- 4 . 1 4 5 2 lbm/ft 3
REBOI LERS
REBOILERS
10 / 483
10/483
Substitution into the above equation gives the slip ratio:
S R - = (45/4.1452)°
(45/4.1452) 0"~ =
- 3.295
SR
Next, the void fraction is computed using Equation (9.59).
sv
~V =
m
x
0.044
+ 3.295 x 0.956 • 0.2/45
0.044 +3.295
------- = ----------
x
x +SR(1
+ S R ( 1 - -0)pv/PL
x)PV/PL
ey =
sY
-- 0.7586
Finally, the two-phase density is computed from Equation (9.54):
(9.54)"
--fitp =
- &vov
svPv +
+ ((1 - ev)p
e V ) P L =0.7586
-- 0.7586 x 0.2 +
+ 0.2414 x 45
P,
--fitp
- 11.01lbm/ft
11.01 lbm/ft 3
7 =
(j) Average two-phase multiplier.
The two-phase multiplier is calculated at a vapor fraction of 2x,/3
2 X e / 3 -=0.088.
- 0 . 0 8 8 . The
T h e M~ller-MfillerThe
Steinhagen and Heck (MSH) correlation, Equation (9.53), is used here:
o,=
--2
CLO _ y 2 x 3
++
2x(Y 2
Yr + [1 + 2(Y?
-°
1)](1--X)
1/3
1)0
The Chisholm
Chisholm parameter, Y, is calculated using Equation (9.42) with n -= 0.2585 for heatThe
exchanger
exchanger tubes:
yY =
- (lo)"(/u,)"?
( p L / P V ) 0.5 ( # V / # L ) n/2 -- (45/0.2)°(0.0086/0.4)0.2585/2
(45/0.2) 0.5 (0.0086/0.4)0.2585/2
Y -= 9.13
Substituting
Substituting in the MSH correlation gives:
--2
- 1) }(0.912) 1/3
CLO =
-- (9.13)(0.088)
(9.13) 2 ( 0 " 0 8 8 ) 3 +
+ {1
+ 2
2 • 0.088((9.13)
0.088((9.13) 2 1))(0.912)°
@,
{1 +
-2
--2
Wo = 15.08
CLO-
(k) Two-phase
Two-phase multiplier for exit line.
The
repeated with x =x,
The above calculation is repeated
-Xe =
- 0.132. For the exit pipe, however, the Chisholm
parameter
parameter is calculated with n -= 0.2314. Thus,
- (45/0.2)~ (0.0086/0.4) 0 . 2 3 1 4 / 2 9.62
= 9.62
Y =(45/0.2)(0.0086/0.4)02314/2
(9.62)2(0.132) 3 +
{1 +2
+ 2 • 0.132((9.62)
0.132((9.62) 2 - 1))(0.868)/°
1)}(0.868) 1/3
+ (1
io, =-- (9.62)(0.132)
r
-- 24.22
24.22
who.
=
r
LOex
()
(1) Exit void fraction.
At xx =x,
the Lockhart-Martinelli
- Xe -=0.132,
0.132, the
Lockhart-Martinelli parameter
parameter is:
Xn=
(1
( 1-0 132)
013?
0·9
(0.2/45) 0.5 (0.4/0.0086) ~ - 0.533
(0.2/45)°(0.4/0.0086)"=
10/484
10
/ 484
REBOILERS
EBOI LERS
Since this
this value
value isis less
less than
than 1.0,
1.0, the
the Chisholm
Chisholm correlation
correlation gives
gives the
the slip
slip ratio
ratio as"
as:
Since
SSR
R - = ((/
p L / P0)
V) 025-
(45/0.2)025=
3.873
(45/0.2)0 3.873
From Equation
Equation (9.59),
(9.59), the
the void
void fraction
fraction is:
is:
From
,
Xe
0.132
0.132
eve=-------=---------eV,e" -- Xe
+ S R ( 1 - --)pv/
Xe)PV/PL
,+SR(1
PL
0.132 ++ 3.873
3.873 • 0.868
0.868
0.2/45
0.132
• 0.2/45
=
€v,, -- 00.8983
8V,e
.8983
(m) Acceleration
Acceleration parameter.
parameter.
(m)
The acceleration
acceleration parameter,
parameter, y,
is given
given by
by Equation
Equation (10.12)"
(10.12):
y, is
The
(1
0.868
45(0.132)
45(@.122 T
_(-,,_0868»
-1
+
1=
0.1017 0.2
0.2 • 0.8983
0.8983
Pveve
Y - 11- ev,,
eV,e
Pvev,e
0.1017
- Xe) 2
pL x2
10.77
yy- = 10.77
(n) Circulation
Circulation rate.
rate.
(n)
Equation (10.15)
(10.15) is
is used
used to
to obtain
obtain aa new
new estimate
estimate of
of the
the circulation
circulation rate.
rate. Due
Due to
to the
the complexity
complexity
Equation
of the
the equation,
equation, the
the individual
individual terms
terms are
are computed
computed separately,
separately, starting
starting with
with the
the numerator:
numerator:
of
/go(obAc
10\Ds;(g
numerator -= 3.2
3.2 • 101~
- --fitpLcD)
7Lc)
numerator
(g/gc)
(pLLAc --
10\(0.0695)°(45/62.43) 01.0) (45
3.2
11.01 xx 5.1)
5.1)
== 3.2
• 1010(0.0695)5(45/62.43)(1.0)(45
• 55.1
. 1 -- 11.01
numerator -= 6, 483,575
483, 575
numerator
t'' ]
Each of
of the
the four
four terms
terms in
in the
the denominator
denominator is
is computed
computed next:
next:
Each
{
z)' #]
(y + 1) ~xex - n-~ = 2 x 0.0695 11.77
a-[-.«[( .
term 1 - 2Dt
(Dtt
4
1 /
{
term 1 -= 6.6150
6.6150 • 10°
term
10-5
(000:::) 4
1 /
(1~-6)2
term 2 -= finLin
film,(D,/D,)?
0.0199 xx 100(0.0695/0.5054)
100(0.0695/0.5054)°5
term
( D t / D i n ) 5 -= 0.0199
term 2 -= 9.7859
9.7859 x 10
10-"
term
-5
-2
0.0319
2
2
0.0319 (
term33 -= (fi/n
(f/np(pc
+ LCDCLo)
Lcpdio) -- (106)2
15. 08)
(ogzC?9
term
2) (LBc +
(2.9 ++5.1
5.1 x 15.08)
term 3 -= 2.2658
2.2658
10-4 -22.658
10"
term
x 10
22.658 x 10
-5
term
2
term 4 --=falafo(D,/D,"?
0.0224 •x 50
50
24.22(0.0695/0.835)°5
fexLexCLO,ex
( D t / D e x ) 5 == 0.0224
x 24.22(0.0695/0.835)
term
10- 4 -= 10.836
term 4 -= 1.0836 •x 10
10.836 x 10 -5
-"
Substituting the
the above
above values
values into
into Equation
Equation (10.15) gives:
gives:
Substituting
6,483,575
6,
483,575
== 1.2994
• 110l
010
.:2
2
1.2994
; - (6.6150
66150 ++ 9.7859
9.7859 ++ 22.658
22.658 ++ 10.836) x10-5
mi
10 -5
mi, = 113,991
113, 991 lbm/h
lbm/h
/;n i --
REBOILERS
R
EBOI LERS
10/485
10
/ 485
the assumed
about 0.3%,
agrees with the
0.3%, which
within about
rate of 113,636 lbm/h
This value agrees
assumed flow rate
lbm/h to within
which
This
than adequate
The average
adequate for convergence.
convergence. The
average of the
calculated values
values is
and calculated
more than
the assumed
assumed and
is more
as the
the final value, i.e.,
taken as
113,991 ++ 113,636
_113,991
113,63° _ 113, 814 1bm/h
,:
/~/i
2
~ 113,814 lbm/h
Mist flow limit.
(o) Mist
by Equation
The mass
(10.23a):
at the
mass flux at
onset of mist
given by
the onset
Equation (10.23a)"
mist flow is given
The
f?2
4001bm/h.
1.8
10X -= 1.8 x 106
10 x2 0.533 -= 959, 400
Gst -= 1.8
Grmis
x 106Xtt
l b m / h , ft
the tubes
mass flux in the
tubes is:
actual mass
The actual
The
Gt G
'
113,814
113,814
?2
=283.0291bm/h.
283,029 lbm/h 9ft
106(~/4)
106(/) (0.0695)
'
(0.0695j2
'
/~/i
mi,
nt
(:r/4) D2t
n(/4)D?}
mist flow limit, as
The actual
would be
mass flux is far below
vapor fraction
fraction
expected with
below the
with aa vapor
actual mass
as would
be expected
the mist
The
about 13%.
13%.
of only about
The following
the circulation
steps deal
following steps
calculation. The
with the
zone analysis
deal with
completes the
circulation rate
the zone
This completes
rate calculation.
analysis
This
In this
To simplify
used. In
zone is
boiling zone
calculations). To
the pressure
matters, a single
simplify matters,
case, the
this case,
is used.
(stepwise calculations).
pressure
single boiling
(stepwise
tubes is not
Therefore, only
not recalculated
is not
the tubes
adjusted. Therefore,
rate is
drop in the
and the
not adjusted.
circulation rate
only heatthe circulation
heatrecalculated and
drop
zone analysis.
transfer calculations
the zone
are involved in the
analysis.
calculations are
transfer
zone.
Duty in boiling
boiling zone.
(p) Duty
The cyclohexane
on the
boiling zone
temperature
the temperature
cyclohexane temperature
based on
zone is
temperature in the
is estimated
estimated based
the boiling
The
above:
calculated above:
gradient calculated
gradient
+ 1.975
2 187.7~
1.975 x2.9
= 182 ++ ((A
187.7F
Tcyhx
A TT/L)Lnc
/ L ) L B c -= 182 +
2.9 ""
Ta» -zone is
of the
the sensible
duty in
in the
temperature of
required to
to raise
sensible heating
that required
the
is that
raise the
the duty
Hence, the
heating zone
the temperature
Hence,
liquid by
by 5.7~
5.7·F:
liquid
113,814
= 113,
0.45
291, 933 Btu/h
Btu/h
5.7 == 291,933
814 xx 0.45
x 5.7
qBc == min,CpLATBc
qBC
iCp,L ATBc =
boiling zone
zone.
zone is
the boiling
The duty
for the
the total
the sensible
sensible heating
duty for
for the
is the
the duty
total duty
duty minus
minus the
duty for
heating zone.
The
TThus,
hus,
c
10 --- 2291,933
0Bc --= 2.31
2.31 x 106
10 BBtu/h
qCD =0
-- q - qBC
9 1 , 9 3 3 ~2 22.018
. 0 1 8 x 106
tu/h
(q)
(q) Boiling
Boiling heat-transfer
heat-transfer coefficient.
coefficient.
(9.80), isis
correlation, Equation
Since the
Equation (9.80),
the Liu-Winterton
fluid isis aa pure
boiling fluid
Liu-Winterton correlation,
pure component,
component, the
the boiling
Since
The average
the zone
fraction for
average vapor
weight fraction
zone
calculate the
to calculate
vapor weight
used to
the heat-transfer
heat-transfer coefficient.
coefficient. The
for the
used
0.132/2 == 0.066.
in the
the calculations,
used in
i.e.,x
calculations, i.e.,
0.066.
is used
is
x=
= 0.132/2
h,)?2 ++ ((Erw
h,)?)/2
= [[GSrw
( S L w hnb)
E L w hL)2]
1/2
hh,
b -
factor
The enhancement
(i) The
enhancement factor
(i)
The convective
Equation (9.82)"
convective enhancement
(9.82):
by Equation
enhancement factor,
factor, ELW,
given by
Er, isis given
The
0v/
p»)35
ELW
[1 ++xPrGo
x Pt'L (,OL --- pV) /,ov
] 0"35
Erw --=[1
0.2)/0.21035
[1 ++0.066
5.063(45 -- 0.2)/0.2]
== [1
0.066 xx 5.063(450.35
Erw --=4.550
ELW
4.550
10 / 486
10/486
REBOILERS
REBOILERS
The suppression
suppression factor
(ii)
(ii) The
The
The nucleate boiling suppression
suppression factor, Sw,
S L W , is given by Equation (9.81):
(9.81)"
SLW =
- - [1 +
-~- 0.055E}}
0.055 ELW0.1ReO.16]-I
Sw
Re]-'
The Reynolds number
The
number is calculated for the liquid phase flowing alone in the tubes:
4(1 - x) ( m i / n t )
_(-)0n/no)
Re,
R e L -Du
7rDtl~l
ReL =
-- 18, 987
Re;
4(1 -0.066)
- 0.066) (113,
(113,814/106)
4(
814/106)
n
zr x 0.0695 x 0.4 x 2.419
Substituting into the above equation for Sr
S L W gives:
SLW =
-- [1 +0.055(4.550)(18,987)018]
+ 0.055(4.550)~
987)016] -1 0.7636
-- 0.7636
Sw
(iii) Convective heat-transfer coefficient
The Dittus-Boelter
Dittus-Boelter correlation,
correlation, Equation (9.75), is used in conjunction with the
The
Li
u--Winterton correlation
Liu-Winterton
correlation to calculate hp.
hL.
hL =
-- 0.023(/D)Re}Pr}"
O.023(kL/Dt)'-'l~eL~ 8,-,rr[.O4
h,
= 0.023(0.086/0.0695)
0.023(0.086/0.0695) (18, 987)(5.063)4
987) 0.8 (5.063) 0.4
=
h,
hL =
-- 144Btu/h.f?
144 Btu/h 9ft2..F
~
(iv) Nucleate boiling heat-transfer coefficient
The
The Cooper correlation
correlation in the form of Equation (9.6a) is used to calculate h,:
hnb"
n-^0 67n0 12
pr)-O.55M-0.5
h,
hna =2100p?(- z l q 9 r r" ( - log,o
log10P,) -05M-0.5
For cyclohexane, the molecular weight is M
M=
= 84. The
The pressure
pressure in the boiling zone is
estimated as the vapor pressure
pressure of cyclohexane at 187.7F=
187.7~ = 359.8 K:
-s»[m-~,i"it]-so-ms»«
re
Psat
--
exp [15.7527 -
2766.63 1 - 904.96 torr = 17.5 psia
3 5 9 . 8 - 50.50 l
The
pressure is then:
The reduced
reduced pressure
P r =P/P,
- P/Pc =
- 17.5/590.5 =
- 0.0296
P,
The
The heat flux is estimated using the total duty and total tube length, as follows:
0 ~¢s
2.31 x 106
= 12,476 Btu/h. ft 2
23110°
12,476Btu/h.f
106 rr Xx 0.0695 Xx 8
Substituting into the above equation for h,
hna gives:
hnb =21(12,476)0(0.0296)0(--- 21(12,476) 0.67(0.0296) ~ ( - loglo
-~ (84) -~
log,6 0.0296) -05(840)-05
h,
h,
hnb =660Btu/h.f?
-- 660 Btu/h. ft2..·F
~
R E B O I LE RS
REBOILERS
(v)
10 / 487
10/487
Convective boiling coefficient
Substituting
Liu-Winterton correlation gives
Substituting the results
results from the above steps into the Liu-Winterton
the following result
result for hs:
h6:
ha =
- [(0.7636
[(0.7636 • 660)
660) 2 + (4.550 •x 144)1/
144)2] 1/2 827Btu/h.f?°
- 827 Btu/h. ft2 .~ F
h,
(r) Overall coefficient.
higher velocity and greater
Due to the higher
greater agitation in the boiling zone, a fouling factor of
0.0005 h.ft?
h. ft 2..·F/Btu
~
is deemed appropriate
appropriate for cyclohexane. A film coefficient, including fouling allowance, of 1500 Btu/h
Btu/h. • ft.·F
ft2. ~ is again assumed for steam. The
The overall heat-transfer
coefficient for the
the boiling zone is then:
-t-
oJ i+(1~ + RDo11
UD-- [~i (hii-}-eDi)
2ktube (±--]
1+ oln
4?
[1~ + . 1+ «ados + J,]
-[,',(Loos)
-1
1
-
0.834
0.834
8--~
827 +0"0005
+
(1/12) In2•
2 X 26
+ 15001]-1
1500
~
.f.·F
UD
332.6 B t u / h . ft2.
Un ==332.6Btu/h
(s) Check heat
heat flux and iterate if necessary.
The mean temperature
temperature difference for the boiling zone is taken as:
The
A Tm = rsteam
- T%an
Tcyhx =222.4
= 222.4 - 187.7 =
= 34.7F
34.7 ~F
AT%=Tkea
n
decreases with decreasing pressure,
pressure, both the steam and
Since the
the saturation temperature
temperature decreases
cyclohexane temperatures
temperatures will vary somewhat over the length of the boiling zone due to the
pressure
pressure drops
drops experienced
experienced by the two streams. These
These effects are neglected here. Thus, the
heat flux is:
heat
@~t=
541 Btu/h.ft
- Up
UD AT%,
A T m =332.6
-- 332.6 x34.7
• 34.7 =
-- 11,
11,541Btu/h.
ft2
This
This value is within 10%
10% of the initial estimate of 12,476 Btu/h
Btu/h •9ft2.
2. After a few more iterations,
the following converged values are obtained:
h,
hnb =622Btu/h
= 622 Btu/h. .f
ft?2..F
~
h,
hb =
= 809Btu/h
809 Btu/h. .f
ft?2..·F
~
.f.
UD
-- 329Btu/h
329 Btu/h. ft 2 9 F
~
Uno =
- 11,416 Btu/h 9ft 2
@ =11,416Btu/h.ft
(t) Tube
Tube length.
The tube length required for the
The
the boiling zone is calculated as follows:
Lreq -
qCD
ntrcDoUDATm
=
2.018 • 10°
106
--~ 6.4ft
26.4ft
106r(1/12)
106Jr(1/12) • 329 x• 34.7
This
greater than the available length of 5.1 ft, indicating that the reboiler is somewhat
This value is greater
under-sized.
10/488
10/488
REBOILERS
REBOILERS
(u) Critical
Criticalheat
heatflux.
flux.
(u)
For
brevity,
the critical
critical heat
heat flux
flux isis estimated
estimated using
using Palen's
Palen's method
method as
as given
given by
by Equation
Equation
For brevity, the
(9.84a):
(9.84a):
(03/
P96P -
3
1)0.35pO.61pO.25
qc
070 (DZt/L)
(1 - P,)
Pr)
@. -= 16,
16,070
16,070
070 [[(0.0695)/810(590.5)0"(0.0296)(1
0.0296)
== 16,
(0.0695)2/8] 0.35 (590.5) 0"61 (0.0296) 0.25 (I --- 0.0296)
=
23,690
690Btu/h
Btu/h·9 ftft?
qc@, ~ 23,
2
@/@. ~I/~Ic
= 11,416/23,
11,416/23,690
690 ~2 0.48
0.48
Thus, the
the heat
heatflux
flux isis safely
safelybelow
belowthe
the critical
criticalvalue.
value.
Thus,
(v) Design
Design modification.
modification.
(v)
Based on
on the
the above
above calculations,
calculations, the
the only
only problem
problem with
with the
the initial
initial design
design isis that
that the
the unit
unit isis
Based
under-sized. The
The under-surfacing
under-surfacing isis due
due to
to the
the presence
presence of
ofaasignificant
significantsensible
sensibleheating
heatingzone
zone
under-sized.
that was
was not
not considered
considered in
in the
the preliminary
preliminary design.
design. Although
Although aa more
more rigorous
rigorous analysis
using
analysis using
that
more zones
zones might
might yield
yield aa different
different result,
result, itit isis assumed
assumed here
here that
that some
some modification
modification of
ofthe
the
more
initial
design
is
required.
Three
possible
design
changes
are
the
following:
initial design is required. Three possible design changes are the following:
(i) Increase
Increase the
the tube
tube length
length from
from 88 to
to 10ft.
10ft. This
This change
change will
will increase
increase the
the static
static head
head and,
and,
(i)
hence, the
the degree
degree of
ofsubcooling
subcooling at
atthe
the reboiler
reboilerentrance.
entrance. ItItwill
willthus
thustend
tendto
to increase
increasethe
the
hence,
length of
ofthe
the sensible
sensible heating
heating zone.
zone.
length
(ii) Increase
Increase the
the number
number of
of tubes.
tubes. From
From the
the tube-count
tube-count table,
table, the
the next
next largest
largest unit
unit isis aa
(ii)
17.25-in. shell
shell containing
containing 147
147 tubes.
tubes. This
This represents
represents an
an increase
increase of
of about
about 39%
39% in
in heatheat17.25-in.
transfer area,
area, whereas
whereas the
the initial
initial design
design isis under-surfaced
under-surfaced by
by less
less than
than 20%.
20%.
transfer
(iii) Raise
Raise the
the steam
steam temperature
temperature by
by 5-8~
5-8°F, corresponding
corresponding to
to aa steam
steam pressure
pressure of
of20-21
20-21psia.
psia.
(iii)
This change
change will
will reduce
reduce the
thetube
tube length
lengthrequired
required in
in both
boththe
the sensible
sensible heating
heatingand
andboiling
boiling
This
zones. Of
Ofthe
the three
three options
options considered
considered here,
here, this
this one
one appears
appearsto
tobe
bethe
the simplest
simplestand
andmost
most
zones.
cost effective.
effective.
cost
Each of
ofthe
the above
above changes
changeswill
will affect
affectthe
the circulation
circulation rate;
rate; therefore,
therefore, verification
verification requires
requires essentially
essentially
Each
complete recalculation
recalculation for
for each
each case.
case. Due
Due to
to the
the lengthiness
lengthiness of
ofthe
the calculations,
calculations, no
no further
further analysis
analysis
complete
is presented
presented here.
here.
is
10.6 Computer
Software
Computer Software
10.6
10.6.1 H
HEXTRAN
10.6.1
EXTRAN
The shell-and-tube
shell-and-tube module
module in
in HEXTRAN
HEXTRAN is
is used
used for
for reboilers
reboilers and
and condensers,
condensers, as
as well
well as
as for
for singlesingleThe
phase heat
heat exchangers.
exchangers. For
For streams
streams defined
defined as
as compositional
compositional type,
type, the
the software
software automatically
automatically
phase
detects phase
phase changes
changes and
and uses
uses the
the appropriate
appropriate computational
computational methods.
methods. A
A zone
zone analysis
analysis is
is always
always
detects
performed for
for operations
operations involving
involving aa phase
phase change.
change. The
The HEXTRAN
HEXTRAN documentation
documentation states
states that
that
performed
Chen's method
method is
is used
used for
for boiling
boiling heat-transfer
heat-transfer calculations,
calculations, but
but little
little additional
additional information
information is
is
Chen's
provided.
provided.
piping is not
not integrated
integrated with
with the
the heat-exchanger
heat-exchanger modules
modules in
in HEXTRAN.
HEXTRAN. A
A separate
separate
Connecting piping
module exists that
that can be
be used
used to
to calculate
calculate pressure
pressure losses
losses in
in the
the reboiler
reboiler feed
feed and
and return
return
piping module
are handled
handled by means
means of either
either flow resistance
resistance coefficients
coefficients or
or equivalent
equivalent lengths,
lengths,
lines. Pipe fittings are
are performed
performed automatically.
automatically. Pressure
Pressure changes
changes due
due to
to friction,
friction,
and two-phase flow calculations are
acceleration, and elevation change
change are
are accounted
accounted for. However,
However, the
the software
software does
does not
not automatically
the circulation rate
rate for a thermosyphon
thermosyphon reboiler,
reboiler, which
which is a significant drawback
drawback for
for design
design
calculate the
work.
The following
of the attributes
attributes of HEXTRAN (version 9.1) with regard
regard
following two examples examine some ofthe
The
to reboiler applications.
REBOILERS
R E B O I LE RS
10/489
10 / 489
Example
E
x a m p l e 110.5
0.5
Use HEXTRAN
HEXTRAN to rate the kettle reboiler designed in Example 10.2,
10.2, and compare the results with
those obtained previously by hand.
Solution
Solution
Under Units of Measure, the English system of units is selected. Then, under Components and
Thermodynamics, propane,/-butane,
propane, i-butane, and n-butane are selected from the list oflibrary
Thermodynamics,
of library components
by double-clicking on each desired component. (Note that water is not required as a component for
this problem.) The Peng-Robinson (PR)
(PR) equation of state is selected as the principal thermodynamic
method for the light hydrocarbon mixture. Thus, a New Method Slate called (arbitrarily) SETI
SET1 is
defined on the Method tab and the options shown below are chosen from the pop-up lists obtained
by right-clicking on the items in the thermodynamic data tree.
Components and Thermodynamics
+
Selected Components
-i..,~ PROPANE
PROPAHE
iEl
.i'.
IBUTANE
BUTANE
BUTANE
BUTANE
Data
[ • - .Thermodynamic
.•
memnodynamic
Data
Method Slate Narr
fer
-l_]
.:.)
I
i
~---~ Equilibrium(Peng-Robinson)
�
(Pong-R-•on)
~
Enthalpy
Enthalpy (Peng-Robinson)
(Peng- Robinson)
Entropy
Density C...)
[
~--4}
d Vbpor
Mpor (Peng-Robinson)
(Peng-Robinson)
i
L-~O
TeohData
¢ Uquid
Uquid (.API
Data Book)
Poly
(P1Tech
~ j _Tans»on
T~nsport O=a
pa
~
ynamic
"~soosity
(Ubrary)
Dynamic Mscosity (Library)
~ _J meal
hermalConductivity
Conductivity (Library)
(Lurry)
Surface
Surface Tension
Tension (Library')
(Lbrary)
~ _Jhspecton
InspectionProperty
Property Data
Das
�t
;-
.=l
The API method for liquid density is chosen because it should be more reliable than the PR
method for hydrocarbons. For transport properties, the Library method designates that property
values are obtained from the program's pure-component databank. No methods are required for
entropy or inspection property data in this problem.
After setting up the flowsheet, the tube-side feed stream is defined as a Water
Water/Steam
/Steam stream by
Change Configuration
Configuration from the pop-up menu. Doubleright-clicking on the stream and selecting Change
clicking on the stream brings up the Specifications form, where the pressure is set to 20 psia, and
the flow rate is specified as 5645
5645 lb/h
lb/h of steam. Saturated steam tables will
will automatically be used
by the program to obtain property values for this stream.
The shell-side feed stream is defined as a compositional stream, i.e., a stream having a defined
composition, which is the default category. On the Specifications form its thermal condition is set by
(250 psia) for the first specification and selecting Bubble
entering the pressure (250
Bubble Point
Point for the second
specification. The total stream flow
flow rate (96,000
(96,000 lb/h) is also entered. The stream composition is
specified by entering the mole percent of each component in place of the component (molar) flow
flow
10// 490
490
10
RE
R
E BBO
O I I LLE
E RRS
S
rates. When
When these
these values
values sum
sum to
to 100,
100, they
they are
are automatically
automatically interpreted
interpreted as
as percentages
percentages by
by the
the
rates.
program.
program.
Data for
for the
the exchanger
exchanger are
are obtained
obtained from
from Example
Example 10.2
10.2 and
and entered
entered on
on the
the appropriate
appropriate forms,
forms,
Data
with the
the exception
exception of
of the
the shell
shell ID,
ID, which
which isis not
not specified.
specified. The
The reason
reason is
is that
that when
when the
the correct
correct
with
value of
of 23.25
23.25 in.
in. isis entered,
entered, the
the program
program gives
gives an
an error
error message
message and
and fails
fails to
to generate
generate aa solution,
solution,
value
apparently due
due to
to aa bug
bug in
in the
the software.
software. When
When the
the shell
shell ID
ID isis not
not specified,
specified, the
the program
program calculates
calculates
apparently
the diameter
diameter based
based on
on the
the tube
tube data
data supplied.
supplied. In
In the
the present
present case
case itit calculates
calculates aa diameter
diameter of
of 23
23 in.,
in.,
the
which isis essentially
essentially the
the correct
correct result.
result. In
In addition
addition to
to the
the data
data from
from Example
Example 10.2,
10.2, aa fouling
fouling factor
factor
which
of 0.0005
0.0005 h.
h.f.·F/Btu
is specified
specified for
for steam.
steam. Fouling
Fouling factors
factors for
for both
both streams
streams are
are entered
entered on
on the
the
of
ft2. ~
is
Film Options
Options form.
form.
Film
Finally, under
under Input/Calculation
Input/Calculation Options,
Options, the
the maximum
maximum number
number of
of iterations
iterations for
for the
the flowsheet
flowsheet isis
Finally,
set to
to 100
100 because
because the
the default
default value
value of
of 30
30 proved
proved to
to be
be insufficient
insufficient for
for this
this problem.
problem.
set
The input
input file
file generated
generated by
by the
the HEXTRAN
HEXTRAN GUI
GUI is
is given
given below,
below, followed
followed by
by aa summary
summary of
of results
results
The
extracted from
from the
the HEXTRAN
HEXTRAN output
output file.
file. From
From the
the latter
latter itit can
can be
be seen
seen that
that the
the reboiler
reboiler generates
generates
extracted
48,571 lb/h
lb/h of
of vapor,
vapor, which
which is
is slightly
slightly more
more than
than the
the required
required rate
rate of
of 48,000
48,000 lb/h.
lb/h. Thus,
Thus, itit appears
appears
48,571
that the
the unit
unit is
is sized
sized almost
almost perfectly.
perfectly. In
In fact,
fact, however,
however, the
the amount
amount of
ofvapor
vapor generated
generated by
by the
the unit
unit is
is
that
limited by
by the
the amount
amount of
of steam
steam supplied,
supplied, rather
rather than
than by
by the
the available
available heat-transfer
heat-transfer area.
area. Referring
Referring
limited
to the
the zone
zone analysis
analysis data
data given
given below,
below, itit is
is seen
seen that
that all
all the
the steam
steam condenses
condenses in
in the
the first
first five
five zones,
zones,
to
leaving only
only condensate
condensate to
to be
be subcooled
subcooled in
in the
the last
last zone.
zone. The
The area
area contained
contained in
in the
the last
last zone
zone is
is
leaving
117.2f,
which is
is about
about 16%
16% of
of the
the total
total surface
surface area
area in
in the
the reboiler.
reboiler. Thus,
Thus, according
according to
to HEXTRAN,
HEXTRAN,
117.2
ft2, which
the unit
unit is
is about
about 16% over-sized.
over-sized. Indeed,
Indeed, ifthe
if the steam
steam flow
flow rate
rate is
is increased
increased to
to 6850
6850 lb/h,
lb/h, the
the subcooled
subcooled
the
condensate zone
zone is
is eliminated
eliminated and
and the
the amount
amount of
of vapor
vapor generated
generated increases
increases to
to 58,349
58,349 lb/h.
lb/h.
condensate
The following table
table compares
compares results
results from
from HEXTRAN
HEXTRAN with
with those
those obtained
obtained by
by hand
hand in
in Example
Example
The
10.2. As
As expected,
expected, the
the boiling
boiling heat-transfer
heat-transfer coefficient
coefficient calculated
calculated by
by hand
hand is considerably
considerably more
more
10.2.
conservative than
than the
the value
value computed
computed by
by HEXTRAN.
HEXTRAN. However,
However, the
the effective
effective coefficient
coefficient for
for steam
steam
conservative
used in Example
Example 10.2 is
is actually
actually much
much higher
higher than
than the
the value
value computed
computed by
by HEXTRAN.
HEXTRAN. This
This result
result
used
is due
due to
to the
the fouling
fouling factor
factor used
used for
for steam
steam in
in the
the present
present example,
example, without
without which
which the
the effective
effective
is
steam coefficient
coefficient for
for HEXTRAN
HEXTRAN would
would be
be about
about 1760
1760Btu/h.f?
.·F The
The steam-side
steam-side pressure
pressure drop
drop
steam
Btu/h. ft2 .~
found by
by HEXTRAN
HEXTRAN is
is comparable
comparable to
to the
the value
value estimated
estimated by
by hand.
hand. Not
Not surprisingly,
surprisingly, the
the boiling-side
boiling-side
found
pressure drop
drop calculated
calculated by
by HEXTRAN
HEXTRAN is
is much
much smaller
smaller than
than the
the value
value assumed
assumed (as an
an upper
upper bound)
bound)
pressure
the hand
hand calculations.
calculations. Finally,
Finally, the
the mean
mean temperature
temperature difference
difference used
used in
in the
the hand
hand calculations
calculations is
is
in the
quite close
close to the
the weighted
weighted average
average value
value from
from HEXTRAN.
HEXTRAN.
quite
Item
h,, (Btu/h.
(Btu/h-.·F)
ho
ft2. ~
(/h + RDi)
Rp»)}'
(Btu/h.f?-·F)
{((ID»
(Do/Di) (l/h/+
}-1 (Btu/h.
ft2. ~
U» (Btu/h.
(Btu/hf.·F)
UD
ft2. ~
AP (psi)
APi
AP, (psi)(friction
(psi) (friction +
+ acceleration)
APo
AT,, (~
(F)
ATm
Hand
HEXTRAN
523
1,500 (assumed)
297
0.3
0.2'b (assumed)
0.2
25.6
936°a
936
8573a
857
335°a
335
0.43
0.05
27.1°a
27.1
average over
over first five
five zones;
zones; subcooled
subcooled condensate
condensate zone
zone not included.
included.
Area-weighted average
aArea-weighted
'Excluding nozzle
nozzle losses.
bExcluding
HEXTRAN Input
Input File for Example
Example 10.5
10.5
HEXTRAN
FROM HHEXTRAN
$ GGENERATED
E N E R A T E D FROM
E X T R A N KKEYWORD
E Y W O R D EEXPORTER
XPORTER
$
Data SSection
$
GGeneral
e n e r a l Data
ection
$
10-5, PPROBLEM=Kettle
Reboiler, SITE=
SITE=
TTITLE
I T L E PPROJECT=Example
R O J E C T = E x a m p l e 10-5,
R O B L E M = K e t t l e Reboiler,
$
R E B O I L E RS
REBOILERS
HEXTRAN Input File for Example 10.5
10.5 (continued)
DIME
DIME
English, A
R E A : F T 2 , CONDUCTIVITY=BTUH,
C O N D U C T I V I T Y = B T U H , DENSITY=LB/FT3,
DENSITY=LB/FT3, +
AREA=FT2,
English,
E
N E R G Y = B T U , FILM=BTUH,
L I Q V O L U M E : F T 3 , POWER=-HP,
POWER:HP, *
ENERGY=BTU,
FILM=BTUH, LIQVOLUME=FT3,
P R E S S U R E : P S I A , SURFACE=DYNE,
S U R F A C E : D Y N E , TIME=HR,
TIME:HR, TEMPERATURE=F,
TEMPERATURE:F, +
PRESSURE=PSIA,
UVALUE=BTUH,
VAPVOLUME=FT3,
WT=LB, *
U
VALUE=BTUH, V
A P V O L U M E = F T 3 , VISCOSITY=CP,
V I S C O S I T Y : C P , WT=LB,
X
D E N S I T Y : A P I , STDVAPOR=379.490
STDVAPOR=379.490
XDENSITY=API,
$$
P R I N T ALL, *
PRINT
RATE:M
RATE=M
$$
CALC
CALC
PGEN=New,
PGEN=New,
WATER=Saturated
W
ATER=Saturated
$$
$
Component D
a t a Section
Section
Data
Component
$$
COMPONENT D
ATA
COMPONENT
DATA
$$
LIBID
LIBID
1,
I, P
ROPANE /
/*
PROPANE
IBUTANE /
/*
2, IBUTANE
3, B
UTANE
BUTANE
$
$
Data
Thermodynamic D
a t a Section
Section
Thermodynamic
$
THERMODYNAMIC
DATA
THERMODYNAMIC D
ATA
$$
METHODS
M
E T H O D S SET=SETI,
SET=SET1, KVALUE=PR,
K V A L U E = P R , ENTHALPY(L)
E N T H A L P Y (L) =PR, ENTHALPY(V)=PR,
E N T H A L P Y ( V ) =PR, *
DENSITY(L)
D
E N S I T Y ( L ) :=API,
A P I , DENSITY(V)=PR,
D E N S I T Y ( V ) : P R , VISCOS(L)=LIBRARY,
V I S C O S (L) :LIBRARY, +*
VISCOS
V
I S C O S (V)
(V) =LIBRARY,
=LIBRARY, CONDUCT
C O N D U C T (L)
(L) =LIBRARY,
=LIBRARY, CONDUCT(V)
C O N D U C T (V) =LIBRARY,
=LIBRARY,
S
URFACE:LIBRARY
SURFACE=LIBRARY
$$
WATER
W
A T E R DECANT=ON,
DECANT=ON,
SOLUBILITY
S O L U B I L I T Y = Simsci,
Simsci,
PROP
PROP : Saturated
Saturated
$$
$Stream D
a t a Section
Section
$Stream
Data
$$
STREAM
DATA
STREAM D
ATA
$$
PROP
STRM=PROD,
PROP S
T R M = P R O D , NAME=PROD
NAME=PROD
$$
PROP
PROP STRM=CONDENSATE,
S T R M : C O N D E N S A T E , NAME=CONDENSATE
NAME=CONDENSATE
$$
PROP
STRM=STEAM,
PROP STRM=STEAM,
NAME=STEAM,
NAME=STEAM,
P
RES=20.000,
PRES=20.000,
STEAM=5645.000
STEAM=5645.000
$$
PROP STRM=FEED,
S T R M = F E E D , NAME=FEED,
NAME=FEED,
PROP
RATE
R A T E ((W)
W ) ==96000.000,
96000.000,
C O M B ((M)
M ) ==
i, 15 // **
COMP
1,
2, 2s
25 /
3, 60
60
PRES=250.000,
PRES=250.000,
$
$
$ Calculation
C a l c u l a t i o n Type
T y p e Section
Section
$$
SIMULATION
SIMULATION
$
$
TOLERANCE T
TRIAL=0.01
TOLERANCE
TTRIAL=0.01
$$
L I M I T S AREA=200.00,
A R E A = 2 0 0 . 0 0 , 6000.00,
6000.00,
LIMITS
TTRIAL=I00
TTRIAL=100
SERIES=1,
SERIES:I,
PHASE=L,
PHASE=L,
10,
i0,
PDAMP=0.00,
PDAMP=0.00,
$$
CALC
CALC
TWOPHASE=New,
TWOPHASE=New,
D P S M E T H O D = S t r e a m , MINFT-=0.80
DPSMETHOD=Stream,
MINFT=0.80
$
P R I N T UNITS,
UNITS, ECONOMICS,
ECONOMICS,
PRINT
E X T E N D E D , ZONES
ZONES
EXTENDED,
$
STREAM,
STREAM,
STANDARD,
STANDARD,
*
**
+
*
10/491
10 / 491
10// 492
10
REBOILERS
REBOILERS
HEXTRAN Input File for Example 10.5
10.5 (continued)
E
C O N O M I C S DAYS=350,
D A Y S = 3 5 0 , EXCHANGERATE=1.00,
EXCHANGERATE=I.00,
CURRENCY=USDOLLAR
ECONOMICS
CURRENCY=USDOLLAR
$$
U T C O S T OIL=3.50,
0 I L = 3 . 5 0 , GAS=3.50,
G A S = 3 . 5 0 , ELECTRICITY=0.10,
ELECTRICITY=0.10,
*
UTCOST
+
WATER=0.03,
HPSTEAM=4.10,
W
ATER=0.03, H
P S T E A M = 4 . 1 0 , MPSTEAM=3.90,
MPSTEAM=3.90,
*
LPSTEAM=3.60,
L P S T E A M = 3 . 6 0 , REFRIGERANT=O.0O,
R E F R I G E R A N T = 0 . 0 0 , HEATINGMEDIUM=0.00
HEATINGMEDIUM=0.00
$
$
HXCOST
H
X C O S T BSIZE=1000.00,
B S I Z E = I 0 0 0 . 0 0 , BCOST=0.00,
B C O S T = 0 . 0 0 , LINEAR=50.00,
LINEAR=50.00, *
E X P O N E N T = 0 . 6 0 , CONSTANT=0.00,
C O N S T A N T = 0 . 0 0 , UNIT
UNIT
EXPONENT=0.60,
$
$
U n i t Operations
O p e r a t i o n s Data
Data
$
Unit
$
$
UNIT
U
N I T OPERATIONS
OPERATIONS
$$
STE UID=KETTLE
UID=KETTLE
STE
TYPE
E M A = B K U , HOTSIDE=Tubeside,
H O T S I D E = T u b e s i d e , ORIENTATION=Horizontal,
ORIENTATION=Horizontal,
TYPE
Old, T
TEMA=BKU,
FLOW=Countercurrent,
*
FLOW=Countercurrent,
UESTIMATE=50.00,
U
E S T I M A T E = 5 0 . 0 0 , USCALER=1.00
USCALER=I.00
TUBE
TUBE
FEED=STEAM, P
RODUCT=CONDENSATE,
*
FEED=STEAM,
PRODUCT=CONDENSATE,
LENGTH=13.00,
L
E N G T H = I 3 . 0 0 , 0D=1.000,
OD=I.000, *
BWG=I4,
N U M B E R = 2 1 2 , PASS=2,
PASS=2, PATTERN=90,
PATTERN=90,
BWG=14, NUMBER=212,
PITCH=1.2500,
P I T C H = I . 2 5 0 0 , MATERIAL=1,
MATERIAL=l, *
F
O U L = 0 . 0 0 0 5 , LAYER=0,
LAYER=0, *
FOUL=0.0005,
DPSCALER=1.00
DPSCALER=I.00
SHELL
SHELL
FEED=FEED, P
RODUCT=PROD,
FEED=FEED,
PRODUCT-PROD,
SERIES=I,
PARALLEL=1,
S
ERIES=I, P
ARALLEL=I, *
M A T E R I A L = I, *
MATERIAL=1,
FOUL=0.0005,
F
O U L = 0 . 0 0 0 5 , LAYER=0,
LAYER=0, *
D P S C A L E R = I . 00
DPSCALER=1.00
$$
$$
B
AFF
BAFF
N
ONE
NONE
$$
TNOZZ
TYPE=Conventional,
TNOZZ T
YPE=Conventional,
ID=6.065,
ID=6.065,
3.068, NUMB=1,
NUMB=I,
3.068,
1
$$
ID=5.047,
SNOZZ
,, ID=5.047,
S N O Z Z TYPE=Conventional
TYPE=Conventional
6.065, NUMB=2,
NUMB=2,
6.065,
$
$
LNOZZ
L
N O Z Z ID=4.026,
ID=4.026,
NUMB=1
NUMB=I
$
$
CALC
CALC
TWOPHASE=New,
T
WOPHASE=New,
*
DPSMETHOD=Stream,
D
PSMETHOD=Stream,
M
INFT=0.80
MINFT=-0.80
*
$$
P
R I N T STANDARD,
STANDARD,
PRINT
EXTENDED,
EXTENDED,
Z
ONES
ZONES
*
*
*
$
$
COST
COST
BSIZE=1000.00,
B S I Z E = I 0 0 0 . 0 0 , BCOST=0.00,
B C O S T = 0 . 0 0 , LINEAR=50.00,
LINEAR=50.00,
C O N S T A N T = 0 . 0 0 , EXPONENT=-0.60,
E X P O N E N T = 0 . 6 0 , Unit
Unit
CONSTANT=0.00,
$$
$ End
E n d of keyword
k e y w o r d file...
file...
2
REBOILERS
REBOILERS
10/
10 / 493
HEXTRAN Output
Output Data for Example
Example 10.5
10.5
S H E L L AND
A N D TUBE
T U B E EXCHANGER
E X C H A N G E R DATA
D A T A SHEET
SHEET
SHELL
I----------------------------------------------------------------------------I
I EXCHANGER
EXCHANGER
N
AME
NAME
UNIT
I
U N I T ID KETTLE
KETTLE
I SIZE
SIZE
23x
156
T Y P E BKU,
BKU,
HORIZONTAL
23x
156
TYPE
HORIZONTAL
CONNECTED
C O N N E C T E D 1 PARALLEL
P A R A L L E L 1 SERIES
SERIES I
AREA/UNIT
715.
FT2 (( 714. FT2
FT2 REQUIRED)
REQUIRED)
I AREA/UNIT
715.
FT2
AREA/SHELL
715. FT2
I
AREA/SHELL
FT2
I
I----------------------------------------------------------------------------II
ONE
I PERFORMANCE
P E R F O R M A N C E OF
OF O
N E UNIT
UNIT
SHELL-SIDE
SHELL-SIDE
TUBE-SIDE
TUBE-SIDE
II
I
I----------------------------------------------------------------------------II
FEED
STEAM
I
I FEED
F E E D STREAM
S T R E A M NUMBER
NUMBER
FEED
STEAM
FEED
STEAM
I
I FEED
F E E D STREAM
S T R E A M NAME
NAME
FEED
STEAM
T O T A L FLUID
FLUID
LB /HR
/HR
I TOTAL
LB
96000.
5645.
I
96000.
5645.
V
APOR
(IN/OUT) LB
/HR
I
VAPOR
(IN/OUT)
LB /HR
0./
48571.
0./
0. I
0./
485vl.
0./
LIQUID
hm /HR
/HR
I
LIQUID
LB
96000./
47429.
0./
0. I
96000./
47429.
0./
STEAM
LB /HR
/HR
I
STEAM
LB
0./
0.
5645./
0. I
0./
O.
5645./
W
ATER
LB
/HR
I
WATER
LB /HR
0./
0.
0./
5645.
o./
o.
o./
5645. I
NON C
ONDENSIBLE
LB /HR
/HR
I
NON
CONDENSIBLE
LB
0.
0.
II
O.
O.
TEMPERATURE
(IN/OUT) DEG
DEG F
I TEMPERATURE
(IN/OUT)
197.6
202.4
228.3
217.2
I
1 9 7 . 6 //
202.4
228.3 /
217.2
PRESSURE
(IN/OUT) PSIA
PSIA
I PRESSURE
(IN/OUT)
250.00
249.95
20.00
19.57
I
250.00 /
249.95
20.00 /
19.57
I
I----------------------------------------------------------------------------II
I SP. GR.,
GR., LIQ
LIQ
(60F / 60F
6 0 F H2O)
H20)
(60F
0.569
0.571
0.000
1.000
I
0 . 5 6 9 //
0.571
0 . 0 0 0 //
1.000
I
V
AP
(60F / 60F
6 0 F AIR)
AIR)
VAP
(60F
0.000
1.916
0.631
0.000
I
0.000 /
1.916
0.631 /
0.000
DENSITY,
LIQUID
LB/FT3
I DENSITY,
LIQUID
LB/FT3
28.406
28.369
0.000
59.738
I
28.406 /
28.369
0.000 /
59.738
I
V
APOR
LB/FT3
VAPOR
LB/FT3
0.000
2.758
0.049
0.000
I
0.000 /
2.758
0.049 /
0.000
ISCOSITY,
L
IQUID
CP
I VVISCOSITY,
LIQUID
CP
0.074
0.074
0.000
0.275
I
0.074 /
0.074
0.000 /
0.275
VAPOR
CP
I
VAPOR
CP
0.000
0.009
0.012
0.000
I
0.000 /
0.009
0.012 /
0.000
THRML C
OND,LIQ
B
TU/HR-FT-F
I THRML
COND,LIO
BTU/HR-FT-F
0.0462
0.0459
0.0000
0.3942
I
0
.0462 /
0.0459
0.0000 /
0.3942
I
VAP
B
TU/HR-FT-F
VAP
BTU/HR-FT-F
0.0000
0.0141
0.0147
0.0000
I
0.0000 /
0.0141
0.0147 /
0.0000
I SPEC.HEAT,LIQUID
SPEC.HEAT,LIQUID
B T U /LB
/LB F
BTU
0.8054
0.8106
0.0000
1.0080
I
0.8054 /
0.8106
0.0000 /
1.0080
I
VAPOR
B T U /LB
/LB F
VAPOR
BTU
0.0000
0.5763
0.5049
0.0000
I
0.0000 /
0.5763
0.5049 /
0.0000
LATENT H
EAT
B T U /LB
/LB
I LATENT
HEAT
BTU
105.
0.
I
1 0 5 . 664
4
0 . 000
0
I V
ELOCITY
FT/SEC
VELOCITY
FT/SEC
0.30
0.13
I
0.30
0.13
I DP/SHELL(DES/CALC)
DP/SHELL(DES/CALC)
PSI
PSI
0.00
0.05
0.00
0.43
I
0.00 /
0.05
0.00 /
0.43
I FOULING
F O U L I N G RESIST
RESIST F
T2-HR-F/BTU
FT2-HR-F/BTU
0.00050
(0.00050
0.00050
I
0.00050
( 0 . 0 0 0 5 0 REQD)
REQD)
0.00050
I
I----------------------------------------------------------------------------II
I TRANSFER
T R A N S F E R RATE
RATE
B
TU/HR-FT2-F
SERVICE
BTU/HR-FT2-F
SERVICE
282.91
410.66
2 8 2 . 9 1 (( 282.62
2 8 2 . 6 2 REQD),
REQD) , CLEAN
CLEAN
410.66 I
HEAT E
X C H A N G E D MMBTU
M M B T U /HR
/HR
5.479,
I HEAT
EXCHANGED
5.479,
MTD
27.1,
FT
M T D ((CORRECTED)
CORRECTED)
27.1,
FT 0.982
0.982 I
I
I----------------------------------------------------------------------------II
CONSTRUCTION
O F ONE
O N E SHELL
SHELL
I CONSTRUCTION
OF
SHELL-SIDE
TUBE-SIDE
I
SHELL-SIDE
TUBE-SIDE
I
I----------------------------------------------------------------------------I
I
DESIGN P
RESSURE/TEMP
PSIA
I DESIGN
PRESSURE/TEMP
PSIA
/F
325./
300.
75./
300.
II
325./
300.
75./
300.
U M B E R OF
O F PASSES
PASSES
I NNUMBER
11
22
II
I M
ATERIAL
MATERIAL
CARB
CARB
I
C A R B STL
STL
C A R B STL
STL
NLET
N
OZZLE I
D/NO
I IINLET
NOZZLE
ID/NO
IN
5.0/
6.1/
I
5.0/ 2
6.1/ 1
VAPOR
NOZZLE I
D/NO
I VAPOR
NOZZLE
ID/NO
IN
6.1/
3.1/
I
6.1/ 2
3.1/ 1
I N T E R M NOZZLE
NOZZLE I
D/NO
IN
I INTERM
ID/NO
IN
O.
I
0 . 00/
/ 0
I
I----------------------------------------------------------------------------I
I
UBE: N
UMBER
212, OD
OD
I TTUBE:
NUMBER
212,
1.000
IN
14
LENGTH
I
1.000
IN ,, BWG
BWG
L E N G T H 13.0
1 3 . 0 FT
FT
I
T Y P E BARE,
BARE,
TYPE
PITCH
1.2500
PATTERN
I
PITCH
1 . 2 5 0 0 IN,
P A T T E R N 90 DEGREES
DEGREES
I SHELL:
SHELL:
2 3 . 0 0 IN,
ID
23.00
BUNDLE
22.50
I
B U N D L E DIAMETER(DOTL)
DIAMETER(DOTL)
2 2 . 5 0 IN
IN
I RHO-V2:
R H O - V 2 : INLET
I N L E T NOZZLE
NOZZLE
1297.0
I
1 2 9 7 . 0 LB/FT-SEC2
LB/FT-SEC2
TOTAL W
EIGHT/SHELL,LB
I TOTAL
WEIGHT/SHELL,LB
6685.2
0.138E+05
4024.7
6 6 8 5 . 2 FULL
F U L L OF
OF WATER
WATER
0 . 1 3 8 E + 0 5 BUNDLE
BUNDLE
4024.7 I
I
I----------------------------------------------------------------------------II
10/
10 / 494
REBOILERS
REBOI LERS
HEXTRAN
10.5 (continued)
HEXTRAN Output Data for Example 10.5
SHELL
DATA
S H E L L AND
A N D TUBE
T U B E EXTENDED
EXTENDED
D A T A SHEET
SHEET
I
I----------------------------------------------------------------------------II
EXCHANGER
N
AME
U N I T ID
ID KETTLE
KETTLE
I EXCHANGER
NAME
UNIT
I
SIZE
2
3x 1
56
T
Y P E BKU,
BKU,
HORIZONTAL
CONNECTED
PARALLEL
SERIES I
I SIZE
23x
156
TYPE
HORIZONTAL
CONNECTED
1 PARALLEL
1 SERIES
I AAREA/UNIT
715.
FT2
714.
I
REA/UNIT
715. F
T 2 ((
714. FT2
FT2 REQUIRED)
REQUIRED)
I
I
I----------------------------------------------------------------------------I
ERFORMANCE
OF O
N E UNIT
UNIT
SHELL-SIDE
TUBE-SIDE
I PPERFORMANCE
OF
ONE
SHELL-SIDE
TUBE-SIDE
I
I
I
I----------------------------------------------------------------------------I
F E E D STREAM
STREAM N
UMBER
FEED
STEAM
I FEED
NUMBER
FEED
STEAM
I
FEED
STEAM
FEED
STEAM
I
F E E D STREAM
STREAM N
AME
I FEED
NAME
1 . 0 0 / o.49
0.49
0 . 0oo
0 I/ 1.
1 . 0oo
0
I
WT F
RACTION
L
IQUID
(IN/OUT)
I WT
FRACTION
LIQUID
(IN/OUT)
1.00
o.
0.
13998.
13998.
I
I REYNOLDS
NUMBER
REYNOLDS
N
UMBER
0 . 0000
00
1.137
PRANDTL N
UMBER
I PRANDTL
NUMBER
O.
1.137
I
13.722 /
13.681
0.000 /
0.000 I
I UOPK,LIQUID
13.722
13.681
0.000
0.000
UOPK, LIQUID
I
VAPOR
0.0
133 .. 7761
0 .. 000000 /
0 .. 000000 I
0
. 0 0000 /
1
61
V
APOR
3
.637 /
3.586
55.448 /
56.997 I
I SURFACE
DYNES/CM
3.637
3.586
55.448
56.997
S U R F A C E TENSION
TENSION
DYNES/CM
9 4 5 . 0 (1.000)
(I.000)
1066.0
(i.000)
I FFILM
COEF
BTU/HR-FT2-F
945.0
1066.0
(1.000)
I
ILM C
O E F ( (SCL)
SCL)
BTU/HR-FT2-F
0.000
0.000
I FFOULING
LAYER
IN
0.000
0.000
I
OULING L
A Y E R THICKNESS
THICKNESS
IN
I
I
I----------------------------------------------------------------------------I
I
THERMAL
R
ESISTANCE
I THERMAL
RESISTANCE
(PERCENT)
(ABSOLUTE)
I
(ABSOLUTE)
(PERCENT)
I UNITS:
UNITS( F T 2 - H R --F/BTU)
F/BTU)
(FT2-HR
0.00106
I
0.00106
29.94
29.94
SHELL F
ILM
I SHELL
FILM
0.00112
I
0.00112
31.82
3
1.82
T U B E FILM
FILM
I TUBE
I
0.00025
7.13
7.13
0.00025
TUBE M
ETAL
METAL
I TUBE
I
31.11
0 . 000110
0110
31.11
0.
T O T A L FOULING
FOULING
I TOTAL
I
0.00000
0.10
0.00000
0.i0
ADJUSTMENT
I ADJUSTMENT
I
I
TUBE-SIDE
I
SHELL- SIDE
TUBE- SIDE
SHELL-SIDE
DROP
PRESSURE
D
ROP
I PRESSURE
(PERCENT)
(ABSOLUTE)I
(ABSOLUTE)
(ABSOLUTE)
(PERCENT)
(ABSOLUTE) I
(PERCENT)
(PERCENT)
(PSIA
NITS:
(PSIA
)
I UUNITS:
0.29
0.00
68.40
0.29 I
68.40
0.00
0.00
0.00
NOZZLES
WITHOUT
NOZZLES
I WITHOUT
0.13
31.36
0.03
31.36
0.13 I
66.25
0.03
66.25
I INLET
I N L E T NOZZLES
NOZZLES
0.24
0.00
0.02
0.24
0.00 I
33.75
0.02
33.75
I O
UTLET N
OZZLES
OUTLET
NOZZLES
0.05
0.43 I
0.43
0.05
/SHELL
TOTAL /
SHELL
I TOTAL
0.43
0.05
0.43 I
0.05
T O T A L /UNIT
/UNIT
I TOTAL
1.00
1.00
1.00 I
1.00
P SCALER
SCALER
I DDP
I
I
I
I
I
I----------------------------------------------------------------------------I
I----------------------------------------------------------------------------I
CONSTRUCTION
O
F ONE
O N E SHELL
SHELL
I CONSTRUCTION
OF
I
I
I----------------------------------------------------------------------------I
EFFECTIVE
LENGTH
12.88
FT I
13.0
FT
I TTUBE:OVERALL
LENGTH
13.0
FT
EFFECTIVE
LENGTH
12.88
FT
UBE:OVERALL
LENGTH
A R E A RATIO
RATIO
(OUT/IN)
1.199
I
TOTAL
THK
1.4
IN
AREA
(OUT/IN)
1.199
I
I .4
IN
T O T A L TUBESHEET
TUBESHEET
THK
DENSITY
4 9 0 . 8 0 LB/FT3I
LB/FT3I
I
THERMAL
COND.
30.0BTU/HR-FT-F
DENSITY
490.80
30 . 0 B T U / H R - FT- F
THERMAL
COND.
I
I----------------------------------------------------------------------------I
I
T U B E S IN
IN CROSSFLOW
CROSSFLOW
212
I BUNDLE:
DIAMETER
22.5
IN
TUBES
212
I
22.5
IN
BUNDLE: D
IAMETER
W I N D O W AREA
AREA
0 . 8 4 2 FT2
FT2
I
CROSSFLOW
AREA
5.201
FT2
WINDOW
0.842
I
5.201
FT2
CROSSFLOW
AREA
SHELL-BFL
L E A K AREA
AREA
0 . 0 1 9 FT2
FT2
I
TUBE-BFL
LEAK
0.019
FT2
SHELL-BFL
LEAK
0.019
I
0. 019
FT2
TUBE-BFL
L E A K AREA
AREA
I----------------------------------------------------------------------------I
I
REBOILERS
REBOILERS
10 / 495
10/
HEXTRAN
Output
Data for Example
Example 10.5
H
E ~
Output Data
1 0 . 5 (continued)
(continued)
ZONE
FOR
KETTLE
Z O N E ANALYSIS
ANALYSIS
F O R EXCHANGER
EXCHANGER
KETTLE
TEMPERATURE
PRESSURE
SUMMARY
TEMPERATURE
- PRESSURE
SUMMARY
Z
ONE
ZONE
1
2
3
4
5
6
TEMPERATURE
I N / O U T DEG
DEG F
TEMPERATURE
IN/OUT
SHELL-SIDE
S
HELL- SIDE
TUBE -SIDE
TUBE-SIDE
PRESSURE
PRESSURE
IN/OUT
PSIA
IN/OUT
PSIA
SHELL-SIDE
TUBE-SIDE
SHELL- SIDE
TUBE -SIDE
2 0 1 . 00/
/
201.
200.8/
200.8/
199.5/
199.5/
199.2/
199.2/
197.7/
197.7/
197.6/
197.6/
250.0/
250.0/
250.0/
2s0.0/
2s0.0/
250.0/
250.0/
2s0.0/
250.0/
250.0/
250.0/
250.0/
2202.4
02.4
228.3/
228.3/
228.0/
228.0/
228.0/
228.0/
227.7/
227.7/
227.7/
227.7/
227.5/
227.5/
201.0
2
01.0
2
00.8
200.8
1
99.5
199.5
1
99.2
199.2
1197.7
97.7
228.0
228.0
228.0
228.0
227.7
227.7
227.7
227.7
227.5
227.5
217.2
217.2
249.9
249.9
250.0
2s0.0
250.0
250.0
250.0
2s0.0
250.0
250.0
2so.o
250.0
20. o/
20.0/
19.9/
19.9/
19.9/
19.9/
19.s/
19.8/
19.8/
19.8/
19.7/
19.7/
19.9
19.9
19.9
19.9
19.8
19.8
19.8
19.8
19.7
19.7
~_9.~
19.6
HEAT
AND
H E A T TRANSFER
TRANSFER
A N D PRESSURE
PRESSURE
D R O P SUMMARY
SUMMARY
DROP
ZONE
ZONE
1
2
3
4
5
6
H E A T TRANSFER
TRANSFER
HEAT
MECHANISM
M
ECHANISM
SHELL-SIDE
TUBE-SIDE
SHELL-SIDE
TUBE-SIDE
VAPORIZATION
V
APORIZATION
V
APORIZATION
VAPORIZATION
VAPORIZATION
VAPORIZATION
VAPORIZATION
VAPORIZATION
VAPORIZATION
VAPORIZATION
VAPORIZATION
V
APORIZATION
CONDENSATION
CONDENSATION
CONDENSATION
CONDENSATION
CONDENSATION
CONDENSATION
CONDENSATION
CONDENSATION
CONDENSATION
CONDENSATION
LIQ.
L
I Q . SUBCOOL
SUBCOOL
TOTAL
DROP
T O T A L PRESSURE
PRESSURE
DROP
PRESSURE
DROP
(TOTAL)
PRESSURE
DROP
(TOTAL)
PSIA
PSIA
SHELL- SIDE
TUBE -SIDE
SHELL-SIDE
TUBE-SIDE
0.02
0.02
0.00
0.00
0.01
0.01
0.00
0.00
0.02
0.02
0.00
0.00
0.i0
0.10
0.02
0.02
0.08
0.08
0.02
0.02
0.08
0.08
13
0 ..13
--------
--------
0.05
0.05
FILM
F I L M COEFF.
COEFF.
BTU/HR-FT2-F
BTU/HR-FT2-F
SHELL-SIDE
TUBE-SIDE
SHELL-SIDE
TUBE-SIDE
936.62
936.62
936.31
936.31
936.02
936.02
935.34
9 3 5 .34
934.55
934.55
4763.73
4763.73
2093.49
2093.49
2027.16
2027.16
2294.64
2294.64
2528.96
2 5 2 8 . 96
1897.63
1897.63
25.78
25.78
0.43
0.43
HEAT
SUMMARY
(CONTD.)
H E A T TRANSFER
TRANSFER
SUMMARY
(CONTD. )
ZONE
ZONE
------ DUTY
DUTY
MMBTU
/HR
M
MBTU
/HR
-------
1.81
1.81
0.29
0.29
1.52
1
.52
0.29
0.29
1.52
1.52
0.06
0.06
33.0
33.0
5.3
5.3
27.7
27.7
5.3
5.3
27.7
27.7
1.1
i
.I
1
2
3
4
5
6
PERCENT
PERCENT
U-VALUE
U-VALUE
BTU/HR- FT2 - F
BTU/HR-FT2-F
334.22
334.22
332.10
332.10
339.84
339.84
3
45.44
345.44
327.49
327.49
20.80
20.80
---------TOTAL
TOTAL
W
EIGHTED
WEIGHTED
OVERALL
OVERALL
I
NSTALLED
INSTALLED
5.48
5
.48
AREA
AREA
FT2
FT2
LMTD
LMTD
DEG F
DEG
FT
FT
208.2
208.2
32.9
32.9
163.8
163.8
30.0
30.0
162.0
162.0
117.2
117.2
26.4
26.4
27.1
27.1
27.7
27.7
28.4
28.4
29.1
29.1
24.4
24.4
0.982
0.982
0.982
0.982
0.982
0.982
0.982
0.982
0.982
0.982
0.982
0.982
27.6
27.6
22.6
22.6
0.982
0.982
0.982
0.982
------100.0
I 0 0 .0
7 1 4 .i
714.1
282.91
282.91
714.9
714.9
TOTAL
U-VALUE)
AREA)
T O T A L DUTY
D U T Y = (WT. U
- V A L U E ) (TOTAL
(TOTAL A
R E A ) (WT. LMTD)
L M T D ) (OVL.
(OVL. FT)
ZONE
DUTY
ZONE D
U T Y = (ZONE
(ZONE U
-VALUE)
( Z O N E AREA)
A R E A ) (ZONE
(ZONE L
M T D ) (OVL.
(OVL. FT)
U-VALUE)
(ZONE
LMTD)
E
x a m p l e 110.6
0.6
Example
Use HEXTRAN to rate the horizontal thermosyphon reboiler of Example 10.3 and compare the
results with those obtained previously by hand. Assay data (ASTM D86 distillation at atmospheric
pressure) for the petroleum fraction fed to the reboiler are given in the following table. The feed
stream has an average API gravity of 60°.
60 ~
10/
496
10/496
RE
BO I LE RS
REBOILERS
Volume
distilled
Volume percent distilled
(~
Temperature (F)
0
10
10
30
50
70
90
100
100
158.8 a
158.8°
210
240
260
275
275
290
309b
309
·Initial
boiling point.
ainitial boiling
point.
bEnd
point.
End point.
Solution
Solution
For this problem, the tube-side feed (Therminol)
(Therminol | is defined as a bulk property stream and the values
k, u, and ppo (55.063 lbm/ft)
10.3 are entered as average liquid properties on
of Cp, k,/~,
lbm/ft 3) given in Example 10.3
the appropriate form. Note that the density, not the specific gravity, must be entered. Additional data
required for this stream are the flow rate (425,000lb/h),
required
(425,000 lb/h), temperature (420F)
(420~ and pressure. Since
the stream pressure
pressure was not specified in Example 10.3,
10.3, a value of 40 psia is (arbitrarily) assumed.
The
The shell-side feed (petroleum fraction) is defined as an assay stream, and its flow rate
(300,000 lb/h) and pressure (35 psia) are entered on the Specifications form. To complete the thermal specification of the stream, Bubble Point is selected from the list of available specifications.
Next, under
under Components and Thermodynamics, the Assay tab is selected and a new assay name
(Al)
(A1) is entered. Clicking on the Add button activates the data entry tree that includes the listings
Distillation and Gravity,
Gravity, as shown below. Clicking on each of these items in turn brings up the
panels where the ASTM distillation data and average API gravity are entered. HEXTRAN uses the
assay data to determine a set of pseudo components that represent the composition of the stream.
2
EEEEIEEI
EF-E A1
::i
Asay Name
(A,
3
[~Er ~ur
3
cc 5
Method Slate
Enter Dat3 For
.
Oravity
Gravity
eeulaWeight
reight
.d Mol
Molecular
I.ightends
Lghtends
Propet
_]hspection
Inspection Propel
A,
a.:""..ol
3
[Go
�
[ismw be6
Type
Cut Set
1
1l158.8
2
10
3
30.
4
50
70.
5
6
7
•
[z@
[@o
fz6@
[76
90
[o
100.
[o
I
Process Selected Asay
RS
RE
LE RS
R
E BBO
O I I LE
10 // 497
order to link
Al, is also entered
entered on the
The assay name, A1,
stream in order
the feed stream
the Specifications form for the
The
the stream
the assay with the
stream to which it applies.
the
stream. The
required for the
set of thermodynamic procedures
procedures is also required
selected
The PR EOS
EOS is selected
the assay stream.
A set
method is chosen
the method
for
chosen for
the API method
method for equilibrium, enthalpy, and vapor density calculations; the
as the
method is selected
properties (viscosity,
The petroleum
petroleum method
selected for all transport
transport properties
calculating liquid density. The
tension).
surface tension).
thermal conductivity, and surface
are entered
heat exchanger
including the
the number
entered as
number of tubes
tubes
exchanger are
Data for the
Example 10.3, including
the heat
as given in Example
head and no baffles
Tubesheet
are assumed.
front head
the shell ID (23.25 in). A type A front
assumed. Tubesheet
baffles are
(290) and the
values for
thickness and shell-side nozzles
unspecified; HEXTRAN will determine
are left unspecified;
determine suitable
nozzles are
for
suitable values
thickness
which were
Example 10.3. Fouling
Example 10.3 are
Fouling factors
these items, which
from Example
were not
factors from
not specified in Example
are
these
entered on the
Options form.
the Film Options
entered
by the
input file generated
generated by
the HEXTRAN GUI is given below, followed by
by a summary
results
The input
summary of results
The
output file. It is seen
extracted from
the HEXTRAN output
lb/h ofvapor,
seen that
generates 82,390 lb/h
re boiler generates
that the
from the
the reboiler
of vapor,
extracted
lb/h required.
drop is 9.34 psi, which
than the
The tube-side
the 60,000 lb/h
tube-side pressure
more than
about 37% more
required. The
pressure drop
which is
about
does not
less than
for the
than the
10 psi specified
the maximum of 10psi
the unit. HEXTRAN does
specified for
compute a critical
not compute
less
this check
by hand.
check must
must be
done by
heat flux is approximately
present case,
be done
case, the
the heat
the present
heat flux, so this
approximately
hand. In the
heat
2, well below
by hand
Btu/h • ft22 calculated
hand in Example
calculated by
Btu/h . ft2,
Example
the critical value of 36,365 Btu/h.
below the
13,000 Btu/h.
actual operation,
about 37% lower.)
Therefore, the
re boiler is
heat flux would
be about
would be
is suitable
operation, the
the reboiler
suitable
the heat
lower.) Therefore,
10.3. (In actual
obtained in Example
agreement with the
service, in agreement
Example 10.3.
result obtained
the service,
the result
for the
are compared
compared with
by hand
calculated by
hand in
in the
Results from
those calculated
the following table.
The
with those
from HEXTRAN are
table. The
Results
hand is very
calculated by
coefficient calculated
very conservative
conservative compared
compared with
with
by hand
heat-transfer coefficient
shell-side (boiling) heat-transfer
by HEXTRAN,
value given by
coefficients differ
HEXTRAN, but
the value
mean
The mean
about 17%.
the overall coefficients
by only about
differ by
17%. The
but the
the
the hand
slightly higher
used in the
than the
higher than
difference used
value calculated
calculations is slightly
calculated
hand calculations
temperature difference
the value
temperature
the safe
However, the
hand is
side, about
safe side,
flux (UDA
by hand
about 10%
(Up AT))
by HEXTRAN. However,
is on the
the heat
calculated by
heat flux
by
Tin) calculated
Notice that
occurs in the
of the
drop occurs
shell-side pressure
that virtually all of
the shell-side
the HEXTRAN value. Notice
pressure drop
the
below the
nozzles. If two
instead of
outlet) are
nozzles (6-in. inlet, 10-in. outlet)
used
of the
are assumed
single pair
two pairs
assumed instead
the single
pair used
of nozzles
pairs of
nozzles.
pressure drop
reduced to
shell-side pressure
by HEXTRAN, the
drop is reduced
the shell-side
to 0.33 psi.
by
Item
Item
Hand
Hand
HEXTRAN
HEXTRAN
(Btu/h.#?
h, (Btu/h.
hi
ft2 9.F)
~
(Btu/h.f?
h, (Btu/h.
ho
ft2 9.·F)
~
(Btu/h .fft?2..F)
U» (Btu/h.
UD
~
AP (psi)
APi
AP, (psi)
(psi)
APo
346
346
278
278
113
113
8.4
8.4
104.2
104.2
11,775
11,775
346.2
555
555°a
132
132°a
9.34
9.34
1.39
1.39
98.5
98.5°a
13,002
13,002
AT,,(
A
Tm (oF)
Un AT%, (Btu/h-ft
(Btu/h.ft)
UDATm
e)
analysis.
zone analysis.
average from
a Area-weighted average
from zone
aArea-weighted
for Example
Input File
File for
HEXTRAN Input
Example 10.6
10.6
HEXTRAN
KEYWORD EEXPORTER
FROM HHEXTRAN
$$ GGENERATED
E N E R A T E D FROM
E X T R A N KEYWORD
XPORTER
$$
Section
General Data
Data Section
$$
General
$$
10-6, PPROBLEM=Horizontal
Reboiler, SITE=
TITLE PPROJECT=Example
SITE=
TITLE
R O J E C T = E x a m p l e 10-6,
R O B L E M : H o r i z o n t a l TThermosyphon
h e r m o s y p h o n Reboiler,
$$
DENSITY=LB/FT3, *
DIME English,
English, AREA:FT2,
AREA=FT2, CCONDUCTIVITY-=BTUH,
DIME
O N D U C T I V I T Y = B T U H , DENSITY=LB/FT3,
FILM=BTUH, LIQVOLUME:FT3,
POWER=HP, *
ENERGY=BTU, FILM:BTUH,
LIQVOLUME=FT3, POWER=HP,
ENERGY:BTU,
TEMPERATURE=F, *
TIME=HR, TEMPERATURE=F,
PRESSURE=PSIA, SURFACE:DYNE,
SURFACE=DYNE, TIME=HR,
PRESSURE=PSIA,
WT=LB, *
UVALUE=BTUH, VAPVOLUME:FT3,
VA?VOLUME=FT3, VISCOSITY=CP,
VISCOSITY=CP, WT=LB,
UVALUE=BTUH,
10/
498
10/498
REBOILERS
REBOILERS
HEX.TRAN Input File for Example 10.6
HEXTRAN
10.6 (continued)
X
D E N S I T Y = A P I , STDVAPOR=379.490
STDVAPOR=379.490
XDENSITY=API,
$$
PRINT
ALL, *
P R I N T ALL,
RATE=M
RATE=M
$$
CALC
PGEN=New,
WATER=Saturated
CALC
PGEN=New, W
ATER=Saturated
$$
C o m p o n e n t Data
Section
$
Data Section
Component
$$
C O M P O N E N T DATA
DATA
COMPONENT
$
$
$$
ASSAY
ASSAY
FIT=SPLINE, CHARACTERIZE=SIMSCI,
FIT= SPLINE,
C H A R A C T E R I Z E = S I M S C I , MW=
MW= SIMSCI,
SIMSCI,
TBPEP=98
C O N V E R S I O N = API87,
API87, GRAVITY=
G R A V I T Y = WATSONK,
WATSONK, TBPIP=1,
TBPIP=I, TBPEP=98
CONVERSION=
W
$
$
T B P C U T S I00.00,
800.00,
TBPCUTS
100.00, 800.00,
1200.00,
/*
1200.00, 8 /
1600.00,
1600.00, 4
/*
28 /
$
$
$
T h e r m o d y n a m i c Data
Data Section
Section
Thermodynamic
$
$
T H E R M O D Y N A M I C DATA
DATA
THERMODYNAMIC
$$
METHODS
M E T H O D S SET=SETI,
SET=SET1, KVALUE=PR,
KVALUE=PR, ENTHALPY(L)
E N T H A L P Y ( L ) ==PR,
P R , ENTHALPY(V)=PR,
ENTHALPY(V)=PR, *
DENSITY(L)
D
E N S I T Y ( L ) ==API,
A P I , DENSITY(V)=PR,
D E N S I T Y (V) =PR, VISCOS
V I S C O S ((L)
L ) ==PETRO,
PETRO, *
VISCOS
V I S C O S ((V)
V ) ==PETRO,
P E T R O , CONDUCT
C O N D U C T ((L)
L ) ==PETRO,
P E T R O , CONDUCT
C O N D U C T ((V)
V ) ==PETRO,
PETRO,
S
URFACE=PETRO
SURFACE=PETRO
$$
W
A T E R DECANT=ON,
D E C A N T = O N , SOLUBILITY
S O L U B I L I T Y = Simsci,
Simsci, PROP
PROP = Saturated
Saturated
WATER
$
$
$Stream
$ S t r e a m Data
Data Section
Section
$$
STREAM
DATA
STREAM D
ATA
$$
PROP STRM=THERM_COLD,
S T R M = T H E R M COLD, NAME=THERM_COLD
N A M E = T H E R M COLD
PROP
$$
PROP STRM=PROD,
STRM=PROD, N
AME=PROD
PROP
NAME=PROD
m
$$
PROP
STRM=FEED, NAME=FEED,
NAME=FEED, PRES=35.000,
P R E S = 3 5 . 0 0 0 , PHASE=L,
PHASE=L, *
PROP STRM=FEED,
R
A T E ((W)
W ) ==300000.000,
3 0 0 0 0 0 . 0 0 0 , ASSAY-=LV,
A S S A Y = L V , BLEND
BLEND
RATE
STRM=FEED,
D86
STRM=FEED, *
D86
D
A T A = 0.0, 158.80
158.80 / 10.0,
i0.0, 210.00
210.00 / 30.0, 240.00
240.00 / 50.0,
DATA=
70.0,
70.0, 275.00
275.00 / 90.0, 290.00
290.00 / 100.0,
i00.0, 309.00
309.00
STRM=FEED,
API
STRM=FEED, AVG=60.000
AVG=60.000
API
260.00 / *
260.00
$
$
PROP
PROP STRM=THERMINOL,
S T R M = T H E R M I N O L , NAME=THERMINOL,
N A M E = T H E R M I N O L , TEMP=420.00,
T E M P = 4 2 0 . 0 0 , PRES=40.000,
PRES=40.000, *
L
I Q U I D ((W)
W ) ==425000.000,
4 2 5 0 0 0 . 0 0 0 , LCP(AVG)=0.534,
L C P ( A V G ) = 0 . 5 3 4 , Lcond(AVG)=0.0613,
Lcond(AVG)=0.0613,
*
LIQUID
Lvis(AVG)=0.84,
L v i s ( A V G ) = 0 . 8 4 , Lden(AVG)=55.063
Lden(AVG)=55.063
$$
$ Calculation
C a l c u l a t i o n Type
Type Section
Section
$$
SIMULATION
SIMULATION
$$
TOLERANCE
T
O L E R A N C E TTRIAL=0.01
TTRIAL=0.01
$
$
REBOI LERS
REBOILERS
HEXTRAN
10.6 (continued)
(continued)
HEX.TRAN Input File for Example 10.6
LIMITS A
REA=200.00,
LIMITS
AREA=200.00,
T T R I A L = 30
TTRIAL=30
6000.00,
6000.00,
SERIES=I,
SERIES=1,
i0,
10,
PDAMP=0.00,
PDAMP=0.00,
+*
$$
CALC
CALC
TWOPHASE=New,
MINFT0.80
T W O P H A S E = N e w , DPSMETHOD=Stream,
DPSMETHOD=Stream,
MINFT=0.80
PRINT
PRINT
UNITS,
ECONOMICS,
UNITS, E
CONOMICS,
EXTENDED,
ZONES
EXTENDED, Z
ONES
$
STREAM,
STREAM,
STANDARD,
STANDARD,
**
$$
ECONOMICS D
AYS:350,
ECONOMICS
DAYS=350,
EXCHANGERATE=I.00,
EXCHANGERATE=1.00,
CURRENCY:USDOLLAR
CURRENCY=USDOLLAR
$$
U T C O S T OIL=3.50,
O I L = 3 . 5 0 , GAS=3.50,
G A S : 3 . 5 0 , ELECTRICITY-0.10,
ELECTRICITY=0.10,
UTCOST
+*
W
A T E R : 0 . 0 3 , HPSTEAM=4.10,
H P S T E A M : 4 . 1 0 , MPSTEAM=3.90,
MPSTEAM:3.90,
*
WATER=0.03,
LPSTEAM=3.60,
HEATINGMEDIUM=0.00
L P S T E A M : 3 . 6 0 , REFRIGERANT=O.00,
REFRIGERANT=0.00,
HEATINGMEDIUM=0.00
$$
H X C O S T BSIZE=-1000.00,
BSIZE=I000.00,
HXCOST
EXPONENT:0.60,
EXPONENT=0.60,
B C O S T = 0 . 0 0 , LINEAR=50.00,
LINEAR=50.00,
BCOST=0.0O,
C O N S T A N T : 0 . 0 0 , UNIT
UNIT
CONSTANT-0.00,
$
$
$
Unit
U
n i t Operations
O p e r a t i o n s Data
Data
$$
U N I T OPERATIONS
OPERATIONS
UNIT
$$
STE U
ID:REBOILER
STE
UID=REBOILER
TYPE
Old, TEMA=AXU,
T E M A : A X U , HOTSIDE=Tubeside,
HOTSIDE=Tubeside,
TYPE
Old,
FLOW:Countercurrent,
*
FLOW=Countercurrent,
UESTIMATE=50.00,
USCALER=1.00
UESTIMATE:50.00,
USCALER:I.00
TUBE
TUBE
*
ORIENTATION=Horizontal,
ORIENTATION-=Horizontal,
FEED=THERMINOL,
FEED=THERMINOL,
P R O D U C T = T H E R M COLD, *
PRODUCT=THERM_COLD,
L E N G T H : I 6 . 0 0 , OD=0.750,
OD:0.750, *
LENGTH=16.00,
BWG:I4, N
U M B E R = 2 9 0 , PASS=2,
P A S S : 2 , PATTERN=90,
PATTERN=90,
BWG=14,
NUMBER=290,
PITCH=1.0000,
P I T C H : I . 0 0 0 0 , MATERIAL=1,
MATERIAL=I, *
FOUL=0.001, L
AYER=0, *
FOUL=0.001,
LAYER=0,
DPSCALER:I.00
DPSCALER=1.00
u
*
$
$
SHELL
SHELL
F
E E D = F E E D , PRODUCT-PROD,
PRODUCT:PROD, *
FEED=FEED,
I
D = 2 3 . 2 5 , SERIES=1,
S E R I E S : I , PARALLEL=1,
PARALLEL=I,
ID=23.25,
MATERIAL=1,
MATERIAL=I, *
F
OUL:0.0005, L
AYER:0, *
FOUL=0.0005,
LAYER=0,
DPSCALER=1.00
DPSCALER:I.00
*
$$
BAFF
BAFF
N
ONE
NONE
$$
T N O Z Z TYPE=Conventional,
TYPE=Conventional,
TNOZZ
ID=6.065,
ID=6.065,
6.065, NUMB=1,
NUMB=I,
6.065,
$
CALC
CALC
TWOPHASE=New,
*
TWOPHASE=New,
DPSMETHOD=Stream,
D
PSMETHOD=Stream,
MINFT=0.80
MINFT=0.80
*
$
PRINT S
TANDARD,
PRINT
STANDARD,
E
XTENDED,
EXTENDED,
ZONES
ZONES
**
*
$
COST
COST
BSIZE=1000.00,
BSIZE=I000.00,
CONSTANT=0.00,
CONSTANT=0.00,
BCOST=0.00,
B C O S T = 0 . 0 0 , LINEAR=50.00,
LINEAR:50.00,
E
X P O N E N T = 0 . 6 0 , Unit
Unit
EXPONENT=0.60,
$$
n d of k
e y w o r d file
f i l e ....
..
$ E
End
keyword
*
1
*
10 / 499
10/
10/500
10
/ 500
REBOILERS
REBOILERS
HEXTRAN Output
Data for
HEXTRAN
Output Data
for Example
Example 10.6
10.6
S H E L L AND
A N D TUBE
T U B E EXCHANGER
E X C H A N G E R DATA
D A T A SHEET
SHEET
SHELL
I
I----------------------------------------------------------------------------I
U N I T ID
ID REBOILER
REBOILER
I EXCHANGER
NAME
UNIT
I
EXCHANGER
N
AME
SERIES I
T Y P E AXU,
AXU,
HORIZONTAL
C O N N E C T E D 1 PARALLEL
PARALLEL
23x
192
TYPE
HORIZONTAL
CONNECTED
1 SERIES
I SIZE
SIZE
2
3 x 192
FT2
904. FT2
FT2 R
E Q U I R E D ) AREA/SHELL
AREA/SHELL
FT2
I AREA/UNIT
904.
FT2 ((
904.
REQUIRED)
904. FT2
I
AREA/UNIT
904.
I
I----------------------------------------------------------------------------I
I
SHELL-SIDE
TUBE-SIDE
I PERFORMANCE
OF
SHELL-SIDE
TUBE-SIDE
I
PERFORMANCE
OF ONE
O N E UUNIT
NIT
I
1----------------------------------------------------------------------------II
THERMINOL
II
THERMINOL
FEED
FEED
E E D STREAM
STREAM N
UMBER
I FFEED
NUMBER
THERMINOL
THERMINOL
II
FEED
FEED
F E E D STREAM
STREAM N
AME
I FEED
NAME
425000.
I TOTAL
LB
300000.
425000.
I
300000.
T O T A L FLUID
FLUID
LB /HR
/HR
o./
o. Ii
VAPOR
(IN/OUT)
0./
82390.
0./
0.
o./
82390.
I
VAPOR
(IN/OUT) LB
LB /HR
/HR
425000./
425000. I
~ooooo./
217610.
I
LIQUID
LB
300000./
217610.
425000./
425000.
LIQUID
LB /HR
/HR
o./
o. I
I
STEAM
LB
Oo .• / /
0o..
0./
0.
STEAM
LB /HR
/HR
o.//
o. Ii
WATER
LB
0.
0.
0.
0.
o . //
o.
I
W
ATER
LB /HR
/HR
I
NON
CONDENSIBLE
LB
O.
0.
I
NON C
ONDENSIBLE
LB /HR
/HR
420.0 /
368.1
I TEMPERATURE
(IN/OUT)
288.9
298.3
420.0
368.1
I
288.9 /
298.3
TEMPERATURE
(IN/OUT) DEG
DEG F
40.00 /
30.66
3 s . o o //
33.6~
PRESSURE
(IN/OUT)
35.00
33.61
40.00
30.66
I
I P
RESSURE
(IN/OUT) PSIA
PSIA
II----------------------------------------------------------------------------II
0.739 /
0.742
0.883 /
0.883
I SP.
SP. GR.,
(60F
0.739
0.742
0.883
0.883
I
GR., LIQ
LIQ
(60F / 60F
60F H2O)
H20)
0.000 /
3.577
0.000 /
0.000
I
VAP
(60F
0.000
3.577
0.000
0.000
I
VAP
(60F / 60F
60F AIR)
AIR)
39.063 /
39.027
55.063 /
55.063
DENSITY,
LIQUID
LB/FT3
39.063
39.027
55.063
55.063
I
I D
ENSITY,
LIQUID
LB/FT3
I
VAPOR
LB/FT3
0.000
0.463
0.000
0.000
I
0.000 /
0.463
0.000 /
0.000
V
APOR
LB/FT3
0.179 /
0.179
0.840 /
0.840
I VVISCOSITY,
LIQUID
cP
0.179
0.179
0.840
0.840
I
ISCOSITY,
LIQUID
CP
0.000 /
0.009
0.000 /
0.000
I
VAPOR
CP
0.000
0.009
0.000
0.000
I
V
APOR
CP
0.0547 /
0.0541
0.0613 /
0.0613
I TTHRML
BTU/HR-FT-F
0.0547
0.0541
0.0613
0.0613
I
H R M L COND,LIQ
COND,LIQ
B
TU/HR-FT-F
0.0000 /
0.0136
0.0000 /
0.0000
I
VAP
BTU/HR-FT-F
0.0000
0.0136
0.0000
0.0000
I
V
AP
B
TU/HR-FT-F
0.6013 /
0.6051
0.5340 /
0.5340
BTU
0.6013
0.6051
0.5340
0.5340
I
I SPEC.HEAT,LIQUID
SPEC.HEAT,LIQUID
B T U /LB
/LB F
0.0000 /
0.4936
0.0000 /
0.0000
I
VAPOR
0.0000
0.4936
0.0000
0.0000
I
V
A P O R BTU
B T U /LB
/LB F
1 2 2 . 002
2
0.00
I LATENT
BTU
122.
0.
00
I
L A T E N T HEAT
HEAT
B T U /LB
/LB
0.51
7.95
I VVELOCITY
FT/SEC
0.51
7.95
I
ELOCITY
FT/SEC
0.00 / 1.39
1.39
0.00 /
9.34
I DP/SHELL(DES/CALC)
PSI
0.00
0.00
9.34
I
DP/SHELL(DES/CALC)
PSI
0 . 0 0 0 5 0 (0.00050
( 0 . 0 0 0 5 0 REQD)
REQD)
0.00100
RESIST
FT2-HR-F/BTU
0.00050
0.00100
I
I FOULING
FOULING R
ESIST F
T2-HR-F/BTU
I----------------------------------------------------------------------------II
I
1 3 2 . 1 7 (( 132.10
1 3 2 . 1 0 REQD),
R E Q D ) , CLEAN
CLEAN
172.96 I
I TRANSFER
BTU/HR-FT2-F
SERVICE
132.17
172.96
SERVICE
BTU/HR-FT2-F
T R A N S F E R RATE
RATE
MTD(CORRECTED)
98.6,
FT 0.998
0.998 I
I HEAT
MMBTU
11.772,
MTD(CORRECTED)
98.6,
FT
11.772,
H E A T EXCHANGED
EXCHANGED M
M B T U /HR
/HR
I
I----------------------------------------------------------------------------I
I
I CONSTRUCTION
OF ONE
CONSTRUCTION
OF
O N E SHELL
SHELL
SHELL-SIDE
SHELL-SIDE
TUBE-SIDE
TUBE-SIDE
I
I
I
I----------------------------------------------------------------------------I
too./
soo.
too./
soo.
I DESIGN
PSIA
/F
100./ 500.
100./
500.
I
D E S I G N PRESSURE/TEMP
PRESSURE/TEMP
PSIA
/F
I NUMBER
OF PPASSES
1
2
I
N U M B E R OF
ASSES
C A R B STL
STL
C A R B STL
STL
I MMATERIAL
CARB
CARB
II
ATERIAL
I INLET
NOZZLE
IN
6.1/ 1i
6.1/ 1
I
INLET
N O Z Z L E ID/NO
ID/NO
IN
I
~o.o/ 1~
6.1/ 1I
I OUTLET
ID/NO
IN
10.0/
O U T L E T NOZZLE
NOZZLE I
D/NO
IN
I
I----------------------------------------------------------------------------I
I
L E N G T H 16.0
16.0 FT
FT
.750
IN
BWG
I TUBE:
290,
OD 00.750
IN,, BWG
14
,, LENGTH
I
I
TUBE: NUMBER
NUMBER
290, OD
P A T T E R N 90 DEGREES
DEGREES
I
TYPE
BARE,
PITCH
1.0000
PATTERN
I
PITCH
1 . 0 0 0 0 IN,
I
T Y P E BARE,
PAIRS
S E A L I N G STRIPS
STRIPS
ID
23.
SEALING
O0 PAIRS
I
I SHELL:
SHELL:
ID
2 3 . 225
5 IN,
4 4 1 6 . 7 LB/FT-SEC2
LB/FT-SEC2
I RHO-V2:
4416.7
I
R H O - V 2 : INLET
I N L E T NOZZLE
NOZZLE
5000.4 I
0 . I 1 3 E + 0 5 BUNDLE
BUNDLE
3 7 0 1 . 3 FULL
F U L L OF
OF WATER
WATER
I TOTAL
3701.3
0.113E+05
5000.4
T O T A L WEIGHT/SHELL,LB
WEIGHT/SHELL,LB
I
I----------------------------------------------------------------------------I
I
REBOILERS
R
EBOILERS
10 / 501
(continued)
10.6 (continued)
HEXTRAN Output Data for Example 10.6
SSHELL
H E L L AAND
N D TTUBE
U B E EEXTENDED
XTENDED
DDATA
A T A SSHEET
HEET
II----------------------------------------------------------------------------I
I
ID RREBOILER
I EEXCHANGER
XCHANGER
NNAME
AME
UUNIT
N I T ID
EBOILER
II
192
I SSIZE
IZE
223x
3 x 192
TTYPE
Y P E AAXU,
XU,
HHORIZONTAL
ORIZONTAL
CCONNECTED
ONNECTED
1 PPARALLEL
ARALLEL
11 SSERIES
ERIES I
904. FFT2
904. FT2
FT2 RREQUIRED)
I AAREA/UNIT
REA/UNIT
904.
T 2 ((
904.
EQUIRED)
II
II----------------------------------------------------------------------------I
I
I
I PPERFORMANCE
ERFORMANCE
OOF
F OONE
N E UUNIT
NIT
SSHELL-SIDE
HELL-SIDE
TTUBE-SIDE
UBE-SIDE
II----------------------------------------------------------------------------I
I
I FFEED
E E D SSTREAM
T R E A M NNUMBER
UMBER
FFEED
EED
TTHERMINOL
HERMINOL
II
I FFEED
E E D SSTREAM
T R E A M NNAME
AME
FFEED
EED
TTHERM
H E R M I IN NOL
OL
II
I WWT
T FFRACTION
RACTION
LLIQUID
IQUID
((IN/OUT)
IN/OUT)
11.00
. 0 0 /I 00.73
.73
11.00
. 0 0 /I 11.00
.00
II
I RREYNOLDS
EYNOLDS
NNUMBER
UMBER
113784.
3784.
337732.
7732.
II
I PPRANDTL
R A N D T L NNUMBER
UMBER
00.772
.772
117.705
7.705
II
I UUOPK,LIQUID
OPK, LIQUID
112.060
2 . 0 6 0 //
112.060
2.060
00.000
. 0 0 0 /I 00.000
.000
II
I
VVAPOR
APOR
00.000
. 0 0 0 /I
112.060
2.060
00.000
. 0 0 0 /I 00.000
.000
II
I SSURFACE
U R F A C E TTENSION
ENSION
DDYNES/CM
YNES/CM
111.617
1 . 6 1 7 //
111.514
1.514
00.000
. 0 0 0 /I 00.000
.000
II
(1.000)
(1.000)
I FFILM
I L M CCOEF(SCL)
OEF(SCL)
BBTU/HR-FT2-F
TU/HR-FT2-F
5552.0
52.0
(I.000)
3346.2
46.2
(i.000)
II
IN
I FFOULING
O U L I N G LLAYER
A Y E R TTHICKNESS
HICKNESS
IN
00.000
.000
00.000
.000
II
II----------------------------------------------------------------------------I
I
II TTHERMAL
H E R M A L RRESISTANCE
ESISTANCE
II
II UUNITS:
NITS:
((FT2-HR-F/BTU)
FT2-HR-F/BTU)
((PERCENT)
PERCENT)
((ABSOLUTE)
ABSOLUTE)
II
II SSHELL
H E L L FFILM
ILM
223.
3 . 994
4
00.
. 000181
0181
II
II TTUBE
UBE
FFILM
ILM
449.03
9.03
00.00371
.00371
II
II TTUBE
UBE
MMETAL
ETAL
33.44
.44
00.00026
.00026
II
II TTOTAL
O T A L FFOULING
OULING
223.58
3.58
00.00178
.00178
II
II AADJUSTMENT
DJUSTMENT
00.06
.06
00.00000
.00000
II
II----------------------------------------------------------------------------I
I
II PPRESSURE
RESSURE
DDROP
ROP
SSHELL-SIDE
HELL-SIDE
TTUBE-SIDE
UBE-SIDE
II
II UUNITS:
NITS:
((PSIA
PSIA) )
((PERCENT)
PERCENT)
((ABSOLUTE)
ABSOLUTE)
((PERCENT)
PERCENT)
((ABSOLUTE)
ABSOLUTE)I I
II WWITHOUT
I T H O U T NNOZZLES
OZZLES
00.01
.01
00.00
.00
888.38
8.38
88.26
. 2 6 II
II IINLET
NLET
NNOZZLES
OZZLES
334.19
4.19
00.48
.48
77.26
.26
00.68
. 6 8 II
II OOUTLET
UTLET
NNOZZLES
OZZLES
665.79
5.79
00.92
.92
44.36
.36
00.41
. 4 1 II
II TTOTAL
OTAL
//SHELL
SHELL
11.
. 339
9
99.34
. 3 4 II
II TTOTAL
OTAL
//UNIT
UNIT
11.
. 339
9
99.34
. 3 4 II
II DDP
P SSCALER
CALER
11.00
.00
11.00
. 0 0 II
II--------------------- ------------------------------------------------------I
I
I
II CCONSTRUCTION
ONSTRUCTION
OOF
F OONE
N E SSHELL
HELL
II----------------------------------------------------------------------------I
FT EEFFECTIVE
FT II
II TTUBE:OVERALL
UBE:OVERALL
LLENGTH
ENGTH
116.0
6.0
FT
FFECTIVE
LLENGTH
ENGTH
115.88
5.88
FT
1.5
IN AAREA
II
TTOTAL
O T A L TTUBESHEET
UBESHEET
TTHK
HK
1.5
IN
R E A RRATIO
ATIO
((OUT/IN)
OUT/IN)
11.284
.284
II
II
TTHERMAL
HERMAL
CCOND.
OND.
330.0BTU/HR-FT-F
0.0BTU/HR-FT-F
DDENSITY
ENSITY
4490.80
9 0 . 8 0 LLB/FT3I
B/FT3I
II----------------------------------------------------------------------------I
I
IN NNUMBER
II BBAFFLE:
AFFLE:
TTHICKNESS
HICKNESS
00.500
.500
IN
UMBER
i1
II
II----------------------------------------------------------------------------I
I
II BBUNDLE:
UNDLE:
DDIAMETER
IAMETER
222.7
2.7
IN CCROSSFLOW
IN TTUBES
IN
U B E S IN
ROSSFLOW
2290
90
II
FT2 WWINDOW
FT2 II
II
CCROSSFLOW
ROSSFLOW
AAREA
REA
88.003
.003
FT2
I N D O W AAREA
REA
11.003
.003
FT2
FT2 II
II
TTUBE-BFL
UBE-BFL
LLEAK
E A K AAREA
R E A 00.019
.019
FFT2
T2
SSHELL-BFL
HELL-BFL
LLEAK
E A K AAREA
REA
00.019
.019
FT2
II----------------------------------------------------------------------------I
I
REBOILERS
REBOILERS
10/
10 / 502
Output Data for Example
Example 10.6
10.6 (continued)
(continued)
HEXTRAN Output
ZONE A
NALYSIS
F
O R EXCHANGER
EXCHANGER
REBOILER
ZONE
ANALYSIS
FOR
REBOILER
TEMPERATURE
- PRESSURE
SUMMARY
TEMPERATURE
PRESSURE
SUMMARY
IN/OUT
TEMPERATURE
I N / O U T DEG
DEG F
TEMPERATURE
SHELL- SIDE
TUBE- SIDE
TUBE-SIDE
SHELL-SIDE
Z
ONE
ZONE
420.0/
420.0/ 400.8
400.8
400.8/ 383.6
383.6
400.8/
383.6/ 368.1
3~8.Z
383.6/
2 9 5 . 2 / 298.3
298.3
295.2/
2 9 2 . 1 / 295.2
295.2
292.1/
2 8 8 . 9 / 292.1
292.1
288.9/
1
2
3
PRESSURE
IN/OUT
PRESSURE
I N / O U T PSIA
PSIA
SHELL- SIDE
TUBE- SIDE
SHELL-SIDE
TUBE-SIDE
34.1/
34.1/
34.5/
34.5/
35.0/
35.0/
33.6
33.6
34.1
34.1
34.5
34.5
40.0/
40.0/
36.5/
36.5/
33.5/
33.5/
36.5
36.5
33.5
33.5
30.7
30.7
H E A T TRANSFER
T R A N S F E R AND
A N D PRESSURE
P R E S S U R E DROP
D R O P SUMMARY
SUMMARY
HEAT
TRANSFER
H
EAT T
RANSFER
HEAT
MECHANISM
MECHANISM
TUBE-SIDE
SHELL-SIDE
TUBE-SIDE
SHELL-SIDE
ZONE
ZONE
1
2
3
VAPORIZATION
LIQ.
V
APORIZATION
LIQ.
LIQ.
VAPORIZATION
LIQ.
VAPORIZATION
VAPORIZATION
LIQ.
VAPORIZATION
LIQ.
SUBCOOL
SUBCOOL
SUBCOOL
SUBCOOL
SUBCOOL
SUBCOOL
DROP
T O T A L PRESSURE
PRESSURE
D
ROP
TOTAL
(TOTAL)
PRESSURE
DROP
(TOTAL)
PRESSURE
DROP
PSIA
PSIA
SHELL-SIDE
TUBE-SIDE
SHELL- SIDE
TUBE- SIDE
0.46
0.46
0.46
0.46
0.46
0.46
3.45
3.45
3.10
3.10
2.79
2.79
--------
--------
1 . 339
9
1.
FILM
F I L M COEFF.
COEFF.
BTU/HR-FT2-F
BTU/HR-FT2-F
SHELL-SIDE
TUBE-SIDE
SHELL-SIDE
TUBE-SIDE
614.29
614.29
559.03
559.03
499.05
499.05
346.19
346.19
346.19
346.19
346.19
346.19
9.34
9.34
HEAT
SUMMARY
(CONTD.)
H E A T TRANSFER
TRANSFER
SUMMARY
(CONTD.)
ZONE
ZONE
DUTY
------ DUTY
MMBTU /
HR
MMBTU
/HR
-------
4 . 35
4.35
3.90
3.90
3.52
3.52
37.0
37 . 0
33.2
33.2
29.9
29.9
1
2
3
PERCENT
PERCENT
U- V A L U E
U-VALUE
BTU/HR-FT2-F
BTU/HR-FT2-F
135.46
1 3 5 .46
132.57
132.57
128.89
128.89
T O T A L DUTY
DUTY =
TOTAL
ZONE D
UTY =
DUTY
ZONE
1
1.77
11.77
LMTD
LMTD
DEG
DEG F
FT
FT
283.5
2 8 3 .5
299.5
299.5
320.7
320.7
113.
1 1 3 .5
98.4
98.4
85.2
85.2
0.998
0 .9 9 8
0.998
0.998
0.998
0. 9 9 8
98.7
98.7
98.9
98.9
0.998
0.998
0.998
0.998
-------
---------TOTAL
TOTAL
WEIGHTED
W
EIGHTED
OVERALL
OVERALL
I
NSTALLED
INSTALLED
AREA
AREA
FT2
FT2
903.7
903.7
i00.0
100.0
132.17
132.17
904.2
904.2
U-VALUE)
U
- V A L U E ) (TOTAL
( T O T A L AREA)
A R E A ) (WT. LMTD)
L M T D ) (OVL. FT)
( Z O N E U-VALUE)
U - V A L U E ) (ZONE
( Z O N E AREA)
A R E A ) (ZONE
( Z O N E LMTD)
L M T D ) (OVL. FT)
(ZONE
(WT.
10.6.2 HTFS/Aspen
HTFS/Aspen
10.6.2
The TASC module of the HTFS software package is used for shell-and-tube reboiler calculations.
Although the TASC documentation provides no information regarding the correlations used in performing the thermal and hydraulic analyses, some general information concerning thermosyphon
calculations is given. Additional information can be ascertained from the detailed output file
generated by the software.
For kettle reboilers, a recirculation model is used in which the internal circulation rate in the unit
is determined by a pressure balance. The boiling-side heat-transfer coefficient is calculated based on
the internal circulation rate in the kettle. Incremental (stepwise) calculations are performed in both
the vertical and horizontal (axial)
(axial) directions, and profiles of stream temperatures, tube wall temperature, and heat-transfer coefficients are generated. For each tube pass, the largest local value of the
heat flux ratio, @/@,,
Cl/Clc, is computed to determine whether the critical heat flux has been exceeded.
RREBOILERS
EBOILE RS
.. . . . . . .. . .. . . .. .. . .
Liquid
..,u.d
"~
4
~level"
eve'
.~, ~
II
I
II
II
,I
II
II
II
II
II
II
II
II
.......
10// 503
503
10
;,f..
..................... ;Center
i .....ofi ? I
~
~
L~emer o[
return line
line
return
to column
column
to
~
~
II
I
I
II
II
II
I
I
I
II
II
II
II
II
II
II
II
I
I
Bottom
tom
shell ID
ID
ofof shell
+
k............-- Arbitrary
-datum.line
line..Arbitra-r-ydatum
....................... !..................... .+...
|
-
ofaa horizontal
to specify
horizontal thermosyphon
reboilerin
10.9 Elevations
Elevations required
thermosyphon reboiler
the configuration
in
configuration of
specify the
required to
Figure 10.9
Figure
File).
Help File).
TASC 5.01
5.01 Help
TASC (Source:
(Source: TASC
TASC
Centerofof
Center
return line
line
return
column
totocolumn
.....
§4
II
II
II
II
iI
II
II
II
II
II
I]
II
II
t
EtI
Lauld
.,,,,Liquid
level
level
~
II
II
II
I
I
I
I
I
j
i
Bottom
Bottom
ofof
tubesheet
tubesheet
I- 'l
~,--I
II
I
I
I
I
I
I
bl]
I
'
II
II
,~
I
I
Arbitrary datum
line ........t......±.
kApay
atmie
theconfiguration
TASC
reboilerininTASC
verticalthermosyphon
10.10 Elevations
Elevationsrequired
thermosyphonreboiler
requiredtotospecify
specifythe
configurationofofaavertical
Figure10.10
Figure
TASC5.01
5.01Help
HelpFile).
(Source:TASC
File).
(Source:
whenThermosyphon
ratingprocedure
implementedwhen
Forthermosyphon
procedureisisimplemented
specialrating
reboilers,aaspecial
Thermosyphonisis
thermosyphonreboilers,
For
pipingconfiguration
calculationmode.
mode. InInthis
thismode,
detailsofofthe
forthe
thepiping
reboiler
mode, details
thecalculation
chosenasasthe
configurationfor
thereboiler
chosen
thecirculation
circulationrate
programcalculates
enteredasasinput
systemare
andthe
theprogram
areentered
rateasaspart
inputand
partofofthe
rating
calculatesthe
therating
system
Threeelevations
arerequired
specifythe
configurationasasshown
showninin
systemconfiguration
overallsystem
elevationsare
requiredtotospecify
procedure.Three
theoverall
procedure.
andvertical
verticalthermosyphons,
Anynumber
10.9and
10.10for
horizontaland
and10.10
respectively.Any
pipe
forhorizontal
thermosyphons,respectively.
Figures10.9
numberofofpipe
Figures
can
means
connecting
used
piping,
be
the
either
by
to
of
be
sections
model
and
fittings
can
specified
sections can be used to model the connecting piping, and fittings can be specified by means of either
10// 504
504
10
REBOILERS
R
EBOILERS
flow resistance coefficients or equivalent lengths of pipe. In addition to calculating the circulation
rate, TASC also performs
performs a stability assessment to determine the potential for various types of flow
return lines and
determined for return
instability in the hydraulic circuit. Two-phase flow regimes are also determined
reboiler tubes (for tube-side boiling).
that for single-phase
procedure for thermosyphon reboilers
The design procedure
reboilers using TASC is similar to that
The
proper is obtained by
exchangers described in Example 7.6. An initial configuration for the reboiler proper
runningTASC
the circulation rate is unknown (for a recirculating unit) at this
running
TASC in design mode. Since the
the boiling-side flow rate is used based on an assumed exit vapor fraction.
point, an initial estimate for the
the
The initial configuration is then
running TASC in thermosyphon mode. Here, details of the
then rated by running
The
pressure drops are
connecting piping must be supplied, and the circulation rate, exchanger duty, and pressure
the results
the exchanger
results of the
exchanger
the rating calculations, design modifications for the
calculated. Based on the
necessary to
needed, and the rating calculations are repeated.
made as needed,
be necessary
repeated. It may be
and pipe work are made
runningTASC
mode using
of the cirusing an improved estimate
procedure by running
estimate ofthe
re-start the design procedure
TASC in design mode
the reboiler
the thermosyphon
reboiler
thermosyphon mode. After an acceptable configuration for the
culation rate obtained in the
has been
performed using
usingTASC
been achieved, mechanical design calculations are performed
system has
TASC Mechanical.
If problems
made and the
the unit is re-rated.
problems are indicated, additional design modifications are made
use of
ofTASC
The following examples illustrate the
the use
reboiler applications.
The
TASC for reboiler
Example 10.7
10.7
Example
reboiler designed in Example 10.2, and
the kettle
the results
results with those
those
kettle reboiler
rate the
compare the
and compare
Use TASC to rate
other methods.
by other
methods.
obtained previously by
Solution
Solution
entered on the
input forms
from Example 10.2 were
the appropriate
were entered
forms as indicated below.
appropriate TASC input
Data from
to be
Parameters not
unspecified to
be calculated
their default settings
at their
calculated by
left unspecified
or left
settings or
either left at
were either
not listed were
Parameters
the software.
the
(a)
Start up.
(a) Start
Calculation Mode: Simulation
Not checked
checked
Basic Input Mode: Not
(b)
Exchanger Geometry.
Geometry.
(b) Exchanger
Exchanger General
General
(i) Exchanger
Type: BKU
Type:
Exchangers in Series:
Series: 1
No. Exchangers
No. Exchangers
in Parallel:
Exchangers in
Parallel: 11
No.
Inside Diameter:
Diameter: 23.25 in.
Shell Inside
Shell
Side for
Hot
Tube-side Hot
Hot Stream:
for Hot
Stream: Tube-side
Side
Kettle Details
(ii) Kettle
Details
(ii)
bundle: I1 in.
above bundle:
height above
Weir height
Weir
shell diameter:
large shell
Kettle large
diameter: 37 in.
in.
Kettle
Geometry.
Bundle Geometry.
(c) Bundle
(c)
Details
Tube Details
() Tube
(i)
Tube Outside
Outside Diameter:
in.
Diameter: I1 in.
Tube
Thickness: 0.083
Wall Thickness:
Tube Wall
0.083 in.
in.
Tube
1.25 in.
Tube Pitch:
Pitch: 1.25
in.
Tube
Pattern: Square
Tube Pattern:
Square
Tube
Tube Length:
156in.
Length: 156
Tube
in.
(ii) Bundle
Layout
Bundle Layout
(ii)
Number of
Passes: 22
Tube-side Passes:
ofTube-side
Number
Number of
of Sealing
Sealing Strip
Pairs: 00
Strip Pairs:
Number
Bundle Size
Size
(iii) Bundle
(iii)
Tube Count
Count (effective):
(effective): 212
212
Tube
(iv) Transverse
Baffles
Transverse Baffles
(iv)
Baffle Type"
pressure drop
Type: Unbaffled/Low
Unbaffled/Low pressure
drop
Baffle
REBOILERS
R
EBOILERS
10// 505
10
(v) Special Baffles/Supports
Baffles/Supports
Supports: 3
Number of Midspace Interm. Supports:
(d) Nozzles.
in.) aand
3.068 in.)
nozzle ((ID=
side, oone
inlet nozzle
nozzle ((ID
On
in.)
O
n tthe
h e ttube
u b e side,
n e inlet
I D -=
6 .6.065
0 6 5 in.)
n d oone
n e ooutlet
u t l e t nozzle
I D - 3.068
5.04 7in.),
are specified.
shell side,
two inlet
side, two
two vvapor
specified. O
inlet nnozzles
On
are
n tthe
h e shell
o z z l e s ((ID
I D -= 5.047
in.), two
a p o r ooutlet
u t l e t nnozzles
ozzles
ID -= 4.026
specified.
in.) aare
(ID -=6.065
4.026 in.)
in.) aand
nozzle (ID
liquid ooutlet
(ID
6.065 in.)
n d oone
n e liquid
u t l e t nozzle
r e specified.
(e)
Process.
Process.
(lb/h)
Total mass
rate 0b/h)
mass flow rate
Total
temperature (~
Inlet temperature
(°F)
Inlet
(psia)
pressure (psia)
Inlet pressure
Inlet
Inlet mass
mass quality
quality
Inlet
resistance (h.
Fouling resistance
(h.ft?
Fouling
ft 2..F/Btu)
~
Hot stream
stream
Hot
Cold stream
stream
Cold
5645
5645
228
228
20
20
1
0.0005
0.0005
96,000
96,000
197.6
197.6
250
0
0.0005
0.0005
(f) Physical
Properties.
Physical Properties.
(f)
set to <Water
< Water (NEL
Source is
stream (steam),
For the
the Stream
(NEL 40) >> and
Data Source
hot stream
is set
pressure
and pressure
Stream Data
the hot
(steam), the
For
for this
this stream.
stream.
are required
specified. No other
entries are
required for
and 19 psi
are specified.
other entries
levels of 20 and
psi are
levels
by clicking
cold stream,
opened by
interface is opened
the Add
clicking the
under
Add button
button under
stream, the
the COMThermo
COMThermo interface
the cold
For the
For
Data Source.
are selected
selected from
and n-butane)
(propane, i-butane, and
from the
components (propane,/-butane,
the
Source. The
The components
Stream Data
n-butane) are
Stream
and the
the list
from the
of
is chosen
thermodynamic package
chosen from
components, and
Peng-Robinson thermodynamic
package is
list of
the Peng-Robinson
list of components,
properties input
methods. Returning
the mole
fractions (C3:
mole fractions
TASC properties
input form,
(Cg: 0.15,
the TASC
form, the
available methods.
to the
Returning to
available
pressure levels
i-C: 0.25, n-C4:
levels of
are entered
and 240 psi
are specified.
n-C: 0.60) are
Using
psi are
and pressure
of 250 and
specified. Using
entered and
i-C4:
190-210F is
range for
The fluid
temperature range
button, a temperature
specified. The
for fluid properties
is specified.
properties of
the Options button,
of 190-210~
the
on the
the Get Properties
button.
properties are
are generated
clicking on
by clicking
generated by
Properties button.
properties
data, the
incremental calculations
is run
to converge.
input data,
fail to
the above
converge. ItIt is
with the
the incremental
above input
calculations fail
run with
is
When TASC is
When
rate to
to increase
steam flow rate
increase the
converged solution.
obtain aa converged
order to
solution.
lb/h in
to about
the steam
necessary to
in order
about 6100 lb/h
to obtain
necessary
outlet quality
quality on
given below,
case is
from which
on
below, from
that the
seen that
the outlet
can be
for this
is given
summary for
results summary
this case
which itit can
The results
be seen
The
is 53,165
is about
rate is
corresponding vapor
53,165 lb/h,
the shell
shell side
vapor generation
generation rate
is 0.5538. The
side is
The corresponding
about 10%
which is
lb/'h, which
10%
the
TASC Results
Results Summary
10. 7: Simulation
Simulation Run
for Example
Run
Summary for
Example 10.7:
TASC
Version 5.015.01 - SIMULATION
TASC Version
SIMULATION
TASC
Geometric details
details
Geometric
Shell type/series/parallel
type/series/parallel
Shell
area
diam/tube length/total
length/total area
Shell diam/tube
Shell
No of
plain tubes
of plain
passes/no of
tubes
of passes/no
No
(pattern)
id/od/pitch (pattern)
Tube id/od/pitch
Tube
baffles/pitch/cut
No of
of baffles/pitch/cut
No
Process details
details
Process
Total mass
flowrates shell/tube
mass flowrates
shell/tube
Total
temperature shell/tube
shell/tube
Inlet temperature
Inlet
Outlet temperature
temperature shell/tube
shell/tube
Outlet
Inlet/ outlet quality
shell/tube
quality shell/tube
Inlet/outlet
Results
Results
pressure drop
shell/tube
Total pressure
drop shell/tube
Total
highest shell
Velocity highest
xflow/tube
shell xflow/tube
Velocity
shell/tube/wall
Coefficients shell/tube/wall
Coefficients
shell/tube
Fouling coeff
coeff shell/tube
Fouling
coefficient clean/dirty/service
clean/ dirty/ service
Overall coefficient
Overall
Heat load/eft
wtd mtd
mtd
load/ effwtd
Heat
(act/req)/Duty ratio
ratio (act/initial)
Area ratio
(act/initial)
ratio (act/req)/Duty
Area
BKU
BKU
23.3
23.3
22
0.834
0.834
00
in
in
in
in
95999.9 lb/h
lb/h
95999.9
197.48
F
197.48
oF
202.62
202.62
~·F
0.0/0.5538
0.0/0.5538
0.482
0.482
0.19
0.19
997
997
2000
2000
516.7
516.7
55998
998
0.989
0.989
psi
psi
ft/s
ft/s
Btu/hf?·F
Btu/h
ft2 oF
Btu/hftft?·F
Btu/h
2~
Btu/hf·F
Btu/hft
2 oF
kBtu/h
kBtu/h
11
156.0
156.0
212
212
1.0
1.0
in
in
11
759.5
759.5
ftft°
2
in
in
in
in
1.25(90)
1.25(90)
25
25
in
in
%
%
3828
3828
Btu/hf·F
Btu/h
ft2 ~
329.5
329.5
Btu/hf?F
Btu/h
ft2 ~
6100.0 lb/h
lb/h
6100.0
o·F
F
228.0
228.0
F
204.94 o·F
204.94
1.0/0.0
1.0/0.0
0.364
0.364
84.71
84.71
1490
1490
1668
1668
329.5
329.5
24.04
24.04
1.024
1.024
psi
psi
ft/s
ft/s
Btu/hf?·F
Btu/h
ft2 ~
Btu/hftft?·F
Btu/h
2~
Bt/hf?·F
Btu/h
ft2 ~
o·F
F
10/
506
10
/ 506
RREEBBO
O I I LLE
E RRS
S
higher than
than the
the required
required rate
rate of
of 48,000
48,000lb/h.
However, the
the heat
heat transfer
transfer isis limited
limited by
by the
the amount
amount
higher
lb/h. However,
of steam
steam supplied
supplied rather
rather than
than the
the available
available heat-transfer
heat-transfer area.
area. Condensate
Condensate subcooling
subcooling occurs
occurs for
for
of
steam flow
flow rates
rates below
below about
about 7275
7275 lb/h.
lb/h. At
At this
this steam
steam rate,
rate, the
the vapor
vapor generation
generation rate
rate isis 62,122
62,122 lb/h,
1b/h,
steam
which isis 29%
29% more
more than
than required.
required.
which
A converged
converged solution
solution can
can also
also be
be obtained
obtained by
by running
running TASC
TASC in
in checking
checking mode
mode using
using the
the original
original
A
steam flow
flow rate
rate of
of 56451b/h
5645 lb/h while
while keeping
keeping all
all other
other input
input data
data the
the same
same as
as above.
above. The
The results
results
steam
summary for
for this
this run
run is
is shown
shown below.
below. In
In checking
checking mode,
mode, the
the area
area ratio
ratio (actual/required)
(actual/required) gives
gives the
the
summary
over-design for
for the
the unit,
unit, which
which is
is about
about 37%
37% in
in this
this case.
case. (The
(The area
area ratio
ratio is
is the
the same
same as
as the
the dutydutyover-design
to-service overall
overall coefficient
coefficient ratio.
ratio. In
In checking
checking mode
mode the
the value
value calculated
calculated for
for the
the service
service overall
overall
to-service
coefficient is
is equal
equal to
to Ureq.)
U.)
coefficient
TASC Results
Results Summary
Summary for
for Example
Example 10.7:
10.7: Checking
Checking Run
Run
TASC
TASC Version
Version 5.01
5.01 --CHECKING
TASC
CHECKING
Geometric details
details
Geometric
Shell type/series/parallel
type/series/parallel
Shell
Shell diam/tube
diam/tube length/total
length/total area
area
Shell
No of
of passes/no
passes/no of
of plain
plain tubes
tubes
No
Tube id/od/pitch
id/od/pitch (pattern)
(pattern)
Tube
No of
of baffles/pitch/cut
baffles/pitch/cut
No
BKU
BKU
23.3
23.3
22
0.834
0.834
00
Process details
details
Process
Total mass
mass flowrates
flowrates shell/tube
shell/tube
Total
Inlet temperature
temperature shell/tube
shell/tube
Inlet
Outlet temperature
temperature shell/tube
shell/tube
Outlet
Inlet/ outlet quality
quality shell/tube
shell/tube
Inlet/outlet
95999.9
lb/h
95999.9
lb/h
197.48
197.48
~·F
202.21
202.21
~·F
0.0/0.4999
0.0/0.4999
Results
Results
Total pressure
pressure drop
drop shell/tube
shell/tube
Total
Velocity highest
highest shell
shell xflow/tube
xflow /tube
Velocity
Coefficients shell/tube/wall
shell/tube/wall
Coefficients
Fouling coeff
coeff shell/tube
shell/tube
Fouling
coefficient clean/dirty/service
clean/ dirty/ service
Overall coefficient
Heat load/eft
load/ eff wtd
wtd mtd
mtd
Heat
Area ratio
ratio (act/req)
(act/ req)
Area
0.494
0.494
0.19
0.19
1146
1146
2000
2000
688.9
688.9
5422
1.372
1.372
in
in
in
in
psi
psi
ft/s
ft/s
Btu/hf?"F
Btu/h
ft2 oF
Btu/h
2~
Btu/h ftft?"F
Btu/hf?·F
Btu/h
ft2 ~F
kBtu/h
kBtu/h
11
156.0
156.0
212
212
1.0
1.0
in
in
11
759.5
759.5
ftf?2
in
in
in
in
1.25(90)
1.25(90)
25
25
in
in
%
%
3831
3831
Btu/h ftft?·F
Btu/h
2~
285.6
285.6
Btu/hf?·F
Btu/h
ft2 ~F
5645.0
lb/h
5645.0
lb/h
228.0
228.0
~·F
227.04
227.04
~·F
1.0/0.0004
1.0/0.0004
0.35
0.35
78.36
78.36
3147
3147
1668
1668
392.0
392.0
25.35
25.35
psi
psi
ft/s
ft/s
Btu/hf?
·F
Btu/h
ft2 oF
Btu/h ftf?·F
Btu/h
2 oF
Btu/h ftft?"F
Btu/h
2 ~F
·F
oF
The following table
table compares
compares results
results from the
the TASC checking
checking run
run with those
those obtained
obtained by hand
hand
The
Example 10.2 and from
from HEXTRAN
HEXTRAN in Example
Example 10.5.
10.5. The
The boiling-side heat-transfer
heat-transfer coefficient
coefficient
in Example
calculated by
by hand
hand is, as expected,
expected, quite
quite conservative
conservative compared
compared with the
the value computed
computed by TASC.
calculated
The situation
situation is reversed
reversed for the
the effective
effective steam
steam coefficients,
coefficients, due
due primarily to the
the fouling factor
factor used
used
The
steam in the
the present
present example.
example. From
From the
the results
results summary
summary given above, the
the steam
steam coefficient
coefficient
for steam
(referred to the
the external
external tube
tube surface) calculated by TASC in checking
checking mode
mode is 3147 Btu/h
Btu/h.ff?
(referred
9ft2-.'~F
The values obtained
obtained by hand
hand and byTASC for tube-side
tu be-side pressure
pressure drop, mean
mean temperature
temperature difference,
difference,
The
heat flux ratio are in close agreement.
agreement.
and heat
Comparison of results
results from TASC and HEXTRAN
HEXTRAN is obfuscated
obfuscated to some
some extent
extent by condensate
condensate
Comparison
the different
different computational
computational modes
modes and steam
steam flow rates
rates used. However, TASC
subcooling and the
somewhat higher
higher rate of heat
heat transfer
transfer since condensate
condensate subcooling persists
persists up
predicts a somewhat
clearly predicts
steam flow rate of 7275 lb/h
lb/h compared
compared with 6850 lb/h
lb /h in HEXTRAN. The
The corresponding
corresponding vapor
to a steam
generation rates are 62,122 lb/h
lb/h for TASC and 58,349 lb/h
lb/h for HEXTRAN, a difference
difference of about 6%.
6%.
generation
TASC generated
tubes (105 U-tubes), which agrees
generated a tube layout (shown below) containing 210 tubes
the value of 212 obtained
obtained from the tube-count
tube-count table in Example 10.2.
10.2. TASC Mechanical
Mechanical
well with the
run to perform the mechanical
mechanical design calculations
calculations for the
the unit. The
The results show that
that schedule
schedule
was run
REBOILERS
REBOILERS
Item
Hand
HEXTRAN
HEXTRAN
TASC
h,,
ho (Btu/h .9fft?.F)
2.~ F)
523
1500
1500 (assumed)
297
0.3
0.2 (assumed)
25.6
7603
0.11
936a
936°
857a
857°
335a
335°
0.43
0
27.1°
27.1a
9079a
9079°
-
1146
1090
392
0.35
0.055
25.4
9957
0.085
Ro)]]-1
'(Btu/h
[[(D,/DD(/h,
(Do/Di) (l/hi + RDi)
(Btu/h--f
ft?··F)
2. ~
U»(Btu/h
UD(Btu/h 9.f
ft?··F)
z.~
AP
APi (psi)
AP, (psi)?
APo
(psi) b
AT,,(
ATm (~
U»AT,
UDA Tm(Btu/h.1)
(Btu/h 9ft2)
(@/4)»»as
(~t/qc)
max
507
10 / 507
Area-weighted
aArea-weighted average
average over
over first
first five
five zones;
zones; subcooled
subcooled condensate
condensate zone
zone not included.
included.
'Friction and
losses.
bFriction
and acceleration,
acceleration, excluding
excluding nozzle
nozzle losses.
40 pipe is inadequate
inadequate for the
the shell-side nozzles. The
The configuration generated
generated by the program uses
uses
schedule
the inlet and liquid exit nozzles, and schedule
schedule 160 pipe for the
schedule :XXS
XXS pipe for the vapor exit nozbe specified without incurring error
zles. However, less robust
robust nozzles can be
error messages
messages from TASC (as
low as schedule
schedule 120 for the
schedule 80 for the vapor exit nozzles).
the inlet and liquid exit nozzles, and schedule
If schedule
schedule 160 inlet nozzles are used,
required in order
order to satisfy pV;
pV2n < 500lbm/ft.s.
500 lbm/ft 9s 2.
used, 6-in. pipe is required
If schedule
schedule 120 nozzles are used, 5-in. pipe will suffice.
TASC Tube Layout for Kettle Reboiler
00 00
0000
000000
•000000
0000000
00000000
00000000
00000000
0000
000000
000000•
0000000
00000000
00000000
00000000
00000000 00000000
/oooooooo0o
1
00000000 00000000
\\oooooooo0oooooooo
00000000 00000000
\ \\oooooooo0oooooooo/
0000000
0000000
\
o0ooooo0ooooooo
•000000
000000•
\
.@9169
000000 000000
BKU 210 1ubeholes
Shell I0 - 23/37 in.
Filename. EXAMPLE 10.7.TAl
Ex10.7.
ExlO.7.
/
0000 00000
000
00 00
I
~
II
Example
10.8
Example 10.8
Use TASC to rate the initial configuration for the vertical thermosyphon reboiler of Example 10.4
the results
results with those
those obtained previously by hand.
and compare
compare the
10// 508
508
10
RREEBBO
O I I LLE
E RRSS
Solution
Solution
For this
this problem,
problem, TASC
TASC was
was run
run in
in thermosyphon
thermosyphon mode
mode with
with input
input data
data as
as given
below. ParamParamgiven below.
For
eters not
not listed
listed were
were either
either left
left at
at their
their default
default values
values or
or left
left unspecified
unspecified to
to be
be calculated
calculated by
the
by the
eters
software.
software.
(a)
(a) Start
Start up.
up.
Calculation Mode:
Mode: Thermosyphon
Thermosyphon
Calculation
Basic Input
Input Mode:
Mode: Not
Not checked
checked
Basic
(b) Exchanger
Exchanger Geometry.
Geometry.
Co)
(i) Exchanger
Exchanger General
General
(i)
Type: AEL
AEL
Type:
Shell Orientation:
Orientation: Vertical
Vertical
Shell
No. Exchangers
Exchangers in
in Series:
Series: 11
No.
No. Exchangers
Exchangers in
in Parallel:
Parallel: 11
No.
Shell Inside
Inside Diameter:
Diameter: 15.25
15.25 in.
in.
Shell
Side for
for Hot
Hot Stream:
Stream: Shell-side
Shell-side Hot
Hot
Side
(c) Bundle
Bundle Geometry.
Geometry.
(c)
() Tube
Tube Details
Details
(i)
Tube Outside
Outside Diameter:
Diameter: 11 in.
in.
Tube
Tube Wall Thickness:
Thickness: 0.083
0.083 in.
in.
Tube
Tube Pitch:
Pitch: 1.25
1.25 in.
in.
Tube
Tube Pattern:
Pattern: Triangular
Triangular
Tube
Tube Length:
Length: 96
96 in.
in.
Tube
(ii) Bundle
Bundle Layout
Layout
(ii)
Number of
of Tube-side
Tube-side Passes:
Passes: 1
Number
Number of
of Sealing
Sealing Strip
Strip Pairs:
Pairs: 0
Number
Tube Layout
Layout Data:
Data: Revise
Revise from
from input
input
Tube
(iii) Bundle
Bundle Size
(iii)
Tube Count
Count (effective): 106
Tube
(iv) Transverse
Transverse Baffles
Baffles
(iv)
Baffle Pitch: 6.1 in.
Baffle Cut: 35%
Nozzles.
(d) Nozzles.
Tube side: 6-in. schedule
schedule 40 inlet, 10-in.
10-in. schedule
schedule 40 outlet
outlet
Tube
Shell side: 4-in. schedule
schedule 40 inlet, 2-in. schedule
schedule 40 outlet
outlet
(e)
Process.
Process.
flow rate (lb/h)
Total mass flow
(°F)
Inlet temperature (~
Inlet pressure (psia)
Inlet mass quality
resistance (h.
(h.f.°
Fouling resistance
ft2. ~F/Btu)
Hot stream
Cold stream
2397
222.4
18
11
0
113,814
182
0
0.0005
The circulation rate computed
computed in Example
Example 10.4 is entered
entered for the
the cold stream
stream mass
mass flow rate.
The
This value serves
serves as an initial estimate for the
the circulation rate, the
the final value of which will be
be
This
calculated by the
the software. Note that
that the
the inlet pressure
pressure of the
the cold stream
stream need
need not
not be
be given as
calculated
calculated by the
the program
program in thermosyphon
thermosyphon mode. Also, a fouling factor of zero
zero is specified
it is calculated
provide a better
better match of total steam-side resistance
resistance with the
the value used
used in the
for steam to provide
hand calculations.
hand
REBOILERS
R
E B O I L E RS
10 // 509
Thermosyphon Details.
(f) Thermosyphon
T/S specification
specification
(i) T/S
Height of Exchanger
Exchanger Inlet: 0 in.
Height
Pressure at Liquid Surface: 16 psia
Pressure
Height of Liquid Surface
Surface in Column:
Column: 96 in.
Height
Height of Vapor Return
Return to Column:
Column: 120 in.
Height
the reboiler
taken at
that the
the arbitrary
at the
Note that
reboiler
reference line for elevations
(Figure 10.10) is taken
elevations (Figure
arbitrary reference
Note
tubesheet elebe at the
sump is assumed
upper tubesheet
and the
the column
column sump
assumed to be
the upper
the liquid level in the
inlet, and
distance of 2 ft above
The return
surface of the
be centered
return line is assumed
the surface
assumed to be
centered a distance
above the
the
vation. The
column. (The value assumed
has a relatively
the column.
relatively small
liquid in the
assumed for this
effect on
small effect
distance has
this distance
the calculations.
the return
be at
the bottom
should be
least 6 in.
practice, however,
bottom of the
return line should
calculations. In practice,
however, the
at least
the
liquid level expected
above the
column sump.)
the highest
highest liquid
expected in the
sump.)
the column
above
circuits
outlet circuits
(ii) Inlet
Inlet and
and outlet
(ii)
(g)
Element 1
Element
Inlet
Inlet
Outlet
Outlet
element
Circuit element
Circuit
diameter (in.)
Internal diameter
Internal
Length (in.)
Length
in series
series
Number
elements in
of elements
N
u m b e r of
parallel
of elements
Number
elements in
in parallel
N
u m b e r of
Pipe
Pipe
6.065
6.065
1200
1200
11
11
Horizontal pipe
pipe
Horizontal
10.02
10.02
600
600
11
11
Physical properties.
properties.
Physical
Data Source
Stream Data
levels of
< Water (NEL 40)>
is selected
as the
40) > is
steam, <Water
the Stream
and pressure
of
pressure levels
For steam,
Source and
selected as
For
16psia
are specified.
and 16
specified.
20, 18, and
psia are
interface is
is selected
selected from
from
cold stream,
is opened,
opened, cyclohexane
For the
stream, the
cyclohexane is
COMThermo interface
the cold
the COMThermo
For
of available
components and
Peng-Robinson is selected
list of components
selected from
the list
available methods.
A
and Peng-Robinson
list of
from the
methods. A
the list
the
and 16 psia.
range of 180-200~
180-200F is
is specified
pressure levels
levels of
specified at
of 20,
18, and
psia.
at pressure
20, 18,
temperature range
temperature
the above
input data
given below,
below, from
The TASC results
summary corresponding
which itit
to the
is given
corresponding to
results summary
above input
from which
data is
The
under-sized. The
generated is
that the
which
be seen
reboiler is
seen that
12,256 lb/h,
lb/h, which
the reboiler
vapor generated
can be
The amount
is 12,256
is under-sized.
amount of
of vapor
can
Results Summary
Summary for
for Example
10.8
Example 10.8
TASC Results
Version 5.01
5.01 --THERMOSYPHON
TASC Version
TASC
THERMOSYPHON
Geometric details
details
Geometric
Shell type~series~parallel
type/series/parallel
Shell
Shell diam/tube
area
diam/tube length/total
length/total area
Shell
tubes
of plain
passes/no of
No of
of passes/no
plain tubes
No
(pattern)
id/od/pitch (pattern)
Tube id/od/pitch
Tube
No of
of baffles/pitch/cut
baffles/pitch/cut
No
AEL
AEL
15.3
15.3
11
0.834
0.834
14
14
details
Process details
Process
Total mass
mass flowrates
shell/tube
flowrates shell/tube
Total
temperature shell/tube
Inlet temperature
shell/tube
Inlet
Outlet temperature
temperature shell/tube
shell/tube
Outlet
Inlet/outlet quality
shell/tube
quality shell/tube
Inlet/outlet
2397.0 lb/h
lb/h
2397.0
222.41 ~F
222.41
218.96 ~·F
218.96
1.0/0.1833
1.0/0.1833
Results
Results
shell/tube
Total pressure
drop shell/tube
pressure drop
Total
shell xflow/tube
Velocity highest
x£Iow/tube
highest shell
Velocity
shell/tube/wall
Coefficients shell/tube/wall
Coefficients
shell/tube
Fouling coeff
coeff shell/tube
Fouling
clean/ dirty /service
Overall coefficient
coefficient clean/dirty/service
Overall
mtd
Heat load/eft
wtd mtd
load/ eff wtd
Heat
ratio (act/req)/Duty
Area ratio
ratio (act/initial)
(act/req)/Duty ratio
(act/initial)
Area
1.165
1.165
114.57
114.57
1584
1584
302.0
302.0
1894
1894
1.002
1.002
in
in
in
in
psi
psi
ft/s
ft/s
Btu/hf?2~·F
Btu/hft
Btu/h ft?2 ~·F
Btu/hft
Btu/hf?2~·F
Btu/hft
kBtu/h
kBtu/h
11
96.0
96.0
106
106
1.0
1.0
6.1
6.1
11
in
in
222.0
222.0
ft
f°2
in
in
in
in
1.25(30)
1.25(30)
36
36
in
in
%
%
3876
3876
Btu/hftfF
Btu/h
e~
255.7
255.7
Btu/hf?·F
Btu/h
fte ~
114973.3 lb/h
lb/h
114973.3
o·F
F
182.71
182.71
o·F
F
183.53
183.53
0.0/0.1066
0.0/0.1066
2.153
2.153
43.03
43.03
413
413
11668
668
2255.7
55.7
33.99
33.99
0.819
0.819
psi
psi
ft/s
ft/s
Btu/hf?2~F
Btu/hft
Btu/hf?2~·F
Btu/hft
Bt/hf?·F
Btu/hft
2~
~F
10/510
REBOILERS
REBOILERS
is about 82%
82% of the 15,000 lb/h
lb/h required. On the heating side, about 18%
18% of the steam fed to the
unit fails to condense. Thus, according to TASC the unit is under-surfaced by about 18%,
18%, which is
comparable to the result obtained by hand in Example 10.4.
The
The following table provides a more detailed comparison of results from TASC and the hand
calculations. Some of the data in this table were obtained from the detailed output file generated by
TASC. Note that all heat-transfer coefficients given by TASC are based on the external surface area
of the tubes. Thus, the value of 413 Btu/h.ft
Btu/h. ftz..·F
~ for the tube-side coefficient given above in the
results summary is actually h;D;/D~,
hiDi/Do, so that h;
hi =
= 495Btu/h.ft?
495 Btu/h. ft2..·F
~ Also, note that the tube-side
pressure drop of 2.153 psi in the results summary includes the static head loss in the tubes as well
as acceleration, friction, and nozzle losses.
Item
Hand
TASC
TASC
Circulation
Circulation rate (lb/h)
h~
(Btu/h 9ft2.~
h,(Btu/h.f?·F)
h(Btu/h
ho
(Btu/h..ft.F)
ft2. ~
UD(Btu/h 9ft2. ~
U»(Btu/h.f?··F)
AP
APi (psi)°
(psi)c
AP,
APo(psi)
(psi)
ATm
(~
4T,(P
113,814
113,814
565 a
565°
1,500
1,500 (assumed)
243a
243°
0.86
114,973
114,973
495
1,584
1,584
255.7
0.894
1.165
1.165
34
34
0.217
34.7b
34.7°
0.48
(q/qc)max
(@/~)»a
Area-weighted
aArea-weighted average of values for sensible heating and boiling zones.
bValue
'Value for boiling zone.
CFriction and acceleration, excluding nozzle losses.
Friction
The
The largest differences between the values calculated by hand and by TASC are in the boiling-side
heat-transfer coefficient and the critical heat flux. Clearly, the critical heat flux estimated using
Palen's correlation in Example 10.4
10.4 is very conservative compared with the value computed by
TASC. Conversely, the average boiling-side heat-transfer coefficient calculated by hand is about
14%
14% higher than the value computed by TASC. Nevertheless, the average overall heat-transfer
5% from the value computed by TASC.
coefficient calculated by hand differs by only about 5%
The tube-side pressure
10.4, although all parameters
The
pressure drop was not explicitly calculated in Example 10.4,
needed for the calculation were evaluated. For completeness, the friction and acceleration losses
are computed here.
G2y
(283,029) 2 • 10.77
10.77
G;y
(283,029)°
_03192
APacc3.75 x 10s,
1012SL = 375
3.75 x 10
1012 07208
x 0.7208 = 0.3192
psi
4r'a
375
'
'DS!
P,
For the sensible heating zone, the friction loss is:
LBcO
fUnpcG;
APf,BC
= 7.50
1012
DtSL
AP,c 75@x 10
Ds,
0.0319 x 2.90283,029)
2.9(283,029) 2
0.0319
0.01975si
= 0.0197 psi
7.50 x<10?
0,0695
'P
1012 x 0.0695 0.72o8
x 0.7208
For the boiling zone, the friction loss is:
2-.2
2-2
2
0.0319 x• 5.1(283,
5.1(283,029)
x 15.08
029) 2 15.08
ftLcDGt dPLO _0.0319
_fl.cpGdo
si
_0.5231
= 0.5231 psi
AP,cv - 750
10
0.0695
'
P
APf,cD7.50 x 10s,
lO12DtSL 7.50
7.50 x 1012 x 0.0695 x 0.7208
0.7208
REBOILERS
REBOILERS
10/511
The total friction loss is:
APf
---- AP;
APf,BC
APf,cD =
-- 0.0197
0.0197 +
+ 0.5231
0.5231 =
= 0.5428
0.5428 psi
pc + AP,co
AP; =
Therefore,
APacc+
+ A
P / == 0.3192 +
+ 0.5428 ~ 0.86 psi
AP,
AP,
Example 10.9
10.9
Use TASC to design a vertical thermosyphon reboiler for the service of Example 10.4.
10.4.
Solution
An initial design consisting of a 15.25-in.
15.25-in. shell containing 106 tubes (1-in.
(1-in. OD, 14 BWG, 8ft
8 ft long)
was rated in Example 10.8
10.8 and found to be too small. Therefore, we need to only modify the initial
design until a suitable configuration is obtained. We begin by increasing the shell size, one size at
a time, while keeping other design parameters fixed. Input data are the same as in Example 10.8,
with the following exceptions:
h.• ft22.• °F
~ /Btu is included for steam to provide an additional safety
•9 A fouling factor of 0.0005 h
margin.
•9 The
number of tubes is left unspecified, thereby allowing TASC to determine the tube count
The number
based on the detailed tube layout.
•9 The
/d, in the range 0.35-0.40, and the number of baffles
The baffle pitch is adjusted to maintain B
B/ds
is adjusted to fit between the shell-side nozzles as indicated on the setting plan generated by
TASC Mechanical.
•9 The shell-side nozzles are specified to be on the same side or on opposite sides of the shell,
depending on whether the number of baffles is odd or even.
Running TASC in thermosyphon mode, it is found that shell sizes of 17.25 and 19.25
19.25 in. are both too
small. However, with a 19.25-in.
19.25-in. shell, the heat transfer is limited by the amount of steam provided
rather than the available heat-transfer area. TASC also gives the following warning message:
rather
Consider
rear head (30°
cylinder thickness due to having
Consider using a V type rear
(30 ~ cone) to avoid excessive nozzle/
nozzle/cylinder
reinforce a large opening.
to reinforce
Note:
Note: The conical head is a standard item. However, type Vis
V is not a TEMA designation for this type
of head.
Therefore, the following design changes are made:
•9
•9
•9
•9
Change exchanger type to AEV.
Increase shell ID to 19.25
19.25 in.
Increase baffle pitch to 7.0in.
7.0 in.
lb/h.
Increase steam flow rate from 2397 to 2500 1b/h.
lbm/h of vapor, slightly more than the
With these changes, the unit generates about 15,300
15,3001bm/h
15,000 lbm/h
lbm/h required. Running TASC Mechanical shows that the shell-side outlet nozzle should
1.54 in. is required as opposed to the value of 0.93 in.
be schedule 80, and a tubesheet thickness of 1.54
errors are indicated. Hence, with these minor modificacalculated by TASC Thermal. No other errors
tions, the design is acceptable. The TASC thermal results summary for this case (including the
aforementioned modifications) follows.
10/ 512
10/512
REBOILERS
REBOILERS
TASC Results Summary for Example
E x a m p l e 10.9:
1 0 . 9 : Design
Design 1
TASC
TASC Version 5.01
5.01 -THERMOSYPHON
- THERMOSYPHON
Geometric details
Shell type/series/parallel
Shell diam/tube length/total area
No of passes/no of plain
plain tubes
Tube id/od/pitch (pattern)
No of baffles/pitch/cut
AEV
AEV
19.3
19.3
11
0.834
0.834
10
10
Process details
Total mass fiowrates
flowrates shell/tube
Inlet temperature shell/tube
Outlet temperature shell/tube
Inlet/ outlet quality shell/tube
Inlet/outlet
2500.0
2500.0 lb/h
222.41
222.41 ·F
~
214.19 ·F
~
1.0/0.0
143049.9
143049.9
182.71
182.71
184.65
184.65
0.0/0.1065
lb/h
·F
~
·F
~
Results
Total pressure drop shell/tube
Velocity
Velocity highest shell xflow/tube
Coefficients shell/tube/wall
Fouling coeff shell/tube
Overall coefficient clean/
dirty/ service
clean/dirty/service
load/eff wtd mtd
Heat load/eff
Area ratio (act/req)/Duty ratio (act/initial)
0.426
0.426
83.1
83.1
1116
1116
2000
2000
256.8
256.8
2430
2430
1.009
1.009
1.73
1.73
31.67
31.67
365
1668
1668
200.2
200.2
34.55
1.008
1.008
psi
ft/s
Btu/h
Btu/hftft?·F
2~
Btu/hf?·F
Btu/hft 2~
Btu/h ft
ft?2·F
~
·F
oF
in
in
psi
ft/s
Btu/hf?"F
Btu/hft 2~
Btu/h f?2~
·F
Btu/hft
Btu/hf?
Btu/h ft2 ·F
~
kBtu/h
11
96.0
175
175
1.0
1.0
7.0
in
11
366.5
366.5
ft?
ft2
in
in
1.25(30)
1.25(30)
36
36
in
%
%
3876
3876
Btu/h ft2 ~
Btu/hf?·F
200.2
200.2
Btu/h ft2·F
~
Btu/hf?
N
e x t we
we consider
c o n s i d e r iincreasing
n c r e a s i n g tthe
h e steam
s t e a m design
d e s i g n pressure
p r e s s u r e from
f r o m 18 to 20psia
20 psia as suggested
s u g g e s t e d in ExamExamNext
ple
S t a r t i n g from
f r o m tthe
h e same
s a m e initial configuration
configuration and
and proceeding
p r o c e e d i n g to increase
i n c r e a s e the
t h e shell size
ple 10.4. Starting
s t e p w i s e as
as before,
before, it is found
found that
t h a t the
t h e smallest
s m a l l e s t feasible unit
unit consists
consists of a 17.25-in. shell containing
containing
stepwise
140 ttubes.
u b e s . The
T h e TASC
TASC rresults
e s u l t s summary
s u m m a r y for this
case is shown
s h o w n below.
this case
TASC
T A S C Results
R e s u l t s Summary for Example
E x a m p l e 10.9:
1 0 . 9 : Design 2
TASC Version 5.01
5.01 --THERMOSYPHON
THERMOSYPHON
Geometric details
Shell type/series/parallel
Shell diam/tube length/total area
No of passes/no of plain
plain tubes
Tube id/od/pitch (pattern)
No of baffles/pitch/cut
AEV
AEV
17.3
17.3
11
0.834
11
11
Process details
Total mass flowrates shell/tube
Inlet temperature shell/tube
Outlet temperature shell/tube
Inlet/outlet quality shell/tube
2450.0 lb/h
2450.0
·F
~
228.0
~
212.26 ·F
1.0/0.0
129637.0
129637.0
182.71
182.71
184.29
184.29
0.0/0.1173
lb/h
oF
F
oF
·F
Results
Total pressure drop shell/tube
Velocity
Velocity highest shell xflow/tube
Coefficients shell/tube/wall
Fouling coeff shell/tube
Overall coefficient clean/
dirty/ service
clean/dirty/service
eff wtd mtd
Heat load/
load/eft
/Duty ratio (act/initial)
Area ratio (act/req)
(act/req)/Duty
0.43
0.43
89.43
1011
1011
2000
2000
275.9
275.9
2391
2391
1.008
1.008
1.889
1.889
39.57
39.57
421
421
1668
1668
211.7
211.7
40.18
1.016
1.016
psi
ft/s
Btu/h ft2 oF 3876
3876
Btu/hf·F
Btu/h
ft2 ~
Btu/hf?·F
ft2 ~ 211.7
211.7
Btu/h ft?·F
oF
·F
in
in
psi
ft/s
Btu/hft
2~
Btu/hf?·F
Bt/hf?"F
Btu/h ft2 ~
Btu/hf?"F
Btu/hft2 ~
kBtu/h
11
96.0
140
140
1.0
1.0
6.4
6.4
in
11
293.2
293.2
f?
ft2
in
in
1.25(30)
1.25(30)
37
37
%
%
in
ft2 ~
Btu/h ft?·F
Btu/h ft2 ~
Btu/hf?·F
Both
B o t h of tthe
h e aabove
b o v e ddesigns
e s i g n s are
are summarized
s u m m a r i z e d in the
t h e following table. Tube
T u b e layouts and
and setting
setting plans
plans
(from TASC
TASC M
Mechanical)
e c h a n i c a l ) are
are also shown.
shown.
REBOILERS
REBOILERS
10/513
10
/ 513
Item
Design 11
Design 2
Steam design pressure
pressure (psia)
Exchanger
Exchanger type
Shell size (in.)
(ft2)
Surface area (ft)
Number of tubes
Number
Tube
Tube OD (in.)
Tube length (ft)
Tube
(ft)
Tube BWG
TubeBWG
Tube passes
Tube
Tube
Tube pitch (in.)
Tube layout
Tubesheet
Tubesheet thickness (in.)
Number of baffles
Baffle cut (%)
(%)
Baffle thickness (in.)
Central baffle spacing (in.)
End baffle spacing (in.)
Sealing strip pairs
Tube-side inlet nozzle
Tube-side outlet nozzle
Shell-side inlet nozzle
Shell-side outlet nozzle
AP (psi)
APi
AP, (psi)
APo
Circulation rate (lbm/h)
Exit vapor fraction
Vapor generation rate (lbm/h)
Steam flow rate Obm/h)
(lbm/h)
(~lbc)
m
a
x
(@/~.)»a
Flow stability assessment
Two-phase flow regimes
18
AEV
19.25
367
175
1.0
8
14
11
1.25
Triangular
1.54
10
36
0.1875
7.00
14.90
0
6-in.
6-in. schedule 40
10-in. schedule 40
10-in.
4-in. schedule 40
2-in. schedule 80
2-in.
1.73
0.43
143,050
0.1065
15,235
2,500
0.15
0.15
Stable
Slug, churn, annular
20
AEV
17.25
293
140
1.0
8
14
11
1.25
Triangular
1.54
11
11
37
0.1875
6.40
14.40
0
6-in. schedule 40
6-in.
10-in. schedule 40
10-in.
4-in. schedule 40
4-in.
2-in. schedule 80
2-in.
1.89
0.43
129,637
0.1173
15,206
2,450
0.20
0.20
Stable
Slug, churn, annular
Setting
S
e t t i n g Plan
P l a n and Tube layout
Layout for Design 1
136.5536
1 3 6 . 5 5 3 6 Overall
Overall
110.0595
0 . 0 5 9 5 _ 13.9568
13.9568 __
i
8
__
13
75~-~
-I
i
@
LI
I
80
Pulling length
length
Pulling
1
0/514
10/514
REBOILERS
REBOILERS
'OOOO00000Q~~
...O 0 0 O O ) O 0 0 0 O ...:..
.... 0 0 0 0 0 0 0 0 0 0 0 0
::
O00OOO( O000OO
000000
000000
?000000~
00
000
'~176176176176176
000-0000
1
O000000000(oQ
00000
0000
~ : :000
: . O 0 0 O O 0 000
000,/:
0
0000()000
AEV: 175 tubes
AShell
E V : 1ID
7 5 =t u19
b e sin.
....................
Shell
ID = 19
in.
Filename:
EXAMPLE
10.9.1.TA
Filename:
EXAMPLE 10.9.1.TAi
EX10.9
Exl 0.9
Setting Plan and Tube layout
Layout for Design 2
134.2756 Overall
13
rs
13
75 16
16
88
99.784
. 7 8 4 _-_-13.7993
I
I
|174
' r-
'
I
I
I
't
I
@
�
I
I
I
I
I
I
'
'
'
i
-�--@
I
I
['
I
i
+
I
80
Pulling length
REBOILERS
R
EBOILERS
0-0~
//O000010000C
/00000000000
0000001000000
0000001000000
0000001000000
000
000
000
0000
000
0000
0
0
0
0
0
000
0 0 0 0 0 0 0000
00: /
000(
AEV: 140 tubes
AEV:
140tubes ~ 0
Shel ID -17 in.
10.9.2.TAi
i~Filename
x~l
~
0.ae:~,IEEXAMPLE
xAMPLE
10"9"2
tAi
Ex10.9.
10/515
10/515
..
l
000
0
9
(nozzle $3
provided for
the setting
to
units to
these units
for these
is provided
that a shell-side vent
setting plans) is
S3 on the
vent nozzle (nozzle
Note that
gases that
enter with the
steam. (Vents and
the steam.
be added
added
and drains
drains can be
that may enter
purge any non-condensable gases
purge
forms.) Also, an impingement
impingement plate is included
steam inlet
the TASC Mechanical
at the
included at
Mechanical input
inlet
input forms.)
the steam
on the
saturated vapor. (An impingement
impingement plate is automatically included
when the
included when
the
required for a saturated
nozzle, as required
estimates generated
Plain +
by TASC indicate
Impingement.) Cost
+ Impingement.)
that
Cost estimates
indicate that
generated by
nozzle type is specified as Plain
more expensive than
than the
about 13%
smaller unit.
the smaller
13% more
the t9.25-in,
19.25-in. exchanger
unit.
exchanger is about
the
suggested in
namely, increasing
increasing the
the
design modification
the third
10.4, namely,
third design
Example 10.4,
in Example
modification suggested
Consideration of the
as an exercise
reader.
exercise for
the reader.
tube length,
length, is
is left as
for the
tube
10.6.3 HTRI
Although the
The Xist module
shell-and-tube reboilers.
re boilers. Although
HTRI
used for
Xchanger Suite
the HTRI Xchanger
the HTRI
module of the
for shell-and-tube
Suite is
is used
The
proprietary, some
regarding the
has been
published regarding
used
the methodology
technology is
methodology used
some information
is proprietary,
information has
been published
technology
[17] and
thermosyphon reboilers
reboilers [12].
reboilers [17]
be
Additional information
and horizontal
kettle reboilers
horizontal thermosyphon
[12]. Additional
for kettle
can be
information can
for
approach used
output files
detailed output
by the
from the
generated by
program. The
for
the program.
inferred from
files generated
general approach
the detailed
used for
The general
inferred
described above.
that of
reboilers is similar
of TASC described
above.
similar to
to that
reboilers
model is
used in
is used
kettle
in which
internal circulation
circulation rate
in the
For kettle
which the
re boilers, a recirculation
the kettle
rate in
recirculation model
kettle reboilers,
the internal
For
by aa pressure
forms the
basis for
the basis
circulation rate
rate forms
determined by
for calculating
is determined
internal circulation
calculating the
the
balance. The
pressure balance.
The internal
is
coefficient, which
composed of
with
and convective
convective terms,
of nucleate
terms, with
is composed
nucleate boiling
heat-transfer coefficient,
boiling and
which is
boiling heat-transfer
boiling
for nucleate
boiling suppression,
and mixture
enhancement, and
suppression, convective
correction factors
convective enhancement,
nucleate boiling
mixture effects.
effects.
factors for
correction
incremental (stepwise)
exchangers, Xist
(stepwise) calculations
As with
performs incremental
with single-phase
threecalculations using
using aa threeXist performs
single-phase exchangers,
As
local temperature
gradients and
This feature
feature allows
temperature gradients
dimensional grid.
and heat-transfer
heat-transfer coefficients
allows local
grid. This
coefficients
dimensional
and greatly
to be
computed and
multi-component
reliability of
the reliability
be computed
the method,
greatly improves
for multi-component
of the
improves the
method, especially
especially for
to
multi-component
anytype
with any
medium, including
Reliable simulation
is possible
heating medium,
simulation is
possible with
includingmulti-component
type of
systems. Reliable
ofheating
systems.
17].
process streams
streams [[17].
condensing process
condensing
input and
For thermosyphon
program calthe program
piping configuration
configuration isis specified
specified as
the piping
and the
reboilers, the
as input
calthermosyphon reboilers,
For
rate. Either
detailed or
or simplified
circulation rate.
the
simplified piping
used. In
piping configuration
configuration can
be used.
can be
culates the
Either aa detailed
In the
the circulation
culates
only the
latter, only
and the
liquid head
and return
the total
entered.
lines are
head and
equivalent lengths
the equivalent
total liquid
return lines
lengths of
feed and
are entered.
of feed
latter,
using equivalent
lines are
of both
equivalent lengths
lengths for
entered using
complete details
are entered
former, complete
details of
the former,
for pipe
pipe fittings.
In the
both lines
fittings.
In
or default
default values
in the
equivalent lengths
lengths or
the program
values contained
Either user-specified
can be
used.
user-specified equivalent
be used.
contained in
program can
Either
10/516
10/516
REBOILERS
REBOILERS
For all types of reboilers, the actual and critical heat fluxes are computed at each increment,
along with the flow regime (bubble, slug, etc.) and the boiling mechanism (nucleate, film, etc.).
For thermosyphons,
thermosyphons, a stability assessment is also performed to determine the potential for various
types of flow instability in the hydraulic circuit.
The
boiler applications.
The following examples illustrate the use of Xist for re
reboiler
Example 10.10
10.10
Use Xist to rate the kettle reboiler designed in Example 10.2, and compare the results with those
obtained previously by other methods.
Solution
Data from Example 10.2 are entered on the appropriate Xist input forms as indicated below. Parameters
eters not listed are either left at their default settings or left unspecified to be calculated by the
program.
(a) Geometry
(a)
/Shell.
Geometry/Shell.
Case mode: Rating
TEMA
TEMA type: BKU
Shell ID: 23.25 in.
Hot fluid location: Tube side
(b) Geometry
/Reboiler.
Geometry/Reboiler.
Kettle diameter: 37 in.
Number of boiling components: 3
Number
Inlet pressure
pressure location: At inlet nozzle
Geometry/Tubes.
(c) Geometry/Tubes.
Tube OD: 11 in.
Tube
Average wall thickness: 0.083 in.
Tube pitch: 1.25 in.
Tube
Tube layout angle: 90°
Tube
90 ~
Tube passes: 2
Tube length: 13 ft
Tube
Tube
Tube count: 212
Geometry/Baffles.
(d) Geometry
/Baffles.
Baffle type: None (This is the only option available for a kettle.)
Support plates/baffle
plates/baffle space: User set: 3
Support
(e) Geometry
Geometry/Nozzles.
IN ozzles.
Shell side
Inlet ID"
ID: 5.047 in.
Number: 2
Outlet ID: 6.065 in.
Number: 2
Liquid outlet ID: 4.026 in.
Radial position of inlet nozzle: Bottom
Tube side
Inlet ID: 6.065 in.
Number: 11
Outlet ID: 3.068 in.
Number: 11
(f) Process.
Fluid name
Phase
Flow rate (1000
(1000lb/h)
Inlet fraction vapor
Outlet fraction vapor
Inlet pressure (psia)
(psia)
Fouling resistance (h
(h-. f?
ftz ·F/Btu)
.~
Hot fluid
fluid
Cold fluid
fluid
Cold
Steam
Condensing
5.645
5.645
11
0
20
0.0005
0.0005
Distillation Bottoms
Distillation
Boiling
96
0
250
0.0005
0.0005
REBOILERS
REBOILERS
(~)
(g)
10/
517
10/517
Hot fluid properties.
Physical property input option: Component by component
Heat release input method: Program calculated
Clicking on the Property
Property Generator
Generator button opens the property generator as shown below.
VMG Thermo is selected as the property package and Steam95 is selected from the list of
thermodynamic methods for both the vapor and liquid phases. This method uses steam tables
to obtain fluid properties.
3erorerty Generator
a.
EiEE'iii
Property Package ] Composition ] Conditions ] Results ]
Property package
z
] VMG Thermo
\WM[Thermo Property Package
3
3
Vapor phase package ]Steam95
Liquid phase package ]Steam95
On the composition form, water is selected from the list of components as shown below.
Since it is the only component in the hot stream, its mole fraction is 1.0.
1.0.
mews
U&EE-EE
Property Package
Composition ] Conditions] Results ]
Property package: VMGT hero
fLomnponent
::!iiiiii:
i:i,iiiiii
THANE
DDICHLORODIFLUOROME
ICHLOIEIODIFLU0 R0 METHANE
PHOSGENE
PHDSGENE
TRICHLOROFLUOOME THANE
TRICHLOROFLUOROMETHANE
CARBON
~::~ CAR
BON TTETRACHLORIDE
ETRACHLORIDE
CARBONYL FLUORIDE
FLUORIDE
i.i::iii(iCARBONYL
BROMOCHLORODIFLUOROME
THANE
BROMOCHLORODIFLUOROMETHANE
BROMOTAICHLOROMETHANE
;!:~ BR
OM O T RICH LOR OM ET HAN E
BROMOTRIFLUOROMETHANE
BROMOTRIFLUOROblETHANE
THANE
::ii:~:,;~,DID
;DIBROMODIFLUROME
ROMODIFLUOROMETHAN
E
CHLORO TRIFLUOROME THANE
CHLOROTRIFLUOROI'4ETHANE
CYANOGEN CHLORIDE
CHLORIDE
:::::::::::::::::::::::
CfANOGEN
q~ii
.::::..............
::
rd Fa
]
Find Next
:: :i
:::,
Composition Basis
: ::i::: [
: :
€ Mass
Gd Moles
.:
:.
_-oa
..................
~ii!ii!ii!il
Component
1 WATER
Order
Normalize
................
Molar
Composition
Mole
Fraction
1
1.0000
±l
_J
2
3
4
5
6
7
·/
Total:
1
Done
19 psia, are specified and the temperature
On the conditions form, two pressure levels, 20 and 19psia,
properties is set as shown below. The number of points in this range at which
range for fluid properties
properties
properties are to be generated is set at 20.
REBOILERS
REBOILERS
10/518
10/518
ease
.1ala
Conditions ] Results ]
Temperature Point Method
Flash Method
" Llser defined temperatures
( Differential
G· Temperature range
G Integral
f Insert bubble point it in temperature range
[ Insert dew point if in temperature range
Pressure psia
Min. Temp., F
Max. Temp. F
Number of Points
20
210
230
T
T
19
210
230
T
T
20
T
T
20
I«II
T
T
T
T
10
10
.
i
..
..
-�--"-�L ... �-�-� = ►-1
Temperature Codes:
T.Defined min/max temperature
B-Calculate bubble point
D-Calculate dew point
SC- Sub-cooled degrees below bubble point
SH- Super-heated degrees above dew point
Generate Properties
Done
Clicking on the Generate Properties button produces the results shown below. The Transfer
button is clicked to transfer the data to Xist. (Note that a maximum of 30 data points can
be transferred.) Finally, clicking the Done button closes
closes the property generator and returns
control to the Xist input menu.
g
Property Generator
Temperature
4
►
210.000
210.000
211.053
211.053
212.105
212.105
213.158
213.158
214.211
214.211
215 263
215.263
216.316
216.316
217.368
217.368
218.421
218.421
219.474
219.474
220.526
220.526
221.579
221.579
222.632
222.632
223.684
223.684
178.232
179.292
180.352
181.412
182.472
183.532
184.593
185.654
186.714
187.776
188.837
189.898
190.960
192.022
20.000 sia
Transfer]
Heat
Weight
Enthalpy Fraction
tu/lb
Va or
Print ...
0.00000
0.00000
000000
0.00000
0.00000
000000
0.00000
0.00000
000000
0.00000
0.00000
000000
0.00000
0.00000
19.000 1sia
Export...
3790
59.8529
)529
59.8267
)267
59.8004
3004
59.7740
~740
59.7474
~474
59.7208
T208
59.6941
3941
59.6673
5673
59 6404
5404
59.6134
3134
59.5863
5863
59.5591
5591
59.5318
5318
Graph
0.28501
0.28331
0.2815
0.28151
0.2798
0.27981
0.2781
0.27811
0.2764
0.27641
0.2748
0.2748]
0.2731
0.27311
0.2715
0.27151
0.2699
0.26991
0.2683
0.26831
0.2667
0.2667q
0.2652!
0.2652
0.2636
O.2636
0.3925
0.3926
0.3927
0.3928
0.3929
0.3930
0.3931
0.3932
0.3933
0.3933
0.3934
0.3935
0.3936
59.0111
58.8984
58.7856
58.6727
58.5596
58.4463
58.3329
58.2193
58.1056
57.9917
57.8776
57.7634
57.6491
1.0077
1.0079
1.0080
1.0082
1.0084
1.0086
1.0087
1.0089
1.0091
1.0093
1.0094
Pseudo
IT C
705.14
705.14
705.14
705.14
705 14
705.14
705.14
705 14
705.14
705 14
705.14
y
J
Done
iiiiiiii#ii~i!~i!i~ii~iiii
REBOILERS
R
EBOILERS
10/ 519
10/519
(h)
properties.
(h) Cold fluid properties.
generated in the
the same
hydrocarbon stream
manner as for steam. In
stream are generated
Properties of the
same manner
the hydrocarbon
Properties
both the
Peng-Robinson thermodynamic
the vapor
chosen for both
thermodynamic method
vapor
the Advanced
method is chosen
Advanced Peng-Robinson
this case, the
pressure levels, 250 and
and 240 psia, are
the conditions
conditions form, two pressure
are specified
phases. On the
and liquid phases.
points is again set
temperature range
set at 20.
The number
with a temperature
range of 195-225~
number of data points
195-225°F. The
that the
output summary
this case is given below, from
summary for this
found that
which it is found
the over-design
from which
The Xist output
The
tubes (103 U-tubes),
containing 206 tubes
produced a tube
33%. Xist produced
tube layout containing
about 33%.
U-tubes), which
the unit is about
for the
tube-count table
the tube
tube layout generated
and the
agrees well with the
tubes) and
the tube-count
generated by TASC (210 tubes)
table (212
agrees
tubes).
tubes).
Summary for Example
Example 10.10
10.10
Xist Output Summary
Xis! E Ver. 4.00 SP2 10/17/2005
SN: 1600201024
10/17/200518:34
Xist
18:34 SN"
US Units
Horizontal Multipass
Multi pass Flow TEMA BKU Shell With No Baffles
Rating -- Horizontal
Messages Report for Warning
See Data Check Messages
Warning Messages.
Runtime Message Report for
for Warning
Warning Messages.
See Runtime
Messages.
Conditions
Process Conditions
Cold Shellside
Distillation Bottoms
Bottoms
Fluid name
Distillation
lb/hr)
Flow rate
(1000 Ib/hr)
96.0000
frac vap.)
vap.)
Inlet/Outlet Y
Y
Inlet/Outlet
(Wt. frac
0.000
0.500
F)
Inlet/Outlet T
201.69
T
(Deg F)
inlet/Outlet
(Deg
196.60
201.69
250.000 249.937
Inlet P/Avg
(psia)
250.000
dP/Allow.
(psi)
0.126
0.000
dP/AIIow.
(psi)
0.000
(ft2-hr-F/Btu)
0.00050
Fouling
(ft2-hr-F/Btu)
Fouling
0.00050
Shell h
Tube h
Tube
Hot regime
Hot
regime
Cold regime
Cold
regime
EMTD
EMTD
TEMA type
type
TEMA
Shell ID
ID
Shell
Series
Series
Parallel
Parallel
Orientation
Orientation
(Btu/ft2-hr-F)
(Btu/ft2-hr-F)
(Btu/ft2-hr-F)
(Btu/ft2-hr-F)
(-)
(-)
(-)
(-)
F)
(Deg F)
(Deg
Shell Geometry
Geometry
Shell
(-)
(-)
(inch)
(inch)
(-)
(-)
(-)
(-)
(deg)
(deg)
Tube Geometry
Geometry
Tube
Tube type
type
(-)
Tube
(-)
OD
Tube OD
(inch)
Tube
(inch)
(ft)
Length
Length
(ft)
ratio
Pitch ratio
Pitch
(-)
(-)
(deg)
Layout
Layout
(deg)
Tubecount
(-)
Tubecount
(-)
Pass
Tube Pass
Tube
(-)
(-)
Thermal Resistance,
%
Resistance, %
Thermal
Shell
35.95
Shell
35.95
16.01
Tube
Tube
16.01
39.79
Fouling
Fouling
39.79
Metal
8.254
Metal
8.254
Tu beside
Hot Tubeside
steam
steam
1.000
1.000
227.90
227.90
20.000
20.000
0.337
0.337
Performance
Exchanger Performance
Exchanger
Actual U
1006.60
Actual
2709.10
Required U
2709.10
Required
Duty
Transition
Duty
Flow
Area
Flow
Area
26.7
Overdesign
26.7
Overdesign
BKU
BKU
23.2500
23.2500
11
11
0.00
0.00
Plain
Plain
1.0000
1.0000
13.000
13.000
1.2500
1.2500
90
90
212
212
22
(Btu/ft2-hr-F)
(Btu/ft2-hr-F)
(Btu/ft2-hr-F)
(Btu/ft2-hr-F)
(MM Btu/hr)
Btu/hr)
(MM
((ft2)
ft2)
(%)
(%)
Baffle Geometry
Geometry
Baffle
Baffle type
(-)
type
Baffle
(-)
Baffle cut
cut
(Pct Dia.)
Dia.)
Baffle
(Pct
Baffle orientation
orientation
(-)
Baffle
(-)
Central spacing
spacing
(inch)
Central
(inch)
(-)
Crosspasses
Crosspasses
(-)
Shell inlet
inlet
Shell
outlet
Shell outlet
Shell
Inlet height
height
Inlet
Outlet height
height
Outlet
inlet
Tube inlet
Tube
outlet
Tube outlet
Tube
Velocities, ft/sec
ft/sec
Velocities,
Shellside
0.99
Shellside
0.99
Tubeside
41.62
Tubeside
41.62
Crossflow
0.69
Crossflow
0.69
Window
0.00
Window
0.00
Nozzles
Nozzles
(inch)
(inch)
(inch)
(inch)
(inch)
(inch)
(inch)
(inch)
(inch)
(inch)
(inch)
(inch)
AA
BB
C
C
EE
FF
5.6450
5.6450
0.000
0.000
226.98
226.98
19.832
19.832
0.000
0.000
0.00050
0.00050
361.84
361.84
272.12
272.12
5.4240
5.4240
746.925
746.925
32.97
32.97
Support
Support
38.5000
38.5000
11
5.0470
5.0470
6.0650
6.0650
0.8750
0.8750
14.4303
14.4303
6.0650
6.0650
3.0680
3.0680
Flow Fractions
Fractions
Flow
0.000
0.000
1.000
1.000
0.000
0.000
0.000
0.000
0.000
0.000
10/520
10 / 520
REBOILERS
R
E B O I L E RS
The following table compares the results from Xist with those obtained in previous examples
using other methods. It can be seen that the three computer solutions are in reasonably good
agreement, with the values calculated by Xist generally falling between those from HEXTRAN
and TASC. Xist is somewhat more conservative than TASC with respect to both the boiling and
condensing heat-transfer coefficients.
Item
Hand
HEXTRAN
HEXTRAN
TASC
Xist
ho
(Btu/h. ft2. oF)
h, (Btu/h.f.·F)
[(Do/Di)
(1~hi + Ro»]
RDi)]-1
(Btu/h. if2. oF)
(D,/D») (/h
' (Btu/hf?·F)
U»
UD (Btu/h.f.·F)
( B t u / h . ft 2. oF)
APi (psi)
(psi)
AP
AP, (psi)?
APo
(psi)b
AT,,(F)
ATm
(~
UDA Tm (Btu/h.4)
(Btu/h 9ft2)
U»AT,
(q/qc) max
(@/@)»a
523
523
1500
1500
297
0.3
0.3
0.2
25.6
7603
7603
0.11
0.11
936a
936°
857 a
857°
335 a
335°
0.43
0.43
0
27.1a
27.1°
9079a
9079°
-
1146
1146
1090
392
0.35
0.35
0.055
25.4
25.4
9957
0.085
0.085
1007
1007
957
362
0.34
0.34
0.022
26.7
26.7
9665
0.10°
0.10c
Area-weighted average over first five
aArea-weighted
five zones;
zones; subcooled condensate zone not included.
bFriction
Friction and acceleration, excluding nozzle
nozzle losses.
CBased on specified
duty.
Based
specified duty.
a
Example 10.11
10.11
boiler of Example 10.4 and
Use Xist to rate the initial configuration for the vertical thermosyphon re
reboiler
compare the results with those obtained previously by other methods.
Solution
Data from Example 10.4 are entered on the Xist input forms as indicated below.
(a) Geometry
/Shell.
Geometry/Shell.
Case mode: Rating
TEMA type: AEL
Shell ID: 15.25 in.
(b)
Shell orientation: Vertical
Hot fluid location: Shell side
Geometry
/Reboiler.
Geometry/Reboiler.
Reboiler type: Thermosyphon reboiler
Number of boiling components: 11
Required liquid static head: 8 ft
pressure location: At column bottom
Inlet pressure
Note: The
The static head for a vertical thermosyphon reboiler is the vertical distance between the
lower tubesheet
tubesheet and the liquid level in the column sump.
(c) Geometry/Tubes.
Geometry/Tubes.
Tube
Tube OD: 1lin.
in.
Average wall thickness: 0.083 in.
Tube
Tube pitch: 1.25 in.
Tube
Tube layout angle: 30°
30 ~
(d) Geometry/Baffles.
Baffle cut: 35%
35%
Central baffle spacing: 6.1 in.
Tube passes: 11
Tube length: 8ft
8 ft
Tube count: 106
R E B O I LE RS
REBOILERS
10 / 521
(e) Geometry/Clearances.
Pairs of sealing strips: None
(f) Geometry/Nozzles.
Shell side
Inlet ID: 4.026 in.
Number: 11
Outlet ID: 2.067 in.
Number: 11
Tube side
Tube
Inlet ID: 6.065 in.
Number: 11
ID" 10.02 in.
Outlet ID:
Number: 11
(g) Piping.
The detailed piping forms are used here to illustrate the procedure. They are invoked by
checking the box for detailed piping on the main piping form. The inlet piping form is shown
below:
ei
Input Summary-Piping-Inlet
Standard [014Ns1_836_10 table
Element
Type
3
Inside
Diameter
-FE
·l
Equivalent
Length
Height
Change
100
-6
-4
2
Number
of
Increments
Friction
Factor
Multiplier
inch
1
2
.. .
6.065
3
4
5
The
The piping elements are selected from a list box that appears when a blank field in the
first column is clicked. In this case there are only three elements because
because the straight pipe
equivalent length is assumed to account for all entrance, exit, and fitting losses. Height changes
are negative in the downward direction and positive in the upward direction. Height changes
of individual elements are arbitrary here as long as they total to negative 8 ft. This puts the
tubesheet a vertical distance of 8 ft below the liquid surface in the column sump. The
lower tubesheet
outlet piping form is similar and is shown below:
Standard Jo14Ns1_836_10. table
Element
Type
1 Header (height only
2 Straight pipe
3
4
5
.Iglxl
.m4 +
- Input Summary-Piping-Outlet
3
Schedule [STD
Inside
Diameter
Equivalent
Length
Height
Change
(inch)
(ft)
(ft)
...
10.02 ...
...
...
...
50
3
-
2
0
Number
of
Increments
Friction
Factor
Multiplier
d
""
'
II
''
Friction
Factor
1
I'
I
!
-
10 / 522
10/522
R
EBOILERS
REBOILERS
The
The outlet header
header extends
extends from the upper
upper tubesheet
tubesheet to the return
return pipe. Since the upper
tubesheet is at the same elevation as the liquid surface in the column sump, the specified
tubesheet
height
change puts the return
height change
return pipe a vertical distance of 2 ft above the surface of the liquid
in the sump. (Note that the inlet and outlet piping specifications given here are completely
those used with TASC in Examples 10.8 and 10.9.)
equivalent to those
(h)
Process.
Process.
Fluid name
Phase
(1000lb/h)
Flow rate (1000
Inlet fraction vapor
Outlet fraction vapor
Inlet pressure (psia)
(psia)
Fouling resistance (h
(h-. ft?·F/Btu)
ft2.~
Hot fluid
fluid
Cold fluid
Cold
Steam
Condensing
2.397
Cyclohexane
Boiling
113.814
113.814
00
11
0
18
18
16
16
0.0005
0
(i) Hot fluid properties.
properties.
VMG Thermo
Thermo and Steam95 are selected for the property package. Pressure
Pressure levels of 20, 18,
and 16 psia are specified with a temperature
temperature range of 200-230F,
200-230~ and the number
number of data points
is set at 20.
(j) Cold fluid properties.
()
properties.
Thermo and the Advanced Peng-Robinson method are selected for the cyclohexane
VMG Thermo
stream. Pressure
Pressure levels of 20, 18, and 16 psia are specified with a temperature
temperature range of 180220F, and 20 data points are again used.
220~
The Xist output summary
summary for this case is shown below, from which the unit is seen to be
The
under-designed
under-designed by about 21%.
21%. Data from the output summary and detailed output files were
used to prepare
results comparison shown in the table below. The
used
prepare the results
The heat-transfer coefficients
calculated by Xist are close to those computed by TASC. However, the circulation rates from
the two programs
the
programs differ by more than a factor of two. Despite this fact, the total tube-side
pressure
pressure drop is nearly the same in both cases, 2.15 versus 2.17 psia. (The Xist value includes
the nozzle losses but not the static head losses in the inlet and outlet headers. The latter are
pressure drops reported by TASC and
included with the inlet and outlet piping. Hence, the pressure
Xist are equivalent.)
Item
Hand
TASC
Xist
Circulation rate (lb/h)
hi (Btu/h
(Btu/h..f.·F)
ft2. ~
h,
ho (Btu/h.ft?··F)
(Btu/h 9ft2. ~F)
h,
UD (Btu/h.
ft2. ~
Uo
(Btu/h.f?··F)
APi (psi)°
(psi) c
AP
AP, (psi)
APo
ATm
(~
AT,, (F
(~l/qc)m~
(@/~)»a
113,814
565a
565°
1500 (assumed)
1500
243a
243°
0.86
114,973
495
495
1584
1584
255.7
0.894
1.165
34
34
0.217
52,694
501
501
1290
250
0.74
0.55
0.55
33.8
0.38
34.75
34.7°
0.48
aArea-weighted average
average of
of values
values for
for sensible
sensible heating
heating and
and boiling
zones.
Area-weighted
boiling zones.
bValue
zone.
'Value for boiling
boiling zone.
CFriction
acceleration, excluding
excluding nozzle
nozzle losses.
losses.
·Friction and
and acceleration,
REBOILERS
R
EBOILERS
10// 523
10
10.11
Xist Output Summary for Example 10.11
US Units
E Ver. 4.00 SP2 10/24/2005 20:42 SN: 1600201024
Xist EVer.
Reboiler TEMA ALL
AEL Shell With
With Single-Segmental Baffles
Rating -- Vertical Thermosiphon Reboi/er
No Data Check Messages.
See Runtime Message Report for Warning Messages.
Hot Shellside
Process Conditions
Fluid name
Steam
Flow rate
(1000 Ib/hr)
lb/hr)
2.3970
Inlet/Outlet Y
(Wt. frac vap.)
1.000
0.000
Inlet/Outlet T
(Deg F)
222.34
220.66
Inlet P/Avg
(psia)
17.725
18.000
dP/Allow.
dP/AIIow.
(psi)
0.551
0.000
Fouling
(ft2-hr-F/Btu)
0.00000
Shell h
Tube h
Hot regime
Cold regime
regime
EMTD
(Btu/ft2-hr-F)
(Btu/ft2-hr-F)
()
(-)
(-)
(-)
(Deg F)
Shell Geometry
TEMA type
(-)
TEMA
(-)
ID
Shell ID
(inch)
Series
(-)
Series
(-)
()
Parallel
Parallel
(-)
Orientation
(deg)
Tube Geometry
Tube
Geometry
Tube type
(-)
type
Tube
(-)
OD
(inch)
Tube OD
(inch)
(ft)
Length
Length
(ft)
ratio
Pitch ratio
(-)
Pitch
(-)
Layout
(deg)
Layout
(deg)
Tubecount
(-)
Tubecount
(-)
Pass
Tube Pass
(-)
Tube
(-)
Resistance,
Thermal
%
Thermal Resistance, %
Shell
19.44
Shell
19.44
59.82
Tube
Tube
59.82
15.03
Fouling
Fouling
15.03
5.706
Metal
Metal
5.706
Tu beside
Cold Tubeside
Cyclohexane
52.6936°
52.6936*
0.000
0.288
182.51
183.60
18.470
17.383
2.172
0.000
0.00050
0.00050
Exchanger Performance
Actual U
1289.83
Actual
501.26
Required U
Gravity
Duty
Nucl
Area
33.8
Overdesign
33.8
Overdesign
AEL
ALL
15.2500
15.2500
11
11
90.00
90.00
Plain
Plain
1.0000
1.0000
8.000
8.000
1.2500
1.2500
30
30
106
106
11
250.34
(Btu/ft2-hr-F)
(Btu/ft2-hr-F)
250.34
317.86
(Btu/ft2-hr-F)
(Btu/ft2-h
r- F)
317.86
2.3116
Btu/hr)
(MM Btu/hr)
2.3116
214.952
(ft2)
(ft2)
214.952
-21.24
(%)
(%)
-21.24
Geometry
Baffle Geometry
Baffle type
(-)
Single-Seg.
type
Baffle
(-)
Single-Seg.
cut
Baffle cut
35.00
Dia.)
(Pct Dia.)
Baffle
(Pct
35.00
orientation
PARALLEL
(-)
Baffle orientation
(-)
PARALLEL
spacing
6.1000
(inch)
Central spacing
(inch)
6.1000
Cross passes
13
(-)
Crosspasses
(-)
13
Nozzles
Nozzles
Shell Inlet
4.0260
(inch)
Shell
(inch)
4.0260
outlet
2.0670
(inch)
Shell outlet
(inch)
2.0670
Inlet height
height
1.6250
(inch)
InJet
(inch)
1.6250
Outlet height
height
0.2500
(inch)
Outlet
(inch)
0.2500
inlet
Tube inlet
6.0650
(inch)
Tube
(inch)
6.0650
Tube outlet
outlet
10.0200
(inch)
Tube
(inch)
10.0200
Velocities, ft/sec
ft/sec
Velocities,
41.88
Shellside
Shellside
41.88
Tubeside
18.89
Tubeside
18.89
Crossflow
49.66
Crossflow
49.66
Window
29.84
Window
29.84
AA
BB
C
C
EE
FF
Flow Fractions
Fractions
Flow
0.136
0.136
0.630
0.630
0.106
0.106
0.128
0.128
0.000
0.000
Example 10.1
10.12
Example
2
the vertical
design for
final design
for the
to obtain
vertical thermosyphon
reboiler of
Xist to
10.4.
obtain aa final
thermosyphon reboiler
of Example
Use Xist
Example 10.4.
Use
Solution
Solution
rated in
15.25-in. unit
increased one
the shell
the 15.25-in.
previous example,
from the
Starting from
is increased
unit rated
example, the
in the
size
shell size
the previous
one size
size is
Starting
at aa time
until aa suitable
on the
of previous
obtained. Based
configuration isis obtained.
suitable configuration
results of
the
the results
time until
Based on
previous examples,
examples, the
at
changes are
are made
following additional
input data:
data:
made to
to the
additional changes
the input
following
so that
the
will be
tube count
be determined
based on
on the
that itit will
determined by
left unspecified
count isis left
the program
'The tube
unspecified so
by the
program based
9• The
layout.
detailed tube
tube layout.
detailed
B/d in
in the
baffle cut
The central
maintain B/ds
adjusted to
to maintain
the range
the baffle
central baffle
cut
spacing isis adjusted
0.35--0.40, and
baffle spacing
and the
range 0.35-0.40,
9• The
accordingly.
is adjusted
adjusted accordingly.
is
10/
1 0 / 5524
24
REBOILERS
R
EBOILERS
2 • ° F/Btu is included for steam to provide an added safety
9• A fouling factor of 0.0005h
ft2.~
0.0005 h •9 ft
margin.
pressure is increased to 20 psia and the flow rate is increased to 2450 lb/h.
•9 The
The steam pressure
With these
these settings, the smallest viable unit is found to be a 19.25-in. exchanger. The Xist output
summary for this case using the actual tube layout (after adding tie rods) as input is given below,
10%. The detailed output file from Xist was
from which the over-design for the unit is seen to be about 10%.
used to compile the design summary shown in the following table. The setting plan and tube layout
used
generated by Xist are also given. Minor changes in some design parameters are to be expected
pending mechanical design calculations.
Xist Output Summary for Example 10.12
10.12
US Units
Ver. 4.00 SP2 10/26/2005 18.51
Xist E
EVer.
18:51 SN:
SN" 1600201024
- Vertical Thermosiphon Reboiler TEMA AEL Shell With Single-Segmental Baffles
Rating --
No Data Check Messages.
See Runtime Message Report for Warning Messages.
Process Conditions
Shellside
Hot Shellslde
ib/hr)
(1000 lb/hr)
(Wt. frac vap.)
yap.)
(Deg F)
(DegF)
(psia)
(psi)
(ft2-hr-F/Btu)
(tt2-hr-F/Btu)
Shell hh
Tube
Tube hh
Hot regime
Cold regime
EMTD
(Btu/ft2-hr-F)
(Btu/ft2-hr-F)
(-)
(-)
(-)
(-)
F)
(Deg F)
TEMA type
Shell ID
Series
Parallel
Orientation
Tube type
Tube OD
Length
Pitch ratio
Layout
Tubecount
Tube Pass
Shell Geometry
(-)
(-)
(inch)
(-)
(-)
(-)
(-)
(deg)
Tube Geometry
(-)
(-)
(inch)
(inch)
(ft)
(ft)
(-)
(-)
(deg)
(deg)
(-)
(-)
Thermal Resistance, %
14.76
61.08
20.00
4.150
Shell
Tube
Fouling
Metal
(-)
(-)
1.000
227.90
20.000
0.350
Cold Tubeside
Cyclohexane
Steam
Fluid name
Flow rate
Inlet/Outlet Y
Inlet/Outlet T
Inlet P/Avg
P/Avg
dP/Allow.
dP/AIIow.
Fouling
2.4500
0.000
226.92
19.825
0.000
0.00050
Exchanger Performance
U
1232.22
Actual U
U
356.63
Required U
Gravity
Duty
Nucl
Area
40.1
40.1
Overdesign
AEL
19.2500
1
1
f1
90.00
Plain
1.0000
8.000
1.2500
30
177
f1
(Btu/ft2-hr-F)
(Btu/ft2-hr-F)
(MM Btu/hr)
(ft2)
(ft2)
(%)
Baffle Geometry
(-)
(Pct Dia.)
(-)
(inch)
(-)
Nozzles
(inch)
Shell Inlet
(inch)
Shell outlet
Inlet height
(inch)
Outlet height
(inch)
(inch)
Tube inlet
(inch)
Tube outlet
Tube
Baffle type
Baffle cut
Baffle orientation
Central spacing
Crosspasses
Velocities, ft/sec
26.43
12.05
33.66
18.54
Shellside
Tubeside
Crossflow
Window
0.000
182.51
182.51
18.428
2.020
A
B
C
E
E
F
F
75.1813°
75.1813"
0.203
184.01
184.01
17.418
0.000
0.00050
181.77
164.76
2.3531
2.3531
355.841
355.841
10.33
Single-Seg.
35.00
PERPEND.
7.0000
11
11
4.0260
2.0670
1.6715
0.3406
6.0650
10.0200
Flow Fractions
0.158
0.613
0.050
0.179
0.000
REBOILERS
REBOILERS
10/525
10 / 525
The design obtained using Xist is similar to the 19.25-in. unit designed using TASC. However,
The
with 20-psia steam, a 17.25-in. exchanger
exchanger was found to be adequate using TASC. Thus, Xist yields
a more
more conservative design in this case. Also, Xist does not issue a recommendation to consider
a conical head as was used in the
the TASC design. In fact, Xist does not provide an option for this
type of head. However, a similar result can be achieved by specifying an axial tube-side exit nozzle
on the
the Geometry/Nozzles
Geometry/Nozzles form. Using an axial nozzle gives a slightly smaller tube-side pressure
pressure
drop (2.017 psi) with corresponding
corresponding differences
differences in the circulation rate (78,786 lb/h) and exit vapor
these changes
fraction (0.194). Since these
changes are insignificant, design parameters
parameters for this modification are
not listed in the table below. However, the setting plan for this case is included to illustrate the nozzle
configuration.
Item
Steam design pressure (psia)
(psia)
Exchanger type
Shell size (in.)
(in.)
Surface
2)
Sur
face area (ft
(ft)
Number of tubes
Tube OD (in.)
(in.)
Tube length (ft)
(ft)
Tube BWG
Tube passes
(in.)
Tube pitch (in.)
Tube layout
Tubesheet thickness (in.)
(in.)
Number of baffles
Baffle cut (%)
(%)
Baffle thickness (in.)
(in.)
Central baffle spacing (in.)
(in.)
Inlet baffle spacing (in.)
(in.)
Outlet baffle spacing (in.)
(in.)
Sealing strip pairs
Tube-side inlet nozzle
Tube-side outlet nozzle
Shell-side inlet nozzle
Shell-side outlet nozzle
AP (psi)
APi
AP,
APo (psi)
Circulation rate (lbm/h)
0bin/h)
Exit vapor fraction
Vapor generation rate (lbm/h)
0bin/h)
Steam flow
flow rate 0bm/h)
(lbm/h)
(~/
( q / q~)»»a
c ) max
Flow stability assessment
Two-phase flow
flow regimes
Boiling regime
Value
20
AEL
19.25
19.25
355.8
177
177
1.0
1.0
8
14
14
11
1.25
Triangular
1.925
1.925
10
10
35
0.1875
7.00
16.28
16.28
12.87
12.87
0
6-in. schedule 40
6-in.
10-in.
10-in. schedule 40
4-in. schedule 40
4-in.
2-in.
2-in. schedule 40
2.02
2.02
0.35
75,181
75,181
0.203
15,262
15,262
2450
0.195
Stable
Bubble, slug, annular
Nucleate
10 / 526
526
10/
R EEBBO
O I LIELE
R SA S
A
Setting Plans
Plans and Tube layout
Layout for Example 10.12
10.12
Radial tube-side exit nozzle
•t
F
�
+T
19.2500 in.
19.2500
t
i
8.000
8.000 ft
i., J,
t
»]
Axial tube-side exit nozzle
~r
I
»v
7T
19.2500
19.2500 in.
%
8.000ft
8.000 ft
i.-�-----------•
I►
tjlt..~
4.0260 in.
4.0260 in.
//• o@0?@@@@@@@@
o o o o+~o~O~o~o~o~o~o~o'~"
I/OOOOOOO,OOOOOOO
' @@@@@@@@@@:i/
lO000000|174
-@@@@@@@@@@@}/ ~,: O
OOOOOO,OOO
OOO/I
@9000@99@0:
~,, O
0_0
0.0_ 0 O _O.0 0 O_O@ .,';/
'
@@@@@@@@@@@
8,,y,39,3,g
RE;
~FO-O-| |
O-OO O-O 07
,2@6000000G
%|174
@@@@@@@@@@@@
@@@@@@@@j
• @@@@@@@@ ;
•
0@@O°
---.,_G)_o _0.----2.0670
2.0670 in.
REBOILERS
R
E B O I LE RS
10 / 527
References
References
Hemisphere Publishing
1. Palen, J. W., Shell-and-tube reboilers, in Heat Exchanger Design Handbook, Vol.
Vol. 3, Hemisphere
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
Corp., New York, 1988.
Eng. Prog.,
93, No. 3, 52-64, 1997.
Prog., 93,
Chem. Eng.
Sloley, A. W., Properly design thermosyphon reboilers, Chem.
Operation, McGraw-Hill, New York, 1990.
Kister, H. Z., Distillation Operation,
Eng., 70,
70, No. 14, 119-124,
Part 1, Chem.
119-124, 1963.
Chem. Eng.,
Fair, J. R., Vaporizer and reboiler design: Part
43,
Palen, J. W. and W. M. Small,
Sma11, A new way to design kettle and internal reboilers,
reboilers, Hydrocarbon Proc., 43,
No. 11, 199-208, 1964.
Wolverine Engineering Data Book II, Wolverine Tube,
Tube, Inc., www.wlv.com,
Bell, K. J. and A. J. Mueller, Wolverine
2001.
F G., Distillation Control,
Control, McGraw-Hill, New York, 1977.
Shinskey, E
Mayfield, Design data for thermosyphon reboilers,
FD.
reboilers, Chem.
Lee, D. C., J. W. Dorsey, G. Z. Moore and E
D. Mayfield,
52, No. 4, 160-164, 1956.
Prog., 52,
Eng. Prog.,
bundles, Chapter
Chapter 12 in
heat transfer
tube bundles,
Kawaji, Two-phase flow and boiling heat
transfer in tube
Dowlati, R. and M. Kawaji,
Change: Boiling
eds,
Boiling and Condensation,
Condensation, S. G. Kandlikar, M. Shoji and V. K. Dhir, eds,
Handbook of Phase Change:
Taylor and Francis, Philadelphia, PA, 1999.
need to design thermosyphon reboilers,
105-123, 1960.
39, No. 2, 105-123,
What you need
reboilers, Pet. Refiner, 39,
Fair, J. R., What
Prog., 79,
79, No.
No. 3, 86-96, 1983.
Thermal design of horizontal reboilers,
reboilers, Chem. Eng. Prog.,
Fair, J. R. and A. Klip, Thermal
Chem. Eng. Prog., 83,
83, No. 11, 64-70, 1987.
reboilers, Chem.
thermosyphon reboilers,
shellside thermosyphon
Yilmaz, S. B., Horizontal shellside
Shires and T. R. Bott, Process Heat Transfer, CRC Press,
Press, Boca Raton, FL, 1994.
F., G. L. Shires
Hewitt, G. E,
83, No. 15, 149-152, 1976.
1976.
reboiler design,
thermosyphon reboiler
design, Chem. Eng., 83,
Collins, G. K., Horizontal thermosyphon
thermosyphon reboilers,
flow in thermosyphon
78,
Taborek, Mist
Mist flow
Palen, J. W., C. C. Shih and J. Taborek,
reboilers, Chem.
Chem. Eng. Prog.,
Prog., 78,
No. 7, 59-61, 1982.
J.M.
McGraw-Hill,
of Gases and Liquids,
Prausnitz and J. P. O'Connell, The Properties ofGases
edn, McGraw-Hill,
Liquids, 5th edn,
Poling, B. E., J.
M. Prausnitz
New York, 2000.
present status,
methods and
Johnson, Evolution of kettle
re boiler design methods
kettle reboiler
L. Johnson,
Palen, J. W.
and present
Paper No.
No.
W. and D.
status, Paper
D. L.
March 14-18,
14-18, 1999.
National Meeting, Houston, March
AIChE National
13i, AIChE
eds, Chemical Engineers'
H. Chilton, eds,
edn, McGraw-Hill,
New York,
Perry, R. H.
H. and C. H.
McGraw-Hill, New
5th edn,
York,
Engineers' Handbook, 5th
Perry,
1973.
10 / 528
....o
C
O3
~3
I\)
A
h/D
0o
A
h/D
h/D
h/D
A
A
h/D
A
h/D
h/D
A
A
h/D
A
0
m
O
O
b"...
~5
OO
oO
L~ b.-
C~
O
O
C~
oO
O
OO oO
L~ L~
O
o
L~
L~
C~
O
OO
O
L~ L~
C~
,:::5
L~ L~
L~
L~
O
OO
L~ L~
O'3
,::5
,::5
O
O
L~
oO O
OO
L~ L~
C~ C~
oO
L~
,::5
O
OO
c~
O
L~
OO
O
O
oO
O
O
b-- O
,::5 ,::5
O
OO
OO
,::5
O
,::5
O
O
L~ L~
L~
O
O
r
"~
~,OOO
,::5o
O
C~,1 ',~ t,..O o o O
I..~ L~ L~ L~ t,,.O
O
o'3
.
C~ L~
O
O
O'~OO
O"~ t,,.O C'~ O
c,~ r
~
t,~ OO
9
L~ C~
L~
~,::5
C~ C~
c5 c5 ,::5 ~,::5
r
L~ L~ L.~
r
O'~ L~ ~.--~
,,.-.~ oo t,,O
L~ O
L~
oO o o o o OO OO
O ~ O
O O
~,::5
OO ~O OO OO
r
c','3
O
O
O
~
C~
O
O
O
O"~ ~"~ O"~ O
00 OO OO b,.. ~'-.-
~,.O OO O
r
C~ " ~
o,...,
o,_q
.,.~
9~ -I-
o'~
~o...
O o'-'
h: height; D: diameter; and A: area.
Rules for using table: (1) Divide height of segment by the diameter; multiply the area in the table corresponding to the quotient, height/diameter, by the diameter squared. When
segment exceeds a semicircle, its area is: area of circle minus the area of a segment whose height is the circle diameter minus the height of the given segment. (2) To find the
diameter when given the chord and the segment height: the diameter= [(% chord)/height] + height.
Source: Ref. [18)
O
oO
C~
,::5
O
O
,::5 c5
LC~ L~
L~
9
OO
0
~,,O OO O
C~ Lr
OO Lr
b'-- l".- l"'.- OO
",~ t,,O OO O
~"'.. ~
C"~ O
".,~ L~ L~ L~
L~ ",~ C~ r
"~
OO O'~
OOO
(::~ O'~
OO
C~
O
L~
O
O
c~
',"~
~'... OO O'~ O
O ~ O O
O
O
O O O O
(:3"~ ~"~
oo
O
O
O
C't3
,::5
OO
OOOOOOOOOO
c."~ c",'3 c',"~ r
~.- ~.. ~.- b,... l"-.-
c,'~ c,'3 r
l",..- ~"--.. b-.- l'~.., b -.-
~'~
C,'3 C,'3
O
b'-.. C~ ~"~'-
~
C'~ r
r
O
Lr
OO OO OO OO
O
b.- ~'-.- ~"-.. b,.- ~'--.- O O O O O O O O O O
L~ ~'.. O
C~ C'~ C~ C~,1C'q
-,~ " ~
O O O O O
c',~ t,~
b..- b,-- ~'-.- ~.. b--
oO O'b O
L~
O
C~
OO C~ t,~ O ',,~ OO
oO O"b ~'~ C'q r
QC:~ ~ - b--. b"-O O ~ O
O
O
b-.-
O
O
O
O
O
O
O
OO
,,--~ ~',.- L~
9' ~
L~
O O O ~
O
~ O O O O
~
O C~
L~
O O
O
O
b-.- ~::~ b'..- ~-"~
O O O O
O O O O
O O O O
O
O
O
~:%1L~ (3'~
~ O O O ~
O O O ~ O
O O O O O
OO
O O O O
O C'q
(3~
O O O
D-.- L~ L~
O O O O ~
OO
OO ~
OO OO OO
O
~ O O ~
O
~ O
~ - ~"-.- ~'-.. ~".- b-.O O O O O
"~
~ O O
O
L.~ ~
O
O
OO
O O O
OO O
O O O
O O O
O
0.350 0.24498 0.400 0.29337 0.450 0.34278
0.352 0.24689 0.402 0.29533 0.452 0.34477
0.354 0.24880 0.404 0.29729 0.454 0.34676
0.356 0.25071 0.406 0.29926 0.456 0.34876
0.358 0.25263 0.408 0.30122 0.458 0.35075
0.360 0.25455 0.410 0.30319 0.460 0.35274
0.362 0.25647 0.412 0.30516 0.462 0.35474
0.364 0.25839 0.414 0.30712 0.464 0.35673
0.366 0.26032 0.416 0.30910 0.466 0.35873
0.368 0.26225 0.418 0.31107 0.468 0.36072
0.370 0.26418 0.420 0.31304 0.470 0.36272
0.372 0.26611 0.422 0.31502 0.472 0.36471
0.374 0.26805 0.424 0.31699 0.474 0.36671
0.376 0.26998 0.426 0.31897 0.476 0.36871
0.378 0.27192 0.428 0.32095 0.478 0.37071
0.380 0.27386 0.430 0.32293 0.480 0.37270
0.382 0.27580 0.432 0.32491 0.482 0.37470
0.384 0.27775 0.434 0.32689 0.484 0.37670
0.386 0.27969 0.436 0.32887 0.486 0.37870
0.388 0.28164 0.438 0.33086 0.488 0.38070
0.390 0.28359 0.440 0.33284 0.490 0.38270
0.392 0.28554 0.442 0.33483 0.492 0.38470
0.394 0.28750 0.444 0.33682 0.494 0.38670
0.396 0.28945 0.446 0.33880 0.496 0.38870
0.398 0.29141 0.448 0.34079 0.498 0.39070
0.400 0.29337 0.450 0.34278 0.500 0.39270
,::5
b.,..
OO
,::5 ,::5
L~
r
OO
O
C~
b"..
OO
L~
b"..
O O O
,::5
O C~
L~ L~
O
~5
C~
O O
L~
L~
O
O
O
C~
O
O
O
t"-.- OO O
OO
C~
,::5
OO
O
0.050 0.01468 0.100 0.04087 0.150 0.07387 0.200 0.11182 0.250 0.15355 0.300 0.19817
0.002 0.00012 0.052 0.01556 0.102 0.04208 0.152 0.07531 0.202 0.11343 0.252 0.15528 0.302 0.20000
0.004 0.00034 0.054 0.01646 0.104 0.04330 0.154 0.07675 0.204 0.11504 0.254 0.15702 0.304 0.20184
0.006 0.00062 0.056 0.01737 0.106 0.04452 0.156 0.07819 0.206 0.11665 0.256 0.15876 0.306 0.20368
0.008 0.00095 0.058 0.01830 0.108 0.04576 0.158 0.07965 0.208 0.11827 0.258 0.16051 0.308 0.20553
0.010 0.00133 0.060 0.01924 0.110 0.04701 0.160 0.08111 0.210 0.11990 0.260 0.16226 0.310 0.20738
0.012 0.00175 0.062 0.02020 0.112 0.04826 0.162 0.08258 0.212 0.12153 0.262 0.16402 0.312 0.20923
0.014 0.00220 0.064 0.02117 0.114 0.04953 0.164 0.08406 0.214 0.12317 0.264 0.16578 0.314 0.21108
0.016 0.00268 0.066 0.02215 0.116 0.05080 0.166 0.08554 0.216 0.12481 0.266 0.16755 0.316 0.21294
0.018 0.00320 0.068 0.02315 0.118 0.05209 0.168 0.08704 0.218 0.12646 0.268 0.16932 0.318 0.21480
0.020 0.00375 0.070 0.02417 0.120 0.05338 0.170 0.08854 0.220 0.12811 0.270 0.17109 0.320 0.21667
0.022 0.00432 0.072 0.02520 0.122 0.05469 0.172 0.09004 0.222 0.12977 0.272 0.17287 0.322 0.21853
0.024 0.00492 0.074 0.02624 0.124 0.05600 0.174 0.09155 0.224 0.13144 0.274 0.17465 0.324 0.22040
0.026 0.00555 0.076 0.02729 0.126 0.05733 0.176 0.09307 0.226 0.13311 0.276 0.17644 0.326 0.22228
0.028 0.00619 0.078 0.02836 0.128 0.05866 0.178 0.09460 0.228 0.13478 0.278 0.17823 0.328 0.22415
0.030 0.00687 0.080 0.02943 0.130 0.06000 0.180 0.09613 0.230 0.13646 0.280 0.18002 0.330 0.22603
0.032 0.00756 0.082 0.03053 0.132 0.06135 0.182 0.09767 0.232 0.13815 0.282 0.18182 0.332 0.22792
0.034 0.00827 0.084 0.03163 0.134 0.06271 0.184 0.09922 0.234 0.13984 0.284 0.18362 0.334 0.22980
0.036 0.00901 0.086 0.03275 0.136 0.06407 0.186 0.10077 0.236 0.14154 0.286 0.18542 0.336 0.23169
0.038 0.00976 0.088 0.03387 0.138 0.06545 0.188 0.10233 0.238 0.14324 0.288 0.18723 0.338 0.23358
0.040 0.01054 0.090 0.03501 0.140 0.06683 0.190 0.10390 0.240 0.14494 0.290 0.18905 0.340 0.23547
0.042 0.01133 0.092 0.03616 0.142 0.06822 0.192 0.10547 0.242 0.14666 0.292 0.19086 0.342 0.23737
0.044 0.01214 0.094 0.03732 0.144 0.06963 0.194 0.10705 0.244 0.14837 0.294 0.19268 0.344 0.23927
0.046 0.01297 0.096 0.03850 0.146 0.07103 0.196 0.10864 0.246 0.15009 0.296 0.19451 0.346 0.24117
0.048 0.01382 0.098 0.03968 0.148 0.07245 0.198 0.11023 0.248 0.15182 0.298 0.19634 0.348 0.24307
0.050 0.01468 0.100 0.04087 0.150 0.07387 0.200 0.11182 0.250 0.15355 0.300 0.19817 0.350 0.24498
O
REBOILERS
A
E
h/D
(b
A
t~
h/D
,,<
Appendix 10.A Areas of Circular Segments.
c
0
r
m
:D
G
R
BO
ER
S
REB
O I I LLE
RS
Notations
Notations
Heat-transfer surface area; circular sector area factor
A
A~ow Flow area
B
Baffle spacing
Boiling range
BR
no
@
C
Heat capacity at constant pressure
Heat capacity of liquid
Parameter in Equation (9.20)
Diameter
D
D,
Diameter of tube bundle
Db
Da
Internal diameter of reboiler exit line
Dex
D,
Internal diameter of tube
Di
D,,, Internal diameter of reboiler inlet line
Din
External diameter of tube
D,
Do
D,
Internal diameter of shell
D~
D,
Internal diameter of tube in vertical thermosyphon reboiler
Dt
Ery
ELw Convective enhancement factor in Liu-Winterton correlation
F
LMTD correction factor
F,
Factor defined by Equation (9.20)
(9.20) that accounts for convective effects in boiling on
Fb
tube bundles
Mixture correction factor for Mostinski correlation
Fm
F»
Fp
Pressure correction factor for Mostinski correlation
F,
Darcy friction factor
ff
Darcy friction factor for reboiler exit line
fex
fa
Darcy friction factor for reboiler
re boiler inlet line
fr
fin
f
friction
for
flow
in vertical thermosyphon reboiler tubes
Darcy
factor
ft
G
Mass flux
G
Mass flux in reboiler exit line
G%
Gex
Mass flux in reboiler
re boiler inlet line
G%
Gin
Mass flux in nozzle
G,
Gn
Mass flux in vertical thermosyphon reboiler tubes
Gt
G
Gt,mist Tube-side mass flux at onset of mist flow
Gist
g
Gravitational acceleration
g,
Unit conversion factor
gc
H
Specific enthalpy
H
Specific enthalpy of reboiler feed stream
HF
He
Specific enthalpy of liquid
HL
H,
Specific enthalpy of vapor
Hv
H
h
Height of circular sector
hb
Convective boiling heat-transfer coefficient
h»
h:t
Tube-side heat-transfer coefficient
hi
Heat-transfer coefficient for total flow as liquid
hLo
h)
Nucleate boiling heat-transfer coefficient
hnb
Natural
convection heat-transfer coefficient
h)ne
hnc
Shell-side heat-transfer coefficient
ho
h
k
Thermal conductivity
k;
kL
Thermal conductivity of liquid
Thermal conductivity of tube wall
kne
ktube
L
Tube length
Length of sensible heating zone in vertical thermosyphon reboiler
LBc
L,c
boiler
Length of boiling zone in vertical thermosyphon re
reboiler
Lcp
LCD
Equivalent length of reboiler exit line
Le
Lex
Equivalent length of reboiler inlet line
Lin
I
CL
Cp,L
C
C1
10/
10 / 529
10/530
10
/ 530
RREBOILERS
EBOI LERS
Required tube
tube length
length
Required
Shell length
length required
required for
for liquid
liquid overflow
overflow reservoir
reservoir in
in kettle
kettle reboiler
reboiler
Shell
Molecular weight
weight
M
Molecular
M
m
Mass flow
flow rate
rate
Mass
in
minp
Mass
flow
rate
of reboiler
reboiler feed
feed stream
stream
Mass
flow
rate
of
I~lF
m;
Mass flow
flow rate
rate of
of tube-side
tube-side fluid
fluid
Mass
ini
Mass flow
flow rate
rate of
of liquid
liquid
Mass
~hL
ii
Mass
flow
rate
of
steam
Mass
flow
rate
of
steam
msteam
l~lsteam
hp,
Mass
flow
rate
ofTherminol®
heat-transfer fluid
fluid
Mass
flow
rate
of
Therminol
| heat-transfer
~hrh
my
Mass
flow
rate
of
vapor
Mass
flow
rate
of
vapor
inv
Number of
of pairs
pairs (inlet/outlet)
(inlet/ outlet) of
of nozzles
nozzles
N,
Number
N.
Nu
Nusselt number
number
Nusselt
Nu
Number of
of tube
tube passes
passes
Number
n~
np
Number of
of tubes
tubes in
in bundle
bundle
Number
n+
nt
Pressure
at
point
A,
B, C,
C, D
Din
vertical thermosyphon
thermosyphon reboiler
reboiler system
system
Pressure
at
point
A,
B,
in vertical
PA.Pe.Pe.Po
PA,PB,Pc,PD
(Figure 10.8)
10.8)
(Figure
Critical pressure
pressure
Critical
Pc
P.
Critical pressure
pressure of
of ith
ith component
component in
in mixture
mixture
Critical
Pc,i
P
Pseudo-critical
pressure
Pseudo-critical
pressure
P%%
Pseudo-reduced pressure
pressure
Pseudo-reduced
Reduced pressure
pressure
P,
Reduced
Prandtl number
number of
of liquid
liquid
Pr;
Prandtl
PrL
Saturation pressure
pressure
Saturation
Pao
Psat
Tube pitch
pitch
Tube
Pr
PT
Rate of
of heat
heat transfer
transfer
qq
Rate
of
heat
transfer in sensible
sensible heating
heating zone
zone of vertical
vertical thermosyphon
thermosyphon reboiler
reboiler
Rate
of
heat
transfer
BC
qBc
Rate of heat
heat transfer
transfer in
in boiling
boiling zone
zone of vertical
vertical thermosyphon
thermosyphon reboiler
reboiler
Rate
@CD
qCD
@
Heat flux
Heat
Critical heat
heat flux
flux
qe
heat
flux for
for boiling on tube
tube bundle
bundle
Critical
heat
flux
~Q,bundle
c,bundle
heat
for
tube
Critical
heat
flux
for
boiling
on
a
single
tube
@e.ube
qc,tube
Fouling factor
factor for
for tube-side fluid
Fouling
Rpr
RDi
Fouling factor for shell-side fluid
Fouling
Rpo
RDo
number
Re
Reynolds number
number for tube-side fluid
Re;
Reynolds number
Rei
number for flow in reboiler
reboiler inlet line
Reynolds number
Re%
Rein
number for liquid phase
phase flowing
flowing alone
Re;
Reynolds number
ReL
number for total flow as liquid in reboiler
reboiler exit line
Reynolds number
Re,o,es
ReLo,ex
number
Re,,
Reynolds
number
for
flow
in
nozzle
Ren
Dome segment
segment area
area in kettle reboiler
reboiler
Dome
SA
Nucleate boiling suppression factor in Liu-Winterton correlation
Sw
SLW
Slip ratio
SR
Specific gravity
Specific
Ss
Specific gravity of liquid
SL
SL
Temperature
Temperature
TT
temperature; temperature
temperature at inlet tubesheet
tubesheet (Figure 10.8)
Bubble-point temperature;
T,
TB
Temperature at end of sensible heating zone (Figure 10.8)
Temperature
Tc
Te
Temperature of cyclohexane
Temperature
Tan,
Tcyhx
temperature
Dew-point temperature
TD
T
temperature
Saturation
temperature
Ta
Tsat
Overall heat-transfer coefficient for design
U»
UD
Required overall heat-transfer coefficient
Ur%a
Ureq
Fluid velocity
V
Vapor loading
VL
Lr
Lreq
L,
Ls
»»
REBOILERS
REBOI
LE RS
V»»a
Vmax
Xtt
X
ave
):ave
Xe
Yy
zz
24,28,2€,2D
ZA,ZB,ZC,ZD
10// 531
10
Maximum fluid velocity
Lockhart-Martinelli parameter
Average value of vapor mass fraction
mass fraction at reboiler exit
Vapor mass
Chisholm parameter
Distance in vertical (upward) direction
reboiler system
Din
Elevation at point A, B, C, D
in vertical thermosyphon reboiler
(Figure 10.8)
Letters
Greek Letters
Greek
tube side
heads allocated for minor losses
losses on tube
Number of velocity heads
Number
Acceleration
parameter
defined
by
Equation
(10.12)
F
Y
sump and
and surface
surface in column sump
difference between liquid surface
surface of
Ah
Elevation difference
boiling liquid in kettle reboiler.
reboiler system
head in kettle reboiler
Ah;
Available liquid head
AhL
due to fluid acceleration
Pressure loss due
Pressure
APacc
AP%e
interval of vapor
weight fraction
Pressure loss due
due to fluid acceleration in kth interval
fraction
vapor weight
Pressure
AP%as
APacc,k
due to fluid friction in straight
loss due
sections of tubes
Pressure loss
tubes
straight sections
APi
Pressure
AP
loss in reboiler
lines
pressure loss
reboiler feed lines
Total frictional pressure
AP%
APfeecl
APt
drop for
pressure drop
for tube-side fluid
Total pressure
Aei
Pressure loss
loss in nozzles
nozzles
AP,
Pressure
APn
Pressure drop
AP,
due to
minor losses
tube side
to minor
side
drop due
losses on tube
Pressure
APr
acceleration in
pressure drop
in kettle
kettle reboiler
and acceleration
drop due
due to friction and
reboiler
Shell-side pressure
APoter
APreboiler
pressure loss
reboiler
return lines
lines from
loss in
from reboiler
in return
Total frictional pressure
AP%cur
APreturn
due to static heads
kettle reboiler
pressure difference
reboiler system
heads in kettle
system
difference due
Total pressure
AP,eaic
APstatic
Total pressure
acceleration, and
loss in kettle
kettle reboiler
to friction, acceleration,
pressure loss
and
due to
reboiler system
system due
Total
AP%at
APtotal
heads
static heads
A
~
static head
due to static
Pressure difference
head of boiling
in kettle
kettle reboiler
difference due
re boiler
boiling fluid in
Pressure
AP
of vapor
re boiler
to static
static head
difference due
due to
vapor in
Pressure difference
head of
in kettle
kettle reboiler
APv
Pressure
AP
Frictional pressure
liquid
for total
as liquid
total flow
pressure gradient
gradient for
flow as
Frictional
(AP;/D)Lo
(APf
/L)Lo
difference
AT
Temperature difference
AT
Temperature
Temperature difference
zone in
in vertical
difference across
sensible heating
vertical thermosyphon
heating zone
across sensible
thermosyphon
Temperature
AThc
ATBc
reboiler
reboiler
AT,
mean temperature
difference
temperature difference
Logarithmic mean
ATln
for counter-current
difference for
flow
Logarithmic mean
mean temperature
temperature difference
counter-current flow
(Ti»)
Logarithmic
(A
Tin) cf
Logarithmic mean
flow
difference for
co-current flow
for co-current
mean temperature
temperature difference
current Logarithmic
((AT~)
A Zln) eo
co-current
difference
Mean temperature
temperature difference
AT%
Mean
ATm
of saturation
saturation curve
Slope of
curve
(AT/AP)%a
Slope
(AT/AP)sat
in yy for
Change in
for kth
interval
vapor-weight-fraction interval
kth vapor-weight-fraction
Change
AFk
A 7%
Void fraction
fraction
€y
Void
~V
at reboiler
reboiler exit
Void fraction
fraction at
exit
Void
EV,e
F~V,e
}
condensation
or condensation
Latent heat
of vaporization
vaporization or
heat of
Latent
of
heat
steam
of
condensation
Latent
Latent
heat
of
condensation
of
steam
-steam
)~steam
#u
Viscosity
Viscosity
wall temperature
at average
tube wall
average tube
viscosity at
temperature
Fluid viscosity
Fluid
#w
w
pp
Density
Density
of boiling
Estimated average
fluid in
reboiler
density of
in kettle
boiling fluid
kettle reboiler
average density
Estimated
Pave
Pave
two-phase density
Homogeneous two-phase
density
Homogeneous
,Ohom
Phom
Density of
of liquid
liquid
Density
PL
PL
ofvertical
zone of
vertical thermosyphon
two-phase density
in boiling
Average two-phase
re boiler
density in
boiling zone
thermosyphon reboiler
Average
Ptp
Ptp
of vapor
Density of
vapor
Density
pv
Pv
of water
water
Density of
Density
Pwater
Pwater
(7
tension
0
Surface tension
Surface
Ol
r
0tr
10 // 532
532
10
RREBOILERS
EBOI LERS
Correction factor
factor for
for critical
critical heat
heat flux
flux in
in tube
tube bundles
bundles
Correction
Viscosity correction
correction factor
factor for
for tube-side
tube-side fluid
fluid
Viscosity
Square root
root of
of two-phase
two-phase multiplier
multiplier applied
applied to
to pressure
pressure gradient
gradient for
for total
total flow
flow as
as liquid
liquid
Lo Square
CLo
2
--2
Average two-phase
two-phase multiplier
multiplier for
for boiling
boiling zone
zone of
ofvertical
vertical thermosyphon
thermosyphon reboiler
reboiler
Wio Average
CLO
Square root
root of
of two-phase
two-phase multiplier
multiplier in
in reboiler
reboiler exit
exit line
line
PLO,er Square
CLO,ex
Dimensionless bundle
bundle geometry
geometry parameter
parameter
~b
Dimensionless
h»
d
Cb
r¢
Problems
Problems
(10.1) A
A kettle
kettle reboiler
reboiler is
is being
being designed
designed to
to generate
generate 75,000
75,000 lb/h
lb/h of
of vapor
vapor having
having aa density
density of
of
(10.1)
0.40lbm/ft.
The liquid
liquid leaving
leaving the
the reboiler
reboiler has
has aa density
density of
of 41.3
41.3lbm/ft
and aa surface
surface
0.40
lbm/ft 3. The
lbm/ft 3 and
tension of
of 16
16 dyne/cm.
dyne/ cm. The
The length
length of
ofthe
the tube
tube bundle
bundle is
is 15
15 ftft and
and the
the diameter
diameter plus
plus clearance
clearance
tension
is 32
32in.
is
in.
(a) Calculate
Calculate the
the vapor
vapor loading
loading and
and dome
dome segment
segment area.
area.
(a)
(b) Calculate
Calculate the
the diameter
diameter required
required for
for the
the enlarged
enlarged section
section of
of the
the K-shell.
K-shell.
(b)
(c) How
How many
many pairs
pairs of
of shell-side
shell-side nozzles
nozzles should
should be
be used?
used?
(c)
Ans. (a)
(a) 572.9
572.91bm/h·ft
and 8.73
8.73ft.
Ans.
l b m / h , ft3 and
ft2.
(b) 63
63in.
(b)
in.
(e) 2.
2.
(c)
(10.2) The
The reboiler
re boiler of
of Problem
Problem 10.1 is
is being
being designed
designed for
for 65%
65% vaporization.
vaporization. The
The feed
feed to
to the
the reboiler
re boiler
(10.2)
has aa density
density of
of 41.2
41.2lbm/ft
and aa viscosity
viscosity of
of 0.25
0.25 cp.
cp. Assuming
Assuming schedule
schedule 40
40 pipe
pipe is
is used:
used:
has
lbm/ft 3 and
What size
size inlet
inlet nozzles
nozzles are
are required
required to
to meet
meet TEMA
TEMA specifications
specifications without
without using
using
(a) What
impingement plates?
plates?
impingement
(b) The
The primary
primary feed
feed line
line from
from the
the column
column sump
sump to
to the
the reboiler
reboiler will contain
contain 35 linear
linear feet
feet
of pipe,
pipe, two
two 90
90°~ elbows
elbows and
and aa tee.
tee. The
The secondary
secondary lines
lines (from
(from the
the tee
tee to
to the
the inlet
inlet nozzles)
nozzles)
of
will each
each contain
contain 44 linear
linear feet
feet of
of pipe,
pipe, one
one 90
90°~ elbow
elbow and
and (if
(if necessary)
necessary) aa reducer.
reducer. The
The
will
secondary lines
lines will
will be
be sized
sized to
to match
match the
the inlet
inlet nozzles.
nozzles. Size the
the primary
primary line
line to
to give
give aa
secondary
fluid velocity
velocity of
of about
about 5 ft/s.
ft/ s.
fluid
Calculate the
the friction
friction loss
loss in
in the
the feed
feed lines.
lines.
(c) Calculate
Ans. (a) 5-in.
Ans.
(b) All lines
lines 5-in.
(c) 0.58 psi.
psi.
(10.3) The
The horizontal
horizontal thermosyphon
thermosyphon reboiler
re boiler of Example
Example 10.3 contains
contains two
two shell-side
shell-side exit
exit nozzles.
nozzles.
(10.3)
The return
return lines
lines from
from the
the exit
exit nozzles
nozzles meet
meet at
at a tee,
tee, from
from which
which the
the combined
combined stream
stream flows
flows
The
back to the
the distillation
distillation column.
column. Each
Each section
section of line between
between exit
exit nozzle
nozzle and
and tee
tee contains
contains 8
back
linear feet
feet of 8-in. schedule
schedule 40 pipe
pipe and
and one
one 90
90°~ elbow. Between
Between the
the tee
tee and
and the
the column
column there
there
linear
is an
an 88x10
expander, 50 linear
linear feet
feet of 10-in. schedule
schedule 40 pipe
pipe and
and one
one 90
90°~ elbow. Calculate
Calculate
is
x 10 expander,
the total
total friction
friction loss
loss in the
the return
return lines.
lines.
the
For the
the reboiler
reboil er of
ofExample
and Problem
Problem 10.3, the
the vertical
vertical distance
distance between
between the
the reboiler
reboil er
Example 10.3 and
(10.4) For
exit and
and the
the point
point at which
which the
the center
center of the
the return
return line enters
enters the
the distillation column
column is 8 ft.
exit
Calculate the
the pressure
pressure drop
drop in the
the return
return line due
due to the
the static
static head.
head.
Calculate
Ans. 0.30 psi.
Ans.
(10.5) Considering
the large
large uncertainty
uncertainty associated
associated with convective boiling correlations,
correlations, it might
might
Considering the
be deemed
deemed prudent
design purposes
purposes to include
include a safety factor, Fr
the Liu-Winterton
Liu--Winterton
prudent for design
Pr, in the
be
correlation as follows:
correlation
2
2
h, =F [ (Swha)' ++ (Ewhy) ]o.s
REBOILERS
REBOI LERS
10/533
10
/ 533
In Example 10.4, repeat steps (q)-v
(O-v through (t) using a safety margin of 20%
20% (F,
(Fsf = 0.8) with
the Liu-Winterton correlation.
Ans.
- 7.3 ft.
L»et =7.3ft.
Ans. Lreq
(10.6) In Example 10.4, repeat steps (q) through (t) using the Chen correlation in place of the
Liu-Winterton correlation.
(10.7) In Example 10.4, repeat step (u) using the Katto-Ohno correlation to calculate the critical
heat flux. Compare the resulting value of @/@,
~l/qc with the value of 0.217 obtained in Example
10.8 using TASC.
(10.8) For the vertical thermosyphon reboiler of Example 10.4, suppose the tube length is
increased from 8 ft to 12 ft and the surface of the liquid in the column sump is adjusted
to remain at the level of the upper tubesheet.
(a) Assuming an exit vapor fraction of 0.132 corresponding
corresponding to a circulation rate of
lbm/h, calculate a new circulation rate using Equation (10.15).
113,636 lbm/h,
(b) Continue the iterations begun in part (a) to obtain a converged value for the circulation
rate.
(c) Use the result obtained in part (b) to calculate the tube length required in the boiling
zone and compare this value with the available tube length.
Ans. (a) 126,435 lbm/h.
Ans.
1bm/h.
(10.9) A kettle reboiler is required to supply 55,000 lb/h
lb/h of hydrocarbon vapor to a distillation
column. 80,000 lb/h
lb/h ofliquid
of liquid at 360F
360~ and 150 psia will be fed to the reboiler, and the duty is
106 Btu/h.
at a design pressure
pressure of275psia.
of 275 psia. An existing
6.2 x 106
Btu/h. Heat will be supplied by steam ata
carbon steel kettle containing 390 tubes is available at the plant site. The tubes are 1-in.
1-in. OD,
14 BWG, 12 ft long on 1.25-in. square pitch, and the bundle diameter is 30 in. Will this unit
be suitable for the service?
Data
Data for
for boiling-side fluid
fluid
Bubble point at 150
150psia:
psia: 360°F
360~
Dew point at 150 psia: 380F
380 ~F
Vapor exit temperature: 370F
370 ~
70 psia
Pseudo-critical pressure: 4470
(10.10) A reboiler
re boiler must supply 15,000 kg/h
vapor to a distillation column at an operating pressure
k g / h of
ofvapor
of 250 kPa. The reboiler duty is 5.2 10°
x 106 k/h
kJ/h and the flow rate of
ofthe
of250kPa.
the bottom product, which
consists of an aromatic petroleum fraction, is specified to be 6000 kg/h. Heat will be supplied
by a liquid organic heat-transfer fluid flowing on the tube side with a range of 220-190°C.
220-190~ A
carbon steel kettle reboiler containing 510 tubes is available at the plant site. The tubes are
25.4-mm OD, 14 BWG, 4.57 m long on a 31.75-mm square pitch, and the bundle diameter
mm. In this unit the organic heat-transfer fluid will provide a tube-side coefficient
is 863 ram.
m22.• K with an acceptable pressure
of 1100 W//m
pressure drop. Will the re
boiler be suitable for this
reboiler
service?
Data for
for boiling-side fluid
fluid
Bubble point at 250 kPa: 165°C
165~
Dew point at 250kPa
250 kPa": 190°C
190~
182~
Vapor exit temperature: 182°C
Pseudo-critical pressure:
pressure: 2200 kPa
10
/ 534
10/534
REBOILERS
REBOILERS
(10.11) A reboiler
reboiler must supply 80,000 lb/h
lb/h of vapor to a distillation column at an operating pressure
of 30 psia. The column bottoms, consisting of an aromatic petroleum fraction, will enter
the reboiler as a (nearly) saturated liquid and the vapor fraction at the reboiler exit will
be 0.2.
0.2. Heat will be supplied by steam at a design pressure of 235 psia. A used horizontal
thermosyphon re
boiler consisting of an X-shell containing 756 carbon steel tubes is available
reboiler
at the plant site. The tubes are 1-in.
1-in. OD, 14 BWG, 16ft
16 ft long on 1.25-in.
1.25-in. square pitch, and the
bundle diameter is 40.4 in. Will the unit be suitable for this service?
Data for boiling-side
boiling-side fluid
Bubble point at 30 psia: 335°F
335~
Dew point at 30 psia: 370F
370~
30 psia and 0.2 vapor fraction: 344°F
344~
Saturation temperature at 30psia
Enthalpy of liquid at 335°F:
335~ 245 Btu/lbm
Enthalpy of liquid at 344
344~°F: 250 Btu/Ihm
Btu/lbm
Enthalpy of vapor at 344F:
344 ~ 385 Btu/Ihm
Btu/lbm
Pseudo-critical pressure: 320 psia
(10.12)
105,000 lb/h of a distillation bottoms having the following composition will be partially
105,0001b/h
vaporized in a kettle reboiler.
Component
Mole
Mole%% Critical
Criticalpressure (psia)
(psia)
Toluene
m-Xylene
m-Xylene
o-Xylene
o-Xylene
84
84
12
12
4
595.9
595.9
513.6
541.4
541.4
The
boiler as a (nearly) saturated liquid at 35 psia. The dew-point
The stream will enter the re
reboiler
temperature of the stream at 35 psia is 304.3°F.
304.3~ Saturated steam at a design pressure of
115 psia will be used as the heating medium. The reboiler must supply 75,000 lb/h of vapor
to the distillation column. Physical property data are given in the following table. Design a
kettle reboiler for this service.
Property
Vapor return
feed Liquid
Liquidoverflow
overflow Vapor
Reboiler feed
T (oF)
T
(
H (Btu/Ibm)
H
(Btu/lbm)
Cp
(Btu/Ibm.~
C» (Btu/lbm.·F)
k(Btu/h.ft.·F)
(Btu/h. ft. ~
#u(cp)
(cp)
p (lbm/ft
3)
(bm/It)
oa(dyne/cm)
(dyne/cm)
Molecular weight
298.6
117.6
0.510
0.057
0.057
0.192
46.5
14.6
14.6
94.39
94.39
302.1
119.6
0.512
0.057
0.191
0.191
46.4
14.5
14.5
95.42
95.42
302.1
265.1
0.390
0.011
0.011
0.00965
0.429
93.98
The feed line for the reboiler of Problem 10.12
(10.13) The
10.12 will contain approximately 30 linear feet
(10.13)
of pipe while the vapor return line will require about 25 linear feet of pipe. The available
elevation difference between the liquid level in the column sump and the reboiler inlet is
8 ft. Size the feed and return lines for the unit.
REBOILERS
REBOILERS
(10.14)
10/535
10 / 535
100,000 lb/h
lb/h of a distillation bottoms having the following composition will be partially
vaporized in a kettle reboiler.
Component
Mole%
Mole
% Critical
Criticalpressure (psia)
(psia)
Cumene
m-diisopropylbenzene
p-diisopropylbenzene
60
60
20
20
20
465.4
465.4
355.3
355.3
355.3
355.3
The
The stream will enter the reboiler as a (nearly) saturated liquid at 60 psia. The dew-point
temperature of the stream at 60 psia is 480.3F.
480.3~ Saturated steam at a design pressure of
boiler must supply 60,000 b/h
760 psia will be used as the heating medium. The re
reboiler
lb/h of vapor
to the distillation column. Physical property data are given in the following table. Design a
kettle reboiler for this service.
Property
Reboiler
Re
boiler feed
Liquid
Liquidoverflow
overflow Vapor
Vaporreturn
T (~
(F
H (Btu/lbm)
C»
(Btu/Ibm.·F)
Cp (Btu/lbm
9~
kk (Btu/h·ft.·F)
(Btu/h. ft. ~
u# (cp)
(cp)
p (lbm/ft)
0bm/ft 3)
ao (dyne/cm)
Molecular weight
455.3
213.9
213.9
0.621
0.621
0.0481
0.0481
0.153
0.153
41.8
8.66
137.0
137.0
471.4
471.4
225.3
225.3
0.632
0.632
0.0481
0.0481
0.150
0.150
41.5
41.5
8.20
8.20
143.5
143.5
471.4
471.4
330.1
330.1
0.516
0.0158
0.0158
0.010
0.010
0.905
0.905
133.8
133.8
(10.15)
For the reboiler of Problem 10.14, the feed line will contain approximately 27 linear feet
of pipe while the vapor return line will require about 24 linear feet of pipe. The available
elevation difference between the liquid level in the column sump and the reboiler inlet is
7.5 ft. Size the feed and return lines for the unit.
(10.16)
Use TASC, Xist, HEXTRAN, or other available software to design a kettle reboiler for the
service of Problem 10.12.
10.12.
(10.17)
Use TASC, Xist, HEXTRAN, or other available software to design a kettle reboiler for the
service of Problem 10.14.
10.14.
(10.18) A distillation column bottoms having the composition specified in Problem 10.12 will be
fed to a horizontal thermosyphon reboiler operating at 35 psia. The reboiler must supply
240,000 lb/h
lb/h of vapor to the column. The lengths of feed and return lines, as well as the
liquid level in the column sump, are as specified in Problem 10.13.
10.13. Use Xist, TASC, or other
suitable software to design a reboiler system for this service.
(10.19) A distillation column bottoms having the composition specified in Problem 10.14 will be
fed to a horizontal thermosyphon reboiler
re boiler operating at 60 psia. The reboiler must supply
180,0001b/h
180,000 lb/h of vapor to the column. The length of feed and return lines, as well as the
liquid level in the column sump, are as specified in Problem 10.15.
10.15. Use Xist, TASC, or other
suitable software to design a re
boiler system for this service.
reboiler
10/536
10
/ 536
RREBOILERS
E B O I LE RS
(10.20) A
A distillation
distillation column
column bottoms
bottoms has
has an
an average
average API
API gravity
gravity of
of 48
48°~ and
and the
the following
following assay
assay
(10.20)
(ASTM D86
D86 distillation
distillation at
at atmospheric
atmospheric pressure).
pressure).
(ASTM
Volume%
distilled Temperature
Temperature (~
(F)
Volume
%distilled
00
10
10
20
20
30
30
40
40
50
50
60
60
70
70
80
80
90
90
100
100
100
100
153
153
190
190
224
224
257
257
284
284
311
311
329
329
361
361
397
397
423
423
This stream
stream will
will be
be fed
fed to
to aa horizontal
horizontal thermosyphon
thermosyphon reboiler
reboiler operating
operating at
at aa pressure
pressure of
of
This
25 psia.
psia. At
At this
this pressure,
pressure, the
the bubblebubble- and
and dew-point
dew-point temperatures
temperatures of
of the
the feed
feed are
are 218.2~
218.2F
25
and 353.6~
353.6F, respectively.
respectively. The
The reboiler
reboiler must
must supply
supply 200,000
200,0001b/h
of vapor
vapor to
to the
the distillation
distillation
and
lb/h of
column. Saturated
Saturated steam
steam at
at aa design
design pressure
pressure of
of 70 psia
psia will
will be
be used
used as
as the
the heating
heating medium,
medium,
column.
and approximately
approximately 20%
20% by
by weight
weight of
of the
the feed
feed will
will be
be vaporized
vaporized in
in the
the reboiler.
reboiler. Physical
Physical
and
properties of
of the
the feed
feed and
and return
return streams
streams are
are given
given in
in the
the following
following table.
table. Design
Design aa reboiler
reboiler
properties
for this
this service.
service.
for
Property
Property
Liquid return
return Vapor
Vapor return
return
Reboiler feed Liquid
(F
TT (~
F)
H (Btu/lbm)
H
C (Bm/lbm.
(Btu/lbm.·F)
Cp
~
(Btu/h.ft.·F)
k (Btu/h.
ft. oF)
ttu (cp)
0bm/ft)
p (lbm/ft
3)
ao (dyne/cm)
Pe (psia)
Ppc
218.2
89.1
0.516
0.061
0.250
44.5
16.9
466.4
254.5
254.5
107.3
0.533
0.058
0.245
44.2
16.2
-
254.5
247.2
0.437
0.013
0.0092
0.287
-
(10.21) Use
Use HEXTRAN or
or other
other available software to
to design
design a horizontal
horizontal thermosyphon
thermosyphon reboiler
reboiler
for the
the service
service of Problem
Problem 10.20.
for
(10.22) For
For the
the service
service of Problem
Problem 10.20, the
the reboiler
reboilerfeed
and return
return lines
lines will each
each contain
contain approxfeed and
linear feed of pipe, and the
the available elevation difference
difference between
between the
the liquid
liquid level
imately 35 linear
the column
column sump
sump and the
the reboiler
reboiler inlet will be
be 9.0
9.0ft.
Use TASC or
or other
other available software
in the
ft. Use
horizontal thermosyphon
thermosyphon reboiler
reboiler system
system for this
this service.
service. The
The size and
and configdesign a horizontal
to design
uration of the
the feed and
and return
return lines, along
along with the
the circulation
circulation rate, are
are to be
be determined
determined in
uration
the design
design process.
process.
the
cannot handle
handle assay streams
streams when
when used
used on a stand-alone basis. Therefore,
Therefore, the
the
Note: TASC cannot
must be
be interfaced
interfaced with either
either HYSYS or Aspen Plus
Plus in order
order to solve this
this problem.
software must
(10.23)
Use TASC, Xist, or other
other suitable
suitable software to design
design a vertical thermosyphon
thermosyphon reboiler
reboiler for the
the
service of Problem 10.12. Assume
Assume that
that the
the liquid level in the
the column sump
sump will be
be maintained
service
the elevation of the
the upper
upper tubesheet
tubesheet in the
the reboiler. Also assume
assume that
that the
the
at approximately the
re boiler feed line will consist
consist of 100 equivalent
equivalentfeet
the return
return line will comprise
comprise
reboiler
feet of pipe, while the
R E BBO
RSS
OII L ER
10/
10 / 537
50 equivalent feet of pipe. Pipe diameters and circulation rate are to be determined in the
design process.
(10.24) Use Xist, TASC, or other suitable software to design a vertical thermosyphon reboiler for
the service of Problem 10.14.
10.14. The assumptions specified in Problem 10.23
10.23 are applicable
here as well.
30,000 lb/h of vapor to a distillation column at an operating
(10.25) A reboiler
re boiler is required to supply 30,000lb/h
pressure of 23 psia. The reboiler feed will have the following composition:
pressure
Component
Mole%
Mole
%
Ethanol
11
22
Isopropanol
1-Propanol
57
57
2-Methyl-1-propanol
16
2-Methyl-l-propanol 16
1-Butanol
24
1-Butanol
24
Saturated steam at a design pressure of 55 psia will be used as the heating medium. Use
Xist, TASC, or other suitable software to design a vertical thermosyphon reboiler for this
service. The assumptions stated in Problem 10.23
10.23 are also applicable to this problem. At
reboiler
238 ~ and the dew point is 244F
244 oE
operating pressure, the bubble point of the re
boiler feed is 238F
139.5 Btu/lbm and that of the dew-point
The specific enthalpy of the bubble-point liquid is 139.5
vapor is 408.5 Btu/lbm.
10.14 for the case in which the heating medium is hot oil (30°
(30 ~ API,
(10.26) Rework Problem 10.14
K,=
Kw
= 12.0)
12.0) with a range of 600--500F.
600-500~ Properties
Properties of the oil are given in the following table.
Assume that the oil is available at a pressure of 50 psia.
Oil
Oil property
Value
Value at 500OF
500~
Value
600~
Value at 600F
C»
Cp (Btu/lbm-·F)
(Btu/lbm. ~
kk (Btu/h·ft.·F)
(Btu/h. ft. oF)
0.69
0.049
0.49
43.2
43.2
0.75
0.044
0.044
0.31
0.31
40.4
40.4
# (cp)
(cp)
(lbm/ft3)
p (bm/ft?)
(10.27) Rework Problem 10.17
10.17 for the case in which the heating medium is hot oil as specified in
(10.27)
Problem 10.26.
(10.28) Rework problem 10.19
10.19 for the case in which the heating medium is hot oil as specified in
(10.28)
Problem 10.26.
(10.29) For the kettle reboiler of Example 10.2,
10.2, a possible design modification (see step (n) of the
solution) is to use a 21.25-in. bundle containing 172 tubes. Determine the suitability of this
configuration.
(10.30) In Example 10.4
10.4 one of the suggested design modifications was to increase the tube length.
Use TASC or Xist to implement this modification and obtain a final design for the reboiler.
(10.31)
(10.31) Treating the vapor and liquid phases separately, show that the term Gy/pr
G2ty/PL in Equation
(10.11) represents
represents the difference in total momentum flux (mass flow rate x velocity/
crossvelocity/crosssectional area) across the boiling zone in a vertical thermosyphon reboiler tube.