FANUC Servo Learning Oscillation (1 axis) Specifications
advertisement
 Specifications")
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Copyright 2018 FANUC CORPORATION
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 1/23
1
Servo Learning Oscillation (1 axis)
1.1
Overview
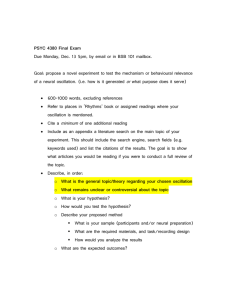
Usually, in turning, long and tangled chips are generated by constant feed cutting. So, there is the problem that because these chips get
entangled with the tool and the workpiece, intermittent stops in production for removing the chips are generated and the chips scratch the
workpiece.
Oscillation cutting is the technology to machine workpiece while cutting chips by making the tool oscillate along the cutting direction.
By oscillation cutting, the chips problem can be solved.
Servo learning oscillation is function to realize surely cutting chips by applying Servo learning control to oscillation cutting.
Cutting chips can be performed in not only external turning but also internal turning, end face turning, parting-off and drilling.
Moreover, in roughing and semi-finishing machining on taper and circular arc, cutting chips can be performed by oscillating one axis of
multiple interpolation axes.
Using this function requires the option of Servo learning oscillation (1 axis).
Fig. 1.1 (a)
1.2
Without servo learning oscillation
Fig. 1.1 (b)
With servo learning oscillation
Editions of applicable software
To use servo learning oscillation, the following series and editions of applicable software are required.
-
Series and editions of applicable CNC software
The follows are series and editions of applicable software.
Supported series is only STEP2 series on FANUC Series 30i/31i/32i-B.
Model
FS30i-B
FS31i-B5
FS31i-B
FS32i-B
FS0i-F Plus
-
Series
G303, G313, G323, G333, G353
G423, G433, G483, G4H3, G424
G403, G413, G453, G4G3, G404
G503, G513, G523
D6G3, D4G3
Edition
17.0 or later
17.0 or later
17.0 or later
17.0 or later
1.0 or later
Series and editions of applicable servo software
FANUC Series 30i/31i/32i-B : 90J3/08.0 or later
: 90J7/01.0 or later
FANUC Series 0i-F Plus
NOTE
In case of the application of 90J3 series, it is necessary to use servo card B and set No.1024=3 for all axes.
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 2/23
1.3
Usage
Procedure for servo learning oscillation
①
Settings for oscillation axis. (Refer to 1.3.1)
②
Generation of program.
(Refer to 1.3.2)
③
Tuning for oscillation axis. (Refer to 1.3.3)
1.3.1
Settings for oscillation axis
Oscillation axes to apply servo learning oscillation require below axis settings.
1)
Axis allocation
You can use an oscillation axis per a DSP.
If you want to use three or more oscillation axes, use series 30i-B.
If you want to use two oscillation axes when using series 0i-F Plus, use 0i-TF TYPE0, 1.
The oscillation axes to apply servo learning oscillation should be allocated to “1, 9, 17…, 73 ( 1+8n (n=0,1,2,…,9) ) in parameter
(No.1023).
And if there is an oscillation axis in a DSP, the number of controlled axes per a DSP is limited as follow.
Control method
Velocity control period
Without oscillation axis
With oscillation axis
1ms
6
4
HRV2
-
0.5ms
4
4 (5※)
1ms
3
-
HRV3
0.5ms
3
0.25ms
2
1
HRV4
0.25ms
1
1
※ The number of controlled axes per a DSP having no oscillation axis in case that the number of oscillation axes is 1 in using
series 0i-F Plus TYPE0, 1
The follows are the number of maximum controlled axes of series 0i-F Plus.
The number of maximum controlled axes
(The number of oscillation axes is 0)
The number of maximum controlled axes
(The number of oscillation axes is 1)
The number of maximum controlled axes
(The number of oscillation axes is 2)
The number of maximum controlled axes
(The number of oscillation axes is 3~6)
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
TYPE0, 1
(DSP=2)
HRV2: 12
HRV3: 10
HRV2: 10
HRV3: 8
HRV2: 8
HRV3: 6
Not available
Contents
Apprv
TYPE3, 5
(DSP=1)
HRV2: 6
HRV3: 5
HRV2: 4
HRV3: 3
Not available
Not available
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 3/23
2)
Activate servo learning oscillation
Set parameter as follow.
・Servo learning oscillation.
・Magnification of oscillation frequency
・Magnification of oscillation amplitude
(Parameter SVOSCI(No.2439#1)=1)
(Parameter (No.25692)=500) (NOTE 1)
(Parameter (No.25693)=1200) (NOTE 1)
NOTE
1. You should set oscillation condition (magnification of oscillation frequency and magnification of oscillation
amplitude) for chips shredding.
Refer to “1.4 About oscillation motion” for optimal settings of each machine.
2. In case of commanding magnification of oscillation frequency or magnification of oscillation amplitude by
program, you need not set parameter No.25692, 25693.
3. Parameter setting for servo learning oscillation is possible on parameter window of Servo Guide.
Refer to “1.3.4 Parameter window” for details.
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 4/23
1.3.2
Machining program format
Format
G8.5 P2 IP0 I_ K_ ;
G8.5 P0 ;
Servo learning oscillation mode on
Servo learning oscillation mode off
P2 : Servo learning oscillation mode on
P0 : Servo learning oscillation mode off
IP : An address for oscillating axis in machining at taper and circle arc (omissible)
I : Magnification of oscillation frequency (digit number of decimal is up to 3 digits, permissible range: 0.0 to
32.5) (omissible)
K : Magnification of oscillation amplitude (digit number of decimal is up to 3 digits, permissible range: 0.0 to
32.5) (omissible)
NOTE
1. Specify G8.5 alone in a block.
2. Specify G8.5 at the beginning of a block.
3. Specify I (magnification of oscillation frequency) and K (magnification of oscillation amplitude) with a
decimal point.
Explanation
Servo learning oscillation mode on
When “G8.5 P2” is specified, servo learning oscillation mode is turned on.
If I (magnification of oscillation frequency) or K (magnification of oscillation amplitude) is specified, the specified magnification
becomes valid.
If I (magnification of oscillation frequency) or K (magnification of oscillation amplitude) is omitted, the each magnification set in
parameter No.25692, No.25693 becomes valid. (Refer to Table 1.3.2(a), Table 1.3.2(b))
When servo learning oscillation mode is turned on, servo learning oscillation mode signal SLOST<Fn732.2> becomes “1”.
In servo learning oscillation mode on, axes set as oscillation axis (bit 1 (SVOSCI) of parameter No. 2439 is set to 1) oscillate when the
following cutting commands are executed.
Liner and circular interpolation
Oscillation axes don’t oscillate by the following commands are executed.
Rapid traverse
Manual operation
Threading
Tapping
No move command
Normally, servo learning oscillation is used with feed per revolution.
Moreover, oscillation motion by servo learning oscillation is synchronized with the rotation of the spindle with the selected position
coder.
Usually, because the position coder of the spindle targeted for feed per revolution is selected, the oscillation motion is synchronized with
this spindle.
(For details of position coder selection, refer to chapter of “PATH SPINDLE CONTROL” and “MULTI-SPINDLE CONTROL” in
Connection manual (function) (B-64483EN-1).)
Servo learning oscillation mode off
When “G8.5 P0” is specified, servo learning oscillation mode is turned off.
When servo learning oscillation mode is turned off, servo learning oscillation mode signal SLOST<Fn732.2> becomes “0”.
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 5/23
Changing of oscillation condition
When “G8.5 P2” is specified again in servo learning oscillation mode on, the oscillation condition is changed.
If I (magnification of oscillation frequency) or K (magnification of oscillation amplitude) is specified, the specified magnification
becomes valid.
If I (magnification of oscillation frequency) or K (magnification of oscillation amplitude) is omitted, the each magnification set in
parameter No.25692, No.25693 becomes valid. (Refer to Table 1.3.2(a), Table 1.3.2(b))
Setting of oscillation condition by parameter
If I (magnification of oscillation frequency) or K (magnification of oscillation amplitude) is omitted in command of “G8.5 P2”, the each
magnification set in parameter becomes valid.
Just when block of “G8.5 P2” is executed, the magnification of oscillation frequency and of oscillation amplitude become valid.
Even if parameters Nos. 25692, 25693 are changed in servo learning oscillation mode on, the applied magnifications of oscillation
frequency and oscillation amplitude are not changed. If changes of parameters Nos. 25692, 25693 want to be applied, it is necessary to
specify “G8.5 P2” again.
Table 1.3.2 (a) Selection of oscillation condition
Servo learning oscillation mode on
Magnification of oscillation frequency
Magnification of oscillation amplitude
G8.5 P2 I_ K_ ;
Specified value of I
Specified value of K
G8.5 P2 ;
Parameter No.25692
Parameter No.25693
Table 1.3.2 (b) Setting of oscillation condition by parameter
Magnification of oscillation frequency
Magnification of oscillation amplitude
Parameter
Unit of data
Valid data range
No.25692
No.25693
0.001 times
0.001 times
0 to 32500
0 to 32500
Specifying of one oscillation axis
In servo learning oscillation (1 axis), when two or more axes are interpolated in machining at taper and circular arc, each axis cannot be
oscillated simultaneously. However, even in machining at taper and circular arc, machining with cutting chips can be performed by
oscillating only one axis. (Hereafter, this axis is referred to as specified one oscillation axis.)
For details, please refer to “1.4.3 Oscillation motion in machining at taper and circular arc”
In two or more axes interpolation in machining at taper and circular arc, oscillation motion is based on IP0 command.
In case with IP0 command (Fig. 1.2.5 (a))
Only one axis is specified by IP0 oscillates in machining at taper and circular arc. (Fig. 1.2.5 (a) is example that Z-axis is set as
specified one oscillation axis)
Z-axis oscillates in external turning.
X-axis oscillates in end face turning.
In case without IP0 command (Fig. 1.2.5 (b))
All axes don’t oscillate in machining at taper and circular arc.
Z-axis oscillates in external turning.
X-axis oscillates in end face turning.
Fig. 1.2.5 (a) Case with IP0 command (G8.5 P2 Z0)
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Fig. 1.2.5 (b) Case without IP0 command (G8.5 P2)
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 6/23
Sample program
O1001 ;
:
N10 M03 S2000 ;
:
N20 G8.5 P2 Z0 I0.5 K1.2 ; ・・・・・・・・・
:
:
:
:
:
N30 G00 X10.0 Z5.0 ; ・・・・・・・・・・・・・
:
N40 G99 G01 X15.0 F0.03 ; ・・・・・・・・
:
N50 G99 G01 X20.0 Z0.0 ; ・・・・・・・・・
:
N50 G8.5 P0 ; ・・・・・・・・・・・・・・・・・・・・
:
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Servo learning oscillation mode is turned on.
Servo learning oscillation mode signal SLOST<Fn732.2> becomes “1”.
The magnification of oscillation frequency is set to 0.5 times and the
magnification of oscillation amplitude is set to 1.2 times.
Only Z-axis oscillates in machining at taper and circle arc.
In rapid traverse, oscillation is not performed.
In cutting feed, oscillation is performed.
Only Z-axis oscillates in machining at taper.
Servo learning oscillation mode is turned off.
Servo learning oscillation mode signal SLOST<Fn732.2> becomes “0”.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 7/23
1.3.3
Tuning of oscillation axis
Please tune servo control for oscillation axis as follow.
Before tuning of oscillation axis, tune velocity control and position control to get as high gain as possible.
Step A
(NOTE)
And set the feed-forward (No.2005#1=1、No.2092=10000).
First of all, disable Servo Learning Control by setting Learning band (No.2512) to 0.
Step B
Execute machining program and observe the position error.
Set Learning band (No.2512) to 50 (enable Servo Learning Control).
Step C
Learning Control can make position error small and follow correctly oscillation command.
In case velocity period is 0.25ms, set Learning band to 100.
Set Max/Min order of dynamic characteristic compensation No.2526=12, No.2527=0.
Step D
Step E
Execute machining program to observe whether position error converges or not.
Step F
Increase the value of Max order of dynamic characteristic compensation No.2526 by 1 or 2.
Execute machining program to observe whether position error converges or not. And find maximum value of
No.2526 that position error doesn’t diverge.
Decrease the value of No.2526 by 1 or 2 and observe whether position error converges or not. And find minimum
value of No.2526 that position error doesn’t diverge.
Step G
Step H
Calculate midpoint value acquired on Step F and G in No.2526.
Step I
If you can’t find proper No.2526 in Step F and G, set 12 in No.2526 and repeat Step F and G for No.2527.
CAUTION
For the safety, make sure to execute your program without actual machining.
1. NOTE If further high gain is required for velocity and position control, refer to High gain parameter setting of
High Precision Learning Control Operator’s Manual (A-63639E-204)
2. If position error after convergence is still large, increase Learning band No.2512 and repeat tuning.
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 8/23
1.3.4
Parameter window
Parameter setting for Servo Learning Oscillation is possible on parameter window of Servo Guide.
For details of each parameter, refer to”1.7 Parameters”.
Available Servo Guide
Version 10.80 or later
◆“Servo Learning Oscillation” tab
NOTE
1. You can set proper division number (No.2517) by setting speed of spindle axis and "->" button.
2. “Auto setting” button calculates the maximum and minimum order of dynamic characteristic compensation
“Gx” from position gain.
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 9/23
1.4
About oscillation motion
1.4.1
Oscillation command
In servo learning oscillation mode on, oscillation command as the following equation is superimposed on usual cutting command.
(Oscillation command) = K/2*F*{cos(I*2π*(S/60)*t) -1}
Where
F Feed amount per revolution [mm/rev]
S Speed of spindle with selected position coder [min-1]
I
Magnification of oscillation frequency [times]
K Magnification of oscillation amplitude [times]
t
Time [sec]
Oscillation motion by servo learning oscillation has features such as the following:
Oscillation motion is synchronized with rotation of spindle with selected position coder.
Like Fig. 1.4.2 (a), because oscillation command get superimposed in opposite direction of the axis moving command, the
oscillation motion doesn’t go beyond the position of cutting command.
Because oscillation command is superimposed on usual cutting command, the time taken for moving to the commanded position is
the same as the time taken for usual cutting command.
When either one of the magnification of oscillation frequency or the magnification of oscillation amplitude is 0, oscillation cannot
be performed.
1.4.2
Settings for oscillation condition
The chips shredding are realized by air-cut which the oscillating machining path overlaps with machined part.
Fig. 1.4.2 (a)
Machining path in servo learning oscillation
To make air-cut for chips shredding, tune below 2 values.
Oscillation frequency
Oscillation amplitude
In servo learning oscillation, specify the magnification of oscillation frequency and of oscillation amplitude.
Magnification of oscillation frequency
:Frequency of oscillation that is executed per revolution of the spindle axis
Magnification of oscillation amplitude
:Oscillation amplitude for feedrate per revolution
To set oscillation condition, refer to explanations shown below.
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 10/23
-
-
For effective chips shredding, set magnification of oscillation frequency to “N.5 times” (N=0, 1, 2...). Standard setting is “0.5
times”.
If the value is set to "N.0 times" (N=0, 1, 2...), chips shredding is impossible.
When magnification of oscillation amplitude is set greater than or equal to "1.0 times", oscillation cutting can shred chips. Please
consider a margin for movement of tool tip to set the value.
For linear cutting by feed only 1 axis, standard setting is "1.2~1.5 times". For taper cutting or circular interpolation, standard setting
is "1.5~1.8 times". Please confirm chips shredding with actual oscillation cutting.
For more details about taper or arc shape cutting with oscillation, please refer to "1.4.3 Oscillation motion in taper or arc shape".
Examples of setting are shown below.
Magnification of
oscillation frequency
Ex. 1
0.5 times
Ex. 2
1.5 times
Ex. 3
1.0 times
Ex. 4
1.5 times
Magnification of
oscillation amplitude
1.2 times
1.2 times
1.2 times
0.8 times
Chips shredding
effective
effective
ineffective
ineffective
Figures of
machining path
1.4.2 (b)
1.4.2 (c)
1.4.2 (d)
1.4.2 (e)
Ex.1)
-
Magnification of oscillation frequency:
0.5 times
Magnification of oscillation amplitude:
1.2 times
Air-cuts occur, and chips are shredded.
When magnification of oscillation frequency is set to "0.5 times", chips are shredded once every 2 revolutions of spindle axis.
Fig.1.4.2 (b) Machining path with servo learning oscillation
(Magnification of oscillation frequency: 0.5 times, Magnification of oscillation amplitude: 1.2 times)
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 11/23
Ex.2)
-
Magnification of oscillation frequency:
1.5 times
Magnification of oscillation amplitude:
1.2 times
Air-cuts occur, and chips are shredded.
When Magnification of oscillation frequency is set to "1.5 times", chips are shredded 3 times every 2 revolutions of spindle axis.
Fig.1.4.2 (c) Machining path with servo learning oscillation
(Magnification of oscillation frequency: 1.5 times, Magnification of oscillation amplitude: 1.2 times)
Ex.3)
-
Magnification of oscillation frequency:
1.0 times
Magnification of oscillation amplitude:
1.2 times
When magnification of oscillation frequency is set to "N.0 times"(N=0,1,2...), Air-cuts do not occur, and chips are not shredded.
Fig.1.4.2 (d) Machining path with servo learning oscillation
(Magnification of oscillation frequency: 1.0 times, Magnification of oscillation amplitude: 1.2 times)
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 12/23
Ex.4)
-
Magnification of oscillation frequency:
1.5times
Magnification of oscillation amplitude:
0.8 times
When magnification of oscillation frequency is lesser than "1.0 times", Air-cuts do not occur, and chips are not shredded.
Fig.1.4.2 (e) Machining path with servo learning oscillation
(Magnification of oscillation frequency: 1.5 times, Magnification of oscillation amplitude: 0.8 times)
NOTE
Even if magnification of oscillation frequency is set to a value except "N.5 times" (e.g. 1.2, 1.4, 1.6, etc.),
chips shredding is possible. In this case, you should set greater value to magnification of oscillation
amplitude for air-cut.
Cutting surface
The cutting surface during oscillation is susceptible to continuous change of cutting force. Cutting surface is influenced by workpiece,
machine rigidity, and cutting condition. Especially, you need pay attention to great feedrate that leads cutting surface to rough.
Maximum feedrate with oscillation
Oscillation cutting is performed by superimposing oscillation command on normal cutting command. For this reason, maximum feedrate
with oscillation (Vmax [mm/sec]) is greater than command (Vcom [mm/sec]). Vmax is shown in following equation.
Maximum feedrate
Maximum feedrate
Where
F
S
I
K
Vmax = (I*K*π + 1)*F*(S/60)
Vmax = (I*K*π + 1)*Vcom
Feed amount per revolution [mm/rev]
Spindle speed [min-1]
Magnification of oscillation frequency
Magnification of oscillation amplitude
e.g. Magnification of oscillation frequency:0.5 Magnification of oscillation amplitude:1.2
In this case, maximum feedrate with oscillation axis is about 2.9 times of commmand as follows.
(Vmax / Vcom) = (0.5*1.2*π + 1) ≒ 2.88…
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 13/23
1.4.3
Oscillation motion in machining at taper and circular arc
In servo learning oscillation (1 axis), when two or more axes are interpolated in machining at taper and circular arc, each axis cannot be
oscillated simultaneously.
However, even in machining at taper and circular arc, machining with cutting chips can be performed by oscillating only one axis. (But
the quality of the machined surface is not fine, so this machining method is used in roughing and semi-finishing machining)
Oscillation motion in machining at taper and circular arc is decided from following two, by command of “IP0” on “G8.5 P2”.
Only one axis is specified as oscillating axis (With command of “IP0”)
All axes don’t oscillate (Without command of “IP0”)
CAUTION
Not only machining at taper and circular arc, axes in multi paths which select same spindle of which axis
directions are different from each other cannot be oscillated simultaneously. Each axis direction is based on
setting of parameter No.1022 (Setting of each axis in the basic coordinate system). Each axis direction is
based on setting of A (Setting of each axis in the basic coordinate system). Axes of which axis directions
based on parameter No.1022 is same to each other can be oscillated simultaneously.
Set parameter No.1022 correctly in accordance with actual axis directions. About oscillation motion In
incorrect setting of parameter No.1022, FANUC do not take any responsibility.
Settings for oscillation condition for cutting chips in machining at taper and circular arc
The mechanism of generation of air cut by oscillating only one axis in machining at taper and circular arc is complex. The condition of
generation of air cut depends on angle of the workpiece surface and shape of the tool, etc.
Example)
In case of machining condition like Fig. 1.4.3(a), cutting chips can be performed in the following conditions.
Z-axis is set as specified one oscillation axis
Magnification of oscillation frequency is set to n.5 times (n=0,1,2…)
Magnification of oscillation amplitude is set according to the angle of taper and tool. (Refer to Fig. 1.4.3(b). The magnification of
oscillation amplitude need to be set value of K in the figure)
Fig. 1.4.3 (a)
Ed.
Date
Date
Example of cutting chips by oscillating only one axis in machining at taper
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 14/23
Fig. 1.4.3 (b)
How to decide magnification of oscillation amplitude in machining at taper
CAUTION
Oscillation command gets superimposed in opposite direction of the axis moving command. So, If X-axis is
set as specified one oscillation axis in machining like Fig. 1.4.3 (a), tool breakage might occur by excessive
cutting load because the tool oscillates toward existence of the workpiece. In consideration that oscillation
command gets superimposed in opposite direction of the axis moving command, it is required to set
specified one oscillation axis. Especially, note pocketing, etc.
NOTE
Cutting chips may not be able to be performed depending on angle of the workpiece surface and shape of
the tool.
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 15/23
1.5
Use with other functions
Canned cycle
Oscillation cutting can be performed in cutting block of canned cycle, by turning on servo learning oscillation mode before execution of
each canned cycle.
Constant surface speed control
Servo learning oscillation can be used together with constant surface speed control. However, the synchronous accuracy of the
oscillation motion and the spindle may decrease slightly.
Feed per minute
Servo learning oscillation should be used with feed per revolution. Although the oscillation motion can be performed even with feed per
minute, the oscillation motion is synchronized with rotation of the spindle with selected position coder. So, in no position coder selection,
the oscillation motion doesn’t be performed.
CAUTION
Even in feed per minute, oscillation command is generated based on feed amount per revolution calculated
by feed amount per minute and rotation of the spindle with selected position coder.
At this time, if the spindle rotates slowly, big oscillation command is generated.
Dry run
Oscillation motion by servo learning oscillation doesn’t be performed during dry run. However, when bit 0 (DRO) of parameter No.
24654 is set to 1, the oscillation motion can be performed.
CAUTION
Oscillation amplitude is proportional to specified cutting feedrate. If bit 0 (DRO) of parameter No. 24654 is
set to 1 and oscillation can be performed during dry run, the machine may oscillate largely by the large axis
oscillation in case of high dry run rate.
Reset, emergency stop, alarm
When reset or emergency stop is executed or alarm occurs, servo learning oscillation mode is turned off.
Synchronous control
When master axis and slave axis are set as oscillation axis (bit 1 (SVOSCI) of parameter No. 2439 is set to 1), the master axis oscillates
by cutting command to master axis in servo learning oscillation mode on, and the slave axis oscillates simultaneously.
Servo learning oscillation can be used with parking. Axis in a parking state doesn’t oscillate.
CAUTION
Even in case that master axis and slave axis are oscillated by synchronous control, the oscillation motion of
the master axis differs from of the slave axis because of difference of each axis’s characteristic. So, the
synchronization including oscillation motion of master axis and slave axis is not guaranteed. In the following
machining by using synchronous control, servo learning oscillation can’t be used for master axis and slave
axis.
- Machining with chucked both ends of a workpiece
- Machining with fixed both ends of a workpiece by chuck and tail stock
NOTE
When master axis is not set as oscillation axis (bit 1 (SVOSCI) of parameter No. 2439 is set to 0), slave axis
doesn’t be oscillated even if slave axis set as oscillation axis (bit 1 (SVOSCI) of parameter No. 2439 is set to
1). Moreover, at this time, even if the master axis is parking state, the slave axis doesn’t be oscillated.
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 16/23
Composite control
When interchanged axis by composite control is commanded in servo learning oscillation mode on, the interchanged actual moving axis
is oscillated if this axis is set as oscillation axis (bit 1 (SVOSCI) of parameter No. 2439 is set to 1).
Use with functions to rotate coordinate system
When servo learning oscillation is used together with functions to rotate coordinate system (3-dimensional coordinate conversion, etc.),
there is case that two or more axes move actually even if only one axis is commanded on machining program. At this time, when these
moving axes are set as oscillation axis (bit 1 (SVOSCI) of parameter No. 2439 is set to 1), the oscillation motion is based on command
of “1.3.2 Machining program format, About specified one oscillation axis”, and the axes of which axis direction are different from axis
direction of specified one oscillation axis don’t be oscillated.
1.6
Signal
Servo learning oscillation mode signal SLOST<Fn732.2>
[Classification] Output signal
[Function] This signal indicates servo learning oscillation mode on.
[Output cond.] This signal becomes “1” regardless of whether oscillation motion is executed or not when ”G8.5 P2” is specified and
servo learning oscillation mode is turned on.
This signal becomes “0” when ”G8.5 P0” is specified and servo learning oscillation mode is turned off.
Signal address
#7
#6
#5
#4
#3
Fn732
1.7
#2
#1
#0
#1
#0
SLOST
Parameter
#7
#6
#5
#4
#3
2439
#2
SVOSCIx
[Input type] Parameter input
[Data type] Bit axis
#1
SVOSCIx Servo learning oscillation is
0: disabled.
1: enabled.
NOTE
NC power must be turned off after setting of this parameter.
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 17/23
25692
Magnification of oscillation frequency
[Input type] Parameter input
[Data type] Word path
[Unit of data] 0.001 times
[Valid data range] 0 to 32500
This parameter sets magnification of oscillation frequency in servo learning oscillation. Usually, this parameter is set
to 500.
If I (magnification of oscillation frequency) is omitted in command of “G8.5 P2”, the value of this parameter is
applied.
If this parameter is set to 0 or less and this parameter is applied, servo learning oscillation is disabled.
If this parameter is set to value beyond 32500, it is assumed to be 32500.
25693
Magnification of oscillation amplitude
[Input type] Parameter input
[Data type] Word path
[Unit of data] 0.001 times
[Valid data range] 0 to 32500
This parameter sets magnification of oscillation amplitude in servo learning oscillation. Usually, this parameter is set
to 1200.
If K (magnification of oscillation amplitude) is omitted in command of “G8.5 P2”, the value of this parameter is
applied.
If this parameter is set to 0 or less and this parameter is applied, servo learning oscillation is disabled.
If this parameter is set to value beyond 32500, it is assumed to be 32500.
25696
Allowable positional deviation at start of oscillation motion
[Input type] Parameter input
[Data type] 2-word axis
[Unit of data] Detection unit
[Valid data range] -1 to 99999999
This parameter sets allowable positional deviation at start of oscillation motion by servo learning oscillation. When
block at which oscillation motion is started is about to be executed, this block is not executed until positional
deviation of axes set as oscillation axis (bit 1 (SVOSCI) of parameter No. 2439 is set to 1) is smaller than this
parameter.
When block execution is stopped by this parameter, bit 3 (OSE) of diagnosis data No. 1015 is set to 1.
If this parameter is set to 0, it is assumed to be 100. Usually, this parameter is set to 0.
If this parameter is set to -1, the positional deviation at start of oscillation motion is not checked.
CAUTION
For the following axes, don’t set large value to this parameter. Oscillation may be unstable.
- Axes using smart overlap
- Axes of which In-position width set by parameter No. 1826 is large
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 18/23
NOTE
1. When servo learning oscillation is used with smart overlap, in block at which oscillation
motion is started, smart overlap don’t perform until the positional deviation is smaller than
this parameter.
2. When positional deviation of axes set as oscillation axis (bit 1 (SVOSCI) of parameter No.
2439 is set to 1) are larger than this parameter while these axes are moving by using PMC
axis control, the block at which oscillation motion is started is not executed.
25697
Upper limit of magnification of oscillation frequency
[Input type] Parameter input
[Data type] Word path
[Unit of data] 0.001 times
[Valid data range] 0 to 32500
This parameter sets the upper limits of magnification of oscillation frequency in servo learning oscillation.
When value applied by machining program or by parameter No. 25692 is larger than this parameter, the applied
value is clamped to the value of this parameter.
If this parameter is set to 0 or out of range, this parameter is invalid.
25698
Upper limit of magnification of oscillation amplitude
[Input type] Parameter input
[Data type] Word path
[Unit of data] 0.001 times
[Valid data range] 0 to 32500
This parameter sets the upper limits of magnification of oscillation amplitude in servo learning oscillation.
When value applied by machining program or by parameter No. 25693 is larger than this parameter, the applied
value is clamped to the value of this parameter.
If this parameter is set to 0 or out of range, this parameter is invalid.
2512
Leaning band (FBND)
[Valid data range] Velocity sampling period = 1ms : 0 to 350Hz (25Hz steps)
Velocity sampling period = 0.5ms : 0 to 700Hz (50Hz steps)
[Unit of data] Hz
[Recommendation] Standard setting is “50”.
Set bandwidth for possible response by Learning Control. Learning Control doesn’t work in case of No.2512=0. If
learning band is too large, it might be unstable. Usually it is set about oscillation frequency.
2517
Division number (PRIOD)
[Valid data range] Velocity sampling period = 1ms : 20 to 8192
Velocity sampling period = 0.5ms : 10 to 4096
Set division number of angle period for Learning Control. For Servo Learning Oscillation, “40” is internally set if
this parameter is zero.
When the spindle speed is “N min-1”, the magnification of oscillation frequency is “I times”, set nearest integer value
calculated by (PRIOD = 60000 / (N×I)).
Ex.) Case of N=2000min-1, I=1.5times, 60000 / (2000×1.5) = 20 → Set PRIOD to 20.
If this parameter is “0” this is set to “40”. Standard setting is “0”.
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 19/23
2526
Maximum order of Gx (GODMX)
2527
Minimum order of Gx (GODMN)
[Valid data range] 0 to 24 (GODMN < GODMX)
[Recommendation] Standard setting is “0”.
These parameters specify the maximum and minimum order of dynamic characteristic compensation “Gx”. If these
parameters are zero, these are set to GODMX=12, GODMN=0 internally.
GODMX and GODMN are phase lead compensator to improve phase characteristic of learning controller. Larger
value of GODMX or GODMN advances its phase. If the characteristic of controlled object such as load inertia,
velocity gain, position gain and etc. changes, it’s necessary to change these parameters.
Note) GODMX is limited by the following numerical formula. Please pay attention to the restriction of GODMX in
high-speed movement of learning axis.
GODMX No.2526 < (120000 / (Spindle speed[min-1] × Magnification of oscillation frequency[times]))
× (1- 10 / Division number No.2517)
Ex.) When spindle speed=2000[min-1], magnification of oscillation frequency=1.5 [times] and division number=32,
GODMX is required to become under 28.
#7
#6
#5
2703
#4
#3
SLOSTC
LRNALL
#2
#1
#0
[Input type] Parameter input
[Data type] Bit axis
#3
LRNALL Servo Learning Oscillation learns
0: only position error that depends on oscillation command (Standard setting).
1: all of position error.
If you want to cancel steady-state error without Feedforward Function, set this bit to “1”.
#4
SLOSTC Collection of oscillation amplitude (to prevent overshoot) is
0: enabled (Standard setting).
1: disabled.
2712
Oscillation stop time between blocks
[Valid data range] 0~32767
[Recommendation] 0
This parameter specify the stopping time of oscillation between blocks.
If you set this value, oscillation stops each block for setting value× velocity control period
Oscillation continues between blocks by setting “0”.
2721
Normalization level
[Valid data range] -1 to 32767
[Unit of data] Detection unit
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 20/23
[Recommendation] 0
In order to improve tracking of Servo Learning Oscillation., normalization according to the feed speed can be
performed. Set the level at which normalization is performed. When the oscillation command is less than this level,
the oscillation is stopped. If No.2721 is zero, servo software regards as 200 internally. And normalization doesn’t
work in case of No.2721=-1.
1.8
Diagnosis data
#7
#6
#5
1015
#4
#3
OSC
OSE
#2
#1
#0
[Data type] Bit path
The reason why the start of block in machining program was locked is displayed.
#3
OSE Because the positional deviation at start of oscillation motion by servo learning oscillation is larger than the
allowable positional deviation, the block at which oscillation motion is started is not executed.
#4
OSC Wait for completion of learning memory clear
5700
Magnification of oscillation frequency
[Data type] Word path
[Unit of data] 0.001 times
[Valid data range] 0 to 32500
Applied magnification of oscillation frequency of servo learning oscillation is displayed.
In servo learning oscillation mode off, 0 is displayed.
5701
Magnification of oscillation amplitude
[Data type] Word path
[Unit of data] 0.001 times
[Valid data range] 0 to 32500
Applied magnification of oscillation amplitude of servo learning oscillation is displayed.
In servo learning oscillation mode off, 0 is displayed.
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 21/23
1.9
Alarm and message
Number
Message
Description
PW0070
ILLEGAL SETTING OF SV LEARNING
PW0071
ILLEGAL SETTING OF OSCILLATION
PS5579
ILLEGAL COMMAND OF
OSCILLATION
DS5579
ILLEGAL COMMAND OF
OSCILLATION
Servo learning control function which can’t be used together
with servo learning oscillation is used.
- High Precision Learning Control A (No.2019#5)
- High Precision Learning Control B (No.2019#6)
- High Precision Learning Control C (No.2019#2)
- Learning Control for Parts Cutting A (No.2227#0)
- Learning Control for Parts Cutting B (No.2019#0)
- Learning Helical Interpolation (No.2439#0)
Bit 1 (SVOSCI) of parameter No.2439 of axis being set as
the follows is set to 1.
- Axis using digital servo software which doesn't support
servo learning oscillation
- Axis other than axis for which parameter No.1023 is set to
1+8n (n=0,1, 2..., 9)
- Cs axis
- Spindle positioning axis
- Dummy axis (bit 0 (DMY) of parameter No. 2009 is set to
1 or bit 4 (KSV) of parameter No. 11802 is set to 1)
- Specified format of servo learning oscillation was
incorrect.
- Specified value of I (magnification of oscillation frequency)
or K (magnification of oscillation frequency) in machining
program is out of range.
- Axis of which bit 1 (SVOSCI) of parameter No. 2439 is set
to 0 was set as specified one oscillation axis.
- Multiple axes were set as specified one oscillation axis.
In multi-path system, There were oscillation axes which could
not be oscillated simultaneously. This alarm is issued if all of
the following conditions are met:
- Same spindle is selected by two paths
- Specified one oscillation axis of each path is different from
each other.
- Oscillation command to specified one oscillation axis is
executed simultaneously on each path.
1.10
Caution
CAUTION
1. Before oscillation motion by servo learning oscillation is performed, it is necessary to select a position coder
of spindle synchronizing with oscillation. And, don’t switch the position coder selection while oscillation
motion is executed.
2. When oscillation motion by servo learning oscillation is performed, don’t suddenly change speed of the
spindle with selected position coder by spindle override and other. Oscillation motion may be unstable and
shock may be occurred in some cases.
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 22/23
NOTE
Oscillation command superimposed on a cutting command is not reflected in absolute coordinates, relative
coordinates and machine coordinates. So, the oscillation command does not affect the functions which use
absolute coordinates, relative coordinates and machine coordinates (stored stroke check, etc.).
1.11
Restrictions
- Functions that cannot be used simultaneously
Axes set as oscillation axis (bit 1 (SVOSCI) of parameter No. 2439 is set to 1) cannot use the following functions. In the case of setting
that these functions are used together with servo learning oscillation, alarm PW0070, "ILLEGAL SETTING OF SV LEARNING" is
issued.
High Precision Learning Control A (No.2019#5)
High Precision Learning Control B (No.2019#6)
High Precision Learning Control C (No.2019#2)
Learning Control for Parts Cutting A (No.2227#0)
Learning Control for Parts Cutting B (No.2019#0)
Learning Helical Interpolation (No.2439#0)
While the following functions are being executed, servo learning oscillation cannot be used.
AI contour control
Path table operation
Tool center point control
Electronic gear box
Spindle electronic gear box
Simple spindle electronic gear box
High-speed cycle machining / High-speed binary program operation
Chopping function
High precision oscillation function
Servo learning oscillation cannot be used for the axis executing the following functions.
PMC axis control
Superimposed control
Flexible synchronization control
Parallel axis control
Axis synchronous control
Tandem control
- Manual handle retrace
In cutting feed by manual handle retrace, oscillation command is not superimposed.
- Angular axis control
When servo learning oscillation is used together with angular axis control, servo learning oscillation cannot be used for cutting command
to axes including angular axis for which angular axis control is to be applied in setting perpendicular axis of angular axis control as
oscillation axis (bit 1 (SVOSCI) of parameter No. 2439 is set to 1). (However, servo learning oscillation can be used for cutting
command to only perpendicular axis of angular axis control or interpolation command between axes other than axes related to angular
axis control and perpendicular axis of angular axis control.)
Moreover, angular axis of angular axis control cannot be set as oscillation axis (bit 1 (SVOSCI) of parameter No. 2439 is set to 1).
Ed.
Date
Date
Design
Dec. 17, 2018 Desig.
Contents
Apprv
Title
FANUC Series 30i/31i/32i-MODEL B
FANUC Series 0i-MODEL F Plus
Servo Learning Oscillation (1 axis)
Specifications
Draw.
No.
A-42148E-046
FANUC CORPORATION
Sheet 23/23