A M E R I C A N
A R C H I T E C T U R A L
AAMA TIR-A9-14
Design Guide for Metal
Cladding Fasteners
M A N U F A C T U R E R S
A S S O C I A T I O N
AMERICAN ARCHITECTURAL
MANUFACTURERS ASSOCIATION
DATE:
CODE:
TITLE:
AAMA DOCUMENT ERRATA
3/2/2015
TIR-A9-14
Design Guide for Metal Cladding Fasteners
This document contains incorrect equations.
The requirement currently reads:
Section 10.0 Pull-Out Strength
Ps = 0.9π (4/n) d t FTU/(SF√3)
The requirement shall be corrected to read:
Section 10.0 Pull-Out Strength
Ps = 0.9πd (4/n) d t FTU/(SF√3)
RATIONAL:
In the text following equation (10.19) an error occurred in the equation for Ps. The “t” variable was mistakenly
placed in equation. This errata corrects that mistake and moves the “d” variable toward the beginning of the
equation to align with the format of the preceding equations.
The requirement currently reads:
Section 20.0 Fastener Load Tables, Table 20.1
TSA(I) = (π)(DSMIN){(1/(2N) + [(3)1/2](DSMIN-ENMAX)}
TSA(E) = (π)(KNMAX){(1/(2N) + [(3)1/2](ESMIN-KNMAX)}
The requirement shall be corrected to read:
TSA(I) = (π)(DSMIN){(1/(2N) + [1/(3)1/2](DSMIN-ENMAX)}
TSA(E) = (π)(KNMAX){(1/(2N) + [1/(3)1/2](ESMIN-KNMAX)}
RATIONAL:
½
1/2
An typo was made in both TSA(I) and TSA(E) equations. (3) should have been 1/(3) .
American Architectural Manufacturers Association
1827 Walden Office Square, Suite 550, Schaumburg, IL 60173
Phone 847-303-5664 Fax 847-303-5774
Web Site www.aamanet.org Email customerservice@aamanet.org
1.0 INTRODUCTION .......................................................................................................................................................................... 1
2.0 SYMBOLS .................................................................................................................................................................................... 2
3.0 QUALITY CONTROL ................................................................................................................................................................... 4
4.0 PROTECTION AGAINST CORROSION AND HYDROGEN EMBRITTLEMENT ....................................................................... 5
5.0 PREVENTION OF FASTENER LOOSENING ............................................................................................................................. 8
6.0 SAFETY FACTORS ..................................................................................................................................................................... 9
7.0 FASTENER LOAD TABLES COMMENTARY........................................................................................................................... 10
8.0 ALLOWABLE BEARING AT BOLT AND SCREW HOLES, AND SCREW TILTING .............................................................. 14
9.0 STANDARD AND SLOTTED BOLT HOLES ............................................................................................................................. 18
10.0 PULL-OUT STRENGTH ........................................................................................................................................................... 20
11.0 PULL-OVER OF SCREW HEAD IN CONTACT WITH ALUMINUM AND COLD-FORMED STEEL ..................................... 25
12.0 SCREW SLOTS (a.k.a. SPLINES, RACEWAY, RACES, BOSS) ........................................................................................... 27
13.0 SLIDING FRICTION IN SCREW CHASE ................................................................................................................................. 28
14.0 SCREW ENGAGEMENT IN SCREW CHASE ......................................................................................................................... 31
15.0 FASTENER SPECIFICATION CHECK LIST ........................................................................................................................... 32
16.0 FASTENER AVAILABILITY ..................................................................................................................................................... 33
17.0 SAMPLE CALCULATIONS FOR LOAD TABLES .................................................................................................................. 34
18.0 CARBON STEEL FASTENER MATERIALS ........................................................................................................................... 40
19.0 STAINLESS STEEL FASTENER MATERIALS ...................................................................................................................... 41
20.0 FASTENER LOAD TABLES .................................................................................................................................................... 42
21.0 HOLE AND DRILL SIZE FOR SPACED THREADS TAPPING SCREWS ............................................................................. 55
22.0 PULL-OUT STRENGTH IN ALUMINUM SUBSTRATES ........................................................................................................ 64
23.0 FASTENER SELECTION EXAMPLES .................................................................................................................................... 81
24.0 APPENDIX (Screw Engagement in Screw Chase; Sliding Friction in Screw Chase; Thread Root Area) ...................... 88
25.0 APPLICABLE DOCUMENTS ................................................................................................................................................... 92
AAMA. The Source of Performance Standards, Products Certification and
Educational Programs for the Fenestration Industry.
All AAMA documents may be ordered at our web site in the “Publications Store”.
©2014 American Architectural Manufacturers Association – These printed or electronic
pages may NOT be reproduced, republished or distributed in any format without the
express written consent of the American Architectural Manufacturers Association.
This document was developed and maintained by representative members of AAMA
as advisory information. AAMA DISCLAIMS ALL WARRANTIES WITH REGARD TO
THIS INFORMATION, INCLUDING ALL IMPLIED WARRANTIES OF
MERCHANTABILITY AND FITNESS. IN NO EVENT SHALL AAMA BE LIABLE FOR
ANY DAMAGES WHATSOEVER FROM THE USE, APPLICATION OR ADAPTATION
OF MATERIALS PUBLISHED HEREIN. It is the sole responsibility of the
user/purchaser to evaluate the accuracy, completeness or usefulness of any
information, opinion, advice or other content published herein.
AAMA TIR-A9-14
ORIGINALLY PUBLISHED: 1991
PRECEDING DOCUMENT: TIR-A9-91
PUBLISHED: 5/14
American Architectural Manufacturers Association
1827 Walden Office Square, Suite 550, Schaumburg, IL 60173
PHONE (847) 303-5664 FAX (847) 303-5774
EMAIL webmaster@aamanet.org WEBSITE www.aamanet.org
1.0 INTRODUCTION
The purpose of this Technical Information Report is to provide metal curtain wall designers with the data necessary to select
fasteners for curtain wall framing members and components, and for anchoring the curtain wall to the building structure.
Technical information and data assembled in this report were drawn from a number of organizations. The relevant
publications of these organizations are listed under Section 25.0, “Applicable Documents.”
Uniform coarse machine threaded fasteners and spaced threaded fasteners are covered in this report. The Unified Thread
Series are generally used in either clear holes with mating nuts or in tapped holes. Thread cutting screws with machine
threads are used to cut their own threads in pre-drilled holes. Spaced threaded fasteners, on the other hand, are generally used
only as tapping screws. This subject is covered in detail in Section 7, 'Fastener Load Tables Commentary.'
Metric fasteners are not addressed in this document, but the design parameters included apply equally well to metric
fasteners. If the user wishes to develop metric fastener load tables, the appropriate loads can be developed using the formulas
provided for each table with appropriate IP to Metric conversions.
Metals used in fasteners, on which the data in this report is based, include various types of carbon steel and stainless steel
alloys. The use of aluminum fasteners is not recommended for curtain wall anchoring systems and no data on aluminum
fasteners is included. Carbon steel fasteners shall be plated or coated in accordance with the specifications in Section 4,
'Protection Against Corrosion.'
Tables giving allowable tension, shear and bearing loads for a range of different fastener sizes, for carbon steel and stainless
steel alloys, are included in this report. The four sizes at the small end of the size range, in ascending order, are designated
#6-32, #8-32, #10-24 and #12-24. For fasteners designated in this manner the number preceding the hyphen is related to the
fastener diameter. For larger size fasteners the number preceding the hyphen is the nominal diameter in inches and/or a
fraction thereof. The larger size fasteners range from 1/4-20 through 1-8. In both designation systems the number following
the hyphen is the number of threads per inch. Equations needed to calculate the allowable loads are included with the tables.
Section 22.0 of this document addresses the pullout strength of fasteners in aluminum substrates. The data in fastener load
Tables 22.1 to 22.12 was developed empirically using the formulas provided and verified through limited testing.
Please note that Inch-Pound (I.P.) units of measurement are used throughout this document.
AAMA TIR-A9-14
Page 1
2.0 SYMBOLS
a
Ae
A(R) or 𝐴𝑅
A(S) or 𝐴 𝑇
Ath
ATSE or TSA (E)
ATSI or TSA (I)
b
c
C
C1 to C3
CPOV
CSR
CV
D or d
DH
DHD
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
D’W
e
=
=
eM
=
eA
ENMAX
=
ESMIN
=
F
=
f
=
=
FSU
=
FT
FTU or FU or FU1 =
=
FTU1
=
FTY
=
FTY1
FV
=
=
Fy
H
=
K
=
K
=
=
KM
=
kt
KNMAX
=
=
LC
=
LE
M
=
=
mF
N or n
=
P
=
=
PA
=
PAB
=
PABE
=
PAPOV
=
PAS
=
PASE
Angle defining limits of screw engagement in screw chase, (degrees)
Total area of screw thread engagement in screw chase, (sq. in)
Thread root area of fastener, (sq. in)
Tensile stress area of fastener, (sq. in)
Projected thread area of fastener = 𝜋(𝑅2 − r 2 ), (sq in)
Thread stripping area per thread, external, sq. in.
Thread stripping area per thread, internal, sq. in
Half length of engagement of screw thread in screw chase, (in)
Half the angle between the faces of a thread, (degrees)
Equation constant. Reference Section 8.0
Equation constants. Reference Section 10.0
Equation constant. Reference Section 11.0
Combined Stress Ratio
coefficient of variation
nominal thread diameter of fastener, (in)
nominal diameter of the hole in the material under the screw head, (in)
diameter of round head or integral washer (hex washer-head); width across diametrically opposite
points of a hex head (no integral washer, (in)
Minimum major diameter of external threads, (in)
diameter of steel washer. (in)
larger of the nominal washer diameter and the screw head diameter, (in). The washer may be
integral to the screw head.
Effective pull-over diameter, (in)
Edge distance, (in)
Minimum Edge distance (in)
Edge distance from the bolt's center to the edge of the connected part. (in)
Maximum pitch diameter of internal threads, (in)
Minimum pitch diameter of external threads, (in)
Tensile force exerted by tightening screw in screw chase, (lbs)
Coefficient of friction
Minimum ultimate shear stress, aluminum, (psi)
Allowable tensile stress, (psi)
Minimum ultimate tensile strength, (psi)
ultimate tensile strength of part in contact with head or washer, (psi)
Minimum yield tensile strength, (psi)
tensile yield strength of the part in contact with head or washer, (psi)
Allowable shear stress, steel, (psi)
Minimum tensile yield strength, (psi)
theoretical height of a thread. (in)
Basic minor diameter, external threads, (in)
statistical factor that accounts for size (y) of a sample
factor for pull-out
tension coefficient for aluminum alloy-tempers
Maximum minor diameter of internal threads, (in)
clear distance in direction of the force, (in)
Length of engagement of fastener in threaded part, (in.)
load factor (for LRFD design method)
Load factor
Number of threads per inch
pitch of screw thread, (in)
Allowable pull-out strength; allowable pull-out tension for a threaded fastener, (lbs)
Allowable force for bolt bearing, (lbs)
Allowable force for bolt bearing limited by edge distance, (lbs)
Allowable pull-over strength, (lbs)
Allowable force for screw bearing, (lbs)
Allowable force for screw bearing limited by edge distance, (lbs)
DSMIN
DW
DWs
=
=
=
AAMA TIR-A9-14
Page 2
PASH
PAST
PAT
=
=
=
PD
Pdl
PE
PF
PJ
PK
PL
PM
PN
PNOT
PR
PS
PNST
POVA
PW
Pwl
r
R
Re
rm
s
SF
t
t
t1
t2
tM
T
T
TA
tW
v
V
VA
VR
Vrh
Vsf
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
XA
XM
y
2𝑏
Ω
Φ
γ
=
=
=
=
=
=
=
AAMA TIR-A9-14
the lesser of the screw's basic allowable shear strength and its allowable bearing strength, (lbs)
Allowable force for screw tilting, (lbs)
the least of three allowable values: basic tension strength of the screw, pull-out and pull- over,
(lbs)
design dead load (mullion reaction) for connection example, (lbs)
Dead load, (lbs)
Equation constant. Reference Section 10.0
Equation constant. Reference Section 10.0
Equation constant. Reference Section 10.0
Equation constant. Reference Section 10.0
Equation constant. Reference Section 10.0
Equation constant. Reference Section 10.0
Equation constant. Reference Section 10.0
Nominal pull-out strength, (lbs)
Equation constant. Reference Section 10.0
Equation constant. Reference Section 10.0
Nominal shear strength, (lbs). Reference Section 8.0
Allowable pull-over force, (lbs)
Design wind load (mullion reaction) for connection example, (lbs)
Wind load (lbs)
Minor radius of screw threads, (in)
Major radius of screw threads, (in)
Ratio of engaged thread area to total thread area in screw chase
Mean radius of screw threads, (in)
Sample standard deviation
Safety factor
Thickness, (in)
Actual tensile load, (lbs)
the thickness of the component in contact with the fastener head, (in)
the thickness of the component not in contact with the fastener head, (in)
minimum thickness (t = tM) of tapped material, (in)
Torque on screw or bolt, (lb-in)
required tension force; total calculated tension force, (lbs)
Allowable tension load (strength), (lbs)
thickness of steel washer, (in)
calculated shear load per fastener, (lbs)
required shear force; total calculated shear force, (lbs)
Allowable shear load, (lbs)
total resultant shear (vector sum of wind plus dead) for connection example, (lbs)
frictional resistance for V-thread fasteners in threaded round holes, (lbs)
Ultimate lateral frictional resistance to sliding of a screw in a screw chase parallel to walls
(length) of chase, (lbs)
statistical "lower bound", within limits
average (mean) value
number of samples
Length of screw engagement, (in); (see Fig 14.1, 24.1)
Nominal Safety Factor for ASD
Resistance Factor for LFRD
A factor which approximates the increase of stresses in the fastener due to deformations (elastic
and/or plastic) in attached materials.
Page 3
3.0 QUALITY CONTROL
The selection and use of proper fasteners is critically important to the safe and satisfactory performance of curtain wall
systems. This report provides the information necessary to select the proper fasteners and to specify them. Beyond this point,
however, it is essential that the manufacturers of fasteners maintain excellent quality control procedures in their plants to
ensure that their products meet the specifications for which they are designed. The purchasers, too, must have means for
determining that they are, in fact, getting fasteners that meet their specifications. Unfortunately, there has been a plague of
inferior bolts being sold in this country which have been fraudulently identified as bolts having quality which they do not
possess. Inadvertent use of such inferior bolts could have disastrous results.
The problem with inferior fasteners on the market has been serious during the past few years. Many fasteners may be found
to be substandard mechanically and dimensionally when checked even though marked as high performance grades. Protective
coatings on fasteners may also be a problem. As a result of more stringent environmental requirements and tightening
economic pressures, fewer manufacturers are applying adequate coatings. The quality and thickness of protective coatings in
today's market, particularly on low price fasteners, is somewhat unreliable. In order to be certain that the fastener needed to
meet design criteria is provided, the designer must not only specify fastener size and type, he must also specify material,
minimum mechanical properties, thickness and type of protective coating required. See the suggested Fastener Specification
Checklist, Section 13.0, for items to be included in fastener specifications.
This concern became so serious in the 1980’s that the United States Congress passed the Fastener Quality Act (FQA) in 1990
and amended the FQA in 1999 to address fastener quality. This Federal law was enacted to protect the public safety where
citizens were at risk due to faulty fasteners. However, the FQA covers only bolts, nuts, screws, studs and load indicating
washers of ¼” diameter or greater or those requiring a grade mark. Products exempt from this act are those which are
produced under a recognized Quality Assurance Program such as ISO 9000. The user should consider adding this
requirement to all fastener specifications.
ASTM standards give the chemical and mechanical requirements for the steels used in fasteners. In addition, they set forth
requirements which the purchaser of fasteners may specify for the quality control procedures to be followed in connection
with his order. These include shipment lot testing, source inspection, alloy control, heat control, permeability, manufacturer's
identification and material identification. ASTM F606 sets forth in detail the test methods for determining the mechanical
properties of externally and internally threaded fasteners. Appropriate reference to these standards can provide the basis for
reliable quality assurance programs.
AAMA TIR-A9-14
Page 4
4.0
PROTECTION
EMBRITTLEMENT
AGAINST
CORROSION
AND
HYDROGEN
It is essential that fasteners have adequate protection against corrosion. If such protection is not provided, failures in
connections may ultimately occur. Curtain wall framing systems may contain and channel considerable amounts of water
both from rain and condensation of water vapor. This would tend to accelerate corrosive action where satisfactory protection
did not exist and this would be the case with unprotected carbon steel fasteners. In addition to corrosion resulting from
atmospheric conditions and moisture, protection shall also be provided against galvanic corrosion which occurs when
dissimilar metals are in contact in the presence of moisture. To protect against both types of corrosive action carbon steel
fasteners plated in accordance with the specifications listed in this standard or stainless steel fasteners are recommended for
use with aluminum curtain wall systems.
Stainless steel fasteners come in a variety of alloy types. All stainless steel alloys referenced in this report have good
resistance to corrosion. However, some of these alloys have better resistance than others. Type 316, for example, has a higher
resistance than Type 304. Specifying the higher resistance and types of stainless steel for all fasteners does not address all
concerns with corrosion. Some fastener designs are not manufactured in all types of stainless steel because of the need for
hardening heads or points, or because of the capacities of the screw machines used to manufacture fasteners. The higher
resistance types of stainless steel generally cannot have the finishes applied which match anodized framing without resorting
to painting. Painting of screw heads is expensive and of dubious durability. Many types of fasteners are only available in
stainless steels having lower resistance to corrosion. Small order quantities, less than 100,000 fasteners per run, may also
limit the availability of the fastener desired or greatly increase its cost. The specifier and purchaser must be aware of these
matters and make the best compromise possible, all factors considered, in the selection of the fasteners.
Carbon steel fasteners may be plated with zinc, cadmium, nickel or chromium to provide adequate resistance to corrosion.
The severity of the service conditions, to which the fasteners will be exposed, must be considered in the specification. For
zinc and cadmium coatings the following specifications are recommended: (The specifier should select one or more
requirements as appropriate.)
Zinc plated fasteners shall meet the requirements of ASTM B633 for Class FE/ZN 5, 5µm coating thickness, service
condition SC 1 (mild), with Type III finish meeting corrosion resistance requirements after a 12-hour salt spray test.
Zinc plated fasteners shall meet the requirements of ASTM B633 for Class FE/ZN 8, 8µm coating thickness, service
condition SC 2 (moderate), with Type II finish meeting corrosion resistance requirements after a 96-hour salt spray test.
Mechanically deposited zinc coated fasteners shall meet the requirements of ASTM B695 for Class 5 coating, 5 µm thick
with Type II finish, or Class 8 coating, 8 µm thick with Type II finish. Both Class 5 and Class 8 coatings shall meet the
corrosion resistance requirements after a 72-hour salt spray test. (Thicker coatings meeting this ASTM standard are available
if required.)
Cadmium plated fasteners shall meet the requirements of ASTM B766 for Class 5, 5 µm thick, Type III coating meeting
corrosion resistance requirements after a 12-hour salt spray test.
Cadmium plated fasteners shall meet the requirements of ASTM B766 for Class 8, 8 µm thick, Type II coating meeting
corrosion resistance requirements after a 96-hour salt spray test.
Mechanically deposited cadmium coated fasteners shall meet the requirements of ASTM B696 for Class 5 coating, 5 µm
thick with Type II finish, or Class 8 coating, 8 µm thick with Type II finish. Class 5 coatings with Type II finish shall meet
the corrosion resistance requirements after a 72-hour salt spray test. Class 8 coatings with Type II finish shall meet the
corrosion resistance requirements after a 96-hour salt spray test. (12 𝜇𝑚) coatings meeting this ASTM standard are available
if required.)
An advantage of mechanical deposition is that it does not produce hydrogen embrittlement in hardened steel during the
coating process.
Type II and Type III finishes for zinc and cadmium receive supplementary colored chromate treatments. These
supplementary treatments produce a bright or semi-bright continuous, protective conversion coating of uniform color which
retards the formation of white corrosion products caused by exposure to stagnant water, moist atmosphere or stagnant
AAMA TIR-A9-14
Page 5
environments containing organic vapors. Colors produced can range from yellow through bronze and olive-drab to brown
and black. The salt spray test used to evaluate these treatments shall be conducted in accordance with ASTM B201.
The performance of both zinc and cadmium coatings depends largely on their coating thickness and the kind of environment
to which they are exposed. Without proof of satisfactory correlation, accelerated tests such as the salt spray test, cannot be
relied upon to predict performance in other environments, nor will the tests serve as comparative measures of the corrosion
protection afforded by the two different metals. Thus the superiority shown by cadmium coatings over zinc coatings of equal
thickness in the standard salt spray test cannot be construed as proof that this will hold true in all atmospheric environments.
The following specification is recommended for nickel or chrome plated fasteners: Nickel or chromium plated fasteners shall
meet the requirements of ASTM B456.
Zinc coatings may also be applied by the hot-dip process (Galvanizing). For such coatings the following specifications are
recommended:
Zinc coating applied by the hot-dip process shall meet the requirements of ASTM A153. For Class C hardware, which
includes threaded fasteners over 9 mm (3/8 in) in diameter, minimum weight of coating on surface, 40 mg/cm2 (1.25 oz/ft2)
For Class D hardware, which includes threaded fasteners 9 mm (3/8 in) and under in diameter, minimum weight of coating
on surface, 30 mg/cm2 (1.00 oz/ft2).
Based on mathematical calculations, 30 mg/cm2 (1.00 oz/ft2) corresponds to an average thickness of 0.04 mm (1.7 mil).
Hydrogen Embrittlement is a condition of low ductility in metals resulting from the absorption of hydrogen, which may be
absorbed during the manufacturing process. Bolts and screws, with a hardness of C35 or greater on the Rockwell C scale, are
particularly subject to embrittlement if hydrogen is permitted to remain in the steel and the steel is subjected to sufficient
tensile stress. This hardness range is typically associated with a tensile strength of 150 ksi or greater. The hazard caused by
hydrogen embrittlement is the unpredictable failure, which may occur, of a fastener under tensile load. Results of such failure
could be disastrous. A sufficiently high tensile load can result when headed fasteners are tightened, especially if a drill or
power wrench is used in the tightening process.
Acid pickling and alkaline cleaning prior to the application of protective metallic coatings generate hydrogen which can be
absorbed in the fasteners and if not removed can be trapped by the coatings. Also, hydrogen as a by-product of electroplating
can be generated and trapped in the plating.
The mechanism of hydrogen embrittlement failure is believed to be due to the migration of hydrogen into microscopic cracks
when a sufficient load is applied to a fastener. This causes internal pressures and microscopic ruptures in the stressed areas.
This action continues under repeated or constant high tension loads and eventually leads to a failure of the fastener. Hydrogen
embrittlement is non-corrosion related and is often mistaken as the cause of failure when a corrosion process is active and the
true cause of failure is hydrogen-assisted stress-corrosion cracking.
For hot-dip galvanized steel fasteners, hydrogen can be absorbed during the pickling process. Heating to 150°C (300°F) after
pickling and before galvanizing, in most cases, results in expulsion of the hydrogen absorbed during pickling. Reference may
be made to ASTM A143 for more information on the subject of embrittlement of hot dip galvanized structural steel products.
In practice, hydrogen embrittlement of galvanized steel is usually of concern only if the steel exceeds approximately 150 ksi
in ultimate tensile strength. ASTM provides specifications for galvanizing A 325 bolts but galvanizing of A 490 bolts is not
permitted.
Stress Corrosion is the effect of corrosion on a metal which is under stress. When metals are under stress the effect of
corrosion can be much more severe than when metals are not stressed. This is true for metals subjected to constant high
tension stresses as well as for metals subjected to cycling stresses which cause fatigue. Stress corrosion failures can occur
shortly after the load is applied but may not occur for months or years later. Such failures occur without warning. It is
believed that when corrosion occurs microscopic cracks develop in the high stress areas. The combined effects of stress and
corrosion cause the crack to grow inwardly which reduces the cross-sectional area. Eventually, when the cross-sectional area
can no longer support the load, the fastener breaks. The rate of failure depends on the level of stress, the corrosive conditions
and the metallurgical properties of the fasteners.
Hydrogen-Assisted Stress-Corrosion Cracking (HASCC) is similar to stress-corrosion cracking. HASCC takes place when
stress-corrosion cracking is accelerated by the presence of hydrogen which is generated in a service application. Hydrogen
generation may be due to a galvanic couple, for example, between aluminum and iron in the presence of water. Even
AAMA TIR-A9-14
Page 6
fasteners which might resist stress-corrosion cracking alone can fail if service-generated hydrogen is diffused into the surface
of the fastener. Sufficient tension stress for HASCC may be caused by normal tightening of the fastener during installation.
The Specification for Aluminum Structures (2005 and 2010 editions) requires that bolt and tapping screw materials, for
coated carbon steel, have hardness less than Rockwell C35. Only certain types of stainless steel (e.g., 300 series and at least
one particular type, which meets a chromium content criterion, in the 400 series) are permitted for fasteners that are to be
installed in aluminum. These provisions are intended to avoid the occurrence of HASCC.
Stress Embrittlement is similar to hydrogen embrittlement and, like hydrogen embrittlement, it is non-corrosion related.
Hydrogen generated through the service environment, not in manufacture, causes stress embrittlement. For example,
hydrogen can be absorbed into the surface of an uncoated fastener when caustic substances, such as soap and detergents,
come in contact with nitrates and silicates. Metals most susceptible to stress embrittlement are steels heat-treated to high
strength levels and with high carbon content. In carbon steel fasteners, the higher the hardness, the greater the chance of
stress corrosion, hydrogen embrittlement and stress embrittlement. Hydrogen-assisted stress-corrosion cracking (HASCC)
may occur if an installed (tightened) fastener's hardness equals or exceeds Rockwell C35 and the fastener is in contact with
aluminum in the presence of moisture.
This review of hydrogen embrittlement, stress corrosion, hydrogen-assisted stress-corrosion cracking and stress
embrittlement has been presented to point out how dangerous failures may occur in high strength steel fasteners. Hardened,
high strength fasteners with a Rockwell hardness of C35 and greater are most susceptible. This hardness range is often
associated with tensile strengths of 150 ksi and greater. Reliable fasteners depend on carefully controlled manufacturing
processes which reduce to a minimum the chance of hydrogen embrittlement. Designs for curtain wall anchoring systems
must take into account the stresses for which fasteners must be selected and the coatings to be employed in order to eliminate
problems due to galvanic action and stress corrosion. ASTM standards and technical literature of reputable manufacturers
provide valuable information on these subjects.
Other significant factors, described in the following paragraphs, must be taken into consideration when galvanized highstrength bolts and nuts are to be used.
Reduction of Mechanical Properties. The heat treatment temperatures for certain types of high-strength bolts, Type 2 A 325
for example, is in the range of the molten zinc temperatures for hot-dip galvanizing, and, therefore, there is a potential for
diminishing the heat treated mechanical properties by the galvanizing process. For this reason, AISC Specifications require
that such fasteners be tension tested after galvanizing to check the mechanical properties.
Nut Stripping Strength. Hot-dip galvanizing affects the stripping strength of the nut/bolt assembly because to accommodate
the relatively thick zinc coating on bolt threads it is usual practice to tap the nut oversize. This overtapping results in a
reduction in the amount of engagement between the steel portions of the male and female threads with a consequent
approximate 25% reduction in stripping strength. Only the stronger hardened nuts have adequate strength to meet
specification requirements with the reduction due to over-tapping.
Torque Involved in Tightening. Hot-dip galvanizing both increases the friction between the bolt and nut threads and also
makes the torque induced tension much more variable. Lower torque and more consistent results are provided if the nuts are
lubricated. Refer to ASTM A325 for specifications and ASTM A563 for testing requirements.
Shipping Requirements. Galvanized bolts and nuts are to be treated as assemblies and shipped together. Purchase of
galvanized bolts and galvanized nuts from separate sources is not recommended because the amount of over-tapping
appropriate for the bolt and the testing and application of lubricant would cease to be under the control of a single supplier. In
that case the responsibility for proper performance of the nut/bolt assembly would become obscure.
AAMA TIR-A9-14
Page 7
5.0 PREVENTION OF FASTENER LOOSENING
There are many devices designed to keep the fasteners commonly used in curtain wall framing from loosening or turning out
due to thermal movements, building movements, wind forces or vibration. Those commonly used are the various types of
lock washers including pyramidal, internal tooth, external tooth, helical spring, serrated flanges and SEMS assemblies. Also
used, to a lesser degree, are locking devices or methods such as nylon patches, plastic screw inserts, nylon insert lock nuts,
thread locking compound, distorted threads, and dissimilar numbers of threads per inch for fasteners and their nuts or tapped
holes. These devices can effectively prevent loosening of fasteners due to building movements and vibration induced by wind
or other causes. Appropriate devices should be selected for the specific applications in which they will be used.
Another important criterion for choosing a locking device is its torque limiting ability. Where fasteners are used in extruded
aluminum screw chases there is a tendency for the threads in the aluminum to strip if too much torque is applied to the steel
fastener. However, if a lock washer is used, especially a toothed lock washer, the friction between the steel washer teeth and
the softer aluminum surface is usually great enough to cause the fastener to tighten before stripping of the aluminum chase
occurs. If a torque specification is given for a particular fastener application, it is important that the specification be followed
to prevent stripping.
Not all fasteners in a framing system require locking devices to resist vibration or torque limiting devices. Generally those
fasteners which would be considered main structural fasteners or anchors in curtain wall applications, and those which attach
moving parts to the framing require the consideration of these types of devices. Fasteners which hold shear blocks in place,
perimeter fasteners for windows and storefronts and those which hold light trim in place do not require locking or torque
limiting devices.
The sources of fastener vibration are basically two: wind and machinery. Vibrations induced by changes in wind pressure
tend to be of low amplitude and rather long cycle times. Vibrations induced by machinery will tend to be of greater amplitude
and of much higher frequency. Most curtain wall framing applications do not encounter vibration sources other than those
induced by the wind. Machinery induced vibrations, though of infrequent occurrence, are serious in nature and should be
carefully analyzed. It will be assumed that only wind induced vibrations occur in the framing connections described herein.
AAMA TIR-A9-14
Page 8
6.0 SAFETY FACTORS
The safety factors used in this document have been determined after a study of several industry standards. A working definition
of safety factor (𝑆𝐹 ) is the ratio of an installed fastener’s nominal strength to its allowable value, for a given failure mode.
Nominal strength is based on the specified value of minimum ultimate stress for the fastener or the joined material, as applicable.
A safety factor is used in the Allowable Strength Design (ASD) method. This method was used to determine the allowable
values presented in this document. There is also another design method, termed the Load and Resistance Factor Design
(LRFD) method. In LRFD, the combined use of a load factor m (greater than 1) and a resistance factor 𝜑 (less than 1) is the
equivalent of using a safety factor. That is, 𝑆𝐹 = m/φ. Load factors are given in the governing building code. Resistance
factors, also termed strength-reduction or capacity factors, are given in the specification for the structural
material/components being connected. Currently, some specifications present design rules using both methods, but other
specifications use only one of the methods.
For fasteners of 1/4" or less in diameter, 𝑆𝐹 equal to 3.0 has been used in this TIR to generate allowable values. This value is
used in both the North American Specification for Cold-formed Steel Structures (2007 and 2001) and the 2010 Specification
for Aluminum Structures for this size range of tapping screws. This value exceeds the largest implicit value (2.20) for at least
some fasteners, in this size range, that are addressed by the Specification for Cold-formed Stainless Steel Structural Members
(ASCE 8). Both annealed and cold-worked conditions were evaluated. The value of 2.20 occurs for the annealed condition
and assumes a load factor of 1.6.
It is noted that design provisions for tapping screws (1/4" maximum diameter) first appeared in editions of the first two of the
above standards that were published after the first (1991) edition of TIR A9, which used 𝑆𝐹 equal to 2.5. Hence the allowable
values in the present TIR, for this size range, are less than in the 1991 edition.
For fastener diameters that exceed 1/4", but are less than or equal to 1", the present TIR uses a 𝑆𝐹 equal to 2.5. This equals or
exceeds safety factors associated with the standards that were studied. For the range from 0.25" to less than 0.5", there is
limited guidance available in the reviewed standards. The largest value (2.40) determined is based on the stainless-steel
specification. It is for the annealed condition and a load factor of 1.6.
For diameters from 0.5" to 1", the aluminum specification uses 𝑆𝐹 = 2.34 for aluminum bolts. For implicit safety factors, the
cold-formed steel specification and the stainless-steel specification use maximum values of 2.31 and 2.42, respectively. The
AISC steel specification (Specification for Structural Steel Buildings; 2010) uses a nominal safety factor, designated as Ω,
equal to 2.0. This is a nominal value because the fasteners' nominal strength values are based on gross cross-section area
rather than tensile or root area, for tension and shear respectively. Note that the cold-formed steel specification also uses
gross areas. Because of this design simplification, the "true" value of the safety factor varies with the fastener diameter and
type of load (tension or shear).
To determine more accurate values of safety factor for each bolt diameter, the minimum-ultimate tension strengths for each
of several bolt types (A307, A325, A449 and A490) were calculated using tensile areas and AISC material properties. These
values were then divided by the corresponding allowable values based on the AISC procedure. Shear values were also
computed. The ultimate-to-allowable ratios (SF) constitute more accurate values of the safety factors. For most diameters, the
ratios did not equal 2.0. The values of 𝑆𝐹 range from 1.92 for 0.5" diameter (A490, tension) in the 2005 edition to 2.48 for 1"
diameter (A307, shear) in the 1989 edition. Although the 1989 edition did not use Ω, it did use gross areas and allowable
stresses.
For shear, in addition to use of root areas, the ultimate shear stress for each material (fasteners and tapped materials) was
approximated by �𝐹𝑇𝑈 ⁄√3�. This is equal to about 0.577 𝐹𝑇𝑈 , where 𝐹𝑇𝑈 is the minimum tensile strength of the given
material. The ratio of root area to tensile area varies from 0.911 to 0.929 for UNC fasteners with diameters of 0.5" to 1".
Using 0.75" diameter as an example, 0.577 (0.924) equals 0.533. This is the ratio of the fastener's shear strength to its tensile
strength. This value agrees with the ratio of shear to tension strengths (nominal stresses), for threads in the shear plane, for
values in the AISC specification (2005).
For fasteners with diameters from 0.5" to 1", given the range of "true" 𝑆𝐹 values for the bolts in the AISC specification and in
other specifications, it was decided to select one value of 𝑆𝐹 that would equal or exceed all of the "true" values. This is a
conservative approach for this TIR that simplified the calculation procedure and permitted the use of a consistent method
(using tensile and root areas) of determining allowable values for a broad range of fastener diameters and material types, and
several types of connected materials.
AAMA TIR-A9-14
Page 9
7.0 FASTENER LOAD TABLES COMMENTARY
Fastener Load Tables provide numerical values for evaluating the loaded performance of threaded fasteners of various metals
and range of sizes. The performance (e.g., structural design) of the metal components being connected must be determined
separately, except for items (e.g. bearing) included in the tables and other sections of the TIR. The values given are for
quality fasteners in round clearance holes or tapped holes as noted. When specifying fasteners, the designer, in addition to
specifying loaded performance, must specify fastener quality, corrosion resistance and minimum mechanical properties.
Specification of these items is usually done by appropriate reference to ASTM or other recognized standards. It is the
responsibility of the designer/engineer/architect to determine the availability of fasteners.
The two general types of fasteners described in this report have either machine threads or spaced threads. The thread angle of
both types of threads is 60 degrees. Machine threaded fasteners have threads which are closely spaced in accordance with the
diameter/pitch combinations of the Unified Coarse Thread Series (UNC), as shown in Figures 7.1 (external threads), 13.2
(external threads) and 13.3 (internal threads). The form of Unified Threads is specified in ANSI/ASME B1.1, Unified Inch
Screws Threads (UN and UNR Forms). Fasteners with spaced threads, as shown in Figure 7.2, have an expanded thread pitch
which results in the spaced threaded fastener having fewer threads per inch than a fastener with machine threads of the same
diameter.
Unified Coarse Machine Threaded Fasteners (UNC) are generally used in either clear holes with mating nuts or in tapped
holes. Thread cutting screws with machine threads are used to cut their own threads in pre-drilled holes. These screws carry
tensile and/or shear loads. Spaced threaded fasteners are generally used only as tapping screws. Most thread forming screws
and some thread cutting screws have spaced threads. Like fasteners with machined threads, these fasteners carry tensile
and/or shear loads. However, due to the smaller number of threads per inch, spaced threaded fasteners have smaller effective
tensile and shear areas than machine threaded fasteners of the same nominal diameter. Also, for a given length of external
and internal thread engagement, fewer threads will resist fastener tension. This in turn means that a spaced threaded fastener
will, in many cases, have lower pullout resistance than a comparable fastener with machine threads. However, this is not
always true for thin materials. To provide conservative values, the allowable tensile and shear strengths for fasteners with
spaced threads are based on a minimum cross-sectional area. This area is found by using the minimum minor diameter (root
diameter) and neglects any additional strength provided by the threads.
The following equations are used to determine the values shown within Tables 20.1 through 20.13.
Nominal Thread Diameter (D) values, for major diameter, are based on IFI Fastener Standards tables for both UNC and
spaced thread fasteners.
Tensile Stress Area A(S) for UNC Threads is based on a diameter approximately midway between the pitch diameter and
minor diameter.
(7.1)
2
𝐴(𝑆) = 𝜋 �𝐷 − 0.9743�𝑁� �4
Thread Root Area A(R) for UNC Threads is equal to the area of a circle with a diameter equal to the basic minor diameter of
the external thread.
(7.2)
2
𝐴(𝑅) = 𝜋 �𝐷 − 1.2269�𝑁� �4
Thread Root Area A(R) and the Tensile Stress Area A(S) for Spaced Thread use the basic minor diameter (K) in both
equations.
(7.3)
𝐴(𝑅) = 𝐴(𝑆) = 𝜋𝐾 2 ⁄4
Allowable Tensile stress values for UNC and Spaced Thread fasteners are based on the lesser of: 1) the tensile ultimate value
of the fastener material divided by the appropriate safety factor or 2) 0.75 of the tensile yield value. The allowable tension
load equals the tensile stress area (A(S)) x the allowable tension stress.
(7.4)
𝑇𝐴 = 𝐴(𝑆)𝐹𝑇
AAMA TIR-A9-14
Page 10
Allowable Shear values for UNC and Spaced Thread fasteners are based on the lesser of the 1) shear ultimate values of the
fastener material divided by the appropriate safety factor or 2) 0.75 of the shear yield values. Allowable shear loads equal the
shear stress area (Thread Root Area A(R)) x the allowable shear stress.
(7.5)
𝑉𝐴 = 𝐴(𝑅)𝐹𝑉
Allowable Bearing values for UNC and Spaced Thread fasteners are based in part on the steel or aluminum bearing ultimate
values of the connection or base material divided by the appropriate safety factor. Reference Section 8.0 for bearing
equations for both steel and aluminum.
The tapped material thickness needed to develop the allowable tensile capacity of UNC and spaced thread fasteners, as shown
in Tables 20.1 through 20.13 is based on the largest thickness as governed by equations for the internal thread strength of the
tapped material or external thread strength of the fastener. Internal thread strength is determined by the lesser of: 1) pull-out
values (for thin, medium (transition) or thick material, as applicable) or 2) 0.75 shear yield of internal threads. External
thread strength for the fastener is the lesser of: 1) the thread’s shear ultimate (thread stripping strength) divided by the safety
factor or 2) 0.75 shear yield of external threads. Equations use TSA(I), TSA(E), and N. By solving the equations (see Section
10.0) for thickness (t) and setting 𝑃𝐴 equal to the fastener's basic allowable tension 𝑇𝐴 , the equations, in Section 10.0, provide
the minimum thickness (𝑡 = 𝑡𝑀 ) of tapped material that is needed to develop 𝑇𝐴 , based on internal and external-thread
strength. Note that, typically, the length of thread engagement 𝐿𝐸 must equal or exceed 𝑡𝑀 . The greater value of 𝑡𝑀 , based on
internal and external thread strengths, governs. Reference Section 10.0 for a more detailed explanation of pullout and of thin,
medium (transition) and thick material.
Maximum Tensile Load values, for Available 3⁄8 " Plate Thickness, for both steel (A36) and aluminum (6063-T5 and 6063T6), are based on the least of: 1) the basic allowable tension for each fastener, 2) the allowable pull-out value of the internal
thread tapped material, and 3) the allowable value for the external fastener thread. Reference Section 10.0 and Section 21.0
for additional information.
Fasteners subjected to combined tensile and shear loads are limited by the below interaction equation, which applies to all
fasteners regardless of size. Reference Section 11.0 and the Cold Formed Steel Specification for additional interaction
considerations for fasteners installed in thin (𝑡 ≤ 3⁄16 ") steel.
(7.6)
2
2
𝐶𝑆𝑅 = �𝑣�𝑉 � + �𝑡�𝑇 � < 1.0
AAMA TIR-A9-14
𝐴
𝐴
Page 11
FIGURE 7.1: Unified Coarse Threads, External
AAMA TIR-A9-14
Page 12
FIGURE 7.2: Spaced Threads, External
AAMA TIR-A9-14
Page 13
8.0 ALLOWABLE BEARING AT BOLT AND SCREW HOLES, AND SCREW
TILTING
8.1 ALLOWABLE BEARING AT BOLT AND TAPPING-SCREW HOLES FOR STEEL (THICKNESS ≤ 3/16")
8.1.1 BOLTS
8.1.1.1 Per the cold-formed steel specification, the allowable force 𝑃𝐴𝐵 for bolt bearing is:
(8.1)
𝑃𝐴𝐵 = 𝐶 𝑚𝐹 𝑑 𝑡 𝐹𝑈 ⁄Ω
This is for cases where bolt-hole deformation is not a consideration. For allowable stress design, Ω = 2.5 for bolts. For the
case of 𝑑�𝑡 < 10, 𝐶 = 3.0. This applies to all of the fastener sizes in the tables, for t =0.125". For no washer, or only one
washer, in a single shear connection (or outer plies of double shear connections), 𝑚𝐹 = 0.75. Thus:
(8.2)
𝑃𝐴𝐵 = 0.9 𝑑 𝑡 𝐹𝑈
This equation was used to generate the table values for bearing on steel. It applies when the edge distance (e), in the load
direction, is at least 1.8 d. For the above values of C and 𝑚𝐹 , it produces a somewhat lower value (about 5% lower) than the
equation for bolt-hole deformation considered. If 𝑑�𝑡 ≥ 10, the value of C is less than 3, and can be as low as 1.8 for large
𝑑� . For some conditions, such as a washer at both the head and nut, and/or the inside sheet of a double shear connection, an
𝑡
𝑚𝐹 value larger than 0.75 is permitted. Refer to the cold-formed steel specification for details.
For 1.8 𝑑 > 𝑒 ≥ 1.5 𝑑, the allowable bolt bearing (𝑃𝐴𝐵𝐸 ) is limited by edge distance (e) from center of a standard hole to the
nearest edge of the connected part, in the load direction. The factor Ω equals 2.0. The equation is:
(8.3)
𝑃𝐴𝐵𝐸 = 𝑡 𝑒 𝐹𝑈 ⁄Ω = 0.5 𝑡 𝑒 𝐹𝑈
Note that if e equals 1.8 d, then 𝑃𝐴𝐵𝐸 equals 𝑃𝐴𝐵 in Eq. 8.2.
8.1.1.2 Minimum Spacing and Edge Distance
For bolts, the minimum spacing (between centers of standard holes) is 3d, and the minimum edge distance (center of standard
hole to edge of part) is 1.5d. For oversize and slotted holes, provide a minimum of 2d clear between edges of adjacent holes
and a minimum of 1.0d between the hole edge and the member edge.
8.1.2 SCREWS
8.1.2.1 For tapping screws, for which Ω equals 3.0 and the edge distance (center of screw to edge of part, in load direction) is
at least 2.7d, the allowable bearing 𝑃𝐴𝑆 is given by:
(8.4)
𝑃𝐴𝑆 = 2.7 𝑑 𝑡 𝐹𝑈 ⁄Ω = 0.9𝑑 𝑡 𝐹𝑈
This is the same equation as allowable bearing for bolts. Thus the table values for bearing on 1/8" thick steel apply to both
bolts (with nuts) that are installed in clear holes and to screws that are installed into tapped holes (no nuts) in a connected
component.
For screws with edge distance e (in the direction of load) less than 2.7 d, but ≥ 1.5 d, the allowable bearing is:
(8.5)
𝑃𝐴𝑆𝐸 = 𝑡 𝑒 𝐹𝑈 ⁄Ω = 𝑡 𝑒 𝐹𝑈 ⁄3.0 = 0.333 𝑡 𝑒 𝐹𝑈
If e = 2.7 d, then 𝑃𝐴𝑆𝐸 equals 𝑃𝐴𝑆 in Eq. 8.4.
For shear-loaded screws in tapped holes, another possible failure mode is screw tilting. This limit state is to be considered if
𝑡2
�𝑡 < 2.5, where 𝑡2 is the thickness of the component not in contact with the head. The tilting equation is:
1
(8.6)
𝑃𝐴𝑆𝑇 = 𝑃𝑁𝑆𝑇 ⁄Ω = 4.2 (𝑡2 3 𝑑)0.5 𝐹𝑈 ⁄3.0 = 1.4(𝑡2 3 𝑑)0.5 𝐹𝑈
AAMA TIR-A9-14
Page 14
𝑡
If 2�𝑡 ≤ 1.0, then allowable shear is the least of the values based on fastener strength, tilting and bearing (for each of the
1
𝑡
connected thicknesses). If 1.0 < 2�𝑡 < 2.5, allowable shear is based on linear interpolation between the tilting and bearing
1
allowable values. Based on calculations, tilting does not govern for the case of d ≤ 0.25" and 𝑡2 ≥ 1/8". For 𝑡2 = 1/8" and d ≥
0.3125", the equations indicate that allowable shear is governed by screw tilting rather than bearing. For d ≤ 1"and 𝑡2 <
1/8", tilting may govern (calculation is needed), but the specification addresses only d ≤ 0.25".
8.1.2.2 Minimum Spacing and Edge Distance
Screw spacing is to be a minimum of 3d between screw centers. The edge distance is to be at least 1.5d, from screw center to
the edge of a connected part.
8.1.2.3 If conditions differ from those described in the foregoing paragraphs, reference should be made to Sections E3 (bolts)
and E4 (screws), and the Appendix, of the 2007 edition of the North American Specification for the Design of Cold-Formed
Steel Structural Members (AISI) for the procedures to be followed in determining the allowable bearing strength, minimum
spacing and minimum edge distances. Refer also to Supplement No. 2 (2010).
8.2 Allowable Bearing at Bolt Holes for Steel (thickness > 3/16")
8.2.1 BOLTS
8.2.1.1 Per the AISC specification, the following equations provide the allowable bearing load 𝑃𝐴𝐵 based on the projected
area of bolts in shear connections with the clear distance 𝐿𝑐 (in the force direction, between edge of hole and edge of part or
of adjacent hole) not less than 2.0d, unless noted otherwise. The value of Ω is 2.0.
The following equation, for connections where deformation at service load is a design consideration, applies to standard,
oversized or short-slotted holes (independent of loading direction), and to long-slotted holes (in a slip-critical connection; see
AISC specification) with load parallel to slot length:
(8.7)
𝑃𝐴𝐵 = 2.4 𝑑 𝑡 𝐹𝑈 ⁄Ω = 1.2 𝑑 𝑡 𝐹𝑈
In long-slotted holes with the slot's length perpendicular to the direction of the load:
(8.8)
𝑃𝐴𝐵 = 2.0 𝑑 𝑡 𝐹𝑈 ⁄Ω = 1.0 𝑑 𝑡 𝐹𝑈
The above equations apply only if 𝐿𝑐 , in the load direction, is at least equal to 2.0d. Note that allowable bearing values are
less for 𝐿𝑐 < 2 𝑑 than for connections where 𝐿𝑐 ≥ 2 𝑑 . If clear distance 𝐿𝑐 < 2 𝑑, but 𝐿𝑐 is greater than the minimum,
then the following equations apply.
For bolts (in standard, oversized or short-slotted holes) for which 𝐿𝑐 < 2𝑑:
(8.9)
𝑃𝐴𝐵 = 1.2 𝐿𝐶 𝑡 𝐹𝑈 ⁄Ω = 0.6 𝐿𝐶 𝑡 𝐹𝑈
For a bolt in a long-slot, for which load is perpendicular to slot length and 𝐿𝑐 < 2𝑑:
(8.10)
𝑃𝐴𝐵 = 1.0 𝐿𝐶 𝑡 𝐹𝑈 ⁄Ω = 0.5 𝐿𝐶 𝑡 𝐹𝑈
Based on the AISC equations, if 1.2 FU is the allowable bearing stress, then 𝐿𝑐 must not be less than 2.0d. If 𝐿𝑐 < 2𝑑 but
edge distance e (center of hole to nearest edge of part or adjacent hole, in the load direction) is at least equal to the minimum
(𝑒𝑀 ) in the table below, then the applicable equation (Eq. 8.9 or 8.10) which includes 𝐿𝑐 is to be used.
8.2.1.2 Minimum Spacing for Steel (𝒕 > 3/16")
The distance between centers of standard holes shall be not less than 2.67d. A distance of 3d is preferred. Note that, for the
nominal value of 𝐿𝐶 to be at least 2d between adjacent holes, a bolt spacing of at least (3𝑑 + 1/16") is needed for standard
holes.
AAMA TIR-A9-14
Page 15
8.2.1.3 Minimum Edge Distance for Steel (𝒕 > 3/16")
The distance e, from the center of a standard hole to the nearest edge of the connected part, shall be not less than the
applicable value of 𝑒𝑀 in the following table.
Bolt Diameter d
(in)
1�
2
5�
8
3�
4
7�
8
Min. Edge Distance 𝒆𝑴
(in)
3�
4
7�
8
1
1
TABLE 8.1
1
8
1
1
4
1
If deformation around a hole is not a design consideration, oversized and slotted holes are involved, edge distances smaller
than tabulated minimums are proposed and/or conditions differ from those described in the foregoing paragraphs, reference
should be made to Section J3 (bolts) of the 2010 edition of the Specification for Structural Steel Buildings (AISC) for washer
requirements and/or the procedures to be followed in determining the allowable bearing strength, minimum spacing and
minimum edge distances.
8.3 Allowable Bearing at Bolt and Screw Holes for Aluminum
8.3.1 BOLTS
For bolts connecting aluminum components, the allowable bolt-bearing load 𝑃𝐴𝐵 for standard round holes is given in the
following equation. This value shall be used for an edge distance (𝑒𝐴 ) of 2d or greater, where 𝑒𝐴 is the distance from the
bolt's center to the edge of the connected part. The value of Ω is 1.95.
(8.11)
𝑃𝐴𝐵 = 2 𝑑 𝑡 𝐹𝑇𝑈 ⁄𝛺 = 1.026 𝑑 𝑡 𝐹𝑇𝑈
For edge distances (𝑒𝐴 ) less than 2d, but≥ 1.5 𝑑, the allowable bearing load is:
(8.12)
𝑃𝐴𝐵 = 𝑡 𝑒𝐴 𝐹𝑇𝑈 ⁄𝛺 = 0.513 𝑡 𝑒𝐴 𝐹𝑇𝑈
For bolts in slotted holes:
(8.13)
𝑃𝐴𝐵 = 1.33 𝑑 𝑡 𝐹𝑇𝑈 ⁄Ω = 0.682 𝑑 𝑡 𝐹𝑇𝑈
This allowable load is equal to 2/3 of the allowable bearing for bolts in standard round holes. The clear distance 𝐿𝑐 (edge of
part to the near edge of slot; perpendicular to the slot length) and the slot length are both to be sized so as to avoid overstressing the aluminum between the slot and the part's edge.
8.3.2 SCREWS
For bearing of tapping screws joining aluminum components, for which Ω equals 3.0, the allowable bearing 𝑃𝐴𝑆 is:
(8.14)
𝑃𝐴𝑆 = 2 𝑑 𝑡 𝐹𝑇𝑈 ⁄𝛺 = 0.667 𝑑 𝑡 𝐹𝑇𝑈
For the above equation, which was used to generate aluminum-bearing values in the load tables, the edge distance 𝑒𝐴 (screw
center to edge of connected part) is greater than or equal to 2d. Note that this equation, for screws in tapped holes, produces a
lower value than the equation for allowable bolt bearing, for bolts with nuts.
AAMA TIR-A9-14
Page 16
If the edge distance (𝑒𝐴 ) is less than 2d, but ≥ 1.5𝑑, then the allowable bearing is:
(8.15)
𝑃𝐴𝑆 = 𝑡 𝑒𝐴 𝐹𝑇𝑈 ⁄Ω = 0.333 t eA 𝐹𝑇𝑈
Screw tilting is also a potential failure mode for shear-loaded screws in tapped holes, where 𝑡1 ≤ 𝑡2 and 𝑡2 is the thickness of
the part not in contact with the screw head. The allowable load 𝑃𝐴𝑆𝑇 for tilting is:
(8.16)
𝑃𝐴𝑆𝑇 = 𝑃𝑁𝑆𝑇 ⁄𝛺 = 4.2(𝑡2 3 𝑑)0.5 𝐹𝑇𝑈 ⁄3.0 = 1.4(𝑡2 3 𝑑)0.5 𝐹𝑇𝑈
If 𝑡2 ⁄𝑡1 ≤ 1.0, then allowable shear is the least of the values based on fastener strength, tilting and bearing (for each of the
connected thicknesses). Based on calculations, tilting does not govern for the case of d ≤ 0.5" and 𝑡2 ≥ 1/8". For 𝑡2 =
1/8" and d ≥ 0.5625", the equations indicate that allowable shear is governed by screw tilting rather than bearing. For
𝑑 ≤ 1" and 𝑡2 < 1/8", tilting may govern (calculation is needed), but the specification addresses only 𝑑 ≤ 0.25".
8.3.3 BOLTS & SCREWS
8.3.3.1 Minimum Fastener Spacing for Aluminum
For both bolts and screws, the minimum distance between fastener centers shall be 2.5 times the nominal fastener diameter
(d).
8.3.3.2 Minimum Fastener Edge Distance for Aluminum
For both bolts and screws, the distance 𝑒𝐴 from the center of the fastener to the edge of the connected part, in any direction,
shall not be less than 1.5 times the nominal fastener diameter (d). Note that 𝑒𝐴 equals the sum of 0.5d and the clear distance
𝐿𝑐 .
8.3.3.3 For further information on allowable bearing strengths, spacing and edge distances, refer to Sections J3 (bolts) and J5
(screws) in the 2010 edition of Specification for Aluminum Structures (AA). Minimum tensile strengths for a number of
aluminum alloy-tempers can be found in Tables 22.1 to 22.12. For fasteners located within 1" of a weld, refer to the ADM
for reduced values of 𝐹𝑇𝑈 for the welded aluminum part.
AAMA TIR-A9-14
Page 17
9.0 STANDARD AND SLOTTED BOLT HOLES
9.1 STEEL (𝒕 ≤ 𝟑⁄𝟏𝟔")
It is recommended that holes for bolts not exceed the sizes specified in Table 9.1 (Table 1 in reference) for friction
connections. Slots longer than these dimensions may be used for expansion or anchor alignment purposes with appropriate
engineering analysis or testing.
MAXIMUM SIZE OF BOLT HOLES, INCHES
Nominal Bolt
Diameter,
d in.
Standard Hole
Diameter, d in.
< 1/2
𝑑+
≥ 1/2
𝑑+
Oversized Hole
Diameter, d in.
1
32
𝑑+
1
16
1
16
𝑑+
Short-Slotted Hole
Dimensions in.
�𝑑 +
1
8
�𝑑 +
1
1
� 𝑏𝑦 �𝑑 + �
32
4
1
1
� 𝑏𝑦 �𝑑 + �
32
4
Long-Slotted Hole Dimensions in.
1
� 𝑏𝑦 �2 𝑡𝑜 2 � 𝑑
1
� 𝑏𝑦 �2 𝑡𝑜 2 � 𝑑
�𝑑 +
32
�𝑑 +
16
1
2
1
2
TABLE 9.1 (Table 1 in reference)
Standard holes shall be used in bolted connections, except that oversized and slotted holes may be used as approved by the
designer. The length of slotted holes shall be normal to the direction of the shear load. Washers or back-up plates shall be
installed over oversized or short-slotted holes in an outer ply unless suitable performance is demonstrated by load tests in
accordance with Section F of AISI S100-2007 specification entitled, "North American Specification for the Design of ColdFormed Steel Structural Members," 2007 Edition.
9.2 STEEL (𝒕 > 𝟑⁄𝟏𝟔"); from AISC Specification (2010)
Bolt
Diameter, in.
𝟏/𝟐
𝟓/𝟖
𝟑/𝟒
𝟕/𝟖
1
≥ 1 𝟏/𝟖
Standard
(Dia.)
Oversize
(Dia.)
𝟗/𝟏𝟔
𝟏𝟏/𝟏𝟔
𝟏𝟑/𝟏𝟔
𝟏𝟓/𝟏𝟔
𝟓/𝟖
𝟏𝟑/𝟏𝟔
𝟏𝟓/𝟏𝟔
1 𝟏/𝟏𝟔
d + 𝟏/𝟏𝟔
1 𝟏/𝟏𝟔
1 𝟏/𝟒
d + 𝟓/𝟏𝟔
Hole Dimensions
Short-Slot
(Width x Length)
𝟗/𝟏𝟔 x 𝟏𝟏/𝟏𝟔
𝟏𝟏/𝟏𝟔 x 𝟕/𝟖
𝟏𝟑/𝟏𝟔 x 1
𝟏𝟓/𝟏𝟔 x 1 𝟏/𝟖
1 𝟏/𝟏𝟔 x 1 𝟓/𝟏𝟔
(d + 𝟏/𝟏𝟔) x (d + 𝟑/𝟖)
Table 9.2 (Table J3.3 in reference)
Long-Slot
(Width x Length)
𝟗/𝟏𝟔 x 1 𝟏/𝟒
𝟏𝟏/𝟏𝟔 x 1 𝟗/𝟏𝟔
𝟏𝟑/𝟏𝟔 x 1 𝟕/𝟖
𝟏𝟓/𝟏𝟔 x 2 𝟑/𝟏𝟔
1 𝟏/𝟏𝟔 x 2 𝟏/𝟐
(d + 𝟏/𝟏𝟔) x (2.5 x d)
Size and Use of Holes (Excerpted from ANSI/AISC 360-10)
The maximum size of holes for bolts are given in Table J3.3 or Table J3.3M, except that larger holes, required for tolerance
on location of anchor rods in concrete foundations, are permitted in column base details.
Standard holes or short-slotted holes transverse to the direction of the load shall be provided in accordance with the
provisions of this specification, unless oversized holes, short-slotted holes parallel to the load, or long-slotted holes are
approved by the engineer of record. Finger shims up to ¼ in. (6 mm) are permitted in slip-critical connections designed on
the basis of standard holes without reducing the nominal shear strength of the fastener to that specified for slotted holes.
Oversized holes are permitted n any or all plies of slip-critical connections, but they shall not be used in bearing-type
connections. Hardened washers shall be installed over oversized holes in an outer ply.
AAMA TIR-A9-14
Page 18
Short-slotted holes are permitted in any or all plies of slip-critical or bearing-type connections. The slots are permitted
without regard to direction of loading in slip-critical connections, but the length shall be normal to the direction of the load
in bearing-type connections. Washers shall be installed over short-slotted holes in an outer ply; when high-strength bolts are
used, such washers shall be hardened washers conforming to ASTM F436.
When Group B bolts over 1 in. (25 mm) in diameter are used in slotted or oversized holes in external plies, a single hardened
washer conforming to ASTM F436, except with 5/16-in. (8 mm) minimum thickness, shall be used in lieu of the standard
washer.
USER NOTE: Washer requirements are provided in the RCSC Specification, Section 6.
Long-slotted holes are permitted in only one of the connected parts of either a slip-critical or bearing-type connection at an
individual faying surface. Long-slotted holes are permitted without regard to direction of loading in slip-critical connections,
but shall be normal to the direction of load in bearing-type connections. Where long-slotted holes are used in an outer ply,
plate washers, or a continuous bar with standard holes, having a size sufficient to completely cover the slot after installation,
shall be provided. In high-strength bolted connections, such plate washers or continuous bars shall be not less than 5/16in.
(8 mm) thick and shall be of structural grade material, but need not be hardened. If hardened washers are required for use of
high-strength bolts, the hardened washers shall be placed over the outer surface of the plate washer or bar.
9.3 ALUMINUM
The aluminum specification does not provide a table of hole diameters and slot dimensions, but there are some provisions.
Nominal diameter of bolt holes is to be no more than 1/16” larger than the nominal bolt diameter, unless slip-critical
connections are used. Nominal slot width for bolts is to be no more than 1/16” greater than nominal bolt diameter. If the
nominal slot length exceeds 2.5d and/or the edge distance (bolt center to part edge) is less than 2d, then the edge distance
(perpendicular to slot length) and the slot length are to be sized so as to avoid over stress in the aluminum along the slot. Slot
length is to be perpendicular to the force, unless slip-critical connections are desired.
For screws, the nominal diameter of clear holes is to be no more than 1/16” larger than nominal screw diameter. For threaded
(pilot) holes, see Tables 21.1 to 21.7. For screw pull-over meeting Eq. 11.2, smaller (tighter) clear holes are required. Refer
to Table 11.1.
AAMA TIR-A9-14
Page 19
10.0 PULL-OUT STRENGTH
The allowable pull-out strength (𝑃𝐴 ), for a threaded fastener (screw) installed in a tapped hole, must equal or exceed the
design tension force for each fastener used in a tension connection. Allowable pull-out strength depends on the mechanical
properties of the fastener metal and the tapped-component metal including the allowable shear stress for each metal
(considering alloy and, where applicable, the temper), the fastener diameter (d) and number of threads per inch (n), the
internal and external thread-stripping areas (𝐴 𝑇𝑆𝐼 and 𝐴 𝑇𝑆𝐸 respectively), the length of engagement (𝐿𝐸 ) of the external thread
with the internal thread, and the safety factor (𝑆𝐹 ). Refer to Table 20.1 for dimensional information on Unified Coarse
Threads.
Although the internal-thread strength (yield or ultimate), for the steel and aluminum materials considered in this TIR, governs
in more cases than the fastener's external-thread strength, both need to be evaluated. The design value of stripping area, for
both UNC and spaced external-threads, is typically significantly less than that of the corresponding internal threads. For
external and internal thread-stripping areas for UNC threads, see Table 20.1. Thus internal-thread strength controls (i.e., is
less than external-thread strength) only if the fastener material's yield and ultimate stresses are sufficiently high, compared to
the internal-thread material, to compensate for the external threads' smaller stripping area.
If the engagement length is equal to the thickness, then 𝐿𝐸 = 𝑡. For 𝑑 ≤ 1/4", 𝑆𝐹 equals 3.0. For 𝑑 ≥ 5/16", 𝑆𝐹 equals
2.5.
𝐹𝑆𝑈 is the shear ultimate strength for aluminum. Values of 𝐹𝑆𝑈 for various alloy-tempers are given in Table A.3.4 of Part 1 of
The Aluminum Association’s "Aluminum Design Manual". For the purposes of this TIR, values for 𝐹𝑆𝑈 , for both aluminum
and steel, are conservatively based on 𝐹𝑆𝑈 = 𝐹𝑇𝑈 ⁄√3, where 𝐹𝑇𝑈 is the tensile ultimate.
Both ultimate-strength and yield-strength criteria have been considered in determining each fastener's basic allowable tension
and allowable external-thread strengths, as well as the tapped material's allowable internal-thread strength. The following
equations relate the yield-based and ultimate-based allowable stress values, for shear (thread stripping and fastener crosssection) and tension, respectively:
(10.1)
(10.2)
0.75 𝐹𝑇𝑌 ⁄√3 = 𝐹𝑇𝑈 ⁄�𝑆𝐹 √3�
0.7 5 𝐹𝑇𝑌 = 𝐹𝑇𝑈 ⁄𝑆𝐹
Solving each of the above equations, for the ratio of yield to ultimate, results in the same equation:
(10.3)
𝐹𝑇𝑌 ⁄𝐹𝑇𝑈 = 1⁄(0.75 𝑆𝐹 )
Thus, for 𝑆𝐹 equal to 3.0, if the yield-to-ultimate ratio is greater than 0.4444, then the allowable stress value is generally
governed by ultimate strength. Similarly, for 𝑆𝐹 equal to 2.5, ultimate strength generally governs the allowable stress value if
𝐹𝑇𝑌 ⁄𝐹𝑇𝑈 exceeds 0.5333. However, for pull-out from "thin" aluminum, the allowable value based on the tapped aluminum
depends on yield, regardless of the 𝐹𝑇𝑌 ⁄𝐹𝑇𝑈 ratio of the aluminum alloy-temper.
The basic allowable tension strength (𝑇𝐴 ) for a UNC fastener, where 𝐴 𝑇 is the tensile stress area, is given by the lesser of the
following two equations:
(10.4)
(10.5)
𝑇𝐴 = 𝐴 𝑇 𝐹𝑇𝑈 ⁄𝑆𝐹
𝑇𝐴 = 0.75 𝐴 𝑇 𝐹𝑇𝑌
For a spaced-thread fastener, where 𝐴𝑅 is the root area, the basic allowable tension strength (𝑇𝐴 ) is given by the lesser of the
following two equations:
(10.6)
(10.7)
𝑇𝐴 = 𝐴𝑅 𝐹𝑇𝑈 ⁄𝑆𝐹
𝑇𝐴 = 0.75 𝐴𝑅 𝐹𝑇𝑌
AAMA TIR-A9-14
Page 20
The allowable pull-out force 𝑃𝐴 , based on the UNC or spaced-thread fastener's external-thread stripping strength (for ultimate
and yield), is given by the lesser of the following two equations:
(10.8)
(10.9)
𝑃𝐴 = 𝑡 𝑛 𝐴 𝑇𝑆𝐸 𝐹𝑇𝑈 ⁄�𝑆𝐹 √3�
𝑃𝐴 = 𝑡 𝑛 𝐴 𝑇𝑆𝐸 (0.75 𝐹𝑇𝑌 )⁄√3
By solving the above equations for thickness (t) and setting 𝑃𝐴 equal to the fastener's basic allowable tension 𝑇𝐴 , the
following equations provide the minimum thickness (𝑡 = 𝑡𝑀 ) of tapped material that is needed to develop 𝑇𝐴 , based on the
fastener's external-thread strength. Note that, typically, the length of thread engagement 𝐿𝐸 must equal or exceed 𝑡𝑀 . The
greater value of 𝑡𝑀 governs for external-thread strength.
(10.10)
(10.11)
𝑡𝑀 = 𝑇𝐴 𝑆𝐹 √3�(𝑛 𝐴 𝑇𝑆𝐸 𝐹𝑇𝑈 )
𝑡𝑀 = 𝑇𝐴 √3�(0.75 𝑛 𝐴 𝑇𝑆𝐸 𝐹𝑇𝑌 )
For aluminum components (for a variety of aluminum alloy-tempers) with tapped holes, the equations for allowable pull-out,
based on internal threads only, are given in Section 22.0. These equations are mathematically equivalent (within rounding
accuracy) to the pull-out equations in the specification in the Aluminum Design Manual. There are three behavior regions,
based on thickness: thin (yield controls), thick (shear strength of internal threads governs) and a transition region between
these two.
Note that pull-out values, based on internal threads, are to be divided by kt if this parameter exceeds 1.0 for the alloy-temper
being considered. Refer to the 2010 ADM (Part 1: table A3.3 and Chapters D and F) for information on this notch-sensitivity
parameter. Correspondingly, if kt exceeds 1.0, the minimum thickness (tM) values are to be multiplied by kt. Unless
otherwise noted, the tabulated values of pull-out and minimum thickness in this TIR are for alloy-tempers with kt = 1.0.
The aluminum pull-out equations were solved for thickness t, in order to determine the minimum thickness (𝑡 = 𝑡𝑀 ) of
aluminum needed to develop a UNC fastener's basic allowable tension (𝑇𝐴 ). In the following equations, 𝐹𝑇𝑈 and 𝐹𝑇𝑌 are for
the alloy-temper used for the tapped aluminum component. The overall range of thickness considered is 0.060" ≤ 𝑡 ≤
0.375". See below for the specific thickness range for a particular equation, and for definitions of the quantities 𝐶1 and 𝐶2 ,
and 𝑃𝐽 through 𝑃𝑁 . The equations are:
Thin �𝑓𝑜𝑟 0.060" ≤ t < 0.080" and 𝑃𝐽 ≤ 𝑇𝐴 < 𝑃𝐾 �
(10.12)
𝑡𝑀 = 𝑇𝐴 𝑆𝐹 √3�(0.560π 𝑑𝐹𝑇𝑌 )
𝐹𝑜𝑟 𝑃𝐾 ≤ 𝑇𝐴 < 𝑃𝐿 , 𝑢𝑠𝑒 𝑡𝑀 = 0.080".
Thin (𝑓𝑜𝑟 0.080" ≤ t ≤ 0.125" and 𝑃𝐿 ≤ 𝑇𝐴 < 𝑃𝑀 ):
(10.13)
𝑡𝑀 = 𝑇𝐴 𝑆𝐹 √3�(0.665π 𝑑𝐹𝑇𝑌 )
Thick (𝑓𝑜𝑟 t ≥ 0.25" and 𝑇𝐴 ≥ 𝑃𝑁 ):
(10.14)
𝑡𝑀 = 𝑇𝐴 𝑆𝐹 �√3��(𝑛 𝐴 𝑇𝑆𝐼 𝐹𝑇𝑈 )
Transition (𝑓𝑜𝑟 0.125" ≤ t ≤ 0.25" and 𝑃𝑀 ≤ 𝑇𝐴 ≤ 𝑃𝑁 ):
(10.15)
𝑡𝑀 = (𝑇𝐴 − 025 𝐶1 + 0.125 𝐶2 )⁄(𝐶2 − 𝐶1 )
AAMA TIR-A9-14
Page 21
The quantities 𝐶1 and 𝐶2 , and 𝑃𝐽 through 𝑃𝑁 , are given below:
𝐶1 = 0.665π 𝑑 𝐹𝑇𝑌 ⁄�𝑆𝐹 √3�
𝐶2 = 2 𝑛 𝐴 𝑇𝑆𝐼 𝐹𝑇𝑈 ⁄�𝑆𝐹 √3�
𝑃𝐽 = 0.56 π 𝑑 (0.060)𝐹𝑇𝑌 ⁄�𝑆𝐹 √3�
𝑃𝐾 = 0.56 π 𝑑 (0.080)𝐹𝑇𝑌 ⁄�𝑆𝐹 √3�
𝑃𝐿 = 0.665 π 𝑑 (0.080) 𝐹𝑇𝑌 ⁄�𝑆𝐹 √3�
𝑃𝑀 = 0.665 π 𝑑 (0.125) 𝐹𝑇𝑌 ⁄�𝑆𝐹 √3�
𝑃𝑁 = 0.25 𝑛 𝐴 𝑇𝑆𝐼 𝐹𝑇𝑌 ⁄�𝑆𝐹 √3�
Similarly, the pull-out equations were solved to find the minimum thickness (𝑡 = 𝑡𝑀 ) of aluminum needed to develop a
spaced-thread fastener's basic allowable tension (𝑇𝐴 ). For spaced-thread fasteners, the set of equations is considered to apply
in the thickness range from 0.038" to 0.375", inclusive. As noted, however, individual equations apply to smaller ranges of
thickness. See below for the quantities 𝐶3 , 𝑃𝑅 and 𝑃𝑆 . See UNC equations for 𝐶1 , and 𝑃𝐽 to 𝑃𝐿 . The resulting equations are:
Thin � 𝑓𝑜𝑟 0.060 ≤ t < 0.080, 𝑎𝑛𝑑 𝑃𝐽 ≤ 𝑇𝐴 < 𝑃𝐾 �:
(10.16)
𝑡𝑀 = 𝑇𝐴 𝑆𝐹 √3�(0.560π d FTY )
𝐹𝑜𝑟 𝑃𝐾 ≤ 𝑇𝐴 < 𝑃𝐿 , 𝑢𝑠𝑒 𝑡𝑀 = 0.080".
Thin ( 𝑓𝑜𝑟 0.080" ≤ 𝑡 ≤ 2⁄𝑛 , 𝑎𝑛𝑑 𝑃𝐿 ≤ 𝑇𝐴 ≤ 𝑃𝑅 ):
(10.17)
𝑡𝑀 = 𝑇𝐴 𝑆𝐹 √3�(0.665π 𝑑 𝐹𝑇𝑌 )
Thick (𝑓𝑜𝑟 t ≥ 4/n and 𝑇𝐴 ≥ 𝑃𝑆 ):
(10.18)
𝑡𝑀 = 𝑇𝐴 𝑆𝐹 �√3��(0.9π 𝑑 𝐹𝑇𝑈 )
Transition (𝑓𝑜𝑟 2/𝑛 ≤ t ≤ 4/n and 𝑃𝑅 ≤ 𝑇𝐴 ≤ 𝑃𝑆 ):
(10.19)
𝑡𝑀 = (𝑇𝐴 − [4 𝐶1 ⁄𝑛] + [2 𝐶3⁄𝑛])⁄(𝐶3 − 𝐶1 )
The quantities 𝐶3 , and 𝑃𝑅 and 𝑃𝑆 , are given below. See UNC equations for 𝐶1 , and 𝑃𝐽 to 𝑃𝐿 .
𝐶3 = 1.8 π 𝑑𝐹𝑇𝑈 ⁄�𝑆𝐹 √3�
𝑃𝐽 = 0.56 π 𝑑 (0.060) 𝐹𝑇𝑌 ⁄�𝑆𝐹 √3�
𝑃𝐾 = 0.56 π 𝑑 (0.080)𝐹𝑇𝑌 ⁄�𝑆𝐹 √3�
𝑃𝐿 = 0.665 π 𝑑 (0.080) 𝐹𝑇𝑌 ⁄�𝑆𝐹 √3�
𝑃𝑅 = 0.665 π 𝑑 (2/n) 𝐹𝑇𝑌 ⁄�𝑆𝐹 √3�
𝑃𝑆 = 0.9 π (4/𝑛) 𝑑 𝑡𝐹𝑇𝑈 ⁄�𝑆𝐹 √3�
AAMA TIR-A9-14
Page 22
For A36 steel components with tapped holes, there are also three behavior regions (thin, thick and transition). For both UNC
and spaced threads, the thin region is conservatively considered to apply to 𝑡 ≤ 0.25", and the thick region applies to
𝑡 ≥ 0.375". For spaced threads, however, the strength of the internal threads for the thick region (𝑡 ≥ 0.375") and the
transition region (0.25" < 𝑡 < 0.375") is conservatively taken to be the same as for UNC threads.
The pull-out equations used for UNC-thread fasteners, installed in tapped holes in A36 steel, follow. FTU applies to the
tapped steel component. Note that the thin-region equation also applies to spaced-thread fasteners. For the transition and
thick regions for spaced-thread fasteners, n and 𝐴 𝑇𝑆𝐼 are the same as the UNC fastener of the same diameter. For spacedthread fasteners, the thin region is considered to begin at 0.038".
Thin (0.060" ≤ 𝑡𝑀 ≤ 0.25"):
(10.20)
𝑃𝐴 = 0.85 𝑑 𝑡 𝐹𝑇𝑈 ⁄𝑆𝐹
Thick (𝑡𝑀 ≥ 0.375"):
(10.21)
𝑃𝐴 = 𝑡 𝑛 𝐴 𝑇𝑆𝐼 𝐹𝑇𝑈 ⁄�𝑆𝐹 √3�
Transition (0.25" < 𝑡𝑀 < 0.375"):
(10.22)
𝑃𝐴 = (𝑡 − 0.25)�3 𝑛 𝐴 𝑇𝑆𝐼 𝐹𝑇𝑈 ⁄�𝑆𝐹 √3�� + (0.375 − 𝑡)[1.7 𝑑 𝐹𝑇𝑈 ⁄𝑆𝐹 ]
The preceding equations were solved for thickness t, in order to determine the minimum thickness (𝑡 = 𝑡𝑀 ) of steel needed to
develop a UNC fastener's basic allowable tension (𝑇𝐴 ). See below for definitions of 𝑃𝐸 and 𝑃𝐹 . For spaced thread fasteners, use
the fastener's basic allowable tension for 𝑇𝐴 , and use n and 𝐴 𝑇𝑆𝐼 for the UNC fastener of the same diameter. Also, for spacedthread fasteners, the thin region is considered to begin at 0.038". The resulting equations are:
Thin (for 0.060 ≤ t ≤ 0.25, and 𝑇𝐴 ≤ 𝑃𝐸 ):
(10.23)
𝑡𝑀 = 𝑇𝐴 𝑆𝐹 ⁄(0.85 𝑑 𝐹𝑇𝑈 )
Thick (𝑓𝑜𝑟 t ≥ 0.375" and 𝑇𝐴 ≥ 𝑃𝐹 ):
(10.24)
𝑡𝑀 = 𝑇𝐴 𝑆𝐹 �√3��(𝑛 𝐴 𝑇𝑆𝐼 𝐹𝑇𝑈 )
Transition (𝑓𝑜𝑟 0.25 < t <0.375, 𝑎𝑛𝑑 𝑃𝐸 ≤ 𝑇𝐴 ≤ 𝑃𝐹 ):
(10.25)
where:
𝑡𝑀 = [0.125 𝑇𝐴 − 0.375 𝑃𝐸 + 0.25 𝑃𝐹 ]⁄(𝑃𝐹 − 𝑃𝐸 )
𝑃𝐸 = 0.85 𝑑(0.25) 𝐹𝑇𝑈 ⁄𝑆𝐹
𝑃𝐹 = 0.375 𝑛 𝐴 𝑇𝑆𝐼 𝐹𝑇𝑈 ⁄�𝑆𝐹 √3�
The minimum thickness (𝑡𝑀 ), required to develop a fastener's basic allowable tension strength 𝑇𝐴 , is given in the preceding
equations based on internal-thread strength. The minimum thickness is based on the greater of the thickness values based on
internal threads and external threads. The length of thread engagement must also equal or exceed 𝑡𝑀 in order to develop the
basic allowable tension 𝑇𝐴 . Determination of 𝑡𝑀 is based on solving the pull-out equations for a required thickness (t = 𝑡𝑀 )
for a given value of allowable tension (𝑃𝐴 = 𝑇𝐴 ) for the screw. For fasteners with UNC and spaced threads installed in a
particular tapped material, the table values of 𝑡𝑀 were determined by comparing the basic 𝑇𝐴 for each fastener with the
maximum value of 𝑃𝐴 for the thin region (denoted by 𝑃𝐸 for steel) and the minimum value for the thick region (denoted by 𝑃𝐹
for steel). The equation for the appropriate region was then used to calculate the required 𝑡𝑀 value. A similar approach was
used for tapped aluminum.
AAMA TIR-A9-14
Page 23
The values given for minimum thickness 𝑡𝑀 in the load tables (Tables 20.1 to 20.13), for both Unified Coarse Threads and
spaced threads, are calculated using the greatest value of 𝑡𝑀 (considering pull-out based on internal threads and external
threads) from the applicable preceding equations. Values of 𝑡𝑀 that are less than those shown in the tables should not be
used without adequate testing which demonstrates their acceptability. However, for pull-out from steel with thickness less
than 0.038" (spaced thread), the reader may refer to the cold-formed steel specification for design guidance.
Tables 20.1 to 20.13 also list the allowable pull-out values for screws installed in tapped 3/8" thick components, both steel
(A36) and aluminum (6063-T5 and 6063-T6). Full engagement of the screw and tapped threads is presumed. For these
tables, three strength items were considered and the least of the three was listed in the table as the allowable value: basic
allowable tension strength of fastener, pull-out allowable based on internal-thread strength, and pull-out allowable based on
external-thread strength.
In addition, Tables 22.1 to 22.12 in Section 22.0, for a variety of aluminum alloy-tempers, present allowable pull-out values
for a range of fastener diameters (UNC and spaced thread) installed in aluminum of various thicknesses. The tables in Section
22.0 are based only on internal-thread strength. In using the tables in Section 22.0, the designer must also consider the
fastener's basic allowable tension strength and its external-thread strength.
There is a limit to the benefit of increasing the length of engagement. In many but not all cases, little, if any, added allowable
strength is gained by exceeding a length equal to twice the nominal thread diameter. For spaced threads, the effective length
of fasteners with tapered points begins at the point of full diameter threads.
AAMA TIR-A9-14
Page 24
11.0 PULL-OVER OF SCREW HEAD IN CONTACT WITH ALUMINUM AND
COLD-FORMED STEEL
For the case of the screw head in contact with aluminum, per the Aluminum Association’s ADM 2010 (Section J.5), there are
three equations to determine allowable pull-over force (𝑃𝑂𝑉𝐴 ): one for non-countersunk screws, one for non-countersunk
screws with all-metal washers and another for countersunk screws with an 82° nominal head angle.
Non-countersunk screws (*):
(11.1 )
𝑃𝑂𝑉𝐴 = 𝐶𝑃𝑂𝑉 𝑡1 𝐹𝑇𝑈1 (𝐷𝑊𝑆 − 𝐷𝐻 )⁄𝑆𝐹
Non-countersunk screws with all-metal washers (integral or non-integral with head; 𝑡1 ≥ 0.040"; if 𝑡1 / 𝐷𝑊𝑆 > 0.5, use 𝑡1 /
𝐷𝑊𝑆 = 0.5; see ** for hole sizes):
(11.2 )
𝑃𝑂𝑉𝐴 = (1.0 + 1.7 𝑡1 ⁄𝐷𝑊𝑆 )𝐷𝑊𝑆 𝑡1 𝐹𝑇𝑌1 ⁄𝑆𝐹
Countersunk screws (0.060" ≤ 𝑡1 < 0.190"; if 𝑡1 / d > 1.1, use 𝑡1 / d = 1.1):
(11.3 )
𝑃𝑂𝑉𝐴 = (0.27 + 1.45 𝑡1 ⁄𝑑 )𝑑 𝑡1 𝐹𝑇𝑌1 ⁄𝑆𝐹
where:
𝐶𝑃𝑂𝑉 = 1.0 for valley fastening and 0.7 for crown fastening, for corrugated roofing and siding; equals 1.0 for
two joined components in contact at the screw
= nominal thickness of the part in contact with the screw head or washer
𝑡1
𝐹𝑇𝑈1 = tensile ultimate stress of part in contact with head or washer
𝐹𝑇𝑌1 = tensile yield strength of the part in contact with head or washer
𝐷𝑊𝑆 = larger of the nominal washer diameter and the screw head diameter, but no greater than 5/8 in.
(16mm). The washer may be integral to the screw head.
= nominal diameter of the hole in the material under the screw head
𝐷𝐻
𝑑
= nominal diameter of screw
= safety factor (𝑆𝐹 equals 3.0 for d ≤ 1/4"; 𝑆𝐹 equals 2.5 for 𝑑 ≥ 5/16")
𝑆𝐹
For * (Eq. 11.1), the allowable pull-over for non-countersunk screws need not be less than the value based on Eq. 11.3 for
countersunk screws. The holes may be as much as 0.062" oversize (i.e., hole diameter≤ 𝑑 + 1/16").
For ** (Eq. 11.2), the following nominal hole sizes (average of 0.013" oversize) apply:
Screw size
d = screw diam. (nom.)
#8
#10
#12
1/4
0.164"
0.190"
0.216"
0.250"
𝑫𝑯 = hole size (nom.)
0.177"
0.201"
0.228"
0.266"
Drill bit size
16
7
1
H
TABLE 11.1
For the case of the screw head in contact with a cold-formed steel member (𝑡 ≤ 3/16"), per the AISI specification (Section
E4), the allowable pull-over force is given by:
AAMA TIR-A9-14
Page 25
(11.4 )
where:
𝑃𝑂𝑉𝐴 = 1.5 𝑡1 𝐷′𝑊 𝐹𝑇𝑈 ⁄𝑆𝐹
𝑡1 = thickness of connected member in contact with screw head or washer
𝐹𝑇𝑈 = tensile ultimate stress of steel member in contact with head or washer
𝑆𝐹 = safety factor (𝑆𝐹 equals 3.0 for d ≤ 1/4"; 𝑆𝐹 equals 2.5 for d ≥ 5/16")
𝐷𝐻𝐷 = [see definition of 𝐷′𝑊 ' ]: diameter of round head or integral washer (hex washer-head); width across
diametrically-opposite points of a hex head (no integral washer)
𝐷′𝑊 = effective pull-over diameter based on item (1) or (2) below, as applicable:
1) for no independent washer used beneath a round head, hex washer-head, or hex head:
𝐷′𝑊 = 𝐷𝐻𝐷 ≤ 0.5"
2) for independent (non-integral; solid) steel washer beneath a round head, hex washer-head, or hex
head:
𝐷′𝑊 = 𝐷𝐻𝐷 + 2 𝑡𝑊 + 𝑡1 ≤ 𝐷𝑊
where:
𝑡𝑊 = thickness of steel washer (0.050" minimum for 𝑡1 > 0.027" )
𝐷𝑊 = diameter of steel washer
For requirements for domed (non-solid) washers, refer to the AISI specification.
For a bolt or screw head in contact with a steel member (t > 3/16"), there are no specific design rules for pull-over in the
AISC specification (2010 or 2005 editions).
Combined Shear and Pull-over: Interaction Equation for Steel ( 𝑡1 ≤ 0.0445")
In Supplement #2 (issued 2010; Section E4.5.1) to the cold-formed steel specification, there is an interaction equation for
combined shear and pull-over. This applies to certain screw diameters (#12 and #14 screws) and to a particular thickness
range (0.0285" ≤ 𝑡1 ≤ 0.0445" ). Also, it applies to 𝑡2 ⁄ 𝑡1 ≥ 2.5 , where 𝑡1 is the sheet in contact with the head,
𝐹𝑢1 ≤ 70 ksi, and 𝐷𝑊 ≤ 0.75". Here, 𝐷𝑊 is the larger of the head or washer diameter. The supplement's equation has
been written in an equivalent ASD format using allowable shear and pull-over:
(11.5)
(𝑉 ⁄𝑃𝐴𝑆 ) + 0.71(𝑇⁄𝑃𝐴𝑃𝑂𝑉 ) ≤ 1.40
where:
𝑉
= required shear force (not factored)
𝑇
= required tension force (not factored)
𝑃𝐴𝑆 = allowable shear strength = 0.9 𝑡1 𝑑 𝐹𝑈1 = 2.7 𝑡1 𝑑 𝐹𝑈1 ⁄3.0 = allowable bearing
𝑃𝐴𝑃𝑂𝑉 = allowable pull-over strength = 0.5 𝑡1 𝐷𝑊 𝐹𝑈1 = 1.5 𝑡1 𝑑𝑤 𝐹𝑈1 ⁄3.0
In addition, V ≤ 𝑃𝐴𝑆𝐻 and T ≤ 𝑃𝐴𝑇 must also be satisfied. Here, 𝑃𝐴𝑆𝐻 is the lesser of the screw's basic allowable shear strength
and its allowable bearing strength on each of components 1 and 2 ( 𝑡1 and 𝑡2 ). 𝑃𝐴𝑇 is the least of three allowable values:
basic tension strength of the screw, pull-out and pull-over. For eccentrically-loaded connections that produce a non-uniform
pull-over force on the screw, a reduced allowable pull-over value (equal to 50% of the normal allowable value) is to be used
in the above equation.
Note that Eq. 11.5 applies only to particular screw diameters used to connect components in a limited thickness range. The
basic interaction equation (see Section 7.0) must also be considered. The basic interaction equation is a function of the
square of two ratios (tension to basic allowable tension, and shear to basic allowable shear) and pertains to all screws and
bolts.
AAMA TIR-A9-14
Page 26
12.0 SCREW SLOTS (a.k.a. SPLINES, RACEWAYS, RACES, BOSSES)
Screw Size
8
10
12
¼
Screw Diameter D (in.)
0.164
0.190
0.216
0.250
Dss (in.) ± 0.007 in.
0.147
0.169
0.190
0.228
TABLE 12.1: Screw Slot Dimensions(Table J.5.3 in reference)
Reprinted with permission from The Aluminum Association’s “Aluminum Design Manual”
AAMA TIR-A9-14
Page 27
13.0 SLIDING FRICTION IN SCREW CHASE
FIGURE 13.1
EQUATION 13.1:
𝑉𝑠𝑓 =
𝑅𝑒 �
where:
f
P
R
r
𝑅𝑒
𝑟𝑚
𝑉𝑠𝑓
T
�[(24)(𝑅 − 𝑟)]2 + (8.5𝑃)2
𝑇
� �𝑃 ± (2𝜋𝑟𝑚 ∙ 𝑓) �
��
𝑟𝑚
[(24)(𝑅 − 𝑟)]
(2𝜋𝑟𝑚 ) ∓ (𝑃 ∙ 𝑓) �
=
=
=
=
=
=
=
=
�[(24)(𝑅 − 𝑟)]2 + (8.5𝑃)2
�
[(24)(𝑅 − 𝑟)]
Coefficient of friction. For mild steel on aluminum, f = 0.47.
Pitch of screw, 1/N = Pitch, (in.)
Major radius of screw thread, (in.) = D/2
Minor radius of screw thread, (in.)
Ratio of area of screw thread engagement (per thread) in screw chase from Equation 14.1.
Mean radius of screw thread, (in.)
Ultimate lateral frictional resistance to sliding of a screw in a screw chase parallel to walls (length) of chase,
(lb.)
Torque on screw or bolt = 𝐿𝑟𝑚 , (lb-in.)
AAMA TIR-A9-14
Page 28
Equation 13.1 is based on external threads as shown in Figure 13.2. The ultimate lateral frictional resistance to sliding as
given by this equation is used to determine the shear strength of a screw in a screw chase when loaded parallel to the walls
(length) of the screw chase. Equation 13.1 is expressed in terms of the torque; the major, mean and minor radii of the screw;
the pitch of the screw; and the coefficient of friction between the fastener metal and the aluminum extrusion. Note that the
number of engaged threads is not in this equation, but must be determined separately. To determine an allowable value,
divide 𝑉𝑠𝑓 by a suitable safety factor. For derivation of Equation 13.1, see the Appendix. Figure 13.2 conforms to
ANSI/ASME B1.1
FIGURE 13.2: External Threads
FIGURE 13.3: Internal Threads
Sample Calculation for 1/4-20 Screw:
R = 0.125 in
r = 0.0944 in
𝑟𝑚 = 0.110 in
P = 0.05 in
T = 50 lb-in
f = 0.47
2𝜋𝑟𝑚 = 2𝜋(0.110) = 0.691
2𝜋𝑟𝑚 𝑓 = �0.691(0.47)� = 0.325
Pf = (0.05) (0.47) = 0.0235
24 (R – r) = 24 (0.125 – 0.0944) = 0.734
[24 (R – r)]2 = (0.734)2 = 0.539
(8.5P)2 = [(8.5) (0.05)]2 = 0.181
𝑅𝑒 = 0.325 from sample calculation for Equation 14.1.
AAMA TIR-A9-14
Page 29
Substituting foregoing values in Equation 13.1 to find the ultimate lateral frictional resistance, parallel to length of chase:
𝑉𝑠𝑓 =
𝑉𝑠𝑓 =
(0.325) �
�(0.539) + (0.181)
50
� �(0.05) + (0.325) �
��
0.110
0.734
(0.691) − (0.0235) ∙ �
(147.7)(0.4257)
(0.664)
�(0.539) + (0.181)
�
0.734
𝑉𝑠𝑓 = 94.693 lbs
To determine the allowable value, divide Vsf by the recommended safety factor.
Allowable =
94.693 lbs
= 40.47 lbs
2.34
AAMA TIR-A9-14
Page 30
14.0 SCREW ENGAGEMENT IN SCREW CHASE
NOTE 1: Reference Figure 13.1 for example of a screw in screw chase when addressing Section 14.0
Figure 14.1
Figure 14.2
a
= Angle defining limits of screw engagement in screw chase, (degrees)
= 2 cos −1 �𝑟�𝑅 �
Ae = Total area of screw thread engagement, for one thread, in screw chase, (sq. in.)
Ath = Projected thread area of fastener per thread = π(R2 – r2);(sq. in.)
R = Major radius of screw thread, (in.) = D/2
r = Minor radius of screw thread or ½ of screw chase dimension (whichever is greater), (in.)
𝐴
Re = Ratio of engaged thread area to total thread area, for one thread, in screw chase = 𝑒
2b = Length of engagement, (in.)
𝐴𝑡ℎ
EQUATION 14.1
𝑎
�𝜋 �
� − sin 𝑎�
𝐴𝑒
180
2
=𝑅
𝑅𝑒 =
𝐴𝑡ℎ
𝜋(𝑅2 − 𝑟 2 )
𝑅𝑒 = 𝑅2
𝑟
�2 cos −1 �
𝑟
𝑅
�𝜋
� − sin �2 cos −1 �
𝑅
180
𝜋(𝑅2 − 𝑟 2 )
See the Appendix 24.0 for derivation of Equation 14.1
Sample calculation for 1/4 - 20 screw:
R = 0.125 in, r = 0.0944 in
𝑎 = 2 cos −1 �𝑟�𝑅� = 2 cos −1 �0.0944�0.125�
= 2 cos −1 (0.755) = 81.9°
𝜋[81.9]
�
� − sin[81.9]
180
2
𝑅𝑒 = 𝑅
𝜋(𝑅2 − 𝑟 2 )
1.429 − 0.990
�
= (0.125)2 �
𝜋[(0.125)2 − (0.0944)2 ]
0.439
� = 0.325
= 0.0156 �
0.0211
or 32.5% thread engagement, per thread
AAMA TIR-A9-14
Page 31
15.0 FASTENER SPECIFICATION CHECK LIST
A. MECHANICAL PROPERTIES
1. Description (including drawing)
a. Size (nominal diameter)
b. Length
c. Head Style
d. Thread Type
e. Point Type
f. Special Features ( e.g., undercut head)
g. Other
2. Metal
3. Minimum Yield Strength
4. Minimum Tensile Strength
5. Hardness (Contact with aluminum)
6. Other (i.e. Manufacturer proprietary coating or plating)
B. FINISH
1. Clear or Natural
2. Colored
a. Painted
b. Burned
3. Other
C. CORROSION PROTECTION
1. As Fabricated
2. Plated
(Refer to appropriate ASTM Standards)
a. Zinc
b. Cadmium
c. Nickel
d. Chromium
3. Black Oxide
4. Waxed
5. Other
D. Fastener Exposure
1. Outside Face of Building
2. Inside Exterior Cover But High Exposure
3. Inside Glazing Pocket
4. Behind Inner Seal Line
5. Visible Inside Building
AAMA TIR-A9-14
Page 32
16.0 FASTENER AVAILABILITY
This report contains load tables for 21 different sizes/types of fasteners manufactured from a number of different carbon steel
and stainless steel alloys. Types of fasteners included are Unified Coarse thread machine screws and bolts, and spaced thread
tapping screws. Metric fasteners are not included in this standard. Recommended specifications for protective metallic
coatings for carbon steel fasteners cover zinc, cadmium, nickel and chromium. The stainless steel alloys included have a
range of corrosion resistant properties.
Obviously, it is economically impractical for a fastener manufacturer or supplier to make available in stock all of the fastener
types and sizes in all of the different alloys with all of the different protective coatings available. As pointed out in the
"Protection Against Corrosion" section of this report, many types of stainless steel fasteners are readily available only in
alloys having lower resistance to corrosion than Type 316. SAE Grade 2 and Grade 5 carbon steel fasteners, while generally
available in 6 mm (1/4 in) diameter and larger sizes, may not be readily available in screws less than 6 mm (1/4 in) diameter.
On the other hand, structurally equivalent fasteners for the smaller screws made from commercial grades of steel wire are
readily available. Such items as the type of threads, heads, points and lot size will further influence availability.
Commonly used fasteners are generally available from stock and can be reasonably purchased in small quantity orders.
Fasteners are also available on a custom order basis but will usually require a large quantity of fasteners if a reasonable price
is to be obtained. Often the cost of fasteners in small quantity, custom orders could be so great as to economically rule out
their use.
The designer of curtain wall (fenestration) systems must recognize these limitations in availability and make acceptable
compromises in the selection of fasteners which will assure structural adequacy, effective resistance to corrosive actions,
satisfactory over-all performance, and a cost which will not adversely affect the economic viability of the wall system.
AAMA TIR-A9-14
Page 33
17.0 SAMPLE CALCULATIONS FOR LOAD TABLES
Stainless-Steel Fastener: Alloy Groups 1, 2 and 3; Condition A; 1/4-20 Screw
Nominal Thread Diameter
Threads Per Inch
D = 0.250 in
N = 20
Minimum Ultimate Tensile Strength
Minimum Tensile Yield Strength
FU = 75,000 psi
FY = 30,000 psi
FU / 3.0 = 25,000 psi
0.75 FY = 22,500 psi
TABLE 17.1
0.75 FY is the smaller allowable tensile stress, and thus is used to calculate allowable loads in Load Table 10.
Also, yield controls because: 𝐹𝑇𝑌 ⁄𝐹𝑇𝑈 = 30,000⁄75,000 = 0.40 < 0.444 = 1⁄�3.0(0.75)� = 1⁄(0.75 𝑆𝐹 )
A(S) = AT = Tensile Stress Area = (π⁄4)�𝐷 − (0.9743⁄𝑁)�
2
2
= (π⁄4)�0.25 − (0.9743⁄20)�
= 0.03182 in2 ; rounds to 𝟎. 𝟎𝟑𝟏𝟖 𝐢𝐧𝟐
A(R) = AR = Thread Root Area = (π⁄4)�𝐷 − (1.2263⁄𝑁)�
2
2
= (π⁄4)�0.25 − (1.2263⁄20)�
= 0.02795 in2 ; rounds to 𝟎. 𝟎𝟐𝟖𝟎 𝐢𝐧𝟐 0
Allowable Shear (Single)
= 0.75 𝐹𝑌 (𝐴𝑇 )
= 0.75 (30,000) (0.03182)
= 715.95 lbs ; rounds to 𝟕𝟏𝟔 𝐥𝐛
Allowable Shear (Double)
= 2 (363.08) = 726.16 lbs ; rounds to 726 lbs
Allowable Tension = 𝑇𝐴
= �0.75 𝐹𝑌 ⁄√3�(𝐴 𝑇 )
= 0.75�30,000⁄√3�(0.02795)
= 363.08 lbs ; rounds to 𝟑𝟔𝟑 𝐥𝐛𝐬
Allowable Bearing for A36 Steel
= 0.9 𝐹𝑈 𝐷 𝑡; for t = 1/8" and 𝐹𝑈 = 58,000 psi
= 0.9(58,000)(0.25)(0.125)
= 𝟏, 𝟔𝟑𝟏 𝐥𝐛𝐬
Allowable Bearing for 6063-T5 Aluminum = (2⁄Ω)𝐹𝑇𝑈 𝐷 𝑡; for t = 1/8" and 𝐹𝑇𝑈 = 22,000 psi
= (2 / 3.0) (22,000) (0.25) (0.125)
= 𝟒𝟓𝟖 𝐥𝐛𝐬
Allowable Bearing for 6063-T6 Aluminum
= (2⁄Ω)𝐹𝑇𝑈 𝐷 𝑡; for t = 1/8" and 𝐹𝑇𝑈 = 30,000 psi
= (2 / 3.0) (30,000) (0.25) (0.125)
= 𝟔𝟐𝟓 𝐥𝐛𝐬
NOTE 2: Limitations on minimum spacing and minimum edge distance in Section 8.0
External-Thread Stripping Area (square inches per thread) = 𝑇𝑆𝐴(𝐸) = 𝐴 𝑇𝑆𝐸
𝑇𝑆𝐴(𝐸) = 𝐴 𝑇𝑆𝐸 = 3.1416(𝐾𝑁𝑀𝐴𝑋) �(1⁄(2𝑁)) + 0.57735�𝐸𝑆𝑀𝐼𝑁 – 𝐾𝑁𝑀𝐴𝑋��
= 3.1416(0.207) �(1⁄40) + 0.57735 �0.213 – 0.207��
= 0.01851 in2 per thread ; rounds to 𝟎. 𝟎𝟏𝟖 𝐢𝐧𝟐 𝐩𝐞𝐫 𝐭𝐡𝐫𝐞𝐚𝐝
where: KNMAX = Maximum minor diameter of internal thread (see Table 20.1)
ESMIN = Minimum pitch diameter of external thread (see Table 20.1)
AAMA TIR-A9-14
Page 34
Find minimum thickness (𝑡𝑀 ) of tapped material, based on the fastener's external threads, to develop the fastener's basic
allowable tension. Refer to Section 10.0 (Pull-Out). The larger of the following equations governs.
𝑇 𝑆
𝑡𝑀 = � 𝐴 𝐹 √3�(𝑁 𝐴
𝑇𝑆𝐸 𝐹𝑇𝑈 )
� = �715.95(3.0)√3�
� = 0.134 in.
�(20)(0.01851)(75,000)�
𝑡𝑀 = 𝑇𝐴 √3�(0.75 𝑁 𝐴 𝑇𝑆𝐸 𝐹𝑇𝑌 ) = 715.95 √3��(0.75)(20)(0.01851)(30,000)� = 0.1489 in; controls
Note that the yield-to-ultimate ratio (0.40), which is less than the limit of 0.444 calculated previously, also indicates that the
second equation, based on yield, governs.
Internal-Thread Stripping Area (square inches per thread) = 𝑇𝑆𝐴(𝐼) = 𝐴 𝑇𝑆𝐼
𝑇𝑆𝐴(𝐼) = 𝐴 𝑇𝑆𝐼 = 3.1416(𝐷𝑆𝑀𝐼𝑁) �(1⁄(2𝑁)) + 0.57735�𝐷𝑆𝑀𝐼𝑁 – 𝐸𝑁𝑀𝐴𝑋��
= 3.1416(0.241) �(1⁄40) + 0.57735 �0.241 – 0.222��
= 0.02723 in2 per thread ; rounds to 𝟎. 𝟎𝟐𝟕 𝐢𝐧𝟐 𝐩𝐞𝐫 𝐭𝐡𝐫𝐞𝐚𝐝
where: DSMIN = Minimum major diameter of external thread (see Table 20.1)
ENMAX = Maximum pitch diameter of internal thread (see Table 20.1)
Find minimum thickness (𝑡𝑀 ) of tapped material, based on internal threads, to develop the basic allowable tension of
fastener. See also Figures 17.1, 17.2, 17.3.
A36 steel:
𝑃𝐸 = 0.85𝐹𝑈 𝐷𝑡⁄𝑆𝐹 = 0.85(58,000)(0.25)(0.25)⁄3.0; for "thin" region
𝑃𝐸 = 1,027 lbs > 716 lbs , which is the fastener′s basic allowable tension
𝑡𝑀 = 𝑇𝐴 𝑆𝐹 ⁄(0.85 𝐷 𝐹𝑇𝑈 ) = 715.95(3.0)⁄�0.85(0.25)(58,000)� = 𝟎. 𝟏𝟕𝟒𝟑 𝒊𝒏
Since 0.1743 in > 0.1489 in for external threads, internal thread strength governs.
6063-T5 aluminum:
𝑃𝑁 = 0.25𝑁 𝐴 𝑇𝑆𝐼 𝐹𝑇𝑈 ⁄�𝑆𝐹 √3� ; lower limit for "thick" region
𝑃𝑁 = 0.25(20)(0.02723)(20,000)⁄�3.0√3� = 576 lbs < 716 𝑙𝑏𝑠
𝑡𝑀 = 𝑇𝐴 𝑆𝐹 √3�(𝑁 𝐴 𝑇𝑆𝐸 𝐹𝑇𝑈 ) = 715.95(3.0) �√3���20(0.02723)(22,000)� = 𝟎. 𝟑𝟏𝟎𝟓 𝐢𝐧
Since 0.3105 in > 0.1489 in for external threads, internal thread strength governs.
6063-T6 aluminum:
𝑃𝑁 = 0.25𝑁 𝐴 𝑇𝑆𝐼 𝐹𝑇𝑈 ⁄�𝑆𝐹 √3� ; lower limit for "thick" region
𝑃𝑁 = 0.25(20)(0.02723)(30,000)⁄�3.0√3� = 786 𝑙𝑏𝑠 > 716 𝑙𝑏𝑠 ; thus check next limit
𝑃𝑀 = 0.665π D(0.125)FTY ��𝑆𝐹 √3� = 0.665 π (0.25)(0.125)(25,000)��(3.0)√3�
𝑃𝑀 = 314 lbs < 716 lbs ; thus use transition equation
𝑡𝑀 = (𝑇𝐴 − 0.25 𝐶1 + 0.125𝐶2 )⁄(𝐶2 − 𝐶1 )
where:
𝐶1 = 0.665π D FTY ⁄�𝑆𝐹 √3� = 0.665 π (0.25)(25,000)��(3.0)√3� = 2,512.9
𝐶2 = 2 𝑁𝐴 𝑇𝑆𝐼 𝐹𝑇𝑈 ⁄�𝑆𝐹 √3� = 2 (20)(0.02723)(30,000)⁄(3.0)√3 = 6,288.5
𝑡𝑀 = (715.95 − 0.25[2,512.9] + 0.125 [6,288.5])⁄(6,288.5 – 2,512.9 ) = 𝟎. 𝟐𝟑𝟏𝟒 𝐢𝐧
Since 0.2314 in > 0.1489 in for external threads, internal thread strength governs.
Find allowable tension (least of allowable tension values based on tensile area [𝑇𝐴 ], internal thread and external thread) for
tapped 3/8 in plates:
A36 steel:
𝑃𝐴 = 𝑡 𝑁𝐴 𝑇𝑆𝐼 𝐹𝑇𝑈 ⁄�𝑆𝐹 √3� = 0.375 (20) (0.02723) (58,000)⁄�3.0√3�
= 2,280 lbs; based on internal thread
𝑃𝐴 = 2,280 lbs > 716 𝑙𝑏𝑠 , 𝑤ℎ𝑖𝑐ℎ 𝑖𝑠 𝑡ℎ𝑒 𝑓𝑎𝑠𝑡𝑒𝑛𝑒𝑟′𝑠 𝑏𝑎𝑠𝑖𝑐 𝑎𝑙𝑙𝑜𝑤𝑎𝑏𝑙𝑒 𝑡𝑒𝑛𝑠𝑖𝑜𝑛 (𝑇𝐴 )
Since 0.375 in > 0.1489 in for external threads to develop 𝑇𝐴 , the plate can develop 𝑇𝐴 .
Thus maximum allowable tension equals 716 lbs.
AAMA TIR-A9-14
Page 35
6063-T5 aluminum:
𝑃𝐴 = 𝑡 𝑁𝐴 𝑇𝑆𝐼 𝐹𝑇𝑈 / (𝑆𝐹 √3) = 0.375 (20) (0.02723) (22,000) / (3.0 √3)
= 865 lbs; based on internal thread
𝑃𝐴 = 865 lbs > 716 𝑙𝑏𝑠 , 𝑤ℎ𝑖𝑐ℎ 𝑖𝑠 𝑡ℎ𝑒 𝑓𝑎𝑠𝑡𝑒𝑛𝑒𝑟′𝑠 𝑏𝑎𝑠𝑖𝑐 𝑎𝑙𝑙𝑜𝑤𝑎𝑏𝑙𝑒 𝑡𝑒𝑛𝑠𝑖𝑜𝑛 (𝑇𝐴 )
Since 0.375 in > 0.1489 in for external threads to develop 𝑇𝐴 , the plate can develop 𝑇𝐴 .
Thus maximum allowable tension equals 716 lbs.
6063-T6 aluminum:
𝑃𝐴 = 𝑡 𝑁 𝐴𝑇𝑆𝐼 𝐹𝑇𝑈 / (𝑆𝐹 √3) = 0.375 (20) (0.02723) (30,000) / 3.0
= 1,179 lbs; based on internal thread
𝑃𝐴 = 1,179 lbs > 716 𝑙𝑏𝑠 , 𝑤ℎ𝑖𝑐ℎ 𝑖𝑠 𝑡ℎ𝑒 𝑓𝑎𝑠𝑡𝑒𝑛𝑒𝑟′𝑠 𝑏𝑎𝑠𝑖𝑐 𝑎𝑙𝑙𝑜𝑤𝑎𝑏𝑙𝑒 𝑡𝑒𝑛𝑠𝑖𝑜𝑛 (𝑇𝐴 )
Since 0.375 in > 0.1489 in for external threads to develop 𝑇𝐴 , the plate can develop TA.
Thus maximum allowable tension equals 716 lbs.
*NOTE 3: For 6063-T5 aluminum, of thickness less than or equal to 0.500" (12.50 mm), the tensile ultimate strength is
22,000 psi (150 MPa) and the tensile yield is 16,000 psi (110 MPa). For thicknesses from 0.501" (12.51 mm) to
1.000" (25.00 mm), use 21,000 psi (145 MPa) for tensile ultimate and 13,000 psi ( (105 MPa) for tensile yield.
For all thicknesses of 6063-T6 aluminum, the tensile ultimate strength is 30,000 psi (205 MPa) and the tensile
yield is 25,000 psi (170 MPa). SI values, in parentheses, are per the Aluminum Specification (2010 ed.).
AAMA TIR-A9-14
Page 36
Allowable Tension vs. Thickness; A36 steel, 1/4-20 (st. stl.; cond. A )
(Reference Table 20.7)
3,200
2,800
A36 steel
Allowable Tension (pounds)
2,400
0.375"
2,000
Exterior thrd
interior thrd
1,600
int
basic allow
1,200
min thick
0.25"
800
716
400
0.06"
0.1743"
0
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
Thickness (inches)
FIGURE 17.1
AAMA TIR-A9-14
Page 37
Allowable Tension vs. Thickness; 6063-T5 aluminum, 1/4-20 (st. stl.; cond. A )
(Reference Table 20.7)
2,500
Exterior thrd
2,000
interior thrd
int
Allowable Tension (pounds)
basic allow
min thick
1,500
1,000
6063-T5 aluminum
716
500
0.25"
0.08"
0.125"
0.3105"
0.06"
0
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
Thickness (inches)
FIGURE 17.2
AAMA TIR-A9-14
Page 38
Allowable Tension vs. Thickness; 6063-T6 aluminum, 1/4-20 (st. stl.; cond. A )
(Reference Table 20.7)
2,500
Allowable Tension (pounds)
2,000
1,500
Exterior thrd
6063-T6 aluminum
interior thrd
int
1,000
basic allow
0.25
min thick
716
500
0.08"
0.125"
0.2314"
0.06"
0
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
Thickness (inches)
FIGURE 17.3
AAMA TIR-A9-14
Page 39
18.0 CARBON STEEL FASTENER MATERIALS
TABLE 18.1 (Table 1 in reference, 8th Edition IFI Fastener Handbook)
Reprinted, with permission, from SAE J429-2011, Mechanical and Material Requirements for Externally Threaded Fasteners, copyright SAE
International, 400 Commonwealth Drive, Warrendale, PA 15096. A copy of the complete standard may be obtained from SAE International,
www.sae.org.
AAMA TIR-A9-14
Page 40
19.0 STAINLESS STEEL FASTENER MATERIALS
TABLE 19.1 (Table 2 in reference, 8th Edition IFI Fastener Handbook)
Reprinted, with permission, from ASTM F593−13a Standard Specification for Stainless Steel Bolts, Hex Cap Screws, and Studs, copyright ASTM International, 100
Barr Harbor Drive, West Conshohocken, PA 19428. A copy of the complete standard may be obtained from ASTM International, www.astm.org.
AAMA TIR-A9-14
Page 41
20.0 FASTENER LOAD TABLES
TABLE 20.1: Fastener Stress Areas and Tap Drill Sizes Unified Coarse Threads (UNC)
Nominal
Thread
Diameter &
Thread Per
Inch
D Nominal
A (S)
Thread
Tensile
A (R)
Diameter Stress Area Thread Root
Inch
Sq. In. Area Sq. In.
#6-32
#8-32
#10-24
#12-24
1/4-20
5/16-18
3/8-16
7/16-14
1/2-13
9/16-12
5/8-11
3/4-10
7/8-9
1-8
0.1380
0.1640
0.1900
0.2160
0.2500
0.3125
0.3750
0.4375
0.5000
0.5625
0.6250
0.7500
0.8750
1.0000
0.0091
0.0140
0.0175
0.0242
0.0318
0.0524
0.0775
0.1063
0.1419
0.1819
0.2260
0.3345
0.4617
0.6057
0.0078
0.0124
0.0152
0.0214
0.0280
0.0469
0.0699
0.0961
0.1292
0.1664
0.2071
0.3091
0.4286
0.5630
TSA (E) pp TSA
g (I)
Sq. In./Thread
Major Diameter
Pitch Diameter
Minor Diameter
Pitch Diameter
External
Internal
Max.
Min.
Max.
Min.
Min.
Max.
Min.
0.0060
0.0070
0.0110
0.0130
0.0180
0.0260
0.0360
0.0480
0.0600
0.0740
0.0910
0.1210
0.1590
0.2070
0.0090
0.0100
0.0170
0.0190
0.0270
0.0380
0.0520
0.0700
0.0860
0.1060
0.1300
0.1720
0.2250
0.2920
0.1370
0.1630
0.1890
0.2150
0.2490
0.3110
0.3740
0.4360
0.4990
0.5610
0.6230
0.7480
0.8730
0.9980
0.1310
0.1570
0.1820
0.2080
0.2410
0.3030
0.3640
0.4260
0.4880
0.5500
0.6110
0.7350
0.8590
0.9830
0.1170
0.1430
0.1620
0.1880
0.2160
0.2750
0.3330
0.3900
0.4490
0.5070
0.5640
0.6830
0.8010
0.9170
0.1140
0.1400
0.1590
0.1850
0.2130
0.2710
0.3290
0.3850
0.4440
0.5020
0.5590
0.6770
0.7950
0.9100
0.1040
0.1300
0.1450
0.1710
0.1960
0.2520
0.3070
0.3600
0.4170
0.4720
0.5270
0.6420
0.7550
0.8650
0.1140
0.1390
0.1560
0.1810
0.2070
0.2650
0.3210
0.3760
0.4340
0.4900
0.5460
0.6630
0.7780
0.8900
0.1180
0.1440
0.1630
0.1890
0.2180
0.2760
0.3340
0.3910
0.4500
0.5080
0.5660
0.6850
0.8030
0.9190
External Threads – Class 2A
Internal Threads – Class 2B
Formulae Used in Calculating Table Values
A(S) = π[D-(0.9743/N)]2 /4
Max.
No./Size
Dec.
Equivalent
0.1210
0.1480
0.1670
0.1930
0.2220
0.2820
0.3400
0.3970
0.4570
0.5150
0.5730
0.6930
0.8110
0.9280
0.0997
0.1257
0.1389
0.1649
0.1887
0.2443
0.2983
0.3499
0.4056
0.4603
0.5135
0.6273
0.7387
0.8466
36
29
25
16
7
F
5/16
U
27/64
31/64
17/32
21/32
49/64
7/8
0.1065
0.1360
0.1495
0.1770
0.2010
0.2570
0.3125
0.3680
0.4219
0.4844
0.5312
0.6562
0.7656
0.8750
Commercial Drills
Applicable Material
A(R) = π[D-(1.2269/N)]2 /4
UNC Fasteners All Diameters
UNC Fasteners All Diameters
A(S) = πK /4
All Spaced Thread Fasteners
A(R) = πK2/4
All Spaced Thread Fasteners
TSA(I) = (π)(DSMIN){(1/(2N)+[(3)1/2](DSMIN-ENMAX)}
All UNC Fasteners
TSA(E) = (π)(KNMAX){(1/(2N)+[(3)1/2](ESMIN-KNMAX)}
TAS(I) = TSA(I) for UNC Fasteners
TAS(E) = TSA(E) for UNC Fasteners
Allowable Tension = lesser of: {(FU)[A(S)]}/SF and 0.75 Fy [A(S)]
All UNC Fasteners
All Spaced Thread Fasteners
All Spaced Thread Fasteners
UNC Fasteners All Diameters
2
Tap Drills
K Basic
Minor
Diameter
Inch
Allowable Tension = lesser of: {(FU)[A(R)]}/SF and 0.75 Fy [A(R)]
All Spaced Thread Fasteners
Allowable Single Shear = (FV)[A(R)] = Fu / ( SF x sq rt (3))
All Fasteners
Allowable Double Shear = (2)(FV)[A(R)] = (2)Fu / ( SF x sq rt (3))
All Fasteners
Allowable Bearing A36 = (0.9)(FUA36)(D)(tB)
All Fasteners
Allowable Bearing 6063-T5 = (FBT5)(D)(tB)
All Fasteners
Allowable Bearing 6063-T6 = (FBT6)(D)(tB)
All Fasteners
Pitch - P = 1/N
K = [D - (1.2269/N)]
AAMA TIR-A9-14
Page 42
TABLE 20.2: Fastener Capacity
SAE Grade 2 Steel for Diameters up thru 9/16" (UNC Threads)
Nominal
D
Fastener Nominal
Diameter
Thread
& Threads Diameter
per Inch
(in)
#6-32
0.1380
#8-32
0.1640
#10-24 0.1900
#12-24 0.2160
1/4-20
0.2500
5/16-18 0.3125
0.3750
3/8-16
7/16-14 0.4375
1/2-13
0.5000
9/16-12 0.5625
A(S)
Tensile
Stress Area
(in2)
0.0091
0.0140
0.0175
0.0242
0.0318
0.0524
0.0775
0.1063
0.1419
0.1819
A(R)
Thread
Root
Area
(in2)
0.0078
0.0124
0.0151
0.0214
0.0280
0.0469
0.0699
0.0961
0.1292
0.1664
Allow able Shear
Allow able
Tension
(lbs)
224
346
432
596
785
1,552
2,294
3,147
4,200
5,386
Single
(lbs)
111
177
216
304
398
801
1,194
1,643
2,208
2,843
Double
(lbs)
222
353
431
608
796
1,603
2,389
3,286
4,417
5,687
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
900
253
345
1,070
301
410
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
2,447
688
938
2,855
802
1,094
3,263
917
1,250
1,406
3,670
1,031
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.0988
0.1282
0.1385
0.1679
0.1911
0.2507
0.2742
0.2945
0.3183
0.3511
6063-T5
0.2005
0.2487
0.2524
0.3044
0.3404
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T6
0.1522
0.1900
0.1951
0.2274
0.2497
0.3276
> 3/8"
> 3/8"
> 3/8"
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
224
224
224
346
346
346
432
432
432
596
596
596
785
785
785
1,552
1,303
1,552
2,294
1,572
2,144
3,147
1,873
2,554
4,200
2,140
2,918
3,333
5,386
2,444
SAE Grade 2 Steel (Spaced Threads)
Nominal
D
Fastener Nominal
Diameter
Thread
& Threads Diameter
per Inch
(in)
#6-20
0.1380
#8-18
0.1640
#10-16 0.1900
#12-14 0.2160
1/4-14
0.2500
5/16-12 0.3125
3/8-12
0.3750
K
Basic Minor
Diameter
(in)
0.0990
0.1160
0.1350
0.1570
0.1850
0.2360
0.2990
5
A(R)
Thread
Root
Area
(in2)
0.0077
0.0106
0.0143
0.0194
0.0269
0.0437
0.0702
Allow able Shear
Allow able
Tension
(lbs)
190
261
353
478
663
1,295
2,078
SAE Grade 2 (≤ 9/16")
Single
(lbs)
110
151
204
276
383
748
1,200
Double
(lbs)
219
301
408
551
766
1,495
2,400
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
900
253
345
1,070
301
410
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
2,447
688
938
1234567890
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.1191
0.1437
0.1401
0.1820
0.1797
0.2428
0.2811
6063-T5
0.1418
0.1611
0.1852
0.2166
0.2418
0.3026
> 3/8"
6063-T6
0.1191
0.1437
0.1516
0.1820
0.1967
0.2453
0.2969
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Aluminum Aluminum
Steel
6063-T5 6063-T6
A36
190
190
190
261
261
261
353
353
353
478
478
478
663
663
663
1,295
1,295
1,295
2,078
2,017
2,078
For All Diameters
Effective Area (UNC Threads)
Effective Area (Spaced Threads)
FU (Min. Ultimate Tensile Strength)
74,000 psi
FT = FU / SF
A(R) = π (D-1.2269/N)2 / 4
A(R) = πK²/4
FT (Allow. Tensile Stress, D≤1/4")
24,667 psi
Allow able Tension = FT [A(S)]
A(S) = π (D-0.9743/N)2 / 4
A(S) = πK²/4
FT (Allow. Tensile Stress; D > 1/4")
29,600 psi
FV = Fu / ( SF x sq rt (3))
FV (Allowable Shear Strass; D<1/4")
14,241 psi
Allowable Single Shear =FV[A(R)]
FV (Allowable Shear Strass; D>1/4")
17,090 psi
NOTE 4:
1. Values are taken from AISC, ASTM, IFI, SAE and AA documents. K values for spaced threads are taken as the minimum values in IFI Fastener Handbook, 8th Ed.
2. Safety Factor used for fasteners with diameters 1/4" or less is 3.0, Safety Factor used for fasteners with diameters 5/16" or greater is 2.5.
AAMA TIR-A9-14
Page 43
TABLE 20.3: Fastener Capacity
SAE Grade 5 Steel for Diameters up thru 9/16" (UNC Threads)
ASTM A 449 Steel for Diameters 5/8" and Over (UNC Threads)
Nominal
D
A(S)
Fastener Nominal
Thread
Tensile
Diameter
& Threads Diameter Stress Area
per Inch
(in)
(in2)
#6-32
0.1380
0.0091
0.1640
0.0140
#8-32
#10-24 0.1900
0.0175
#12-24 0.2160
0.0242
1/4-20
0.2500
0.0318
5/16-18 0.3125
0.0524
3/8-16
0.3750
0.0775
7/16-14 0.4375
0.1063
1/2-13
0.5000
0.1419
9/16-12 0.5625
0.1819
5/8-11
0.6250
0.2260
3/4-10
0.7500
0.3345
7/8-9
0.8750
0.4617
1-8
1.0000
0.6057
A(R)
Thread
Root
Area
(in2)
0.0078
0.0124
0.0151
0.0214
0.0280
0.0469
0.0699
0.0961
0.1292
0.1664
0.2071
0.3091
0.4285
0.5630
Allow able Shear
Allow able
Tension
(lbs)
363
560
701
967
1,273
2,517
3,719
5,103
6,811
8,733
10,848
16,054
22,163
29,076
Single
(lbs)
180
286
350
493
646
1,299
1,937
2,664
3,581
4,611
5,738
8,565
11,876
15,601
Double
(lbs)
360
573
700
986
1,291
2,599
3,874
5,328
7,162
9,222
11,477
17,130
23,753
31,203
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
900
253
345
1,070
301
410
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
2,447
688
938
2,855
802
1,094
3,263
917
1,250
3,670
1,031
1,406
4,078
1,146
1,563
4,894
1,375
1,875
5,709
1,604
2,188
6,525
1,833
2,500
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.1602
0.2079
0.2246
0.2594
0.2745
0.3144
0.3518
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T5
0.3046
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T6
0.2268
0.2953
0.3001
0.3619
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
363
363
363
560
522
560
701
643
701
967
734
967
1,273
865
1,179
2,517
1,303
1,776
3,719
1,572
2,144
4,937
1,873
2,554
5,642
2,140
2,918
6,444
2,444
3,333
7,148
2,711
3,697
8,612
3,266
4,454
10,158
3,853
5,254
11,696
4,437
6,050
SAE Grade 5 Steel (Spaced Threads)
Nominal
D
Fastener Nominal
Diameter
Thread
& Threads Diameter
per Inch
(in)
#6-20
0.1380
#8-18
0.1640
#10-16 0.1900
#12-14 0.2160
1/4-14
0.2500
5/16-12 0.3125
3/8-12
0.3750
K
Basic Minor
Diameter
(in)
0.0990
0.1160
0.1350
0.1570
0.1850
0.2360
0.2990
A(R)
Thread
Root
Area
(in2)
0.0077
0.0106
0.0143
0.0194
0.0269
0.0437
0.0702
Allow able Shear
Allow able
Tension
(lbs)
308
423
573
774
1,075
2,100
3,370
SAE Grade 5 (≤ 9/16")
13
Single
(lbs)
178
244
331
447
621
1,212
1,946
Double
(lbs)
356
488
661
894
1,242
2,425
3,892
ASTM A449 (≥ 5/8")
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
900
253
345
1,070
301
410
1,240
348
475
540
1,409
396
1,631
458
625
2,039
573
781
2,447
688
938
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.1358
0.1569
0.1834
0.2182
0.2617
0.3407
> 3/8"
6063-T5
0.1907
0.2175
0.2517
0.2995
0.3593
> 3/8"
> 3/8"
6063-T6
0.1543
0.1758
0.2028
0.2380
0.2696
0.3430
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
308
308
308
423
423
423
573
573
573
774
774
774
1,075
1,075
1,075
2,100
1,681
2,100
2,773
2,017
2,751
For All Diameters
Effective Area (UNC Threads)
Effective Area (Spaced Threads)
FU (Min. Ultimate Tensile Strength)
120,000 psi
120,000 psi
FT = FU/SF
A(R) = π (D-1.2269/N)2 / 4
A(R) = πK²/4
FT (Allow. Tensile Stress, D≤1/4")
40,000 psi
N/A
Allow able Tension = FT [A(S)]
A(S) = π (D-0.9743/N)2 / 4
A(S) = πK²/4
FT (Allow. Tensile Stress, D > 1/4")
48,000 psi
48,000 psi
FV = Fu / ( SF x sq rt (3))
FV (Allowable Shear Strass; D<1/4")
23,094 psi
27,713 psi
N/A
27,713 psi
Allowable Single Shear =FV[A(R)]
FV (Allowable Shear Strass; D>1/4")
NOTE 5:
1. Values are taken from AISC, ASTM, IFI, SAE and AA documents. K values for spaced threads are taken as the minimum values in IFI Fastener Handbook, 6th Ed.
2. Safety Factor used for fasteners with diameters 1/4" or less is 3.0, Safety Factor used for fasteners with diameters 5/16" or greater is 2.5.
3. Fasteners with diameters of 5/8" or greater are fabricated from carbon steel complying with ASTM A449 Type
AAMA TIR-A9-14
Page 44
TABLE 20.4: Fastener Capacity
Grade A Carbon Steel 60 KSI
ASTM A 307 Steel (UNC Threads)
Nominal
Fastener
Diameter
& Threads
per Inch
1/4-20
5/16-18
3/8-16
7/16-14
1/2-13
9/16-12
5/8-11
3/4-10
7/8-9
1-8
A(S)
D
Tensile Stress
Nominal Thread
Area
Diameter (in)
(in2)
0.2500
0.0318
0.3125
0.0524
0.3750
0.0775
0.1063
0.4375
0.5000
0.1419
0.5625
0.1819
0.6250
0.2260
0.3345
0.7500
0.8750
0.4617
1.0000
0.6057
A(R)
Thread Root
Area
(in2)
0.0280
0.0469
0.0699
0.0961
0.1292
0.1664
0.2071
0.3091
0.4285
0.5630
Allow able Shear
Allow able Tension
(lbs)
636
1,258
1,860
2,551
3,406
4,367
5,424
8,027
11,082
14,538
Single
(lbs)
323
650
969
1,332
1,791
2,305
2,869
4,283
5,938
7,801
Double
(lbs)
646
1,299
1,937
2,664
3,581
4,611
5,738
8,565
11,876
15,601
Minimum Material Thickness (lbs)
Maximum Tensile Load (lbs) for Available
to Equal Tensile Capacity of
Allow able Bearing (lbs)
3/8" Plate Thickness
Fastener (in)
1/8"
1/8"
1/8"
3/8"
3/8"
Steel
Aluminum
Aluminum
Steel
Aluminum 3/8" Aluminum
A36
6063-T5 6063-T6
6063-T6
A36
6063-T5
6063-T6
A36
6063-T5
1,631
458
625
0.1549
0.2760
0.2103
636
636
636
2,039
573
781
0.2042
0.3623
0.2657
1,258
1,258
1,258
2,447
688
938
0.2506
> 3/8"
0.3253
1,860
1,572
1,860
2,855
802
1,094
0.2722
> 3/8"
0.3747
2,551
1,873
2,551
3,263
917
1,250
0.3135
> 3/8"
> 3/8"
3,406
2,140
2,918
2,444
3,670
1,031
1,406
0.3511
> 3/8"
> 3/8"
4,367
3,333
4,078
1,146
1,563
> 3/8"
> 3/8"
5,192
2,711
> 3/8"
3,697
4,894
1,375
1,875
> 3/8"
> 3/8"
6,286
3,266
4,454
> 3/8"
5,709
1,604
2,188
> 3/8"
> 3/8"
7,472
3,853
5,254
> 3/8"
1,833
2,500
> 3/8"
> 3/8"
> 3/8"
4,437
6,050
6,525
8,606
1234567890
ASTM A307
For All Diameters
Effective Area (UNC Threads)
FU (Min. Ultimate Tensile Strength)
60,000 psi
FT = FU / SF
A(R) = π (D-1.2269/N)2 / 4
FT (Allow. Tensile Stress,D≤1/4")
20,000 psi
Allow able Tension = FT [A(S)]
A(S) = π (D-0.9743/N)2 / 4
FT (Allow. Tensile Stress, D > 1/4")
24,000 psi
FV = Fu / ( SF x sq rt (3))
FV (Allowable Shear Strass; D<1/4")
11,547 psi
Allow able Single Shear =FV [A(R)]
FV (Allowable Shear Strass; D>1/4")
13,856 psi
NOTE 6:
1. Values are taken from AISC, ASTM, IFI, SAE and AA documents. K values for spaced threads are taken as the minimum values in IFI Fastener Handbook, 6th Ed.
2. Safety Factor used for fasteners with diameters 1/4" or less is 3.0, Safety Factor used for fasteners with diameters 5/16" or greater is 2.5.
AAMA TIR-A9-14
Page 45
TABLE 20.5: Fastener Capacity
ASTM A 325 (UNC Threads)
Nominal
D
Fastener Nominal
A(S)
Diameter
Thread Tensile Stress
& Threads Diameter
Area
per Inch
(in)
(in2)
0.1419
1/2-13
0.5000
0.1819
9/16-12 0.5625
0.6250
5/8-11
0.2260
3/4-10
0.7500
0.3345
7/8-9
0.8750
0.4617
1-8
1.0000
0.6057
11
A(R)
Thread
Root
Area
(in2)
0.1292
0.1664
0.2071
0.3091
0.4285
0.5630
Allow able Shear
Allow able
Tension
(lbs)
6,811
8,733
10,848
16,054
22,163
29,076
11
Single
(lbs)
3,581
4,611
5,738
8,565
11,876
15,601
Double
(lbs)
7,162
9,222
11,477
17,130
23,753
31,203
ASTM A325 (≥ 1/2")
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5
6063-T6
917
3,263
1,250
1,031
3,670
1,406
4,078
1,146
1,563
4,894
1,375
1,875
5,709
1,604
2,188
6,525
1,833
2,500
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T5
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T6
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
For All Diameters
Effective Area (UNC Threads)
FU (Min. Ultimate Tensile Strength)
120,000 psi
FT = FU / SF
A(R) = π (D-1.2269/N)2 / 4
FT (Allow. Tensile Stress, D≤1/4")
N/A
Allow able Tension = FT [A(S)]
A(S) = π (D-0.9743/N)2 / 4
FT (Allow. Tensile Stress, D > 1/4")
48,000 psi
FV = Fu / ( SF x sq rt (3))
FV (Allowable Shear Strass; D<1/4")
N/A
Allow able Single Shear =FV [A(R)]
27,713 psi
FV (Allowable Shear Strass; D>1/4")
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Aluminum Aluminum
Steel
A36
6063-T5 6063-T6
2,140
5,642
2,918
2,444
6,444
3,333
2,711
7,148
3,697
8,612
3,266
4,454
10,158
3,853
5,254
11,696
4,437
6,050
NOTE 7:
1. Values are taken from AISC, ASTM, IFI, SAE and AA documents. K values for spaced threads are taken as the minimum values in IFI Fastener Handbook, 6th Ed.
2. Safety Factor used for fasteners with diameters 1/2" or greater is 2.5.
AAMA TIR-A9-14
Page 46
TABLE 20.6: Fastener Capacity
ASTM A 490 (UNC Threads)
Nominal
D
A(S)
Fastener Nominal
Tensile
Diameter
Thread
& Threads Diameter Stress Area
(in2)
per Inch
(in)
1/2-13
0.5000
0.1419
9/16-12 0.5625
0.1819
5/8-11
0.6250
0.2260
3/4-10
0.7500
0.3345
7/8-9
0.8750
0.4617
1-8
1.0000
0.6057
14
A(R)
Thread
Root
Area
(in2)
0.1292
0.1664
0.2071
0.3091
0.4285
0.5630
Allow able Shear
Allow able
Tension
(lbs)
8,514
10,917
13,560
20,068
27,704
36,345
14
Single
(lbs)
4,476
5,763
7,173
10,706
14,845
19,502
Double
(lbs)
8,953
11,527
14,346
21,413
29,691
39,004
ASTM A490(≥ 1/2")
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
3,263
3,670
4,078
4,894
5,709
6,525
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T5
6063-T6
For All Diameters
Effective Area (UNC Threads)
FU (Min. Ultimate Tensile Strength)
150,000 psi
FT = FU / SF
A(R) = π (D-1.2269/N)2 / 4
FT (Allow. Tensile Stress,D≤1/4")
N/A
Allow able Tension = FT [A(S)]
A(S) = π (D-0.9743/N)2 / 4
FT (Allow. Tensile Stress, D > 1/4")
60,000 psi
FV = Fu / ( SF x sq rt (3))
FV (Allowable Shear Strass; D<1/4")
N/A
34,641 psi
Allowable Single Shear =FV[A(R)]
FV (Allowable Shear Strass; D>1/4")
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
5,642
6,444
7,148
8,612
10,158
11,696
NOTE 8:
1. Values are taken from AISC, ASTM, IFI, SAE and AA documents. K values for spaced threads are taken as the minimum values in IFI Fastener Handbook, 6th Ed.
2. Safety Factor used for fasteners with diameters 1/2" or greater is 2.5.
3. The Aluminum Design Manual states A490 bolts shall not be used where it may contact aluminum.
AAMA TIR-A9-14
Page 47
TABLE 20.7: Fastener Capacity
STAINLESS STEEL - Alloy Groups 1, 2 and 3, Condition A (UNC)
Nominal
D
Fastener Nominal
Diameter
Thread
& Threads Diameter
per Inch
(in)
#6-32
0.1380
#8-32
0.1640
#10-24 0.1900
#12-24 0.2160
1/4-20
0.2500
5/16-18 0.3125
3/8-16
0.3750
7/16-14 0.4375
1/2-13
0.5000
9/16-12 0.5625
5/8-11
0.6250
3/4-10
0.7500
7/8-9
0.8750
1-8
1.0000
A(S)
Tensile
Stress Area
(in2)
0.0091
0.0140
0.0175
0.0242
0.0318
0.0524
0.0775
0.1063
0.1419
0.1819
0.2260
0.3345
0.4617
0.6057
A(R)
Thread
Root
Area
(in2)
0.0078
0.0124
0.0151
0.0214
0.0280
0.0469
0.0699
0.0961
0.1292
0.1664
0.2071
0.3091
0.4285
0.5630
Allow able Shear
Allow able
Tension
(lbs)
204
315
394
544
716
1,180
1,744
2,392
3,193
4,094
5,085
7,525
10,389
13,629
Single
(lbs)
101
161
197
277
363
609
908
1,249
1,679
2,161
2,690
4,015
5,567
7,313
Double
(lbs)
203
322
394
555
726
1,218
1,816
2,498
3,357
4,323
5,380
8,030
11,134
14,626
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
900
253
345
1,070
301
410
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
2,447
688
938
2,855
802
1,094
3,263
917
1,250
3,670
1,031
1,406
4,078
1,146
1,563
4,894
1,375
1,875
5,709
1,604
2,188
6,525
2,500
1,833
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.0901
0.1170
0.1263
0.1532
0.1743
0.1940
0.2358
0.2722
0.3135
0.3511
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T5
0.1874
0.2311
0.2346
0.2776
0.3105
0.3396
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T6
0.1416
0.1759
0.1814
0.2109
0.2314
0.2492
0.3049
0.3513
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
204
204
204
315
315
315
394
394
394
544
544
544
716
716
716
1,180
1,180
1,180
1,744
1,572
1,744
2,392
1,873
2,392
3,193
2,140
2,918
4,094
2,444
3,333
4,868
2,711
3,697
5,893
3,266
4,454
7,005
3,853
5,254
8,068
4,437
6,050
STAINLESS STEEL - Alloy Groups 1, 2 and 3, Condition A (Spaced Threads)
Nominal
D
Fastener Nominal
Diameter
Thread
& Threads Diameter
per Inch
(in)
#6-20
0.1380
#8-18
0.1640
#10-16 0.1900
#12-14 0.2160
1/4-14
0.2500
5/16-12 0.3125
3/8-12
0.3750
K
Basic Minor
Diameter
(in)
0.0990
0.1160
0.1350
0.1570
0.1850
0.2360
0.2990
15
A(R)
Thread
Root
Area
(in2)
0.0077
0.0106
0.0143
0.0194
0.0269
0.0437
0.0702
Allow able Shear
Allow able
Tension
(lbs)
173
238
322
436
605
984
1,580
Cond. A
Single
(lbs)
100
137
186
251
349
568
912
Double
(lbs)
200
275
372
503
698
1,136
1,824
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
900
253
345
301
410
1,070
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
2,447
688
938
1234567890
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.1191
0.1437
0.1401
0.1820
0.1797
0.2428
0.2802
6063-T5
0.1349
0.1531
0.1759
0.2055
0.2285
0.2553
0.3059
6063-T6
0.1191
0.1437
0.1444
0.1820
0.1864
0.2428
0.2802
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
173
173
173
238
238
238
322
322
322
436
436
436
605
605
605
984
984
984
1,580
1,580
1,580
For All Diameters
Effective Area (UNC Threads)
Effective Area (Spaced Threads)
FU (Min. Ultimate Tensile Strength)
75,000 psi
FT = 0.75 Fy
A(R) = π (D-1.2269/N)2 / 4
A(R) = πK²/4
FT (Allow. Tensile Stress, D≤1/4")
22,500 psi
Allow able Tension = FT [A(S)]
A(S) = π (D-0.9743/N)2 / 4
A(S) = πK²/4
FT (Allow. Tensile Stress, D > 1/4")
22,500 psi
FV = 0.75 Fy / (sq
g rt (3))
FV (Allowable Shear Strass; D<1/4")
12,990 psi
=FV [A(R)]
FV (Allowable Shear Strass; D>1/4")
12,990 psi
NOTE 9:
1. Values are taken from AISC, ASTM, IFI, SAE and AA documents. K values for spaced threads are taken as the minimum values in IFI Fastener Handbook, 6th Ed.
2. Safety Factor used for fasteners with diameters 1/4" or less is 3.0, Safety Factor used for fasteners with diameters 5/16" or greater is 2.5.
3. For these groups and condition (A), Fy = 30,000 psi. Thus tensile and shear yields govern the allowable tension and shear values (i.e., 0.75 Fy < Fu/SF)
AAMA TIR-A9-14
Page 48
TABLE 20.8: Fastener Capacity
STAINLESS STEEL - Alloy Groups 1, 2 and 3, Condition AF (UNC)
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
Nominal
D
A(S)
Fastener Nominal
Tensile
Diameter
Thread
& Threads Diameter Stress Area
(in2)
per Inch
(in)
#6-32
0.1380
0.0091
#8-32
0.1640
0.0140
#10-24 0.1900
0.0175
#12-24 0.2160
0.0242
1/4-20
0.2500
0.0318
5/16-18 0.3125
0.0524
3/8-16
0.3750
0.0775
7/16-14 0.4375
0.1063
1/2-13
0.5000
0.1419
9/16-12 0.5625
0.1819
5/8-11
0.6250
0.2260
3/4-10
0.7500
0.3345
7/8-9
0.8750
0.4617
1-8
1.0000
0.6057
A(R)
Thread
Root
Area
(in2)
0.0078
0.0124
0.0151
0.0214
0.0280
0.0469
0.0699
0.0961
0.1292
0.1664
0.2071
0.3091
0.4285
0.5630
Nominal
D
Fastener Nominal
Diameter
Thread
& Threads Diameter
per Inch
(in)
#6-20
0.1380
#8-18
0.1640
#10-16 0.1900
#12-14 0.2160
1/4-14
0.2500
5/16-12 0.3125
3/8-12
0.3750
STAINLESS STEEL - Alloy Groups 1, 2 and 3, Condition AF (Spaced Threads)
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
A(R)
Allow able Shear
Allow able Bearing (lbs)
Fastener (in)
Thread
Allow able
1/8"
1/8"
1/8"
Root
Single
Double
Tension
Steel
Aluminum Aluminum
Area
A36
6063-T5 6063-T6
(lbs)
(lbs)
(lbs)
A36
6063-T5 6063-T6
(in2)
0.1191
0.0077
115
67
133
900
253
345
0.1191
0.1191
0.0106
159
92
183
1,070
301
410
0.1437
0.1437
0.1437
0.0143
215
124
248
1,240
348
475
0.1401
0.1436
0.1401
0.0194
290
168
335
1,409
396
540
0.1820
0.1820
0.1820
0.0269
403
233
466
1,631
458
625
0.1797
0.1825
0.1797
0.0437
656
379
758
2,039
573
781
0.2428
0.2428
0.2428
0.2802
0.0702
1,053
608
1,216
2,447
688
938
0.2802
0.2802
1234567890
Cond. AF
For All Diameters
Effective Area (UNC Threads)
K
Basic Minor
Diameter
(in)
0.0990
0.1160
0.1350
0.1570
0.1850
0.2360
0.2990
16
Allow able Shear
Allow able
Tension
(lbs)
136
210
263
362
477
786
1,162
1,595
2,128
2,729
3,390
5,017
6,926
9,086
Single
(lbs)
68
107
131
185
242
406
605
833
1,119
1,441
1,793
2,677
3,711
4,875
Double
(lbs)
135
215
262
370
484
812
1,211
1,665
2,238
2,882
3,586
5,353
7,423
9,751
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
900
253
345
1,070
301
410
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
2,447
688
938
2,855
802
1,094
3,263
917
1,250
3,670
1,031
1,406
4,078
1,146
1,563
4,894
1,375
1,875
5,709
1,604
2,188
6,525
1,833
2,500
A36
0.0879
0.1072
0.1144
0.1325
0.1489
0.1940
0.2319
0.2722
0.3135
0.3511
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T5
0.1419
0.1703
0.1750
0.1997
0.2170
0.2319
0.2772
0.3193
0.3730
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T6
0.1167
0.1269
0.1338
0.1537
0.1682
0.1940
0.2319
0.2722
0.3135
0.3511
> 3/8"
> 3/8"
> 3/8"
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
136
136
136
210
210
210
263
263
263
362
362
362
477
477
477
786
786
786
1,162
1,162
1,162
1,595
1,595
1,595
2,128
2,128
2,128
2,729
2,444
2,729
3,245
3,245
2,711
3,929
3,266
3,929
4,670
3,853
4,670
5,379
4,437
5,379
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
115
115
115
159
159
159
215
215
215
290
290
290
403
403
403
656
656
656
1,053
1,053
1,053
( p
Threads)
FU (Min. Ultimate Tensile Strength)
65,000 psi
FT = 0.75 Fy
A(R) = π (D-1.2269/N)2 / 4
A(R) = πK²/4
FT (Allow. Tensile Stress, D≤1/4")
15,000 psi
Allow able Tension = FT [A(S)]
A(S) = π (D-0.9743/N)2 / 4
A(S) = πK²/4
FT (Allow. Tensile Stress, D > 1/4")
15,000 psi
FV = 0.75 Fy / (sq rt (3))
FV (Allowable Shear Strass; D<1/4")
8,660 psi
Allowable Single Shear =FV[A(R)]
FV (Allowable Shear Strass; D>1/4")
8,660 psi
NOTE 10:
1. Values are taken from AISC, ASTM, IFI, SAE and AA documents. K values for spaced threads are taken as the minimum values in IFI Fastener Handbook, 6th Ed.
2. Safety Factor used for fasteners with diameters 1/4" or less is 3.0, Safety Factor used for fasteners with diameters 5/16" or greater is 2.5.
3. For these groups and condition (AF), Fy = 20,000 psi. Thus tensile and shear yields govern the allowable tension and shear values (i.e., 0.75 Fy < Fu/SF)
AAMA TIR-A9-14
Page 49
TABLE 20.9: Fastener Capacity
STAINLESS STEEL - Alloy Groups 1, 2 and 3, Condition CW (UNC Treads)
Nominal
D
Fastener Nominal
A(S)
Diameter
Thread
Tensile
& Threads Diameter Stress Area
per Inch
(in)
(in2)
#6-32 0.1380
0.0091
#8-32 0.1640
0.0140
#10-24 0.1900
0.0175
#12-24 0.2160
0.0242
1/4-20 0.2500
0.0318
5/16-18 0.3125
0.0524
3/8-16 0.3750
0.0775
7/16-14 0.4375
0.1063
1/2-13 0.5000
0.1419
9/16-12 0.5625
0.1819
5/8-11 0.6250
0.2260
3/4-10 0.7500
0.3345
7/8-9 0.8750
0.4617
1-8 1.0000
0.6057
A(R)
Thread
Root
Area
(in2)
0.0078
0.0124
0.0151
0.0214
0.0280
0.0469
0.0699
0.0961
0.1292
0.1664
0.2071
0.3091
0.4285
0.5630
Allow able Shear
Allow able
Tension
(lbs)
303
467
584
805
1,061
2,097
3,100
4,252
5,676
7,278
9,040
11,372
15,583
20,444
Single
(lbs)
150
239
292
411
538
1,083
1,614
2,220
2,984
3,842
4,782
6,022
8,351
10,970
Double
(lbs)
300
477
583
822
1,076
2,166
3,228
4,440
5,968
7,685
9,564
12,045
16,701
21,940
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
345
900
253
1,070
301
410
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
2,447
688
938
2,855
802
1,094
3,263
917
1,250
3,670
1,031
1,406
4,078
1,146
1,563
4,894
1,375
1,875
5,709
1,604
2,188
6,525
1,833
2,500
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.1335
0.1733
0.1872
0.2269
0.2534
0.2867
0.3181
0.3442
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T5
0.2538
0.3356
0.3410
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T6
0.1943
0.2466
0.2501
0.3016
0.3373
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
303
303
303
467
467
467
584
584
584
805
734
805
1,061
865
1,061
2,097
1,303
1,776
3,100
1,572
2,144
4,252
1,873
2,554
5,642
2,140
2,918
6,444
2,444
3,333
7,148
2,711
3,697
8,612
3,266
4,454
10,158
3,853
5,254
11,696
4,437
6,050
STAINLESS STEEL - Alloy Groups 1, 2 and 3, Condition CW (Spaced Threads)
Nominal
D
Fastener Nominal
Diameter
Thread
& Threads Diameter
per Inch
(in)
#6-20 0.1380
#8-18 0.1640
#10-16 0.1900
#12-14 0.2160
1/4-14 0.2500
5/16-12 0.3125
3/8-12 0.3750
K
Basic Minor
Diameter
(in)
0.0990
0.1160
0.1350
0.1570
0.1850
0.2360
0.2990
A(R)
Thread
Root
Area
(in2)
0.0077
0.0106
0.0143
0.0194
0.0269
0.0437
0.0702
Allow able Shear
Allow able
Tension
(lbs)
257
352
477
645
896
1,750
2,809
Single
(lbs)
148
203
275
373
517
1,010
1,622
Double
(lbs)
296
407
551
745
1,035
2,020
3,243
≥ 3/4" Dia.
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
6063-T5 6063-T6
A36
900
253
345
1,070
301
410
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
2,447
688
938
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.1191
0.1437
0.1528
0.1820
0.2181
0.2839
> 3/8"
6063-T5
0.1695
0.1930
0.2225
0.2610
0.2994
> 3/8"
> 3/8"
6063-T6
0.1378
0.1567
0.1805
0.2115
0.2379
0.2990
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
257
257
257
352
352
352
477
477
477
645
645
645
896
896
896
1,750
1,681
1,750
2,773
2,017
2,751
Group 1,2,3-Cond. CW
≤ 5/8" Dia.
For Diameters < 3/4"
Effective Area (UNC Threads)
Effective Area (Spaced Threads)
FU (Min. Ultimate Tensile Strength)
100,000 psi
85,000 psi
FT = FU/SF
A(R) = π (D-1.2269/N)2 / 4
A(R) = πK²/4
FT (Allow. Tensile Stress, D≤1/4")
33,333 psi
N/A psi
Allow able Tension = FT [A(S)]
A(S) = π (D-0.9743/N)2 / 4
A(S) = πK²/4
FT (Allow. Tensile Stress, D > 1/4")
40,000 psi
33,750 psi
FV = Fu / ( SF x sq rt (3))
FV (Allowable Shear Strass; D<1/4")
19,245 psi
N/A psi
FV (Allowable Shear Strass; D>1/4")
23,094 psi
19,486 psi
Allowable Single Shear =FV[A(R)]
NOTE 11:
1. Values are taken from AISC, ASTM, IFI, SAE and AA documents. K values for spaced threads are taken as the minimum values in IFI Fastener Handbook, 6th Ed. 2. Safety Factor used
for fasteners with diameters 1/4" or less is 3.0, Safety Factor used for fasteners with diameters 5/16" or greater is 2.5.
3. Fasteners with diameters of 3/4" and greater are fabricated from different material than fasteners less than 3/4" in diameter.
4. For diameters of 3/4” and greater, Fy=45,00 psi. For these, tensile and shear yields govern the allowable tension and shear values (i.e., 0.75 Fy<Fu/SF
AAMA TIR-A9-14
Page 50
TABLE 20.10: Fastener Capacity
STAINLESS STEEL - Alloy Groups 1, 2 and 3, Condition SH (UNC Treads)
Nominal
D
Fastener Nominal
A(S)
Diameter
Thread
Tensile
& Threads Diameter Stress Area
per Inch
(in)
(in2)
#6-32
0.1380
0.0091
#8-32
0.1640
0.0140
#10-24 0.1900
0.0175
#12-24 0.2160
0.0242
1/4-20
0.2500
0.0318
5/16-18 0.3125
0.0524
3/8-16
0.3750
0.0775
7/16-14 0.4375
0.1063
1/2-13
0.5000
0.1419
9/16-12 0.5625
0.1819
5/8-11
0.6250
0.2260
3/4-10
0.7500
0.3345
7/8-9
0.8750
0.4617
1-8
1.0000
0.6057
A(R)
Thread
Root
Area
(in2)
0.0078
0.0124
0.0151
0.0214
0.0280
0.0469
0.0699
0.0961
0.1292
0.1664
0.2071
0.3091
0.4285
0.5630
Allow able Shear
Allow able
Tension
(lbs)
363
560
701
967
1,273
2,517
3,719
5,103
6,811
8,733
9,944
14,716
20,316
26,653
Single
(lbs)
180
286
350
493
646
1,299
1,937
2,664
3,581
4,611
5,260
7,851
10,887
14,301
Double
(lbs)
360
573
700
986
1,291
2,599
3,874
5,328
7,162
9,222
10,520
15,703
21,773
28,603
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Aluminum Aluminum
Steel
A36
6063-T5 6063-T6
345
900
253
1,070
301
410
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
2,447
688
938
2,855
802
1,094
3,263
917
1,250
3,670
1,031
1,406
4,078
1,146
1,563
4,894
1,375
1,875
5,709
1,604
2,188
6,525
1,833
2,500
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.1602
0.2079
0.2246
0.2594
0.2745
0.3144
0.3518
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T5
0.3046
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T6
0.2268
0.2953
0.3001
0.3619
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Aluminum Aluminum
Steel
A36
6063-T5 6063-T6
363
363
363
560
522
560
701
643
701
967
734
967
1,273
865
1,179
2,517
1,303
1,776
3,719
1,572
2,144
4,937
1,873
2,554
5,642
2,140
2,918
6,444
2,444
3,333
7,148
2,711
3,697
8,612
3,266
4,454
10,158
3,853
5,254
11,696
4,437
6,050
STAINLESS STEEL - Alloy Groups 1, 2 and 3, Condition SH (Spaced Threads)
Nominal
D
Fastener Nominal
Diameter
Thread
& Threads Diameter
per Inch
(in)
#6-20
0.1380
#8-18
0.1640
#10-16 0.1900
#12-14 0.2160
1/4-14
0.2500
5/16-12 0.3125
3/8-12
0.3750
K
Basic Minor
Diameter
(in)
0.0990
0.1160
0.1350
0.1570
0.1850
0.2360
0.2990
Group 1,2,3-Cond. SH
A(R)
Thread
Root
Area
(in2)
0.0077
0.0106
0.0143
0.0194
0.0269
0.0437
0.0702
Allow able Shear
Allow able
Tension
(lbs)
308
423
573
774
1,075
2,100
3,370
≤ 5/8" Dia.
Single
(lbs)
178
244
331
447
621
1,212
1,946
Double
(lbs)
356
488
661
894
1,242
2,425
3,892
≥ 3/4" Dia.
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
900
253
345
1,070
301
410
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
2,447
688
938
1234567890
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.1358
0.1569
0.1834
0.2182
0.2617
0.3407
> 3/8"
6063-T5
0.1907
0.2175
0.2517
0.2995
0.3593
> 3/8"
> 3/8"
6063-T6
0.1543
0.1758
0.2028
0.2380
0.2696
0.3430
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
308
308
308
423
423
423
573
573
573
774
774
774
1,075
1,075
1,075
2,100
1,681
2,100
2,773
2,017
2,751
For All Diameters
Effective Area (UNC Threads)
Effective Area (Spaced Threads)
FU (Min. Ultimate Tensile Strength)
120,000 psi
110,000 psi
FT = FU/SF
A(R) = π (D-1.2269/N)2 / 4
A(R) = πK²/4
FT (Allow. Tensile Stress, D≤1/4")
40,000 psi
36,667 psi
Allow able Tension = FT [A(S)]
A(S) = π (D-0.9743/N)2 / 4
A(S) = πK²/4
FT (Allow. Tensile Stress, D > 1/4")
48,000 psi
44,000 psi
FV = Fu / ( SF x sq rt (3))
FV (Allowable Shear Strass; D<1/4")
23,094 psi
21,170 psi
Allowable Single Shear =FV[A(R)]
FV (Allowable Shear Strass; D>1/4")
27,713 psi
25,403 psi
NOTE 12:
1. Values are taken from AISC, ASTM, IFI, SAE and AA documents. K values for spaced threads are taken as the minimum values in IFI Fastener Handbook, 6th Ed.
2. Safety Factor used for fasteners with diameters 1/4" or less is 3.0, Safety Factor used for fasteners with diameters 5/16" or greater is 2.5.
3. Fasteners with diameters of 3/4" and greater are fabricated from different material than fasteners less than 3/4" in diameter.
4. Rockwell hardness to be limited to C34 maximum, for fasteners in contact with aluminum.
AAMA TIR-A9-14
Page 51
TABLE 20.11: Fastener Capacity
STAINLESS STEEL - Alloy Group 4, Condition A (UNC Treads)
Nominal
D
Fastener Nominal
Diameter
Thread
& Threads Diameter
per Inch
(in)
#6-32
0.1380
#8-32
0.1640
#10-24 0.1900
#12-24 0.2160
1/4-20
0.2500
5/16-18 0.3125
3/8-16
0.3750
7/16-14 0.4375
1/2-13
0.5000
9/16-12 0.5625
5/8-11
0.6250
3/4-10
0.7500
7/8-9
0.8750
1-8
1.0000
A(S)
Tensile
Stress Area
(in2)
0.0091
0.0140
0.0175
0.0242
0.0318
0.0524
0.0775
0.1063
0.1419
0.1819
0.2260
0.3345
0.4617
0.6057
A(R)
Thread
Root
Area
(in2)
0.0078
0.0124
0.0151
0.0214
0.0280
0.0469
0.0699
0.0961
0.1292
0.1664
0.2071
0.3091
0.4285
0.5630
Allow able Shear
Allow able
Tension
(lbs)
167
257
321
443
583
1,153
1,705
2,339
3,122
4,003
4,972
7,358
10,158
13,326
Single
(lbs)
83
131
160
226
296
596
888
1,221
1,641
2,113
2,630
3,926
5,443
7,151
Double
(lbs)
165
263
321
452
592
1,191
1,776
2,442
3,283
4,227
5,260
7,851
10,887
14,301
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
253
345
900
410
1,070
301
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
938
2,447
688
2,855
802
1,094
3,263
917
1,250
3,670
1,031
1,406
4,078
1,146
1,563
4,894
1,375
1,875
5,709
1,604
2,188
6,525
1,833
2,500
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.0879
0.1072
0.1144
0.1325
0.1489
0.1940
0.2319
0.2722
0.3135
0.3511
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T5
0.1621
0.1973
0.2015
0.2316
0.2530
0.3321
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T6
0.1426
0.1487
0.1549
0.1791
0.1963
0.2446
0.2981
0.3435
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
167
167
167
257
257
257
321
321
321
443
443
443
583
583
583
1,153
1,153
1,153
1,705
1,572
1,705
2,339
1,873
2,339
3,122
2,140
2,918
4,003
2,444
3,333
4,760
2,711
3,697
5,762
3,266
4,454
6,849
3,853
5,254
7,889
4,437
6,050
STAINLESS STEEL - Alloy Group 4, Condition A (Spaced Threads)
Nominal
D
Fastener Nominal
Diameter
Thread
& Threads Diameter
(in)
per Inch
#6-20 0.1380
#8-18 0.1640
#10-16 0.1900
#12-14 0.2160
1/4-14 0.2500
5/16-12 0.3125
3/8-12 0.3750
K
Basic Minor
Diameter
(in)
0.0990
0.1160
0.1350
0.1570
0.1850
0.2360
0.2990
21
A(R)
Thread
Root
Area
(in2)
0.0077
0.0106
0.0143
0.0194
0.0269
0.0437
0.0702
Allow able Shear
Allow able
Tension
(lbs)
141
194
262
355
493
962
1,545
Group 4-Cond. A
Single
(lbs)
81
112
152
205
285
556
892
Double
(lbs)
163
224
303
410
569
1,111
1,784
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
900
253
345
1,070
301
410
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
2,447
688
938
1234567890
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.1191
0.1437
0.1401
0.1820
0.1797
0.2428
0.2802
6063-T5
0.1217
0.1437
0.1580
0.1842
0.2030
0.2520
0.3015
6063-T6
0.1191
0.1437
0.1401
0.1820
0.1797
0.2428
0.2802
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
141
141
141
194
194
194
262
262
262
355
355
355
493
493
493
962
962
962
1,545
1,545
1,545
For All Diameters
Effective Area (UNC Threads)
Effective Area (Spaced Threads)
FU (Min. Ultimate Tensile Strength)
55,000 psi
FT = FU/SF
A(R) = π (D-1.2269/N)2 / 4
A(R) = πK²/4
FT (Allow. Tensile Stress, D≤1/4")
18,333 psi
Allow able Tension = FT [A(S)]
A(S) = π (D-0.9743/N)2 / 4
A(S) = πK²/4
FT (Allow. Tensile Stress,D > 1/4")
22,000 psi
FV = Fu / ( SF x sq rt (3))
FV (Allowable Shear Strass; D<1/4")
10,585 psi
Allowable Single Shear =FV[A(R)]
FV (Allowable Shear Strass; D>1/4")
12,702 psi
NOTE 13:
1. Values are taken from AISC, ASTM, IFI, SAE and AA documents. K values for spaced threads are taken as the minimum values in IFI Fastener Handbook, 6th Ed.
2. Safety Factor used for fasteners with diameters 1/4" or less is 3.0, Safety Factor used for fasteners with diameters 5/16" or greater is 2.5.
AAMA TIR-A9-14
Page 52
TABLE 20.12: Fastener Capacity
STAINLESS STEEL - Alloy Group 5, Condition H (UNC Treads)
D
Nominal
Fastener Nominal
Diameter
Thread
& Threads Diameter
(in)
per Inch
#6-32
0.1380
#8-32
0.1640
#10-24 0.1900
#12-24 0.2160
1/4-20
0.2500
5/16-18 0.3125
3/8-16
0.3750
7/16-14 0.4375
1/2-13
0.5000
9/16-12 0.5625
5/8-11
0.6250
3/4-10
0.7500
0.8750
7/8-9
1-8
1.0000
A(S)
Tensile
Stress Area
(in2)
0.0091
0.0140
0.0175
0.0242
0.0318
0.0524
0.0775
0.1063
0.1419
0.1819
0.2260
0.3345
0.4617
0.6057
A(R)
Thread
Root
Area
(in2)
0.0078
0.0124
0.0151
0.0214
0.0280
0.0469
0.0699
0.0961
0.1292
0.1664
0.2071
0.3091
0.4285
0.5630
Allow able Shear
Allow able
Tension
(lbs)
333
514
643
886
1,167
2,307
3,410
4,678
6,244
8,006
9,944
14,716
20,316
26,653
Single
(lbs)
165
263
321
452
592
1,191
1,776
2,442
3,283
4,227
5,260
7,851
10,887
14,301
Double
(lbs)
330
525
641
904
1,183
2,382
3,551
4,884
6,565
8,453
10,520
15,703
21,773
28,603
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
900
253
345
1,070
301
410
1,240
348
475
1,409
396
540
1,631
458
625
781
2,039
573
2,447
688
938
2,855
802
1,094
3,263
917
1,250
1,406
3,670
1,031
4,078
1,146
1,563
4,894
1,375
1,875
5,709
1,604
2,188
6,525
1,833
2,500
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.1469
0.1906
0.2059
0.2496
0.2639
0.3006
0.3349
0.3633
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T5
0.2792
0.3692
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T6
0.2106
0.2707
0.2751
0.3318
0.3710
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
6063-T5 6063-T6
A36
333
333
333
514
514
514
643
643
643
886
734
886
1,167
865
1,167
1,776
2,307
1,303
3,410
1,572
2,144
4,678
1,873
2,554
5,642
2,140
2,918
6,444
2,444
3,333
7,148
2,711
3,697
8,612
3,266
4,454
3,853
10,158
5,254
11,696
4,437
6,050
STAINLESS STEEL - Alloy Group 5, Condition H (Spaced Threads)
Nominal
D
Fastener Nominal
Diameter
Thread
& Threads Diameter
per Inch
(in)
#6-20
0.1380
#8-18
0.1640
#10-16 0.1900
#12-14 0.2160
1/4-14
0.2500
5/16-12 0.3125
3/8-12
0.3750
K
Basic Minor
Diameter
(in)
0.0990
0.1160
0.1350
0.1570
0.1850
0.2360
0.2990
22
A(R)
Thread
Root
Area
(in2)
0.0077
0.0106
0.0143
0.0194
0.0269
0.0437
0.0702
Allow able Shear
Allow able
Tension
(lbs)
282
388
525
710
986
1,925
3,089
Group 5-Cond. H
Single
(lbs)
163
224
303
410
569
1,111
1,784
Double
(lbs)
326
447
606
820
1,138
2,222
3,567
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
900
253
345
1,070
301
410
1,240
348
475
396
1,409
540
1,631
458
625
2,039
573
781
688
2,447
938
1234567890
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.1245
0.1438
0.1681
0.2000
0.2399
0.3123
> 3/8"
6063-T5
0.1801
0.2052
0.2368
0.2781
0.3293
> 3/8"
> 3/8"
6063-T6
0.1460
0.1663
0.1916
0.2247
0.2538
0.3197
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
282
282
282
388
388
388
525
525
525
710
710
710
986
986
986
1,925
1,681
1,925
2,773
2,017
2,751
For All Diameters
Effective Area (UNC Threads)
FU (Min. Ultimate Tensile Strength)
110,000 psi
FT = FU/SF
A(R) = π (D-1.2269/N)2 / 4
A(R) = πK²/4
FT (Allow. Tensile Stress, D≤1/4")
36,667 psi
Allow able Tension = FT [A(S)]
A(S) = π (D-0.9743/N)2 / 4
A(S) = πK²/4
FT (Allow. Tensile Stress, D > 1/4")
44,000 psi
FV = Fu / ( SF x sq rt (3))
FV (Allowable Shear Strass; D<1/4")
21,170 psi
Allowable Single Shear =FV[A(R)]
FV (Allowable Shear Strass; D>1/4")
25,403 psi
Effective Area (Spaced Threads)
NOTE 14:
1. Values are taken from AISC, ASTM, IFI, SAE and AA documents. K values for spaced threads are taken as the minimum values in IFI Fastener Handbook, 6th Ed.
2. Safety Factor used for fasteners with diameters 1/4" or less is 3.0, Safety Factor used for fasteners with diameters 5/16" or greater is 2.5.
3. Minimum 16% Cr (chromium) content required, for fasteners in contact with aluminum.
AAMA TIR-A9-14
Page 53
TABLE 20.13: Fastener Capacity
STAINLESS STEEL - Alloy Group 5, Condition HT (UNC Treads)
Nominal
D
Fastener Nominal
Diameter
Thread
& Threads Diameter
per Inch
(in)
#6-32
0.1380
#8-32
0.1640
#10-24 0.1900
#12-24 0.2160
1/4-20
0.2500
5/16-18 0.3125
3/8-16
0.3750
7/16-14 0.4375
1/2-13
0.5000
9/16-12 0.5625
5/8-11
0.6250
0.7500
3/4-10
7/8-9
0.8750
1.0000
1-8
A(S)
Tensile
Stress Area
(in2)
0.0091
0.0140
0.0175
0.0242
0.0318
0.0524
0.0775
0.1063
0.1419
0.1819
0.2260
0.3345
0.4617
0.6057
A(R)
Thread
Root
Area
(in2)
0.0078
0.0124
0.0151
0.0214
0.0280
0.0469
0.0699
0.0961
0.1292
0.1664
0.2071
0.3091
0.4285
0.5630
Allow able Shear
Allow able
Tension
(lbs)
485
747
935
1,289
1,697
3,356
4,959
6,804
9,082
11,644
14,464
21,405
29,551
38,768
Single
(lbs)
240
382
466
657
861
1,733
2,583
3,552
4,775
6,148
7,651
11,420
15,835
20,802
Double
(lbs)
480
764
933
1,315
1,721
3,465
5,165
7,105
9,550
12,295
15,302
22,840
31,670
41,604
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
6063-T5 6063-T6
A36
900
253
345
301
410
1,070
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
2,447
688
938
2,855
802
1,094
3,263
917
1,250
3,670
1,031
1,406
4,078
1,146
1,563
4,894
1,375
1,875
5,709
1,604
2,188
6,525
1,833
2,500
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.2137
0.2631
0.2711
0.2978
0.3169
0.3698
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T5
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T6
0.2978
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
485
447
485
522
712
747
935
643
876
1,289
734
1,001
1,697
865
1,179
3,356
1,303
1,776
4,145
1,572
2,144
4,937
1,873
2,554
5,642
2,140
2,918
6,444
2,444
3,333
7,148
2,711
3,697
8,612
3,266
4,454
10,158
3,853
5,254
4,437
11,696
6,050
STAINLESS STEEL - Alloy Group 5, Condition HT (Spaced Threads)
Nominal
D
Fastener Nominal
Diameter
Thread
& Threads Diameter
per Inch
(in)
#6-20
0.1380
#8-18
0.1640
#10-16 0.1900
#12-14 0.2160
1/4-14
0.2500
5/16-12 0.3125
3/8-12
0.3750
K
Basic Minor
Diameter
(in)
0.0990
0.1160
0.1350
0.1570
0.1850
0.2360
0.2990
23
A(R)
Thread
Root
Area
(in2)
0.0077
0.0106
0.0143
0.0194
0.0269
0.0437
0.0702
Allow able Shear
Allow able
Tension
(lbs)
411
564
763
1,032
1,434
2,800
4,494
Group 5-Cond HT
Single
(lbs)
237
325
441
596
828
1,616
2,594
Double
(lbs)
474
651
882
1,192
1,655
3,233
5,189
Allow able Bearing (lbs)
1/8"
1/8"
1/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
900
253
345
410
1,070
301
1,240
348
475
1,409
396
540
1,631
458
625
2,039
573
781
2,447
688
938
1234567890
Minimum Material Thickness (lbs)
to Equal Tensile Capacity of
Fastener (in)
A36
0.1810
0.2091
0.2445
0.2909
0.3490
> 3/8"
> 3/8"
6063-T5
0.2485
0.2871
0.3356
> 3/8"
> 3/8"
> 3/8"
> 3/8"
6063-T6
0.1872
0.2138
0.2472
0.2928
0.3513
> 3/8"
> 3/8"
Maximum Tensile Load (lbs) for
Available 3/8" Plate Thickness
3/8"
3/8"
3/8"
Steel
Aluminum Aluminum
A36
6063-T5 6063-T6
411
411
411
564
564
564
763
763
763
1,032
968
1,032
1,434
1,121
1,434
2,311
1,681
2,292
2,773
2,017
2,751
For All Diameters
Effective Area (UNC Threads)
Effective Area (Spaced Threads)
FU (Min. Ultimate Tensile Strength)
160,000 psi
FT = FU / SF
A(R) = π (D-1.2269/N)2 / 4
A(R) = πK²/4
FT (Allow. Tensile Stress, D≤1/4")
53,333 psi
Allow able Tension = FT [A(S)]
A(S) = π (D-0.9743/N)2 / 4
A(S) = πK²/4
FT (Allow. Tensile Stress, D > 1/4")
64,000 psi
FV = Fu / ( SF x sq rt (3))
FV (Allowable Shear Strass; D<1/4")
30,792 psi
Allowable Single Shear =FV[A(R)]
FV (Allowable Shear Strass; D>1/4")
36,950 psi
NOTE 15:
1. Values are taken from AISC, ASTM, IFI, SAE and AA documents. K values for spaced threads are taken as the minimum values in IFI Fastener Handbook, 6th Ed.
2. Safety Factor used for fasteners with diameters 1/4" or less is 3.0, Safety Factor used for fasteners with diameters 5/16" or greater is 2.5.
3. Rockwell hardness to be limited to C34 maximum, for fasteners (see shaded columns above) in contact with aluminum. Most of the hardness values for this fastener material exceed C34.
AAMA TIR-A9-14
Page 54
21.0 HOLE AND DRILL SIZE FOR SPACED THREADS TAPPING SCREWS
Pictorial Representation
ANSI/ASME Designation
FIGURE: 21.1
AAMA TIR-A9-14
Page 55
TABLE 21.1
APPROXIMATE HOLE SIZES FOR TYPE A STEEL THREAD FORMING SCREWS
In Steel, Stainless Steel, Monel Metal, Brass and Aluminum Sheet Metal
Hole Required
Metal
Drilled or Clean
Screw Size
Pierced or Extruded
Drill Size
Thickness
Punched
0.015
--0.104
37
0.018
--0.104
37
6
0.024
0.111
0.104
37
0.030
0.111
0.104
37
0.036
0.111
0.106
36
0.015
--0.116
32
0.018
--0.116
32
0.024
0.120
0.116
32
7
0.030
0.120
0.116
32
0.036
0.120
0.116
32
0.048
0.120
0.120
31
0.013
--0.125
1/8
0.024
0.136
0.125
1/8
8
0.030
0.136
0.125
1/8
0.036
0.136
0.125
1/8
0.048
0.136
0.128
30
0.018
--0.136
29
0.024
0.157
0.136
29
10
0.030
0.157
0.136
29
0.036
0.157
0.136
29
0.048
0.157
0.149
25
0.024
--0.161
20
0.030
0.185
0.161
20
12
0.036
0.185
0.161
20
0.048
0.185
0.161
20
0.024
--0.185
13
0.030
0.209
0.189
12
14
0.036
0.209
0.191
11
0.048
0.209
0.196
9
In Plywood (Resin Impregnated)
Penetration in
Hole
Minimum Material
Blind Holes
Screw Size
Drill Size
Required
Thickness
Min.
Max.
4
0.098
40
3/16
1/4
3/4
6
0.110
35
3/16
1/4
3/4
7
0.128
30
1/4
5/16
3/4
8
0.140
28
1/4
5/16
3/4
10
0.169
18
5/16
3/8
I
12
0.189
12
5/16
3/8
I
14
0.228
1
7/16
1/2
I
AAMA TIR-A9-14
Page 56
TABLE 21.2
APPROXIMATE HOLE SIZES FOR TYPE C STEEL THREAD FORMING SCREWS*
In Sheet Steel
Metal
Thickness
Screw Size
6-32
8-32
10-24
10-32
12-24
1/4-20
1/4-28
5/16-18
0.037
0.048
0.062
0.075
0.105
0.134
0.037
0.048
0.062
0.075
0.105
0.134
0.037
0.048
0.062
0.075
0.105
0.134
0.037
0.048
0.062
0.075
0.105
0.134
0.037
0.048
0.062
0.075
0.105
0.134
0.037
0.048
0.062
0.075
0.105
0.134
0.037
0.048
0.062
0.075
0.105
0.134
0.037
0.048
0.062
0.075
0.105
0.134
Hole
Required
0.113
0.116
0.116
0.122
0.125
0.125
0.136
0.144
0.144
0.147
0.1495
0.1495
0.154
0.161
0.166
0.1695
0.173
0.177
0.1695
0.1695
0.1695
0.173
0.177
0.177
0.189
0.1935
0.1935
0.199
0.199
0.199
0.221
0.221
0.228
0.234
0.234
0.236
0.224
0.228
0.232
0.234
0.238
0.238
0.290
0.290
0.290
0.295
0.295
0.295
Drill
Size
33
32
32
3.1 mm
1/8
1/8
29
27
27
26
25
25
23
20
19
18
17
16
18
18
18
17
16
16
12
10
10
8
8
8
2
2
I
A
A
6 mm
5.7 mm
I
5.9 mm
A
B
B
L
L
L
M
M
M
NOTE 16: All dimensions in inches except drill sizes.
* Since conditions differ widely, it may be necessary to vary the hole size to suit a particular application.
AAMA TIR-A9-14
Page 57
TABLE 21.3
Approximate Pierced or Extruded Hole Sizes for Types AB, B and BP Steel Thread Forming Screws*
Pierced or
Screw
Metal
Pierced or Extruded
Screw
Metal
Extruded Hole
Size
Thickness
Hole Required
Size
Thickness
Required
In Steel, Stainless Steel, Monel Metal and Brass Sheet Metal
In Aluminum Alloy Sheet Metal
0.015
0.111
0.024
0.111
0.018
0.111
0.030
0.111
6
6
0.024
0.111
0.036
0.111
0.030
0.111
0.048
0.111
0.036
0.111
0.018
0.120
0.024
0.120
0.024
0.120
0.030
0.120
7
7
0.030
0.120
0.036
0.120
0.036
0.120
0.048
0.120
0.048
0.120
0.018
0.136
0.024
0.136
0.024
0.136
0.030
0.136
8
8
0.030
0.136
0.036
0.136
0.036
0.136
0.048
0.136
0.048
0.136
0.018
0.157
0.024
0.157
0.024
0.157
0.030
0.157
10
10
0.030
0.157
0.036
0.157
0.036
0.157
0.048
0.157
0.048
0.157
0.024
0.185
0.030
0.185
12
0.036
0.185
0.048
0.185
0.030
0.209
1/4
0.036
0.209
0.048
0.209
AAMA TIR-A9-14
Page 58
TABLE 21.4
Screw
Size
Appropriate Drilled Hole Sizes for Types AB, B and BP Steel Thread Forming Screws*
Penetration In Blind Holes
Hole
Minimum Material
Drill Size
Required
Thickness
Min.
Max.
In Plywood (Resign Impregnated)
6
7
8
10
12
1/4
0.125
0.136
0.144
0.173
0.193
0.228
1/8
29
27
17
10
1
3/16
3/16
3/16
1/4
5/16
5/16
1/4
1/4
1/4
5/16
3/8
3/8
5/8
3/4
3/4
1
1
1
In Aluminum, Magnesium, Zinc, Brass and Bronze Castings†
6
7
8
10
12
1/4
0.128
0.144
0.152
0.177
0.199
0.234
30
27
24
16
8
15/64
-------------
1/4
1/4
1/4
1/4
9/32
5/16
-------------
NOTE 17: All dimensions are given in inches except whole number screw and drill sizes.
*Since conditions differ widely, it may be necessary to vary the hole size to suit a particular application.
†Data applies to Types B and BP only.
AAMA TIR-A9-14
Page 59
TABLE 21.5
Approximate Drilled or Clean Punched Hole Sizes for Types AB, B and BP Steel Thread Forming Screws*
Screw
Size
Metal
Thickness
Hole
Required
Drill Size
In Steel, Stainless Steel, Monel Metal and Brass Sheet Metal
0.015
0.104
37
0.018
0.104
37
0.024
0.106
36
0.030
0.106
36
6
0.036
0.110
35
0.048
0.111
34
0.060
0.116
32
0.075
0.120
31
0.105
0.128
30
0.018
0.116
32
0.024
0.116
32
0.030
0.116
32
0.036
0.116
32
7
0.048
0.120
31
0.060
0.128
30
0.075
0.136
29
0.105
0.140
28
0.024
0.125
1/8
0.030
0.125
1/8
0.036
0.125
1/8
0.048
0.128
30
8
0.060
0.136
29
0.075
0.140
28
0.105
0.149
25
0.125
0.149
25
0.135
0.152
24
0.024
0.144
27
0.030
0.144
27
0.036
0.147
26
0.048
0.152
24
0.060
0.152
24
10
0.075
0.157
22
0.105
0.161
20
0.125
0.169
18
0.135
0.169
18
0.164
0.173
17
12
0.024
0.030
0.036
0.048
0.060
0.075
0.105
0.125
0.135
0.164
AAMA TIR-A9-14
0.166
0.166
0.166
0.169
0.177
0.182
0.185
0.196
0.196
0.201
19
19
19
18
16
14
13
9
9
7
Screw
Size
6
7
8
10
12
Metal Thickness
Hole
Required
Drill Size
In Aluminum Alloy Sheet Metal
0.030
0.104
37
0.036
0.104
37
0.048
0.104
37
0.060
0.106
36
0.075
0.110
35
0.105
0.111
34
0.128 to 0.250
0.120
31
0.030
0.036
0.048
0.060
0.075
0.105
0.128 to 0.250
0.113
0.113
0.116
0.120
0.128
0.136
0.136
33
33
32
31
30
29
29
0.030
0.036
0.048
0.060
0.075
0.105
0.125
0.135
0.162 to 0.375
0.036
0.048
0.060
0.075
0.105
0.125
0.135
0.164
0.200 to 0.375
0.116
0.120
0.128
0.136
0.140
0.147
0.147
0.149
0.152
0.144
0.144
0.144
0.147
0.147
0.154
0.154
0.159
0.166
32
31
30
29
28
26
26
25
24
27
27
27
26
26
23
23
21
19
0.048
0.060
0.075
0.105
0.125
0.135
0.164
0.200 to 0.375
0.161
0.166
0.173
0.180
0.182
0.182
0.189
0.196
20
19
17
15
14
14
12
9
Page 60
1/4
0.030
0.036
0.048
0.060
0.075
0.105
0.125
0.135
0.164
0.187
0.194
0.194
0.194
0.194
0.199
0.204
0.209
0.228
0.228
0.234
0.234
0.234
10
10
10
8
6
4
1
1
15/64
15/64
15/64
1/4
0.060
0.075
0.105
0.125
0.135
0.164
0.187
0.194
0.200 to 0.375
0.199
0.201
0.204
0.209
0.209
0.213
0.213
0.221
0.228
8
7
6
4
4
3
3
2
1
NOTE 18: All dimensions are given in inches except whole number screw and drill sizes.
*Since conditions differ widely, it may be necessary to vary the hole size to suit a particular application.
Hole sizes for metal thicknesses above .075 inch are for Types B and BP only.
AAMA TIR-A9-14
Page 61
TABLE 21.6
Approximate Hole Sizes for Types D, F, C and T Steel Thread Cutting Screws*
Screw
Size
0.050
0.060
6-32
8-32
10-24
10-32
12-24
1/4-20
1/4-28
5/16-18
5/16-24
3/8-16
3/8-24
0.1100
0.1360
0.1520
0.1590
---------------
0.1130
0.1405
0.1540
0.1660
0.1800
-------------
6-32
8-32
10-24
10-32
12-24
1/4-20
1/4-28
5/16-18
5/16-24
3/8-16
3/8-24
0.1094
0.1360
0.1495
0.1610
---------------
0.1094
0.1360
0.1520
0.1610
0.1770
-------------
6-32
8-32
10-24
10-32
12-24
1/4-20
1/4-28
5/16-18
5/16-24
3/8-16
3/8-24
0.1160
0.1440
0.1610
0.1695
---------------
0.1200
0.1440
0.1660
0.1695
0.1800
-------------
AAMA TIR-A9-14
Stock Thickness
0.125 0.140
3/16
1/4
5/16
Hole Sizes † in Steel
0.1160 0.1160 0.1160 0.1200 0.1250 0.1250 - - 0.1405 0.1440 0.1440 0.1470 0.1495 0.1495 0.1495
0.1610 0.1610 0.1660 0.1695 0.1730 0.1730 0.1730
0.1660 0.1695 0.1695 0.1695 0.1770 0.1770 0.1770
0.1820 0.1875 0.1910 0.1910 0.1990 0.1990 0.1990
0.2130 0.2188 0.2210 0.2210 0.2280 0.2280 0.2280
0.2210 0.2280 0.2280 0.2340 0.2344 0.2344 0.2344
--0.2770 0.2770 0.2813 0.2900 0.2900 0.2900
--0.2900 0.2900 0.2900 0.2950 0.2950 0.2950
----0.3390 0.3390 0.3480 0.3580 0.3580
----0.3480 0.3480 0.3580 0.3580 0.3580
Hole Sizes † in Aluminum
0.1110 0.1130 0.1160 0.1160 0.1200 0.1250 - - 0.1360 0.1405 0.1405 0.1440 0.1470 0.1495 0.1495
0.1540 0.1570 0.1590 0.1610 0.1660 0.1719 0.1730
0.1610 0.1660 0.1660 0.1660 0.1719 0.1770 0.1770
0.1800 0.1820 0.1850 0.1875 0.1910 0.1990 0.1990
0.2055 0.2090 0.2130 0.2130 0.2210 0.2280 0.2280
0.2188 0.2210 0.2210 0.2210 0.2280 0.2344 0.2344
--0.2660 0.2720 0.2720 0.2810 0.2900 0.2900
--0.2810 0.2812 0.2812 0.2900 0.2950 0.2950
----0.3281 0.3320 0.3390 0.3480 0.3480
----0.3438 0.3438 0.3480 0.3580 0.3580
Hole Sizes † in Zinc and Aluminum Die Castings
0.1200 0.1200 0.1200 0.1200 0.1200 0.1200 - - 0.1440 0.1440 0.1470 0.1470 0.1470 0.1495 0.1495
0.1660 0.1660 0.1660 0.1660 0.1695 0.1695 0.1719
0.1719 0.1719 0.1719 0.1719 0.1719 0.1730 0.1730
0.1910 0.1910 0.1910 0.1935 0.1935 0.1960 0.1960
0.2188 0.2188 0.2210 0.2210 0.2210 0.2280 0.2280
0.2280 0.2280 0.2280 0.2280 0.2280 0.2340 0.2340
--0.2770 0.2810 0.2810 0.2812 0.2812 0.2900
--0.2900 0.2900 0.2900 0.2900 0.2900 0.2950
----0.3390 0.3390 0.3390 0.3438 0.3438
----0.3480 0.3480 0.3480 0.3580 0.3580
0.083
0.109
3/8
1/2
----0.1730
0.1770
0.1990
0.2280
0.2344
0.2900
0.2950
0.3580
0.3580
--------0.1990
0.2280
0.2344
0.2900
0.2950
0.3580
0.3580
----0.1730
0.1770
0.1990
0.2280
0.2344
0.2900
0.2950
0.3480
0.3580
--------0.1990
0.2280
0.2344
0.2900
0.2950
0.3480
0.3580
----0.1719
0.1770
0.1990
0.2280
0.2344
0.2900
0.2950
0.3480
0.3580
--------0.1990
0.2280
0.2344
0.2900
0.2950
0.3480
0.3580
Page 62
TABLE 21.7
Approximate Hole Sizes for Types BF and BT Steel Thread Cutting Screws*
Stock
Thickness
0.060
0.083
0.109
0.125
0.140
3/16
1/4
5/16
3/8
6-20
8-18
------0.1200
0.1200
0.1200
0.1250
0.1250
---
------0.1490
0.1490
0.1490
0.1520
0.1520
---
Screw Size
10-16
12-14
1/4-14
5/16-12
Hole Sizes* in Zinc and Aluminum Die Castings
------0.1660
0.1660
0.1660
0.1695
0.1719
0.1719
------0.1910
0.1910
0.1910
0.1960
0.1960
0.1960
------0.2210
0.2210
0.2210
0.2280
0.2280
0.2280
------0.2810
0.2810
0.2810
0.2810
0.2900
0.2900
3/8-12
------0.344
0.344
0.344
0.344
0.348
0.348
NOTE 19: All dimensions are given in inches except whole number screw and drill sizes.
*Since conditions differ widely, it may be necessary to vary the hole size to suit a particular application.
Hole sizes for metal thicknesses above 0.075 inch are for Types B and BP only.
†Hole sizes listed are standard drill sizes.
AAMA TIR-A9-14
Page 63
22.0 PULL-OUT STRENGTH IN ALUMINUM SUBSTRATES
SCREW PULL-OUT RESEARCH
Pull-out research (testing and analysis), which was conducted in the 1990s by several AAMA member companies, formed the
basis for the pull-out equations in this TIR and in the Specification for Aluminum Structures. The results of this research
("Pull-out Capacities of Screws from Aluminum") were presented at the Aluminum Association's 2nd International Workshop
at Cornell University in October 1999.
PREDICTED PULL-OUT
Most of the actual (as opposed to allowable) pull-out values, from available testing, can be characterized by two types of
equations for the nominal pull-out strength (𝑃𝑁𝑂𝑇 ): one based on tensile yield strength FTY (to account for the stretching and
bending of the hole's circumference in "thin" aluminum) and one based on tensile ultimate strength 𝐹𝑇𝑈 (to account for
shearing of internal threads in "thick" aluminum).
The test data, for tapped-aluminum thicknesses (t) of 1/8", 3/16" and 1/4", indicate a transition in pull-out behavior from
yielding (of thin aluminum) to shearing of the internal threads (thread stripping, in thick aluminum).
For spaced-thread fasteners, it is helpful to also consider the number of threads engaged (t n) in order to separate the three
behavior regions: thin (yield), thick (thread stripping), and transition.
Some alloy-tempers are notch sensitive (kt exceeds 1.0). Refer to the 2010 ADM (Part 1: table A.3.3 and Chapters D and F).
For these cases, the nominal strength (PNOT), based on internal-thread strength, is to be divided by kt to determine a reduced
value, which is then divided by the appropriate safety factor (SF).
Equations for nominal pull-out strength (no safety factor included) consist of equations 22.1 to 22.6. Each equation applies
to a behavior zone. Behavior zones for UNC (a, b, c) and spaced-thread (d, e, f) fasteners, are identified as follows:
UNC threads:
a) 0.060" ≤ 𝑡 ≤ 0.125" (thin; yield)
b) 0.250" ≤ 𝑡 ≤ 0.375" (thick; thread stripping)
c) 0.125" ≤ 𝑡 ≤ 0.25" (transition)
Spaced threads:
d) 0.038" ≤ 𝑡 ≤ 2 / n
e) 4 / n ≤ 𝑡 ≤ 0.375"
f) 2 / n ≤ 𝑡 ≤ 4 / 𝑛
(thin; yield)
(thick; thread stripping)
(transition)
For representative plots, refer to Fig. 22.1(UNC, Unified National Coarse threads) and Fig. 22.2 (spaced threads).
The following equations are applicable for screws (nominal diameter d), in tapped holes, where 0.164" ≤ 𝑑 ≤ 0.5" for
UNC threads and 0.164" ≤ 𝑑 ≤ 0.375" for spaced threads.
AAMA TIR-A9-14
Page 64
1) The equations for UNC threads (screw-point types C, D, F, G and T; see Figure 21.1) are:
a) Thin (for 0.060" ≤ 𝑡 ≤ 0.125"):
(22.1)
𝑃𝑁𝑂𝑇 =
where:
[K M π 𝑑 𝑡 𝐹𝑇𝑌 ]
�
√3
(for 0.060" ≤ 𝑡 < 0.080"):
K M = 0.80 (0.7) = 0.560
(for 0.080" ≤ 𝑡 ≤ 0.125"):
K M = 0.95 (0.7) = 0.665
b) Thick (for 0.250" ≤ t ≤ 0.375"):
𝑃𝑁𝑂𝑇 =
(22.2)
[𝑡 𝑛 𝐴 𝑇𝑆𝐼 𝐹𝑇𝑈 ]
�
√3
c) Transition (for 0.125" < 𝑡 < 0.25"):
(22.3)
𝑃𝑁𝑂𝑇 = �0.665π� � 𝑑 𝐹𝑇𝑌 (0.25 − 𝑡) + �2� � 𝑛 𝐴 𝑇𝑆𝐼 𝐹𝑇𝑈 (𝑡 − 0.125)
√3
√3
2) The equations for spaced threads (screw-point types AB, B, BP, BF and BT; see chart) are:
a) Thin (for 0.038" ≤ 𝑡 ≤ 2 / 𝑛), for spaced threads:
(22.4)
where:
𝑃𝑁𝑂𝑇 = �
[𝐾𝑀 π 𝑑 𝑡 𝐹𝑇𝑌 ]
� �
√3
(for 0.038" ≤ t < 0.080"):
𝐾𝑀 = 0.560
(for 0.080" ≤ 𝑡 ≤ 2�𝑛 ):
𝐾𝑀 = 0.665
b) Thick (for 4�𝑛 ≤ 𝑡 ≤ 0.375" ), for spaced threads:
(22.5)
𝑃𝑁𝑂𝑇 = [0.9 π 𝑑 𝑡 𝐹𝑇𝑈 ]
�
√3
c) Transition (for 2�𝑛 < 𝑡 < 4�𝑛 ), for spaced threads:
(22.6)
𝑃𝑁𝑂𝑇 = �0.665 𝜋� � 𝑑 𝐹𝑇𝑌 ��4�𝑛� − 𝑡� + �1.8 𝜋� � 𝑑 𝐹𝑇𝑈 �𝑡 − �2�𝑛��
√3
√3
ALLOWABLE VALUES FOR DESIGN
As mentioned previously, the PNOT values are to be divided by kt if this notch-sensitivity parameter exceeds 1.0 for the alloytemper being considered. Refer to the 2010 ADM (Part 1: table A.3.3 and Chapters D and F). The reduced PNOT values are
then to be divided by the appropriate safety factor SF. Unless noted otherwise, the tabulated values in this TIR are for alloytempers with kt = 1.0.
AAMA TIR-A9-14
Page 65
Predicted (nominal) values for fastener pull-out (𝑃𝑁𝑂𝑇 ), from the preceding equations, are divided by a safety factor (𝑆𝐹 ) in
order to determine allowable values (PA). As discussed in Section 6.0, 𝑆𝐹 equals 3.0 for fasteners that are ≤ 1/4" in
diameter, and 𝑆𝐹 equals 2.5 for fasteners with diameters≥ 5/16". Specified or expected minimum values of tensile yield
and of ultimate tensile strength are used to determine allowable values for design. Since minimum values of yield and
ultimate strength are less than the average values, the resulting allowable (pull-out) strengths will typically be less than 1⁄𝑆𝐹
times the test values of pull-out loads.
(22.7)
𝑃
𝑃𝐴 = � 𝑁𝑂𝑇�𝑆 �
𝐹
DISCUSSION OF TEST RESULTS AND STATISTICAL ASPECTS
Using statistics to study the test results, some statements may be made about the expected variation in pull-out values of a
large number of fasteners (of a given size and type) from aluminum of given thickness, alloy and temper. Given the mean
(𝑋𝑀 ), sample standard deviation (s) and number of samples (y), an approximate "lower bound" value (𝑋𝐴 ) can be determined
by the equation:
(22.8)
𝑋𝐴 = 𝑋𝑀 − 𝐾 𝑠
𝑋𝐴 is the value which, with 95% confidence, is expected to be exceeded by 99% of the population. Refer to reference [3] for
the above formula for 𝑋𝐴 and a table of values for K as a function of y. See also references [1,2] for additional information
on statistical aspects.
If the coefficient of variation 𝐶𝑉 (= 100% 𝑠⁄𝑋𝑀 ) is considered, in lieu of sample standard deviation, then the equation for
𝑋𝐴 can be written:
(22.9)
𝑋𝐴 = �1 − 𝐾 �𝑠�𝑋 �� (𝑋𝑀 ) = (100% − 𝐾 𝐶𝑉 )𝑋𝑀
𝑀
Review of coefficients of variation 𝐶𝑉 for the pull-out tests indicates that the largest apparent value is 11.82% (series h97,
UNC, 5/16-18, 0.184" thickness). However, further review of this set of 10 individual tests results indicates that two of the
individual pull-out values were an anomaly (very low, relative to the rest of this set's data). A likely explanation is that a
plate consisting of a different alloy-temper was inadvertently mixed in with the other test plates for that set. With the
remaining eight tests, the value of 𝐶𝑉 is 7.50%. For this reduced set of tests, y = 8, and therefore K = 4.353. Thus, for
𝐶𝑉 = 7.50%::
(22.10)
𝑋𝐴 = (1 − 𝐾𝐶𝑉 )𝑋𝑀 = 0.6735 𝑋𝑀
Given the preceding comments, the largest 𝐶𝑉 is then 11.44% (series h97, Spaced Threads, #8-18, 0.0605" thickness). This
set has a more uniform distribution of values. It is also more common for 𝐶𝑉 values to be larger for thicknesses less than
about 1/8". For this set of tests: y = 10, K = 3.981 and XA = 0.5446 XM.
Allowable Pull-out Values Based on Measured Mechanical Properties
Next consider a safety factor (𝑆𝐹 ) applied to the predicted (nominal) value of pull-out (𝑃𝑁𝑂𝑇 ) to determine an allowable value
𝑃
PA where: 𝑃𝐴 = � 𝑁𝑂𝑇�𝑆 �. If the safety factor (𝑆𝐹 ) is considered equal to a load factor (m) divided by a resistance factor
𝐹
(𝜑), then 𝑆𝐹 = 𝑚⁄𝜑 . In other words, 𝑚 𝑇 ≤ 𝜑 𝑃𝑁𝑂𝑇 , where T is the design tension per fastener and 𝑃𝐴 = 𝑃𝑁𝑂𝑇 ⁄(𝑚⁄𝜑 ). A
safety-factor value of 3.0 is required, for screws with diameters of 1/4" and smaller, by both the cold-formed steel
specification (AISI) and the aluminum specification (AA). For screws that are 5/16" diameter and larger, this TIR uses 𝑆𝐹 =
2.5, which equals or exceeds values used in the various material specifications that were reviewed. Refer to Section 6.0 for
discussion.
As given in ASCE 7, consider m = 1.6 for live load. Thus, for 𝑆𝐹 = 3.0, 𝜑 = 𝑚⁄𝑆𝐹 = 1.6 / 3.0 = 0.533. Note that 0.533
is less than 0.5446, which equals 𝑋𝐴 ⁄𝑋𝑀 , for the largest 𝐶𝑉 (#8 ST screws, 𝑡 = 0.0605", series h97). For 𝑆𝐹 = 2.5,
𝜑 = 1.6 / 2.5 = 0.640. Note that 0.640 is less than 0.6735, which is the value of 𝑋𝐴 ⁄𝑋𝑀 for 5/16" diameter screws (UNC,
𝑡 = 0.184", series h97).
AAMA TIR-A9-14
Page 66
Therefore, if the "lower bound" variable 𝑋𝐴 ≥ 𝜑𝑋𝑀 = 0.533𝑋𝑀 for 𝑆𝐹 of 3.0 (and 𝑋𝐴 ≥ 0.640𝑋𝑀 for 𝑆𝐹 of 2.5), and if the
nominal value 𝑃𝑁𝑂𝑇 ≤ 𝑋𝑀 , then 99% or more of the population of fasteners are expected to be capable of resisting a factored
tension force equal to 1.6 times the allowable tension force. This performance level is based on a particular fastener type and
diameter, a given base thickness, and a range of local mechanical properties (tensile yield and tensile ultimate) similar to that
in the corresponding set of tests.
The few cases which had predicted values ( 𝑃𝑁𝑂𝑇 ) greater than average tests values (𝑋𝑀 ) were at most 4.00% more than the
corresponding 𝑋𝑀 . For those tests, the maximum 𝐶𝑉 was 8.14% (series k89, Spaced Threads, #8-18, 0.088" thick). The
resulting values of 𝑋𝐴 ⁄𝑋𝑀 are at least 0.6759, which substantially exceeds 𝜑 ( = 0.533), which is the minimum desired value
of 𝑋𝐴 ⁄𝑋𝑀 for fasteners less than or equal to 1/4" diameter. In this case, 𝑋𝐴 ⁄𝑋𝑀 is large enough to compensate for 𝑃𝑁𝑂𝑇 =
1.04𝑋𝑀 because 0.6759⁄1.04 = 0.650, which exceeds 0.533.
DESIGN VALUES BASED ON MINIMUM MECHANICAL PROPERTIES
Note that to establish design values of allowable pull-out, the specified (or expected) minimum values of yield and tensile
strength would be used. These values are generally significantly less than the corresponding average values. This means that
about 99% of the local (aluminum near the fastener) yield and tensile strengths, with a 95% confidence level, are expected to
equal or exceed the minimum values. Thus, the use of a design safety factor (𝑆𝐹 ) is expected to result in an actual safety
factor (for pull-out) which is significantly greater than 𝑆𝐹 , for the average piece of aluminum with a screw that is installed in
a tapped hole and loaded in tension.
References
1.
ASTM volume 02.02, Aluminum and Magnesium Alloys, in the article "Statistical Aspects of Mechanical Property
Assurance" by W.P. Goepfert. Values for K are taken from Juran's Quality Control Handbook, edited by Juran, J.M.,
4th ed., published by McGraw-Hill, and are one-sided factors for 99% exceeding with a confidence of 95%. (See also
Aluminum Design Manual, Part II [Commentary], Section A.3.2 for a discussion).
2.
Miller and Freund's Probability and Statistics for Engineers, 5th ed., R. A. Johnson, Prentice-Hall, Englewood Cliffs,
NJ, 1994
3.
Specification for Aluminum Structures, (Appendix 1: Testing), The Aluminum Association, 2010
4.
Minimum Design Loads for Buildings and Other Structures, ASCE 7-10, American Society of Civil Engineers
AAMA TIR-A9-14
Page 67
FIGURE 22.1: RELATIVE PLOT OF PULLOUT vs. BASE THICKNESS FOR UNC FASTENERS
NOTE 20:
* Force units: Based on �𝜋 𝐷𝐹𝑦 ⁄(3)1⁄2 � equal to ten, for relative scale, for yield region 1.
For strength region 3, assumed (Fu/Fy) = 22/16 = 1.375, TSA(I) = 0.017 in2/thread. and
N = 24 thread/in. to get ratio of thread shr. values to base yield values.
Plot pertains to aluminum bases and steel fasteners.
AAMA TIR-A9-14
Page 68
FIGURE 22.2: RELATIVE PLOT OF PULLOUT vs. BASE THICKNESS FOR SPACED THREADED FASTENERS
NOTE 21:
* Force units: Based on �𝜋 𝐷𝐹𝑦 ⁄(3)1⁄2 � equal to ten, for relative scale, for yield region 1.
For strength region 3, assumed (Fu/Fy) = 22/16 = 1.375 for this plot.
Plot pertains to aluminum bases, and steel fasteners.
AAMA TIR-A9-14
Page 69
TABLE 22.1 (UNC)
3003-H14
TSA(I)
Nominal
D
Internal
Thread Nominal
Thread
Diameter Thread
Stripping
& Thread Diameter
Area Sq.
Per Inch (Inch)
In./Threa
d
#8-32
0.1640 0.010270
#10-24
#12-24
1/4-20
5/16-18
3/8-16
7/16-14
1/2-13
0.1900
0.2160
0.2500
0.3125
0.3750
0.4375
0.5000
0.016864
0.019273
0.027234
0.037983
0.051581
0.070205
0.086405
Aluminum Thickness (Inches)
0.060
0.072
0.080
0.094
0.125
0.156
0.188
0.250
0.312
0.375
316
389
445
524
789
953
1135
1297
395
486
555
654
985
1189
1416
1619
474
584
668
786
1184
1429
1702
1946
Allowable Pullout (Pounds)
57
66
75
86
-----
68
79
90
104
-----
90
104
118
137
-----
105
122
139
161
241
----
140
162
185
214
320
384
---
184
219
249
291
437
525
619
707
229
277
316
370
557
671
794
908
3003-H14
FU (Tensile Ultimate Strength)
20000
psi
FY (Tensile Yield Strength)
17000
psi
Shading indicates transition region.
NOTE 22:
1. Each table lists allowable pull-out (internal threads) values. 𝑆𝐹 = 3.0 for D ≤ 0.25"; 𝑆𝐹 = 2.5 for D ≥ 0.3125". Fastener allowable strength (basic tension and external threads)
needs to be checked separately.
2. For pilot hole sizes refer to tables 21.1 to 21.7
3. Fastener pullout not shown for aluminum thickness less than approximately 2 threads, unless tested at a lesser thickness.
4. Multiple fastener connections and embrittlement need to be checked separately.
AAMA TIR-A9-14
Page 70
TABLE 22.2 (UNC)
5005-H34
TSA(I)
Nominal
D
Internal
Thread Nominal
Thread
Diameter Thread
Stripping
& Thread Diameter
Area Sq.
Per Inch (Inch)
In./Threa
d
#8-32
0.1640 0.010270
#10-24
#12-24
1/4-20
5/16-18
3/8-16
7/16-14
1/2-13
0.1900
0.2160
0.2500
0.3125
0.3750
0.4375
0.5000
0.016864
0.019273
0.027234
0.037983
0.051581
0.070205
0.086405
Aluminum Thickness (Inches)
0.060
0.072
0.080
0.094
0.125
0.156
0.188
0.250
0.312
0.375
316
389
445
524
789
953
1135
1297
395
486
555
654
985
1189
1416
1619
474
584
668
786
1184
1429
1702
1946
Allowable Pullout (Pounds)
50
58
66
76
-----
60
69
79
91
-----
79
92
104
121
-----
93
108
122
142
213
----
124
143
163
188
283
339
---
171
204
233
272
408
491
579
662
221
267
305
358
538
649
768
878
5005-H34
FU (Tensile Ultimate Strength)
20000
psi
FY (Tensile Yield Strength)
15000
psi
Shading indicates transition region.
NOTE 23:
1. Each table lists allowable pull-out (internal threads) values. 𝑆𝐹 = 3.0 for D ≤ 0.25"; 𝑆𝐹 = 2.5 for D ≥ 0.3125". Fastener allowable strength (basic tension and external threads)
needs to be checked separately.
2. For pilot hole sizes refer to tables 21.1 to 21.7
3. Fastener pullout not shown for aluminum thickness less than approximately 2 threads, unless tested at a lesser thickness.
4. Multiple fastener connections and embrittlement need to be checked separately.
AAMA TIR-A9-14
Page 71
TABLE 22.3 (UNC)
6061-T6
TSA(I)
Nominal
D
Internal
Thread Nominal
Thread
Diameter Thread
Stripping
& Thread Diameter
Area Sq.
Per Inch (Inch)
In./Threa
d
#8-32
0.1640 0.010270
#10-24
#12-24
1/4-20
5/16-18
3/8-16
7/16-14
1/2-13
0.1900
0.2160
0.2500
0.3125
0.3750
0.4375
0.5000
0.016864
0.019273
0.027234
0.037983
0.051581
0.070205
0.086405
Aluminum Thickness (Inches)
0.060
0.072
0.080
0.094
0.125
0.156
0.188
0.250
0.312
0.375
601
740
846
996
1500
1811
2156
2464
750
923
1055
1243
1872
2260
2691
3076
901
1110
1268
1494
2250
2716
3235
3697
Allowable Pullout (Pounds)
117
135
154
178
-----
140
162
184
213
-----
185
214
243
281
-----
217
251
286
331
496
----
288
334
380
440
660
792
---
366
435
495
578
868
1044
1229
1405
446
539
615
720
1083
1305
1545
1766
6061-T6
FU (Tensile Ultimate Strength)
38000
psi
FY (Tensile Yield Strength)
35000
psi
Shading indicates transition region.
NOTE 24:
1. Each table lists allowable pull-out (internal threads) values. 𝑆𝐹 = 3.0 for D ≤ 0.25"; 𝑆𝐹 = 2.5 for D ≥ 0.3125". Fastener allowable strength (basic tension and external threads)
needs to be checked separately.
2. For pilot hole sizes refer to tables 21.1 to 21.7
3. Fastener pullout not shown for aluminum thickness less than approximately 2 threads, unless tested at a lesser thickness.
4. Multiple fastener connections and embrittlement need to be checked separately.
AAMA TIR-A9-14
Page 72
TABLE 22.4 (UNC)
6063-T5
TSA(I)
D
Nominal
Internal
Thread Nominal
Thread
Diameter Thread
Stripping
& Thread Diameter
Area Sq.
(Inch)
Per Inch
In./Thread
0.060
#8-32
#10-24
#12-24
1/4-20
5/16-18
3/8-16
7/16-14
1/2-13
53
62
70
81
-----
0.1640
0.1900
0.2160
0.2500
0.3125
0.3750
0.4375
0.5000
0.010270
0.016864
0.019273
0.027234
0.037983
0.051581
0.070205
0.086405
Aluminum Thickness (Inches)
0.072
0.080
0.094
0.125
0.156
0.188
0.250
0.312
0.375
348
428
490
577
868
1048
1248
1427
434
535
611
719
1084
1308
1558
1781
522
643
734
865
1303
1572
1873
2140
Allowable Pullout (Pounds)
64
74
84
98
-----
84
98
111
129
-----
99
115
131
151
227
----
132
153
174
201
302
362
---
185
221
252
294
442
532
627
717
241
292
333
390
587
708
839
958
6063-T5
FU (Tensile Ultimate Strength)
22000
psi
FY (Tensile Yield Strength)
16000
psi
Shading indicates transition region.
NOTE 25:
1. Each table lists allowable pull-out (internal threads) values. 𝑆𝐹 = 3.0 for D ≤ 0.25"; 𝑆𝐹 = 2.5 for D ≥ 0.3125". Fastener allowable strength (basic tension and external threads)
needs to be checked separately.
2. For pilot hole sizes refer to tables 21.1 to 21.7
3. Fastener pullout not shown for aluminum thickness less than approximately 2 threads, unless tested at a lesser thickness.
4. Multiple fastener connections and embrittlement need to be checked separately.
AAMA TIR-A9-14
Page 73
TABLE 22.5 (UNC)
6063-T6
TSA(I)
Nominal
D
Internal
Thread Nominal
Thread
Diameter Thread
Stripping
& Thread Diameter
Area Sq.
Per Inch (Inch)
In./Thread
0.060
#8-32
#10-24
#12-24
1/4-20
5/16-18
3/8-16
7/16-14
1/2-13
83
96
110
127
-----
0.1640
0.1900
0.2160
0.2500
0.3125
0.3750
0.4375
0.5000
0.010270
0.016864
0.019273
0.027234
0.037983
0.051581
0.070205
0.086405
Aluminum Thickness (Inches)
0.072
0.080
0.094
0.125
0.156
0.188
0.250
0.312
0.375
474
584
668
786
1184
1429
1702
1946
592
729
833
981
1478
1784
2125
2428
712
876
1001
1179
1776
2144
2554
2918
Allowable Pullout (Pounds)
100
116
132
152
-----
132
153
174
201
-----
155
180
204
236
354
----
206
239
271
314
471
565
---
273
324
370
431
648
780
918
1049
341
413
471
552
831
1001
1185
1354
6063-T6
FU (Tensile Ultimate Strength)
30000
psi
FY (Tensile Yield Strength)
25000
psi
Shading indicates transition region.
NOTE 26:
1. Each table lists allowable pull-out (internal threads) values. SF = 3.0 for D ≤ 0.25"; SF = 2.5 for D ≥ 0.3125". Fastener allowable strength (basic tension and external threads)
needs to be checked separately.
2. For pilot hole sizes refer to tables 21.1 to 21.7
3. Fastener pullout not shown for aluminum thickness less than approximately 2 threads, unless tested at a lesser thickness.
4. Multiple fastener connections and embrittlement need to be checked separately.
AAMA TIR-A9-14
Page 74
TABLE 22.6 (UNC)
6005A-T61
TSA(I)
Nominal
D
Internal
Thread Nominal
Thread
Diameter Thread
Stripping
& Thread Diameter
Area Sq.
Per Inch (Inch)
In./Threa
d
#8-32
0.1640 0.010270
#10-24
#12-24
1/4-20
5/16-18
3/8-16
7/16-14
1/2-13
0.1900
0.2160
0.2500
0.3125
0.3750
0.4375
0.5000
0.016864
0.019273
0.027234
0.037983
0.051581
0.070205
0.086405
Aluminum Thickness (Inches)
0.060
0.072
0.080
0.094
0.125
0.156
0.188
0.250
0.312
0.375
601
740
846
996
1500
1811
2156
2464
750
923
1055
1243
1872
2260
2691
3076
901
1110
1268
1494
2250
2716
3235
3697
Allowable Pullout (Pounds)
117
135
154
178
-----
140
162
184
213
-----
185
214
243
281
-----
217
251
286
331
496
----
288
334
380
440
660
792
---
366
435
495
578
868
1044
1229
1405
446
539
615
720
1083
1305
1545
1766
6005A-T61
FU (Tensile Ultimate Strength)
38000
psi
FY (Tensile Yield Strength)
35000
psi
Shading indicates transition region.
NOTE 27:
1. Each table lists allowable pull-out (internal threads) values. SF = 3.0 for D ≤ 0.25"; SF = 2.5 for D ≥ 0.3125". Fastener allowable strength (basic tension and external threads)
needs to be checked
2. For pilot hole sizes refer to tables 16 to 22
3. Fastener pullout not shown for aluminum thickness less than approximately 2 threads, unless tested at a lesser thickness.
4. Multiple fastener connections and embrittlement need to be checked separately.
5. For 6005-T5 and 6105-T5, divide pull-out values by 1.25. This kt factor is per 2010 ADM (Table A.3.3., and Chapter D and F)
AAMA TIR-A9-14
Page 75
TABLE 22.7 (Spaced Threads)
3003-H14
Aluminum Thickness (Inches)
Nominal
D
Thread Nominal
Diameter Thread
& Thread Diameter
Per Inch (Inch)
0.038
#8-18
#10-16
#12-14
1/4-14
5/16-12
3/8-12
36
42
-----
0.1640
0.1900
0.2160
0.2500
0.3125
0.3750
0.060
0.072
0.080
0.094
0.125
0.156
0.188
0.250
0.312
0.375
313
341
356
413
547
656
446
517
556
644
894
1073
557
645
733
849
1241
1489
669
775
882
1020
1530
1836
Allowable Pullout (Pounds)
57
66
75
86
---
68
79
90
104
---
90
104
118
137
---
105
122
139
161
---
159
162
185
214
---
234
250
253
293
---
3003-H14
FU (Tensile Ultimate Strength)
20000
psi
FY (Tensile Yield Strength)
17000
psi
Shading indicates transition region.
NOTE 28:
1. Each table lists allowable pull-out (internal threads) values. 𝑆𝐹 = 3.0 for D ≤ 0.25"; 𝑆𝐹 = 2.5 for D ≥ 0.3125". Fastener allowable strength (basic tension and external threads)
needs to be checked separately.
2. For pilot hole sizes refer to tables 21.1 to 21.7
3. Fastener pullout not shown for aluminum thickness less than approximately 2 threads, unless tested at a lesser thickness.
4. Multiple fastener connections and embrittlement need to be checked separately.
AAMA TIR-A9-14
Page 76
TABLE 22.8 (Spaced Threads)
5005-H34
Aluminum Thickness (Inches)
Nominal
D
Thread Nominal
Diameter Thread
& Thread Diameter
Per Inch (Inch)
0.038
#8-18
#10-16
#12-14
1/4-14
5/16-12
3/8-12
32
37
-----
0.1640
0.1900
0.2160
0.2500
0.3125
0.3750
0.060
0.072
0.080
0.094
0.125
0.156
0.188
0.250
0.312
0.375
308
332
340
393
503
603
446
517
550
637
869
1042
557
645
733
849
1234
1481
669
775
882
1020
1530
1836
Allowable Pullout (Pounds)
50
58
66
76
---
60
69
79
91
---
79
92
104
121
---
93
108
122
142
---
146
143
163
188
---
226
236
231
267
---
5005-H34
FU (Tensile Ultimate Strength)
20000
psi
FY (Tensile Yield Strength)
15000
psi
Shading indicates transition region.
NOTE 29:
1. Each table lists allowable pull-out (internal threads) values. 𝑆𝐹 = 3.0 for D ≤ 0.25"; 𝑆𝐹 = 2.5 for D ≥ 0.3125". Fastener allowable strength (basic tension and external threads)
needs to be checked separately.
2. For pilot hole sizes refer to tables 21.1 to 21.7
3. Fastener pullout not shown for aluminum thickness less than approximately 2 threads, unless tested at a lesser thickness.
4. Multiple fastener connections and embrittlement need to be checked separately.
AAMA TIR-A9-14
Page 77
TABLE 22.9 (Spaced Threads)
6061-T6
Aluminum Thickness (Inches)
Nominal
D
Thread Nominal
Diameter Thread
& Thread Diameter
Per Inch (Inch)
0.038
#8-18
#10-16
#12-14
1/4-14
5/16-12
3/8-12
74
86
-----
0.1640
0.1900
0.2160
0.2500
0.3125
0.3750
0.060
0.072
0.080
0.094
0.125
0.156
0.188
0.250
0.312
0.375
600
661
700
810
1098
1317
848
982
1066
1233
1732
2079
1058
1226
1393
1613
2366
2840
1272
1473
1675
1938
2908
3489
Allowable Pullout (Pounds)
117
135
154
178
---
140
162
184
213
---
185
214
243
281
---
217
251
286
331
---
319
334
380
440
---
457
495
512
592
---
6061-T6
FU (Tensile Ultimate Strength)
38000
psi
FY (Tensile Yield Strength)
35000
psi
Shading indicates transition region.
NOTE 30:
1. Each table lists allowable pull-out (internal threads) values. 𝑆𝐹 = 3.0 for D ≤ 0.25"; 𝑆𝐹 = 2.5 for D ≥ 0.3125". Fastener allowable strength (basic tension and
external threads) needs to be checked separately.
2. For pilot hole sizes refer to tables 21.1 to 21.7
3. Fastener pullout not shown for aluminum thickness less than approximately 2 threads, unless tested at a lesser thickness.
4. Multiple fastener connections and embrittlement need to be checked separately.
AAMA TIR-A9-14
Page 78
TABLE 22.10 (Spaced Threads)
6063-T5
Aluminum Thickness (Inches)
Nominal
D
Thread Nominal
Diameter Thread
& Thread Diameter
Per Inch (Inch)
0.038
#8-18
#10-16
#12-14
1/4-14
5/16-12
3/8-12
34
39
-----
0.1640
0.1900
0.2160
0.2500
0.3125
0.3750
0.060
0.072
0.080
0.094
0.125
0.156
0.188
0.250
0.312
0.375
338
362
369
427
542
651
491
569
604
699
949
1139
613
710
807
934
1356
1628
736
853
970
1122
1683
2020
Allowable Pullout (Pounds)
53
62
70
81
---
64
74
84
98
---
84
98
111
129
---
99
115
131
151
---
157
153
174
201
---
246
256
248
287
---
6063-T5
FU (Tensile Ultimate Strength)
22000
psi
FY (Tensile Yield Strength)
16000
psi
Shading indicates transition region.
NOTE 31:
1. Each table lists allowable pull-out (internal threads) values. 𝑆𝐹 = 3.0 for D ≤ 0.25"; 𝑆𝐹 = 2.5 for D ≥ 0.3125". Fastener allowable strength (basic tension and external threads)
needs to be checked separately.
2. For pilot hole sizes refer to tables 21.1 to 21.7
3. Fastener pullout not shown for aluminum thickness less than approximately 2 threads, unless tested at a lesser thickness.
4. Multiple fastener connections and embrittlement need to be checked separately.
AAMA TIR-A9-14
Page 79
TABLE 22.11 (Spaced Threads)
6063-T6
Aluminum Thickness (Inches)
Nominal
D
Thread Nominal
Diameter Thread
& Thread Diameter
Per Inch (Inch)
0.038
#8-18
#10-16
#12-14
1/4-14
5/16-12
3/8-12
53
61
-----
0.1640
0.1900
0.2160
0.2500
0.3125
0.3750
0.060
0.072
0.080
0.094
0.125
0.156
0.188
0.250
0.312
0.375
468
509
530
614
809
971
669
775
833
964
1334
1601
835
968
1100
1273
1860
2232
1004
1163
1322
1530
2296
2755
Allowable Pullout (Pounds)
83
96
110
127
---
100
116
132
152
---
132
153
174
201
---
155
180
204
236
---
235
239
271
314
---
350
372
374
433
---
6063-T6
FU (Tensile Ultimate Strength)
30000
psi
FY (Tensile Yield Strength)
25000
psi
Shading indicates transition region.
NOTE 32:
1. Each table lists allowable pull-out (internal threads) values. 𝑆𝐹 = 3.0 for D ≤ 0.25"; 𝑆𝐹 = 2.5 for D ≥ 0.3125". Fastener allowable strength (basic tension and external threads)
needs to be checked separately.
2. For pilot hole sizes refer to tables 21.1 to 21.7
3. Fastener pullout not shown for aluminum thickness less than approximately 2 threads, unless tested at a lesser thickness.
4. Multiple fastener connections and embrittlement need to be checked separately.
AAMA TIR-A9-14
Page 80
TABLE 22.12 (Spaced Threads)
6005A-T61
Aluminum Thickness (Inches)
Nominal
D
Thread Nominal
Diameter Thread
& Thread Diameter
Per Inch (Inch)
0.038
#8-18
#10-16
#12-14
1/4-14
5/16-12
3/8-12
74
86
-----
0.1640
0.1900
0.2160
0.2500
0.3125
0.3750
0.060
0.072
0.080
0.094
0.125
0.156
0.188
0.250
0.312
0.375
600
661
700
810
1098
1317
848
982
1066
1233
1732
2079
1058
1226
1393
1613
2366
2840
1272
1473
1675
1938
2908
3489
Allowable Pullout (Pounds)
117
135
154
178
---
140
162
184
213
---
185
214
243
281
---
217
251
286
331
---
319
334
380
440
---
457
495
512
592
---
6005A-T61
FU (Tensile Ultimate Strength)
38000
psi
FY (Tensile Yield Strength)
35000
psi
Shading indicates transition region.
NOTE 33:
1. Each table lists allowable pull-out (internal threads) values. SF = 3.0 for D ≤ 0.25"; SF = 2.5 for D ≥ 0.3125". Fastener allowable strength (basic tension and external threads)
needs to be checked separately.
2. For pilot hole sizes refer to tables 16 to 22
3. Fastener pullout not shown for aluminum thickness less than approximately 2 threads, unless tested at a lesser thickness.
4. Multiple fastener connections and embrittlement need to be checked separately.
5. For 6005-T5 and 6105-T5, divide pull-out values by 1.25. This 𝑘𝑡 factor is per 2010 ADM (Table A.3.3., and Chapter D and Chapter F).
AAMA TIR-A9-14
Page 81
23.0 FASTENER SELECTION EXAMPLES
NOTE 34: Examples are provided in IP units only since Tables do not include metric fasteners.
EXAMPLE 1
Anchorage components shown in the figure below must resist 600 lbs wind load, acting inwardly or outwardly, applied
horizontally along the edge of the 6 in long, 1/4 in thick extruded 6063-T6 aluminum Z-shape. Using two bolts spaced 2 in
apart, 2 in from the ends of the shape, select a suitable fastener of SAE Grade 2 carbon steel from Table 20.2, which covers
loads for this grade of steel.
1/4" x 1 - 1/8" x 1 - 1/8" x 1 - 1/8"
ALUMINUM "Z". 6063-T6. 6" LONG
Pwl = 600 lbs.
0.5"
1.125"
1/4" A36 STEEL
0.625"
1.125"
PLAN VIEW
FIGURE 23.1: Fastener Selection – Example 1
Referring to Table 20.2, as a first try, select a fastener which can meet one-half of the actual 600 lb shear load (V). A
1� − 20 fastener provides a 398 lb allowable single shear load 𝑉 and a 785 lb allowable tension load (𝑇 ). The single shear
𝐴
𝐴
4
load is adequate. Now check the actual tension load (T).
𝑇=
600(1.125) 600(1.125)
=
= 1350 lbs
0.5
γ(0.5)
𝛾 = 1.0 in this example. 𝛾 is a factor which approximates the increase of stresses in the fastener due to deformations (elastic
and/or plastic) in attached materials. Commonly, the range ≤ 0.67 ≤ 𝛾 ≤ 1.0 is used based on the engineer's judgment.
COMMENT: If in this example the attachment was made to wood, then 𝛾 = 0.67 might be more appropriate and such
analysis would require reassessment of fastener size.
2𝑇𝐴 = 2(758) = 1570
1579 lbs > 1350 lbs
The tension load is adequate, but it is now necessary to check the adequacy of the fastener to resist the combined tension and
shear loads. The Combined Stress Ratio (CSR) is calculated using the interaction equation 7.6 from Section 7.0.
AAMA TIR-A9-14
Page 82
𝑡 2
𝑣 2
𝐶𝑆𝑅 = � � + � � ≤ 1.0
𝑇𝐴
𝑉𝐴
1350� 2
600� 2
2
2� = 0.739 + 0.568 = 1.307
𝐶𝑆𝑅 = �
� +�
785
398
This is greater than 1.0 and, therefore, not adequate. Try the next larger size bolt, 5/16 - 18. From Table 20.2 we find
allowable tension, TA = 1,552, allowable shear VA = 801 lbs., and nominal diameter, d = 0.3125".
1350� 2
600� 2
2
2� = 0.189 + 0.140 = 0.329
𝐶𝑆𝑅 = �
� +�
1,552
801
This is less than 1.0 and is, therefore, adequate. Note, however, that there is minimal clearance between the bolt head (or
washer) and web of the Z.
Inasmuch as this connection is made with two bolts, washers and nuts, there is no need to check the pull-out resistance.
Minimum distance between bolt centers is 2.5 times the nominal diameter, (d) for aluminum; 3 times the nominal diameter is
preferred for steel. For the 5/16-18 bolt, 2.5d = 2.5(.3125) = 0.781 in; 3d = .938 in. Bolts in this example are spaced 2 in
apart, which is satisfactory. Refer to Section 8 for information on minimum spacing and minimum edge distance for both
steel and aluminum.
Minimum edge distance for aluminum; 1.5d = 1.5(0.3125) = 0.469 in. For hole 1/32” larger than bolt, actual distance is 0.484
in (= 0.5” – [1/32”]/2), which is adequate. Note that an edge distance of 2d is needed for full allowable bearing.
Finally, the bearing loads (Section 8.0) on both the steel and aluminum components must be checked.
Based on Table 20.2:
Allowable bearing for 5/16” fastener in 1⁄4” A36 steel:
𝑃𝐴𝐵 = (2 bolt)��1�4���1�8��(2039) = 2(2)(2039) = 8,156 lbs
Allowable bearing for 5/16” Fastener in 1⁄4” 6063-T6 aluminum:
PAB ≥ �1.5�2�(2 bolts)��1�4���1�8��(781) = 0.75(2)(2)(781) = 2,343 lbs
More accurately (see Figure 8.7 and 8.12, respectively):
𝑃𝐴𝐵 (A36 steel) = (2 bolts)(1.2)�5�16��1�4�(58 ksi) = 10,875 lbs total
𝑃𝐴𝐵 (6063 − T6) = �
�0.484"(0.25")(30 𝑘𝑠𝑖)��
1.95� = 1,862 lbs per bolt = 3,724 lbs total
The allowable bearing for both the steel and aluminum components is much greater than the required 600 pounds.
AAMA TIR-A9-14
Page 83
DESCRIPTION
Tension Load
Single Shear Load
Allowable Bearing, Steel
Allowable Bearing, Aluminum
Pullout Resistance (tM)
Combined Stress Ratio (CSR)
Distance Between Bolts, Aluminum
Edge Distance
ALLOWABLE lbs
3,104
1,602
8,156
2,343
---
ACTUAL lbs
1,350
600
600
600
---
REMARKS
Adequate
Adequate
Adequate
Adequate
Not Applicable
≤ 1.0
0.781 in min.
0.469 in min.
0.329
2.000 in
0.484 in
Adequate
Adequate
Adequate
Table 23.1: SUMMARY FOR (2) SAE GRADE 2, 5/16-18 BOLTS
Alternates:
Try ¼-20 (Gr. 5): 𝑉𝐴 = 646 lbs and 𝑇𝐴 = 1,273 lbs per bolt,
𝐶𝑆𝑅 = 0.497 < 1.0, OK
Try #12-24 (Gr. 5): 𝑉𝐴 = 493 lbs and 𝑇𝐴 = 967 lbs per bolt,
𝐶𝑆𝑅 = 0.857 < 1.0, OK
The #12 fastener is the most efficient choice and provides the most clearance.
AAMA TIR-A9-14
Page 84
EXAMPLE 2
Anchorage components shown in the figure below must resist a horizontal wind load (𝑃𝑊 ) of 2,400 lbs, acting either inward
or outward, and a dead load (𝑃𝐷 ) of 1,200 lbs. To resist these loads, select suitable bolts from Table 20.9 that are made of
stainless steel (alloy groups 1, 2 and 3; condition CW). Check the mullion through-bolts for shear and the mullion for bolt
bearing. Bending in the through bolts will be neglected in this example because the 1/32" thickness of the spacers is less than
half of the bolts' effective diameter at the threads. The anchor-to-structure bolts (used as screws installed in tapped holes)
will be evaluated for shear, tension and bearing loads.
FIGURE 23.2: Fastener Selection – Example 2
AAMA TIR-A9-14
Page 85
1) CHECK THE BOLTS CONNECTING THE MULLION TO THE ANCHOR
A) Find the resultant shear at each shear plane of the through bolts.
Total resultant shear load: 𝑉𝑅 = �[(2400)2 + (1200)2 ] = 2,683 lbs
Number of Shear Planes
= 2 (2 bolts) = 4
𝑉
At Each Shear Plane:
𝑣 = 𝑅�4 = 2683�4 = 671 lbs per shear plane
B) Choose diameter of the bolts.
From Table 20.9, the 1/8" thick wall of the 6063-T5 aluminum mullion has an allowable bearing load of 688 lbs at a 3/8-16
bolt. This exceeds the design load of 671 lbs. For shear, the bolt has an allowable single-shear load equal to 1,614 lbs, which
exceeds the 671 lbs design shear load.
From the same table, the allowable bearing for 1/8" A36 steel is 2,447 lbs. For the 1/4" thick A36 steel plates, the allowable
bearing load is thus (0.25 / 0.125)(2447) = 4,894 lbs per shear plane. This is conservative (see Section 8.0 for t > 3/
16").
C) Check the edge distance (center to edge) and spacing (center to center).
Referring to Section 8.0 (comments after Eq. 8.2), pertaining to the allowable bearing values in the tables, the edge distance
(e) in the wind load direction for a bolt bearing on steel must not be less than 1.8 d, which is 1.8 (0.375") = 0.675". This is
less than 1" provided and so is satisfactory. In the dead load direction, the minimum edge distance is also 1.8 𝑑 = 0.675",
which is less than 1" provided (okay). From Section 8.0 (comments preceding Table 8.1), the preferred minimum bolt
spacing for steel (𝑡 > 3/16") is 3 d, which is 3 (0.375") = 1.125" < 2" provided, which is adequate.
Referring to Section 8.0, the minimum bolt spacing for aluminum is 2.5 d, which equals 2.5 (0.375") = 0.938". This is less
than the 2" spacing provided and thus is satisfactory.
Description
Tension Load
Single Shear Load
Bearing on Steel
Bearing on Aluminum
Pull-out
Combined Stress Ratio
Bolt Spacing (c/c): Steel
Bolt Spacing (c/c): Aluminum
Edge Distance: Vertical
Edge Distance: Horizontal
Allowable
--4(1614) = 6,456 lbs
4(4894) = 19,576 lbs
4(688) = 2,752 lbs
----1.125" min.
0.938" min.
0.675" min.
0.675" min.
Actual
--2,683 lbs
2,683 lbs
2,683 lbs
----2"
2"
1"
1"
Remark
Not Applicable
Adequate
Adequate
Adequate
Not Applicable
Not Applicable
Adequate
Adequate
Adequate
Adequate
Table 23.2: SUMMARY: (2) 3/8-16 BOLTS [STAINLESS STEEL: ALLOY GROUPS 1, 2 & 3; CONDITION CW]
2) CHECK THE BOLTS CONNECTING THE ANCHOR TO THE STRUCTURE
A) Determine the forces in each bolt, due to dead load and wind load. Refer to Figure 23.2 for this example.
𝑣𝐷= 1200⁄2 = 600 lbs per bolt; (Shear due to dead load)
𝑡𝑊 = 2400⁄2 = 1,200 lbs per bolt; (Tension due to outward wind load)
Use a factor (𝛾) to account for the centroid location of the compression reaction, due to eccentricity of the dead load, below
the bolts. Assume a rectangular strip for the compression zone whose bottom edge is approximately flush with the anchor's
bottom edge. To limit the contact stress and allow for flatness tolerances, use 𝛾 = 0.95. Depending on the connected
materials and engineering judgment, 𝛾 may range from 0.67 (e.g., a triangular stress distribution) to slightly less than 1. Thus
the tension due to the eccentric dead load can be determined as follows:
AAMA TIR-A9-14
Page 86
𝑡𝐷 = 𝑃𝐷 (5")⁄[2" (γ) (2 bolts)] = 1200(5)[2 (0.95) (2) ] = 1,579 lbs per bolt
The total tension force in each bolt is:
𝑡 = 𝑡𝑊 + 𝑡𝐷 = 1200 + 1579 = 2,779 lbs per bolt
The total tension force for two bolts is: T = 2 (2779) = 5,558 lbs
NOTE 35: In this example, due to the bending strength of the 3/4" thick anchor plate, there is no prying to cause added
tension in the bolts. See the calculation procedure in the AISC Manual (14th ed., pages 9-10 and 9-11), for angle-like
connecting elements.
B) Select the diameter of the bolts.
Referring to Table 20.9, a 1/2-13 bolt has an allowable single shear of 2,984 lbs (exceeds 600 lbs per bolt and so is
satisfactory) and an allowable tension of 5,676 lbs (greater than 2,779 lbs per bolt and thus okay). Because shear and tension
act on each bolt simultaneously, it is necessary to check the combined stress ratio (CSR). This interaction may be calculated
using Eq. 7.6 (last equation in Section 7.0):
2
2
2
𝐶𝑆𝑅 = �𝑣�𝑉 � + �𝑡�𝑇 � = �600 �2984� + �2779 �5676�
𝐴
𝐴
2
= 0.040 + 0.240 = 0.280 < 1.0
This is less than 1.0 and is thus adequate. Using Table 20.9, the bearing and pull-out allowable values can also be checked.
For 1/8" thick A36 steel, this bolt (1/2-13) has an allowable bearing load of 3,263 lbs. For 1/2" thick A36 steel, the allowable
bearing is (0.5" / 0.125") (3263) = 13,052 lbs. This exceeds 600 lbs per bolt and is acceptable. The allowable value is
conservative (see Section 8.0 for t > 3/16"). Table 20.9 also lists allowable tension values for fasteners installed in tapped
holes in 3/8" thick steel, which is less than the 1/2" thickness provided. For this bolt, the allowable pull-out is 5,642 lbs,
which exceeds 2,779 lbs and is adequate.
C) Check the edge distance (center to edge) and spacing (center to center)
Referring to Section 8.0 (comments after Eq. 8.2), the edge distance (e) in the dead load direction for a bolt must not be less
than 1.8 d: 1.8 (0.5") = 0.90" < 2" provided, which is satisfactory. Based on Table 8.1, the minimum edge distance (eM),
from the hole center to the edge that is parallel to the load, must be at least 3/4". This is less than the 1" dimension provided
and is adequate.
Referring to the comments prior to Table 8.1, the preferred minimum bolt spacing for steel is 3 d: 3 (0.5") = 1.5". This is
less than 6.0625" provided, which is adequate.
Description
Allowable
Actual
Remark
Tension Load
Single Shear Load
Bearing on Steel
Bearing on Aluminum
Pull-out
2(5676) = 11,352 lbs
2(2984) = 5,968 lbs
2(13052) = 26,104 lbs
--2(5642) = 11,284 lbs
5,558 lbs
1,200 lbs
1,200 lbs
--5,558
Adequate
Adequate
Adequate
Not Applicable
Adequate
0.280
6.0625"
2"
1"
Adequate
Adequate
Adequate
Adequate
Combined Stress Ratio
Bolt Spacing (c/c): Steel
Edge Distance: Vertical
Edge Distance: Horizontal
≤ 1.000
1.50" min.
0.90" min.
0.75" min.
Table 23.3: SUMMARY: (2) 1/2-13 BOLTS [STAINLESS STEEL: ALLOY GROUPS 1, 2 & 3; CONDITION CW]
Clearly, the 1/2-13 bolts are conservative for this example. An additional iteration of design would find that certain smaller
fasteners (i.e., 7/16-14 and 3/8-16) are also adequate, but loaded much closer to their allowable values.
AAMA TIR-A9-14
Page 87
24.0 APPENDIX (Screw Engagement in Screw Chase; Sliding Friction in Screw
Chase; Thread Root Area)
DERIVATION OF EQUATION FOR DETERMINING SCREW ENGAGEMENT IN SCREW CHASE (per thread)
FIGURE 24.1
FIGURE 24.2
𝑎 = Angle defining limits of screw engagement, in screw chase, (degrees)
𝐴𝑒 = Total area of screw thread engagement in screw chase for one thread, (sq in.)
𝐴𝑡ℎ = Projected thread area of fastener =𝜋(𝑅2 − r 2 ),(sq in. )
𝑅 = Major radius of screw thread = 𝐷�2, (in.)
𝑟 = Minor radius of screw thread, (in.)
𝐴
𝑅𝑒 = Ratio of engaged thread area to total thread area in screw chase = 𝑒�𝐴
𝑡ℎ
2𝑏 = Length of engagement, (in.)
Referring to Figure 24.1 we find the area of the screw thread engagement, (𝐴𝑒 ) to be:
(24.1)
But,
(24.2, 24.3)
𝐴𝑒 = 𝜋𝑅2 �𝑎�180� − 2𝑏𝑟
𝑏 = 𝑅��sin�𝑎�2��� 𝑎𝑛𝑑 𝑟 = 𝑅 cos�𝑎�2�
Substituting these into the first equation:
(24.4)
𝐴𝑒 = 𝜋𝑅2 �𝑎�180� − 2𝑅2 sin�𝑎�2� cos�𝑎�2�
Then, by trigonometric identity,
(24.5)
Thus,
(24.6, 24.7)
2 sin�𝑎�2� cos�𝑎�2� = sin 𝑎
𝐴𝑒 = 𝜋𝑅2 �𝑎�180� − 𝑅2 sin 𝑎 = 𝑅2 �𝜋�𝑎�180� − sin 𝑎�
Again, referring to Figure 1, fastener thread area Ath is
(24.8)
𝐴𝑡ℎ = 𝜋(𝑅2 − r 2 )
AAMA TIR-A9-14
Page 88
Ratio of engaged thread area to total thread area then becomes:
(24.9, 24.10)
But,
(24.11)
So that,
(24.12)
Then:
(24.13)
𝑅𝑒 =
𝐴𝑒
𝐴𝑡ℎ
= 𝑅2 ��𝜋�𝑎�180� − sin 𝑎�⁄[𝜋(𝑅2 − 𝑟 2 )]�
[𝑎 ⁄ 2] = cos −1 �𝑟�𝑅 �
𝑎 = 2 cos −1 �𝑟�𝑅�
𝜋
𝑅𝑒 = 𝑅2 �180
𝑟
𝑟
�2 cos−1 �𝑅��−sin�2 cos−1 �𝑅��
𝜋(𝑅 2 −r2 )
�
DERIVATION OF EQUATION FOR DETERMINING SLIDING FRICTION IN SCREW CHASE
Equation (24.14) below, considering friction for screws with V-threads in threaded round holes, is taken from Chapter 3 of
Mark's Mechanical Engineers' Handbook.
(24.14)
𝑉𝑟ℎ = {𝐹[𝑃 ± (2𝜋𝑟𝑚 𝑓 sec 𝑐)]}⁄[2𝜋𝑟𝑚 ∓ (𝑃𝑓 sec 𝑐)]
From (24.14) we can derive the equation for lateral resistance to sliding of a screw in a screw chase where:
FIGURE 24.2
where:
𝑐 = ½ the angle between the faces of a thread, (degrees)
𝐹 = Tensile force exerted by tightening screw, in screw chase (lb.)
𝑓 = Coefficient of friction. For mild steel on aluminum, 𝑓 = 0.47.
𝑃 = Pitch of screw, 1/𝑁 = Pitch, (in.)
𝑅 = Major radius of screw thread, (in.)
𝑟 = Minor radius of screw thread, (in.)
𝑅𝑒 = Ratio of area of screw thread engagement in screw chase from Equation 24.13.
AAMA TIR-A9-14
Page 89
(𝑅 + 𝑟)�
𝑟𝑚 = mean radius of screw thread, (in.) =
2
𝑉𝑠𝑓 = Ultimate lateral frictional resistance to sliding of a screw in a screw chase parallel to walls (length) of
chase, (lb.). Shear factor for determining resistance of screw in screw chase parallel to walls (length) of chase,
(lb.).
𝑇 = Torque on screw or bolt = (𝐿𝑟𝑚 ), (lb − in. )
Referring to Figure 24.2 we find:
(24.15)
But,
(24.16)
So that,
(24.17)
sec 𝑐 =
17𝐻
24
2
�𝐻 2 +�𝑃�
𝐻
2
= (𝑅 − 𝑟)
𝐻 = (24�17)(𝑅 − 𝑟)
NOTE 36: The equations from the original published document have been updated to the following simplified
forms.
(24.18)
Also,
(24.19)
2
2
���24� (𝑅 − 𝑟)� + �𝑃 �
2
17
sec 𝑐 =
24
� � (𝑅 − 𝑟)
17
2
���24� (𝑅 − 𝑟)� + (8.5𝑃)2
17
sec 𝑐 =
(24)(𝑅 − 𝑟)
Substituting (24.18) and (24.19) into (24.14) we get:
(24.20)
(24.21)
(24.22)
(24.23)
(24.24)
𝑆 = sec 𝑐
𝐹=
𝑇
𝑟𝑚
𝑇
𝑉𝑟ℎ = � � [𝑃 ± 2𝜋𝑟𝑚 𝑓𝑆] 𝑉𝑠𝑓 �2𝜋𝑟𝑚 ∓ 𝑃𝑓𝑆
𝑟𝑚
𝑉𝑠𝑓 = 𝑉𝑟ℎ 𝑅𝑒
𝑇
𝑉𝑠𝑓 = 𝑅𝑒 � � [𝑃 ± 2𝜋𝑟𝑚 𝑓𝑆] 𝑉𝑠𝑓 �2𝜋𝑟𝑚 ∓ 𝑃𝑓𝑆
AAMA TIR-A9-14
𝑟𝑚
Page 90
FIGURE 24.3
FIGURE 24.4
The ultimate lateral frictional resistance as given by Equation 24.22 is used to determine the shear strength of a screw in a
screw chase when loaded parallel to the walls (length) of the screw chase. Equation 24.22 is expressed in terms of the torque;
the major, mean and minor radii of the screw; the pitch of the screw; and the coefficient of friction between the fastener metal
and the aluminum extrusion. To determine an allowable design value, divide 𝑉𝑠𝑓 by a suitable safety factor. A safety factor of
2.34 is recommended.
DERIVATION OF EQUATION FOR THREAD ROOT AREA, A(R)
𝑁 = Number of threads per inch
𝑃 = Pitch of screw = 1�N , (in.)
𝐷 = Nominal Diameter, (in. )
𝐾 = Basic Minor Diameter, in. 𝐾 = 𝐷 − 2 �17�24� 𝐻, (in.)
𝐶 = 30°
𝐻 = 𝑃 sin 60° = 0.866 𝑃 = �0.866�𝑁�
17 0.866
1.2269
𝐾 = 𝐷 − 2� ��
�=𝐷−
, (in. )
24
𝑁
𝑁
1.2269 2
𝜋 �𝐷 −
�
1.2269 2
𝑁
𝐴(𝑅) = Thread Root Area =
= 0.7854 �𝐷 −
� , (sq. in. )
4
𝑁
AAMA TIR-A9-14
Page 91
25.0 APPLICABLE DOCUMENTS
25.1 References to the standards listed below shall be to the edition indicated. Any undated reference to a code or standard
appearing in the requirements of this standard shall be interpreted as to referring to the latest edition of that code or standard.
25.1.1 ALUMINUM ASSOCIATION (AA)
"Aluminum Design Manual, Part 1, Chapter J - Specification for Aluminum Structures", 2010
25.1.2 AMERICAN INSTITUTE OF STEEL CONSTRUCTION (AISC)
"Steel Construction Manual," Fourteenth Edition
25.1.3 AMERICAN IRON AND STEEL INSTITUTE (AISI)
“North American Specification for the Design of Cold-Formed Steel Structural Members”, – 2007
“Cold-Formed Steel Design Manual” - 2008
25.1.4 AMERICAN NATIONAL STANDARDS INSTITUTE (ANSI)
ANSI/ASME B1.1-2003, Unified Inch Screw Threads (UN and UNR Thread Forms)
25.1.5ASTM International
ASTM A143/A143M-07, Standard Practice for Safeguarding Against Embrittlement of Hot-Dip Galvanized Structural Steel
Products and Procedure for Detecting Embrittlement
ASTM A153/A153M-09 Standard Specification for Zinc Coating (Hot-Dip) on Iron and Steel Hardware
ASTM A 307-12, Standard Specification for Carbon Steel Bolts, Studs, and Threaded Rod 60 000 PSI Tensile Strength
ASTM A325-10e1 Standard Specification for Structural Bolts, Steel, Heat Treated, 120/105 ksi Minimum Tensile Strength
ASTM A449-10 Standard Specification for Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120/105/90 ksi Minimum
Tensile Strength, General Use
ASTM A490-12 Standard Specification for Structural Bolts, Alloy Steel, Heat Treated, 150 ksi Minimum Tensile Strength
ASTM A563-07a Standard Specification for Carbon and Alloy Steel Nuts
ASTM B201-80(2009)e1 Standard Practice for Testing Chromate Coatings on Zinc and Cadmium Surfaces
ASTM B456-11e1 Standard Specification for Electrodeposited Coatings of Copper Plus Nickel Plus Chromium and Nickel
Plus Chromium
ASTM B633-13 Standard Specification for Electrodeposited Coatings of Zinc on Iron and Steel
ASTM B695-04(2009) Standard Specification for Coatings of Zinc Mechanically Deposited on Iron and Steel
ASTM B696-00(2009) Standard Specification for Coatings of Cadmium Mechanically Deposited
ASTM B766-86(2008) Standard Specification for Electrodeposited Coatings of Cadmium
ASTM F593-13a Standard Specification for Stainless Steel Bolts, Hex Cap Screws, and Studs
AAMA TIR-A9-14
Page 92
ASTM F606-13 Standard Test Methods for Determining the Mechanical Properties of Externally and Internally Threaded
Fasteners, Washers, Direct Tension Indicators, and Rivets
25.1.6 AMERICAN SOCIETY OF CIVIL ENGINEERS (ASCE)
ASCE/SEI 7-10, "Minimum Design Loads for Buildings and Other Structures", 2010
ASCE/SEI 8-02, "Specification for the Design of Cold-Formed Stainless Steel Structural Members", 2002
25.1.7 INDUSTRIAL FASTENERS INSTITUTE (IFI)
"Inch Fastener Standards," Eighth Edition
“Metric Fastener Standards,” Third Edition
25.1.8 INDUSTRIAL PRESS, INC.
"Machinery's Handbook", 27th Edition
25.1.9 MCGRAW-HILL BOOK COMPANY
"Marks' Standard Handbook for Mechanical Engineers" Eleventh Edition
25.1.10 SOCIETY OF AUTOMOTIVE ENGINEERS (SAE)
J429-201304, Mechanical and Material Requirements for Externally Threaded Fasteners.
J2295-200605, Fastener Part Standard – Cap Screws, Hex Bolts and Hex Nuts (Inch Dimensioned)
J78-201304, Steel Self-Drilling Tapping Screws.
AAMA TIR-A9-14
Page 93
26.0 ACKNOWLEDGEMENTS
The American Architectural Manufacturers Association (AAMA) would like to thank the following for their permission to
use their content in this design guide:
American Institute of Steel Construction (AISC)
One East Wacker Drive Suite 700
Chicago, IL 60601-1802
312.670.2400
www.aisc.org
ASTM International (ASTM)
100 Barr Harbor Drive
West Conshohocken, PA 19428
610.832.9585
www.astm.org
Society of Automotive Engineers (SAE)
400 Commonwealth Drive
Warrendale, PA 15096
724.776.4841
www.sae.org
The Aluminum Association
1525 Wilson Boulevard, Suite 600
Arlington, VA 22209
703.358.2960
www.aluminum.org
AAMA TIR-A9-14
Page 94
Changes from AAMA TIR A9-91 to AAMA TIR A9-14
- Updated Title from “Metal Curtain Wall Fasteners” to “Design Guide for Metal Cladding Fasteners”
- Updated and relocated Symbols section
- Added extensive information on Hydrogen Embrittlement to the Protection Against Corrosion section.
- Added new Safety Factors Section with a thorough explanation on how the safety factors were derived for the range of
fastener diameters.
- Updated information in Fastener Load Tables Commentary found in Section 7.0.
- Expanded information in Allowable Bearing at Bolt Holes to include screws and screw tilting in various thicknesses and
substrates.
- Updated and expanded information in Pull-out Strength Section to include equations for thick, thin, and transition regions
and includes thread stripping of internal and external threads.
- New Pull-out Strength Tables incorporated from the 2000 addendum.
- New Pull-over of Screw Head section incorporating equation from the ADM 2010 for aluminum substrates and the AISI
specification for cold-formed steel substrates.
- Added Figures 17.1, 17.2, and 17.3 which demonstrate graphically the Allowable Tension vs. Thickness for various
substrates and a given ¼-20 fastener.
- Updates to various sketches and equation formatting.
- Updated Sample Calculations for Load Tables and added Figures.
- Updated Carbon Steel Fastener Materials and Stainless Steel Fastener Materials Tables to more current versions and
sources.
- Updated all Tables in Section 20 to reflect new and updated equations.
- Updates examples in the Appendix
- Updated all Applicable Documents and relocated to the back.
AAMA TIR-A9-14
Page 95
American Architectural Manufacturers Association
1827 Walden Office Square, Suite 550
Schaumburg, IL 60173
PHONE (847)303-5664 FAX (847)303-5774
EMAIL webmaster@aamanet.org
WEBSITE www.aamanet.org
 0
0
advertisement
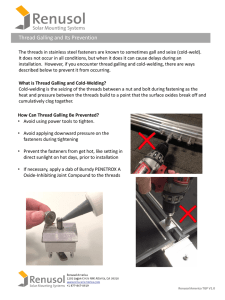
Download
advertisement
Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users