DEP SPECIFICATION
Copyright Shell Group of Companies. No reproduction or networking permitted without license from Shell. Not for resale
GAS/LIQUID, LIQUID/LIQUID AND GAS/LIQUID/LIQUID
SEPARATORS – TYPE SELECTION AND DESIGN RULES
DEP 31.22.05.12-Gen.
February 2021
DESIGN AND ENGINEERING PRACTICE
© 2021 Shell Group of companies
All rights reserved. No part of this document may be reproduced, stored in a retrieval system, published or transmitted, in any form or by any means, without the prior
written permission of the copyright owner or Shell Global Solutions International BV.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 2
PREFACE
DEP (Design and Engineering Practice) publications reflect the views, at the time of publication, of Shell Global Solutions
International B.V. (Shell GSI) and, in some cases, of other Shell Companies.
These views are based on the experience acquired during involvement with the design, construction, operation and
maintenance of processing units and facilities. Where deemed appropriate DEPs are based on, or reference international,
regional, national and industry standards.
The objective is to set the standard for good design and engineering practice to be applied by Shell companies in oil and
gas production, oil refining, gas handling, gasification, chemical processing, or any other such facility, and thereby to help
achieve maximum technical and economic benefit from standardization.
The information set forth in these publications is provided to Shell companies for their consideration and decision to
implement. This is of particular importance where DEPs may not cover every requirement or diversity of condition at each
locality. The system of DEPs is expected to be sufficiently flexible to allow individual Operating Units to adapt the information
set forth in DEPs to their own environment and requirements.
When Contractors or Manufacturers/Suppliers use DEPs, they shall be solely respons ble for such use, including the quality
of their work and the attainment of the required design and engineering standards. In particular, for those requirements not
specifically covered, the Principal will typically expect them to follow those design and engineering practices that will achieve
at least the same level of integrity as reflected in the DEPs. If in doubt, the Contractor or Manufacturer/Supplier shall, without
detracting from his own responsibility, consult the Principal.
The right to obtain and to use DEPs is restricted, and is typically granted by Shell GSI (and in some cases by other Shell
Companies) under a Service Agreement or a License Agreement. This right is granted primarily to Shell companies and
other companies receiving technical advice and services from Shell GSI or another Shell Company. Consequently, three
categories of users of DEPs can be distinguished:
1)
Operating Units having a Service Agreement with Shell GSI or another Shell Company. The use of DEPs by these
Operating Units is subject in all respects to the terms and conditions of the relevant Service Agreement.
2)
Other parties who are authorised to use DEPs subject to appropriate contractual arrangements (whether as part of a
Service Agreement or otherwise).
3)
Contractors/subcontractors and Manufacturers/Suppliers under a contract with users referred to under 1) or 2) which
requires that tenders for projects, materials supplied or - generally - work performed on behalf of the said users comply
with the relevant standards.
Subject to any particular terms and conditions as may be set forth in specific agreements with users, Shell GSI disclaims
any liability of whatsoever nature for any damage (including injury or death) suffered by any company or person whomsoever
as a result of or in connection with the use, application or implementation of any DEP, combination of DEPs or any part
thereof, even if it is wholly or partly caused by negligence on the part of Shell GSI or other Shell Company. The benefit of
this disclaimer shall inure in all respects to Shell GSI and/or any Shell Company, or companies affiliated to these companies,
that may issue DEPs or advise or require the use of DEPs.
Without prejudice to any specific terms in respect of confidentiality under relevant contractual arrangements, DEPs shall not,
without the prior written consent of Shell GSI, be disclosed by users to any company or person whomsoever and the DEPs
shall be used exclusively for the purpose for which they have been provided to the user. They shall be returned after use,
including any copies which shall only be made by users with the express prior written consent of Shell GSI. The copyright of
DEPs vests in Shell Group of companies. Users shall arrange for DEPs to be held in safe custody and Shell GSI may at any
time require information satisfactory to them in order to ascertain how users implement this requirement.
All administrative queries should be directed to the DEP Administrator in Shell GSI.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 3
2.1
2.2
2.3
2.4
3.
3.1
3.2
3.3
4.
4.1
4.2
4.3
4.4
4.5
4.6
5.
5.1
5.2
5.3
5.4
6.
6.1
6.2
6.3
7.
TABLE OF CONTENTS
INTRODUCTION ...............................................................................................4
SCOPE ..............................................................................................................4
DISTRIBUTION, INTENDED USE AND REGULATORY
CONSIDERATIONS...........................................................................................4
DEFINITIONS ....................................................................................................5
CROSS-REFERENCES ..................................................................................10
SUMMARY OF MAIN CHANGES....................................................................11
COMMENTS ON THIS DEP ............................................................................11
DUAL UNITS....................................................................................................11
NON NORMATIVE TEXT (COMMENTARY) ...................................................11
SELECTION CRITERIA FOR GAS/LIQUID, LIQUID/LIQUID AND
GAS/LIQUID/LIQUID (THREE-PHASE) SEPARATORS ................................12
GENERAL ........................................................................................................12
TYPICAL DESIGN MARGINS FOR UPSTREAM APPLICATIONS ................12
DESIGN MARGINS FOR REFINERIES AND CHEMICAL PLANTS ..............12
SELECTION CRITERIA AND STRATEGY .....................................................13
DESIGN RULES FOR NOZZLES ....................................................................16
PROCESS NOZZLES ......................................................................................16
MANWAYS ......................................................................................................17
INSTRUMENT NOZZLES ................................................................................17
DESIGN RULES FOR INTERNALS ................................................................17
GENERAL ........................................................................................................17
INLETS ............................................................................................................18
BAFFLES .........................................................................................................19
WEIRS .............................................................................................................20
GAS PHASE INTERNALS ...............................................................................20
LIQUID PHASE INTERNALS ..........................................................................28
DESIGN RULES FOR VESSEL SIZING .........................................................30
SEPARATION AREA(S) AND MAXIMUM FLOW RATES ..............................30
RESIDENCE TIMES, HOLD-UP TIMES, LEVELS AND WEIR HEIGHTS......35
VESSELS AND INTERNAL LAYOUT..............................................................37
OVERALL SIZE, L/D ........................................................................................46
OTHER SEPARATOR DESIGNS ....................................................................46
CYCLONE VESSELS ......................................................................................46
FILTER SEPARATOR .....................................................................................48
COALESCERS ................................................................................................50
REFERENCES ................................................................................................54
APPENDIX A.
APPENDICES
DEFINED PARAMETERS ...............................................................................55
1.
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
2.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 4
1.
INTRODUCTION
1.1
SCOPE
This DEP specifies requirements and gives recommendations for the selection and design
of gas/liquid, liquid/liquid and three-phase (gas/liquid/liquid) separators.
Settling tanks, e.g., those used for the dewatering of crude, and basin-type settlers such as
the API interceptor used for de-oiling of oil-contaminated surface water, are excluded from
the scope of this DEP.
In this DEP two-phase and three-phase separators are also referred to as two-phase and
three-phase settlers, respectively. The term "settling" will also be used for the separation of
light-phase droplets in this DEP in order to be consistent with the term "settlers" which is
used both for the separation of light-phase and heavy-phase droplets.
Design rules are given for the following types of separators:
o
o
o
o
o
o
o
o
o
Knock-out drum
Vessel with mesh pad demister
Vessel with vane- type of demister
Separators of the SMS family (SMS, SVS, SMSM, SMMS)
Cyclone with tangential inlet (conventional cyclone)
Filter separator
Horizontal settler (for both L/L and G/L/L separation)
Plate pack settlers (both horizontal and vertical)
Coalescers (with either a coalescer bed, mat or cartridges)
Users of this DEP should first consult (2) to make an initial selection of a suitable type of
separator for a given duty. After selection of the desired separator, the design rules can be
obtained from (3), (4), (5) or (6).
This is a revision of the DEP of the same number dated February 2018, see (1.5) regarding
the changes.
1.2
DISTRIBUTION, INTENDED USE AND REGULATORY CONSIDERATIONS
Unless otherwise authorised by Shell GSI, the distribution of this DEP is confined to Shell
companies and, where necessary, to Contractors and Manufacturers/Suppliers nominated
by them. Any authorised access to DEPs does not for that reason constitute an
authorization to any documents, data or information to which the DEPs may refer.
This DEP is intended for use in facilities related to oil and gas production, gas handling, oil
refining, chemical processing, gasification, distribution and supply/marketing. This DEP may
also be applied in other similar facilities.
When DEPs are applied, a Management of Change (MOC) process shall be implemented;
this is of particular importance when existing facilities are to be modified.
If national and/or local regulations exist in which some of the requirements could be more
stringent than in this DEP, the Contractor shall determine by careful scrutiny which of the
requirements are the more stringent and which combination of requirements will be
acceptable with regards to the safety, environmental, economic and legal aspects. In all
cases the Contractor shall inform the Principal of any deviation from the requirements of
this DEP which is considered to be necessary in order to comply with national and/or local
regulations. The Principal may then negotiate with the Authorities concerned, the objective
being to obtain agreement to follow this DEP as closely as possible.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 5
1.3
DEFINITIONS
1.3.1
General definitions
The Contractor is the party that carries out all or part of the design, engineering,
procurement, construction, commissioning or management of a project or operation of a
facility. The Principal may undertake all or part of the duties of the Contractor.
The Manufacturer/Supplier is the party that manufactures or supplies equipment and
services to perform the duties specified by the Contractor.
The Principal is the party that initiates the project and ultimately pays for it. The Principal
may also include an agent or consultant authorised to act for, and on behalf of, the
Principal.
The word shall indicates a requirement.
The word should indicates a recommendation.
The word may indicates a permitted option.
1.3.2
Specific definitions
See (1.3.4) and (1.3.5)
1.3.3
Abbreviations
The following abbreviations are specific to this DEP.
Term
Definition
conc
Local volumetric fraction of dispersed phase
GOR
Gas to Oil Ratio
GVF
Gas Volume Fraction
HAZOP
Hazard and Operability Study
HEMP
Hazards and Effects Management Process
HVU
Crude High Vacuum Units
ID
Inside Diameter
LOPA
Layer of Protection Analysis
NFA
Net Free Area (fraction)
PP
Polypropylene
SMMS
Schoepentoeter Mistmat1 Mistmat2 Swirldeck
SMS
Schoepentoeter Mistmat Swirldeck
SMSM
Schoepentoeter Mistmat Swirldeck Mistmat
SVS
Schoepentoeter Vane pack Swirldeck
TFC
Shell Twin-Flange Coalescer
TGU
Thermal Gasoil Units
TTL
Top Tangent Line
VBU
VisBreaker Units
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 6
1.3.4
List of Symbols
The symbols and terminology used in the DEP are summarised in Table 1.1 through
Table 1.5.
Symbol
A
Ar
C
D
d
Eff
Table 1.1
General symbols
Definition
Unit(SI)
Area
m2
Archimedes number, see (1.3.5)
Constant
Internal diameter of vessel, skirt, large
m
pipe, etc. (if no subscript, internal
diameter of vessel)
Diameter of small pipe, nozzle, bubble,
m
or droplet, plate distance (e.g., of plates
in plate pack)
QL ,out
Efficiency: Eff =
Unit(USC)
ft2
ft
ft
-
QL ,in
Fr
F
G
g
H
h
K
L
M
N
P
Q
Re
t
u
V
W
Froude number, see (1.3.5)
Derating factor
Gas
Acceleration due to gravity
m/s2
ft/s2
Height (total)
m
ft
Height (components)
m
ft
Friction loss factor
Length
m
ft
Mass flow rate
kg/s
lb/s
Number (number of vanes, number
of cyclones, etc.).
Pressure
Pa
psi
Volumetric flow rate
m3/s
ft3/s
Reynolds number see (1.3.5)
thickness
m
ft
Velocity
m/s
ft/s
Volume
m3
ft3
Width
m
ft
Table 1.2
Level terminology
Level
Definition
Unit(SI)
Unit(USC)
LA(H)
High level alarm
m
ft
LA(L)
Low level alarm
m
ft
LZA(HH)
High – High level trip
m
ft
LZA(LL)
Low – Low level trip
m
ft
NL
Normal level
m
ft
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 7
σ
φ
Table 1.3
Greek symbols
Definition
Unit(SI)
Difference (used in conjunction with
other symbols)
Porosity (of wiremesh, baffle plate)
Dynamic viscosity
Pas
Angle
°
Ratio of the specific heats (Cp/Cv)
Gas load factor, see (1.3.5)
m/s
Density
kg/m3
Gas/liquid interfacial tension
N/m
Flow parameter, see (1.3.5)
-
Φ
Phase fraction
Greek
∆
ε
η
θ
κ
λ
ρ
-
Unit(USC)
lb/(fts)
°
ft/s
lb/ft3
lb/s2
-
Table 1.4 Subscripts
Subscript
Definition
Ax
Axial
b
bulk
bed
Coalescer bed
c
Continuous Phase
Cf
Filter part of candle (in filter separators)
col
Collection compartment
coleff
Effective length of collection compartment
cont
Control requirements or specific control band
conc
Local volumetric fraction of dispersed phase
contot
Total control band
crit
Critical
crit50
Related to droplet with 50% chance of removal in G/L separator
crit99
Related to droplet with 99% chance of removal in G/L separator
Cs
Cross section or cross-sectional area
Ct
Candle tube (in filter separators)
Db
Dispersion band
D
Droplet
Dp
Drain pipe
F
Front
feed
Related to feed flow
Fp
Related to feed pipe
Fw
Front weir of a collection compartment
g
gas
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 8
Subscript
Definition
H
hydraulic diameter
heavy
heavy liquid phase
In
related to inlet
int
L/L interface
l,L
Liquid
light
Light liquid phase
Laminar
Laminar flow
Loss
Part of plate pack front face available for flow
low
Lower part
m
mixture
max
Maximum
min
Minimum
net
Effective area of plate pack
Noz
Nozzle
out
Outlet
out, l
At light phase outlet
ow
Overflow weir of a collection compartment in horizontal three-phase
settler with double weir
p
At constant pressure (as in Cp)
p
Droplet or particle
P
Related to physical properties of gas and liquid phases
perfpl
Perforated plate
pp
Plate pack for L/L separation
ret
Retention time
sch
Related to Schoepentoeter or vane inlet device
sd
Related to Swirl-deck
set
Settling compartment or settling process
sonic
Related to sonic velocity
spec
Specified
st
Swirltube
tl
Transition from turbulent to laminar flow
turb
Turbulent flow
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 9
Subscript
Definition
up
Underflow passage of front weir of heavy-phase compartment in
horizontal
three-phase settler with double weir
vp
Vane pack
v
At constant volume (as in Cv)
vb
Vane box
vfb
Related to distance between bottom plate and vortex finder in
cyclones
ves
Related to vessel
vo
Vane entrance opening (in Schoepentoeters)
w
weir
wi
Wire (of wiremesh)
wm
Wiremesh
ww
The two heavy-phase weirs in horizontal three-phase settler with
weir configuration
l
Related to feed inlet or number of constant
η
related to dynamic viscosity of liquid
ɸ
related to flow parameter
Table 1.5 Superscript
Superscript
Definition
*
Density correction
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 10
1.3.5
List of Formulae
Table 1.6
Term
Formula
Archimedes
number
Flow parameter
Froude number
σ3
g (ρ l − ρ g )
The Archimedes number is
used in vane pack
calculations
Ql
Qg
ρl
ρg
The flow parameter is used to
characterise the type of
gas/liquid feed into the vessel
or the relative importance of
the liquid load approaching
the separator internal
The Froude number is used
for liquid nozzles
Fr1 = u1
ρl
gL ρ 2 − ρ1
Qg
ρg
Ag
ρl − ρ g
Reynolds number
Re =
ρuD
η
Pressure drop
coefficient
Ck =
Gas Load Factor
1.4
ρl
η l2
Ar =
φ=
Formulae
Note
λ=
∆P
1 2
ρu
2
The gas load factor is also
referred to as K-factor or
Souders-Brown velocity. This
is a superficial gas velocity
modified with a gas density
scaling factor which accounts
to a large extent for the effect
of operating pressure
A ratio of momentum and
viscous forces, used to
determine flow regime in
plate packs
Constant coefficient varying
with geometry, for
momentum based pressure
drop
CROSS-REFERENCES
Where cross-references to other parts of this DEP are made, the referenced section or
clause number is shown in brackets ( ). Other documents referenced by this DEP are listed
in (7).
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 11
1.5
SUMMARY OF MAIN CHANGES
This DEP is a revision of the DEP of the same number dated February 2018. This is an
administrative update only to align the layout of this DEP to a new publishing application.
The February 2017 revision of this DEP represents the most recent major update, and the
following were the main non-editorial changes.
1.6
Section/Clause
Change
4.3
The requirements for calming baffles in L/L or G/L/L separators
changed from specific Net Free Area requirements to resistance
coefficient requirements for the baffles
4.5
The maximum gas load factor for horizontal KO vessels (with and
without demisters) is now calculated for the gas phase above
(LA(H) and not above LZA(HH)
4.5.3
Factors in Table 4.3 changed to match CK
COMMENTS ON THIS DEP
Comments on this DEP may be submitted to the Administrator using one of the following
options:
Shell DEPs Online
(Users with access to
Shell DEPs Online)
Enter the Shell DEPs Online system at
https://www.shelldeps.com
Select a DEP and then go to the details
screen for that DEP.
Click on the “Give feedback” link, fill in the
online form and submit.
DEP Feedback System
(Users with access to
Shell Wide Web)
Enter comments directly in the DEP
Feedback System which is accessible from
the Technical Standards Portal
http://sww.shell.com/standards.
Select “Submit DEP Feedback”, fill in the
online form and submit.
DEP Standard Form
(other users)
Use DEP Standard Form 00.00.05.80-Gen. to
record feedback and email the form to the
Administrator at standards@shell.com.
Feedback that has been registered in the DEP Feedback System by using one of the above
options will be reviewed by the DEP Custodian for potential improvements to the DEP.
1.7
DUAL UNITS
This DEP contains both the International System (SI) units, as well as the corresponding
US Customary (USC) units, which are given following the SI units in brackets. When agreed
by the Principal, the indicated USC values/units may be used.
1.8
NON NORMATIVE TEXT (COMMENTARY)
Text shown in italic style in this DEP indicates text that is non-normative and is provided as
explanation or background information only.
Non-normative text is normally indented slightly to the right of the relevant DEP
clause.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 12
2.
SELECTION CRITERIA FOR GAS/LIQUID, LIQUID/LIQUID AND GAS/LIQUID/LIQUID
(THREE-PHASE) SEPARATORS
2.1
GENERAL
1.
The design shall be based on maximum gas, maximum liquid flow rates and slug
volume while taking into account a design margin or surge factor and consistent with
the control philosophy.
a.
The minimum design margin for any separator vessel shall be 1.1.
Typical design margins for primary separators are given in Table 2.1 and Table 2.2.
2.
2.2
Design margins may be reduced or eliminated (subject to the approval of the Principal)
based on more detailed knowledge of system behaviour and dynamics (e.g., pipeline
profile, pipeline holdup) and considerations of consequences of overload of separator
by slugs generated by transient conditions.
TYPICAL DESIGN MARGINS FOR UPSTREAM APPLICATIONS
Table 2.1 Offshore applications
1. Separator handling natural-flowing production from:
Design margin
Direct vertical access (DVA) wells on their own platform
1.2
another platform or well jacket in shallow water
1.3
another platform or well in deep water
1.4
2. Separator handling gas lifted production from:
DVA wells on their own platform
1.4
Wells on another platform, or well jacket
1.5
Subsea wells
1.5
Table 2.2 Onshore applications
1. Separator handling natural flowing production, or gas plant inlet
Design margin
separator in:
flat or low rolling country
1.2
hilly country
1.3
2. Separator handling gas lifted production from:
2.3
flat or low rolling country
1.2
hilly country
1.3
DESIGN MARGINS FOR REFINERIES AND CHEMICAL PLANTS
Typically design margins range from 1.15 to 1.25.
1.
If two immiscible liquids are present in the feed and the flow rate of the lower density
liquid is at least 5 % vol. of the total liquid flow rate, then the physical properties of the
lighter liquid shall be used in the gas handling calculations.
2.
Pressure drop calculations shall be based on maximum gas and liquid flow rates.
3.
When two immiscible liquids are present, the pressure drop calculations shall take into
account the apparent viscosity of the emulsion.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 13
2.4
SELECTION CRITERIA AND STRATEGY
This section outlines various criteria and features which play a role in separator
performance and selection. For Upstream production separators, refer to
DEP 20.04.10.11‑Gen. for selection of the overall process line-up, then use the below
guidance for selection of individual separator types.
To facilitate the choice of a separator type for a given application, tables 2.3, 2.4 and 2.5
summarise the performance characteristics of various gas/liquid and liquid/liquid and
gas/liquid/liquid separators.
During selection, the separators are compared on the following points:
o
o
o
o
o
1.
Gas handling capacity:
Maximum capacity (gas load factor)
Turndown ratio (is ratio of design flow and minimum flow)
Liquid removal efficiency:
Overall
With respect to fine mist
With respect to the possible flooding above the maximal gas load factor
(flooding will cause a sharp decrease in efficiency)
Liquid handling capacity:
Slugs
Droplets (overloading of separation internal)
Liquid/liquid separation efficiency:
Overall
With respect to fine dispersed droplets
With respect to gas break out affecting liquid/liquid separation
With respect to the possible slugging which might cause a sharp decrease in
efficiency
Fouling tolerance:
Sand
Fouling material (e.g., wax and scale)
Pressure drop
The following selection strategy shall be used:
a.
Define the requirements for the separator.
With the aid of Table 2.3, Table 2.4 and Table 2.5, a number of separators can
then be ruled out. The tables use imprecise terms (e.g., fouling service, high
temperature) that for which it is impractical to define exact thresholds. They are
provided to suggest a framework for a competent designer to use when
evaluating the different options.
Typical outlet qualities of upstream equipment are included in
DEP 20.04.10.11‑Gen.
b.
Check whether there are limitations which will rule out horizontal or vertical
vessels.
c.
Check the appropriate design rules for each separator out of those remaining.
Based on these criteria, a final choice of separator can be made.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 14
Table 2.3 Screening of two-phase liquid-liquid separators
Horz. settler
Horz. Settler w/
Coalescer w/
platepack
cartridges
Water cut > 0.05
good
good
Bulk separation
good
Improved separation
good
Fine droplets
poor
poor
good
Fouling service
good
poor
High temperature
poor
Table 2.4 Screening of three-phase gas-liquid-liquid separators
Horz.
settler
w/ boot
Horz.
settler
w/ weir
Horz. settler
w/ platepack
& weir
GVF < 0.9
GVF > 0.95
Slugging
Liquid quality
restrictions
good
good
good
good
good
good
good
Fouling service
good
good
good
Vert.
settler
Vert. settler
w/ platepack
good
good
poor
poor
good
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 15
Table 2.5 Comparison of various gas-liquid separators
VKO
HKO
VW
HW
VV1
VV2
HV
SMS
SMMS
SVS
CT
FS
Low
∞
Low
∞
Moderate
4
Moderate
4
High
3
High
3
High
3
Very high
10
Very high
4
Very high
2
Moderate
∞
0.9-0.95
Very low
N
0.9-0.95
Very low
N
> 0.98
Very high
Y
>0. 98
Very high
Y
> 0.96
> 0.96
> 0.96
Moderate Moderate Moderate
If double-pocket vanepack: N; for
single-pocket vane pack or in case
of straight vanes: Y
> 0.99
Very high
N
> 0.98
High
N
>0. 96
Low
N
50-80
Very high
Y
High
High
Very high
High
High
High
Very high
High
Very low
Low
High
High
High
High
High
High
Low
Very high
Very high
Low
Low
Low
Moderate
Very high
Low
sticky material
Very high
Very high
Very low
Very low
Very low
Moderate
Very high
Very low
Pressure drop
Very low
Very low
Low
Low
Moderate
Moderate
High
Moderate-Very high
(vs. loading)
Gas handling
max. capacity (λ)
turndown max . flow
min flow
Typical Liquid removal
efficiency
overall
wrt. fine mist
flooding above λmax
(Y/N)
Liquid handling capacity
as slugs
as droplets (QL,max)
Fouling tolerance
sand
VKO
HKO
VW
HW
VV1
VV2
HV
Vertical knock-out drum
Horizontal knock-out drum
Vertical flow wiremesh demister
Horizontal flow wiremesh demister
Vertical in-line separator with horizontal flow vane pack
Vertical two-stage separator with vertical flow vane pack
Horizontal vane-type demister
High
Moderate
Very high
Moderate
If double-pocket vanepack: very
low; if single-pocket vane pack: low,
if straight vanes: moderate
If double-pocket vanepack: very
low; if single-pocket vane pack: low,
if straight vanes: moderate
Low
Low
SVS
SMS
SMMS
CT
FS
Low
Schoepentoeter-vane pack-swirldeck separator
Schoepentoeter-mistmat-swirldeck separator
Schoepentoeter-mistmat-mistmat-swirldeck separator
Cyclone with tangential inlet (conventional cyclone)
Filter separator
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 16
3.
DESIGN RULES FOR NOZZLES
3.1
PROCESS NOZZLES
3.1.1
Feed nozzles and connected piping
All velocities and densities in this section refer to the inlet superficial mixture velocity and
mixture density.
1.
Valves, pipe expansions or contractions, bends, flow meters and other components
which generate a sudden pressure drop should be more than 10 pipe diameters from
the inlet nozzle.
a.
If a valve is less than 10 pipe diameters from the inlet nozzle, then a full-bore gate
or ball type valve should be used, fully open in normal operation.
b.
If a pressure reduction valve or flow control valve is needed it should be placed
downstream of the separator or a low-shear valve used.
c.
For vessels with normally no liquid in the feed, the requirement of a 10 diameters
length of straight pipe may be relaxed to 3 diameters length.
2.
For inlet devices with swirling flow (e.g., cyclones), bends shall be used in the
horizontal plane only, and only with curvature in the same direction as the swirl of the
inlet.
3.
For inlets devices without swirling flow, bends shall be used in the vertical plane only,
through the axis of the feed nozzle.
a.
If this results in a riser system just upstream of the vessel, transient flow (surging
or slugging) could occur in case of a high feed flow parameter φfeed and the vessel
should be designed to accommodate this.
4.
Piping layout and location/design of any reducer in multiphase flow shall be such that
no pockets exist where liquids can accumulate and generate surges or slugs.
5.
For horizontal vessels, the feed nozzle shall be located on the top or in the head of the
vessel.
Normally, the feed nozzle is elevated above the highest possible liquid level, see
Table 5.2 and Table 5.4.
6.
The feed nozzle shall have the same internal diameter as the upstream piping.
7.
The following momentum criteria shall be met as applicable to the type of inlet selected:
a.
No inlet, or deflector baffle: ρm um2 ≤ 1500 Pa (1000 lb/ft s2)
b.
Half-open pipe: ρm um2 ≤ 3000 Pa (2000 lb/ft s2)
c.
For the special case of an in-line vane separator see (4.5.2.3).
d.
Schoepentoeter (and Schoepentoeter Plus): ρm um2 ≤ 8000 Pa (5370 lb/ft s2)
e.
Inlet cyclone: ρm um2 ≤ 20000 Pa (13400 lb/ft s2)
f.
For higher inlet momentum than stated here, process and integrity checks shall be
made in consultation with the Principal.
8.
For feeds with normally no liquid, the design margin may be omitted from the inlet
momentum calculation.
9.
In units or separators where the inlet velocity can be very high (i.e., exceeding 40 m/s
(131 ft/s)), a Schoepentoeter shall be used as the feed inlet device with the following
velocity limits:
a.
To prevent erosion: ug ≤ 70m /s (230 ft /s)
b.
To prevent choking or damage due to vibrations: ug ≤ 0.8 usonic ,g
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 17
10. The Principal’s distillation specialists shall be consulted for proprietary requirements
beyond those stated in this DEP for feed inlet devices associated with Crude High
Vacuum Units (HVUs).
3.1.2
Gas outlet nozzle and connected piping
1.
The gas outlet nozzle should be fitted on the top of the vessel.
a.
3.1.3
2.
The gas outlet nozzle shall not be smaller than the downstream piping.
3.
The momentum through the gas outlet nozzle should satisfy ρgug2 ≤ 4500 Pa
(3000 lb/ft-s2).
4.
The piping leading from the gas outlet nozzle shall have the same diameter as the
nozzle for a distance of a minimum of 2 pipe diameters downstream of the nozzle
before any bends, reducers, valves or other components.
Liquid outlet nozzles and connected piping
1.
The diameter of liquid outlet nozzles should be chosen such that the liquid velocity
does not exceed 1 m/s (3.3 ft/s).
a.
3.2
Nozzle velocities up to 2.5 m/s (8 ft/s) may be accepted for revamps, if the nozzle
velocity and minimum liquid static height above the nozzle satisfies Frl<1.
2.
The diameter of a liquid outlet nozzle shall be at least DN 50 (NPS 2).
3.
Liquid outlet nozzles shall be equipped with a vortex breaker in accordance with
Standard Drawing S 10.010.
4.
The piping leading from a liquid outlet nozzle shall have the same diameter as the
nozzle for a distance of a minimum of 2 pipe diameters downstream of the nozzle
before any bends, reducers, valves or other components.
MANWAYS
1.
Manhole inner diameter should be designed as per the applicable pressure vessel
code.
a.
2.
3.3
In a vertical separator, it should be fitted in the middle of the top head.
For vessels with diameter 1.2 m (48 in) and below, body flanges should be
evaluated as an option.
For horizontal vessels with a weir, a minimum of one manhole shall be placed
upstream of the weir arrangement.
INSTRUMENT NOZZLES
1.
Instrument nozzles shall be a minimum of DN 50 (NPS 2).
2.
Instrument nozzle location and orientation should be evaluated versus plugging or
clogging by components in the feed stream (e.g., solids, wax, asphaltenes, scale).
3.
Level instrument nozzles, including nozzles for instrumented level process shutdown,
shall be located in the outlet section of the vessel so that no pressure drop from
internals can influence the measured level relative to the level near the outlets.
4.
Level instrument nozzles shall be mounted on the vessel wall, not on process nozzles.
5.
Level instrument nozzles should be mounted on the cylindrical part of the vessel, not in
the end caps.
4.
DESIGN RULES FOR INTERNALS
4.1
GENERAL
1.
All internals shall be removable through the manways.
2.
Internals should be fastened securely to the vessel by supporting lugs, and bolted to
these with double nuts.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 18
4.2
INLETS
The choice between Schoepentoeter and half-open pipe will be a trade-off between the
required separation efficiency of the inlet internal and costs.
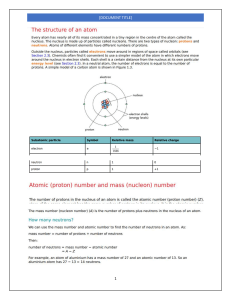
When a simple deflector plate arrangement is used as feed inlet device, then typical
dimensions for side feed inlet nozzle are provided in Figure 4.1.
Figure 4.1 Deflector plate arrangement for feed inlet of vertical knock-out drum
0.75d
0.75d
2d
d
1.5d
0.3D
Sides open
LZA(HH)
D=diameter vessel
Side view
Top view
1.
Mechanical vibrations due to the momentum of the flow should be considered when
determining the thickness of the deflector plates.
2.
For vertical vessels (G/L) with diameter less than 0.5 m (1 ft 8 in), the feed nozzle
should be fitted with a half-open pipe inlet device, with the opening directed downwards
3.
For vertical vessels (G/L) with diameter of 0.5 m (1ft 8 in) and larger and inlet nozzle
sizes of 0.15 m (6 in) and larger, either a half-open pipe or a Schoepentoeter inlet
device should be used.
4.
For horizontal vessels (G/L), a Schoepentoeter inlet device should be used.
5.
If a half-open pipe is used, its last section should be horizontal, pointing opposite to the
flow direction in the vessel and with its opening directed upwards.
6.
If the separation efficiencies of inlet devices are required for calculating the flow
parameter upstream of a wiremesh demister, φwm, the following formulae shall be used:
7.
a.
If a Schoepentoeter is used, φwm = 0.05 φfeed
b.
If a half-open pipe is used, assume φwm = φfeed
c.
If a simple deflector baffle or open nozzle is used, assume ϕwm=0.5 ϕfeed
For the design of Schoepentoeters, refer to DEP 31.20.20.31‑Gen.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 19
8.
For L/L separators, one of the following options may be used for the inlet device:
a.
an elbowed pipe directed towards the vessel head;
i.
b.
9.
The inner diameter of the elbow shall be equal to that of the feed nozzle.
a vertical pipe with slots.
i.
The total area of the slots should be 3.3 times the cross-sectional area of the
feed nozzle.
ii.
The slots should be on each lateral side and on the upstream side (i.e., the
side facing the nearest vessel head)
For G/L/L(three-phase) separators, the choice of the feed inlet device should be based
on the GVF (gas volumetric fraction) as Table 4.1
Table 4.1
Gas Volumetric Fraction (GVF)
Feed Inlet Device Selection
Recommended Inlet Devices
GVF < 0.15
•
•
•
0.15 < GVF < 0.7
0.7 < GVF < 0.92
0.92 < GVF
4.3
•
•
•
•
•
Horizontal pipe section (elbow)
Deflector Plate
Horizontal half-open pipe with opening directed
upwards
Schoepentoeter
Inlet cyclone (liquid momentum dominated flows)
Schoepentoeter
Inlet cyclone (liquid momentum dominated flows)
Schoepentoeter
BAFFLES
1.
A calming baffle shall be installed before the settling compartment of horizontal
separators (double calming baffle is preferred) to prevent flow maldistribution in the
settling compartment.
2.
If double baffles are applied, the pressure drop coefficient Ck should be a minimum of
50 across the first baffle and a minimum of 25 across the second baffle, giving a
combined coefficient of a minimum of 75.
3.
a.
If only one baffle is installed, Ck should be a minimum of 75.
b.
If there is a pressure reducing internal immediately downstream of the baffle
plates, e.g. a plate pack, the pressure drop coefficient of the internal should be
combined with the coefficient of the baffle plates to give the minimum coefficient of
75.
c.
The total pressure drop coefficient over the baffles or over the baffles and the
pressure reducing internal downstream of the baffles should not be higher than
100.
d.
For inlet designs giving highly maldistributed flow (when peak liquid velocity is
150% higher than the average liquid velocity), the pressure drop coefficient should
be increased in consultation with the Principal.
The pressure drop coefficient shall be calculated as Eqn 4.1.
Ck = 2
1− ε
ε2
Equation 4.1
where ε is the net free area of the perforated plate
4.
The holes shall be evenly distributed over the plate.
5.
The hole size should be a minimum of 12 mm (0.5 in) and have minimum hole density
of 160 holes/m2 (15 holes/ft2).
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 20
6.
The baffle thickness should be a minimum of 3 mm (0.12 in).
7.
If the baffle is thinner than 3 mm (0.12 in), stiffeners shall be used and strength
calculations provided to demonstrate the integrity of the plate.
8.
For liquid/liquid settlers the calming baffles shall be mounted on a full perimeter support
ring occupying the whole vessel cross-section.
At the bottom, a small opening ( ≤ 0.15 m, (6 in)) is allowed for cleaning purposes.
9.
For three phase settler the baffles shall extend from the vessel bottom to the level of
the LZA (HH).
10. Baffle plates shall have manways incorporated.
4.4
WEIRS
1.
Weirs in separators should either have hand holes, removable weir panels or climbing
aids (weld-in steps) for cleaning.
Alternatively, manways can be applied on both sides of the weir.
2.
Weirs shall be at least 5 mm (0.2 in) thick.
3.
Weirs shall be installed leak tight, including the removable hand and manholes in the
weirs.
4.5
GAS PHASE INTERNALS
4.5.1
Wiremesh demisters
4.5.1.1
General
1.
Vertical flow wiremesh demisters should be used in vertical separators (Figure 4.2) in
the following services:
a.
for demisting with a moderate liquid load ( φwm ≤ 0.1) in the form of droplets.
b.
for compressor suction scrubbers, in non-fouling service, provided that
precautions are taken to prevent the disengagement of loose wire cuttings.
Figure 4.2
Vertical flow wiremesh demister
hwIre mesh
D
d1
TTL
hcont
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 21
2.
Horizontal flow wiremesh demisters should be used in horizontal separators in
Figure 4.3 in the following services:
a.
for demisting with a moderate liquid load, φwm ≤ 0.1
b.
for viscous liquids ( > 2 mPa s) where the liquid de-gassing requirement
determines the vessel diameter.
c.
for foaming liquids.
3.
Wiremesh demisters should not be used in fouling service (wax, asphaltenes, sand,
hydrates).
4.
Sizing of the wiremesh should be done on the actual wiremesh area excluding support
rings.
Figure 4.3 Horizontal flow wiremesh demister
L
d1
D
4.5.1.2
Wiremesh demister specification and installation
1.
The wiremesh demister should have the following characteristics:
a.
a free volume of at least 97 % ( ε ≥ 0.97).
b.
a wire thickness in the range 0.23–0 .28 mm (9–11 mils).
c.
a specific surface area of at least 350 m2/m3 (107 ft2/ft3).
d.
a bulk density of at least 190 kg/m3 (11.8 lb/ft3).
The thickness of a vertical flow wiremesh demister mat is normally 0.1 m. (4 in).
2.
For a vertical flow wiremesh demister in a vertical vessel, perforated plates shall not be
mounted upstream of the wiremesh demister mat.
3.
A horizontal flow wiremesh demister mat shall have a thickness of at least 10 % of the
vessel diameter with a minimum of 0.15 m (6 in).
4.
The path through a horizontal flow wiremesh demister mat shall be sealed by the liquid
level until the gas load factor becomes lower than 0.07 m/s (0.23 ft/s).
5.
In horizontal vessels with a gas outlet nozzle located at the top of the vessel, wire mesh
demisters may be applied horizontally in a box-like structure upstream of the gas outlet
nozzle.
6.
The wiremesh demister mat shall be made of knitted wire and formed to give the
correct shape.
7.
The demister mat shall be placed between two grids having a free area of at least
97 %.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 22
8.
4.5.1.3
The demister mat shall be fastened in such a way that it cannot be compressed when
being mounted.
Wiremesh demister designs
1.
For a vertical flow wiremesh demister, the vessel (i.e., the mesh area Ag) shall satisfy
the gas handling capacity criterion as defined in Eqn 4.2 using the constants and
factors in Table 4.2.
a.
For calculating Q*max see (Appendix A)
*
Qmax
λmax =
= Cwm fη fφ f P
Ag , min
Eqn 4.2
Table 4.2 Parameters for Equation 4.2
Term
SI units
USC units
Cwm
0.105 m/s
0.344 ft/s
Cwm
0.09 m/s
0.30 ft/s
Cwm
0.12 m/s
0.39 ft/s
fη
1
1 + 10φwm
1
6
d
wi
σ
min 1, 23.5
ρ
∆
fP
2.
4.5.1.4
Constant term for vertical flow
in Eqn. 4.2.
Constant term for
horizontal flow at LA(H)
in Eqn . 4.2.
Constant term for
horizontal flow at
LZA(HH) in Eqn. 4.2.
6.71 × 10 − 4 0 04 Derating factor for liquid phase
,1 viscosity, mPa s or lb/ft.s,
min
ηl
maximum value 1.
1 0 04
min ,1
ηl
fφ
Note
1
6
d
wi
σ
min 1, 10.64
ρ
∆
Derating factor for the flow
parameter at the face of the
wire mesh, valid for
φwm ≤ 0.1.
De-rating factor for physical
fluid properties,
SI: d {m), σ (kg/s2), ρ (kg/m3),
USC: d (ft), σ (lb/s2), ρ (lb/ft3).
For horizontal flow wiremesh demisters, the vessel diameter shall be derived after
considering the requirements for both gas and liquid.
a.
The minimum vessel cross-sectional area for gas flow, Ag,min above the LA(H)
liquid level shall satisfy the gas handling capacity criterion of Eqn 4.2 using the
constants and factors given in Table 4.2.
b.
The minimum vessel cross-sectional area for gas flow, Ag,min above the LZA(HH)
liquid level shall satisfy the gas handling capacity criterion of Eqn. 4.2, using the
constants and factors in Table 4.2.
New developments
There are higher capacity mesh pad type of demisters on the market which are not covered
by this DEP.
1.
Application of new technologies for design shall be subject to the approval of the
Principal.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 23
4.5.2
Vane packs
There are two classes of vane packs included in this DEP: vane pack demisters with
pockets for separation of liquid mist from gas, and vane packs coalescers without pockets
for coalescing purposes. The vane packs with pockets come in two categories: single
pocket and dual pocket.
Vane packs can be operated in two modes: horizontal flow, where the pockets containing
the separated liquid phase is drained with gravity perpendicularly to the flow direction, and
vertical flow where the pockets are drained parallel to the flow direction. For vertical flow
vane packs, single pocket designs are not allowed. The vane pack can be an element in a
multi-stage separation design, or it can be the only separating device; in the latter case the
vane pack is in an in-line configuration where it is mounted between the inlet and outlet
nozzle of the separator vessel, and the vessel is in this case vertically oriented.
4.5.2.1
General
1.
For feed φ < 0.01 in-line vane pack type demisters (with pockets) may be used.
2.
For feed φ≥0.01 and for slug conditions, in-line vane packs shall not be used.
3.
Vane type demisters should not be used in the following conditions:
4.
a.
in heavy fouling service (heavy wax, asphaltenes, sand, hydrates);
b.
for viscous liquids η > 2 mPa.s where degassing requirement determines vessel
diameter;
c.
for gas densities above 70 kg/m³ (4.4 lb/ft³).
For moderately fouling services, single pocket vanes should be used.
Double pocket vane packs are allowed in clean service only.
5.
6.
Vane packs shall be enclosed in a box and integrated in the separator vessel so that all
the gas passes through the vanes from the inlet to the outlet of the vane pack.
a.
The box shall extend 0.15 m (6 in) above and below the vanes, and 0.05 m (2 in)
to each side of the vanes.
b.
The box shall include 0.15 m (6 in) lip coverage of each side of the vane ends to
prevent internal gas bypassing, and similarly 0.05 m (2 in) on the sides parallel to
the vanes.
There should be a clearance of at least 0.1 m (4 in) between the vane pack box and the
surroundings to allow room for installation, removal, attachments and inspection.
a.
The distance between the top of the vane box and the top seam weld of a vertical
vessel should be at least 0.1 m (4 in).
7.
Sufficient height shall be available within the box to collect and drain away separated
liquid.
8.
For demisting vane packs, liquid shall be drained from the vane pack to the bottom
compartment of the vessel via drain pipes having a minimum diameter of DN 50
(NPS 2).
9.
a.
The drain exit shall be submerged below LZA(LL) by at least 0.1 m (4 in).
b.
One drain pipe shall be included for each meter of vane pack width, where width
is the direction perpendicular to the flow direction.
If perforated plates are included to enhance flow distribution across the vane pack,
there shall be at least 4dhole,baffle between the perforated plate and the respective vane
face.
10. For vane packs in vertical flow mode, perforated plates shall not be used upstream of
the vane pack.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 24
11. Horizontal flow vane packs in vertical vessels shall not be used except for in-line
separators.
12. Vertical flow vane packs should not be used in horizontal vessels.
4.5.2.2
Vane pack face area for demisting vane packs
1.
The vane pack area Avp shall be calculated by Eqn 4.3
Avp =
*
Qmax
Eqn 4.3
λvp , max
Where:
λvp,max is the maximum allowable gas load factor into the vane pack based on the
face area of the vane pack.
2.
The vane height should be 0.3 ≤ hvane ≤ 1.5 m (1≤hvane ≤ 5 ft).
3.
The length and width of the vane pack should be balanced so that the inlet area
approaches a quadratic shape, to facilitate an even flow load to the vanes.
4.
For Ar > 225 (which is normally the case), the maximum allowed vane face gas load
factor shall be calculated by Eqn. 4.4.
gσ
λvp ,max = cvp
∆P
0 24
σ
ηl
0 04
1
1 + 25φ vp
Eqn 4.4
where:
For horizontal flow mode, cvp=1.75.
For vertical flow mode, cvp=0.95.
5.
For Ar≤225, the maximum allowed vane face gas load factor shall be calculated by
Eqn. 4.5.
σ
1
η 1 + 25φvp
l
λvp ,max = cvp
Eqn 4.5
where:
For horizontal flow mode, Cvp = 0.14.
For vertical flow mode, Cvp = 0.08.
4.5.2.3
In-line vane pack designs (vertical vessels)
See Figure 4.4.
1.
An in-line plate pack shall be mounted perpendicular to the centre lines of both the inlet
and outlet nozzle of the (vertical) vessel.
2.
The cross-section of the inlet nozzle shall be at least 15 % of Avp.
3.
The upstream piping shall maintain the same internal diameter as the inlet nozzle for a
minimum of 4 pipe diameters.
4.
The outlet nozzle shall be at least the same internal diameter as the inlet nozzle.
5.
A perforated plate shall be installed at the back of the vane pack.
a.
See (4.3) for details of baffle plate design.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 25
6.
7.
The baffle plate should meet one of the following:
a.
net free area (NFA) of at least 20 %;
b.
the combined pressure drop coefficient of the vane pack and the baffle plate
Ck ≥ 75.
The vessel diameter shall be large enough to fit the vane box, and no less than 0.6 m
(2 ft).
a.
8.
It should also be large enough to allow disengagement of gas from the drained
liquids.
There shall be minimum 0.5 m (20 in) between the bottom of the vane box and LZA
(HH).
Figure 4.4
In-line vane separator
D
TTL
hcont
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 26
4.5.2.4
Demisting vane packs in vertical and horizontal flow mode
See Figure 4.5 and Figure 4.6.
Figure 4.5
Vertical flow vane separator
hvanebox
D
TTL
d1
hcont
Figure 4.6
Horizontal flow vane separator
L
d1
D
1.
The distance from the front of the vane pack to the nearest upstream internal (e.g., the
inlet) shall be at least DH of the gas phase cross-sectional area, calculated at NL.
2.
The distance from the back of the vane pack to the nearest downstream internal
(e.g., the gas outlet nozzle) shall be at least 0.5DH of the gas phase cross-sectional
area, calculated at NL.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 27
3.
The available drainage height from the vane pack inlet to LZA(HH) shall be twice the
liquid static head in the drain pipe, using the properties of the liquid with the lowest
density in the design case in Equation 4.6.
h =2
∆P
ρl g
Eqn 4.6
This includes a margin of 100% and accounts for all pressure drops from the vane pack
assembly inlet (e.g., the liquid level surface) to the vane pack drain.
4.
4.5.2.5
4.5.3
The pressure drop across the vane pack assembly is geometry dependent and should
be requested from the manufacturer.
Coalescing vane packs in vertical and horizontal flow mode
1.
The vane pack size shall match the gas cross-sectional area as calculated for the
downstream demisting internal.
2.
There shall be at least 0.2DH distance, with a minimum of 0.3 m (1 ft) between the
coalescing vane and downstream demisting internals (e.g., demisting cyclones).
Demisting cyclones
Demister cyclones are conventionally used as a polishing stage for separating liquid from
gas. They are usually preceded by a coalescing stage: a mesh pad (or mist mat (4.5.1)) or
a coalescing vane pack (4.5.2) operated in a flooded condition. Applied in this manner the
combination can reach high efficiencies and turndowns.
Table 4.3
Pressure drop coefficients for Shell swirltube designs
Cyclone type
CK
Shell VersiSwirl
8.8
HPST
42.0
Standard
18.6
1.
For applications of multicyclone separator internals, SGSI should be contacted to
provide consulting advice regarding the technical adequacy of the particular product for
the envisaged operation on a case-by-case basis.
2.
The maximum gas load factor per swirl tube shall be in the range 0.7 - 1.5 m/s
(2.3 - 4.9 ft/s) and obey the relation in Equation 4.7.
λst ,max =
σ
g
C st
ρ
ρ
−
l
g
0.24
σ
ηl
1 + 75φ st
0.04
Eqn 4.7
Here, Cst is a geometry dependent variable which can be different between vendors
and products.
3.
The available drain height of the cyclones shall include for all pressure drops from the
inlet to the drain chamber of the cyclones (i.e. the sum of the pressure drop over the
inlet of the cyclone and the upstream coalescing mesh pads or vane packs).
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 28
4.
5.
The total pressure drop from the inlet of the demisting cyclone to the drain channel is
half the total pressure drop over the cyclones, and may be calculated using the
pressure drop coefficient.
a.
See Table 4.3 for pressure drop coefficients over the full cyclone for Shell
demisting cyclone designs.
b.
For other designs, the Manufacturer/Supplier should be contacted.
The available drainage height from the cyclone inlet to LZA(HH) shall be twice the
liquid static head in the drain pipe, using the properties of the liquid with the lowest
density in the design case in Equation 4.5.
This includes a margin of 100% and accounts for all pressure drops from the inlet
(e.g., the liquid level surface) to the cyclone drain.
4.6
LIQUID PHASE INTERNALS
This DEP only gives requirements for plate packs. Other liquid phase internals and internals
in other configurations are available on the market and can also be used. The Principal can
be consulted for more information.
4.6.1
Plate packs
Plate packs are used for efficient separation of primary oil-in-water dispersions.
This DEP only covers the requirements for cross flow plate packs, i.e., flow of separated
liquid is perpendicular to that of the main flow, which flows horizontally.
Plate packs can be installed in a horizontal (L/L, G/L/L) or in a vertical (G/L/L) separator.
4.6.1.1
General
1.
The distance from the calming baffle to the plate pack should be 0.15 m (6 in).
2.
Plate packs should be mounted in panels with a gutter between the panels.
3.
The minimum plate distance of the plate pack, dpp shall be as follows:
4.
a.
10 mm (0.4 in) for non-fouling services;
b.
40 mm (1.6 in) for fouling services.
The length of the plate pack shall be as follows:
a.
Minimum 0.3 m (1 ft);
b.
Maximum 1.5 m (5 ft).
5.
Bypassing of liquid shall be prevented by mounting closed plates before the gutters and
sealing clearances between plate pack and vessel wall.
6.
The platepack shall have the same length, plate spacing and plate inclination across
the full height of the platepack.
7.
A minimum of 0.5 m (1 ft 8 in) gap shall be present between the following as applicable:
a.
back of the plate pack and the outlet nozzles
b.
back of the plate pack and the weir (in case of weir arrangement)
8.
Plate packs should not be used if the dispersed phase droplets are smaller than 30 µm
(1.2 mils), or when the continuous phase viscosity is high (>10 mPa.s (0.007 lb/ft/s)).
9.
Plate packs should not be used in heavy fouling service.
10. If fouling is expected a cleaning system should be installed.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 29
4.6.1.2
Plate pack area
1.
The cross-sectional area of the upper and lower zones in the plate pack shall ensure
that the flow is laminar (Re < 850) subject to the following:
a.
For corrugated plates the criteria for laminar flow is Re < 450.
b.
If a plate pack is to be retrofitted in an existing vessel where there is not sufficient
space to install a plate pack in which the flow is laminar, or if highly efficient
separation is not required, Re may be up to 1200.
The length scale for the Reynolds number is dpp.
2.
The actual plate pack area (App,net) shall include a correction for the presence of
constructional elements (e.g., risers).
3.
To fit the actual plate pack area into the vessel, a further correction should be made for
lost area between vessel wall and the plate pack modules.
4.
The length of the plate pack, Lpp, should be calculated from the mean superficial
velocity of the continuous phase through the plate pack, from the settling velocity of the
smallest droplet to be separated, up,set,lam (5.1.4.2) and from the angle of the plates with
the horizontal plane ( q ) using Equation 4.8.
LPP =
uc , ax , ppdpp
+ 8dpp
cosθup , set , lam
Eqn 4.8
The mean superficial velocity of the continuous phase through the plate pack section
to be sized can be calculated from the flow rate of the continuous phase and the net
area of the plate pack, A pp,net as Equation 4.9.
uc , ax , pp =
4.6.1.3
4.6.1.4
Qc
App , net
Eqn 4.9
Horizontal vessels with plate packs
1.
The height of the plate pack shall be at least equal to the maximum liquid level.
2.
The seal plate at the bottom of the plate pack shall have a small opening for cleaning
purposes (maximum of 0.1 m (4 in) height).
Vertical vessels with plate packs
1.
A bottom plate shall be installed in front of the plate pack, sloping down towards to the
plate pack at an angle of 10°.
2.
The width of the plate pack, Wpp, shall satisfy the criterion in Equation 4.10.
Wpp{m} <
(D - 0.2m )2 − (Lpp + 0.15m )
{SI}
Wpp{ft} <
(D - 0.67ft )2 − (Lpp + 0.5 ft )
{USC} Eqn 4.10b
Eqn 4.10a
3.
The maximum length of the plate pack, Lpp, shall be one third of the vessel diameter.
4.
The heights of the upper (light liquid) and lower (heavy liquid) separation sections of
the plate pack should be at least 0.3 m (1 ft).
a.
5.
The height/width ratio of both sections should be in the range 0.15–2.
The control heights shall only be based on the liquid flow rate of the heavy liquid phase.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 30
5.
DESIGN RULES FOR VESSEL SIZING
5.1
SEPARATION AREA(S) AND MAXIMUM FLOW RATES
5.1.1
Degassing
1.
Where vapour carry-under is not allowed (i.e. <1 % v/v vapour is carried under with the
liquid), the vessel diameter shall satisfy the liquid de-gassing criterion (5.1.1, item 2).
a.
2.
It may be assumed that, if bubbles larger than 200 µm (8 mils) in size are able to
escape, the carry-under will be negligible. This will translate into a minimum
residence time/separator size for this criterion.
The gas area above the liquid phase, Ag, shall satisfy Equation 5.1:
Ag ≥ Cdeg ass
Ql , max ηl
Eqn 5.1.
ρl − ρ g
Where:
Ag is the vessel cross-sectional area for vertical vessels, and the G/L interface area
for horizontal vessels, assuming the vessel is 50% liquid-filled (Dvessel Lvessel).
Cdegass is 4.5 × 107 for SI units (Q in m3/s, ρ in kg/m3, η in Pa s) and 1.274 × 106 for
USC units (Q in ft3/s, ρ in lb/ft3, η in lb/ft s).
ηl is the liquid viscosity, which is the light liquid phase viscosity in case the light liquid
phase has negligible dispersed phase concentration (<5%vol heavy), but in all other
cases is the viscosity of the mixture.
5.1.2
Defoaming
1.
A height of 0.25 m (10 in) should be applied to allow for foaming liquids.
2.
When the liquid is flashing, Ag shall satisfy the criterion in Equation 5.2:
η l ,light
Ag ≥ CdefoamQl ,max
ρ
ρ
−
l
light
g
,
0 27
Eqn 5.2
Where:
Ag is the vessel cross-sectional area for vertical vessels, and the G/L interface area
for horizontal vessels, assuming the vessel is 50% liquid-filled (Dvessel Lvessel).
Cdefoam is 7000 for SI units (Q in m3/s, ρ in kg/m3, η in Pa s) and 1123 for USC units
(Q in ft3/s, ρ in lb/ft3, η in lb/ft s).
The defoaming criteria are based on the properties of the light liquid phase and the
total liquid flow rate.
5.1.3
Gas handling
1.
The available area for the gas shall satisfy the gas handling capacity in Equation 5.3.
a.
See (Appendix A) for information as how to calculate Q*max.
*
Qmax
λmax =
= Cb
Ag ,min
Eqn 5.3
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 31
5.1.3.1
Vessel without demisting internals
1.
For vessels without internals, Cb in Equation 5.3 shall be 0.07 m/s for SI units (Q* in
m3/s, A in m2) and 0.23 ft/s for USC units (Q* in ft3/s, A in ft2).
2.
The maximum allowable gas load factor should be derated if any of the following apply:
a.
the pressure is above 20 bara (290 psia);
b.
the surface tension, s ≤ 29 mN /m (0.064 lb /s2). :
λmax = min (C b , f bσ 0 3 ρ g−0 05 )
Eqn 5.4
Here, fb = 0.28 for SI units (σ in N/m, ρ in kg/m3) and 0.63 for USC units (σ in lb/s2,
ρ in lb/ft3).
5.1.3.2
Vessel with mesh pad demister
Vessels with mesh pad demisters can handle higher gas load factors than vessels without
demisting internals provided that the mesh pad is properly sized.
The vessel gas load factor results from the maximum mesh pad gas load factor.
1.
5.1.3.3
For vessels with mesh pads, the gas area shall be sized to accommodate a mesh pad
following the rules in (4.5.1).
Vessel with vane-type demister
1.
In-line separators in vertical vessel shall meet all of the following:
a.
b.
2.
dimensions for vane box as Equation 5.5.
D ≥ 0.2 + wvb2 + tvb2
{SI, m}
Eqn 5.5a
D ≥ 0.65 + wvb2 + tvb2
{USC, ft}
Eqn 5.5b
dimensions for vessel accessibility as D ≥ 0.6m or 2 ft.
The maximum gas handling capacity of a Horizontal vane-type demister and two-stage
separator with vertical vanepack depends on the actual liquid load to the vanepack and
therefore the maximum liquid load to the vanepack shall be limited to a feed flow
parameter f < 0.01, subject to the following:
a.
If a Schoepentoeter is used as the inlet device, the flow parameter may be higher,
provided that the separation efficiency of the Schoepentoeter is sufficient to
reduce f to < 0.01 just upstream of the vanepack.
b.
For hydrocarbon systems the vessel gas load factor should be limited to
Equation 5.6.
λmax =
*
Qmax
− 0 75
= 0.11 + 0.0095φ feed
{m/s}
Ag ,min
Eqn 5.6a
λmax =
*
Qmax
− 0 75
= 0.36 + 0.0312φ feed
{ft/s}
Ag ,min
Eqn 5.6b
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 32
c.
5.1.3.4
For aqueous systems the vessel gas load factor may be relaxed to meet
Equation 5.7.
λmax =
*
Qmax
− 0 75
= 0.11 + 0.0125φ feed
{m/s}
Ag ,min
Eqn 5.7a
λmax =
*
Qmax
− 0 75
= 0.36 + 0.0410φ feed
{ft/s}
Ag ,min
Eqn 5.7b
d.
If no slugs are expected, the vessel gas load factor shall not exceed
λmax = 0.15m/s (0.5 ft/s).
e.
If slugs are expected, to avoid flooding of the vane pack, the vessel gas load
factor shall not exceed λmax = 0.10m/s (0.33 ft/s).
Vessels with swirl tubes
The maximum vessel gas load factor for vessel with swirl tubes is typically determined by
the maximum swirl tube gas load factor (see sizing rules for swirl tubes, (4.5.3)).
Vessel with swirl tubes are generally combination of Schoepentoeter as feed inlet device, a
mesh pad or vane pack as coalescer and a swirl deck as liquid separator device.
This family of separators is knowns as SMS (Schoepentoeter-Mistmat-Swirldeck), SVS
(Schoepentoeter-Vanepack-Swirldeck), SMSM (Schoepentoeter-Mistmat-SwirldeckMistmat) and SMMS (Schoepentoeter-Mistmat-Mistmat-Swirldeck), see Figure 5.1.
5.1.3.4.1 Shell swirltube separators
1.
Shell swirltubes shall be installed vertically.
This complicates their installation in a horizontal vessel, because special precautions
are required to ensure an equal distribution of the gas over all swirltubes.
Furthermore, it minimises the head available for draining of the separated liquid.
2.
The use of Shell swirltubes in a horizontal vessel shall be subject to the approval of the
Principal.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 33
Figure 5.1
SMS Separator (part of the SMS family: SMS, SVS, SMSM, SMMS)
D
hswirldeck
hcoalescer
d1
TTL
hcont
5.1.3.4.2 Other horizontal axial flow multicyclone separators
Apart from Shell, a number of Suppliers offer different embodiments of axial cyclone
separator internals. Embodiments of axial flow cyclones which recirculate the secondary
gas to the inlet can make an installation in a horizontal orientation easier. But the available
drain height remains an important issue.
1.
Regardless of the type of axial cyclone separator internals that is used, the horizontal
vessel shall be sized for a maximum gas load factor (including design margin) of
0.2 m/s (0.66 ft/s).
SGSI maintains knowledge on third party capabilities and on design criteria such as
the maximum gas load factor for the cyclones.
5.1.3.5
Filter separators
1.
To avoid re-entrainment of the coalesced droplets in the filter compartment around the
candles, the following should be met:
a.
candles occupy no more than 35 % of the cross section area of the vessel
b.
vessel max. gas load factor λmax = 0.1 m/s (0.33 ft/s).
5.1.4
Liquid handling
5.1.4.1
General
1.
For liquid-liquid and for gas-liquid-liquid separators, the cross-sectional area of the
zones above and below NLint should be sufficiently large to limit the axial velocity in the
light and the heavy phase to ≤ 0.015 m/s (0.049 ft/s).
2.
For gas-liquid-liquid separators with a boot, the boot shall be sized such that the
velocity of the heavy phase in the boot does not exceed the settling velocity of the
smallest light phase droplet to be separated.
a.
The vertical liquid velocity in the boot should not exceed 0.015 m/s. (0.049 ft/s).
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 34
5.1.4.2
Droplet cut off size
A droplet cut-off size can be defined which is the minimum droplet size that can be fully
separated (in horizontal flow). Droplets smaller than this cut-off droplet size will partly
remain in the continuous phase and will be carried with the flow to the respective outlets.
The droplet cut-off size is therefore indicative of the dispersed phase fraction expected at
the separator outlets.
The light outlet quality can be assessed by the droplet cut -off size approximation when the
dispersion band can be accommodated between NLint and the top of the weir or when the
dispersed heavy phase fraction at the inlet is below 5%v.
The heavy outlet quality can be assessed by the droplet cut off size approximation in all
cases.
1.
The droplet cut off size shall be calculated as follows:
a.
Calculate the laminar settling velocity from the length of the settling compartment,
the settling height of the droplet and the axial superficial velocity by Equation 5.8;
u p , set , Iam =
hset u c ,ax
Lset
Eqn 5.8
Where
Uc, ax is the axial superficial velocity of the continuous phase and is calculated
based on the liquid area between NLint and NLL for the oil phase, and between
NLint and vessel bottom for the heavy phase.
hset is the distance between NLL and NLint for the oil phase (for water droplets) or
the distance between the vessel bottom and NLint for the water phase (for the light
liquid droplet).
Lset is the length over which droplet settling can take place, the distance from the
first calming baffle to the weir.
b.
For a bulk settler, apply a correction term as Equation 5.9 since the flow is nearly
always turbulent and the turbulence will hinder the settling process.
u p , set ,turb ≈ u p , set ,lam + 0.05uc , ax
2.
Eqn 5.9
To calculate the droplet cut off size, up,set,turb from Equation 5.9 should be applied to
Equation 5.10.
dp =
u p ,set ,turb18ηc
g ρ d − ρc
Eqn 5.10
A separator will typically be designed to a droplet cut off size of 150 μm (6 mils) for
both the light and heavy phase. Designing to a smaller droplet cut off size is normally
not done, as the separator will become impractically large and costly. If smaller
cut-off sizes are required , it is typically more effective to use internals or additional
equipment downstream. In the case of separation tanks the droplet cut-off size could
be smaller (typically around 100 μm (4 mils). Typically, a droplet cut off size of
150 μm (6 mils) corresponds to an outlet quality below 0.7 %v and a maximum
droplet size of 50 μm (2 mils) corresponds to a quality below 800 ppmv. These
numbers are indicative and not design guarantees.When surface active components
are present in the continuous phase (e.g., for crude oil) the improvement of the outlet
quality with a smaller droplet cut off size will not be straight forward. In such a case,
a minimum dispersed fraction at the outlet could exist which cannot be further
improved by larger residence times (i.e., smaller droplet cut off sizes). In this case
also the above indicative outlet qualities are not valid.
DEP 20.04.10.11‑Gen. lists typical liquid outlet qualities for oil production separators.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 35
5.1.4.3
3.
Existing operations under similar conditions (when available) should be used as a
benchmark for the choice of the droplet cut-off size.
4.
When a plate pack is present the (smaller) droplet cut off size based on the plate pack
shall be used to estimate separation performance.
Dispersion Layer
For proper functioning of crude water separators (or other systems with surfactants
present), an adequate chemical treatment system is necessary.
This treatment aims to neutralize the (indigenous) surfactants which tend to stabilize the
dispersions to be separated.
1.
When the dispersed phase fraction at the inlet of the separator is higher than 5% the
design shall allow for the formation of a dispersion band.
a.
In downstream applications where the phases are relatively clean of emulsifying
agents, the expansion of a dispersion band shall be covered by allowing 0.2 m
(8 in) extra height between LA(L) and LA(H).
b.
For production separators and mixer/settler arrangements in extraction plants, the
design shall allow for the presence of a dispersion band and its impact on
liquid/liquid separation.
This will impact the required height from NL int to the top of the weir and the
required liquid separation area Al .
c.
For production separators the free water shall be discounted for in the
determination of the dispersion band.
The free water is the amount of water present in the feed above the inversion
point of the crude (typically around 60 %). This water will separate readily and
only requires a very short residence time.
d.
When the dispersion band cannot be accommodated between NLint to the top of
the weir, a large dispersed phase fraction should be allowed for at the light phase
outlet (Φlight out) with the increase of heavy phase fraction at the light outlet
approximated by the ratio shown in Equation 5.11.
Φ lightout _ increase Q >Qmax =
(Q − Qmax )Φ in
Q − Qmax Φ in
Eqn 5.11
Where:
Q is the gross liquid flow.
Qmax is the gross liquid flow in the separator associated with a dispersion band
with a height from NLint to the top of the weir.
Φ in is the dispersed heavy phase fraction at the inlet.
For production separators, a large slip of water (typ. 10-15%) with the oil is called
incomplete dehydration and is often deliberately part of the design in first stage
separators.
5.2
RESIDENCE TIMES, HOLD-UP TIMES, LEVELS AND WEIR HEIGHTS
Liquid holdup volumes, control times and design margins could be changed if more detailed
knowledge of flow assurance and system dynamics (e.g., slug volume, sloshing) is
available, potentially resulting in considerable savings on separator volume, weight, space
and cost. Different existing systems with appropriately designed control schemes have
proven that control holdups between low and high level trips of approximately one minute
and not relying on operator intervention are possible, though it might not be desirable from
an operations standpoint.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 36
1.
For level safeguarding requirements and philosophy refer to DEP 32.80.10.10‑Gen.
2.
There shall be separate instrumentation and control for level control and shutdown
functions.
3.
All instrumented level functions shall have a range that extends beyond the levels that
they cover.
4.
a.
The levels covered by a shutdown instrument (LZA) shall be within 15 % and
85 % of the LZA range.
b.
The levels covered by a level control instrument shall be within 20 % and 80 % of
the level control instrument range.
Density sensitivities shall be considered to ensure that correct levels are measured
both due to variations in pressure, temperature and composition, and incomplete
separation.
Depending on the selected level instrumentation, the service, and downstream
equipment, trip levels could need additional margins for upset conditions.
5.
When multiple liquid phases are present, the level instrument response shall be
suitable for complete and incomplete liquid/liquid separation scenarios.
6.
Level settings shall allow for constraints related to the selected internals.
7.
Operations should be consulted for hold-up time requirements between LZA(LL)-LA(L),
LA(L)-LA(H) and LA(H)-LZA(HH).
8.
Where the process safety time is too short to allow for operator response, the required
executive action shall be automated and logged rather than creating an alarm.
9.
The minimum hold-up time between LZA(LL) and the corresponding lower nozzle of the
level shutdown instrument (or bottom of vessel) shall be 30 s.
a.
The minimum distance shall be 0.1 m (4 in).
10. The minimum hold-up time between LA(L) and LZA(LL) shall be 30 s.
a.
The minimum distance shall be 0.1 m (4 in).
b.
If the LA(L) is identified as a critical barrier in the HEMP-LOPA or HAZOP, then at
least 10 minutes shall be provided for action from the control room and at least
20 minutes for action from the field between the LA(L) and LZA(LL).
11. The minimum hold-up time between LA(L) and LA(H) shall be 60 s.
a.
The minimum distance shall be 0.35 m (14 in).
The normal level NL is typically midway between LA(L) and LA(H). The minimum
residence time between NLint and vessel bottom, and between NLL and NLint for a
liquid phase in separators is typically 3 minutes.
12. For oil/water separation, the residence time of the oil and water shall be sufficient to
obtain the required outlet specifications. See (5.1.4)
13. For gas/liquid separation, the residence time of the liquid phase shall be sufficient to
obtain suitable degassing and defoaming of the liquid. See (5.1.1) and (5.1.2).
a.
If additional volume is required (for e.g., slugging), it shall be included as an
addition between NL and LA(H).
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 37
14. For gas/liquid separation, if the slug size is not known, the assumption may be made
that a 100 % liquid feed enters for a given time, with a velocity corresponding to the
total (sum of gas and liquid) feed flow, for one of the following as applicable:
a.
2 s for refinery applications
b.
5 s for upstream applications
Multiphase simulations are preferable to using the above rules-of-thumb. If in doubt,
consult the Principal.
15. The minimum hold-up time between LA(H) and LZA(HH) shall be 30 seconds.
a.
The minimum distance between LA(H) and LZA(HH) shall be 0.1 m (4 in)
b.
If the liquid has a foaming tendency, the distance between LA(H)L and LZA(HH)L
shall be increased by 0.25 m (10 in).
c.
If the LA(H)L is identified as a critical barrier in the HEMP-LOPA or HAZOP, then
at least 10 minutes shall be provided for action from the control room and at least
20 minutes for action from the field between the LA(H) and LZA(HH).
16. If a dispersion band width is specified, the distance between LA(L)int and LZA(LL)int ,
and the distance between LA(H)int and LZA(HH)int shall be extended by half the band
width each.
17. The minimum hold-up time between LZA(HH) and the corresponding upper nozzle of
the level shutdown instrument (or top of vessel) shall be 30 s.
a.
The minimum distance shall be 0.1 m (4 in).
18. The gas compartment of the vessel above LZA(HH) shall be sufficiently large to allow
G/L separation.
The sizing of this gas compartment is dependent on the type of G/L separator and is
addressed in (4.5) and (5.1.3).
5.3
VESSELS AND INTERNAL LAYOUT
This section describes the type of vessels, internals layout and height and distance
requirements of vertical and horizontal vessels with and without demisting internals. The
requirements for conventional cyclones with tangential inlet, for the cyclone with straight
inlet and swirler, and for the vertical separator with reversed flow multicylone bundle
(conventional multicylone can be found in the design requirements for these specific
separators in (6)).
5.3.1
VERTICAL VESSELS
The required distances from bottom tangent to vertical tangent line can be read from
Table 5.1 for vessel with and without demisting internals.
5.3.1.1
Vertical three-phase separator with liquid collector tray
The distance from the highest liquid level to the liquid collector tray is 0.05D with a minimum
of 0.3m (1 ft). The distance of the liquid collector tray to the inlet device is 0.05D with a
minimum of 0.3m (1 ft). Above the vane inlet device the required height can be read from
Table 5.1. See also Figure 5.2
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 38
Figure 5.2
Vertical tree-phase settler with liquid collection tray
gas outlet
hinternal
(optional)
d1
D
TTL
light-phase
outlet
hcont
heavy-phase outlet
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 39
Table 5.1
Empty vessel
Height required for
control
Distance between
highest liquid level and
bottom of inlet device or
inlet nozzle
Height for inlet nozzle
Distance between nozzle
and first internal
hcont
Height requirements for 2 and 3-phase vertical vessels
Vessel with mesh
pad demister
In-line separator
with vane type
demister
Hcont
hcont
0.3D (min. 0.3 m (1 ft)) for vane inlet device, half open
pipe or open nozzle
d1 for half open pipe or open nozzle, d1 + 0.02 m (0.8 in)
for vane inlet device
0.45D (min. 0.9 m (3 ft))
for half open pipe or
open nozzle,
d1 (min. 0.3 m (1 ft)) for
vane inlet device
0.5 m (1.6 ft)
(to vanebox)
-
-
Vertical flow
separator with vane
type demister
hcont
0.05D
min. 0.3 m (1 ft)
d1
d1
min. 0.3 m (1 ft)
Vessel with swirl tubes
hcont
0.5 m (1.6 ft)
d1
d1
min. 0.3 m (1 ft)
hmesh pad(s)
in case of 2 mesh pads, add
distance between mesh pads
of 0.24 m (10 in)
0.2D (min. 0.3 m (1 ft)) if no
horizontal headers are used,
0.2D (min. 0.5m (1.6 ft)) if
horizontal headers are used.
Height of 1st internal
-
hmesh pad
hvanebox
Hvanebox
Distance between first
and second internal
-
-
-
-
Height of 2nd internal
-
-
-
-
hswirldeck
Distance to top tangent
line
0.9D (min. 0.9 m (3 ft)) for
half open pipe or open
nozzle,
0.6D (min. 0.6 m (2 ft)) for
vane inlet device,
0.15D (min. 0.15 m (6 in))
for vessel with no gas flow
0.10 m (4 in)
0.15 m (6 in)
0.15D
max. 0.4 m (16 in)
0.15D
min. 0.15 m (6 in)
D is vessel inner diameter, d1 is inlet nozzle inner diameter
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 40
5.3.2
Horizontal vessels
5.3.2.1
Type of weir arrangement for three-phase separators:
1.
A configuration with only one compartment may be selected as follows.
Both these configurations require liquid-liquid interface control:
Submerged weir configuration (gas-liquid interface varies in the same way
throughout the vessel); see Figure 5.3.
b.
Overflow weir configuration (gas-liquid interface is fairly constant upstream of the
weir, apart from variations in the crest-over-weir height); see Figure 5.4.
A configuration with separate compartments for heavy and light phase should be
selected if the interface is ill-defined or if interface measurement in settling
compartment is not preferred (e.g., with waxy components).
a.
For small light liquid phase volumetric flow rates, a configuration with gutter and
single weir should be used (see Figure 5.5).
b.
For all other ratios of light and heavy phase volumetric flow rates, a double weir
configuration should be used (see Figure 5.6).
For double weir configurations the sizes of the compartments depend on the ratio
of the volumetric flow rates of the light and heavy liquid phases and the specified
control times and will ultimately determine the length downstream of the
hydrocarbon overflow weir.
An oil skimming pipe should be installed in the water collection compartment of
double weir configurations, entering from the vessel bottom and extending to
LA(H) for the periodic removal of the oil film that will form on top of the water
phase.
Figure 5.3
Three-phase settler with single submerged weir
L
Inlet
Compartment
Settling
Compartment
Feed inlet
d1
Outlet
Compartment
gas outlet
D
2nd Baf le
c.
1st Baffle
2.
a.
heavy-phase outlet
light-phase outlet
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 41
Figure 5.4
Three-phase settler with single overflow weir
Figure 5.5
Three-phase settler with gutter and single weir.
L
Inlet
Compartment
Settling
Compartment
Feed inlet
d1
Outlet
Compartment
gas outlet
2nd Baffle
1st Baffle
D
light-phase outlet
heavy-phase outlet
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 42
Figure 5.6
Three-phase settler with double weir.
TOP VIEW
L
Inlet
Compartment
Settling
Compartment
Outlet
Compartment
B
heavy-phase outlet
A
D
Feed inlet
d1
gas outlet
A
2nd Baffle
1st Baffle
light-phase outlet
B
VIEW "A - A"
L
Inlet
Compartment
Settling
Compartment
Feed inlet
d1
Outlet
Compartment
gas outlet
2nd Baffle
1st Baffle
D
heavy-phase outlet
light-phase outlet
VIEW "B - B"
hfront weir heavy phase
hoverflow weir light phase
hoverflow weir heavy phase
hunderflow passage heavy phase
up
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 43
5.3.2.2
Length
The length of the settling compartment depends on the required quality of separation and
length requirements of internals.
Typically the length of the outlet compartment is 0.25D (for liquid-liquid separators without
internals). The specified control times in conjunction with the liquid flow rates will determine
the size of the two collection compartments and ultimately for a given diameter, the length
of these compartments.
The plate pack is often moved to a position as close to outlet weir as possible to get bulk
separation prior to separation in the plate pack. Requirements for level instrumentation vs.
the pressure drop of the plate pack are detailed in (3.3).
1.
The inlet compartment shall meet the following length criteria:
a.
Distance from tangent line to second calming baffle is at least 0.45 D
b.
Distance between 2 baffles is 0.2 D
c.
Length upstream of first baffle is the larger of the following for L/L separators:
i.
0.25 D;
ii.
0.15 m + dnozzle + max [0.15 m (6 in), 0.5dnozzle].
The inlet device is always upstream of the first baffle.
2.
3.
5.3.2.3
d.
For L/L separators and plate pack, use only 1 baffle with inlet compartment as
0.45 D
e.
For G/L/L separators Length upstream of first baffle is either 0.25 D or 5 dnozzle,
whichever is larger
f.
For G/L/L separators and plate pack, use only 1 baffle with inlet compartment at
least 0.45 D.
Vessels with Horizontal flow wiremesh demister and vane-type demisters shall meet
the following:
a.
The distance between the Schoepentoeter or the horizontal section of the
half-open pipe and the front face of the demister of at least D.
b.
The distance between the rear face of the demister and the downstream side of
the outlet nozzle is at least 0.5 D.
Vessels with a Plate pack shall meet the following:
a.
The distance from baffle to plate pack is 0.15 m (6 in);
b.
The distance from rear of plate pack to outlet nozzle or boot is at least 0.50 m
(20 in).
Height
1.
Horizontal separators shall meet the height requirements in Tables 5.2, Table 5.3 and
Table 5.4, as applicable.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 44
Table 5.2
Empty Vessel
Height requirements for horizontal G/L separator
Horizontal flow separator with vane
Vessel with mesh pad demister
type demister
Height of Gas Cap
min 0.3 m (1 ft)
min 0.3 m (1 ft)
-
Distance between highest
liquid level and bottom of
inlet device
min 0.15 m (6 in)
min 0.15 m (6 in)
min. 0.15 m (6 in) to inlet device,
min. 0.25 m (10 in) to the bottom of
the vane
Control Height
hcont
hcont
hcont
Table 5.3
Height requirements for horizontal L/L separator
Two phase settler w/
Two phase settler
platepack
Central height of the
upper zone (above
maximum liquid level)
Central height of the
lower zone
Hold up for control
0.2D
0.2D
0.2D (min. 0.3m (1 ft))
0.2D (min. 0.3m (1 ft))
hcont
hcont
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 45
2.
A three phase settler with weir arrangement shall meet the following height
requirements:
a.
To prevent carry-over into the heavy-phase compartment, the height of the front
weir of the heavy-phase compartment shall exceed LZA(HH)int by 0.1 m (4 in).
If there is no LZA(HH)int, the height of the front weir of the heavy phase
compartment shall exceed LA(H)int by 0 .1m (4 in).
i.
b.
c.
Under normal-flow conditions (i.e., gas/liquid interface controlled by the light
phase overflow weir), the L/L interface level (or the dispersion band, if present)
shall be at a distance of at least 0.2 m (8 in) from the following:
i.
the lower rim of the heavy-phase under flow weir;
ii.
the upper rim of the light-phase overflow weir.
The opening under the underflow weir shall be a minimum of 0.1 m (0.33 ft) in
height.
i.
3.
The maximum velocity of the liquid flowing under the weir and the maximum
velocity of the liquid flowing between the weirs shall be 0.1 m/s (0.33 ft/s).
The L/L interface level should be halfway between the top of the underflow passage of
the heavy-phase underflow weir and the top of the overflow weir of the light phase, in
order to minimise the likelihood of carry-over to the liquid compartments.
a.
If a dispersion band is expected, its height shall be allowed for between the L/L
interface to the top of the weir.
Table 5.4
Height requirements for horizontal G/L/L separator
Three phase settler
Three phase settler
Three phase settler
w/ plate pack and
w/ double weir
double weir
Central height of
the upper zone
(above maximum
liquid level)
Central height of
the lower zone
Hold up for control
Space
requirement for an
inlet device
Distance between
highest liquid level
and bottom of
inlet device
5.3.2.4
0.2D (min. 0.3 m
(1 ft))
0.2D (min. 0.3 m
(1 ft))
0.2D (min. 0.3 m
(1 ft))
0.2D (min. 0.3 m
(1 ft))
hcont
0.2D (min. 0.3 m
(1 ft))
hcont
0.2D (min. 0.3 m
(1 ft))
hcont
min. 2d1 + 0.05 m
(2 in)
min. 2d1 + 0.05 m
(2 in)
min. 2d1 + 0.05 m
(2 in)
min. 0.15 m (6 in)
min. 0.15 m (6 in)
min. 0.15 m (6 in)
Sizing of boot
For vessels with a boot, the settling compartment extends from the most downstream
located baffle to the light liquid outlet nozzle.
The liquid-liquid interface and the heavy phase outlet are situated in the boot.
1.
2.
The minimum boot dimensions should be as follows:
a.
length of 1 m (40 in) (i.e., the distance between the bottom of the vessel and the
boot bottom tangent line);
b.
diameter of 0.4 m (16 in).
The maximum diameter of the boot shall be 0.3D.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 46
3.
The length of boot shall enable interface level control and accommodate all the nozzles
required for interface level control.
4.
The boot should be located as far from the inlet as possible (while still leaving space
downstream for the outlet of the light liquid phase), in order to minimise disturbance of
the settling process in the settling compartment.
5.
The outlet of the light liquid phase shall protrude into the vessel (typically by 0.15 m
(6 in)).
a.
6.
5.4
it should be located downstream of the boot.
The outlet of the light liquid phase shall be equipped with a vortex breaker.
OVERALL SIZE, L/D
Overall size is the sum of the height and/or length requirements of the various parts of the
vessel.
1.
The L/D ratio of a horizontal vessel should be between 2.5 and 6.
6.
OTHER SEPARATOR DESIGNS
6.1
CYCLONE VESSELS
6.1.1
Cyclone with tangential inlet (conventional cyclone)
6.1.1.1
General
This cyclone design is suitable for gas-dominated feed streams, GVF>0.9.
6.1.1.2
1.
Cyclone with tangential inlet shall be used in a fouling (e.g., coke-formation)
environment and where a demisting efficiency >96% is still required.
2.
A cyclone with a tangential inlet shall only be used if the (high) pressure drop can be
tolerated.
3.
A cyclone with rectangular inlets shall only be used if the difference between the
operating pressure and the pressure outside the cyclone body is less than 5 bar
(73 psi).
4.
If coking is expected (TGU or VBU), a drip ring (Cylindrical baffle at the top of the
cyclone) shall not be used.
Cyclone designs
See Figure 6.1.
1.
The cyclone inlet diameter d1 shall be sized following Equation 6.1, where
C1 =7.0 × 10−4 for SI units (m) (C1 = 1.55 × 10−3 for USC units (ft)).
1
ρ − ρg 3
d1 ≥ C1 Qg l
η
g
Eqn 6.1
For a rectangular inlet, d1 is the height of the inlet, for a circular inlet d1 is the
diameter of the inlet.
2.
The feed momentum, ρg u2g,in, shall not exceed 3750 Pa (2518 lb/ft.s2).
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 47
3.
The fluid velocity shall meet the following limits as applicable in order of precedence
(i.e., in case of conflict, item 3.a overrules item 3.b and in turn item 3.c):
a.
superficial liquid velocity in the nozzle less than 1 m/s (3.3 ft/s).
b.
gas velocity in the nozzle less than 25 m/s (82 ft/s) if erosive material is present in
the feed
c.
gas velocity in the inlet nozzle less than 10 m/s (33 ft/s) if the liquid has foaming
tendency.
4.
The mean gas velocity in cyclone body shall be less than or equal to 3 m/s (10 ft/s).
5.
The minimum distance between vortex finder and bottom plate, Hvfb, shall meet the
requirements in Equation 6.2.
M
H vfb ≥ max 0.5, 0.7 − 0.5 log10 l
M g
Eqn 6.2
Where:
M l is the mass flow rate of liquid in kg/s (lb/s).
M g is the mass flow rates of gas in kg/s (lb/s).
6.
The lower end of the vortex finder shall extend below the bottom of the feed inlet nozzle
by at least 0.2d1.
7.
The distance from the top of the inlet to the top of T.L. should be 0.1d1.
8.
The vertical distance between the top of the inlet nozzle and the lower end of the drip
ring should be 0.1d1.
9.
Liquid level shall always be below the bottom plate.
10. The lower end of the (conical) bottom plate shall be at least 0.1 m (4 in) above
LZA(HH).
11. For proper drainage of liquid settled on the bottom plate to the liquid compartment of
the cyclone, the bottom plate top angle shall be 160°
a.
The upper surface of the bottom plate shall have no protrusions.
b.
If a manhole is required in the bottom plate then it shall be installed flush with the
top of the bottom plate.
12. Vortex spoilers shall be present underneath the bottom plate.
13. The drip ring (anti-creep baffle) is concentric to the vortex finder and shall have a
minimum diameter of half the sum of the cyclone diameter and that of the outlet nozzle
(0.5(D + dout)).
14. The gap between the bottom plate and the cyclone wall shall satisfy the following:
a.
Under non-foaming, non-coking conditions, a gap of 0.025 D (with a minimum of
0.01 m) (0.4 in).
b.
Under foaming conditions gap 0.05 D (with a minimum of 0.02 m) (0.8 in).
c.
Under coking conditions, a gap between 0.05–0 .1m (2–4 in).
15. The liquid drain of any cyclone shall be sealed, i.e., no detectable flow of gas in either
direction of the drain.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 48
Figure 6.1
Cyclone with tangential inlet
A
A
A
A
Cylindrical
top baffle
Cylindrical
top baffle
d1
d1
Vortex
finder
Vortex
finder
D
Bottom
plate
gap
D
TTL
6.2
FILTER SEPARATOR
6.2.1
General
1.
Bottom
plate
gap
A-A
TTL
A-A
A filter separator should be used as a second-line gas/liquid separator to after-clean
the gas stream exiting from the first-line gas/liquid separator.
Filter separator requires a prefilter if solids are present.
2.
6.2.2
Filter separators should not be used for the following:
a.
heavy fouling (sticky material) service.
b.
high liquid loading.
c.
Slugs.
Single stage filter separator
The filter separator is supplied as a complete package of vessel and internals based on a
Manufacturer proprietary design.
The single stage filter separator is either a horizontal or a vertical separator (refer to Figures
6.2 and 6.3).
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 49
Figure 6.2
Vertical filter separator
Filter candles
Product
outlet
LZA(HH)
Drain
Feed
inlet
Drain
Figure 6.3
Horizontal two-stage filter separator
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 50
1.
2.
The filter candle compartment shall have a top flange or a full diameter top cover to
enable installation of the filter candles.
a.
It should allow the filter candle bundle to be removed in one piece.
b.
If a filter carrier is used for this purpose, then the minimum distance between the
filter candles and the vessel wall should be 0.05 m (2 in).
In a fouling environment or if mercury is present in the feed (e.g., natural gas), a
pre-filtering stage should be used.
a.
3.
For the pre-filtering step, conventional filter candles may be used with the flow
from the outside to the inside.
To ensure effective coalescing, the gas velocity into the filter part of the candles, ug,cf
should use a design value of 0.075 m/s (0.246 ft/s), with an upper limit of 0.10 m/s
(0.33 ft/s).
ug,cf is based on outer candle surface.
4.
5.
To avoid re-entrainment of the coalesced droplets in the filter compartment around the
candles, both the following should apply:
a.
candles occupy no more than 35 % of the cross sectional area of the vessel;
b.
the vessel gas load factor λ ≤ 0.1 m/s (0.33 ft/s).
The size of the feed nozzle and of the gas outlet nozzle may be taken to be equal to
the pipeline size, subject to Equation 6.3.
ρ gu 2
g , noz
6.
6.2.3
≤ 4500 Pa (3022 lb / fts 2 )
Eqn 6.3
For the sizing of the liquid outlet nozzles, see (3.1).
Horizontal two stage filter separator
The horizontal two-stage filter separator consists of two compartments, one with a parallel
set of filter candles (to coalesce the fine mist and to separate dust) followed by one with a
final demisting device (refer to Figure 6.3).
1.
The demisting device shall be one of the following:
a.
a multicyclone bundle;
b.
a mistmat;
c.
a vane pack.
2.
For sizing the vessel (diameter) the design rules for the respective demister devices
shall be applied (4.5).
3.
If total liquid removal is required, other technologies should be used.
The application of this separator is no longer recommended for total liquid removal.
6.3
COALESCERS
This DEP is limited to conventional (impingement) coalescer technique. In-line electrostatic
coalescers are not described. Consult the Principal for this type of coalescers.
6.3.1
Selection criteria
1.
Coalescers should be used for coalescence and removal of low concentrations (5% or
less) of dispersed droplets.
Cartridge coalescers are the preferred type. For applications where footprint, weight
and/or frequency of cartridge exchange are limiting factors self-cleaning filtration can
be considered. Consult the Principal in these cases.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 51
2.
3.
Cartridge coalescers are sensitive to fouling and prefiltering shall be applied unless the
service is clean.
a.
Two pre-filters should be used in parallel, with one in use and the other on
standby.
b.
The pre-filter Manufacturer shall specify the area and number of cartridges and
the sizing of the pre-filter pressure vessel.
c.
The cut-off size of the filter should be in alignment with the specification of the
coalescer.
Coalescers should be used for the following:
a.
secondary dispersions;
b.
to upgrade Shell Twin-Flange Coalescers equipped with compressed coalescer
bed.
With cartridges, a wider choice of packing materials is possible.
4.
Coalescers should not be used for the following:
a.
bulk separation
b.
liquids with a kinematic viscosity above 0.015 Pa s (0.01 lb/ft/s)
c.
In fouling service without pre-filtering.
5.
The packing material may be a combination of stainless steel, glass fibre or a polymer
such as polypropylene, PTFE, or poly-aramid.
6.
The thermal, mechanical and chemical stability of the coalescer material should be
considered.
7.
Polypropylene shall not be used if the operating (or steam out) temperature exceeds
80°C (176 °F).
a.
8.
PTFE should not be used above 200 °C (392 °F).
Fibre glass should not be used in systems with pH > 9.
6.3.2
Treatment of the coalescer feed
6.3.2.1
Selection of feed pump
1.
In systems where degradation can readily take place, pumps with low shear should be
used to feed the coalescer, e.g., positive displacement pumps.
Normally, centrifugal pumps are used to pump the feed to the coalescer. However,
due to the high degree of shear in this type of pump, the droplets in the feed can be
broken up further to smaller droplets and the coalescence process will be more
difficult.
6.3.2.2
Measures to avoid flashing in the coalescer
Where the feed of the coalescer originates from a three-phase separator in which vapour
and liquids are in equilibrium and no pump upstream of the coalescer is used, precautions
have to be taken to avoid flashing in the coalescer due to the pressure drop across the
coalescer bed. This can be done by placing the upstream three-phase vessel at a higher
elevation relative to the coalescer.
1.
The coalescer vessel shall be equipped with a vent.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 52
6.3.3
Coalescer fitted with coalescer cartridges
Cartridges can be applied in horizontal as well as vertical vessels. The vessel and its
internals can be built around the required number of cartridges.
Coalescer cartridges have frequently been retrofitted into Shell Twin Flange Coalescers to
replace the polypropylene wool bed. Since the cartridges are pre-fabricated, channelling is
avoided. Within a vessel of a certain size, a larger surface area can be accommodated.
1.
The dispersion to be treated should enter the cartridge in the centre and flow from
inside to outside.
2.
The internal diameter of the skirt shall be sufficiently large to limit the average velocity
of the total liquid flow to at most 0.015 m/s (0.0492 ft/s).
3.
The internal diameter of the skirt shall meet Equation 6.4 with Cskirt,1 = 9.21 for SI units
(m) and 5.08 for USC units (ft).
Dskirt ≥ C skirt ,1 Ql + Qh
Eqn 6.4
4.
The net free area of the top and bottom grid of the bed shall be at least 80 %.
5.
The inner diameter of the lower part of the coalescer vessel, Dlow, should be selected
so that the upward velocity of the continuous light phase in the entrance of the annular
space between the vessel wall and coalescing section is equal to the superficial
velocity of this phase through the coalescer section.
Ignoring the wall thickness of the skirt, D low is determined by eq. (6.5) with
Cskirt,2 = 13 for SI units m and 7.2 for USC units ft.
Dlow = 2 Dup = 2 Dskirt ≥ C skirt , 2 Ql + Qh
Eqn 6.5
The inner diameter of the upper part of the coalescer vessel, Dup, is equal to the
inner diameter of the skirt.
6.
To avoid re-entrainment the total cross-section of the cartridges should not exceed
40 % of the cross section of the vessel compartment in which they are contained.
For coalescer vessels with a size larger than 2 m (6 ft 7 in), a top flange is not
practical. In these vessels the mounting plate is fixed, and provided with a removable
section which can be used as internal manway.
7.
The cartridges should be replaced when the pressure drop exceeds 1 bar (14.5 psi).
The pressure drop across the cartridges in clean conditions is of the order of 0.1 bar
(1.45 psi).
6.3.4
Coalescer fitted with a compressed coalescer bed (Shell Twin-Flange Coalescer)
6.3.4.1
General
1.
The uncompressed bed shall not extend above the lower flange face.
2.
After packing and compression, the bed shall satisfy the following requirements:
3.
a.
If made from polypropylene filaments, have a bulk density 110 kg /m3 and height
in range of 540–700 mm (1.6–2.3 ft).
b.
If made from stainless steel filaments, have a bulk density in the range of
400-425 kg /m3 and height in range of 640–800 mm (2–2.6 ft).
The operating instructions shall state that, before the coalescer can be used, it needs
to be de-gassed first by being filled with either the process liquid or mains water via the
utility connection. It will then be degassed via a venting connection on the feed piping.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 53
6.3.4.2
Vessel height tangent-tangent
The bottom compartment of the Twin-Flange Coalescer shall provide a sufficiently long
control time of the interface level as defined by Equation 6.6.
H = h + X1 + X 2 + X 3
Eqn 6.6
Where
h is the height required for interface level control (up to LZA(HH ) int );
X1 is the height from LZA(HH ) int to the bottom grid of coalescer bed
X 1 = 0.25Dup
X2 is the height from the bottom grid to the top grid of coalescer bed
X 2 = H bed + 2 H grid
X3 is the height from the top grid of coalescer bed to the flange, typically 450mm for
stainless steel packing and 650 mm for polypropylene packing and sufficient to
accommodate the coalescer material before compression.
6.3.4.3
Pressure drop
1.
To monitor the degree of fouling during service, a facility should be installed for
pressure differential measurement across the coalescer bed.
It is common practice to allow a maximum pressure drop of 1 bar across the bed
before the bed is exchanged or back-washed.
6.3.5
Manufacturer-proprietary coalescer vessels, equipped with cartridges
It is possible to procure a Manufacturer-proprietary coalescer with cartridges. This is
supplied as a complete package of vessel and internals based on a
Manufacturer-proprietary design.
1.
Although the design of the separator is the primary responsibility of the Manufacturer,
the guidelines given in (6.3.3) should be used to check the number of cartridges and
the vessel design.
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 54
7.
REFERENCES
In this DEP, reference is made to the following publications:
Unless specifically designated by date, the latest edition of each publication shall be used,
together with any amendments/supplements/revisions thereto.
SHELL STANDARDS
DEP 00.00.05.80-Gen.
DEP feedback form
DEP 31.20.20.31-Gen.
Internals for columns
DEP 32.80.10.10-Gen.
Safety instrumented systems
DEP 32.80.10.14-Gen.
Alarm management
DEP 20.04.10.11-Gen.
Bulk separation and oil treatment facilities
S 10.010
Vortex breakers for nozzles
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57
DEP 31.22.05.12-Gen.
February 2021
Page 55
APPENDIX A. DEFINED PARAMETERS
1.
The procedure for sizing the vessel is to first determine the highest value of the
volumetric gas load factor, Q*max and this shall be done using Equation A.1.
*
= Qg ,max
Qmax
2.
ρg
ρl − ρ g
Eqn A.1
The minimum required vessel cross-sectional area for gas flow, Ag,min, shall be
determined by using Equation A.2.
Ag ,min =
Q g ,max
Eqn A.2
λmax
Where:
λmax is the maximum allowable gas load factor, which is a measure of the gas
handling capacity of the selected separator, part of the separator or demisting
internal.
3.
The separation efficiency of gas from liquid in a separator, Eff, shall be calculated using
the Equation A.3.
Eff =
Q l ,out
Eqn A.3
Q l , feed
If the flow parameter of the feed is very low, i.e., φ < 0.001 , the efficiency of the
separator could be relatively low, even though in absolute terms the liquid carry-over
in the gas stream is still very small.
Under such conditions it is more meaningful to describe the carry-over in absolute
terms (m3/s or kg/s, or ft3/s or lb/s) as well as the efficiency in percentage terms.
In this DEP, only typical efficiencies are quoted for the various separators, since the
efficiency is highly dependent on the liquid droplet size distribution and liquid load at
the gas/liquid separation internal.
4.
Crest over the weir height HOW may be calculated as Equation A.4.
2
Q 3
H OW = COW l
Lw
Eqn A.4
Where COW = 0.067 in the SI system (m) and 0.45 in the USC system (ft).
This document has been supplied under license by Shell to:
Wood Canada Limited m.thirunavukkarasu@woodplc.com 13/01/2022 08:33:57