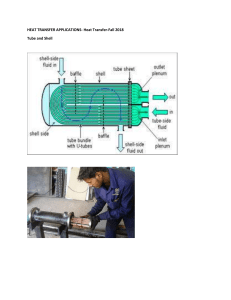
1/24/25, 10:40 PM MECHANICAL DESIGN OF HEAT EXCHANGERS MECHANICAL DESIGN OF HEAT EXCHANGERS Morris, M. DOI: 10.1615/AtoZ.m.mechanical_design_of_heat_exchange Article added: 2 February 2011 Article last modified: 14 February 2011 Share article VIEW IN SEMANTIC MAP VIEW IN A-Z INDEX NUMBER OF VIEWS: 320687 The Shell and Tube, the Air Cooled and the Plate-type Exchanger are the three most commonly used types of exchangers in the chemical and process industries. With increasing effort in recent years to reduce weight and size and increase efficiency, other types of exchangers are increasingly used. However the mechanical (and thermal) design of these alternative exchangers tends to be of a proprietary nature which may explain why https://www.thermopedia.com/content/946/#:~:text=Tubesheets less than 100 mm,is required for process reasons. 1/11 1/24/25, 10:40 PM MECHANICAL DESIGN OF HEAT EXCHANGERS many clients prefer the tried-and-tested shell and tube exchanger type which still predominates in most plants. The general principles of the mechanical design of the following types of exchangers are given in the Heat Exchanger Design Handbook (1994), and full descriptions of each, are given under the corresponding entries in this encyclopedia: a. Shell and Tube Exchangers b. Air Cooled Exchangers c. Plate Type Exchangers d. Plate Fin Type Exchangers e. Double Pipe Exchangers f. Graphite Block Exchangers g. Spiral Plate Type Exchangers h. Direct Contact Exchangers i. Heat Pipes. The shell and tube exchanger basically consists of a number of connected components, some of which are also used in the construction of other types of exchangers. The pressurized components of the shell and tube exchanger are designed to be in accordance with a pressure vessel design code such as ASME VIII (1993) or BS5500 (1994). To meet the relevant regulations (see Pressure Vessels) the pressurized components of alternative types of exchangers must meet at least the principles of a relevant pressure vessel design code. A pressure vessel design code alone cannot be expected to cover all the special features of heat exchangers. To give guidance and protection to designers, manufacturers and purchasers, a supplementary code is desirable. A universally accepted code for shell and tube exchangers is TEMA (1988), which although designed to supplement ASME VIII, can be used in conjunction with other pressure vessel codes. TEMA specifies minimum thicknesses, corrosion allowances, particular design requirements, tolerances, testing requirements, aspects of operation, maintenance and guarantees. (See also TEMA Standards.) https://www.thermopedia.com/content/946/#:~:text=Tubesheets less than 100 mm,is required for process reasons. 2/11 1/24/25, 10:40 PM MECHANICAL DESIGN OF HEAT EXCHANGERS One of the most useful functions of TEMA is to provide a simple three-letter system that completely defines all shell and tube exchangers with respect to exchanger type, stationary end head, rear end head and shell side nozzle configuration. This system is shown in Figure 1. The first letter defines the stationary end head, the middle letter defines the shell type and the last letter the rear end type. https://www.thermopedia.com/content/946/#:~:text=Tubesheets less than 100 mm,is required for process reasons. 3/11 1/24/25, 10:40 PM MECHANICAL DESIGN OF HEAT EXCHANGERS Figure 1. TEMA Designation System. © 1988 by Tubular Exchanger Manufacturers Association. In specifying TEMA (Fig. 1) the purchaser will choose one of the three classes: https://www.thermopedia.com/content/946/#:~:text=Tubesheets less than 100 mm,is required for process reasons. 4/11 1/24/25, 10:40 PM MECHANICAL DESIGN OF HEAT EXCHANGERS Class R for "generally severe requirements of petroleum and related processing applications," Class C for "generally moderate requirements of commercial and general process applications," Class B for "chemical process service." Heat transfer equipment may be designated by type or function it performs, such as chiller, condenser, cooler reboiler, etc. The choice of shell and tube type is determined chiefly by factors such as the need for the provision for differential movement between shell and tubes, the design pressure, the design temperature, and the fouling nature of the fluids rather than the function. More information on the choice of types, their main features and their design, is given in Saunders (1988). A common type of shell and tube exchanger is the fixed tubesheet type. This is shown in Figure 2, and has the TEMA designation AEM. The main components of the exchanger shown in Figure 2 feature in most shell and tube exchangers and are given a reference number which relates to the component descriptions below. Figure 2. Fixed tubesheet exchanger. The following components perform a function mainly related to fluid flow: 1. Tubes. The usual outside diameter range for petroleum and petrochemical applications is 15 to 32 mm, with 19 and 25 being the most common. Tubes may be purchased to minimum or average wall thickness. The thickness tolerances for minimum wall tubes are minus zero, plus 18% to 22% of the nominal thickness, while those of average wall tubes are plus and minus 8% to 10% of the nominal wall thickness. Tube thickness must be checked against internal and external pressure but the dimensions of the most commonly used tubes can withstand appreciable pressures. The most common tube length range is 3600 to 9000 mm for removable bundles and 3600 to 15000 mm for the https://www.thermopedia.com/content/946/#:~:text=Tubesheets less than 100 mm,is required for process reasons. 5/11 1/24/25, 10:40 PM MECHANICAL DESIGN OF HEAT EXCHANGERS fixed tube type. Removable bundle weights are often limited to 20 tons. TEMA specifies minimum tube pitch/ outside diameter ratios and minimum gaps between tubes. 2. Channel partition plates. For exchangers with multiple tube passes, the channels are fitted with flat metal plates which divide the head into separate compartments. The thickness of these plates depends on channel diameter but is usually 9 to 16 mm for carbon and low alloy steels and 6 to 13 mm for the more expensive alloys. Except for special high pressure heads, the partition plates are always welded to the channel barrel and also to the adjacent tubesheet or cover if either of these components is in turn welded to the channel. If the tubesheet or cover is not welded to the channel, the tubesheet or cover is grooved and the edge of the partition plate sealed by a gasket embedded in the grooves. 3. Shell baffles. Shell cross baffles have the dual purpose of supporting the tubes at intervals to prevent sag and vibration, and also of forcing the shell side fluid back and forth across the bundle, from one end of the exchanger to the other. Segmentally single cut baffles are the most common, however, thermal or pressure drop may dictate baffles of more complicated shape. Split backing ring and pull through floating head exchangers have a special support type baffle adjacent to the floating head to take the weight of the floating head assembly. TEMA specifies the minimum baffle thickness, the maximum unsupported tube length, the clearances between tubes and holes in the baffles and between shell inside diameter and baffle outside diameter. Two shell pass exchangers (see Figure 2 shell types F, G or H) require a longitudinal baffle, which for F type exchangers is welded to the stationary tubesheet. Leakage of the shell side fluid between the shell and the longitudinal baffle edges must be minimized. When removable bundles are used, this leakage gap is sealed by flexible strips or packing devices. Figure 3 shows a typical flexible strip. 4. Tie rods. Tie rods and spacers are used to hold the tube bundle together and to locate the shell baffles in the correct position. Tie rods are circular metal rods screwed into the stationary tubesheet and secured at the farthest baffle by lock nuts. The number of tie rods depends on shell diameter and is specified, by TEMA. The following components perform a function mainly related to pressure and fluid containment. Their design is carried out in accordance with the relevant pressure vessel code, see Pressure Vessels. 5/6. Shell barrel and channel barrel. TEMA specifies minimum barrel thicknesses depending on diameter, material and class. Most barrels larger than 450 mm internal diameter are fabricated from rolled and welded plate. The shell barrel must be straight and true as a tightly fitting tube bundle must be inserted and particular care has to be https://www.thermopedia.com/content/946/#:~:text=Tubesheets less than 100 mm,is required for process reasons. 6/11 1/24/25, 10:40 PM MECHANICAL DESIGN OF HEAT EXCHANGERS taken in fabrication. Large nozzles may cause "sinkage" at the nozzle/shell junction due to weld shrinkage and temporary stiffeners may be needed. 7/8. Dished heads and flat heads. Small diameter, low pressure dished heads are sometimes cast but most dished heads are fabricated from plate and are of semiellipsoidal, torispherical or hemispherical shape. The minimum thickness of dished heads is the same as for adjacent barrels. Tube cleaning with a welded channel bonnet (TEMA front end B) would require the breaking and remaking of the channel nozzle flanges to enable the channel to be removed. A flat head (TEMA front end A) avoids this and allows the pipework to remain in place. 9. Nozzles. Most nozzles are sized to match the adjacent schedule piping. The openings in the barrels require reinforcement in accordance with the relevant pressure vessel code which in turn will limit the maximum size of nozzle opening. Figure 4 shows a typical nozzle in moderate service, with reinforcement provided by a reinforcement plate and with a weld neck nozzle flange. 10. Flanges. Three types of flanges are found in shell and tube exchangers, namely, Girth flanges for the shell and channel barrels; internal flanges in the floating head exchanger to allow disassembly of the internals and removal of the tube bundle; and nozzle flanges where the flange and gasket standards, the size and pressure rating will be set by the line specification. Figure 5 shows three types of flanges. The weld neck flange type, which has a tapered hub with a smooth stress transition and accessibility for full nondestructive examination, provides the highest integrity of the three types. A flange consists of three subcomponents: the flange ring, the gasket and the bolting. The successful operation of the flange depends on the correct choice, design and assembly of these subcomponents. The Heat Exchange Design Handbook contains two chapters discussing these factors. 11. Tubesheets. Tubesheets less than 100 mm thick are generally made from plate material. Thicker tubesheets, or for high integrity service, are made from forged discs. Clad plate is commonly used where high alloy material is required for process reasons. A clad tubesheet consists of a carbon or low alloy backing plate of sufficient thickness to satisfy the pressure vessel design code, with a layer of the higher alloy material bonded onto it by welding or by explosion cladding. TEMA gives design rules to calculate the tubesheet thickness, which give similar but not identical results to the rules in ASME and BS5500. It also specifies tolerances for tube hole diameter, ligament width and for drill drift. Different methods are available for the attachment of the tube end to the tubesheet. The most common method is roller expansion where the force produced by an expanding tool deforms the tube radially outward to give a mechanical seal. In explosive expansion a charge is placed inside the tube within the tubesheet thickness. It is more expensive than roller expansion but can produce tighter joints. Welded tube joints can be produced at the "outer" face of the tubesheet or downhole at the "inner" face of the tubesheet. The success of the tube end joints is highly dependent on the correct choice of type and the experience of the manufacturer. This is discussed in detail in Saunders (1988). 12. Expansion bellows. These may be required in the shell of a fixed tubesheet exchanger or at the floating head of single tube pass floating head exchangers. They are discussed in more detail in Expansion joints. https://www.thermopedia.com/content/946/#:~:text=Tubesheets less than 100 mm,is required for process reasons. 7/11 1/24/25, 10:40 PM MECHANICAL DESIGN OF HEAT EXCHANGERS Figure 3. Longitudinal baffle. Figure 4. Welds neck nozzle. https://www.thermopedia.com/content/946/#:~:text=Tubesheets less than 100 mm,is required for process reasons. 8/11 1/24/25, 10:40 PM MECHANICAL DESIGN OF HEAT EXCHANGERS Figure 5. Flange types. Other important heat exchanger components include those in the floating head assemblies, supports and rectangular headers in air cooled exchangers. These and other components are described in the Heat Exchanger Design Handbook. References 1. ASME VIII Division 1. ASME Boiler and Pressure Vessel Code. (1993) Rules for the construction of pressure vessels. ASME New York. 2. BS5500 British Standard for the Specification for Unfired Pressure Vessels. (1994) BSI London. 3. Saunders, E. A. D. (1988) Heat Exchangers: Selection, Design and Construction. Longman, London. 4. Heat Exchanger Design Handbook (1994) Begell House Inc, New York. 5. TEMA Standards of the Tubular Exchanger Manufacturers Association. (1988) TEMA New York Back to top https://www.thermopedia.com/content/946/#:~:text=Tubesheets less than 100 mm,is required for process reasons. © Copyright 2008-2025 9/11 1/24/25, 10:40 PM MECHANICAL DESIGN OF HEAT EXCHANGERS Related content in other products HEDH Multimedia Edition Begell House Inc. AIHTC ICHMT Annual Review of Heat Transfer We recommend SHELL AND TUBE HEAT EXCHANGERS R.J. Brogan, Thermopedia, 2011 Improving Industrial Heat Transfer- Compact and Not-SoCompact Heat Exchangers Thermal Performance Exploration of Air Foil Shape of Pillars using Impinging Jet in Heat Sink Deepak Kumar, Tobacco Regulatory Science Improved efficiency with heat pumps : energy efficiency & optimisation https://www.thermopedia.com/content/946/#:~:text=Tubesheets less than 100 mm,is required for process reasons. 10/11 1/24/25, 10:40 PM MECHANICAL DESIGN OF HEAT EXCHANGERS Vishwas V. Wadekar, Journal of Enhanced Heat Transfer, 1998 412--Introduction E. A. D. Saunders, Heat Exchanger Design Book, 2017 15665--Detailed Method for Shell-and-Tube Heat Exchanger Design Jerry Taborek, Heat Exchanger Design Book, 2018 Chapter 2: Classification of Shell-and-Tube Heat Exchangers Rajiv Mukherjee, Begell E-book Platform, 2004 Nicol Du Toit, Farmer's Weekly, 2016 Performance Evaluation of Thermal Attributes in Impinging Jet Heat Sink using Airfoil Pillars with and without Nano Fluid Deepak Kumar, Tobacco Regulatory Science Modelling of energy expenditure at welding workstations : effect of temperature on work performance, Journal of the Ergonomics Society of South Africa, 20 (1) 2... S.A. Oke, Ergonomics SA : Journal of the Ergonomics Society of South Africa, 2008 High temperature CO2 sorption using Ca(OH)2 in pilot scale packed column Halugondanahalli Sadashivaiah Preetham, European Journal of Chemistry, 2016 Powered by ABOUT EDITORS CONTACT US ACCESS © THERMOPEDIA, 2025 ISBN: 978-1-56700-456-4 https://www.thermopedia.com/content/946/#:~:text=Tubesheets less than 100 mm,is required for process reasons. 11/11