Source: MACHINE DESIGN DATABOOK
CHAPTER
1
PROPERTIES OF ENGINEERING
MATERIALS
SYMBOLS5;6
a
Aj
Af
A0
Ar
Bhn
d
D
E
f"
f
F
G
HB
lf
lj
l0
Q
RB
RC
area of cross section, m2 (in2 )
original area of cross section of test specimen, mm2 (in2 )
area of smallest cross section of test specimen under load Fj , m2
(in2 )
minimum area of cross section of test specimen at fracture, m2
(in2 )
original area of cross section of test specimen, m2 (in2 )
percent reduction in area that occurs in standard test
specimen
Brinell hardness number
diameter of indentation, mm
diameter of test specimen at necking, m (in)
diameter of steel ball, mm
modulus of elasticity or Young’s modulus, GPa
[Mpsi (Mlb/in2 )]
strain fringe (fri) value, mm/fri (min/fri)
stress fringe value, kN/m fri (lbf/in fri)
load (also with subscripts), kN (lbf)
modulus of rigidity or torsional or shear modulus, GPa
(Mpsi)
Brinell hardness number
final length of test specimen at fracture, mm (in)
gauge length of test specimen corresponding to load Fj , mm
(in)
original gauge length of test specimen, mm (in)
figure of merit, fri/m (fri/in)
Rockwell B hardness number
Rockwell C hardness number
Poisson’s ratio
normal stress, MPa (psi)
The units in parentheses are US Customary units
[e.g., fps (foot-pounds-second)].
1.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
1.2
CHAPTER ONE
b
c
s
t
sf
0sf
transverse bending stress, MPa (psi)
compressive stress, MPa (psi)
strength, MPa (psi)
tensile stress, MPa (psi)
endurance limit, MPa (psi)
endurance limit of rotating beam specimen or R R Moore
endurance limit, MPa (psi)
endurance limit for reversed axial loading, MPa (psi)
endurance limit for reversed bending, MPa (psi)
compressive strength, MPa (psi)
tensile strength, MPa (psi)
ultimate stress, MPa (psi)
ultimate compressive stress, MPa (psi)
ultimate tensile stress, MPt (psi)
ultimate strength, MPA (psi)
ultimate compressive strength, MPa (psi)
ultimate tensile strength, MPa (psi)
yield stress, MPa (psi)
yield compressive stress, MPa (psi)
yield tensile stress, MPa (psi)
yield compressive strength, MPa (psi)
yield tensile strength, MPa (psi)
torsional (shear) stress, MPa (psi)
shear strength, MPa (psi)
ultimate shear stress, MPa (psi)
ultimate shear strength, MPa (psi)
yield shear stress, MPa (psi)
yield shear strength, MPa (psi)
torsional endurance limit, MPa (psi)
0sfa
0sfb
sc
su
u
uc
ut
su
sb
u
suc
sut
y
yc
yt
syc
syt
s
u
su
y
sy
sf0
SUFFIXES
a
b
c
f
s
t
u
y
axial
bending
compressive
endurance
strength properties of material
tensile
ultimate
yield
ABBREVIATIONS
AISI
ASA
AMS
ASM
ASME
ASTM
BIS
BSS
DIN
ISO
American Iron and Steel Institute
American Standards Association
Aerospace Materials Specifications
American Society for Metals
American Society of Mechanical Engineers
American Society for Testing Materials
Bureau of Indian Standards
British Standard Specifications
Deutsches Institut für Normung
International Standards Organization
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
PROPERTIES OF ENGINEERING MATERIALS
SAE
UNS
1.3
Society of Automotive Engineers
Unified Numbering system
Note: and with subscript s designates strength properties of material used in the design which will be used and
observed throughout this Machine Design Data Handbook. Other factors in performance or in special aspects are
included from time to time in this chapter and, being applicable only in their immediate context, are not given at
this stage.
Particular
Formula
For engineering stress-strain diagram for ductile steel,
i.e., low carbon steel
Refer to Fig. 1-1
For engineering stress-strain diagram for brittle
material such as cast steel or cast iron
The nominal unit strain or engineering strain
Refer to Fig. 1-2
The numerical value of strength of a material
"¼
lf l0 l lf
A0 Af
¼
¼ 1¼
l0
l0
l0
A0
ð1-1Þ
where lf ¼ final gauge length of tension test
specimen,
l0 ¼ original gauge length of tension test
specimen.
F
ð1-2Þ
s ¼
A
where subscript s stands for strength.
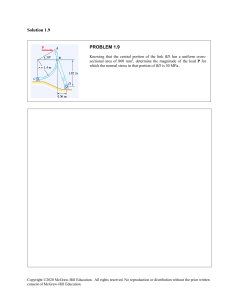
Point P is the proportionality
limit. Y is the upper yield limit.
E is the elastic limit. Y 0 is the
lower yield point. U is the
ultimate tensile strength point.
R is the fracture or rupture
strength point. R0 is the true
fracture or rupture strength
point.
FIGURE 1-1 Stress-strain diagram for ductile material.
Subscript s stands for strength.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
1.4
CHAPTER ONE
Particular
Formula
¼
The nominal stress or engineering stress
F
A0
ð1-3Þ
where F ¼ applied load.
F
tru ¼ 0 ¼
Af
The true stress
Bridgeman’s equation for actual stress (act ) during r
radius necking of a tensile test specimen
where Af ¼ actual area of cross section or
instantaneous area of cross-section of
specimen under load F at that instant.
cal
act ¼ ð1-5Þ
4r
d
ln 1 þ
1þ
d
4r
"tru ¼ "0 ¼
The true strain
l1
l2
þ
l0
l0 þ l1
þ
¼
Integration of Eq. (1-6) yields the expression for true
strain
From Eq. (1-1)
The relation between true strain and engineering
strain after taking natural logarithm of both sides of
Eq. (1-8)
Eq. (1-9) can be written as
ð1-4Þ
"tru ¼ ln
l3
þ l0 þ l1 þ l2
ð1-6aÞ
dli
li
ð1-6bÞ
ð lf
l0
lf
l0
ð1-7Þ
lf
¼1þ"
l0
lf
ln
¼ lnð1 þ "Þ or "tru ¼ lnð1 þ "Þ
l0
ð1-8Þ
" ¼ e"tru 1
ð1-10Þ
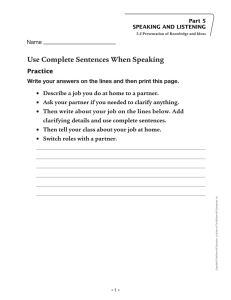
There is no necking at fracture for
brittle material such as cast iron or low
cast steel.
FIGURE 1-2 Stress-strain curve for a brittle material.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð1-9Þ
PROPERTIES OF ENGINEERING MATERIALS
PROPERTIES OF ENGINEERING MATERIALS
Particular
Percent elongation in a standard tension test specimen
Reduction in area that occurs in standard tension test
specimen in case of ductile materials
Percent reduction in area that occurs in standard
tension test specimen in case of ductile materials
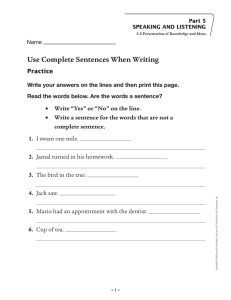
For standard tensile test specimen subject to various
loads
1.5
Formula
lf l0
ð100Þ
l0
A0 Af
Ar ¼
A0
A0 Af
ð100Þ
Ar100 ¼
A0
"100 ¼
ð1-11Þ
ð1-12Þ
ð1-13Þ
Refer to Fig. 1-3.
FIGURE 1-3 A standard tensile specimen subject to various
loads.
The standard gauge length of tensile test specimen
pffiffiffi
l0 ¼ 6:56 a
ð1-14Þ
lf A0 d02
¼
¼
l0 Af df2
ð1-15Þ
lf
d
¼ 2 ln 0
l0
df
ð1-16Þ
The volume of material of tensile test specimen
remains constant during the plastic range which is
verified by experiments and is given by
A0 l0 ¼ Af lf
or
Therefore the true strain from Eqs. (1-7) and (1-15)
"tru ¼ ln
The true strain at rupture, which is also known as the
true fracture strain or ductility
where df ¼ minimum diameter in the gauge length
lf of specimen under load at that
instant,
Ar ¼ minimum area of cross section of
specimen under load at that instant.
1
"ftru ¼ ln
ð1-17Þ
1 Ar
A0
Af
¼ ln
where Af is the area of cross-section of specimen at
fracture.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
1.6
CHAPTER ONE
Particular
Formula
Refer to Table 1-1A for values of "ftru of steel and
aluminum.
From Eqs. (1-9) and (1-16)
Substituting Eq. (1-18) in Eq. (1-4) and using Eq. (1-3)
the true stress
From experimental results plotting true-stress versus
true-strain, it was found that the equation for plastic
stress-strain line, which is also called the strainstrengthening equation, the true stress is given by
A0
¼1þ"
Af
or Af ¼
A0
1þ"
ð1-18Þ
tru ¼ ð1 þ "Þ ¼ e"tru
ð1-19Þ
tru ¼ 0 "ntrup
ð1-20Þ
where 0 ¼ strength coefficient,
n ¼ strain hardening or strain
strengthening exponent,
"trup ¼ true plastic strain.
Refer to Table 1-1A for 0 and n values for steels and
other materials.
The load at any point along the stress-strain curve
(Fig 1-1)
F ¼ s A0
ð1-21Þ
The load-strain relation from Eqs. (1-20) and (1-2)
F ¼ 0 A0 "ntru e"tru
ð1-22Þ
Differentiating Eq. (1-22) and equating the results to
zero yields the true strain equals to the strain hardening exponent which is the instability point
"u ¼ n
ð1-23Þ
The stress on the specimen which causes a given
amount of cold work W
w ¼ 0 ð"w Þn ¼
The approximate yield strength of the previously
cold-worked specimen
The approximate yield strength since A0w ¼ Aw
Fw
Aw
ð1-24Þ
where Aw ¼ actual cross-sectional area of the
specimen,
Fw ¼ applied load.
F
ð1-25Þ
ðsy Þw ¼ w0
Aw
where Aw ¼ A0w ¼ the increased cross-sectional
area of specimen because of the elastic recovery
that occurs when the load is removed.
F
ð1-26Þ
ðsy Þw ¼ w0 w
Aw
By substituting Eq. (1-26) into Eq. (1-24)
ðsy Þw ¼ 0 ð"w Þn
The tensile strength of a cold worked material
ðsu Þw ¼
Fu
A0w
ð1-27Þ
ð1-28Þ
where Aw ¼ Au , Fu ¼ A0 ðsu Þ0 ,
su ¼ tensile strength of the original
non-cold worked specimen,
A0 ¼ original area of the specimen.
The percent cold work associated with the deformation of the specimen from A0 to A0w
A0 A0w
A A0w
ð100Þ or w ¼ 0
A0
A0
W
where w ¼
100
W¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð1-29Þ
PROPERTIES OF ENGINEERING MATERIALS
PROPERTIES OF ENGINEERING MATERIALS
Particular
For standard tensile specimen at stages of loading A0w
is given by equation
Formula
A0w ¼ A0 ð1 wÞ
Eq. (1-31) can also be expressed as
ðsu Þ0
1w
ðsu Þw ¼ ðsu Þ0 e"tru
The modulus of toughness
Valid for Aw Au or "w "u .
ð "r
Tm ¼
s d"
Expression for ðsu Þw after substituting Eq. (1-28)
1.7
ðsu Þw ¼
0
ð1-30Þ
ð1-31Þ
ð1-32Þ
ð1-33aÞ
s þ su
ð1-34bÞ
"r
2
where "r ¼ "u ¼ strain associated with incipient
fracture.
HARDNESS
The Vicker’s hardness number (HV ) or the diamond
pyramid hardness number (Hp )
The Knoop hardness number
The Meyer hardness number, HM
2F sinð=2Þ 1:8544F
¼
ð1-35Þ
d2
d2
where F ¼ load applied, kgf,
¼ face angle of the pyramid, 1368,
d ¼ diagonal of the indentation, mm,
HV in kgf/mm2 .
F
HK ¼
ð1-36Þ
0:07028d 2
where d ¼ length of long diagonal of the projected
area of the indentation, mm,
F ¼ load applied, kgf,
0:07028 ¼ a constant which depends on one of
angles between the intersections of the
four faces of a special rhombic-based
pyramid industrial diamond indenter
172.58 and the other angle is 1308,
HK in kgf/mm2 .
HV ¼
HM ¼
4F
d 2 =4
ð1-37Þ
where F ¼ applied load, kgf,
d ¼ diameter of indentation, mm,
HM in kgf/mm2 .
The Brinell hardness number HB
HB ¼
2F
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
D½D D2 d 2 ð1-38Þ
where F in kgf, d and D in mm, HB in kgf/mm2 .
The Meyer’s strain hardening equation for a given
diameter of ball
F ¼ Ad p
ð1-39Þ
where F ¼ applied load on a spherical indenter,
kgf,
d ¼ diameter of indentation, mm,
p ¼ Meyer strain-hardening exponent.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
1.8
CHAPTER ONE
Particular
Formula
The relation between the diameter of indentation d
and the load F according to Datsko1;2
F ¼ 18:8d 2:53
ð1-40Þ
The relation between Meyer strain-hardening exponent p in Eq. (1-39) and the strain-hardening exponent
n in the tensile stress-strain Eq. ¼ 0 "n
p2¼n
ð1-41Þ
The ratio of the tensile strength (su ) of a material to
its Brinell hardness number (HB ) as per experimental
results conducted by Datsko1;2
For the plot of ratio of (su =HB Þ ¼ KB against the
strain-strengthening exponent n (1)
where p ¼ 2.25 for both annealed pure aluminum
and annealed 1020 steel,
p ¼ 2 for low work hardening materials such
as pH stainless steels and all cold rolled
metals,
p ¼ 2.53 experimentally determined value of
70-30 brass.
su
KB ¼
ð1-42Þ
HB
Refer to Fig. 1-4 for KB vs n for various ratios of
ðd=DÞ.
FIGURE 1-4 Ratio of ðsu =HB Þ ¼ KB vs strain strengthening exponent n.
The relationship between the Brinell hardness number
HB and Rockwell C number RC
RC ¼ 88HB0:162 192
The relationship between the Brinell hardness number
HB and Rockwell B number RB
RB ¼
HB 47
0:0074HB þ 0:154
ð1-43Þ
ð1-44Þ
Courtesy: Datsko, J., Materials in Design and Manufacture, J. Datsko Consultants, Ann Arbor, Michigan, 1978, and Standard
Handbook of Machine Design, McGraw-Hill Book Company, New York, 1996.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
PROPERTIES OF ENGINEERING MATERIALS
Particular
1.9
Formula
The approximate relationship between ultimate tensile
strength and Brinell hardness number of carbon and
alloy steels which can be applied to steels with a Brinell
hardness number between 200HB and 350HB only1;2
sut ¼ 3:45HB
SI
ð1-45aÞ
USCS
ð1-45bÞ
The relationship between the minimum ultimate
strength and the Brinell hardness number for steels
as per ASTM
sut ¼ 3:10HB
SI
ð1-46aÞ
USCS
ð1-46bÞ
The relationship between the minimum ultimate
strength and the Brinell hardness number for cast
iron as per ASTM
sut ¼ 1:58HB 86:2
MPa
SI
ð1-47aÞ
¼ 230HB 12500 psi
USCS
ð1-47bÞ
The relationship between the minimum ultimate
strength and the Brinell hardness number as per
SAE minimum strength
sut ¼ 2:60HB 110
MPa
SI
ð1-48aÞ
¼ 237:5HB 16000 psi
USCS
ð1-48bÞ
In case of stochastic results the relation between HB
and sut for steel based on Eqs. (1-45a) and (1-45b)
sut ¼ ð3:45; 0:152ÞHB
SI
ð1-49aÞ
USCS
ð1-49bÞ
In case of stochastic results the relation between
HB and sut for cast iron based on Eqs. (1-47a) and
(1-47b)
sut ¼ 1:58HB 62 þ ð0; 10:3Þ MPa
¼ 500HB
¼ 450HB
MPa
psi
MPa
psi
¼ ð500; 22ÞHB
MPa
psi
SI
ð1-50aÞ
USCS
ð1-50bÞ
¼ 230HB 9000 þ ð0; 1500Þ psi
Relationships between hardness number and tensile
strength of steel in SI and US Customary units [7]
Refer to Fig. 1.5.
The approximate relationship between ultimate
shear stress and ultimate tensile strength for various
materials
su ¼ 0:82sut
for wrought steel
ð1-51aÞ
su ¼ 0:90sut
for malleable iron
ð1-51bÞ
su ¼ 1:30sut
for cast iron
ð1-51cÞ
su ¼ 0:90sut
for copper and copper alloy ð1-51dÞ
su ¼ 0:65sut
for aluminum and aluminum alloys
ð1-51eÞ
The tensile yield strength of stress-relieved (not coldworked) steels according to Datsko1;2
sy ¼ ð0:072sut 205Þ MPa
The equation for tensile yield strength of stressrelieved (not cold-worked) steels in terms of Brinell
hardness number HB according to Datsko (2)
sy ¼ ð3:62HB 205Þ MPa
The approximate relationship between shear yield
strength ðsy Þ and yield strength (tensile) sy
sy ¼ 0:55sy
¼ 1:05sut 30
kpi
¼ 525HB 30 kpi
SI
ð1-52aÞ
USCS
ð1-52bÞ
SI
ð1-53aÞ
USCS
ð1-53bÞ
for aluminum and aluminum alloys
ð1-54aÞ
sy ¼ 0:58sy
for wrought steel
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð1-54bÞ
PROPERTIES OF ENGINEERING MATERIALS
1.10
CHAPTER ONE
Particular
The approximate relationship between endurance
limit (also called fatigue limit) for reversed bending
polished specimen based on 50 percent survival rate
and ultimate strength for nonferrous and ferrous
materials
Formula
For students’ use
0sfb ¼ 0:50sut
for wrought steel having
sut < 1380 MPa ð200 kpsiÞ
ð1-55Þ
0sfb ¼ 690 MPa
for wrought steel having
sut > 1380 MPa
ð1-56aÞ
0sfb ¼ 100 kpsi
for wrought steel having
USCS
sut > 200 kpsi
ð1-56bÞ
For practicing engineers’ use
FIGURE 1-5 Conversion of hardness number to ultimate
tensile strength of steel sut , MPa (kpsi). (Technical Editor
Speaks, courtesy of International Nickel Co., Inc., 1943.)
0sfb ¼ 0:35sut
for wrought steel having
sut < 1380 MPa ð200 kpsiÞ
ð1-57Þ
0sfb ¼ 550 MPa
for wrought steel having
SI
sut > 1380 MPa
ð1-58aÞ
0sfb ¼ 80 kpsi
for wrought steel having
sut > 200 kpsi
USCS
ð1-58bÞ
0sfb ¼ 0:45sut
for cast iron and cast steel when
sut 600 MPa ð88 kpsiÞ
ð1-59aÞ
0sfb ¼ 275 MPa
for cast iron and cast steel when
sut > 600 MPa
SI ð1-60aÞ
0sfb ¼ 40 kpsi
for cast iron and cast steel when
USCS ð1-60bÞ
sut > 88 kpsi
0sfb ¼ 0:45sut
for copper-based alloys
and nickel-based alloys
0sfb ¼ 0:36sut
for wrought aluminum alloys up to a
tensile strength of 275 MPa (40 kpsi)
based on 5 108 cycle life
ð1-62Þ
0sfb ¼ 0:16sut
for cast aluminum alloys
up to tensile strength of
300 MPa ð50 kpsiÞ based
on 5 108 cycle life
0sfb ¼ 0:38sut
ð1-61Þ
ð1-63Þ
for magnesium casting alloys
and magnesium wrought alloys
ð1-64Þ
based on 106 cyclic life
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
PROPERTIES OF ENGINEERING MATERIALS
Particular
The relationship between the endurance limit for
reversed axial loading of a polished, unnotched specimen and the reversed bending for steel specimens
The relationship between the torsional endurance
limit and the reversed bending for reversed torsional
tested polished unnotched specimens for various
materials
For additional information or data on properties of
engineering materials
1.11
Formula
0sfa ¼ 0:850sfb ¼ 0:43sut
ð1-65Þ
sf0 ¼ 0:580sfb ¼ 0:29sut for steel
ð1-66aÞ
sf0 0:80sfb 0:32sut for cast iron
ð1-66bÞ
sf0 0:480sfb 0:22sut for copper
ð1-66cÞ
Refer to Tables 1-1 to 1-48
WOOD
Specific gravity, Gm , of wood at a given moisture
condition, m, is given by
Gm ¼
W0
Wm
ð1-67Þ
where W0 ¼ weight of the ovendry wood; N ðlbfÞ;
Wm ¼ weight of water displaced by the
sample at the given moisture
condition, N (lbf ).
weight of ovendry wood and the contained water
volume of the piece at the same moisture content
The weight density of wood, D (unit weight) at any
given moisture content
W¼
Equation for converting of weight density D1 from
one moisture condition to another moisture condition
D2
D2 ¼ D1
For typical properties of wood of clear material as per
ASTM D 143
Refer to Table 1-47.
ð1-68Þ
100 þ M2
100 þ M1 þ 0:0135D1 ðM2 M1 Þ
ð1-69Þ
where D1 ¼ known weight density for same
moisture condition M1 , kN/m2
(lbf/ft2 ),
D2 ¼ desired weight density at a moisture
condition M2 , kN/m2 (lbf/ft2 ). M1 and
M2 are expressed in percent.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
1.12
CHAPTER ONE
TABLE 1-1
Hardness conversion (approximate)
Brinell
29.42 kN (3000 kgf ) load
10 mm ball
Rockwell hardness number
Diameter
(mm)
Hardness
number
Vickers
or Firth
hardness
number
2.25
2.30
2.35
2.40
2.45
2.50
2.55
2.60
2.65
2.70
2.75
2.80
2.85
2.90
2.95
3.00
3.05
3.10
3.15
3.20
3.25
3.30
3.35
3.40
3.45
3.50
3 55
3.60
3.65
3.70
3.75
3.80
3.85
3.90
3.95
4.00
4.05
4.10
4.15
4.20
4.25
4.30
4.35
4.40
745
712
682
653
627
601
578
555
534
514
495
477
461
444
429
415
401
388
375
363
352
341
331
321
311
302
293
285
277
269
262
255
248
241
235
229
223
217
212
207
201
197
192
187
840
783
737
697
667
640
615
591
569
547
528
508
491
472
455
440
425
410
396
383
372
360
350
339
328
319
309
301
292
284
276
269
261
253
247
241
234
228
222
218
212
207
202
196
A scale
0.588 kN
(60 kgf )
load
84
83
82
81
81
80
79
78
78
77
76
76
75
74
73
73
72
71
71
70
69
69
68
68
67
66
66
65
65
64
64
63
63
62
61
61
B scale
0.98 kN
(100 kgf )
load
C scale
1.47 kN
(150 kgf )
load
15-N scale
0.147 kN
(15 kgf )
load
Shore
Tensile strength, sut
scleroscope
approximate
hardness
number
MPa
kpsi
110
109
109
108
108
107
106
106
105
104
103
102
101
100
99
98
97
96
96
95
94
93
92
91
65
64
62
60
59
58
57
55
54
52
51
50
49
47
46
45
43
42
40
39
38
37
36
34
33
32
31
30
29
28
27
25
24
23
22
21
19
18
16
15
14
13
12
10
92
92
91
90
90
89
88
88
87
87
86
85
85
84
83
83
82
81
81
80
79
79
78
77
77
76
76
75
74
74
73
73
72
71
70
70
91
87
84
81
79
77
75
73
71
70
68
66
65
63
61
59
58
56
54
52
51
50
48
47
46
45
43
42
41
40
39
38
37
36
35
34
33
32
31
30
29
2570
2455
2350
2275
2227
2192
2124
2020
1924
1834
1750
1675
1620
1532
1482
1434
1380
1338
12961255
1214
1172
1145
1103
1069
1042
1010
983
955
928
904
875
855
832
810
790
770
748
730
714
690
680
662
645
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
373
356
341
330
323
318
309
293
279
266
254
243
235
222
215
208
200
194
188
182
176
170
166
160
155
151
146
142
138
134
131
127
124
120
117
114
111
108
106
103
100
98
96
93
PROPERTIES OF ENGINEERING MATERIALS
PROPERTIES OF ENGINEERING MATERIALS
1.13
TABLE 1-1
Hardness conversion (approximate) (Cont.)
Brinell
29.42 kN (3000 kgf ) load
10 mm ball
Rockwell hardness number
Diameter
(mm)
Hardness
number
Vickers
or Firth
hardness
number
4.45
4.50
4.55
4.60
4.65
470
4.80
4.90
5.00
5.10
5.20
5.30
5.40
5.50
5.60
183
179
174
170
167
163
156
149
143
137
131
126
121
116
111
192
188
182
178
175
171
163
156
150
143
137
132
127
122
117
A scale
0.588 kN
(60 kgf )
load
B scale
0.98 kN
(100 kgf )
load
C scale
1.47 kN
(150 kgf )
load
90
89
88
87
86
85
83
81
79
76
74
72
70
68
65
9
8
7
5
4
3
1
15-N scale
0.147 kN
(15 kgf )
load
Shore
Tensile strength, sut
scleroscope
approximate
hardness
number
MPa
kpsi
28
27
26
25
24
23
22
21
20
19
18
17
631
617
600
585
576
562
538
514
493
472
451
435
417
400
383
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
91
89
87
85
83
81
78
74
71
68
65
63
60
58
55
290
125
90
80
108
225
410
430
260
410
150
Material
RQC-100a
1005-1009
1005-1009
1015
1020d
1045e
1045e
5160
9262
9262
950
931
414
345
414
441
724
1448
1669
924
1565
531
469
476
579
ST, SHg
ST and RT ageh
ST and AAi
MPa
HRb Plate
CDc Sheet
HR Sheet
Normalized
HR Plate
Q and Tf
Q and T
Q and T
Annealed
Q and T
HR Plate
Process/
Condition
68
69
84
135
60
50
60
64
105
210
242
134
227
77
kpsi
Ultimate
strength, sut
379
303
469
883
400
262
228
262
634
1365
1531
455
1379
311
MPa
193
122
123
105
103
178
270
280
151
269
145
81
92
108
MPa
1331
841
848
724
710
1227
1862
1931
1041
1855
1000
Steel
128
58
38
33
38
92
198
222
66
200
48
Aluminum:
55
558
44
636
68
745
kpsi
Stress at
fracture, f
kpsi
Yield
strength, sy
25
35
33
67
64
80
68
62
65
51
42
14
32
72
%
Reduction
in area, Af
0.28
0.43
0.41
1.02
1.02
1.60
1.14
0.96
1.04
0.72
0.87
0.16
0.38
1.24
"f
True strain
at fracture
0.03
0.20
0.11
0.06
0.05
0.16
0.26
0.19
0.13
0.08
0.06
0.22
0.06
0.19
n
Strain harding exponent
131
903
66
117
120
107
166
302
308
253
738
1145
2082
2124
1744
455
807
827
170
76
77
kpsi
1172
524
531
MPa
Strength
coefficient, 0
a
Tradename, Bethlehem steel Corp. Rolled quenched and tempered carbon steel. Used in structural, heavy applications machinery. b Hot-rolled. c cold-rolled. d low carbon, common machining
steels. e Bar stock, medium carbon high-strength machining steel. f Quenched and tempered. g Solution treated, strain hardened. h Solution treated and RT age. i Solution treated and artificially aged.
Source: SAE j1099, Technical Report on Fatigue properties, 1975.
2024-T351
2024-T4
7075-T6
Brinell
hardness
HB
TABLE 1-1A
Mechanical properties of some metallic materials
PROPERTIES OF ENGINEERING MATERIALS
1.14
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
25 mm (1 in) bar
25 mm (1 in) bar
4130
4340
Aged 4828C
Aged 4828C
Aged 4828C
876
CD 20% +
s.r.2h (9008F
WQ + (12008F)
OQ + (1000 8F)
OQ + (800 8F)
1540
1760
1980
814
1262
1531
517
621
805
965
634
586
455
620
710
790
448
Annealed
HR
CD 20%
CD 50%
Annealed
(12008F)
CD 0%
CD 30%
CD 60%
CD 80%
HR
Condition/Process MPa
225
256
288
118
183
200
127
75
90
117
140
92
85
66
90
102
115
65
kpsi
1480
1630
1920
703
1172
1379
696
352
414
670
855
365
441
275
585
605
660
331
215
237
279
102
170
200
101
51
60
97
124
53
64
40
85
88
96
48
MPa kpsi
724
1310
1517
MPa
105
190
220
kpsi
876 127
1007 146
MPa kpsi
752
855
241
427
269
296
370
410
365
296
240
315
350
365
241
MPa
690
690
760
490
109 669
124 469
35
MPa kpsi
100
100
110
71
97
68
62
d
39
43a
54d
60d
53
43
35d
46d
51d
53d
35d
kpsi
Fatigue
limit, sf
207
204
GPa
30.0
29.6
Mpsi
Young’s
modulus, E
81
79
83
11.7
11.4
12.0
110
75
100
68
55
62
50
64
52
47
31
57
50
44
25
40
70
70
62
54
26
59
0.80
0.97
0.69
1.02
0.73
0.63
0.37
0.84
0.69
0.58
0.33
0.51
1.20
1.20
0.97
0.78
0.30
0.89
Modulus of
Fracture
True
rigidity, G toughness, K IC Reduction strain at
in area
fracture,
GPa Mpsi GPa Mpsi A, %
"f
c
b
A description of the materials and typical uses follows the table.
CD ¼ cold drawn (the percentage reduction in area); HR ¼ hot rolled; OQ ¼ oil quenched; WQ ¼ water quenched (temperature following is the tempering temperature); s:r: ¼ stress relieved.
Smooth-specimen rotating-beam results, unless noted A (¼ axial).
d
106 cycles.
Source: Extracted from Kenneth S. Edwards, Jr, and Robert B. McKee, Fundamentals of Mechanical Component Design, McGraw-Hill, Inc., 1991, which is drawn from the Structural Alloys Handbook, published by the Metals and
Ceramics Information Center, Battelle Memorial Institute, Columbus, Ohio, 1985.
a
18% Ni maraging
200
L plate
250
L plate
300
L plate
25 mm (1 in)
bar
25 mm (1 in)
bar or plate
25 mm (1 in)
WQ bar or plate
25 mm (1 in) bar
1050
1040
1030
1020
Steel:
1016
Material Form
Ultimate
Yield strength
Shear (torsional) strength
tensile
strength, sut Tensile, syt Compressive, syc Ultimate, su Yield, sy
TABLE 1-1B
Mechanical properties of some typical metallic materials
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.15
PROPERTIES OF ENGINEERING MATERIALS
1.16
CHAPTER ONE
TABLE 1-2
Poisson’s ratio ðÞ
Material
Material
Aluminium, cast
Aluminium, drawn
Beryllium copper
Brass
Brass, 30 Zn
Cast steel
Chromium
Copper
Douglas fir
Ductile iron
Glass
Gray cast iron
Iron, soft
Iron, cast
Inconel x
Lead
Magnesium
Malleable cast iron
0.330
0.348
0.285
0.340
0.350
0.265
0.210
0.343
0.330
0.340–0.370
0.245
0.210–0.270
0.293
0.270
0.410
0.431
0.291
0.230
Molybdenum
Monel metal
Nickel, soft
Nickel, hard
Rubber
Silver
Steel, mild
Steel, high carbon
Steel, tool
Steel, stainless (18-8)
Tin
Titanium
Tungsten
Vanadium
Wrought iron
Zinc
0.293
0.320–0.370
0.239
0.306
0.450–0.490
0.367
0.303
0.295
0.287
0.305
0.342
0.357
0.280
0.365
0.278
0.331
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
120
121
40
Automotive
ASTMA602, SAE J158
ASTM A197
Perlite and martensite:
ASTM A220
ANSI G48-2
MIL-1-11444B
Malleable cast iron:
Ferrite
ASTM A47-52, A338,
ANSI G 48-1
FED QQ-1-66e
60
50
111
35
SAE
110
30
Gray cast iron
ASTM class
20
25
b
Material, class, specification
365
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
448
517
517
621
724
M5003d
M5503e
M7002e
e
M8501
345
M4504d
414
448
448
448
483
517
552
552
586
655
724
40010
45008
45006
45010
50005
50007
60004
60003
70003
80002
90001
Grade
M3210c
276
345
35018
105
90
75
75
65
50
60
65
65
65
70
75
80
80
85
95
105
40
53
50
62.5
431
Class or
grade
32510
52.5
42.5
36.5
31
22
26
kpsi
362
293
252
214
152
179
MPa
Tension,
sut
242
242
242
242
1670
1670
1670
220
208
187.5
164
140
124
109
83
97
kpsi
1670
1517
1434
1293
1130
965
855
752
572
669
MPa
Compression,
suc
Ultimate strength
689
552
517
338
352
324
496
448
393
338
303
220
255
MPa
100
80
75
49
51
47
72
65
57
49
44
32
37
kpsi
Shear,
su
610
503
393
334
276
179
220
MPa
88.5
73
57
48.5
40
26
32
kpsi
Torsional/
shear
strength,
s
TABLE 1-3
Mechanical properties of typical cast ferrous materialsa
586
483
379
345
310
224
276
310
310
310
345
345
414
414
483
552
621
207
241
220
MPa
85
70
55
50
45
32
40
45
45
45
50
50
60
60
70
80
90
30
35
32
kpsi
Yield
strength,
sy
276
270
255
220
214
193
169
148
128
110
97
69
79
MPa
40
39
37
32
31
28
24.5
21.5
18.5
16
14
10
11.5
kpsi
Endurance limit
in reversed
bending,
sfb
269–302
229–269
187–241
187–241
163–217
156 max
149–197
156–197
156–207
185
179–229
204
197–241
226
217–269
241–285
269–321
156 max
156 max
156 max
302
262
235
212
210
156
174
186
186
183
180
172
172
141–162
130–157
27
27
26.5
26
25
25
20.4–23.5
18.8–22.8
16.0–20.0
14.5–17.2
13.0–16.4
9.6–14.0
11.5–14.8
Mpsi
Tension,
E
110–138
10–119
90–113
66–97
79–102
Brinell
hardness,
HB
GPa
160
160
160
160
172
172
GPa
27
23.2
23.2
23.2
25
25
Mpsi
Compression,
E
Modulation of elasticity
Mpsi
54–59 7.8–8.5
50–55 7.2–8.0
44–54 6.4–7.8
40–48 5.8–6.9
36–45 5.2–6.6
27–39 3.9–5.6
32–41 4.6–6.0
GPa
Shear,
G
1
2
3
3
4
10
10
8
6
10
5
7
4
3
3
2
1
5
18
10
Elongation
in 50 mm
(2 in), %
19
19
19
19
22
22
156
108
95
75
75
J
14
14
14
14
16.5
16.5
115
80
70
55
55
ft-lbf
Impact strength
(Charpy)
Steering gear housing,
mounting brackets
Compressor crankshafts
and hubs
Parts requiring selective
hardening, as gears
For machinability and
improved induction
hardening
Connecting rods,
universal joint yokes
Gears with high strength
and good wear resistance
General engineering
service at normal and
elevated temperatures
General purpose at
normal and elevated
temperature, good
machinability, excellent
shock resistance.
Pipe flanges, valve parts
Soft iron castings
Cylinder blocks and
heads, housing
Flywheels, brake drums
and clutch plates
Heavy-duty brake
drums, clutch plates
Cam shafts, cylinder
liners
Special high-strength
castings
Special high-strength
castings
Typical application
PROPERTIES OF ENGINEERING MATERIALS
1.17
MPa
133.5
220.0
56.0
1240–1380 180–200
620–1040 90–150
690
100
690–1100 100–160
480–690 70–100
920
1515
386
875
504
126.9
73.1
68.9
40
45
55
70
125.3
72.5
52.5
48.2
193–241 28–35
276
310
379
483
864
500
362
332
47.7
434
379
345
241
MPa
63
55
50
35
kpsi
Endurance limit
in reversed
bending,
sfb
1.18
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
c
b
Source: Compiled from AMS Metals Handbook, American Society for Metals, Metals Park, Ohio, 1988.
Minimum values of u in MPa (kpsi) are given by class number.
Annealed.
d
Air-quenched and tempered.
e
Liquid-quenched and tempered.
f
Heat-treated and average mechanical properties.
g
Calculated from tensile modulus and Poisson’s ratio in tension.
a
60
65
80
100
141.3
110
81.1
475
362
67.3
52.5
329
68.5
359
60
40
kpsi
Yield
strength,
sy
MPa
66.9
MPa kpsi
414
472
MPa kpsi
80
52.0
kpsi
Shear,
su
276
MPa
Compression,
suc
Torsional/
shear
strength,
s
60
kpsi
170–310 24–45
210–620 30–90
170–310 25–45
140–310 20–45
235–620 34–90
415–690 60–100
380–415 55–60
400–450 58–65
110
16
241–380 35–55
414
448
552
689
974
758
F34800
F36200
559
F33800
Alloy cast irons
Medium-silicon gray iron
High chromium gray iron
High nickel gray iron
Ni-Cr-Si gray iron
High-aluminum gray iron
Medium-silicon ductile iron
High-nickel ductile iron (20Ni)
High-nickel ductile iron (23Ni)
Durion
Mechanite
SAE j
434C
120-9002h
D4018
D4512
D5506
D7003
80–55–
06h
100-7003h
Nodular (ductile) cast iron
Grade
UNS No.
60-40-18 F32800
414
ASTM
A395-76
ASME
SA 395
80-60-03 F34100
552
ASTM
A476-70(d)
SAE
AMS5316
ASTM
60-40-18h F32800
461
A536-72
MIL-I-11466
B(MR)
65-45-12h F33100
464
Material, class, specification
Tension,
sut
Ultimate strength
TABLE 1-3
Mechanical properties of typical cast ferrous materialsa (Cont.)
170–250
250–500
130–250
110–210
180–350
140–300
140–200
130–170
520
190
170 max
156–217
187–255
241–302
332
257
192
167
167–178
201 min
143–187
158
83
164
162
168
168
169
Brinell
hardness,
HB
GPa
23
12
23.8
23.5
24.4
24.4
24.5
Mpsi
Tension,
E
164
165
163
164
GPa
23.8
23.9
23.6
23.8
Mpsi
Compression,
E
ft-lbf
Impact strength
(Charpy)
9.0–9.3g 11.2
62–64g
10
18
12
6
3
63.5–64g 9.2–9.3g 1.5
6-10
9.3–9.4g 15
64–65g
3
7–155
16
38
4
5–115
12
28
3
Pressurecontaining parts
such as valve and
pump bodies
Machine
components
subjected to shock
and fatigue loads
Crankshafts, gears
and rollers
High-strength
gears and machine
components
Pinions, gears,
rollers and slides
Steering knuckles
Disk brake calipers
Crankshafts
Gears
Typical application
63–65.5g 9.1–9.5g 15
20–31 15–23
27–47 20–35
80–200 60–150
110–200 80–150
Elongation
in 50 mm
(2 in), % J
Valves and fittings
for steam and
chemical plant
equipment
Paper-mill dryer
rollers
Mpsi
Shear,
G
18
GPa
Modulation of elasticity
PROPERTIES OF ENGINEERING MATERIALS
32.0
9.0
20.7
37.7
10.6
24.5
43.5
12.2
28.3
50.8
14.2
33.1
58.0
16.2
37.7
FG 220 220
62e
143d
FG 260 260
73c
169d
FG 300 300
84c
195d
FG 350 350
98c
228d
FG 400 400
112c
260d
1200
224
520
1080
196
455
960
168
390
864
146
338
768
123
286
720
112
260
600
84
195
MPa
174.1
32.5
75.4
156.6
28.4
66.0
139.2
24.4
56.6
125.3
21.2
49.0
111.4
17.8
41.5
104.4
16.2
37.7
87.0
12.2
15.2
kpsi
Compressive
strength, sc
460
403
345
299
253
230
173
MPa
66.7
58.5
50.0
43.4
36.7
33.4
25.1
kpsi
Shear
strength, s
kpsi
9.9
9.9
13.1
12.6
14.4
13.6
17.0
15.7
19.6
18.4
21.6
18.7
2.0
18.4
MPa
68e
68f
90e
87f
99e
94f
117e
108f
135e
127f
149e
129f
152e
127f
Fatigue
limit, sf
145
140
135
128
120
114
100
GPa
21.0
20.3
19.6
18.6
17.4
16.5
14.5
Mpsi
Tension
145
140
135
128
120
114
100
GPa
21.0
20.3
19.6
18.6
17.4
16.5
14.5
Mpsi
Compression
Modulus of elasticity, E
58
56
54
51
48
46
40
GPa
8.4
8.1
7.8
7.4
7.0
6.7
5.8
Mpsi
Modulus of
rigidity, G
320a
400b
280a
250b
240a
300b
208a
260b
176a
120b
160a
200b
120a
150b
MPa
46.4
58.0
40.6
50.8
34.8
43.5
30.2
37.7
25.5
32.0
23.2
29.0
17.4
21.8
kpsi
Notched
tensile
strength,
snt
0.28
0.25
0.22
0.20
0.18
0.17
0.15
Elastic
strain
at
failure,
%
Brinell
hardness
HB
0.50g
0.50g
0.50g
0.57g
207–270
207–241
180–230
180–230
0.39–0.63g 180–220
0.48–0.67g 160–220
0.6–0.75g 130–180
Total
elastic
strain
at
fracture,
%
0.26
0.26
0.26
0.26
0.26
0.26
0.26
7300
7300
7250
7200
7150
7100
7050
455.7
455.7
452.6
449.5
446.4
443.3
440.1
11.0
11.0
11.0
11.0
11.0
11.0
11.0
6.1
6.1
6.1
6.1
6.1
6.1
6.1
0.460
0.460
0.460
0.460
0.420
0.375
26.5
0.1089
0.1089
0.1098
0.1098
0.1003
0.0896
0.0640
Specific heat
capacity at 20
to 2008C, c
Poisson’s
Density, ratio,
kg/m3 lbm /ft3 mm/mK min/in8F kJ/kg K Btu/lbm 8F
Coefficient of
the thermal
expansion, ,
20 to 2008C
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
44.0
45.7
47.4
48.8
50.1
50.8
52.5
7.75
8.05
8.35
8.59
8.82
8.95
9.25
Note: The typical properties given in this table are the properties in a 30 mm (1.2 in) diameter separately cast test bar or in a casting section correctly represented by this size of test bar, where the tensile
strength does not correspond to that given. Other properties may differ slightly from those given.
Source: IS (Indian Standards) 210, 1993.
c
b
Thermal
conductivity at
1008C, K
W/m2 K Btu/ft2 h8F
Circumferential 458 notch-root radius 0.25 mm (0.04 in), notch depth 2.5 mm (0.4 in), root diameter 20 mm (0.8 in), notch depth 3.3 mm (0.132 in), notch diameter 7.6 mm (0.36 in).
Circumferential notch radius 9.5 mm (0.38 in), notch depth 2.5 mm (0.4 in), notch diameter 20 mm (0.8 in).
0.01% proof stress.
d
0.1% proof stress.
e
Unnotched 8.4 mm (0.336 in) diameter.
f
V-notched [circumferential 458 V-notch with 0.25 mm (0.04 in) root radius, diameter at notch 8.4 mm (0.336 in), depth of notch 3.4 mm (0.135 in)].
g
Values depend on the composition of iron.
h
Poisson’s ratio ¼ 0:26.
a
29.0
8.1
18.8
FG 200 200
56c
130d
kpsi
21.8
6.0
14.2
MPa
FG 150 150
42c
98d
Grade
Tensile
strength, st
TABLE 1-4
Typical mechanical properties of gray cast iron
PROPERTIES OF ENGINEERING MATERIALS
1.19
30–60
61–200
30–60
61–200
30–60
61–200
30–60
61–200
30–60
61–200
30–60
61–200
mm
1.20
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
550
362
318
286
272
253
216
216
181
SG 900/2
SG 800/2
SG 700/2
SG 600/2
SG 500/7
SG 450/10
SG 400/15
SG 400/18
SG 350/22
79.8
52.5
46.1
41.5
39.5
36.7
31.3
31.3
31.3
kpsi
MPa
810
720
630
540
45
405
360
360
315
7150
7200
7200
7170
7100
7100
7100
7100
7100
kg/m3
117.5
107.4
91.4
78.3
65.3
58.7
52.2
52.2
45.7
kpsi
Shear
strength, sc
1.2–2.4
2.44–8.0
1.2–2.4
2.44–8.0
1.2–2.4
2.44–8.0
1.2–2.4
2.44–8.0
1.2–2.4
2.44–8.0
1.2–2.4
2.44–8.0
in
317
304
280
248
224
210
195
195
180
MPa
46.0
44.1
40.6
35.0
32.5
30.5
28.3
28.3
26.1
kpsi
Fatigue
limit, sc
446.4
449.5
449.5
447.6
443.3
443.3
443.3
443.3
443.3
lbm /ft3
Density
0.275
0.275
0.275
0.275
0.275
0.275
0.275
0.275
0.275
67.1
68.6
86.6
67.9
65.9
65.9
65.9
65.9
65.9
GPa
Poisson’s
ratio, kpsi
MPa
kpsi
0.2% Proof stress,
sy min
9.73
9.95
9.95
9.85
9.56
9.56
9.56
9.86
9.56
Mpsi
Modulus of,
Elasticity E
169
169
169
169
169
174
176
176
169
Ten
GPa
169
169
169
169
169
174
176
176
169
Com
24.5
24.5
24.5
24.5
24.5
25.2
25.2
25.2
24.5
Ten
24.5
24.5
24.5
24.5
24.5
25.2
25.2
25.2
24.5
MPsi
Com
Modulus of rigidity, G
11.0
11.0
11.0
11.0
11.0
11.0
11.0
11.0
11.0
lm/m K
Measured on test pieces from cast-on test samples
700
101.5
400
58.0
2
650
94.3
380
55.1
1
600
87.0
360
52.2
2
550
79.8
340
49.3
1
450
65.3
300
43.5
7
420
61.0
290
42.0
5
390
56.6
250
36.3
15
370
53.7
240
34.8
12
390
56.6
250
36.4
15
370
53.7
240
34.8
12
330
47.9
2231.9
18
320
46.4
210
30.6
15
150
130–180
130–180
170–240
180–270
220–320
280–360
245–335
225–305
190–270
160–240
160–210
130–180
130–180
150
Brinell
hardness,
HB
b
0.461
0.461
0.461
0.461
0.461
0.461
0.461
0.461
0.461
kJ/kg K
0.1101
0.1101
0.1101
0.1101
0.1101
0.1101
0.1101
0.1101
0.1101
Btu/lbm 8F
Specific heat, c at
208 to 2008C
10.3 (8.1)
8.8 (6.6)
12.5 (10.3)
11.1 (8.8)
33.5
31.40
31.40
32.80
35.50
36.5
36.5
36.5
36.5
W/m2 K
5.90
5.53
5.53
5.72
6.25
6.43
6.43
6.43
6.43
Btu/ft2 h8F
Thermal conductivity,
at 1008C
Ferrite
Ferrite
Ferrite
Ferrite + pearlite
Ferrite + pearlite
Pearlite
Ferrite
Ferrite
Pearlite
Pearlite
Ferrite and pearlite
Ferrite and pearlite
Predominant structural
constituent
Mean value from 3 tests on V-notch test pieces at ambient
6.1
6.1
6.1
6.1
6.1
6.1
6.1
6.1
6.1
lin/in 8F
at 208 to 2008C
c
14 (11)
12b (9)c
17b (14)c
15b (12)c
b
6.6 (3.2)
12.5 (11.0)
10.3 (8.1)
12.5 (10.3)
ft-lbf
Impact values min
(23 58C)
9.0b (4.3)c
17.0b (15.0)c
14.0b (11.0)c
17.0b (14.0)c
J
Thermal coefficient of
linear expansion, Elongationa
%, min
Measured on test pieces from separately cast test samples
900
130.5
600
87.0
2
800
116.0
480
69.6
2
700
101.5
420
61.0
2
600
87.0
370
53.7
2
500
72.5
320
46.4
7
450
65.3
310
45.0
10
400
58.0
250
36.3
15
400
58.0
250
36.6
18
350
50.8
220
32.0
22
MPa
Tensile strength,
st min
a
Elongation is measured on an initial gauge length L ¼ 5d where d is the diameter of the gauge length of the test pieces.
c
Individual value.
temperature.
Source: IS 1865, 1991.
MPa
Compression
strength, sc
Grade
SG 350/22A
SG 400/18A
SG 400/15A
SG 500/7A
SG 600/3A
SG 700/2A
SG 900/2
SG 800/2
SG 700/2
SG 600/2
SG 500/7
SG 450/10
SG 400/15
SG 400/18
SG 350/22
Grade
Typical casting
thickness
TABLE 1-5
Mechanical properties of spheroidal or nodular graphite cast iron
PROPERTIES OF ENGINEERING MATERIALS
3.0
3.0
3.0
3.0
3.0
2.6
2.6
2.6
2.6
2.4
2.4
ASG Ni 13 Mn 7
ASG Ni 20 Cr 2
ASG Ni 20 Cr 3
ASG Ni 20 Si 5 Cr 2
ASG Ni 22
ASG Ni 23 Mn 4
ASG Ni 30 Cr 1
ASG Ni 30 Cr 3
ASG Ni 30 Si 5 Cr 5
ASG Ni 35
ASG Ni 35 Cr 3
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
140–150
112–130
112–133
112–133
85–112
120–140
112–130
92–105
91
112–140
112–123
ASG Ni 13 Mn 7
ASG Ni 20 Cr 2
ASG Ni 20 Cr 3
ASG Ni 20 Si 5 Cr 2
ASG Ni 22
ASG Ni 23 Mn 4
ASG Ni 30 Cr 1
ASG Ni 30 Cr 3
ASG Ni 30 Si 5 Cr 5
ASG Ni 35
ASG Ni 35 Cr 3
16.2–20.3
16.2–17.8
12.3–16.2
17.4–20.3
16.2–18.9
13.3–15.2
13.2
16.2–19.3
16.2–19.3
20.3–21.8
16.2–18.9
Mpsi
12.0–14.0
18.0–22.0
18.0–22.0
18.0–22.0
21.0–24.0
22.0–24.0
28.0–32.0
28.0–32.0
28.0–32.0
34.0–36.0
34.0–36.0
Ni
Thermal coefficient of
linear expansion, 6.0–7.0
0.5–1.5
0.5–1.5
0.5–1.5
1.5–2.5
4.0–4.5
0.5–1.5
0.5–1.5
0.5–1.5
0.5–1.5
0.5–1.5
Mn
5
5
18.4
14.7
12.6
12.6
14.4
18.7
18.0
18.2
18.7
2.8
2.8
10.2
8.2
7.0
7.0
8.0
10.4
10.0
10.1
10.4
lm/m K
lin/in 8F
at 20 to 2008C
2.0–3.0
1.5–3.0
1.5–3.0
4.5–5.5
1.0–3.0
1.5–2.5
1.5–3.0
1.5–3.0
5.0–6.0
1.5–3.0
1.5–3.0
Si
0.080
0.080
0.080
0.080
0.080
0.080
0.080
0.080
0.080
0.080
0.080
0.3
1.0–2.5
2.5–3.5
1.0–2.5
<0.5
<0.2
1.0–1.5
2.5–3.5
4.5–5.5
0.2
2.0–3.0
W/m2 K
12.6
12.6
12.6
12.6
12.6
12.6
12.6
12.6
12.6
12.6
12.6
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
Cumax
2.22
2.22
2.22
2.22
2.22
2.22
2.22
2.22
2.22
2.22
2.22
Btu/ft2 h8F
Thermal
conductivity, K
Pmax
Cr
455.7
462.0
462.0
462.0
462.0
462.0
462.0
462.0
462.0
474.5
474.5
lbm /ft3
390–460
370–470
390–490
370–430
370–440
440–470
370–440
370–470
390–490
370–410
370–440
MPa
56.6–66.7
53.7–68.2
56.6–71.1
53.7–62.4
53.7–63.8
63.6–68.2
53.7–62.4
53.7–68.2
56.6–70.5
53.7–59.5
53.7–63.8
kpsi
Tensile strength,
st min
30.5–37.7
30.5–36.3
30.5–37.7
30.5–37.7
24.7–36.3
30.5–34.8
30.5–39.2
30.5–37.7
34.8–45.0
30.5–34.8
30.5–42.1
kpsi
15–25
7–20
7–15
10–18
20–40
25–45
13–18
7–18
1–4
20–40
7–10
Elongationb
%, min
Properties and applications
210–260
210–250
210–260
210–260
170–250
210–240
210–270
210–260
240–310
210–240
210–290
MPa
0.2% proof stress,
sy min
130–170
140–200
150–255
180–230
130–170
150–180
130–190
140–200
110–250
130–180
140–190
15.0–27.5
13.5–27.5
12.0
14.9
20.0–33.0
24.0
17.0
8.5
3.9–5.9
20.5
7.0
11.1–20.3
10.0–20.3
8.9
11.0
14.8–24.3
17.7
8.1
6.3
2.9–4.4
15.1
5.2
Brinell
Impact valuesd , min
hardness,
HB
J
ft-lb
Non-magnetic. Hence used as pressure covers for turbine generator sets, housing for insulators, flanges and switch gears.
Corrosion and heat resistance. Used in pumps, valves, compressor exhaust gas manifolds, turbo-supercharger housings
and bushings.
Good resistance to corrosion. Used in valves, pump components and components subject to high pressure.
High value of linear expansion and non-magnetic. Used for pumps, valves, compressor and exhaust gas manifold and
turbocharge housings.
High impact properties up to 1968C and non-magnetic. Used in castings for refrigerators, etc.
Good bearing properties. Used in exhaust manifolds and pumps, valves and turbocharger gas housing.
Used in boiler pumps, valves, filter parts and exhaust gas manifolds.
Used in pump components, valves, etc.
Power lower linear coefficient of expansion. Used in machine tool parts, scientific instruments, glass molds, and parts
requiring dimensional stability.
Possess lower linear thermal expansion. Used in gas turbine housings and glass molds.
7300
7400
7400
7400
7400
7400
7400
7400
7400
7600
7600
kg/m3
Density
b
Unless otherwise specified, other elements may be present at the discretion of the manufacturer, provided they do not alter the micro-structure substantially, or affect the property adversely.
Elongation is measured on an initial gauge length L ¼ 5d where d is the diameter of the gauge length of the test pieces. c Measured on test pieces machined from separately cast test samples.
d
Mean value from 3 tests on V-notch test pieces at ambient temperature.
Source: IS 2749, 1974.
a
GPa
Grade
Modulus of
elasticity E
Cmax
Grade
Chemical compositiona , %
TABLE 1-5A
Chemical compositiona and mechanical propertiesc of spheroidal graphite austenitic cast iron
PROPERTIES OF ENGINEERING MATERIALS
1.21
1.5–3.0
1.0–2.8
1.0–2.8
1.0–2.8
1.0–2.8
4.5–5.5
1.0–2.0
5.0–6.0
1.0–2.0
3.0
3.0
3.0
3.0
3.0
2.5
2.5
2.5
2.4
AFG Ni 13 Mn 7
AFG Ni 15 Cu 6 Cr 2
AFG Ni 15 Cu 6 Cr 3
AFG Ni 20 Cr 2
AFG Ni 20 Cr 3
AFG Ni 20 Si 5 Cr 3
AFG Ni 30 Cr 3
AFG Ni 30 Si 5 Cr 5
AFG Ni 35
12.4
14.6
5.0
AFG Ni 30 Cr 3
AFG Ni 30 Si 5 Cr 5
AFG Ni 35
6.9
8.1
2.8
460–500
460–500
460–500
460–500
460–500
460–500
460–500
460–500
460–500
0.11–0.12
0.11–0.12
0.11–0.12
0.11–0.12
0.11–0.12
0.11–0.12
0.11–0.12
0.11–0.12
0.11–0.12
Btu/lbm 8F
7300
7300
7300
7300
7300
7300
7300
7300
7300
kg/m3
37.7–41.9
37.7–41.9
37.7–41.9
37.7–41.9
37.7–41.9
37.7–41.9
37.7–41.9
37.7–41.9
37.7–41.9
W/m2 K
6.64–7.38
6.64–7.38
6.64–7.38
6.64–7.38
6.64–7.38
6.64–7.38
6.64–7.38
6.64–7.38
6.64–7.38
Btu/ft2 h8F
Thermal
conductivity, K
0.5
5.5–7.5
5.5–7.5
0.5
0.5
0.5
0.5
0.5
0.5
Cu
140–220
170–210
190–240
170–210
190–240
190–280
190–240
170–240
120–180
MPa
20.3–32.0
24.7–30.5
27.6–34.8
24.7–30.5
27.6–34.8
27.6–40.6
27.6–34.8
27.4–34.8
17.4–26.1
kpsi
Tensile strength,
st min
–
2
1–2
2–3
1–2
2–3
1–3
–
1–3
Elongation
%, min
630–840
700–840
860–1100
700–840
860–1100
860–1100
700–910
560
560–700
MPa
91.4–121.8
101.5–121.8
124.7–159.5
101.5–121.8
124.7–159.5
124.7–159.5
101.5–132.0
81.2
81.2–101.5
kpsi
Ultimate compressive
strength, sut
Properties and applications
120–150
140–200
150–250
120–215
160–250
140–250
120–215
150–210
120–140
Brinell
hardness,
HB
70–90
85–105
98–113
85–105
98–113
110
98–113
105
74
GPa
10.2–13.1
12.3–15.2
14.2–16.4
12.3–15.2
14.2–16.4
16.0
14.2–15.2
15.2
10.7
Mpsi
Modulus of
elasticity, E
Non-magnetic. Used in pressure covers for turbine generator sets, housing for switch gears and terminals, and ducts.
Resistance to corrosion, erosion, and heat. Good bearing properties. Used for pumps, valves, piston ring covers for
pistons, furnace components, bushings.
Possess high coefficient of thermal expansion, resistance to corrosion and erosion. Used for pumps handling alkalis.
Used in soap, food and plastic industries.
Resistance to erosion, corrosion, heat. Used in high temperature application. Not suitable between 500 and 6008C.
Resistance to thermal shock and heat, corrosion at high temperature. Used in pumps, pressure vessels, valves, filters,
exhaust gas manifolds, turbine housings.
Resistance to erosion, corrosion, and heat. Possess average thermal expansion. Used in components for industrial
furnaces, valves, and pump components. Possess low thermal expansion and resistant to thermal shock. Used for
scientific instruments, glass molds and in such other parts where dimensional stability is required
455.7
455.7
455.7
455.7
455.7
455.7
455.7
455.7
455.7
lbm /ft3
Density
1.22
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
b
Unless otherwise specified other elements may be present at the discretion of the manufacturer, provided they do not alter the microstructure substantially, or affect the properties adversely.
Measured on test pieces machined from separately cast test pieces/samples.
Source: IS 2749, 1974.
a
17.7
18.7
18.7
18.7
18.7
18.0
AFG Ni 13 Mn 7
AFG Ni 15 Cu 6 Cr 2
AFG Ni 15 Cu 6 Cr 3
AFG Ni 20 Cr 2
AFG Ni 20 Cr 3
AFG Ni 20 Si 5 Cr 3
9.3
10.4
10.4
10.4
10.4
10.0
lm/m K
lin/in 8F
at 20 to 2008C
Grade
0.2
1.0–2.5
2.5–3.5
1.0–2.5
2.5–3.5
1.5–4.5
2.5–3.5
4.5–5.5
0.2
Cr
Specific hear, c
12.0–14.0
13.5–17.5
13.5–17.5
18.0–22.0
18.0–22.0
18.0–22.0
28.0–32.0
29.0–32.0
34.0–36.0
Ni
J/kg K
6.0–7.0
0.5–1.5
0.5–1.5
0.5–1.5
0.5–1.5
0.5–1.5
0.5–1.5
0.5–1.5
0.5–1.5
Mn
Thermal coefficient of
linear expansion, Si
C
Grade
Chemical composition, %
TABLE 1-5B
Chemical compositiona and mechanical propertiesb of flake graphite austenitic cast iron
PROPERTIES OF ENGINEERING MATERIALS
(C 07)
(C 10y)
(C 14y)
(C 15)
(C 15 Mn 75)
(C 20)
(C 25)
(C 25 Mn 75+)
(C 30+)
(C 35)
(C 35 Mn 75+)
(C 40+)
(C 45+)
(C 50+)
(C 50 Mn 1)
(C 55 Mn 75+)
(C 60)
(C 65)
7C4
10 C 4
14 C 6
15 C 4
15 C 8
20 C 8
25 C 4
25 C 8
30 C 8
35 C 4
35 C 8
40 C 8
45 C 8
50 C 4
50 C 12
55 C 8
60 C 4
65 C 6
0.12 max
0.15 max
0.10–0.18
0.20 max
0.10–0.20
0.15–0.25
0.20–0.30
0.20–0.30
0.25–0.35
0.30–0.40
0.30–0.40
0.35–0.45
0.40–0.50
0.45–0.55
0.45–0.55
0.50–0.60
0.55–0.65
0.60–0.70
%C
0.50 max
0.30–0.60
0.40–0.70
0.30–0.60
0.60–0.90
0.60–0.90
0.30–0.60
0.60–0.90
0.60–0.90
0.30–0.60
0.60–0.90
0.60–0.90
0.60–0.90
0.60–0.90
1.10–1.40
0.60–0.90
0.50–0.80
0.50–0.80
% Mn
320–400
340–420
370–450
370–490
420–500
440–520
440–540
470–570
500–600
520–620
550–650
580–680
630–710
660–780
720 min
720 min
750 min
750 min
MPa
46.5–58.0
49.4–70.0
53.6–65.0
53.6–71.0
61.0–72.5
63.5–75.4
63.5–78.3
68.2–82.7
72.5–87.0
75.4–90.0
79.8–94.3
84.1–98.7
91.4–103.0
95.7–113.1
104.4 min
104.4 min
108.8 min
108.8 min
kpsi
Tensile strength, st
Notes: a , area of cross section; y steel for hardening; + steel for hardening and tempering; Mn 75 ¼ average content of Mn is 0.75%.
Source: IS 1570, 1979.
Old
New
Designation
TABLE 1-6
Carbon steels with specified chemical composition and related mechanical properties
27
26
26
25
25
24
23
22
21
20
20
18
15
13
11
13
11
10
Elongation, %
(gauge
length
pffiffiffiffi
ffi
5.56 a round
test piece)
40.6
40.6
40.6
40.6
30.5
30.5
55
55
41.35
41.35
ft-lbf
55
55
J
Izod impact value, min (if
specified)
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.23
(10 S 11)
(14 Mn 1 S 14)
(25 Mn 1 S 14)
(40 S 18)
(11 S 25)
(40 Mn 2 S 12)
10 C 8 S 10
14 C 14 S 14
25 C 12 S 14
40 C 10 S 18
11 C 10 S 25
40 C 15 S 12
0.15 max
0.10–0.18
0.20–0.30
0.35–0.45
0.08–0.15
0.35–0.45
%C
0.05–0.30
0.05–0.30
0.25 max
0.25 max
0.10 max
0.25 max
% Si
0.60–0.90
1.20–1.50
1.00–1.50
0.80–1.20
0.80–1.20
1.30–1.70
% Mn
0.08–0.13
0.10–0.18
0.10–0.18
0.14–0.22
0.20–0.30
0.08–0.15
%S
0.060
0.060
0.060
0.060
0.060
0.060
370–490*
440–540
500–600*
550–650*
370–490*
600–700*
%P
(max) MPa
53.7–71.0
63.8–78.3
72.5–87.0
79.8–94.0
53.7–71.0
87.0–101.5
kpsi
Tensile strength, st
24*
22*
20*
17*
22*
15*
Minimum
elongation, %
(gauge
length
pffiffiffiffiffiffi
ffi
5.65 a )
40.6
30.2
35.4
55
41
48
100 (4.0)
60 (2.4)
30 (1.2)
30 (1.2)
Izod impact value, Limiting
min (if specified) ruling
section,
J
ft-lbf
mm (in)
Notes: a , area of cross section; , steel for case hardening. Minimum values of yield stress may be required in certain specifications, and in such case a minimum yield stress of 55 percent of minimum
tensile strength should be satisfactory.
Source: IS 1570, 1979.
Old
New
Designation
TABLE 1-7
Carbon and carbon - manganese free - cutting steels with specified chemical composition and related mechanical properties
PROPERTIES OF ENGINEERING MATERIALS
1.24
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
UNS
no.
G10100
G10150
G10200
G10300
G10400
G10500
G10600
G10950
G11170
G11440
G13400
AISIa
no.
1010
1015
1020
1030
1040
1050
1060
1095
1117
1144
1340
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Normalized
Annealed
As-rolled
Normalized
Annealed
As-rolled
Normalized
Annealed
As-rolled
Normalized
Annealed
As-rolled
Normalized
Annealed
As-rolled
Normalized
Annealed
As-rolled
Normalized
Annealed
As-rolled
Normalized
Annealed
As-rolled
Normalized
Annealed
As rolled
Normalized
Annealed
Hot-rolled
Cold-drawn
Treatment
870
800
900
790
900
825
900
790
900
790
900
790
900
790
925
845
870
870
–
925
870
8C
1600
1475
1650
1450
1650
1575
1650
1450
1650
1450
1650
1450
1650
1450
1700
1550
1600
1600
–
1700
1600
8F
Austenitizing
temperature
TABLE 1-8
Mechanical properties of selected carbon and alloy steels
836.3
703.3
703.3
667.4
584.7
486.8
467.1
429.5
965.3
1013.5
656.7
813.7
775.7
625.7
723.9
748.1
636.0
620.5
589.5
518.8
551.6
520.0
463.7
448.2
441.3
394.7
420.6
424.0
386.1
320
370
MPa
121.3
102.0
102.0
96.8
84.8
70.6
67.8
62.3
140.0
147.0
95.3
118.0
112.5
90.8
105.0
108.5
92.3
90.0
85.5
75.3
80.0
75.5
67.3
65.0
64.0
57.3
61.0
61.5
56.0
47
53
kpsi
Tensile strength, st
558.5
436.4
420.6
399.9
346.8
305.4
303.4
279.2
572.3
499.9
379.2
482.6
420.6
372.3
413.7
427.5
365.4
413.7
374.0
353.4
344.7
344.7
341.3
330.9
346.5
294.8
313.7
324.1
284.4
180
300
MPa
81.0
63.3
61.0
58.0
50.3
44.3
44.0
40.5
83.0
72.5
55.0
70.0
61.0
54.0
60.0
62.0
53.0
60.0
54.3
51.3
50.0
50.0
49.5
48.0
50.3
42.3
45.5
47.0
41.3
26
44
kpsi
Yield strength, sy
22.0
25.5
21.0
21.0
24.8
33.0
33.5
32.8
9.0
9.5
13.0
17.0
18.0
22.5
20.0
20.0
23.7
25.0
28.0
30.2
32.0
32.0
31.2
36.0
35.8
36.5
39.0
37.0
37.0
28
20
Elongation
in 50 mm
(2 in), %
62.9
57.3
41.0
40.4
41.3
63.0
63.8
58.0
18.0
13.5
20.6
34.0
37.2
38.2
40.0
39.4
39.9
50.0
54.9
57.2
57.0
60.8
57.9
59.0
67.9
66.0
61.0
69.6
69.7
50
40
Reduction
in area, %
248
207
212
197
167
143
137
121
293
293
192
241
229
179
229
217
187
201
170
149
179
149
126
143
131
111
126
121
111
95
105
Brinell
hardness,
HB
92.5
70.5
52.9
43.4
65.1
81.3
85.1
93.6
4.1
5.4
2.7
17.6
13.2
11.3
31.2
27.1
16.9
48.8
65.1
44.3
74.6
93.6
69.4
86.8
117.7
123.4
110.5
115.5
115.0
J
68.2
52.0
39.0
32.0
48.0
60.0
62.8
69.0
3.0
4.0
2.0
13.0
9.7
8.3
23.0
20.0
12.5
36.0
48.0
32.7
55.0
69.0
51.2
64.0
86.8
91.0
81.5
85.2
84.8
ft-lbf
Izod impact
strength
PROPERTIES OF ENGINEERING MATERIALS
1.25
1.26
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
G31400
G41300
G41500
G43200
G43400
G46200
G48200
G51500
G61500
G86300
G87400
G92550
G93100
3140
4130
4150
4320
4340
4620
4820
5150
6150
8630
8740
9255
9310
Normalized
Annealed
Normalized
Annealed
Normalized
Annealed
Normalized
Annealed
Normalized
Annealed
Normalized
Annealed
Normalized
Annealed
Normalized
Annealed
Normalized
Annealed
Normalized
Annealed
Normalized
Annealed
Normalized
Annealed
Normalized
Annealed
Treatment
890
845
900
845
870
815
870
845
870
815
870
825
860
815
900
855
870
810
895
850
870
815
870
865
870
815
8C
1630
1550
1650
1550
1600
1500
1600
1550
1600
1500
1600
1520
1580
1500
1650
1575
1600
1490
1640
1560
1600
1500
1600
1585
1600
1500
8F
906.7
820.5
932.9
774.3
929.4
695.0
650.2
564.0
939.8
667.4
870.8
675.7
750.0
681.2
574.3
512.3
1279.0
744.6
792.9
579.2
1154.9
729.5
668.8
560.5
891.5
689.5
MPa
131.5
119.0
135.3
112.3
134.8
100.8
94.3
81.8
136.3
96.8
126.3
98.0
109.5
98.8
83.3
74.3
185.5
108.0
115.0
84.0
167.5
105.8
97.0
81.3
129.3
100.0
kpsi
Tensile strength, st
570.9
439.9
579.2
486.1
606.7
415.8
429.5
372.3
615.7
412.3
529.5
357.1
484.7
464.0
366.1
372.3
861.8
472.3
464.0
609.5
734.3
379.2
436.4
360.6
599.8
422.6
MPa
82.8
63.8
84.0
70.5
88.0
60.3
62.3
54.0
89.3
59.8
76.8
51.8
70.3
67.3
53.1
54.0
125.0
68.5
67.1
61.6
106.5
55.0
63.3
52.3
87.0
61.3
kpsi
Yield strength, sy
18.8
17.3
19.7
21.7
16.0
22.2
23.5
29.0
21.8
23.0
20.7
22.0
24.0
22.3
29.0
31.3
12.2
22.0
20.8
29.0
11.7
20.2
25.2
28.2
19.7
24.5
Elongation
in 50 mm
(2 in), %
58.1
42.1
43.4
41.1
47.9
46.4
53.5
58.9
61.0
48.4
58.7
43.7
59.2
58.8
66.7
60.3
36.3
49.9
50.7
58.4
30.8
40.2
59.5
55.6
57.3
50.8
Reduction
in area, %
269
241
269
229
269
201
187
156
269
197
255
197
229
197
174
149
363
217
235
163
321
197
197
156
262
197
Brinell
hardness,
HB
119.3
78.6
13.6
8.8
17.6
40.0
94.6
95.2
35.5
27.4
31.5
25.1
109.8
92.9
132.9
93.6
15.9
51.1
72.9
109.8
11.5
24.7
86.4
61.7
88.0
58.0
10.0
6.5
13.0
29.5
69.8
70.2
26.2
20.2
23.2
18.5
81.0
68.5
98.0
69.0
11.7
37.7
53.8
81.0
8.5
18.2
63.7
45.5
39.5
34.2
ft-lbf
Izod impact
strength
53.6
46.4
J
All grades are fine-grained except for those 1100 series, which are coarse-grained. Heat-treated specimens were oil-quenched unless otherwise indicated.
Values tabulated were averaged and obtained from specimen 12.75 mm (0.505 in) in diameter which were machined from 25 mm (1 in); rounded gauge lengths were 50 mm (2 in).
Source: ASM Metals Handbook, American Society for Metals. Metals Park, Ohio. 1988
a
UNS
no.
AISIa
no.
Austenitizing
temperature
TABLE 1-8
Mechanical properties of selected carbon and alloy steels (Cont.)
PROPERTIES OF ENGINEERING MATERIALS
PROPERTIES OF ENGINEERING MATERIALS
PROPERTIES OF ENGINEERING MATERIALS
1.27
TABLE 1-9
Mechanical properties of standard steels
Tensile strength, st
Designation
Yield stress, sy
New
Old
MPa
kpsi
MPa
kpsi
Elongation in
50 mm (gauge
pffiffiffiffiffi
length 5.65 a )
Fe 290
Fe E 220
Fe 310
Fe E 230
Fe 330
Fe F 250
Fe 360
Fe F 270
Fe 410
Fe E 310
Fe 490
Fe E 370
Fe 540
Fe E 400
Fe 620
Fe E 460
Fe 690
Fe E 520
Fe 770
Fe E 580
Fe 870
Fe E 650
(St 30)
–
(St 32)
–
(St 34)
–
(St 37)
–
(St 42)
–
(St 50)
–
(St 55)
–
(St 63)
–
(St 70)
–
(St 78)
–
(St 88)
–
290
290
310
310
330
330
360
360
410
410
490
490
540
540
620
620
690
690
770
770
870
870
42.0
42.0
45.0
45.0
47.9
47.9
52.2
52.2
59.5
59.5
71.1
71.1
78.3
78.3
90.0
90.0
100.0
100.0
111.7
111.7
126.2
126.2
170
220
180
230
200
250
220
270
250
310
290
370
320
400
380
460
410
520
460
580
520
650
24.7
32.0
26.1
33.4
29.0
36.3
32.0
39.2
36.3
50.0
42.0
53.7
46.4
58.0
55.1
66.7
59.5
75.4
66.7
84.1
75.4
94.3
27
27
26
26
26
26
25
25
23
23
21
21
20
20
15
15
12
12
10
10
8
8
Note: a area of cross-section of test specimen.
Source: IS 1570, 1978.
TABLE 1-10
Chemical composition and mechanical properties of carbon steel castings for surface hardening
Chemical composition (in ladle analysis) max, %
Designation
C
Si
Mn
S
P
Cr
Ni
Mo
Cu
Residual elements
Gr 1
Gr 2
0.4-0.5
0.5-0.6
0.60
0.60
1.0
1.0
0.05
0.05
0.05
0.05
0.25
0.25
0.40
0.40
0.15
0.15
0.30
0.30
0.80
0.80
Yield strength, sy
Tensile strength, st
Designation
Mpa
kpsi
Mpa
kpsi
Elongation, % min
(gauge
length
pffiffiffiffi
ffi
5.65 a )
Gr 1
Gr 2
620
700
90.0
101.5
320
370
46.4
53.7
12
8
Brinell
hardness
HB
460
535
Notes: a area of cross section of test specimen. All castings shall be free from distortion and harmful defects. They shall be well-dressed, fettled,
and machinable. Unless agreed upon by the purchaser and the manufacturer, castings shall be supplied in the annealed, or nomalized and tempered
condition.
Source: IS 2707, 1973.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
20 Mn 2
15 Cr 65
17 Mn 1 Cr 95
20 Mn Cr 1
21 Cr 1 Mo 28
07 Cr 90 Mo 55
10 Cr 2 Mo 1
13 Ni 3 Cr 80
15 Ni 4 Cr 1
15 Ni Cr 1 Mo 12
15 Ni Cr 1 Mo 15
16 Ni Cr 2 Mo 20
37 Si 2 Mn 90
37 Mn 2
35 Mn 2 Mo 28
40 Cr 1
40 Cr 1 Mo 28
35 Ni 1 Cr 60
40 Ni 2 Cr 1 Mo 28
40 Ni 3 Cr 65 Mo 55
25 Cr 3 Mo 55
55 Si 2 Mn 90
50 Cr 1 V 23
20 C 15
15 Cr 3
16 Mn 5 Cr 4
20 Mn 5 Cr 5
21 Cr 4 Mo 2
07 Cr 4 Mo 6
10 Cr 9 Mo 10
13 Ni 13 Cr 3
15 Ni 16 Cr 5
15 Ni 5 Cr 4 Mo 1
15 Ni 7 Cr 4 Mo 2
16 Ni 8 Cr 6 Mo 2
36 S 17
37 C 15
35 Mn 6 Mo 3
40 Cr 4
40 Cr 4 Mo 3
35 Ni 5 Cr 2
40 Ni 6 Cr 4 Mo 3
40 Ni 10 Cr 3 Mo 6
25 Cr 13 Mo 6
55 Si 7
50 Cr 4 V 2
20 Ni Cr MO 2
37 Mn 5 Si 5
0.06–0.24
0.12–0.18
0.14–0.19
0.18–0.22
0.26 max
0.12 max
0.15 max
0.10–0.15
0.12–0.18
0.12–0.18
0.12–0.18
0.12–0.20
0.33–0.40
0.32–0.42
0.30–0.40
0.35–0.45
0.35–0.45
0.30–0.40
0.35–0.45
0.36–0.44
0.20–0.30
0.50–0.60
0.45–0.55
0.18–0.23
0.33–0.41
%C
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.15–0.60
0.50 max
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
1.50–2.00
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
1.50–2.00
0.10–0.35
0.20–0.35
1.10–1.40
% Si
1.30–1.70
0.40–0.60
1.00–1.30
1.00–1.40
0.50–0.80
0.40–0.70
0.40–0.70
0.40–0.70
0.40–0.70
0.60–1.00
0.60–1.00
0.40–0.70
0.80–1.00
1.30–1.70
1.30–1.80
1.60–0.90
0.50–0.80
0.60–0.90
0.40–0.70
0.40–0.70
0.40–0.70
0.80–1.00
0.50–0.80
0.70–0.90
1.10–1.40
% Mn
0.20–0.35
0.40–0.70
0.45–0.65
0.15–0.25
0.90–1.20
0.40–0.60
1.00–1.50
1.25–1.75
2.25–2.75
0.30 max
0.40–0.70
0.20–0.35
0.20–0.35
0.80–0.15
0.10–0.20
0.15–0.25
0.90–1.70
0.90–1.20
0.45–0.75
0.90–1.30
0.50–0.80
2.90–3.40
0.15–0.30
0.45–0.65
0.90–1.10
% Mo
0.30 max
0.30 max
3.00–3.50
3.80–4.30
1.00–1.50
1.50–2.00
1.80–2.20
% Cr
0.50–0.80
0.80–1.10
1.00–1.30
0.90–1.20
0.70–1.10
2.00–2.50
0.60–1.00
1.00–1.40
0.75–1.25
0.75–1.25
1.40–1.70
% Ni
0.15–0.30
%V
% Al
Notes: (1) Sulfur and phosphorus can be ordered as per following limits: (i) S and P – 0.30 max; (ii) S – 0.02–0.035 and P – 0.035 max. (2) When the steel is Al killed, total Al contents shall be between
0.02–0.05 percent.
Source: IS 4367, 1991.
Old
New
Designation
TABLE 1-11
Chemical composition of alloy steel forgings for general industrial use
PROPERTIES OF ENGINEERING MATERIALS
1.28
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Condition
H and T
H and T
R, Q and S.R
R, Q and S.R
R, Q and S.R
H and T
N and T
N and T
R, Q and S.R
R, Q and S.R
R, Q and S.R
R, Q and S.R
R, Q and S.R
R, Q and S.R
H and T
H and T
H and T
H and T
H and T
H and T
H and T
Designation
20 C 15
30 C 15
15 Cr 3
16 Mn 5 Cr 4
20 Mn 5 Cr 5
21 Cr 4 Mo 2
7 Cr 4 Mo 6
10 Cr 9 Mo 10
13 Ni 13 Cr 3
15 Ni 16 Cr 5
15 Ni 5 Cr 4 Mo 1
15 Ni 7 Cr 4 Mo 2
16 Ni 8 Cr 6 Mo 2
20 Ni Cr Mo 2
36 Si 7
37 Mn 5 Si 5
55 Si 7
35 Mn 6 Mo 3
40 Cr 4
40 Cr 4 Mo 3
35 Ni 5 Cr 2
600–750
700–850
600–750
700–850
800–950
600 min
800 min
1000 min
650–800
700–850
800–950
380–550
410–590
520–680
850 min
1350 min
1000 min
1100 min
1350 min
900 min
800–950
780–930
1300–1500
700–850
900–1050
1000–1150
700–850
900–1050
700–850
900–1050
1000–1150
700–850
900–1050
MPa
87.0–108.8
101.5–123.3
87.0–108.8
101.5–123.3
116.0–137.8
87.0 min
116.0 min
145.0 min
94.3–116.0
101.5–123.3
116.0–137.8
55.1–79.8
59.5–85.6
75.4–98.6
123.3 min
195.8 min
145.0 min
159.5 min
195.8 min
130.5 min
116.0–137.8
113.1–134.9
188.6–217.6
101.5–123.3
130.5–152.3
145.0–166.8
101.5–123.3
130.5–152.3
101.5–123.3
130.5–152.3
145.0–166.8
101.5–123.3
130.5–152.3
kpsi
Tensile strength,b
st
85.6
78.3
101.5
116.0
78.3
101.5
78.3
101.5
116.0
78.3
101.5
540
700
800
540
700
540
700
800
540
700
61.0
66.7
84.1
32.6
35.5
45.0
58.0
66.7
63.8
78.3
87.0
kpsi
590
420
460
580
225
245
310
400
460
440
540
600
MPa
Yield strength,b
sy
TABLE 1-12
Mechanical properties of alloy steel forgings for general industrial use
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
220
220
220
229
241
217
217
229
213
217
217
245
220
170
187
170
207
217
210
220
200
Brinell hardness
in soft annealed
condition, max,
HB
18
15
13
18
15
18
15
13
18
15
14
18
16
18
18
16
13
10
8
16
15
14
19
18
18
12
9
9
9
9
11
Elongation,b
%, min
(gauge
length
ffi
pffiffiffiffi
5.65 a )a
55
50
45
55
50
55
50
45
55
50
50
50
50
48
48
48
35
38
60
55
50
60
55
50
48
35
41
35
35
41
J
40.6
36.9
33.2
40.6
36.9
40.6
36.9
33.2
40.6
36.9
36.9
36.9
36.9
35.4
35.4
35.4
25.8
28.0
44.3
40.6
36.9
44.3
40.6
36.9
35.4
25.8
30.2
25.8
25.8
30.2
ft-Ibf
Izod impactb
value
100
150
63
30
100
30
150
63
30
150
63
4.00
6.00
2.52
1.20
4.00
1.20
6.00
2.52
1.20
6.00
2.52
4.00
235–280 100
380–440
208–252
268–311
295–341
208–252
266–311
208–252
266–311
295–341
208–252
266–311
2.4
1.20
1.20
1.20
1.20
2.52
1.20
6.00
4.00
2.52
1.20
1.20
1.20
6.00
4.00
1.60
1.60
2.00
60
30
30
30
30
178–221 63
208–252 63
178–221 150
208–252 100
235–280 63
30
30
30
190–235 150
208–252 100
235–280 40
40
50
Brinellb
Limiting
hardness ruling section
number
HB
mm
in
PROPERTIES OF ENGINEERING MATERIALS
1.29
H and T
H and T
40 Ni 10 Cr 3 Mo 6
50 Cr 4 V 2
900–1050
1100–1250
900–1050
1100–1250
1200–1350
1000–1150
1200–1350
1550 min
900–1100
1000–1200
MPa
130.5–152.3
159.5–181.3
130.5–152.3
159.5–181.3
174.0–195.8
145.0–166.8
174.0–195.8
224.8 min
130.5–159.5
145.0–174.0
kpsi
700
880
700
880
1000
800
1000
1300
700
800
MPa
101.5
127.6
101.5
127.6
145.0
116.0
145.0
188.5
101.5
116.0
kpsi
Yield strength,b
sy
240
250
230
230
Brinell hardness
in soft annealed
condition, max,
HB
15
12
55
11
10
12
10
8
12
10
Elongation,b
%, min
(gauge
length
pffiffiffiffi
ffi
5.65 a Þa
55
41
55
41
30
48
35
15
45
45
J
40.6
30.2
40.6
30.2
22.1
35.4
25.8
11.1
33.2
33.2
ft–Ibf
Izod impactb
value
266–311
325–370
266–311
325–370
355–399
295–341
355–399
450 min
266–325
295–355
150
100
150
63
30
150
150
100
100
40
6.00
4.00
6.00
2.52
1.20
6.00
6.00
4.00
4.00
1.60
Brinellb
Limiting
hardness ruling section
number
HB
mm
in
b
a
a , area of cross section.
Mechanical properties in heat-treated conditions.
Notes: H and T – hardened and tempered; N and T – normalized and tempered; R,Q and S.R – refined quenched and stress-relieved. All properties for guidance only. Other values may be mutually
agreed on between the consumers and suppliers.
Source: IS 4367, 1991.
H and T
Condition
40 Ni 6 Cr 4 Mo 3
25 Cr 13 Mo 6
Designation
Tensile strength,b
st
TABLE 1–12
Mechanical properties of alloy steel forgings for general industrial use (Cont.)
PROPERTIES OF ENGINEERING MATERIALS
1.30
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
##
Si
Mn
0.32– 0.10– 1.30–
0.42 0.35 1.70
0.30– 0.10– 1.30–
0.40 0.35 1.80
0.30– 0.10– 1.30–
0.40 0.35 1.80
0.35– 0.10– 0.60–
0.45 0.35 0.90
0.35– 0.10– 0.50–
0.45 0.35 0.80
0.10– 0.10– 0.40– 0.30
0.20 0.35 0.70 max
0.20– 0.10– 0.40– 0.30
0.30 0.35 0.70 max
37 C 15 (37 Mn 2)
35 Mn 6 Mo 3
(35 Mn 2 Mo 28)
35 Mn 6 Mo 4
(35 Mn 2 Mo 45)
40 Cr 4 (40 Cr 1)
40 Cr 4 Mo 2
(40 Cr 1 Mo 28)
15 Cr 13 Mo 6
(15 Cr 3 Mo 55)
25 Cr 13 Mo 6
(25 Cr 3 Mo 55)
Ni
0.22– 0.10– 1.30–
0.32 0.35 1.70
0.16– 0.10– 1.30–
0.24 0.35 1.70
C
27 C 15 (27 Mn 2)
20 C 15 (20 Mn 2)
Designation
0.35–
0.55
0.20–
0.35
Mo
2.90– 0.45–
3.40 0.65
2.90– 0.45–
3.40 0.65
0.90– 0.20–
1.20 0.35
0.90–
1.20
Cr
Percent
V/Al
TABLE 1–13
Chemical composition and mechanical properties of alloy steels
100.0–121.8
114.6–136.3
129.0–150.8
114.6–136.3
129.0–150.8
143.6–165.3
100.0–121.8
114.6–136.3
129.0–150.8
143.6–165.3
85.5–107.3
100.0–121.8
114.6–136.3
129.0–150.8
85.5–107.3
100.0–121.8
85.6–107.3
100.0–121.8
kpsi
100.0–121.8
114.6–136.3
890–1040 129.0–150.8
990–1140 143.6–165.3
1090–1240 158.1–179.8
1540 min 223.4 min
690–840
790–940
700–850
101.5–123.3
800–950
116.0–137.8
900–1050 130.5–152.3
1000–1150 145.0–166.8
690–840
790–940
890–1040
790–940
890–1040
990–1140
690–840
790–940
890–1040
990–1140
590–740
690–840
790–940
890–1040
590–740
690–840
590–740
690–840
MPa
Tensile strength, st
56.6
71.1
79.9
94.3
71.1 14
79.9 12
650 94.3. 11
750 108.8 10
830 120.4 9
1240 179.8 8
490
550
13
12
11
10
71.1 14
79.8 12
94.3 11
490 71.1
550 79.8
650 94.3
750 108.8
490
550
650
550 79.8 16
650 94.3 15
750 108.9 13
14
12
12
10
18
18
16
15
56.6 18
65.3 16
56.6 18
65.3 16
490 71.1
550 79.8
650 94.3
750 108.8
390
490
550
650
390
450
390
450
40.6
36.8
36.8
35.4
35.4
35.4
35.4
30.2
40.6
36.8
36.8
35.4
50
48
41
14
36.8
35.4
30.2
10.3
55 40.6
50 36.8
55
50
50
48
55 40.6
50 36.8
50 36.8
55 40.6
55 40.6
48 35.4
55
50
50
48
48
48
48
41
48 35.4
48 35.4
48 35.4
48 35.4
255–311
285–341
311–363
444 min
201–248
229–277
201–248
229–277
255–311
285–341
201–248
229–277
255–311
229–277
255–311
285–341
201–248
229–277
255–311
285–341
170–217
201–248
229–277
255–311
170–217
201–248
170–217
201–248
Minimum
0.2%
Minimum
Izod impact
proof stress, elongation
value
Brinell#
min, sy
(gauge length
pffiffiffiffiffi
hardness
¼ 5.65 a )a ,
MPa kpsi %
J ft-lbf
HB
150 (6.0)
150 (6.0)
100 (4.0)
63 (2.5)
150 (6.0)
150 (6.0)
150 (6.0)
100 (4.0)
63 (2.5)
30 (1.2)
100 (4.0)
63 (2.5)
30 (1.2)
150 (6.0)
100 (4.0)
63 (2.5)
150 (6.0)
100 (4.0)
63 (2.5)
30 (1.2)
150 (6.0)
100 (4.0)
30 (1.2)
15 (0.6)
100 (4.0)
63 (2.5)
63 (2.5)þ
30 (1.2)
Limiting
ruling
section,
mm (in)þ
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.31
790–940
114.6–136.3
890–1040 129.0–150.8
990–1140 143.6–165.3
1090–1240 158.1–179.8
1190–1340 172.6–194.4
1540 min 223.4 min
890–1040 129.0–150.8
990–1140 143.6–165.3
1090–1240 158.1–179.8
1190–1340 172.6–194.4
1540 min 223.4 min
0.30– 0.10– 60–90 1.00– 0.45–
0.40 0.35
1.50 0.75
0.26– 0.10– 0.40– 3.90– 1.10–
0.34 0.35 0.70 4.30 1.40
0.35– 0.10– 0.40– 1.20– 0.90– 0.10–
0.45 0.35 0.70 1.60 1.30 0.20
0.35– 0.10– 0.40– 1.25– 0.90– 0.20–
0.45 0.35 0.70 1.75 1.30 0.35
35 Ni 5 Cr 2
(35 Ni 1 Cr 60)
30 Ni 16 Cr 5
(30 Ni 4 Cr 1)
40 Ni 6 Cr 4 Mo 2
(40 Ni Cr 1 Mo 15)
40 Ni 6 Cr 4 Mo 3
(40 Ni 2 Cr 1 Mo 28)
31 Ni 10 Cr 3 Mo 6
0.27– 0.10– 0.40– 2.25– 0.50– 0.40–
(31 Ni 3 Cr 65 Mo 55) 0.35 0.35 0.70 2.75 0.80 0.70
223.4 min
100.0–121.8
114.6–136.3
129.0–150.8
114.6–136.3
129.0–150.8
100.0–121.8
114.6–136.3
129.0–150.8
790–940
114.6–136.3
890–1040 129.0–150.8
990–1140 143.6–165.3
1090–1240 158.1–179.8
1540 min
690–840
790–940
890–1040
790–940
890–1040
690–840
790–940
890–1040
194.4 min
223.4 min
kpsi
0.35– 0.10– 0. 50– 3.20– 0.30
0.45 0.35 0.80 3.6
max
1.50– 0.10– Al: 0.90–
1.80. 0.25 1.30
1340 min
1540 min
MPa
40 Ni 14 (40 Ni 31)
V/Al
0.35– 0.10– 0.40– 0.30
0.45 0.45 0.70 max
Mo
3.00– 0.90– V: 0.15–
3.50 1.10 0.25
Cr
40 Cr 7 Al 10 Mo 2
(40 Cr 2 Al 1 Mo 18)
Ni
0.35 – 0.10– 0.40– 0.30
0.45 0.35 0.70 max
Mn
40 Cr 13 Mo 10 V 2
(40 Cr 3 Mo 1 V 20)
Si
C
Tensile strength, st
Designation
Percent
TABLE 1–13
Chemical composition and mechanical properties of alloy steels (Cont.)
8
8
179.9
8
71.1 14
79.8 12
94.3 10
79.8 16
94.3 15
71.1 18
79.8 16
94.3 15
152.2
179.8
650
750
830
930
1240
550
650
750
830
930
1240
94.3
108.8
120.4
134.9
179.8
79.8
94.3
108.8
120.4
134.9
179.8
15
12
11
10
8
16
15
11
11
10
6
550 79.8 16
650 94.3 15
750 108.8 13
830 120.4 13
1240
490
550
650
550
650
490
550
650
1050
1240
55
48
41
35
14
55
55
48
41
30
11
55
55
48
41
40.6
35.4
30.3
25.8
10.3
40.6
40.6
36.8
30.3
22.1
8.1
40.6
40.6
35.4
30.3
14 10.3
55 40.6
50 36.8
50 36.8
55 40.6
55 40.6
55 40.6
55 40.6
48 35.4
21 15.5
14 10.3
255–311
285–341
311–363
341–401
444 min
229–277
255–311
285–341
311–363
341–401
444 min
229–277
255–311
285–341
311–363
444 min
201–248
229–277
255–311
229–277
255–311
201–248
229–277
255–311
363 min
444 min
Minimum
0.2%
Minimum
Izod impact
proof stress, elongation
value
Brinell#
min, sy
(gauge length
pffiffiffiffiffi a
hardness
¼ 5.65 a ) ,
MPa kpsi %
J ft-lbf
HB
150 (6.0)
150 (6.0)
100 (4.0)
63 (2.5)
63 (2.5)
150 (6.0)
150 (6.0)
100 (4.0)
63 (2.5)
30 (1.2)
30 (1.2)
150 (6.0)
100 (4.0)
63 (2.5)
30 (1.2)
(air-hardened)
150 (6.0)
(air-hardened)
150 (6.0)þ
100 (4.0)
63 (2.5)
100 (4.0)
63 (2.5)
150 (6.0)
100 (4.0)
63 (2.5)
63 (2.5)
30 (1.2)
Limiting
ruling
section,
mm (in)þ
PROPERTIES OF ENGINEERING MATERIALS
1.32
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
C
Si
Mn
Ni
Cr
Mo
V/Al
kpsi
990–1140 143.6–165.3
1090–1240 158.1–179.8
1190–1240 172.6–194.4
1540 min 223.4 min
MPa
Tensile strength, st
750
830
930
1240
108.8 12
120.4 11
134.9 10
179.8 8
48
41
35
14
35.4
30.3
25.8
10.3
285–341
311–363
341–401
444 min
Minimum
0.2%
Minimum
Izod impact
proof stress, elongation
value
Brinell#
min, sy
(gauge length
pffiffiffiffiffi
hardness
¼ 5.65 a )a ,
MPa kpsi %
J ft-lbf
HB
150 (6.0)
150 (6.0)
150 (6.0)
100 (4.0)
Limiting
ruling
section,
mm (in)þ
Note: a , area of cross section; hardened and tempered condition – oil-hardened unless otherwise stated; # hardness given in this table is for guidance only; x steel designations in parentheses are old
designations; þ numerals in parentheses are in inches.
Source: IS 1750, 1988.
40 Ni 10 Cr 3 Mo 6
0.36– 0.10– 0.40– 2.25– 0.50– 0.40–
(40 Ni 3 Cr 65 Mo 55) (0.44 0.35 0.70 2.75 0.80 0.70
Designation
Percent
TABLE 1–13
Chemical composition and mechanical properties of alloy steels (Cont.)
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.33
PROPERTIES OF ENGINEERING MATERIALS
1.34
CHAPTER ONE
TABLE 1-14
Mechanical properties of case hardening steels in the refined and quenched condition (core properties)
Steel designation
MPa
kpsi
Minimum
elongation, %
(gauge length
pffiffiffiffiffi
= 5.65 a ) a
10 C 4 (C 10)
14 C 4 (C 14)
490
490
71.1
71.1
17
17
54
54
39.8
39.9
10 C 8 S 11 (10 S 11)
14 C 14 S 14
(14 Mn 1 S 14)
11 C 15
(11 Mn 2)
15 Cr 65
17 Mn 1 Cr 95
20 Mn Cr 1
16 Ni 3 Cr 2
(16 Ni 80 Cr 60)
16 Ni 4 Cr 3
(16 Ni 1 Cr 80)
490
588
71.1
85.4
17
17
54
40
588
85.4
17
588
784
981
686
85.4
113.8
142.3
99.6
834
784
735
834
784
1324
1177
1128
834
686
882
784
735
981
932
1079
932
932
1324
1177
1128
121.0
113.8
106.7
121.0
113.8
192.0
170.7
163.2
121.0
99.6
128.0
113.8
106.7
142.3
135.1
156.5
142.3
135.1
193.0
170.7
163.6
Tensile strength, st
13 Ni 13 Cr 3
(13 Ni 3 Cr 80)
15 Ni 4 Cr 1
20 Ni 2 Mo 25
20 Ni 7 Cr 2 Mo 2
(20 Ni 55 Cr 50 Mo
20)
15 Ni 13 Cr 4
(15 Ni Cr 1 Mo 12)
15 Ni 5 Cr 4 Mo 2
(15 Ni 2 Cr 1 Mo.15)
16 Ni 8 Cr 6 Mo 2
(16 Ni Cr 2 Mo 20)
Izod impact value,
min (if specified)
Limiting ruling
section, mm (in)
Brinell hardness
number, max, HB
130
143
39.8
29.7
15 (0.6)
>15 (0.6)
<30 (1.2)
30 (1.2)
30 (1.2)
54
39.8
30 (1.2)
154
13
10
8
15
47
34
37
40
34.7
25.3
27.5
29.7
30 (1.2)
30 (1.2)
30 (1.2)
90 (3.6)
170
207
217
184
12
40
29.7
217
12
47
34.7
9
34
25.3
12
61
44.8
11
40
29.7
9
40
29.7
9
34
25.3
9
34
25.3
30 (1.2)
60 (2.4)
90 (3.6)
60 (2.4)
100 (4.0)
30 (1.2)
60 (2.4)
90 (3.6)
30 (1.2)
60 (2.4)
30 (1.2)
60 (2.4)
90 (3.6)
30 (1.2)
90 (3.6)
30 (1.2)
60 (2.4)
90 (3.6)
30 (1.2)
60 (2.4)
90 (3.6)
J
ft-lbf
143
154
229
241
207
213
217
217
229
a area of cross section.
Source: IS 4432. 1967.
a
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
PROPERTIES OF ENGINEERING MATERIALS
1.35
TABLE 1-15
Typical mechanical properties of some carburizing steelsa
Hardness
Ultimate
tensile
strength,
sut
Tensile
yield
strength,
sy
Case
Elongation
Core
in 50 mm Reduction Brinell,
AISI No. MPa kpsi MPa kpsi (2 in), %
of area, % H B
Izod impact
energy
Thickness
Rockwell,
RC
mm
in
J
ft-lbf
Machinability
Poor
Poor
Good
Very good
Excellent
C1015
C1020
C1022
C1117
C1118
503
517
572
669
779
73
75
83
97
113
317
331
324
407
531
46
48
47
59
77
31
31
27
23
17
71
71
66
53
45
Plain carbon
149
156
163
192
229
62
62
62
65
61
1.22
1.17
1.17
1.14
1.65
0.048
0.046
0.046
0.045
0.065
123
126
110
45
22
91
93
81
33
16
4320b
4620b
8620b
100
793
897
146
115
130
648
531
531
94
77
77
22
22
22
56
62
52
Alloy steels
293
235
262
59
59
61
1.91
1.52
1.78
0.075 65
0.060 106
0.070 89
48
78
66
a
Average properties for 15 mm (1 in) round section treated, 12.625 mm (0.505 in) round section tested. Water-quenched and tempered at 1778C
(3508F), except where indicated.
Core properties for 14.125 mm (0.565 in) round section treated, 12.625 mm (0.505 in) round section tested. Oil-quenched twice, tempered at 2328C
(4508F).
Source: Modern Steels and Their Properties, Bethlehem Steel Corp., 4th ed., 1958 and 7th ed., 1972.
b
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
1.36
CHAPTER ONE
TABLE 1-16
Minimum mechanical properties of some stainless steels
Tensile
strength, st
UNS No. AISI No. MPa
Yield
strengtha , sy
kpsi
MPa
Brinell
Elongation,
hardness, H B %
kpsi
Reduction
in area, %
Weldability Machinability Application
Annealed (room temperatures)
Austenitic
S30200
302
S30300
303b
S30400
304
S30500
305
S30800
308
S30900
309
S31000
310
S31008
310 S
S34800
348
S38400
384
515
585b
515
480
515
515
515
515
515
415–550
75
85b
75
70
75
75
75
75
75
60–80
205
240b
205
170
205
205
205
205
205
30
35b
30
25
30
30
30
30
30
88
40
50b
40
40
40
40
40
40
40
88
88
88
95
95
95
88
55b
Good
Poor
Good
Good
Poor
Good
Poor
General purpose, springs
Bolts, rivets, and nuts
Welded structures
General purpose
Good
Good
Poor
Poor
Heat-exchange parts
Turbine and furnace
Jet engine parts
Fasteners and cold-worked parts
Excellent
Fair
Fair
Fair to good
Fair
Screw machine parts, muffler
Machine parts subjected to hightemperature corrosion
Annealed high-nitrogen
Austenitic
S20200
202
S21600
216
S30452
304 HN
655
690
620
95
100
90
310
415
345
4560
50
Ferrite
S40500
S43000
S44600
405
430
446
415
450
515
60
65
75
170
205
275
Martensite
S40300
403
S41000
410
485
450
70
65
S41400
S41800d
S42000e
S43100d
795
1450b
1720
1370b
b
S44002
S44003
S44004
S50200
414
418d
420e
431d
440 A
440 B
440 C
502b
100
100
40
40
30
25
30
40
88 max
88 max
95 max
22e
20
205
205
30
30
88 max
95 max
25c
22c
115
210b
250
198b
620
1210b
1480b
1030b
90
175b
215b
149b
b
15
18b
8b
16b
725
b
105
b
415
b
60
740
760b
485b
b
b
b
107
110b
70b
425
450b
205b
62
65b
30b
52RC
95
b
20
b
18b
14b
30b
96
97b
Bolts, shafts, and machine parts
Bolts, springs, cutlery, and
machine parts
45
52b
25b
55b
b
High-strength parts used in
aircraft and bolts
Cutlery, bearing parts, nozzles
and ball bearings
70b
a
At 0.2% offset.
Typical values.
20% elongation for thickness of 1.3 mm (0.050 in) or less.
d
Tempered at 2608C (5008F).
e
Tempered at 2058C (4008F).
Source: ASM Metals Handbook, American Society for Metals, Metals Park, Ohio, 1988.
b
c
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
11.5/13.5
Cr
0.20 max 1.0 max 1.5 max
0.03 max 1.0 max 2.0 max 8.0/12.0 17.5/20.0
0.08 max 1.0 max 2.0 max 8.0/10.5 17.5/20.0
0.15 max 1.0 max 2.0 max 8.0/10.0 17.0/19.0
0.08 max 1.0 max 2.0 max 9.0/12.0 17.0/19.0
0.08 max 1.0 max 2.0 max 9.0/12.0 17.0/19.0
0.08 max 1.0 max 2.0 max 10.0/14.0 16.0/18.0 2.0/3.0
0.08 max 1.0 max 2.0 max 10.0/14.0 16.0/18.0 2.0/3.0
0.08 max 1.0 max 2.0 max 10.0/14.0 16.0/18.0 2.0/3.0
0.03 max 1.0 max 2.0 max 11.0/15.0 18.0/20.0 3.0/4.0
0.25 max 2.5 max 2.0 max 18.0/21.0 24.0/26.0
0.12 max 1.0 max 10.0/14.0 3.5/5.5
0.35/0.50 2.5 max 1.0 max 12.0/15.0 12.0/15.0
X 15 Cr 25 N
X 02 Cr 19 Ni 10
X 04 Cr 19 Ni 9
X 07 Cr 18 Ni 9
X 04 Cr 18 Ni 10 Nb
X 04 Cr 18 Ni 10 Ti
X 04 Cr 17 Ni 12 Mo 2
X 02 Cr 17 Ni 12 Mo 2
X 04 Cr 17 Ni Mo 2 Ti 2
X 04 Cr 19 Ni 13 Mo 3
X 20 Cr 25 Ni 20
X 07 Cr 17 Mn 12 Ni 4
X 40 Ni 14 Cr 14 W 3 Si 2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
5XC0.80
5XC0.80
Ti
and
P max
0.040
0.040
0.040
0.030
0.045
and
N ¼ 0:25
max
0.030
0.030
0.030
Chromium steels
0.030
0.040
S max
0.035
W
2.0/3.0
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.030
0.045
0.045
0.045
0.045
0.045
0.045
0.045
0.045
0.045
0.045
0.045
Chromium–nickel steels
0.030
0.045
10XC1.0
Nb
(785)
515
(517)
515
(517)
515
(517)
485
(483)
515
(517)
515
(517)
515
(490)
550
485
(483)
515
(517)
515
415
(445}#
450
(483)
450
(483)
(600
700)
515
(490)
MPa
(113.9)
74.7
(75.0)
74.7
(75.0)
74.7
(75.0)
70.3
(70.0)
74.7
(75.0)
74.7
{75.0)
74.7
(71.1)
79.8
70.3
(70.0)
74.7
(75.0)
74.7
60.2
(64.5)
65.3
(70.0)
65.3
(70.0)
(87.0
101.5)
74.7
(71.1)
kpsi
Tensile strength,
min, st
(345)
205
(207)
205
(207)
205
(207)
170
(172)
205
(207)
205
(207)
210
(210)
250
170
(172)
205
(207)
205
275
(280)
205
(276)#
205
(276)
205
(276)
MPa
(50.0)
29.7
(30.0)
29.7
(30.0)
29.7
(30.0)
24.7
(25.0)
29.7
(30.0)
29.7
(30.0)
30.5
(30.5)
36.3
24.7
(25.0)
29.7
(30.0)
29.7
39.9
(40.6)
29.7
(40.0)
29.7
(40.0)
29.7
(40.0)
kpsi
0.2% proof stress,
min, sy
(269)
217
217
217
217
217
217
183
183
183
183
183
217
(212)
(225)
183
217
183
88
95
95
95
95
95
88
88
88
88
88
–
–
88
95
88
(35)
40
(40)
40
(40)
40
(40)
40
(40)
40
(40)
35
(40)
40
(40)
45
40
(40)
40
(40)
40
20
(16)
22
(20)#
20
(20)
22
(20)
(40)
(50)
(50)
(50)
(50)
(50)
(50)
(50)
(50)
(50)
(50)
(45)
(45)
(45)
(45)#
Elongation Reduction
in 50 mm
of area,
(2 in),
min,
%
Brinell HB Rockwell RB min, %
Hardness number
Notes: Annealed quenched or solution-treated condition; for free-cutting varieties sulfur and selenium content shall be as agreed between the purchaser and the manufacturer; for electrode steel
Nb 10C to 1.0 in place of Ti; # the mechanical properties in parentheses are for bars and flats and the properties without parentheses for plates, sheets, and strips.
Source: Compiled from IS 1570 (part 5), 1985.
16.0/18.0
23.0/27.0
0.35/0.45 1.0 max 1.0 max 1.0 max 12.0/14.0
X 40 Cr 13
Mo
0.12 max 1.0 max 1.0 max 1.25/2.50 15.0/17.0
0.80/0.15 1.0 max 1.0 max 1.0 max 11.5/13.5
Ni
X 07 Cr 17
X 12 Cr 12
0.08 max 1.0 max 1.0 max
Mn
X 04 Cr 12
Si
C
Designation of steel
Chemical composition, %
TABLE 1-17
Chemical composition and mechanical properties of some stainless, heat resisting and high alloy steels
PROPERTIES OF ENGINEERING MATERIALS
1.37
1.38
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
415
485
550
620
Grade 60
Grade 70
Grade 80
485
Grade 50
K12249
K02601
K12609
K12700
70
80
90
60
70
65
75
85
70
70
65
95–115
kpsi
415
485
550
345
345
345
415
485
345
345
345
552
310
310
310
345
415
450
345
290
60
70
80
50
50
50
60
70
50
50
50
80
45
45
45
50
60
65
50
42
275–345 42–50
290–345 42–50
290–345 42–50
MPa
Minimum yielda
strength,a sy
May vary with product size and mill form.
Source: ASM Metal Handbook, American Society for Metals, Metals Park, Ohio, 1988.
a
A715
A690
A656
A618
450
520
590
483
483
448
655–793
65
60
450
410
A607
Grade 50
Grade 60
Grade 70
Grade I
Grade II
Grade III
Grade 1
and 2
65
450
Hot-rolled
and annealed
or normalized
Cold-rolled
Grade 45
A606
65
75
80
70
450
520
550
480
Grade 50
Grade 60
Grade 65
Hot-rolled
60
415
Grade 42
415–485 60–70
435–485 63–70
435–480 63–70
kpsi
A572
K12211
A441
K11510
K12810
Type 1
A242
UNS
designation MPa
A440
Type, grade,
or condition
ASTM
specification
Minimum tensilea
strength,a st
TABLE 1-18
Mechanical properties of high-strength low-alloy steels
18
19
18
18
12
18
16
15
20
18
18
18
In 200 mm (8 in)
20–22
18–20
16–18
22–24
20–22
16–18
14
22
22
20
22
22–25
22
21
18
17
22
24
21
21
21
In 50 mm (2 ln)
Minimum
elongation,a %
Truck frames, brackets, crane booms, railcars. and
other applications where weight saving is important
Dock walls, sea walls, bulkheads, excavations, and
similar structures exposed to sea water
Structural and miscellaneous applications where high
strength, weight savings, improved formability, and
good weldability are important
General structural purposes including
welded, bolted, or riveted bridges and buildings
Structural and miscellaneous purposes where greater
strength or weight saving is important
Structural and miscellaneous purposes where weight
saving or added durability is important
Structural members in welded, bolted, or riveted
construction
Structural members, primarily in bolted or riveted
construction
Welded, bolted, or riveted structures but primarily
welded bridges
Welded, bolted, or riveted structures, but used
mainly in bolted or riveted bridges and buildings
Intended uses
PROPERTIES OF ENGINEERING MATERIALS
To 2068
Medium carbon low alloys
4 140 M, 433OV, D 6AC, 4340
Mod. 5 Cr-Mo-V tool steels:
H-11 (Mod). H-13 (Mod)
Maraging steels (high nickel):
18 Ni (350) Almar 302
241
276
345
414
586
862
655
1000
MPa
35
40
50
60
85
125
95
145
kpsi
Cast Alloy Steels
255
448
414
483
586
J410Cg
J410Cg
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
70
85
65
60
379
483
345
345
55
70
50
50
20
14
22
24
25
22
245
8
High-Strength Low-Alloy (HSLA) Steels
310
45
310–345 45–50
1689
6.6–12
138
20
24
159
23
20
172
25
22
214
31
20
244
34
17
303
44
9
255
37
14
331
48
6
Cast Stainless Steels
95
414
60
15
70–97 448
65
18
87–97 448
65
18
75–85 241–276 35–40
55
80–88 345
50
38
Ultra-High-Strength Steels
To 300 To 1724 To 250
10
65
70
80
90
105
150
120
175
414
60
448–483 65–70
1758
J410CRg
SAE
J410Cg
655
483–669
600–669
517–586
552–607
CB-30d
C-50d
CE-30d
CF-8d
CH-20d
ACId
ASTM
A607
A606
Types 2, 4h
A607
715 (sheet)i
A656 (plate)
A607
A607
448
483
552
620
724
1034
827
1207
Grade
LC1a
WC4a
80-50a
90-60a
105-85b
150-125b
120-95b
175-145b
ASTM
A352-68a
A219-6
A148-65
A148-1
A148-65
A148-65
A148-65
A148-65
kpsi
Yield strength,
sy
To 2144 To 311 To 1703 To 247
MPa
Materials classification
Tensile strength,
st
200
172
193
193
29
25
28
28
17
2
45
10
70
15
60
55
48
40
58
30
45
24
31
23
20–30 15–22
23
3
61
14
95
20
81
75
65
54
79
41
61
32
Fatiguec
endurance limit, Elongation Modulus of
Impact
sj
in 50 mm
elasticity E
Charpy
(2 in)
MPa
kpsi
%
GPa
Mpsi J
ft-lbf
TABLE 1-19
Mechanical properties of some cast alloy, cast stainless, high-strength and iron-based super alloy steels
Cb and/or V
Composition
Cb and/or V
(Proprietary) Cu, Cr, Mn, Ni,
P, and other additions
Cb and or V
(Proprietary) Cb, Ti, Zr, Si,
N, V, and others
217
311
262
352
Rupture strength,
Brinell
100 h at 5388C
hardness,
(10008F)
temperature,
Mpsi
8C (8F), HB GPa
PROPERTIES OF ENGINEERING MATERIALS
1.39
H-11
422
AM 350
Stainless W
16-25-G
17-24 Cu Mo
A-286
610
616
Austenitic
633
635
650
653
660
kpsi
103–1413 160–205
1130
160
1517–1551 220–225
517–552 75–80
758–965 110–140
621
90
593–772
86–112
448
65
1007–903 146
131
827
120
531
77
682–896 125–138
758
110
931–2137 135–310
1241
180
1034–1655 150–240
1172
170
MPa
kpsi
12–38
9
1.5
58
20–45
58
30–45
37
25
19
3–17
10
16–19
16
30
20
7
20
19.3
19.5
20.9
20.3
20
21
22
21
c
b
2.88
2.80
2.85
3.02
2.94
2.90
3.05
3.17
3.08
Brinell
hardness,
temperature,
8C (8F), HB
14
21
538
5–144 4–106 21
538
20
15
21
538
11–35 8–26
21
538
56–81 41-60 21
538
19
70
1000
70
1000
70
1000
70
1000
70
1000
Temperature
8C
8F
21
70
538
1000
21
70
538
1000
14–43 10–32 21
70
538
1000
14–52 10–38 21
70
538
1000
Elongation Modulus of
Impact
in 50 mm
elasticity E
Charpy
(2 in)
%
GPa
Mpsi J
ft-lbf
Iron-Based Superalloys
MPa
100
54
95–108
85
100–240 896
130
140
125–175 621–758 90–100
126
kpsi
414–1207 60–175 482–689 70–100
745
108
1482–2000 215–290 372–662 54–96
255–345
37–50
345–689
50–100
228
33
276–620
40–90
200
29
655
95
607
88
689
372
655–745
586
689–1655
965
682–1207
869
MPa
Yield strength,
sy
Normalized and tempered.
Quenched and tempered.
Polished specimen.
d
Corrosion resistance.
e
Heat resistance.
f
Heat and corrosion resistance.
g
Semikilled or killed.
h
Semikilled or killed-improved corrosion resistance.
i
Inclusion control-improved formability, killed.
Source: Machine Design, 1981 Materials Reference Issue, Penton/IPC, Cleveland, Ohio, Vol. 53, No. 6 (March 19, 1981).
a
Chromalloy
604
Martensitic
AISI
601
17-22A
Materials classification
Tensile strength,
st
Fatiguec
endurance limit,
sj
TABLE 1-19
Mechanical properties of some cast alloy, cast stainless, high-strength and iron-based super alloy steels (Cont.)
75
49
Mpsi
689
330
538
220
710
400
100
48
78
32
103
58
655–793 95–115
517
338
GPa
Rupture strength,
100 h at 5388C
(10008F)
PROPERTIES OF ENGINEERING MATERIALS
1.40
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
CS 640
CS 700
CS 840
CS 1030
CS 1230
1
2
3
4
5
a a , area of cross section.
Source: IS 2644, 1979.
Designation
Grade
640
700
840
1030
1230
MPa
92.8
101.5
121.8
149.4
178.3
kpsi
Tensile strength, min, st
TABLE 1-20
Mechanical properties of high tensile cast steel
390
560
700
850
1000
MPa
56.7
81.2
101.5
123.3
145.1
kpsi
Yield strength (or 0.5%
proof stress), min, sy
35
30
28
20
12
Reduction in
area, min, %
15
14
12
8
5
Elongation,
min, %
(gauge
length
ffi
pffiffiffiffi
5.65 a ) a
190
207
248
305
355
Brinell
hardness,
min,
HB
30
30
29
20
J
22.1
21.1
20.6
14.5
ft-lbf
Izod impact strength, min
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.41
1.30–1.50
1.25–1.40
1.10–1.25
0.65–0.75
0.80–0.90
0.70–0.80
0.60–0.70
2.00–2.30
150–1.70
1.00–1.20
0.90–1.20
0.85–0.95
0.90–1.20
0.90–1.20
0.50–0.60
0.50–0.60
0.45–0.55
0.55–0.65
0.26–0.34
0.50–0.60
0.25–0.40
0.30–0.40
0.30–0.40
0.70–0.80
0.75–0.90
0.50–0.60
0.12–0.20
0.15 max
T 140 W 4 Cr 50
T 133
T 118
T 70
T 85
T 75
T 65
T 215 Cr 12
T 160 Cr 12
T 110 W 2 Cr 1
T 105 W 2 Cr 60 V 25
T 90 Mn 2 W 50 Cr 45
T 105 Cr 1
T 105 Cr 1 Mn 60
T 55 Cr 70
T 55 Si 2 Mn 90 Mo 33
T 50 Cr 2 V 23
T 60 Ni 1
T 30 Ni 4 Cr 1
T 55 Ni 2 Cr 65 Mo 30
T 33 W 9 Cr 3 V 38
T 35 Cr 5 Mo V 1
T 35 Cr 5 Mo W 1 V 30
T 75 W 18 Co 6 Cr 4 V 1 Mo 75
T 83 Mo W 6 Cr 4 V 2
T 55 W 14 Cr 3 V 45
T 16 Ni 85 Cr 60
T 10 Cr 5 Mo 75 V 23
Optional
Source: IS 1871, 1965.
a
%C
Steel designation
TABLE 1-21
Chemical composition of tool steels
0.10–0.35
0.10–0.30
0.10–0.30
0.10–0.30
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
0.10–0.35
1.50–2.00
0.10–0.35
0.10–0.65
0.10–0.35
0.10–0.35
0.10–0.35
0.80–1.20
0.80–1.20
0.10–0.35
0.10–0.35
0.20–0.35
0.10–0.35
0.10–0.35
% Si
0.25–0.50
0.20–0.35
0.20–0.35
0.20–0.35
0.50–0.80
0.50–0.80
0.50–0.80
0.25–0.50
0.25–0.50
0.90–1.30
0.25–0.50
1.25–1.75
0.20–0.40
0.40–0.80
0.60–0.80
0.80–1.00
0.50–0.80
0.50–0.80
0.40–0.70
0.50–0.80
0.20–0.40
0.25–0.50
0.25–0.50
0.20–0.40
0.20–0.40
0.20–0.40
0.60–1.00
0.25–0.50
% Mn
0.90–1.20
0.30 max
1.10–1.40
0.50–0.80
2.80–3.30
4.75–5.25
4.75–5.25
4.00–4.50
3.75–4.50
2.80–3.30
0.40–0.80
4.75–5.25
11.0–13.0
11.0–13.0
0.90–1.30
0.40–0.80
0.30–0.60
1.00–1.60
1.00–1.60
0.60–0.80
0.30–0.70
% Cr
0.20–0.30
0.25 max
0.12–0.20a
0.15–0.30
0.25 maxa
0.25–0.40
0.25–0.50
1.00–1.20
0.20–0.40
1.50–1.50
1.75–2.00
0.30–0.60
0.15–0.30
1.20–1.60
1.20–1.60
0.50–1.00
5.50–6.50
0.50–1.00
0.25–0.35
0.80 maxa
0.80 maxa
%V
0.80 maxa
0.80 maxa
%Mo
1.20–1.60
17.50–19.00
5.50–6.50
13.00–15.00
8.0–10.0
1.25–1.75
1.25–1.75
0.40–0.60
3.50–4.20
%W
0.60–1.00
1.00–1.50
3.90–4.30
1.25–1.75
% Ni
5.00–6.00
% Co
PROPERTIES OF ENGINEERING MATERIALS
1.42
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
640
2170
710
1827
Annealed 7758C (14258F)
Tempered 2058C (4008F)
Annealed 8008C (14758F)
Tempered 2058C (4008F)
Annealed 7908C (14508F)
Tempered 2058C (4008F)
Annealed 8308C (15258F)
Tempered 2058C (4008F)
Annealed 8458C (15508F)b
Tempered 5658C (10508F)
P-20
S-1
S-5
S-7
A-8
724
2344
690
2068
103
265
93
315
105
340
100
300
100
270
95
290
103
290
100
295
kpsi
448
1550
380
1448
440
1930
414
1896
517
1413
380
1793
510
1793
365
1724
MPa
65
225
55
210
64
280
60
275
75
205
55
260
74
260
53
250
kpsi
Yield strength,
sy
25
9
25
7
25
5
24
4
17
10
25
4
25
5
25
9
97 RB
52 RC
95 RR
58 RC
96 RB
59 RC
96 RB
57.5 RC
97 RB
52 RC
93 RB
54 RC
96 RB
54 RC
96 RB
55 RC
Elongation,
%
Hardness
1010
940
1850
1725
1600
1700
925
870
1575
855
1550
1575
855
845
1850
8F
1010
8C
Hardening
temperature
air
air
oil
oil
oil
oil
oil
air
7
244
206
250
20
12
28
14
Quenched
media
J
Medium to
high
152c
5
Medium
Medium
Medium
184c
180
Medium to
high
Medium
High
Medium to
high
Machinability
15
9
21
10
ft-lbf
Impact strength
Charpy V-notch
b
Single temper, oil-quenched unless otherwise indicated.
Double temper, air-quenched.
c
Charpy impact unnotched tests made on longitudinal specimens of small cross-sectional bar stock. The heat treatments listed were to develop nominal mechanical properties for hardened and
tempered materials for test purposes only and may not be suitable for some applications.
Source: Machine Design, 1981 Materials Reference Issue, Penton/IPC, Cleveland, Ohio, Vol. 53, No. 6 (March 19, 1981).
a
665
2000
Annealed 7758C (14258F)a
Tempered 3158C (6008F)
L-6
690
1860
710
2000
Annealed 7758C (14258F)
Tempered 2058C (4008F)
L-2
690
2034
Annealed 8708C (16008F)
Tempered 5408C (10008F)
b
MPa
H-11
AISI steel
designation Conditiona
Tensile strength,
st
TABLE 1-22
Mechanical properties of some tool steels
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.43
90.7–91.5
94.5–95.2
Fine
Coarse
Medium
84WC-16Co
72WC-8TiC11.5TaC-8.5Co
Medium
64TiC-28WC2TaC-2Cr3 C2 -4.0Co
6.6
12.6
13.9
13.9
14.6
14.5
15.0
15.0
15.0
0.24
0.45
0.50
0.50
0.53
0.52
0.54
0.54
0.54
Mg/m3 lb/in3
Density
690
1720
3380
2900
3100
2760
1790
2000
2210
MPa
100
250
490
420
450
400
260
290
320
kpsi
4340
5170
4070
3860
5170
4000
5930
5450
5170
MPa
630
750
590
560
750
580
860
790
750
kpsi
Compressive
strength,
sc
1720
970
700
1590
1170
2550
1930
1450
MPa
250
140
100
230
170
370
280
210
kpsi
Proportional
limit
compressive
strength, sp
558
524
524
620
552
614
648
641
GPa
81
76
76
90
80
89
94
93
Mpsi
Modulus of
elasticity, E
1860
1340
1450
1520
MPa
270
195
210
220
kpsi
Tensile
strength,
st
0.90
3.05
2.83
1.69
2.03
1.02
1.36
1.36
J
8
27
25
15
18
9
12
12
in-lbf
Impact
strength
–
50
88
–
112
–
100
121
W/m K
Thermal
conductivity
–
5.8
–
5.8
–
5.2
4.3
4.3
4.3
2008C
–
7.0
–
7.0
–
–
5.9
5.4
5.6
3.2
–
3.2
–
2.9
2.4
2.4
2.4
10008C 4008F
–
3.8
–
3.8
–
–
3.3
3.0
3.0
18008F
Coefficient of linear expansion, lm/m8C at
lin/in8F at
Source: Metals Handbook Desk Edition, ASM International 1985, Materials Park, OH 44073-0002 (formerly the American Society for Metals, Metals Park, OH 44073, 1985).
89
86.0–87.5
90.7–91.3
87.4–88.2
Fine
Coarse
90WC-10Co
92.5–93.1
91.7–92.2
90.5–91.5
Fine
Medium
Coarse
Grain size
94WC-6Co
Nominal
composition
Brinell
Hardness
HB
Transverse
strength,
sb
TABLE 1-23
Properties of representative cobalt-bonded cemented carbides
PROPERTIES OF ENGINEERING MATERIALS
1.44
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
PROPERTIES OF ENGINEERING MATERIALS
1.45
TABLE 1-24
Typical uses of tool steel
Steel designation
Type
T 140 W 4 Cr 50
T 133
T 118
T 70
Cold-Work Water-Hardening Steels
Fast finishing tool steel
Finishing tools with light feeds, marking tools, etc.
Carbon tool steels
Engraving tools, files, razors, shaping and wood-working
tools, heading and press tools, drills, punches, chisels,shear
blades, vice jaws, etc.
T 215 Cr 12
T 160 Cr 12
T 110 W 2 Cr 1
T 105 W 2 Cr 60 V 25
T 90 Mn 2 W 50 Cr 45
T 105 Cr 1
T 105 Cr 1 M 60
T 85
T 75
T 65
T 55 Cr 70
T 55 Si 2 Mn 90 Mo 33
T 50 Cr 1 V 23
T 60 Ni 1
T 30 Ni 4 Cr 1
T 55 Ni 2 Cr 65 Mo 3
T 33, W 9 Cr 3 V 38
T 35 Cr 5 Mo V 1
T 35 Cr 5 Mo W 1 V 30
T 75 W 18 Co 6 Cr 4 V 1 Mo 75
T 83 Mo W 6 Cr 4 V 2
T 55 W 14 Cr 3 V 45a
T 16 Ni 80 Cr 60
T 10 Cr 5 bee 75 V 23
Typical uses
Cold-Work Oil and Air-Hardening Steels
High-carbon highPress tools, drawing and cutter dies, shear blade thread
chromium tool steels
rollers. etc.
Nondeforming tool steels
Engraving tools, press tools, gauge, tape, dies, drills, hard
reamers, milling cutters, broaches, cold punches, knives. etc.
Carbon-chromium tool
steels
Lathe centers, knurling tools, press tools
Die blocks, garden and agricultural tools, etc.
Carbon tool steels
Shock-resisting tool steels
Pneumatic chisels, rivet shape, shear blades, heavy-duty
punches, scarfing tools, and other tools under high shock
Nickel-chromemolybdenum tool steels
Cold and heavy duty punches, trimming dies, scarfing tools,
pneumatic chisels, etc.
Hot-Work and High-Speed Steel
Hot-work tool steels
Castings dies for light alloys, dies for extrusion, stamping,
and forging
High-speed tool steels
Drills, reamers, broaches, form cutters, milling cutters,
deep-hole drills, slitting saws, high-speed and heavy-cut
tools
Low-Carbon Mold Steel
Carburizing steels
After case hardening for molds for plastic materials
a
May also be used as hot-work steel.
Source: IS 1871, 1965.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
1.46
CHAPTER ONE
TABLE 1-25
Mechanical properties of carbon and alloy steel bars for the production of machine parts
Ultimate tensile strength, sut
Steel designation
MPa##
kpsi
MPa‡
kpsi
14 C 4 (C 14)
20 C 8 (C 20)
30 C 8 (C 30)
40 C 8 (C 40)
45 C 8 (C 45)
55 C 8 (C 55 Mn 75)
65 C 6 (C 65)
14 C 14 S 14 (14 Mn 1 S 14)
11 C 10 S 25 (13 S 25)
363
432
490
569
618
706
736
432
363
52.6
62.6
71.1
82.5
89.6
102.4
106.7
62.6
52.6
441
510
588
667
696
64.0
74.0
85.3
96.7
101.0
530
481
76.8
69.7
Minimum
(gauge length
ffi
pffiffiffiffielongation
= 5.65 a ), %
26
24
21
18
15
13
10
22
23
Notes: a , area of cross section; ## minimum; ‡ maximum; steel designations in parentheses are old designations
Source: IS 2073, 1970.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1473–1123
1373–1123
1373–1123
30 C 8 (C 30)
35 C 8 (C 25 Mn 74)
40 C 8 (C 40)
50 C 8 (C 50)
55 C 8 (C 55 Ma 75)
40 C 10 Si 8 (40 S 18)
40 C 15 Si 2 (40 Mn 2 S 12)
220 C 15 (20 Mn 2)
27 C 15 (27 Mn 2)
37 C 15 (37 Mn 2)
40 Cr 4 (40 Cr 1)
35 Mn 6 Mo 3 (35 Mn 2 Mo 28)
35 Mn 6 Mo 4 (35 Mn 2 Mo 45)
40 Cr 4 Mo 3 (40 Cr 1 Mo 28)
40 Ni 14 (40 Ni 3)
35 Ni Cr 2 Mo (35 Ni Cr Mo 60)
40 Ni 6 Cr 4 Mo 2 (40 Ni Cr Mo 15)
40 Ni 6 Cr 4 Mo 3 (40 Ni 2 Cr 1 Mo 28)
15 Ni Cr 1 Mo 12 (31 Ni 3 Cr 65 Mo 55)
30 Ni 13 Cr 5 (30 Ni 4 Cr 1)
15 Cr 13 Mo 6 (15 Cr 3 Mo 55)
25 Cr 13 Mo 6 (25 Cr 3 Mo 55)
40 Cr 13 Mo 10 V 2 (40 Cr 3 Mo 1 V 20)
40 Cr 7 Al 10 Mo 2 (40 Cr 2 Al 1 Mo 18)
55 Cr 70)
105 Cr 4 (105 Cr 1)
105 Cr 1 Mn 60
a
Stabilization 823 K (5508C).
Source: IS 1871, 1965.
K
Designation
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1100–850
1100–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
1200–850
8C
Hot-working
temperature
800–850
850–880
830–860
1123–1153
1103–1133
1073–1123
860–890
850–880
830–860
810–840
810–840
830–860
840–870
860–900
840–880
850–870
850–880
8C
1133–1163
1123–1153
1103–1133
1083–1113
1083–1113
1103–1113
1113–1143
1133–1173
1133–1153
1123–1143
1123–1153
K
Normalizing
TABLE 1-26
Recommended hardening and tempering treatment for carbon and alloy steels
1103–1123
1083–1103
1163–1183
1163–1183
1173–1213
1123–1173
1073–1123
1093–1133
1073–1113
1133–1163
1113–1153
1103–1133
1083–1113
1083–1113
1103–1133
1113–1143
1133–1173
1133–1153
1123–1143
1123–1153
1113–1133
1113–1133
1123–1153
1103–1133
1093–1123
1103–1123
1103–1123
K
830–850
810–820
890–910
890–910
900–940
850–900
800–850
820–860
800–840
860–890
840–880
830–860
810–840
810–840
830–860
840–870
860–900
840–880
850–870
850–880
840–860
840–860
850–880
830–860
820–850
820–850
830–850
8C
Hardening
8C
Oil
Air or oil
Oil
Oil
Oil
Oil
Oil
Water or oil
Water or oil
Water or oil
Water or oil
Water or oil
Oil
Oil
Oil
Oil
Water or oil
Water or oil
Water or oil
Oil
Water or oil
Oil
Oil
Oil
Water or oil
Oil
Oil
K
Quenching
823–923
803–1033
823–933
823–933
823–933
823–933
823–933
823–933
823–933
823–933
823–933
823–933
823–933
823–933
823–933
823–933
823–933
823–933
or
423–473
(depending
on hardness
required)
933
523
823–973a
823–973a
843–923
823–973
773–973
>423
403–453
K
Tempering
660
250
550–700a
550–700a
570–650
550–700
500–700
>150 in oil
130–180
550–660
530–760
550–660
550–660
550–660
550–660
550–660
550–660
550–660
550–660
550–660
550–660
550–660
550–660
550–660
550–660
550–660
550–660
or
150–200
8C
PROPERTIES OF ENGINEERING MATERIALS
1.47
11.2
12.7
12.5
11.6
13.6
13.6
12.6
14.3
14.1
14.1
13.0
5.8
6.3
0.85
1.11
1.28
0.83
1.16
0.93
0.98
0.52
0.75
1.24
0.75
0.90
0.89
0.37
0.6
0.95
1.47
0.99
0.64
0.38
0.60
0.67
0.6
0.57
0.54
0.94
Si
1.46 Mo
1.20 Mo
3.65 Ni
2.4 Mo
2.0 Mo
3.0 Mo
0.96 Mo
1.10 Mo
0.96 Mo
0.87 Mo
Other
Mill liner
Plate
Round
Round
Round
Round
Round
Round
Plate
Plate
Round
Round
Keel block
Form
100
100
25
25
25
25
25
25
25
50
25
25
100
mm
4
4
1
1
1
1
1
1
1
2
1
1
4
in
Section
340
330a
655
600
745
600
695
560
510
435a
440
450
330a
MPa
220
183
235
150
181
2 Mo manganese steels
370
54
365
53
440
64
3.5 Ni manganese steel
295
43
6 Mn-1 Mo alloys
325
47
–
49
48a
95
87
108
87
163
185
188
–
1 Mo manganese steels
101
345
50
81
400
58
74
365
53
63a
–
–
kpsi
Brinell
hardness,
HB
–
–
245
MPa
Yield strength, sy
(0.2% offset)
Plain manganese steels
64
–
–
65
360
52
48a
–
–
kpsi
Tensile strength,
st
2
1a
36
15.5
34.5
7.5
30
13
11
4a
14.5
4
1a
Elongation
in
50 mm, %
–
–
26
13
27
10
29
15
16
–
–
–
–
Reduction
in area, %
b
a
Properties converted from transverse bend tests on 6 13 mm (14 12 in) bars cut from castings and broken by center loading across 25 mm (1 in) span.
Charpy V-notch.
Source: Metals Handbook Desk Edition, ASM International, 1985, Materials Park, OH 44073-0002 (formerly the American Society for Metals, Metals Park, OH 44073, 1985).
Mn
C
Composition, %
TABLE 1-27
Mechanical properties of some as-cast austenitic manganese steels
ft-lbf
9
–
–
–
–
–
–
–
72
–
7
–
–
–
–
–
–
–
53
–
–
–
–
–
3.4 2.5
J
Impact strength
Charpy b
PROPERTIES OF ENGINEERING MATERIALS
1.48
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
179
278
331
250
290
303
283
186
-T 43
-T 6
240.0 -F
295.0 -T 4
-T 6
319.0 -F
-T 6
C 355.0 -T6
356.0 -T 6
A 390.0 -F
-T 6
520.0 -T4
A 535.0 -F
-T 6
C 355.0 -T61
A 356.0 -T 61
-F
-O
-H 14
-H 18
-T 3
-T 6
-O
-T 451
-T 651
-O
-T 451
-O
-T 351
-T 3
-T 86
355.0
513.0
1100
2014
-T 4.
-T 6.
2017
-T 4.
2024
-T 4.
2011
414
448
235
221
250
186
250
269
228
201.0
90
125
165
380
395
185
425
482
180
425
185
470
485
515
MPa
Alloy no.
13
18
24
55
57
27
62
70
26
62
27
68
70
75
27
44
41
42
26
40
48
36
60
65
34
32
36
27
26
39
33
kpsi
Ultimate
tensile
strength, sut
35
115
150
295
270
95
290
415
70
275
75
325
345
490
110
234
207
185
179
278
179
124
255
379
200
110
165
124
164
200
164
MPa
5
17
22
43
39
14
42
60
10
40
11
47
50
71
16
34
30
27
26
40
26
18
37
55
29
16
24
18
24
29
24
kpsi
Tensile yield
strengthd ,
syt
117
248
221
185
17
36
32
27
27
25
172
186
56
30
17
25
19
25
kpsi
386
207
117
172
131
172
MPa
Compressive
yield
strength,d
syc
60
75
90
220
235
125
260
290
125
260
125
285
280
310
152
221
193
235
234
9
11
13
32
34
18
38
42
18
38
18
41
40
45
22
32
28
34
34
26
26
31
22
29
179
217
152
200
179
42
kpsi
290
MPa
Shear
strength,
s
35
50
60
125
125
90
140
125
90
125
90
140
140
125
69
97
90
69
90
55
59
48
52
69
76
MPa
5
7
9
18
18
13
20
18
13
18
13
20
20
18
10
14
13
10
13
8
8.5
7
7.5
10
11
kpsi
Endurance
limit in
reversed
bending,
sfb
23
32
44
95
97
45
105
135
45
105
47
120
120
135
60
90
90
90
100
140
75
65
130
90
60
75
70
80
85
70
9.5
11.9
10.5
10.0
10.0
10.7
10.7
10.5
Wrought alloys
72
Permanent mold casting
65
82
72
69
69
74
74
Sand casting alloys
Brinell
hardness
Modulus of
4.9 kN
e
(500 kgf) load elasticity, E
on 10-mm
ball, HB
GPa
Mpsi
35
9
5
15
17
18
20
13
22
22
20
20
18
6
7.0
3.0
10.0
D
B
B
D
B
B
B
–
C
D
D
E
D
D
A
1
3
3
3
4
4
1
1
1
1
3
2
2
3
3
3
3
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
D
C
C
D
D
D
D
A
A
A
D
Machiability Gas
C
C
A
A
A
D
1
3
2
3
2
2
1
1
<1.0
<1.0
16
9.0
4.0
4
4
4
3
3
3
3
3
3
Corrosion
resistance
17
8
1.0
8.5
5.0
2.0
2.0
5.0
3.5
(2 in), %
Elongation
in 50 mm
TABLE 1-28
Mechanical properties, fabrication characteristics,a and typical uses of some aluminum alloysb
D
B
B
C
D
B
B
A
A
A
D
5
2
2
2
2
2
5
4
2
2
4
2
2
2
2
2
2
Arc
Welding
D
B
B
B
B
B
B
B
A
A
D
Resistance
Truck wheels, screw-machine products, aircraft
structure
Truck frames, aircraft structures
Screw machine products
Sheet metal work, spun holloware, fin stock
Machine-tool parts, aircraft wheels, pump parts, marine
hardware, valve bodies
Ornamental hardware and architectural fittings
Timing gears, impellers, compressor and aircraft and
missile components requiring high strength
Aircraft fittings and components, levers, brackets
Air compressor fitting, crankcase, gear housing
Cylinder heads, impellers, timing gears, water jackets,
meter parts
Automotive engine blocks, pulleys, brake shoes, pumps
Crankcases, spring hangers, housing, wheels
Aircraft structural components
Uses
PROPERTIES OF ENGINEERING MATERIALS
1.49
110
150
200
180
240
285
195
260
290
125
310
90
240
230
570
-O
-H 14
-H 18
-O
-H 34
-H 38
-O
-H 34
-H 38
-O
-T 6
-O
-T 6
-O
-T 6
3003
45
13
35
38
83
38
42
18
22
29
26
35
41
28
16
kpsi
275
50
215
105
505
215
255
55
145
185
70
200
250
90
40
MPa
40
7
31
15
73
31
37
8
21
27
10
29
36
13
6
kpsi
Tensile yield
strengthd ,
syt
MPa
kpsi
205
70
150
150
330
145
165
80
95
110
110
125
145
125
75
MPa
30
10
22
22
48
21
24
12
14
16
16
18
21
18
11
kpsi
Shear
strength,
s
95
55
70
115
160
125
140
60
60
70
95
105
110
110
50
MPa
14
8
10
17
23
18
20
9
9
10
14
15
16
16
7
kpsi
Endurance
limit in
reversed
bending,
sfb
95
25
73
60
150
68
77
30
40
55
45
63
77
47
28
ball, HB
Brinell
hardness
4.9 kN
(500 kgf) load
on 10-mm
GPa
Mpsi
Modulus of
elasticity,e E
12
17
11
12
10
7
25
8
4
20
9
5
25
30
(2 in), %
Elongation
in 50 mm
B
A
A
–
C
A
A
B
A
A
A
A
A
A
A
Corrosion
resistance
C
D
B
C
C
C
D
D
D
D
C
C
D
E
A
A
A
D
D
A
A
A
A
A
B
B
B
A
A
Machiability Gas
A
A
A
C
C
A
A
A
A
A
A
A
A
A
A
Arc
Welding
A
A
A
B
B
A
A
B
A
A
B
A
A
B
B
Resistance
Fin stock, cladding alloy
Aircraft and other structures
Pipe, railing, furniture, architectural extrusions
Heavy-duty structures requiring good corrosion
resistance, truck and marine, railroad car, furniture,
pipeline applications
Hydraulic tube, appliances, bus body sheet, sheet metal
work, welded structures, boat sheet
Trailer panel sheet, storage tanks, sheet metal works
Pressure vessels, storage tanks, heat-exchanger tubes,
chemical equipments, cooking utensils
Uses
b
For ratings of characteristics, 1 is the best and 5 is the poorest of the alloys listed. Ratings A through D are relative ratings in decreasing order of merit.
Average of tensile and hardness values determined by tests on standard 12.5-mm (12-in) diameter test specimens.
c
Endurance limits on 500 million cycles of completely reversed stresses using rotating beam-type machine and specimen.
d
At 0.2% offset.
e
Average of tension and compression moduli.
Key: Temper designations: F, as cast; O, annealed; Hxx, strain hardened; T1, cooled from an elevated temperature shaping process and naturally aged; T2, cooled from an elevated temperature
shaping process, cold-worked and naturally aged; T3, solution heat-treated and cold worked and naturally aged; T4, solution heat-treated and naturally aged; T5, cooled from an elevated temperature
shaping process and artificially aged; T6, solution heat-treated and artificially aged; T7, solution heat-treated and stabilized; T8, solution heat-treated, cold-worked and artificially aged; TX 51, stressrelieved by stretching.
Source: ASM Metals Handbook, American Society for Metals, Metals Park, Ohio, 1988.
a
7075
6063
6061
5052
3004
MPa
Alloy no.
Ultimate
tensile
strength, sut
Compressive
yield
strength,d
syc
TABLE 1-28
Mechanical properties, fabrication characteristics,a and typical uses of some aluminum alloysb ðCont:Þ
PROPERTIES OF ENGINEERING MATERIALS
1.50
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
0.15–0.35
0.2–0.4
A-4
A-5
A-6
A-8
A-9
A-10 LM10 0.1
A-11 LM11 4.0–5.0
A-12 LM12 9.0–10.5
BS 1490
9.0–11.5
(LM12)
A-13 LM 13 0.5–1.3
4223
5230
4600
4250
4635
5500
2280
2585
4685
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
A13 (special)
LM9
LM8
LM6
LM5
LM4
LM2
0.1
0.1
0.1
0.1
2.0–4.0
0.7–2.5
0.8–1.5
0.1
9.5–11.0
0.2–0.6
0.3–0.8
0.1
3.0–6.0
0.15
0.3
0.15
A-2
6.0–8.0
4520
LM1
A-1
Mg
2447
Cu
IS
old
IS
new
BS
Designation
11.0–13.0
2.5
2.0
0.25
0.25
10.0–13.0
3.5 –6.0
10.0–13.0
0.3
4.0–6.0
9.0–11.15
2.0–4.0
Si
0.8
1.0
1.0
0.5
Ni
0.1
0.1
0.1
0.1
0.5
0.6
Ti
0.8
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.5
1.2
0.2
0.2
0.05–0.3 0.05
0.2
0.2
0.3
0.1
0.1
0.2
0.1
0.05
0.2
0.2
0.1
0.2
0.2
0.1
0.1
0.2
0.05
0.2
0.2
0.3
0.3
Pb
0.1
0.2
Ti +
Nb
0.2
2.0–4.0 0.2
Zn
2.0–3.0 0.1
0.5
0.5
0.1
0.1
0.3–0.7 0.1
0.5
0.5
0.3–0.7 0.1
0.3–0.7 0.3
0.5
0.6
Mn
0.5–1.5 0.6
0.25
0.35
0.6
0.6
0.6
0.6
0.8
1.0
1.0
Fe
Chemical composition, percent
TABLE 1-29
Chemical composition and mechanical properties of cast aluminum alloy5;6;7
0.10
0.1
0.10
0.05
0.05
0.05
0.05
0.05
0.05
0.05
0.20
0.20
Sn
R
E
D
N
I
A
M
E
R
Al
MPa
WP
Fullly heattreated
WP
170
247
170
278
139
201
124
154
As cast
124
147
As cast
139
154
As cast
139
170
As cast
162
185
As cast
124
162
162
232
147
185
232
278
Precipitation- 170
treated
231
Solution278
treated
307
Solution216
treated
263
WP
278
309
Fully heattreated
WP
278
As cast
Condition
24.6
35.9
24.6
40.3
20.2
29.2
40.3
18.0
22.3
18.0
21.3
20.2
22.3
20.2
24.6
23.5
26.9
18.0
23.5
23.5
33.6
21.3
26.9
33.6
40.3
24.6
36.4
40.3
44.8
31.3
38.1
40.3
44.8
kpsi
Tensile strength, st
2
1.5
2
8
12
7
13
4
9
2
2
3
5
5
7
2
3
2.5
5
1
2
65
65
100
100
100
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Brinell
Elongation hardness,
Test piece
%
HB
Mechanical properties
PROPERTIES OF ENGINEERING MATERIALS
1.51
A-18 LM18 0.1
A-22 LM22 2.8–3.8
A-24 LM24 3.0–4.0
4300
4223
4420
0.1
0.05
0.1
0.4–0.6
1.2–1.7
Mg
7.5–9.5
4.0–6.0
4.5–6.0
4.5–5.5
0.6
Si
1.3
0.7
0.6
0.6
0.6
Fe
0.5
Zn
0.1
0.25
0.5
1.0
3.0
0.15
0.1
0.1
1.8–2.3 0.1
Ni
0.3–0.6 0.15
0.5
0.5
0.6
Mn
Chemical composition, percent
0.2
0.2
0.2
0.1
0.2
0.2
0.3
0.05
0.05
0.1
0.05
Pb
0.2
0.2
Ti
Ti +
Nb
Notes: IS: Sp-1-1967 Specification of Aluminum Alloy Castings and BS 1490 (from LM 1 to LM 24) are same.
Refer to both Indian Standards and British Standards; ** refer to British Standards, BS 1490 only.
Source IS Sp-1, 1967.
A-16 LM16 1.0–1.5
4225
A-14 (special)
A-14 LM 14 3.5–4.5
Cu
2285
BS
IS
old
IS
new
Designation
TABLE 1-29
Chemical composition and mechanical properties of cast aluminum alloy (Cont.)
0.1
0.20
0.05
0.05
0.05
0.05
Sn
Al
216
278
185
232
MPa
As cast
177
170
201
232
263
232
278
116
139
Solution (W)- 247
treated
WP
WP
WP
WP
As cast
Fully heattreated
WP
Solutiontreated
Condition
25.7
24.6
29.2
33.6
38.1
33.8
40.3
16.8
20.2
35.9
31.3
40.3
26.9
33.6
kpsi
Tensile strength, st
1.5
3
4
8
2
3
100
100
75
75
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Chill-cast
Sand-cast
Chill-cast
Sand-cast
Chill-cast
Brinell
Elongation hardness,
Test piece
%
HB
Mechanical properties
PROPERTIES OF ENGINEERING MATERIALS
1.52
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
99 min
99.5 min
19000
19500
Remainder
Remainder
Remainder
Remainder
Remainder
Remainder
Remainder
Remainder
24345
24534
43000
46000
52000
53000
54300
63400
19600
Al
Designation
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
0.1
0.1
0.1
0.1
0.1
0.1
3.5–4.7
3.8–5.0
0.05
0.1
Cu
0.4–0.9
4.0–4.9
2.8–4.0
1.7–2.6
0.2
0.2
0.4–1.2
0.2–0.8
–
0.2
Mg
0.7
0.7
0.4
0.7
Fe
0.3–0.7
0.4
0.6
0.6
0.6
0.7
0.5
0.5
10.0–13.0 0.6
4.5– 6.00 0.6
0.2–0.7
0.5–1.2
0.3
0.5
Si
0.3
0.5–1.0
0.5
0.5
0.5
0.5
0.4–1.2
0.3–1.2
0.05
0.1
Mn
Chemical composition, %
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.1
0.1
Zn
0.2
0.2
0.2
0.2
–
–
0.3
0.3*
–
–
Ti
or
others
0.1
0.25
0.25
0.25
–
–
–
0.3*
–
–
Cr
O
Ma
O
Ma
O
W
Ma
O
Ma
O
Ma
O
Ma
W
Ma
O
WP
Ma
O
Ma
O
Ma
Ma
O
W
Condition
10 (0.4)
10 (0.4)
75 (3.0)
150 (6.0)
–
10 (0.4)
25 (1.0)
75 (3.0)
150 (6.0)
–
–
–
10 (0.4)
75 (3.0)
150 (6.0)
–
–
–
–
–
–
–
50 (2.0)
–
–
–
All sizes
–
–
150 (6.0)
Over
mm
(in)
Size
10 (0.4)
75 (3.0)
150 (6.0)
200 (8.0)
10 (0.4)
25 (1.0)
75 (3.0)
150 (6.0)
200 (8.0)
–
–
10 (0.4)
75 (3.0)
150 (6.0)
200 (8.0)
15 (0.6)
15 (0.6)
15 (0.6)
15 (0.6)
150 (6.0)
50 (2.0)
150 (6.0)
150 (6.0)
150 (6.0)
150 (6.0)
150 (6.0)
–
–
150 (6.0)
200 (8.0)
Up to and
including
mm (in)
2.9
2.6
2.5
13
25.4
32.6
34.1
34.1
32.6
54.4
58.0
60.9
58.7
55.1
13.0
25.0
31.9
34.1
34.1
32.6
–
–
–
–
10.2
14.5
14.5
–
18.9
18.1
–
–
11.6
11.6
18
17
90
175
225
235
235
225
375
400
420
405
380
90
175#
220
235
235
225
–
–
–
–
70
100
100
–
130
125
–
–
80
80
kpsi
20
MPa
0.2% proof stress,
min, sp
TABLE 1-30
Chemical composition and mechanical properties of wrought aluminum and aluminum alloys for general engineering purposes6
65
110#
65
100#
65
150
240#
375
385
385
375
430
460
480
460
430
150
240
375
385
385
375
90
130#
100
150#
160
240#
215
200
260#
275
350
110
130#
140
125
MPa
9.4
16.0
9.4
14.5
9.4
21.6
34.8
54.4
55.8
55.8
54.4
62.4
66.7
69.6
66.7
62.4
21.0
34.8
54.4
55.8
55.8
54.4
13.0
18.9
14.5
21.8
23.2
34.8
31.2
29.0
37.7
40.0
50.8
16.0
18.8
20.3
18.1
kpsi
Tensile strength,
min, st
18
25
23
25
23
12
12
10
10
8
8
6
6
6
6
6
12
12
10
10
8
8
18
18
10
12
14
18
14
14
10
11
13
13
18
14
13
Elongation,
% (min)
PROPERTIES OF ENGINEERING MATERIALS
1.53
Remainder
Remainder
Remainder
Remainder
64423
64430
65032
74530
1.54
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
0.4–1.2
0.5–1.3
Mg
0.2
0.4–0.8
0.6–1.3
0.7–1.3
Si
1.0– 1. 5 0.4–0.8
0.15–0.4 0.7–1.2
0.1
0.5–1.0
Cu
0.7
0.7
0.6
0.8
Fe
0.2–0.7
0.2–0.8
0.4–1.0
1.0
Mn
4–5
0.2
1.0
Zn
0.2
0.2
0.2
Ti
or
others
0.2
0.15–0.35
0.25
Cr
WP
WP
W
(Naturally
aged for 30
days)
WP
WP
Ma
O
W
All sizes
–
6 (0.24)
15 (0.6)
6 (0.24)
–
150 (6.0)
–
–
–
–
All sizes
–
–
150 (6.0)
–
5 (0.2)
75 (3.0)
150 (6.0)
All sizes
–
–
150 (6.0)
–
150 (6.0)
–
6 (0.24)
75 (3.0)
P
–
–
Condition
Ma
O
W
WP
Ma
O
W
WP
Over
mm
(in)
Size
6 (0.24)
75 (3.0)
150 (6.0)
–
6 (0.24)
75 (3.0)
150 (6.0)
15 (0.6)
150 (6.0)
200 (8.0)
150 (6.0)
200 (8.0)
6 (0.24)
75 (3.0)
150 (6.0)
23 (0.12)
12 (0.5)
150 (6.0)
200 (8.0)
–
–
–
–
–
–
150 (6.0)
200 (8.0)
5 (0.2)
75 (3.0)
150 (6.0)
200 (8.0)
Up to and
including
mm (in)
245
26245
–
430
455
430
140
110
150
130
–
125#
155
265
80
–
120
100
255
270
270
240
50
115#
115
100
235
200
220
230
220
MPa
35.5
37.7
35.5
–
62.4
66.6
62.4
20.3
16.0
21.8
18.9
–
18.1
22.5
38.4
11.6
–
18.1
14.5
37.0
39.2
39.2
34.8
7.3
16.7
22.5
14.5
34.0
29.0
31.4
33.6
31.4
kpsi
0.2% proof stress,
min, sp
285
310
290
290#
500
530
500
170
150
185
150
120
215#
265
330
110
150#
185
170
295
310
295
280
110
150#
185
170
280
245
255
275
265
MPa
41.3
45.0
42.1
42.1
72.5
78.9
72.5
24.7
21.8
26.8
21.8
17.4
31.2
38.4
47.9
16.0
21.8
26.8
24.7
42.8
45.0
42.8
40.6
16
21.8
26.8
24.7
40.6
35.5
37.0
40.0
38.4
kpsi
Tensile strength,
min, st
7
7
7
10
6
6
6
7
7
7
6
10
15
13
7
12
16
14
12
7
7
7
6
12
16
14
12
7
6
9
9
9
Elongation,
% (min)
Properties in M (as-cast) temper are only typical values and are given for information only.
Key: # Maximum, M – as-cast condition; R – stress-relieved only; P – precipitation-treated; W – solution-treated, WP – solution-treated and precipitation treated; WPS – fully heat treated plus
stabilization.
Source: IS 733, 1983.
a
76528
Al
Designation
Chemical composition, %
TABLE 1-30
Chemical composition and mechanical properties of wrought aluminum and aluminum alloys for general engineering purposes (Cont.)
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
84 Cu, 10 Sn, 2.5 Pb, 3.5 Ni 324
80 Cu, 10 Sn, 10 Pb
241
81 Cu, 4 Ni, 4 Fe, 11 AI
C 86300
C 87200
C 87500
C 90500
C 92200
C 96300
C 97800
C 99400
C 16200
C 17000
Silicon bronze
Silicon brass
Tin bronze
Leaded tin bronze
Leaded tin nickel bronze C 92900
High-leaded tin bronze
C 93700
C 95500
Manganese bronze
Aluminum bronze
Copper-nickel
Nickel-silver
Special alloy
Cadmium copper
Beryllium copper
Leaded beryllium copper C 17300
88 Cu, 6 Sn, 1.5 Pb, 4.5 Zn 276
C 85400
99.5 Cu, 1.9 Be, 0.4 Pb
99.5 Cu, 1.7 Be, 0.20 Co
99.0 Cu, 1.0 Cd
90.4 Cu, 2.2 Ni, 2.0 Fe,
1.2 Al, 1.2 Si, 3.0 Zn
47
35
40
45
67
55
115
34
37
kpsi
179
124
138
152
207
172
572
83
117
MPa
26
18
20
22
30
25
83
12
17
kpsi
517
30
55
25
15
10
12–10
20
20
30
25
21
30
15
25
469-1479 68-200 172-1255 25-182 48-3
483-1310 70-190 221-1172 32-170 45-3
Wrought Alloys
7–69
57–1
234–372 34–54
207
379
241–689 35–100 48–476
455–545 66–79
55
75
Elongation
in 50 mm
(2 in),
%
Cast Alloys
30
Tensile yieldb
strength, syt
689–827 100–120 303–469 44–68
310
462
379
793
234
66 Cu, 5 Sn, 2 Pb, 25 Ni, 2 Zn379
79.3 Cu, 20 Ni, 0.7 Fe
88 Cu, 10 Sn, 2 Zn
82 Cu, 14 Zn, 4 Si
89 Cu min, 4 Si
63 Cu, 25 Zn, 3 Fe, 6 Al,
3 Mn
67 Cu, 1 Sn, 3 Pb, 29 Zn
255
Leaded yellow brass
85 Cu, 5 Sn, 5 Pb, 5 Zn
C 83600
Leaded red brass
MPa
UNS no. Composition,a
Alloy name
Ultimate tensile
strength, sut
TABLE 1-31
Typical mechanical properties and uses of some copper alloys4
125–170
RB 98
RB 77
50
20
20
50
60
130d
d
15
50
192–230d
150
40
80
42
30
50
80
60
65
115
134d
75
40
8
225d
85
80
84
50
60
Brinell,
Machin4.9 kN
(500-kgf Rockwell,a ability
load) HB R
ratingc
Hardness
Trolley wire, spring contacts, railbands, high-strength
transmission lines, switch gear components, and ware-guide
Bellows, diaphragms, fuse clips, fasteners, lock washers,
springs, valves, welding equipment, bourdon tubing
Bellows, diaphragms, fuse clips, fasteners, lock washers,
springs, valves, welding equipment, switch parts, roll pins
Valves, flanges, pipe fittings, pump castings, water pump
impellers and housings, small gears, ornamental fittings
General-purpose yellow casting alloy, furniture hardware,
radiator fittings, ship trimmings, clocks, battery clamps,
valves, and fittings
Extra-heavy-duty, high-strength alloy, large valve stems,
gears, cams, slow heavy-load bearings, screw-down nuts,
hydraulic cylinder parts
Bearings, bells, impellers, pump and valve components,
marine fittings, corrosion-resistant castings
Bearings, gears, impeller, rocker arms, valve stems, small
boat propellers
Bearings, bushings, piston rings, valve components, steam
fittings, gears
Valves, fittings and pressure-containing parts for use up to
2888C (5508F), bolts, nuts, gears, pump piston, expansion
joints
Gears, wear plates, cams, guides
Bearings for high-speed and heavy-pressure pumps,
impellers, pressure-tight castings
Valve guides and seats in aircraft engines, bushings, rolling
mill bearings, washers, chemical plant equipment, chains,
hooks, marine propellers, gears, worms
Marine fittings, sleeves and seawater corrosion resistance
parts
Valves and valve seats, musical instrument components,
sanitary and ornamental hardware
Valve stems, marine uses, propeller wheels, mining
equipment gears
Typical uses
PROPERTIES OF ENGINEERING MATERIALS
1.55
85.0 Cu, 15.0 Zn
C 22000
C 23000
C 26000
C 26800
C 28000
C 34000
C 36000
C 37700
C 44300
C 44400
C 44500
C 46400
to
C 46700
C 51000
Commercial bronze
(90%)
Red brass (85%)
Cartridge brass (70%)
Yellow brass
Muntz metal
Medium leaded brass
Free-cutting brass
Forging brass
Admiralty brass
C 71500
C 77000
Copper-nickel (30%)
Nickel-silver 55-18
1.56
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
kpsi
69–427 10–62
69–400 10–58
MPa
172–455 25–66
103–414 15–60
124–310 18–45
138
20
124–152 18–22
145–379 21–55
138–483 20–70
207–414 30–60
60—145 186–621 27–90
54–75
65–84
56–145 145–483 21–70
47–140 131–552 19–80
55–88
47–88
49–68
52
48–55
54–74
46–128 97–427 14–62
44–130 76–448 11–65
39–105 69–434 10–63
37–72
34–64
kpsi
Tensile yieldb
strength, syt
40–2
45–15
33–19
63–3
64–2
50–17
60–7
53–18
45
65–60
52–10
65–3
66–3
55–3
50–3
45–4
Elongation
in 50 mm
(2 in),
%
90-82RB
30
20
30
30
20
30
70
100
80
30
85RF –80RB 40
80RB –64RF 30
82RB –64RF 30
77RB –55RF 30
70RB –53RF 20
64RB –46RF 20
Brinell,
Machin4.9 kN
(500-kgf Rockwell,a ability
load) HB R
ratingc
Hardness
Aircraft turn buckle barrels, balls, bolts, nuts, marine
hardware, propeller, rivets, shafts, valve stems, welding
rods, condenser plate
Bellows, bourdon tubing, clutch disks, cotter pins,
diaphragms, fasteners, lock washers, chemical hardware,
textile machinery
Hydraulic pressure liners, anchor screws, bolts, cap screws,
machine screws, nuts, rivets, U-bolts, electrical conduits,
welding rod
Clutch disks, pump rods, shafting, balls, valve stems and
bodies
Condensers, condenser plates, distiller tubing, evaporator
and heat-exchanger tubing, ferrules, salt water piping
Optical goods, springs, and resistance wires
Coins, medals, bullet jackets, fuse caps, primers, jewellery
base for gold plate
Etching bronze, grillwork, screen cloth, lipstick cases,
marine hardware, screws, rivets
Conduit, sockets, fasteners, fire extinguishers, condenser
and heat-exchanger tubing, radiator cores
Radiator cores and tanks, flashlight shells, lamp fixtures,
fasteners, locks, hinges, ammunition components, rivets
Radiator cores and tanks, flashlight shells, lamp fixtures,
fasteners, locks, hinges, rivets
Architectural, large nuts and bolts, brazing rods, condenser
plates, heat-exchanger and condenser tubing, hot forgings
Butts, gears, nuts, rivets, screws, dials, engravings
Gears, pinions, automatic high-speed screws, machine parts
Forgings and pressings of all kinds
Ferrules, condenser, evaporator and heat-exchanger tubing,
distiller tubing
Typical uses
a
b
c
Nominal composition. unless otherwise noted.
All yield strengths are calculated by 0.5 percent offset method.
Machinability rating expressed as a percentage of the machinability of
d
e
29.4 kN (3000 kgf) load.
RA , RB , RF , Rockwell numbers in A, B, F scales.
C 36000, free-cutting brass, based on 100 percent for C 36000.
Note: Values tabulated are average values of test specimens.
Source: ASM Metals Handbook, American Society for Metals, Metals Park., Ohio, 1988.
55.0 Cu, 27.0 Zn, 18.0 Ni 414–1000
58.5 Cu, 1.4 Fe, 39.0 Zn, 448– 579
1.0 Sn, 0. 1 Mn
70.0 Cu, 30.0 Ni
372–517
C 67500
Manganese bronze–A
386– 1000
324– 965
379–607
324–607
338–469
359
331–379
372– 510
317–883
303–896
97.0 Cu, 3.0 Si
95.0 Cu. 5.0 Sn, trace P
60.0 Cu, 39.25 Zn,
0.75 Sn
65.0 Cu. 1.0 Pb, 34.0 Zn
61.5 Cu, 3.0 Pb, 35.5 Zn
59.0 Cu, 2.0 Pb, 39.0 Zn
71.0 Cu, 28.0 Zn, 1.0 Sn
60.0 Cu, 41.0 Zn
65.0 Cu, 35.0 Zn
70.0 Cu, 30.0 Zn
269–724
255–496
234–441
MPa
High-silicon bronze -A C 65500
Phosphor bronze
(5% A)
Naval brass
90.0 Cu, 10.0 Zn
C 21000
Guilding brass (95%)
95.0 Cu, 5.0 Zn
UNS no. Composition,a
Alloy name
Ultimate tensile
strength, sut
TABLE 1-31
Typical mechanical properties and uses of some copper alloys (Cont.)
PROPERTIES OF ENGINEERING MATERIALS
6.0
7.6
9.0
6.0
4.3
9.0
3.0
8.5
3.0
AZ63A–T6
AZ81A–T4
AZ92A–T6
HK3IA–T6
HZ32A–T5
ZE41A–T5
ZH62A–T5
ZK61A–T6
AM60A–F
AS41A–Fc
AZ91A and B–Fc
AZ31B and C–Fd
AZ80A–T5
HM31A–F
ZK60A–T5
AZ3IB–H24
HK31A–H24
HM21A–T8
0.6
1.2
0.13
0.35
0.13
0.15
0.13
0.10
3.0
2.0
3.0
0.7
1.8
3.3
3.3
Mn(a) Th
1.0
5.5
1.0
0.5
2.1
4.2
5.7
6.0
3.0
0.7
2.0
Zn
0.6
0.45a
0.7
0.7
0.7
0.7
0.7
Zr
kpsi
MPa kpsi
1.0 Si
290
255
235
260
380
290
365
205
220
230
b
180
160
130
26
23
19
14
35
27
36
Extruded Bars and Shapes
38
200
29
97
55
275
40
240
42
230
33
185
53
305
44
250
Sheets and Plates
42
220
32
33
200
39
34
170
25
17
22
24
115
150
165
Die Castings
30
115
17
32
150
22
33
150
22
19
12
22
15
13
20
25
28
MPa kpsi
Compressive
Bearing
325
285
270
345
405
230
360
305
450
275
255
350
340
47
41
39
50
59
33
52
44
65
40
37
51
49
MPa kpsi
Yield strength, sy
Sand and Permanent Mold Castings
275
40
130
19
130
275
40
83
12
83
275
40
150
22
150
220
32
105
15
105
185
27
90
13
90
1.2 RE 205
30
140
20
140
240
35
170
25
170
310
45
195
28
195
Others MPa
Tensile
Minimum.
4.9-kN (500-kgf) load, 10-mm ball.
c
A and B are identical except that 0.30% max residual Cu is allowable in AZ91B.
d
Properties of B and C are identical, but AZ31C contains 0. 15 min Mn, 0.1 max Cu, and 0.03 max Ni.
Source: ASM Metals Handbook, American Society for Metals, Metals Park, Ohio, 1988.
a
Al
Alloy
Composition
Tensile strength,
st
TABLE 1-32
Nominal compositions and typical room-temperature mechanical properties of some magnesium alloys
15
9
11
15
7
10
11
6
4
3
5
15
3
8
4
3.5
4
10
160
140
125
130
165
150
180
140
145
125
150
145
140
160
165
180
23
20
18
19
24
22
26
20
21
18
22
21
20
23
24
26
73
68
88
49
82
63
73
55
84
55
57
62
70
70
Shear strength,
Elongation
s
Brinellb
in 50 mm
hardness,
(2 in), % MPa
kpsi
HB
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.57
1.58
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1290
830
1620
1460
1280
525
187
120
235
212
185
76
134
204
100
52
107
352
740
924
1410
690
65–110
55–75
95
50
90–120
185
75–90
70–95
145–180
140–170
91
98
185
19.6
162
70
75–100
80–120
140–175
105
kpsi
448–758
379–517
655
345
620–825
1275
517–621
483–655
1000–1240
965–1172
624
672
1276
135
1120
485
512–690
552–827
965–1207
725
MPa
1050
715
1310
1220
795
515
462
965
635
220
365
152
104
190
177
115
75
67
140
92
32
53
276–690 40–100
103–207 15–30
621
90
110
16
205–415 30–60
910
132
172–345 25–50
205–380 30–50
862–1172 125–170
724–1034 105–150
210
30.4
307
45
910
132
117
17.0
635
92
455
66
207–414 30–60
241–621 35–90
896–1172 130–170
260
38
b
10
8
15
14
25
35
52
17
27
14.5
56
35–10
35–40
4
50
55–35
28
60–35
45–25
5–2
30–20
49
46
28
102
24
9
60–30
50–25
5–2
56.0
Tensile yield
strength, syt (0.2%
offset)
Elongation
in 50 mm
MPa
kpsi
(2 in), %
Values shown represent usual ranges for common sections.
Values tabulated are approximate average ones.
Source: ASM Metals Handbook, American Society for Metals, Metals Park, Ohio, 1988.
a
Waspaloy
Unitemp
AF2–IDA
Rene 95
Hastelloy B
Udimet 700
Hastelloy G-3
Hastelloy W
Incoloy 800
Inconel X-750
Inconel 825
Monel K-500
Inconel 600
Monel 400
Durnickel 301
Bar, 218C (708F)
8708C (16008F)
Bar, forging 218C (708F)
6508C (12008F)
Bar, 218C (708F)
8708C (16008F)
Bar, cold-drawn
Annealed
Strip, cold-drawn
Annealed
Bar, cold-drawn, annealed
Age-hardened
Bar, annealed, 218C (708F)
Wire. annealed
Spring temper
Bar, drawn, age-hardened
Rod, annealed
As rolled
Bar, annealed, 218C (708F)
8718C (16008F)
Bar, 218C (708F)
7608C (14008F)
Bar, annealed
Hot-finished
Wire, spring temper
Bar, solution-treated
4258C (8008 F)
9008C (16508F)
Sheet, 6.4–19 mm
(0.25–0.75 in) thick
Bar, cast
Bar, 218C (708F)
8708C (16008F)
Nickel 200
Nickel 270
Condition
Name of alloy
Ultimate tensile
strength, sut
TABLE 1-33
Mechanical propertiesa of some nickel alloys4
87RB
24RC
75RB
86RB
95RB
35BB
35RC
53
Hardness
number
J
39
ft-lbf
Impact strength
notched Charpy
Jet engines, missiles, turbines where hightemperature strength and corrosion
resistance are important
Superalloy, jet engine, turbine, furnace
Springs
Corrosion-resistant parts
Jet engines, missiles, etc. where corrosion
resistance and high strength are required
High strength and hardness, corrosion
resistance
Corrosion-resistant parts
Corrosion-resistant parts
Typical uses
PROPERTIES OF ENGINEERING MATERIALS
365
255
434
317
207
214
53
37
63
46
30
31
Zinc Foundry Alloys
Die-Casting Alloys
110–120
90–100
110–125
110–125
105–120
105–125
82
91
Tensile yield strength,
syt
Brinell
hardness,
MPa
kpsi
HB
3–6
8–11
1
2
1–3
1–3
10
7
14
Elongation
in 50 mm
(2 in), %
58
65
54
J
43
48
40
ft-lbf
Impact strength
Charpy
Die-cast.
Note: Values given are average values.
Source: Machine Design, 1981 Materials Reference Issue, Penton/IPC, Cleveland, Ohio, Vol. 53, No. 6 (March 19, 1981); SAE Handbook, pp. 11–123, 1981.
a
58–64
45–47
65
400–440
310–324
448
ZA-27
Sand-cast
Sand-cast
Die-cast
41
47
47
57
283
324
283
kpsi
393
Z 33520
Z 35531
MPa
40–45
45–50
903
925a
903
UNS
276–310
310–345
AG 40 A
AC 41 A
Alloy 3
Alloy 5
Alloy 7
SAE
Ultimate tensile
strength, sut
ZA-12
Sand-cast
Permanent
Mold
Die-cast
ASTM
Grade
Designation of alloy
TABLE 1-34
Mechanical properties of some zinc casting alloys8
47
56
MPa
6.8
8.2
kpsi
Fatigue endurance
limit, sf , 108 cycles
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.59
550
R 58010
900
1030
1170
1170
Ti-6AI-4Vb
Ti-6Al-6V-2Sn
Ti-10V-2Fe-3Ala;c
Ti-6A1-2Sn-4Zr6Moe
Ti-13V-11Cr-3Al
Ti-3Al-8V-6Cr4Mo-4Zrb;c
900
790
690
1000
Ti-5Al-2.5Sn
Ti-5Al-2.5Sn-ELI
Ti-2.25Al-11Sn5Zr-IMo
130
130
150
170
170
115
100
145
50
830
830
970
1100
1100
760
620
900
480
380
280
170
120
120
140
160
160
110
90
130
70
55
40
25
4
10
19
20
22
24
13.5
24.5
35
10
18e
26a
34RC
30RC
40b
22b
30b
40b
MachiHardness nability
Gas turbine engine casting and rings, aerospace
structural members, excellent weldability,
pressure vessels, excellent corrosive resistance,
jet engine blades and wheels, large bulkhead
forgings
Most widely used alloy, aircraft gas turbine
disks and blades, turbine disks and blades,
air frame structural components, gas turbine
engines, disks and fan blade, components of
compressors
Missile applications such as solid rocket motor
cases, advanced manned and unmanned
airborne systems, springs for airframe
applications
Resistance to temperature effect of structures,
easy to fabricate, excellent corrosive resistance,
cyrogenic applications
Uses
b
At 0.2% offset.
Mechanical and other properties given for annealed conditions.
c
Mechanical and other properties given for solution-treated and aged condition.
d
Based on a rating of 100 for B1112 resulfurized steel.
e
Approximate values of annealed bars at room temperature.
Source: Metals Handbook, Desk Edition, ASM International, Materials Park, Ohio 44073-0002, 1985 (formerly the American Society for Metals, Metals Park, Ohio, 1985).
a
Beta alloy
Beta alloy
R 56260
R 56400
80
450
ASTM Grade 3
(Ti-65A)
ASTM Grade 4
Alpha-beta
alloy
65
340
ASTM Grade 2
Commercially
pure titanium
Commercially
pure titanium
Commercially
pure titanium
Alpha alloy
R 54520
Alpha alloy
R 54521
Alpha alloy
R 54790
35
ASTM Grade 1
Commercially R 50520
pure titanium
240
Designation
Name of alloy UNS no.
Strength
Ultimate
Tensile yield
impact
tensile
Charpy
strength, sut strength, syt Elongation
in 50 mm
MPa kpsi MPa kpsi (2 in), % J
ft-lbf
TABLE 1-35
Mechanical properties of some wrought titanium alloy4
PROPERTIES OF ENGINEERING MATERIALS
1.60
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
951
827
920
100
94
100
Forged
100
345
95.5
414
94
427
100
455
100
896
95.5
876
99 min 937
99
1103
120
133.5
138
50
60
62
66
130
127
136
160
kpsi
738
841
910
344
324
338
365
827
786
862
1013
MPa
107
122
132
50
47
49
53
120
114
125
147
kpsi
62
28
60
60d
414d
kpsi
427
193
414
MPa
Fatigue limit
notched, sf
83f
55e
45e
61e
76f
50e
40e
56e
pffiffiffiffi
pffiffiffiffi
MPA m kpsi in
Fracture
toughness, KIC
114
117
116
103
103
GPa
16.5
17
16.8
15
15
Mpsi
Elastic
modulus, E
5
11.5
15
23
10
8
12–18
4.9
5
15
8
25
39
30
20
14
15-40
7.6
35
14
ReducElonga- tion in
tion,
area,
%
%
b
0.12% oxygen.
0.2% oxygen.
c
Consolidated at 811 MPa (58.8 tpsi), 0.5 s dwell in low-carbon steel fluid dies. Preheat temperature was 9408C (17258F) held at temperature 0.75 h. Powder was vacuum filled into fluid dies following
cold static outgassing for 24 h.
d
Kt ¼ 3.
e
Ke .
f
Ktc .
Source: Metals Handbook, Desk Edition, ASM International, Materials Park, Ohio 44073-0002, 1985 (formerly the American Society for Metals, Metals Park, Ohio, 1985).
a
Plasma rotating electrode
processed Ti-6Al-4V
Powder metallurgy Ti-6Al-4Va
Forged
Wrought commercial purity
titanium Grade II
Sponge commercial puritya
Powder metallurgy titanium
Wrought Ti-6Al-4V (AMS 4298)
Powder metallurgy Ti-6Al-4V
Density
, %
MPa
Blended elemental alloy, cold
Blended elemental alloy, forged,
preforms or vacuum hot pressed
Solution treated and aged
Hot isostatically pressed
Processing
Name of alloy
Ultimate tensile
Yield
strength, sut strength, sy
TABLE 1-35A
Mechanical properties of powder metallurgy and wrought titanium and titanium-base alloys
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.61
4350
4930
5367
54520 30
8 MPa at 1008C
54820 34
54915 37
1.62
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
7610
2756
55111 52.5
19 MPa at 1008C
33
4790
1450
37
36
32
28
5380
5200
4640
4060
12.5 1810
MPa psi
Shear
strength, s
28
10
13
16
14
12
10
30% at
1008C
12
8
30–60
135–200
at 1008C
(2128F)
60
130
25
18
10
55
2
20
30 MPa 4358
at
at
7
7
2 10 2 10
4–6
30
3.2–4.5
48
1495
624
464
8.1
10.30
4.3
3.2
Fatigue strength
at 107 cycles, sf Hardness Elongation
number, in 50 mm
(2 in), %
MPa
psi
HB
2.9 MPa for 1000 h
0.45 MPa for 1000 h at
1008C (2128F)
2.1 MPa for 1000 h
3.5 MPa for 1000 h
1.1 MPa for 1000 h at
1008C (2128F)
0.790 MPa for 0.01%
per day
19.5 MPa-1000 h
7.5 MPa-1000 h at 1008C
28 MPa for 100 h
3% per year at 2.07 MPa
Creep
For general purpose; most popular of all
lead alloys
Wiping solder for joining lead pipes and
cable sheaths; for automobile radiator
cores and heating units
Low melting-point chemical process
applications, used as solder for the jobs
lead alloyed with tin, bismuth cadmium,
indium forms alloys with low melting
point. Some of these are fusible alloys,
used in automotive devices, fire
extinguishers, sprinkler heads.
Uses
Note: Values tabulated are average values obtained from standard test specimens.
Source: Metals Handbook, Desk Edition, ASM International, Materials Park, Ohio 44073-0002, 1985 (formerly the American Society for Metals, Metals Park, Ohio, 1985).
4700
55030 32.4
870
4060
54321 28
6 MPa at 1008C
10297
53620 71
10
4002
9570
870–1160
7978
MPa psi
52901 27.6
psi
1740–1885 55
5076
261 at 2128F
10152
66
2320–2755 6–8
MPa
Yield
strength, sy
50042 12-13
50132 35
1.8 MPa at 1008C
50750 70
51120 16-19
UNS
No.
Ultimate tensile
strength, sut
TABLE 1-36
Mechanical properties of some lead alloys
PROPERTIES OF ENGINEERING MATERIALS
Sand-cast
(cast-on)
Sand-cast
(separately cast)
Chill-cast
Elongation percent,
min
8.0
12.0
5.0
196
(28.4)
216
(31.3)
Class II
gun
metalc
3.0
186
(27.0)f
206
(29.9)f
Class I
phosphora
bronze b
4.0
2.0
137
(19.9)
157
(22.8)
Class III
leaded
4.0
2.0
157
(22.8)
176
(25.5)
Class IV
bronzed
Railway, bronze
12.0
8.0
186
(27.0)
206
(29.9)
Class V
leadede
gun metal
20.0
20.0
12.0
490
(71.0)
539
(78.2)
Grade II
15.0
647
(93.8)
647
(93.8)
Grade I
20.0
446
(64.7)
196
(28.4)
Grade III
Aluminum bronze
b
Brinell hardness, HB for phosphor bronzes: 60 for sand cast (cast-on) test pieces and 65 for sand-cast (separately cast) test pieces.
Used for locomotive side valves, oil-lubricated side rod, pony pivot bushes, steel axle box, oil-lubricated connecting rod.
c
Used for fusible plugs, relief valves, whistle valve body, stuffing box, nonferrous boxes, oil-lubricated connecting rod, large end bearings.
d
Used for locomotive grease lubricated non-ferrous axle boxes, side rod and motion bushes.
e
Used for castings for carriage and wagon bearings shells.
f
sut given in parentheses are the units in US Customary Units (kpsi).
a
Sand-cast
(cast-on)
Sand-cast
(separately cast)
Chill-cast
Ultimate strength,
min sut , MPa (kpsi)
Property
Mode of casting
test pieces
TABLE 1-37
Mechanical properties of bronzes
12.0
216
(31.3)
226
(32.8)
245
(35.5)
8.0
Tin
bronze
20.0
309
(44.8)
Silicon
bronze
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.63
1.27–3.00
1.30–1.40
1.20–1.30
1.06
1.12–2.00
0.97–1.25
0.98–1.35
Material
Duprene
Koroseal (hard)
Koroseal (soft)
Plioform (plastic)
Rubberb (hard)
Rubberc (soft)
Rubber (linings)
88
758
14
103
MPa
12.8
110.0
2.0
15.1
kpsi
1.4–28
14–62
3.4–17
28–34
7–69
3.5
MPa
0.2–4.0
2.0–9.0
0.6–2.6
4.0–5.0
1.0–10.0
0.6
kpsi
Tensile
strength, st
b
Sclerscope.
Coefficient of linear expansion from 0 to 333 K (608C ¼ 1408F) is 35 106 .
c
Coefficient of linear expansion from 0 to 333 K (608C ¼ 1408F) is 36 106 .
a
Specific
gravity
Compressive
strength, sc
TABLE 1-38
Mechanical properties of rubber and rubber-like materials
48
62
62
103
MPa
7.0
9.0
9.0
15.1
kpsi
Transverse
strength, sb
50a /80
15–95
80–100
30–80
Hardness
shore
durometer
422
373
361
344–393
328–367
339–367
361
K
149
100
88
71–120
55–71
65–94
88
8C
300
212
190
160–250
130–160
150–200
190
8F
Maximum temperature
Softens
Softens
Softens
Stiffens slightly
Softens
Softens
Effect of heat
PROPERTIES OF ENGINEERING MATERIALS
1.64
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
0.5–2.8
21.0
15.2–47.5 2.2–6.9
8–12
6.5–7.0
55–69
69–138
3–48
55–83
45–48
Acetal
Cellulosic
(cellulose
acetate)
Epoxy resin
(glass-fiber
filler)
Fluoroplastic
group
Nylon
Phenolic
(general
purpose)
0.5–7.0
10–20
8–10
60–200
100–300
4.0
40–60
5.4–10.5 5–50
7.6–9.0
1.2–2.9
2.8–3.6
1.5–3.1
2.3
37–72
5–20
Acrylics
6
41
ABS (general
purpose
kpsi
MPa
0.5–1.6
8.8
J
1.1–1.3
0.18–0.42
3.04
0.4–0.5
1.4–4.5
4.1
2.7–41
Excellent
Good
Available
Available
Heat
Good
Excellent
High
Fair
Fair
0.04-0.13
0.05
With
steel
Coefficient of
friction, Chemical With
plastic
Resistance to
114–120 R Poor
50-80 D
100–110 M
122 R
80–94 M
92–100 M
103
Hardness,
Rockwell
0.30–0.35 70–95 E
1.0–3.3
3
2–30
1.0–7.3
0.4–1.2
6.5
ft-lbf
Izod impact
strength
0.065–0.40 1.4–9.9
0.4–0.52
0.22–0.45
0.33
Modulus of
Elongation
elasticity, E
in 50 mm
(2 in), %
GPa
Mpsi
Name of
plastic
Tensile strength,
sut
TABLE 1-39
Properties of some thermoplastics
Wall plates, industrial switch gears, handles
for appliances, housing for vacuum cleaners,
automatic transparent rings, housing for
thermostats, small motors, small tools,
communication instruments, components
for aircraft and computers, used as synthetic
rubber for tires
Structural, mechanical components such as
gears, fan blades, washing-machine agitator,
valve, pump, impeller, pistons, and cams
Gears, bearings, tracks, bushings, rollerskate wheels, chute liners
Filament wound structures, aircraft pressure
bottles, oil storage tanks and highperformance tubing, reinforced glass-fiber
composites
Decorative knobs, handles, camera cases,
pipes, pipe fittings, eyeglass frames, phone
and flashlight cases, helmets, pumps and
power tool housings, transparent parts for
safety glasses, lens signs, refrigerator shelves
and snowmobile windshields, extruded and
cast film, and sheet for packaging
Mechanical gears, cams, pistons, rollers,
valves, fan blades, washing-machine
agitators, bushings, bearings, chute liners,
wear strips, and structural components
Light-duty mechanical knobs, pipe fittings,
automobile-steering wheels, eyeglass frames,
tool handles, camera cases, optical and
transparent parts for safety glasses,
snowmobile windshields, refrigerator shelves
Light-duty mechanical and decorative
eyeglass frames, automobile-steering wheels,
knobs, handles, camera cases, battery cases,
phone and flashlight cases, helmets, housing
for power tools, pumps
Application
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.65
55–159
4–38
Polyester
Polyethylene
10.2
Polysulfone
1.66
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
50–100
10–500
20–1000
1–300
<1
25
0.7–6.2
0.1–1.2
1.9–11.7
2.3-5.9
2-5
0.7–2.6
0.3–23
0.5–1.9
0.25–17
2.7-21.7 2-16
2.7-6.8
ft-lbf
0.36
0.1–0.9
1.8
0.7–3.0
1.3
0.5–2.2
0.014–0.18 0.7–27.1 0.5–20
0.28–1.7
0.34-0.86
0.35-0.93
J
Izod impact
strength
120 R
50–110 R
10–65 R
65–100 M
88–120 M
62- 91 M
115-119 R
106-108 L
Hardness,
Rockwell
Excellent
Excellent
Excellent
Excellent
Good
Heat
Excellent
Poor
Excellent
Fair
Fair
0.12
0.22
0.52
0.12
0.13
0.39
With
steel
Coefficient of
friction, Chemical With
plastic
Resistance to
Source: Machine Design, 1981 Materials Reference Issue, Penton/IPC, Cleveland, Ohio. Vol. 53, No. 6 (March 19, 1981).
70
5–14.5
Polypropylene 34–100
0.6–5.5
8–23
3.6–50
25–345
Polyimide
10-125
2.4–6.4
Modulus of
Elongation
elasticity, E
in 50 mm
(2 in), %
GPa
Mpsi
7.0-17.3 4–60
8-16
48-123
Phenylene
oxide
kpsi
Polycarborate 55-110
MPa
Name of
plastic
Tensile
strength, sut
TABLE 1-39
Properties of some thermoplastics (Cont.)
Mechanical cams, pistons, washing machine
agitators, fan blades, valves, pump
impellers, gears, bushings, chute liners,
bearings, tracks, wear strips and other wearresisting parts
Pipe fittings, battery cases, knobs, camera
and handle cases, trim moldings, eyeglass
frames, tool handles, housings for pumps,
power tools, phone cases, transparent parts,
safety glasses, lenses, snowmobile
windshields, signs, refrigerator shelves, and
vandal-resistant glazing
Decorative knobs, automobile steering
wheels, eyeglass frames, tool handles,
camera cases, phone and flashlight cases,
housings for pump and power tools
Flashlight and phone cases, housing for
pumps, power tools and other appliances,
gears, bushings, bearings, tracks, rollerskate wheels and chute liners
Molded polyimides are used in jet-engine
vane bushings, high load bearings for
business machines and computer printout
terminals, gear pump gaskets, hydraulic
valve seals, multilayer printed-circuit
boards, tubes for oil-well exploration
Mechanical gears, pistons, rollers, pump
impellers, fan blades, rotor housing for
pumps, power tools, phone cases, transparent
parts for safety glasses, lenses and
snowmobile windshields, refrigerator shelves,
and flashlight cases
Small housing for power tools, pumps, small
appliances, hollow shapes for telephones,
flashlight cases, helmets, TV cabinets, cable
protective cover, bush-bar sleeves, scrubbervane mist eliminators
Application
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
21–66
28–69
34–69
28–138
34–62
3–45
Alkyd
Allylic
Amino
Epoxy
Phenolics
Silicone
0.4–6.5
5–9
4–20
5–1 0
4–10
3–9.5
kpsi
7–17
2.5–21
9–16
2–21
GPa
1.0–2.5
0.35–3.04
1.3–2.4
0.3–3.0
Mpsi
Modulus of
elasticity, E
80–90 M
70–95 E
80–120 M
110–120 M
103–120 M
98E–99 M
Hardness,
Rockwell
15
1–10
0.3–0.9
Elongation
in 50 mm
(2 in), %
0.5–14
0.4–1.5
0.3–41
0.4–24
0.3–16
0.5–14
J
0.3–10
0.26–1.05
0.2–30
0.27–18
0.2–12
0.3–10
ft-lbf
Impact strength Izod
Fair
Chemical
Excellent Excellent
Excellent Good
Excellent Excellent
Excellent Excellent
Excellent Excellent
Good
Heat
Resistance
Source: Machine Design, 1981 Materials Reference Issue, Penton/IPC, Cleveland, Ohio. Vol. 53, No. 6 (March 19, 1981).
MPa
Name
Tensile
strength, st
TABLE 1-40
Properties of some thermosets8
Refrigerator equipment, used as a washing, sealant,
laminating parts, injection mold silicon rubber
Handles for appliances, automotive power-brake systems and
industrial terminal strips, industrial switch gear, housing for
vacuum cleaners, handles for pots and pans, automotive
transmission rings, and electrical components, thermostat
housings, housing for small motors and heavy-duty electrical
components, small power tools, electrical components for
aircraft and computers, pump housings, synthetic rubber for
tires and other mechanical rubber goods, dry ingredients for
brake linings, clutch facings and other friction products
Filament wound structures, aircraft pressure bottles, oil
storage tank, used with various reinforcements, glass fibers,
asbestos, cotton, synthetic fibers, and metallic foils, imprinted
circuits, graphite and carbon-fiber-reinforced laminates used
for radomes, pressure vessels, and aircraft components
requiring high modulus and light weight, potting and
encapsulating electrical and electronic components ranging
from miniature coils and switches to large motors and
generators
Electrical wiring devices and switch housings, toaster and
other appliance bases, push buttons, knobs, piano keys and
camera parts, dinnerware, utensil handles, food-service trays,
housings for electric shavers and mixers, metal blocks,
connector plugs, automotive and aircraft ignition parts, coil
forms, used as baking enamel coatings, particle-board
binders, paper and textile treatment materials
Switch gear and TV components, insulators, circuit boards,
and housings, tubing and aircraft parts, copper-clad laminate
for high-performance printed-circuit boards
Military switch gear, electrical terminal strips, and relay
housings and bases, automotive ignition parts, radio and TV
components, switch gear, and small-appliance housings
Application
PROPERTIES OF ENGINEERING MATERIALS
1.67
Polycarbonate
Marblette [annealed
72 h at 356 K
(1818F)]
Bakelite ERL 2774
(50 phthalic
anhydride)
Hysole 4290:
at 296.9 K (758F)
at 405.2 K (2708F)
Armstrong C-6
Araldite 6020
at 299.7 K (808F)
Araldite 6020
at 277.4 K (408F)
Araldite B
Methyl methacrylate
(unplasticized)
Polystyrene
Cellulose nitrate
Castolite
Kriston
CR-39 (Columbia
resin)
Epoxy Resin:
Araldite CN-501
38.0–62.0 5.55–9.0 88.2–117.2
3.0
20.6
7.0
48.3
22.4
3.25
at 296.3 K at 748F
34.5
5.0
8.0
55.2
28.3
4.12
at 299 K at 778F
4.0
27.6
82.7
1.38
12.0
0.20
10.0
8.25
7.0–6.0
56.5
48.0–41.4
68.9
7.55
7.0
12.5–17.0
10.0
kpsi
51.7
48.2
69.0
Cataline (61-893)
8.68
60.0
MPa
Glass
kpsi
MPa
Tensile
strength, st
Material
Elastic
limit, se
3.45
0.014
3.3
at 294 K
2.55
3.79 –4.13
3.2
at 294 K
3.30
0.036
at 433 K
3.10
at 298 K
3.10
2.4
4.3
3.7
1.7–2.6
2.8
4.2–4.3
69.0
GPa
0.20
Poisson’s
ratio, 0.38
500.0
2.0
475
at 708F
370.0
550.0 –
600.0
460
at 708F
478.5
5.2
at 3208F
452.0
at 778F
445.0
0.38
0.41
0.34
0.50
0.38
0.362
0.35
350.0
0.33
623.0
0.35
540.0
250.0–380.0 0.42
400.0
615.0–628.0 0.365
10,000
kpsi
Young’s
modulus, E
TABLE 1-41
Optical and mechanical properties of photoelastic material6
10.508
0.245
13.222
at 293.6 K
7.355
14.535
10.30
0.435
at 433 K
60.0
1.4
75.5
at 708F
42.0
83.0
58.75
2.5
at 3208F
59.0
60,5
10.595
10.332
61.5
at 778F
58.0
310
245
182
80
83.5—99
54.290
42.907
31.873
14.010
14.623–17.338
10.770
at 298 K
10.157
880
87
1740–2420
5.59
at 293.6 K
4.00
5.33
4.3
4.83
4.57
at 298 K
4.57
25.40
1.00
4.83
11.90–12.50
91.00
4.83
4.83
220
at 708F
157
210
170
191
180
at 778F
180
1000
39
191
468–492
3582
191
191
lin/fri
Strain fringe
value, fs
lbf/in fri lm/fri
154,113
304.724–
423.812
15.236
kN/m fri
Stress fringe
value, f
347,000
261,000
328,000
57,000
290,000
320,000
83,000
310,000
305,000
290,000
56,000
135,000
264,000
116,000–
150,000
18,200
226,000–
163,000
27,600–
280,000
fri/m
8810
6626
8333
1428
6291
8145
2080
7796
7672
7350
1428
3423
6750
2994–3838
455
7069–7218
5747–4132
fri/in
Figure of merit,
Q ¼ ðE=f Þ
4690
1694
4596
5360
2628
1408–1188
643
2500–4070
1970–1415
fri/m
119
43
16
136
67
36.0–30.0
16.3
63.8–100
5–3.5
fri/in
S ¼ e =f Little optical and mechanical creep
Good stress-optical relationship;
susceptible for time edge effect
Used for 2-D and 3-D models
Used for 2-D and 3-D models
Used most commonly for 2-D and
3-D models
Used for 2-D and 3-D models
Used most commonly for 2-D and
3-D models
Used for 2-D and 3-D models
Used for 2-D and 3-D models
Used for 2-D models; free from time
edge effect
Low optical sensitivity
Free from time edge effect; used
for photoplasticity
Used for 2-dimensional (2-D) and 3dimensional (3-D) models;
susceptible for time edge effect
Low optical sensitivity; rarely used
Remarks
PROPERTIES OF ENGINEERING MATERIALS
1.68
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2.85
102
46.2
31.0
MPa
6.70
4.50
kpsi
Tensile
strength, st
0.003–
0.004
75.8
106
0.003
1.72
1.65
GPa
0.425–
0.625
11
103
0.425
250.0
240.0
kpsi
Young’s
modulus, E
0.50
0.46
0.467
0.38
0.40
Poisson’s
ratio, 0.025
0.158
0.14
0.9
0.5
10.0
1.7
1.752
0.289
0.084
57.6
57.0
483.00
82.00
40.60
431.80
5.84
7.87
19016
3228
1598
17000
230
310
lin/fri
Strain fringe
value, fs
lbf/in fri lm/fri
10.087
9.982
kN/m fri
Stress fringe
value, f
19,000–
25,000
3032
35,700
170,000
165,000
fri/m
78
4722–694
850
4340
4210
fri/in
Figure of merit,
Q ¼ ðE=f Þ
1076
684
893
fri/m
31.6
17.4
47.4
fri/in
S ¼ e =f Great optical sensitivity; used for
model study of body forces
Used for preparation of models in
stress wave propagation and models
of dam
Good stress-optical relationship;
susceptible for time edge effect
Remarks
Sources: K. Lingaiah, Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers, Bangalore, India, 1986, and K. Lingaiah and B. R. Narayana Iyengar, Machine
Design Data Handbook, Vol. I (SI and Customary Metric Units), Suma Publishers, Bangalore, India, 1986.
Gelatin
(15% gelatin,
25% glycerine,
60%water)
Hysole 4485
0.17
1.0
6.9
Urethane rubber
Hysole 8705
at 26.9 K (758F)
2.70
18.9
Marblette
(phenofomaldehyde)
Catalin 800
Natural rubber
Hard
Soft
kpsi
MPa
Material
Elastic
limit, se
TABLE 1-41
Optical and mechanical properties of photoelastic material (Cont.)
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.69
W-Ni-Fe alloy 17.0
W-Ni Fe alloy 18.0
W-Ni-Fe alloy 18.5
2
3
4
0.614 895
0.650 925
0.667 795
0.614 785
130
134
115
114
615
655
690
605
MPa
89
95
100
88
kpsi
Yielda
strength, spl
260
350
450
205
MPa
38
51
65
30
kpsi
Proportional
limit, spl
275
310
345
275
GPa
40
45
50
40
Mpsi
Modulus of
elasticity, E
16
6
3
4
27 RC
29 RC
32 RC
27 RC
Elongation
in 50 mm
(2 in), %
Hardness
3.0
3.0
2.9
2.6
5.4
5.3
5.0
lin/in8F
5.4
lm/m8C
Coefficient of thermal
expansion, 1.70
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
0.5
0.001–0.01
0.2
0.2–0.5
0.8
13
0.025–0.25
5
5–13
20.5
7.64
2.43
2.62
1.11
1.49
2.48
2.43
2.46
2.56
1.43–1.75
1.78
3.40
g/cm3
MPa
0.283
0.090
0.097
0.041
0.052
2852–4184
689–2067
1378–2067
827
690
385–600
100–300
200–300
120
100
450
650
800
400
250–500
180
360
kpsi
Tensile strength, st
0.092
3100
0.090
4498
0.091
5510
0.095
2756
0.053–0.066 1723–3445
0.066
1240
0.126
2480
lb/in3
Density, 200
172
138–413
2.8
4
72.5
85
100
415
241–689
310
414
GPa
29
25
20–60
0.4
0.6
10.5
12.3
14.5
60
35–100
45
60
Mpsi
Modulus of
elasticity, E
30
3.7
45–50
45–50
6.5
81–90
81–90
2.8
1.5
6.4
2.2
5.0
2.7
11.5
4.0
54
2.8
lin/in8F
5.0
lm/mK
Coefficient of thermal
expansion, 60
87
29
7.5
Btu/(ft2 h8F)/in
381
381
1.7
1.7
22400–38080 100–170
13440
19488
6496
1680
W/(m2 K/m)
Thermal conductivity, K
Courtesy: J. E. Ashton, J. C. Halpin, and P. H. Petit, Primer on Composite Materials—Analysis, Technomic Publishing Co., Inc., 750 Summer Street, Stanford, Conn. 06901, 1969.
0.4
0.4
0.4
4
0.2–0.4
5
4
10.2
10.2
10.2
102.0
5–10
127
102
E glass
S glass
970 S glass
Boron on tungsten
Graphite
Beryllium
Silicon carbide on
tungsten
Stainless steel
Asbestos
Aluminum
Polyamide
Polyester
103 in
103 mm
Fiber
Typical fiber
diameter
TABLE 1-43
Representative properties for fiber reinforcement
Tungsten, %
by weight
Virtually
Class 1, 89–91
nonmagnetic
Slightly magnetic Class 2, 91–94
Slightly magnetic Class 3, 94–96
Slightly magnetic Class 4, 96–98
Magnetic
properties
a
0.2% offset; RC , Rockwell hardness scale C.
Source: Metals Handbook Desk Edition, ASM International, Materials Park, OH 44073-0002 (formerly The American Society for Metals, Metals Park, OH 44073), 1985.
W-Ni-Cu alloy 17.0
kpsi
Ultimate tensile
strength, sut
Mg/m3 lb/in3 MPa
1
Classification
Class of alloy
Density, TABLE 1-42
Typical mechanical properties of commercial machinable tungsten alloys
PROPERTIES OF ENGINEERING MATERIALS
Fe
97.7–100
97.7–100
97.7–100
97.4–99.7
97.4–99.7
97.4–99.7
97.0–99.1
97.0–99.1
97.0–99.1
97.0–99.1
97.0–99.1
97.0–99.1
93.8–98.5
93.8–98.5
93.5–98.2
93.5–98.2
93.5–98.2
93.5–98.2
93.1–97.9
93.1–97.9
93.1–97.9
93.1–97.9
93.1–97.0
93.1–97.9
91.4–95.7
91.0–95.4
91.0–95.4
86.0–93.4
MPIF
material
designationa
F-0000
F-0000
F-0000
F-0005
F-0005
F-0005
F-0008
F-0008
F-0008
F-0008
F-0008
F-0008
FC-0200
FC-0200
FC-0205
FC-0205
FC-0205
FC-0205
FC-0208
PC-0208
FC-0208
FC-0208
FC-0208
FC-0208
FC-0505
FC-0508
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
FC-0508
FC-0808
0.6–1.0
0.6–1.0
0.6–1.0
0.3–0.6
0.6–1.0
0.6–1.0
0.6–1.0
0.6–10
0.6–1.0
0.6–1.0
0.3–0.6
0.3–0.6
0.3–0.6
0.3–0.6
0.3 max
0.3 max
0.6–1.0
0.6–1.0
0.6–1.0
0.6–1.0
0.6–1.0
0.6–1.0
0.3–0.6
0.3–0.6
0.3–0.6
0.3 max
0.3 max
0.3 max
C
6.0–11.0
4.0–6.0
4.0–6.0
4.0–6.0
1.5–3.9
1.5–3.9
1.5–3.9
1.5–3.9
1.5–3.9
1.5–3.9
1.5–3.9
1.5–3.9
1.5–3.9
1.5–3.9
1.5–3.9
1.5–3.9
Cu
Ni
MPIF chemical composition
limits and rangesb , %
HT
<6.0
AS
AS
6.4–6.8
<6.0
HT
6.0–6.4
AS
AS
6.4–6.8
6.0–6.4
AS
HT
AS
HT
6.0–6.4
6.8–7.2
6.8–7.2
6.4–6.8
AS
AS
6.4–6.8
HT
<6.0
AS
HT
AS
6.8–7.2
6.8–7.2
6.4–6.8
6.4–6.8
AS
AS
<6.0
6.8–7.2
HT
AS
HT
AS
HT
AS
HT
AS
AS
AS
6.8–7.2
6.8–7.2
6.4–6.8
6.4–6.8
6.0–6.4
6.0–6.4
6.4–6.8
6.4–6.8
6.0–6.4
7.2–7.6
AS
AS
<6.0
6.8–7.2
Conditionc
MPIF
density,
,
g/cm3
250
515
480
425
455
345
690
550
550
415
295
225
690
425
585
345
255
160
650
395
510
290
400
240
415
220
170
275
205
110
MPa
MPa
kpsi
Yield
strength, sy
MPa
36
75
70
62
66
50
100
80
80
60
43
33
100
62
85
50
37
23
94
57
74
42
58
35
60
32
25
40
30
26
22
23
–
480
480
395
380
290
655
395
–
330
–
205
655
310
560
260
–
70
70
57
55
42
95
57
–
48
–
30
95
45
81
38
Copper Steel
160
–
195
185
160
170
130
260
210
210
155
110
85
260
160
220
130
95
110
130
130
90
116
90
90
116
30d
30d
38d
19d
25d
24d
27d
29d
–
110
23d
–
70
70
16d
130
13d
90
130
9d
14d
Iron Copper Steel
115
17
60
91
150
38d
130
36d
245
625
40
130
130
22d
275
195
100
24d
110
28d
–
36
150
110
110
14d
250
–
–
110
90
22d
–
19d
90
31d
110
90
155
85
13d
30
57
23
20
23d
205
395
160
140
90
160
15d
110
70
130
6
11d
12d
65
105
80
GPa
–
16
13
13
16
13
19
19
16
16
10.5
10.5
19
19
16
16
19
13
19
19
16
16
13
13
16
16
13
23
19
10.5
7.5
9.5
4.7
4.1
7.5
6.8
3.4
–
–
–
6.1
4.7
6.8
6.1
11
–
–
–
13
–
23
–
–
–
–
6.8
4.7
34
20
4.1
Mpsi J
Modulus of
elasticity, E
10d
Steel
180
150
kpsi
Fatigue
strength, sf
Iron and Carbon Steel
10
75
11
40
kpsi
Tensile
strength, st
TABLE 1-44
Designation, composition and mechanical properties of ferrous powder metallurgy structural steels
5.5
7.0
3.5
3.0
–
–
–
–
–
–
–
4.5
3.5
5.0
4.5
8.0
5.0
2.5
9.5
5.5
17
–
–
–
–
5.0
3.5
25
15
3
ft-lbf
Impact
energy
80RH
40RC
<0.5
1.0
55RB
85RB
30RC
<0.5
75RB
65RB
1.0
1.5
60RB
<0.5
1.0
80RB
35RC
70RB
95RB
1.5
<0.5
1.0
<0.5
45RB
35RC
<0.5
<0.5
30RC
75RB
3.0
60RB
1.5
30RB
<0.5
7
2.5
30RC
<0.5
25RC
75RB
2.5
65RB
1.5
100RB
50RB
100RB
45RB
20RB
30RB
15RB
10RH
Apparent
hardness
<0.5
<0.5
1.0
0.5
2.5
1.5
15
9
2
Elongation
in 25 mm
(1 in), %
B 426, Grade 3
B 426, Grade 2
B 426. Grade 1
B 310, Class C
B 310, Class B
B 310, Class A
ASTM designation
PROPERTIES OF ENGINEERING MATERIALS
1.71
91.6–98.7
90.2–97.0
FN-0208
FN-0400
1.72
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
0.6–0.9
2.0 max
6.0–8.0
87.1–93.4
AS
AS
6.8–7.2
7.2–7.6
655
550
HT
FN-0708(e)
620
1160
AS
–
FN-0705
7.2–7.6
705
6.4–6.8
HT
6.0–8.0
370
2.0 max
AS
0.3–0.6
87.4–93.7
585
490
FN-0705
AS
AS
6.8–7.2
640
395
1240
510
770
310
400
FN-0700
6.0–8.0
87.7–94.0
FN-0700
2.0 max
AS
0.3 max
AS
3.0–5.5
7.2–7.6
2.0 max
6.4–6.8
0.6–0.9
89.6–96.4
FN-0408
HT
AS
HT
7.2–7.6
6.4–6.8
AS
AS
340
545
1105
HT
690
HT
AS
330
AS
760
HT
6.8–7.2. AS
7.2–7.6
6.4–6.8
345
SS
565
HT
7.2–7.6
3.0–5.5
3.0–5.5
3.0–5.5
1.0–3.0
1.0–3.0
6.8–7.2
255
310
195
205
MPa
95
80
168
90
102
54
85
71
93
57
80
74
112
45
58
49
160
79
100
48
110
50
82
37
45
28
30
kpsi
Tensile
strength, st
AS
FN-0405
2.0 max
2.0 max
2.0 max
2.5 max
2.5 max
1.0–3.0
6.4–6.8
AS
AS
FN-0405
0.3–0.6
0.3–0.6
0.3 max
0.6–0.9
0.3–0.6
2.5 max
1.0–3.0
7.2–7.6
6.4–6.8
89.9–96.7
91.9–98.7
FN-0208
0.3–0–6
2.5 max
1.0–3.0
1.0–3.0
FN-0405
91.9–98.7
FN-0205
0.3–0.6
2.5 max
2.5 max
AS
<60
6.4–6.8
91.9–98.7
FN-0205
0.3 max
0.3 max
Conditionc
89.9–96.7
92.2–99.0
FN-0200
9.5–10.5
Ni
FN-0405
92.2–99.0
FN-0200
0.3 max
Cu
MPIF
density,
,
g/cm3
7.2–7.6
87.2–90.5
FC-1000
C
MPIF chemical composition
limits and rangesb , %
FN-0400
Fe
MPIF
material
designationa
kpsi
–
30
455
380
895
390
57
60
55
130
260
220
500
250
280
150
80
Nickel Steel
240
35
550
240
195
48
330
Iron Nickel
275
40
160
450
205
310
125
255
42
154
43
94
26
160
68
470
290
1060
295
650
180
Nickel Steel
36
140
250
Iron Nickel
205
30
220
275
130
305
140
225
105
415
50
94
30
88
31
65
23
75
125
–
MPa
38
32
65
36
41
22
34
28
37
23
65
30
45
18
23
20
60
32
40
19
44
20
33
15
18
11
–
kpsi
Fatigue
strength, sf
155
1070
345
650
205
605
215
450
160
Nickel Steel
205
Iron Nickel
125
18
–
Iron Copper
MPa
Yield
strength, sy
160
145
160
160
115
115
160
145
160
115
160
160
115
115
160
145
160
160
115
115
145
145
115
115
160
115
–
GPa
23
21
23
23
17
17
23
21
23
17
23
23
17
17
23
21
23
23
17
17
21
21
17
17
23
17
–
22
16
27
33
11
12
35
28
22
81
19
41
8.1
14
68
47
24
30
8.1
11
22
24
8.1
14
36
19
–
Mpsi J
Modulus of
elasticity, E
TABLE 1-44
Designation, composition and mechanical properties of ferrous powder metallurgy structural steels (Cont.)
16
12
20
24
8
9
26
21
16
6
14
30
6
10
50
35
18
22
6
8
16
18
6
10
50
14
–
ft-lbf
Impact
energy
3.0
2.5
1.5
5.0
0.5
2.0
6
4
4.5
1.5
1.5
6.0
0.5
3.0
6.5
6
0.5
3.5
0.5
2.0
1.0
3.5
0.5
3.0
11
4
0.5
Elongation
in 25 mm
(1 in), %
96RB
88RB
40RC
90RB
24RC
69RB
83RB
72RB
95RB
72RB
44RC
80RB
27RC
63RB
67RB
60RB
47RC
87RB
34RC
62RB
42RC
70RB
32RC
50RB
51RB
38RB
70RF
Apparent
hardness
B 484, Grade 3, Class C
B 484, Grade 3, Class B
B 484, Grade 3, Class A
B 484, Grade 2, Class C
B 484, Grade 2, Class B
B 484, Grade 2, Class A
B 484, Grade 1, Class C
B 484, Grade 1, Class B
B 484, Grade 1, Class A
B 222, B439, Grade 3
ASTM designation
PROPERTIES OF ENGINEERING MATERIALS
80.5–91.7
80.1–91.4
70.7–85.0
70.4–84.7
70.0–84.4
FX-1005 (e)
FX-1008 (e)
FX-2000 (e)
FX-2005 (e)
FX-2008 (e)
0.6–1.0
0.3–0.7
0.3 max
0.6–1.0
0.3–0.6
C
15.0–25.0
15.0–25.0
15.0–25.0
8.0–14.9
8.0–14.9
Cu
–
–
–
–
–
Ni
MPIF chemical composition
limits and rangesb , %
7.2–7.6
–
7.2–7.6
7.2–7.6
7.2–7.6
MPIF
density,
,
g/cm3
895
585
860
HT
790
HT
AS
515
AS
450
HT
AS
620
830
HT
AS
570
MPa
AS
Condition
c
125
85
115
75
65
130
90
120
83
kpsi
Tensile
strength, st
kpsi
740
515
655
345
–
775
515
740
107
75
95
50
–
105
75
107
Infiltered Steel
440
64
MPa
Yield
strength, sy
–
–
–
–
–
–
–
–
–
MPa
–
–
–
–
–
–
–
–
–
kpsi
Fatigue
strength, sf
125
125
125
125
–
135
135
135
135
GPa
18
18
18
18
–
20
20
20
20
6.8
14
8.1
12.9
20
9.5
16.0
9.5
19
Mpsi J
Modulus of
elasticity, E
5.0
10
6.0
9.5
15
7.0
12
7.0
14
ft-lbf
Impact
energy
80RB
92RC
1.0
30RC
<0.5
<0.5
75RB
60RB
40RC
80RB
35RC
75RB
Apparent
hardness
1.5
1.0
60.5
2.6
1.0
4.0
Elongation
in 25 mm
(1 in), %
B 303, Class C
B 303, Class B
B 303, Class A
ASTM designation
b
Designation listed are nearest comparable designations, ranges and limits may vary slightly between comparable designations.
Metal Powder Industries Federation (MPIF) standards require that the total amount of all other elements be less then 2.0%, except that the total amount of other elements must be less than 4.0%
infiltered steel.
c
AS, as sintered; SS, sintered and sized; HT, heat treated, typically austenized at 8708C (16008F), oil quenched and tempered at 2008C (4008F).
d
Estimated as 38% of tensile strength.
e
x indicates infiltered steel;
f
Unnotched Charpy test; RB ¼ hardness Rockwell B scale; RC ¼ hardness Rockwell scale C; RF ¼ hardness Rockwell F scale.
Source: Metals Handbook Desk Edition, ASM International, 1985, Materials Park, OH 44073-0002 (formerly The American Society for Metals, Metals Park, OH 44073, 1985).
a
Fe
MPIF
material
designationa
TABLE 1-44
Designation, composition and mechanical properties of ferrous powder metallurgy structural steels (Cont.)
PROPERTIES OF ENGINEERING MATERIALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.73
1.74
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Ti-5Al-3.5Sn
Ti-5Al-2.5Sn (EL1)
Ti-6Al-4V (EL1)
A 286
Pyromet 538
Nitromic 70
Kromare 5S
347
310S
0.05
1.4
9.5
8.0
9.3
2.0 max
2.0 max
2.0 max
S 30400
0.03
(AISI 304)
S 31008
0.03
(AISI 310)
S34700
0.03
(AISI 347)
0.5
0.10
304
0.1
0.7
0.5
0.1
15
Ni
2.0
0.4
0.15
3.5
0.05
1.0
1.5
2.6
7.0
8.5
23
9–13
19–22
Austenitic Stainless Steel
1.0
8–12
High Nickel Alloys
Rem
1.7
39–44
0.9
Rem
2.5
Rem
Copper and Copper Alloys
0.05
5.5
Rem
18.5
6.8
0.2
Fe
0.07
0.04
0.04
0.04
C
16
Mo
0.35 max
0.4
0.8
Al
0.2
0.1
0.17
N
0.05
0.02
0.07
0.03
0.08 max
0.08 max
0.08 max
1.25
2.2
3.1.
0.20
0.02
2.0
Titanium and Titanium Alloys
Omax
Sn
Hmax
0.20
2.0–3.0
0.02
0.5 max 0.15 max
4.0–6.0 0.07 max
0.12
2–3
0.018
0.2 max 0.08 max 4.7–5.6 0.05 max
3.5–4.5 0.13
0.015 max 0.15 max 0.15 max 0.08 max 5.5–6.5 0.05 max
0.3
20
17
15.5 0.16
17–19
24–26
18–20
15.5
16
18.6
15.0
Smax
Aluminum Alloys
0.06
Ti
0.045
3.0 Zn
5.6 Zn
0.18 Zr
Pmax Other
0.30Mmax
0.005 0.008Zr,
0.016B
0.005B
0.045 (10C)(Nb+Tb)
0.045
1.5Co, 4.0W
3.0 (Nb+Ta)
5.0 Nb
0.85 Nb
30 Zn
0.1
V
70.0
0.15
0.20
0.20
0.23
Cr
1.9 Be
4.4
1.0
2.8
2.5
0.5
Mg
98.1
0.28
0.05 0.25
1.6
0.6
0.1
0.8
0.3
0.7
Mn
4.4
6.3
Cu
0.8
Si
No 5500
No 9706
No 7718
UNS No.
Hastelloy C
Inconel 706
Inconel 718
Inconel X 750
C 17200
Beryllium copper
C 26000
Cartridge brass,
70%
2014
2219
5083
6061
7039
7075
Alloy designation
Nominal composition, %
TABLE 1-45
Nominal composition of some of structural alloys at subzero temperatures (i.e., at cryogenic temperatures)
PROPERTIES OF ENGINEERING MATERIALS
320
423
452
75
320
423
452
253
269
24
196
253
269
24
196
253
6061, T651 temper, L.O.
24
196
269
7039, T6 temper, L.O.
24
196
253
7075, T 651 temper, L.O.
24
196
269
7075, T 7351 temper, L.O.
24
196
269
6061-T6 temper, L.O.
5083-H113, L.O.
75
320
423
75
320
452
75
320
423
75
320
452
75
320
452
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Plate
Plate
Sheet
Plate
Sheet
Plate
Plate
Sheet
97.6
48.5
67.1
90.0
85.8
97.6
84.5
320 46.3
425 61.8
495 72.0
310 44.9
400 58.3
485 70.1
455 66.0
575 83.2
665 96.2
580 84.2
705 102
825 120
525 76.2
675 98.2
760 110
675
335
465
620
590
675
585
44.9
58.3
70.1
60.2
66.5
78.8
94.5
67.8
196
2219-T87 temper, L.O.
2219-T62 temper, L.O.
310
400
485
415
460
545
650
465
75
320
452
75
320
423
452
75
24
196
269
24
196
253
269
24
2014-T651 temper, L.O.
Plate
MPa kpsi
Form
8C
Alloy and condition
8F
Tensile
strength, st
Temperature
290
340
365
290
335
380
410
495
535
530
650
770
455
570
605
510
235
27.5
305
280
490
460
290
335
380
290
345
370
390
380
42.2
49.6
52.6
42.2
48.9
55.0
59.8
72.0
77.4
77.1
94.4
112
66.2
82.5
88.1
74.2
34.2
39.6
43.9
40.5
71.0
66.6
42.2
48.9
55.0
41.9
50.2
53.6
55.2
56.3
12
18
26
16
23
26
11
15
14
10
7
6
10
11
11
15
15
31
30
29
14
13
16
23
26
10
11
14
23
11
Yield
strength, sy Elongation,
MPa kpsi %
MPa
kpsi
Room temperature
yield strength, syr
14
10
9
22
14
12
50
48
42
23
23
31
24
28
21
25
26
403
536
381
289
142*
382
58.5
77.7
55.3
41.9
20.6*
55.4
Aluminum Alloys
50
432
62.7
48
42
382
55.4
Reduction in
area,
%
35.9
32.1
22.5
27.6
32.3
33.5
32.7
29.2
20.5
25.1
29.4
30.5
26.5
37.9
43.7*
48.0*
29.1
41.6
24.6*
39.5b
36.3
(26.2)
42.4
(31.4)
48.0
(34.0)
21.2
26.1
pffiffiffiffi
kpsi m
27.0*
43.4b
39.9
(28.8)
46.5
(34.5)
52.5
(37.2)
23.2
28.7
pffiffiffiffi
MPa m
Fracture toughness
KIC (J)
T.S.
T.L.
Bend
Bend
Bend
C.T.
T.L.
T.L.
T.L.
T.L.
Bend, CT T.S.
Bend
Bend
Specimen Orientdesign
ation
TABLE 1-46
Typical tensile properties and fracture toughness of structural alloys at sub-zero temperature (i.e. cryogenic temperature)
7039 has good combination of strength
and fracture toughness at room and at
196 8C
Used for plate of 7075-T6 for the inner
tank skirt between the liquid oxygen
and liquid hydrogen sections of the
external tank of the space shuttle.
Improves ductility and notch toughness
of 7075 alloy at cryogenic temperature
processing it to the T7351 temper.
Fracture toughness values are for 5083O, i.e., KIC (J). 5083-O is not heat
treatable and used in annealed (O)
condition. Used to build liquefied
natural gas (LNG) spherical tanks in
ships.
Aluminum alloys 6061 in the T6 temper
have the same strength and ductility at
both room and sub-zero temperatures.
High toughness at room and sub-zero
temperatures, used for liquid oxygen
and liquid hydrogen tanks for space
shuttle.
Fracture toughness values in
parentheses refer to specimen design
C.T.
Possess high strength at room
temperature and sub-zero temperature.
Uses and remarks
PROPERTIES OF ENGINEERING MATERIALS
1.75
1.76
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
452
75
320
423
452
75
260
320
452
269
GTA weld in Inconel
24
X-750 sheet, X-750 filler 196
metal, aged 20 h at 7008C 253
269
24
162
196
269
24
196
269
24
196
A645 (5Ni Steel), L.O.
quenched, tempered,
reversion annealed.
304 annealed, L.O.
310 S annealed, T.O.
75
320
24
196
Inconel 718, L.O.
[Aged 34 h at 9828C
(18008F)]
75
320
452
75
320
75
320
423
75
320
452
24
196
253
Inconel 706 (VIM-VAR)
24
STDA
196
269
Hastelloy C, cold rolled
20%, L.O.
C17200 TD02 temper
(Solution treated, cold
worked to 12 hard)
75
320
423
75
320
423
Forging
Sheet
Plate
Weldment
Sheet
Bar
Forged
billets
Sheet
Sheet
Bar
165
220
252
183
228
243
263
187
224
241
660 95.5
1650 236
1700 247
330
48
670 97
715 104
930 135
1130 164
1810
1290
1540
1660
1410 204
1650 239
1140
1520
1740
1260
1570
1680
95.2
117
132
90
117
137
24
196
253
24
196
253
C26000 03 temper (34 hard)
655
805
910
620
805
945
MPa kpsi
Form
8C
Alloy and condition
8F
Tensile
strength, st
Temperature
295
425
570
580
1070
530
570
765
1410
860
945
1020
1170
1340
1000
1280
1380
1050
1200
1250
420
475
505
550
690
750
21
22
50
28
15
21
13
32
33
24
29
30
14
28
32
15
37
45
42.5
55.0
82.5
84
155
75
42
30
40
46
76.8 32
82.9 2.8
111 30
204
125
137
148
170
197
145
186
200
152
174
181
61.0
68.5
73.5
80
100
109
Reduction in
area,
%
MPa
kpsi
Room temperature
yield strength, syr
825
1170*
1065
120
170*
154
Austenitic Stainless Steels
–
–
–
76
260
37.9
67
Ferritic Nickel Steels
72
68
535
77.5
62
20
18
20
33
33
33
High-Nickel Alloys
58
63
58
Copper and Copper Alloys (L.O.)
Yield
strength, sy Elongation,
MPa kpsi %
196
87.1
58.4
112
178
79.3
53.2
134#
176‡
102
87.8*
94
143†
157†
96.4*
103
121†
pffiffiffiffi
kpsi m
133†
pffiffiffiffi
MPa m
Fracture toughness
KIC (J)
122#
160‡
C.T.
C.T.
C.T.
T.L.
C.R.
Specimen Orientdesign
ation
Uses and remarks
Austenitic stainless steels are used
extensively for subzero temperature
applications to 2698C.
†
Welding process, SMA, Filler, 310S.
b
In weld fusion zone, as welded.
(VEB). Used in construction of storage
tanks for liquefied hydrocarbon gases,
structures and machineries in cold
regions.
Fracture toughness values refer to KIC
(J). These high nickel alloys exhibit
excellent combinations of strength,
toughness, and ductility over the entire
range of subzero temperatures. Used in
energy related equipments such as
superconducting motors and
generators.
* Refer to STDA alloy.
The fatigue strengths of high-nickel
alloys are higher at cryogenic
temperature than at room temperature.
#
KIJ (J), fusion zone, gas tungsten arc
weld (GTA).
‡
KIC (J), vacuum electron beam weld
†
Tensile and fatigue properties of copper
alloys increase as the testing
temperature decreased. Used in
stabilizers, components of the windings
in superconducting magnets, solenoids
and power cables at super
temperatures.
TABLE 1-46
Typical tensile properties and fracture toughness of structural alloys at sub-zero temperature (i.e. cryogenic temperature) (Cont.)
PROPERTIES OF ENGINEERING MATERIALS
75
320
423
75
320
452
75
452
452
A-286 annealed sheet, welded 24
and age hardened, L.O. 196
A-286 STA
253
24
196
269
24
269
269
452
75
320
452
75
320
452
269
452
452
75
320
423
75
320
423
75
320
423
75
320
Nitronic 60, annealed, L.O. 24
196
253
Kromarc 58 annealed
24
plate, tested as welded*, L.O. 196
Kromarc 58 STQ
269
310 S annealed, T.O.
109
218
204
72
124
154
11
16
15
66
60
24
36
46
33
79
66
27
61
41
40
24
74
61
24
370
340
–
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Weldamentc
820
125
166
186
58.1
101
125
133
192
209
31
52
47
35
3
29
2
3
10
10
51
48
26
MPa
119
88.2
53.8
49
–
kpsi
Room temperature
yield strength, syr
Plate
860
1145
1280
400
695
860
915
1325
1440
239
57
61
63
173
208
226
160
223
259
105
211
160
Reduction in
area,
%
610
600 87
745 108
870 126
750
1500
1410
495
855
1060
1240 180
1650
255
420
435
1190
1430
1560
1100
1540
1790
725
1455
650
1365
1610
1320
1900
2010
1180
1720
2000
415
1005
94
198
234
191
276
292
171
249
290
60
146
1105
825 120
Yield
strength, sy Elongation,
MPa kpsi %
Bar
Plate
Weldamentc
Sheet
Plate
Plate
Weldmentc
Weldmenta
Bar
Plate
Sheet
Sheet
Plate,
Weldment† ;a
Sheet
Form
MPa kpsi
8F
8C
269
269
347 annealed, L.O.
24
196
253
304 hard cold rolled, L.O. 24
196
253
310, 75% cold reduced,
24
L.O.
196
253
Pyromet 538 annealed
24
Pyromet 538 STQ
196
Alloy and condition
Tensile
strength, st
Temperature
125
123
118
161
179
247b
214
155b
181
82b
175b
–
275a
259
116b
pffiffiffiffi
MPa m
T.L.
Specimen Orientdesign
ation
114
112
107
146
163
225b
195
141b
L.T.
T.S.
T.L.
165 at 2698C (4528F)
74b at 2698C (4528F)
159b at 2698C (4528F)
–
250a
236
106b
pffiffiffiffi
kpsi m
Fracture toughness
KIC (J)
Uses and remarks
A-286 alloy develops good strength,
with good ductility and notch
toughness in the cryogenic
temperature range.
Welding process: GTA.
Filler: Kromrc 58.
Kromrc is used for structural
appliances.
Prototype super-conducting
generators
Strength of these steels is increased by
rolling or cold drawing at 1968C.
Used in liquid hydrogen and liquid
oxygen tank construction in Atlas and
Centaur rockets. Type 304 stainless
steels used in piping, tubing, and valves.
Used in transfer of oxygen for storage
tanks. Cast steels are used for Bubble
Chambers, and for cylindrical magnet
tubes for superconducting magnets.
‡
Welding process: GTA.
Filler: Pyromet 538.
Fracture toughness values refer to
Pyromet 538 STQ.
a
Shielded metal arc weld.
b
In weld fusion zone, as welded.
c
Gas tungsten arc weld.
TABLE 1-46
Typical tensile properties and fracture toughness of structural alloys at sub-zero temperature (i.e. cryogenic temperature) (Cont.)
PROPERTIES OF ENGINEERING MATERIALS
1.77
Forging
Sheet/
Plate
Sheet/
Plate
850
1370
1700
800
1300
1570
970
1570
1650
123
199
246
116
188
228
141
227
239
795
1300
1590
740
1210
1450
915
1480
1570
115
188
231
107
175
210
133
214
227
16
14
7
16
16
10
14
11
11
Reduction in
area,
%
MPa
kpsi
Room temperature
yield strength, syr
40
31
24
830
120
Titanium and Titanium Alloys
875
127
875
127
875
127
705
102
705
102
Yield
strength, sy Elongation,
MPa kpsi %
55.5
49.2
54.1
101
81.5
65.4
48.6
pffiffiffiffi
kpsi m
610
111
89.6
71.8
53.4
pffiffiffiffi
MPa m
Fracture toughness
KIC (J)
C.T.
Bend
Bend
C.T.
C.T.
Bend
C.T.
L.T.
L.T.
L.T.
L.T.
L.T.
L.T.
L.T.
Specimen Orientdesign
ation
Ti-5Al-2.5Sn and Ti-6Al-4V, titanium
alloys have high strength to weight
ratio at cryogenic temperatures and
preferred alloys at temperatures of
alloys at temperatures of 1968C to
2698C (3208F to 4528F). Used in
spherical pressure vessels in Atlas and
Centaur Rockets, the Apollo and
Saturn launch Boosters and Lunar
Modules. Should not be used at
cryogenic temperatures for storage or
transfer of liquid oxygen, since the
condensed oxygen will cause ignition
during abrasion.
Uses and remarks
AAM, air arc melted. C.T., compact toughness. GMA, gas metal arc welding process. GTA, gas tungsten arc weld. L.O., longitudinal orientation. S.T., solution treated. STDA, solution treated and
double aged. VAR, vacuum arc remelted. VEB, vacuum electron beam weld. VIM, vacuum induction melted. W, weld.
Source: Metals Handbook Desk Edition, ASM International, 1985, Materials Park, OH 44073-0002 (formerly The American Society for Metals, Metals Park, OH 44073, 1985).
75
320
423
75
320
423
75
320
423
452
Form
MPa kpsi
8F
8C
Ti-5 Al-2.5 Sn, nominal
24
interstitial annealed, L.O. 196
253
Ti-5 Al-2.5 Sn (EL1)
24
annealed, L.O.
196
253
Ti-6 Al-4 V (EL1) as
24
forged
196
253
269
Alloy and condition
Tensile
strength, st
Temperature
TABLE 1-46
Typical tensile properties and fracture toughness of structural alloys at sub-zero temperature (i.e. cryogenic temperature) (Cont.)
PROPERTIES OF ENGINEERING MATERIALS
1.78
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
0.64
0.67
0.66
0.53
0.43
0.55
0.66
0.55
0.77
0.51
0.68
0.66
0.71
0.55
0.45
0.56
Cedar, western red
Cypress
Douglas fir, coast region
Hemlock, eastern
Hemlock, western
Larch, western
Pine, red
Pine, ponderosa
Pine, eastern white
Pine, western white
Redwood
Spruce, sitka
Spruce, white
Ash, white
Beech
Birch, yellow
Cherry, black
Cottonwood, eastern
Elm, American
Elm, rock
Sweetgum
Hickory. shagbark
Mahogany (swietenia spp)
Maple, sugar
Oak, red, northern
Oak, white
Tupelo, black
Yellow poplar
Walnut, black
6.64
7.11
6.80
5.53
4.42
5.53
7.00
5.69
7.90
5.37
6.95
6.95
7.58
5.53
4.58
6.00
3.62
5.06
5.37
4.42
4.6
6.00
4.90
4.42
3.62
4.27
4.42
4.42
4.42
42
45
43
35
28
35
44
36
50
34
44
44
48
35
29
38
23
32
34
28
29
38
31
28
24
27
28
28
28
kN/m3 lbf/ft3
Densityb , D
4.9
5.1
7.2
3.7
3.9
4.2
4.8
5.4
7.0
3.5
4.9
4.0
5.3
4.4
4.2
5.2
2.4
3.8
4.8
3.0
4.3
4.5
3.8
3.9
2.1
2.6
2.6
4.3
4.7
Rad
7.9
11.0
9.2
7.1
9.2
9.5
8.1
10.2
10.5
4.8
9.5
8.2
9.0
7.7
7.6
7.1
5.0
6.2
7.6
6.8
7.0
9.1
7.2
6.3
6.1
5.3
4.4
7.5
8.2
Tan
Shrinkagec
106.18
102.74
114.46
84.80
58.60
81.36
102.05
86.19
139.28
79.02
108.94
98.60
104.80
66.20
69.64
100.67
51.71
73.09
85.50
61.37
77.11
90.33
75.85
64.81
59.30
66.88
69.00
70.33
67.57
MPa
15.4
14.9
16.6
12.3
8.5
11.8
14.8
12.5
20.2
11.46
15.80
14.30
15.20
9.60
10.10
14.6
7.5
10.6
12.4
8.9
11.3
13.10
11.00
9.4
8.6
9.7
10.0
10.2
9.8
kpsi
Modulus
of rupture
12.20
11.86
14.55
10.27
9.45
9.24
10.62
11.31
14.89
10.34
12.62
12.55
12.27
8.27
10.89
11.58
7.65
9.93
13.45
8.28
11.31
12.90
11.24
8.90
8.55
10.10
9.24
10.83
9.24
GPa
kpsi
4.56
6.36
7.24
5.41
7.71
7.64
6.07
5.32
4.80
5.04
6.15
5.61
5.47
7.41
7.30
8.17
7.11
4.91
5.52
7.05
6.32
9.21
6.80
7.83
6.76
7.44
5.52
5.54
7.58
Softwoods
1.11
31.44
1.44
43.85
1.95
49.92
1.20
37.30
1.64
49.02
1.87
52.68
1.63
41.85
1.29
36.68
1.24
33.10
1.46
34.75
1.34
42.40
1.57
38.68
1.34
37.72
Hardwoods
1.77
51.10
1.72
50.33
2.11
56.33
1.49
48.95
1.37
33.85
1.34
38.06
1.54
48.60
1.64
43.58
2.16
63.50
1.50
46.88
1.83
53.98
1.82
46.61
1.78
51.30
1.20
38.06
1.58
38.20
1.68
52.26
Maximumd
crushing
strength, scr
MPa
Mpsi
Modulus of
elasticity, E
Static bending
8.00
6.96
6.69
4.76
2.55
4.76
8.48
4.28
12.14
7.58
10.14
7.00
7.38
6.41
3.45
7.00
3.17
5.38
5.52
4.48
3.79
6.76
4.14
4.00
3.03
3.24
4.83
4.00
3.17
MPa
1.16
1.01
0.97
0.69
0.37
0.69
1.23
0.62
1.76
1.10
1.47
1.01
1.07
0.93
0.50
1.01
0.46
0.78
0.80
0.65
0.55
0.98
0.60
0.58
0.44
0.47
0.70
0.58
0.46
kpsi
Compressiona
proportionality
limit, scp
6.48
7.00
6.34
3.86
4.00
4.55
–
5.24
–
5.17
–
5.52
5.52
3.44
3.72
4.76
1.52
1.86
2.34
–
2.34
3.00
3.17
2.90
2.18
–
1.66
2.55
2.48
MPa
0.94
1.01
0.92
0.56
0.58
0.66
–
0.76
–
0.75
–
0.80
0.80
0.50
0.54
0.69
0.22
0.27
0.34
–
0.34
0.43
0.46
0.42
0.31
–
0.24
0.37
0.36
kpsi
Tensile
strengthe;f , st
1092
1041
1397
737
508
990
1422
813
1702
–
483
1092
940
559
610
864
430
864
787
533
660
889
660
483
457
584
483
635
508
mm
43
41
55
29
20
39
56
32
67
–
19
43
37
22
24
34
17
34
31
21
26
35
26
19
18
23
19
25
20
in
Impact bending in
a drop of 222 N
(50 lbf) hammer
13.45
13.86
13.00
11.72
6.41
10.41
13.24
11.03
16.75
8.48
16.06
12.27
13.80
9.24
8.21
9.45
5.93
6.89
8.00
7.31
6.62
9.38
8.76
7.79
6.21
7.17
6.48
7.93
7.45
MPa
1.95
2.01
1.88
1.70
0.93
1.51
1.92
1.6
2.43
1.23
2.33
1.78
2.00
1.34
1.19
1.37
0.86
1.00
1.16
1.06
1.25
1.36
1.21
1.13
0.90
1.04
0.94
1.15
1.08
kpsi
Sheard
strength, s
1320
1300
1260
950
430
830
1320
850
–
800
1450
1290
1360
810
540
1010
350
510
710
500
540
830
560
460
380
420
480
510
480
Hardness
average of
R and T
f
Seasoned wood at 12% moisture. b Seasoned wood at 12% moisture content. c Percent from green to ovendry condition based on dimensions when green. d Parallel to grain. e Perpendicular to grain.
Height of drop of 222 N (50 lbf) hammer for failure, mm (in). Rad, radially. Tan, tangentially. g Tensile strength parallel to grain may be taken as equal to modulus of rupture in bending.
Source: Extracted from Wood Handbook and the U.S. Forest Products Laboratory.
0.34
0.48
0.51
0.43
0.44
0.59
0.47
0.42
0.37
0.42
0.42
0.42
0.45
Kind of wood
a
Specific
gravity
Gm
ovendry
volume
TABLE 1-47
Typical properties of wooda of clear material of section 50 mm 50 mm (2 in 2 in), as per ASTM D143
PROPERTIES OF ENGINEERING MATERIALS
1.79
g/m3
100
20
14
12
20
12
24
50
7
100
3
0.143 689
0.110 138
0.129 97
0.361 83
0.202 138
0.396 83
0.116 166
0.097 345
0.0813 48
0.224 689
0.0802 21
lb/in3 MPa kpsi
218C 708F
4
24
40
1
40
166
276
7
276
28
60
10
12
7
15
kpsi
414
69
83
48
103
MPa
14
365
310
214
145
152
172
469
290
83
345
GPa
9828C 18008F 218C
2
53
45
31
21
22
25
68
42
12
50
4.0
9.0
8.8
13.5
9.0
9.9
10.1
4.0
4.5
4.7
9.2
2.2
5.0
4.9
7.5
5.0
5.5
5.6
2.2
2.5
2.6
5.1
12320
29120
10528
4480
29120
4480
32480
32480
29120
22400
194880 64960
47040
324800
53760
13888
33600
12992
87360
44800
33600
49280
Specific
heat, c
870
210
1450
240
62
15
58
390
200
150
220
290
55
130
47
20
15
20
145
145
130
100
1.42
1.09
2.09
1.05
0.25
0.59
0.25
0.84
1.51
1.63
0.46
0.34
0.26
0.50
0.25
0.06
0.14
0.06
0.20
0.36
0.39
0.11
2128F 18008F
Btu/(ft2 h8F/in) kJ/kg8C Btu/lbm 8F
Thermal
conductivity, K at
1008C 9828C
lin/in8F W/(m2 8C/m)
Linear
coefficientb
of expansion, Mpsi lm/
m8C
708F
Modulus of
elasticity, E
3871
2032
2571
2799
3049
2538
2799
2760
2449
2760
2143
8C
7000
3690
4660
5070
5520
4600
5070
5000d
4440
5000
3890
8F
Fusion point
Good
Good
Very good
Poor
Fair
Fair
Fair
Excellent
Good
Good
Good
107
108
107
105
500
104
102
10
0.5
1010
106
103
18008F
(9828C)
>1014
>1014
>1014
>1014
108
Thermal
stress
708C
resistance (218C)
Electrical
resistivity, cmc
b
Porosity: 0 to 5%.
Between 208C (658F) and 9828C (18008F).
c
Multiply the values by 0.393 in to obtain electrical resistivity in units of -in.
d
Stabilized.
Courtesy: Extracted from Mark’s Standard Handbook for Mechanical Engineers, 8th edition, McGraw-Hill Book Company, New York, 1978, and Norton Refractories, 3rd edition, Green and
Stewart, ASTM Standards on Refractory Materials Handbook (Committee, C-8), 1.
a
Alumina (Al2 O3 )
3.97
Beryllium oxide (BeO)
3.03
Magnesium oxide (MgO) 3.58
Thoria (ThO2 )
10.00
Zirconia (ZrO2 )
5.60
10.96
Uranium oxide (UO2 )
Silicon carbide (SiC)
3.22
Boron carbide (BC)
2.52
Boron nitride (BN)
2.25
6.20
Molybdenum silicide
(MoSi2 )
Carbon (C)
2.22
Material
Density
Modulus of rupture, sr
TABLE 1-48
Mechanical and physical properties of typical densea pure refractories
PROPERTIES OF ENGINEERING MATERIALS
1.80
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
PROPERTIES OF ENGINEERING MATERIALS
1.81
REFERENCES
1. Datsko, J., Material Properties and Manufacturing Process, John Wiley and Sons, New York, 1966.
2. Datsko, J. Material in Design and Manufacturing, Malloy, Ann Arbor, Michigan, 1977.
3. ASM Metals Handbook, American Society for Metals, Metals Park, Ohio, 1988.
4. Machine Design, 1981 Materials Reference Issue, Penton/IPC, Cleveland, Ohio, Vol. 53, No. 6, March 19,
1981.
5. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986.
6. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Metric
Units), Suma Publishers, Bangalore, India, 1986.
7. Technical Editor Speaks, the International Nickel Company, New York, 1943.
8. Shigley, J. E., Mechanical Engineering Design, Metric Edition, McGraw-Hill Book Company, New York,
1986.
9. Deutschman, A. D., W. J. Michels, and C. E. Wilson, Machine Design—Theory and Practice, Macmillan Publishing Company, New York, 1975.
10. Juvinall, R. C., Fundaments of Machine Components Design, John Wiley and Sons, New York, 1983.
11. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Co-operative Society, Bangalore, India, 1962.
12. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1981 and 1984.
13. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Metric
Units), Suma Publishers, Bangalore, India, 1983.
14. SAE Handbook, 1981.
15. Lessels, J. M., Strength and Resistance of Metals, John Wiley and Sons, New York, 1954.
16. Siegel, M. J., V. L. Maleev, and J. B. Hartman, Mechanical Design of Machines, 4th edition, International
Textbook Company, Scranton, Pennsylvania, 1965.
17. Black, P. H., and O. Eugene Adams, Jr., Machine Design, McGraw-Hill Book Company, New York, 1963.
18. Niemann, G., Maschinenelemente, Springer-Verlag, Berlin, Erster Band, 1963.
19. Faires, V. M., Design of Machine Elements, 4th edition, Macmillan Company, New York, 1965.
20. Nortman, C. A., E. S. Ault, and I. F. Zarobsky, Fundamentals of Machine Design, Macmillan Company, New
York, 1951.
21. Spotts, M. F., Design of Machine Elements, 5th edition, Prentice-Hall of India Private Ltd., New Delhi, 1978.
22. Vallance, A., and V. L. Doughtie, Design of Machine Members, McGraw-Hill Book Company, New York,
1951.
23. Decker, K.-H., Maschinenelemente, Gestalting und Bereching, Carl Hanser Verlag, Munich, Germany, 1971.
24. Decker, K.-H., and Kabus, B. K., Maschinenelemente-Aufgaben, Carl Hanser Verlag, Munich, Germany,
1970.
25. ISO and BIS standards.
26. Metals Handbook, Desk Edition, ASM International, Materials Park, Ohio, 1985 (formerly the American
Society for Metals, Metals Park, Ohio, 1985).
27. Edwards, Jr., K. S., and R. B. McKee, Fundamentals of Mechanical Components Design, McGraw-Hill Book
Company, New York, 1991.
28. Shigley, J. E., and C. R. Mischke, Standard Handbook of Machine Design, 2nd edition, McGraw-Hill Book
Company, New York, 1996.
29. Structural Alloys Handbook, Metals and Ceramics Information Center, Battelle Memorial Institute, Columbus, Ohio, 1985.
30. Wood Handbook and U. S. Forest Products Laboratory.
31. SAE J1099, Technical Report of Fatigue Properties.
32. Ashton, J. C., I. Halpin, and P. H. Petit, Primer on Composite Materials-Analysis, Technomic Publishing Co.,
Inc., 750 Summer Street, Stanford, Conn 06901, 1969.
33. Baumeister, T., E. A. Avallone, and T. Baumeister III, Mark’s Standard Handbook for Mechanical Engineers,
8th edition, McGraw-Hill Book Company, New York, 1978.
34. Norton, Refractories, 3rd edition, Green and Stewart, ASTM Standards on Refractory Materials Handbook
(Committee C-8).
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PROPERTIES OF ENGINEERING MATERIALS
1.82
CHAPTER ONE
BIBLIOGRAPHY
Black, P. H., and O. Eugene Adams, Jr., Machine Design, McGraw-Hill Book Company, New York, 1983.
Decker, K.-H., Maschinenelemente, Gestalting und Bereching, Carl Hanser Verlag, Munich, Germany, 1971.
Decker, K.-H., and Kabus, B. K., Maschinenelemente-Aufgaben, Carl Hanser Verlag, Munich, Germany, 1970.
Deutschman, A. D., W. J. Michels, and C. E. Wilson, Machine Design—Theory and Practice, Macmillan Publishing Company, New York, 1975.
Faires, V. M., Design of Machine Elements, 4th edition, McGraw-Hill Book Company, New York, 1965.
Honger, O. S. (ed.), (ASME) Handbook for Metals Properties, McGraw-Hill Book Company, New York, 1954.
ISO standards.
Juvinall, R. C., Fundaments of Machine Components Design, John Wiley and Sons, New York, 1983.
Lessels, J. M., Strength and Resistance of Metals, John Wiley and Sons, New York, 1954.
Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Co-operative
Society, Bangalore, India, 1962.
Mark’s Standard Handbook for Mechanical Engineers, 8th edition, McGraw-Hill Book Company, New York,
1978.
Niemann, G., Maschinenelemente, Springer-Verlag, Berlin, Erster Band, 1963.
Norman, C. A., E. S. Ault, and I. E. Zarobsky, Fundamentals of Machine Design, McGraw-Hill Book Company,
New York, 1951.
SAE Handbook, 1981.
Shigley, J. E., Mechanical Engineering Design, Metric Edition, McGraw-Hill Book Company, New York, 1986.
Siegel, M. J., V. L. Maleev, and J. B. Hartman, Mechanical Design of Machines, 4th edition, International Textbook Company, Scranton, Pennsylvania, 1965.
Spotts, M. F., Design of Machine Elements, 5th edition, Prentice-Hall of India Private Ltd., New Delhi, 1978.
Vallance, A., and V. L. Doughtie, Design of Machine Members, McGraw-Hill Book Company, New York, 1951.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
2
STATIC STRESSES IN MACHINE
ELEMENTS
SYMBOLS3;4;5
A
Aw
a
b
c
D
C1
F
Fc
Ft
F
Fcr
e
et
E
Ec
G
Mb
Mt
i
I
Ixx , Iyy
J
k
k0
kt
area of cross section, m2 (in2 )
area of web, m2 (in2 )
constant in Rankine’s formula
radius of area of contact, m (in)
bandwidth of contact, m (in)
width of beam, m (in)
distance from neutral surface to extreme fiber, m (in)
diameter of shaft, m (in)
constant in straight-line formula
load, kN (lbf)
compressive force, kN (lbf)
tensile force, kN (lbf)
shear force, kN (lbf)
crushing load, kN (lbf)
deformation, total, m (in)
eccentricity, as of force equilibrium, m (in)
unit volume change or volumetric strain
thermal expansion, m (in)
modulus of elasticity, direct (tension or compression), GPa
(Mpsi)
combined or equivalent modulus of elasticity in case of
composite bars, GPa (Mpsi)
modulus of rigidity, GPa (Mpsi)
bending moment, N m (lbf ft)
torque, torsional moment, N m (lbf ft)
number of turns
moment of inertia, area, m4 or cm4 (in4 )
mass moment of inertia, N s2 m (lbf s2 ft)
moment of inertia of cross-sectional area around the respective
principal axes, m4 or cm4 (in4 )
moment of inertia, polar, m4 or cm4 (in4 )
radius of gyration, m (in)
polar radius of gyration, m (in)
torsional spring constant, J/rad or N m/rad (lbf in/rad)
2.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
2.2
CHAPTER TWO
l
l0
L
n
n0
l, m, n
P
T
T
r
q
Q
v
V
V
Z
xy , yz , zx
"
"T
"x , "y , "z
b
c
sc
cr
e
s
t
st
x,
1,
y
sy
u
su
0
00
y,
2,
z
3
length, m (in)
length of rod, m (in)
length, m (in)
speed, rpm (revolutions per minute)
coefficient of end condition
speed, rps (revolutions per second)
direction cosines (also with subscripts)
power, kW (hp)
pitch or threads per meter
temperature, 8C (8F)
temperature difference, 8C (8F)
radius of the rod or bar subjected to torsion, m (in) (Fig. 2-18)
shear flow
first moment of the cross-sectional area outside the section at
which the shear flow is required
velocity, m/s (ft/min or fpm)
volume, m3 (in3 )
shear force, kN (lbf)
volume change, m3 (in3 )
section modulus, m3 (in3 )
deformation of contact surfaces, m (in)
coefficient of linear expansion, m/m/K or m/m/8C ðin=in=8F)
shearing strain, rad/rad
shearing strain components in xyz coordinates, rad/rad
deformation or elongation, m (in)
strain, mm/m (min/in)
thermal strain, mm/m (min/in)
strains in x, y, and z directions, mm/m (min/in)
angular distortion, rad
angle, deg
angular twist, rad (deg)
angle made by normal to plane nn with the x axis, deg
bulk modulus of elasticity, GPa (Mpsi)
Poisson’s ratio
radius of curvature, m (in)
stress, direct or normal, tensile or compressive (also with
subscripts), MPa (psi)
bearing pressure, MPa (psi)
bending stress, MPa (psi)
compressive stress (also with subscripts), MPa (psi)
hydrostatic pressure, MPa (psi)
compressive strength, MPa (psi)
stress at crushing load, MPa (psi)
elastic limit, MPa (psi)
strength, MPa (psi)
tensile stress, MPa (psi)
tensile strength, MPa (psi)
stress in x, y, and z directions, MPa (psi)
principal stresses, MPa (psi)
yield stress, MPa (psi)
yield strength, MPa (psi)
ultimate stress, MPa (psi)
ultimate strength, MPa (psi)
principal direct stress, MPa (psi)
normal stress which will produce the maximum strain, MPa (psi)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
s
xy , yz , zx
!
2.3
normal stress on the plane nn at any angle to x axis, MPa (psi)
shear stress (also with subscripts), MPa (psi)
shear strength, MPa (psi)
shear stresses in xy, yz, and zx planes, respectively, MPa (psi)
shear stress on the plane at any angle with x axis, MPa (psi)
angular speed, rad/s
Other factors in performance or in special aspects are included from time to
time in this chapter and, being applicable only in their immediate context,
are not given at this stage.
(Note: and with initial subscript s designates strength properties of material
used in the design which will be used and observed throughout this Machine
Design Data Handbook.)
Particular
Formula
SIMPLE STRESS AND STRAIN
The stress in simple tension or compression (Fig. 2-1a,
2-1b)
The total elongation of a member of length l
(Fig. 2-2a)
t ¼
Ft
;
A
c ¼
Fc
A
ð2-1Þ
¼
Fl
AE
ð2-2Þ
"¼
¼
l E
ð2-3Þ
FIGURE 2-1
Strain, deformation per unit length
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
2.4
CHAPTER TWO
Particular
Formula
FIGURE 2-2
Young’s modulus or modulus of elasticity
E¼
The shear stress (Fig. 2-1c)
¼
F
A
ð2-5Þ
Shear deformation due to torsion (Fig. 2-18)
¼
L
G
ð2-6Þ
Shear strain (Fig. 2-2c)
¼
a
¼
G l
ð2-7Þ
The shear modulus or modulus of rigidity from Eq.
(2-7)
G¼
ð2-8Þ
Poisson’s ratio
¼ lateral strain/axial strain ¼
Poisson’s ratio may be computed with sufficient
accuracy from the relation
¼
E
1
2G
ð2-10Þ
The shear or torsional modulus or modulus of rigidity
is also obtained from Eq. (2-10)
G¼
E
2ð1 þ Þ
ð2-11Þ
F
bd2
ð2-12Þ
The bearing stress (Fig. 2-3c)
ð2-4Þ
"
b ¼
"t
"a
ð2-9Þ
STRESSES
Unidirectional stress (Fig. 2-4)
The normal stress on the plane at any angle with x
axis
¼
2
x cos Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð2-13Þ
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
Particular
2.5
Formula
FIGURE 2-3 Knuckle joint for round rods.
FIGURE 2-4 A bar in uniaxial tension.3;4
The shear stress on the plane at any angle with x axis
Principal stresses
¼
x
2
1 ¼
ð2-14Þ
sin 2
x and
2 ¼0
Angles at which principal stresses act
1 ¼ 08 and 2 ¼ 908
Maximum shear stress
max ¼
Angles at which maximum shear stresses act
1 ¼ 458 and 2 ¼ 1358
x
2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð2-15Þ
ð2-16Þ
ð2-17Þ
ð2-18Þ
STATIC STRESSES IN MACHINE ELEMENTS
2.6
CHAPTER TWO
Particular
The normal stress on the plane at an angle þ ð =2Þ
(Fig. 2-4d)
The shear stress on the plane at an angle þ ð =2Þ
(Fig. 2-4d)
Therefore from Eqs. (2-13) and (2-19), (2-14), and
(2-20)
Formula
2
þ
cos
¼ x cos2 x
2
cos þ
¼ 12
0 ¼ x sin þ
2
2
0
¼
¼
ð2-19Þ
x sin 2
0
0
and ¼ ð2-20Þ
ð2-21Þ
PURE SHEAR (FIG. 2-5)
The normal stress on the plane at any angle ¼ xy sin 2
ð2-22Þ
The shear stress on the plane at any angle ¼ xy cos 2
ð2-23Þ
2 ¼ xy
ð2-24Þ
Angles at which principal stresses act
1 ¼ 458 and 2 ¼ 1358
ð2-25Þ
Maximum shear stresses
max ¼ xy ¼
ð2-26Þ
Angles at which maximum shear stress act
1 ¼ 0 and 2 ¼ 908
ð2-27Þ
FIGURE 2-5 An element in pure shear.
FIGURE 2-6 An element in biaxial tension.
The principal stress
1 ¼ xy and
BIAXIAL STRESSES (FIG. 2-6)
xþ
The normal stress on the plane at any angle ¼
The shear stress on the plane at any angle ¼
The shear stress at ¼ 0
¼ 0
The shear stress at ¼ 458
max ¼ ð x y
2
x
y
2
þ
x
2
y
cos 2
sin 2
ð2-28Þ
ð2-29Þ
ð2-30Þ
y Þ=2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð2-31Þ
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
Particular
2.7
Formula
BIAXIAL STRESSES COMBINED WITH
SHEAR (FIG. 2-7)
The normal stress on the plane at any angle x þ
¼
¼
The shear stress in the plane at any angle The maximum principal stress
1 ¼
The minimum principal stress
2 ¼
y
x
y
2
xþ
y
2
x
þ
cos 2 þ xy sin 2
y
2
y
x
y
2
1=2
2
þ xy
ð2-34Þ
1=2
2
2
þ xy
ð2-35Þ
2xy
x
ð2-32Þ
ð2-33Þ
2
2
xþ
y
2
sin 2 xy cos 2
1;2 ¼ 12 arctan
Angles at which principal stresses act
x
þ
2
ð2-36Þ
y
where 1 and 2 are 1808 apart
Maximum shear stress
max ¼
Angles at which maximum shear stress acts
¼ 12 arctan
The equation for the inclination of the principal
planes in terms of the principal stress (Fig. 2-8)
tan ¼
σy
θ
x
θ
τxy
2
2
1 xy
x
1=2
2
þ xy
¼
1
2
2
y
2xy
x
τxy
y
τxy
y
τxy
n
σx
x
σx
θ
σx
τxy
σy
(a)
n
τxy
σθ
θ
τθ
σy
(b)
FIGURE 2-7 An element in plane state of stress.
FIGURE 2-8
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð2-37Þ
ð2-38Þ
ð2-39Þ
STATIC STRESSES IN MACHINE ELEMENTS
2.8
CHAPTER TWO
Particular
Formula
MOHR’S CIRCLE
Biaxial field combined with shear (Fig. 2-9)
Maximum principal stress
1
1 is the abscissa of point F
Minimum principal stress
2
2 is the abscissa of point G
Maximum shear stress max
max is the ordinate of point H
FIGURE 2-9 Mohr’s circle for biaxial state of stress.
TRIAXIAL STRESS (Figs. 2-10 and 2-11)
The normal stress on a plane nn, whose direction
cosines are l, m, n
¼
The shear stress on a plane normal nn, whose direction cosines are l, m, n
¼
xl
2
þ
ym
2
þ
ð2-40Þ
2
zn
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2 2
2 2
2 2
xl þ ym þ z n
The principal stresses
1;2;3 ¼
The cubic equation for general state of stress in three
dimensions from the theory of elasticity
3
x;
ð xþ
y;
yþ
ð2-41Þ
ð2-42Þ
z
zÞ
2
þð x yþ
y z þ
z x
2
2
2
xy
yz
zx
Þ
ð x y z þ 2xy yz zx 2
x zy 2
y zx ¼0
The maximum shear stresses on planes parallel to x, y,
and z which are designated as
2
z xy Þ
ð2-43Þ
The three roots of this cubic equation give the magnitude of the principal stresses 1 , 2 , and 3 .
3
3
; ðmax Þ2 ¼ 1
;
ðmax Þ1 ¼ 2
2
2
2
ðmax Þ3 ¼ 1
ð2-44Þ
2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
Particular
2.9
Formula
MOHR’S CIRCLE
Triaxial field (Figs. 2-10 and 2-11)
Normal stress at point (Fig. 2-11b) on one octahedral
plane
1
t ¼ 3ð 1 þ
Shear stress at point T (Fig. 2-11b) on an octahedral
plane
t ¼ 13 ½ð x or
2 þ
1
3Þ ¼ 3 ð x þ
yþ
zÞ
ð2-45Þ
t is the abscissa of point T
yÞ
2
þð y
zÞ
2
þð z
xÞ
2
ð2-46aÞ
2
2
2 1=2
þ yz
þ zx
Þ
þ 6ðxy
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
¼ 13 ½ð 1 2 Þ2 þ ð 2 3 Þ2 þ ð 3 1 Þ2 or t is the ordinate of point T
FIGURE 2-10 An element in triaxial state of stress.
FIGURE 2-11 Mohr’s circle for triaxial octahedral stress state.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
2.10
CHAPTER TWO
Particular
Formula
STRESS-STRAIN RELATIONS
Uniaxial field
Strain in principal direction 1
The principal stress
The unit volume change in uniaxial stress
"1 ¼
1
E
;
"2 ¼ 1
E
;
"3 ¼ 1
E
1 ¼ E"1
ð2-47Þ
ð2-47aÞ
V ð1 2Þ 1
¼ "1 ð1 2Þ
¼
E
V
ð2-48Þ
Biaxial field
Strain in principal direction 1
"1 ¼
1
ð 2Þ
E 1
ð2-49Þ
Strain in principal direction 2
"2 ¼
1
ð 1Þ
E 2
ð2-50Þ
Strain in principal direction 3
"3 ¼ ð þ
E 1
ð2-51Þ
The principal stresses in terms of principal strains in a
biaxial stress field
2Þ
1 ¼
E
ð"1 þ "2 Þ
1 2
ð2-52Þ
2 ¼
E
ð"2 þ "1 Þ
1 2
ð2-53Þ
3 ¼0
The unit volume change in biaxial stress
ð2-53aÞ
V ð1 2Þ
þ
ð 1þ
V
E
2Þ
ð2-54Þ
Triaxial field
Strain in principal direction 1
"1 ¼
1
½ ð 2 þ
E 1
3 Þ
ð2-55Þ
Strain in principal direction 2
"2 ¼
1
½ ð 3 þ
E 2
1 Þ
ð2-56Þ
Strain in principal direction 3
"3 ¼
1
½ ð 1 þ
E 3
2 Þ
ð2-57Þ
1 ¼
E
½ð1 Þ"1 þ ð"2 þ "3 Þ
ð1 2 2 Þ
ð2-58Þ
2 ¼
E
½ð1 Þ"2 þ ð"3 þ "1 Þ
ð1 2 2 Þ
ð2-59Þ
3 ¼
E
½ð1 Þ"3 þ ð"1 þ "2 Þ
ð1 2 2 Þ
ð2-60Þ
The principal stresses in terms of principal strains in
triaxial stress field
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
Particular
The unit volume change or volumetric strain in terms
of principal stresses for the general case of triaxial
stress (Fig. 2-12)
2.11
Formula
dV ð1 2Þ
¼
ð xþ yþ
V
E
ð1 2Þ
¼
ð 1 þ 2 þ 3Þ
E
e¼
zÞ
ð2-61aÞ
ð2-61bÞ
FIGURE 2-12 Uniform hydrostatic pressure.
The volumetric strain due to uniform hydrostatic
pressure c acting on an element (Fig. 2-12)
V 3ð1 2Þ c
¼
¼ c
V
E
The bulk modulus of elasticity
¼
E
3ð1 2Þ
ð2-63Þ
The relationship between E, G and K
E¼
9KG
ð3K þ GÞ
ð2-63aÞ
Ra ¼
FLb
FLb
¼
La þ Lb
L
ð2-64aÞ
RB ¼
FLa
FLa
¼
La þ Lb
L
ð2-64bÞ
RA La FLa Lb
¼
AE
LAE
ð2-65Þ
ð2-62Þ
STATISTICALLY INDETERMINATE
MEMBERS (Fig. 2-13)
The reactions at supports of a constant cross-section
bar due to load F acting on it as shown in Fig. 2-13
The elongation of left portion La of the bar
a ¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
2.12
CHAPTER TWO
Particular
Formula
RA La
FL L
¼ a b
AE
LAE
The shortening of right portion Lb of the bar
b ¼ FIGURE 2-13
FIGURE 2-14
ð2-66Þ
THERMAL STRESS AND STRAIN
The normal strain due to free expansion of a bar or
machine member when it is heated
"T ¼ ðTÞ
ð2-67Þ
The free linear deformation due to temperature change
¼ LðTÞ
ð2-68Þ
The compressive force Fcb developed in the bar fixed
at both ends due to increase in temperature (Fig. 2-14)
Fcb ¼ AEðTÞ
ð2-69Þ
The compressive stress induced in the member due to
thermal expansion (Fig. 2-14)
cT ¼
Fcb
¼ EðTÞ
A
ð2-70Þ
The relation between the extension of one member to
the compression of another member in case of rigidly
joined compound bars of the same length L made of
different materials subjected to same temperature
(Fig. 2-15)
L
sL
þ c ¼ ðc s ÞLðTÞ
Es
Ec
ð2-71Þ
The forces acting on each member due to temperature
change in the compound bar
c Ac ¼
ð2-72Þ
The relation between compression of the tube to the
extension of the threaded member due to tightening
of the nut on the threaded member (Fig. 2-16)
s As
L
tL
þ s ¼ [number of turns ðiÞ
Et
Es
ðthreads/meterÞ or pitch ðPÞ
¼ iP
The forces acting on tube and threaded member due
to tightening of the nut
s As ¼
t At
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð2-73Þ
ð2-74Þ
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
Particular
FIGURE 2-15
2.13
Formula
FIGURE 2-16
COMPOUND BARS
X Ei Ai i
The total load in the case of compound bars or columns or wires consisting of i members, each having
different length and area of cross section and each
made of different material subjected to an external
load as shown in Fig. 2-17
F¼
An expression for common compression of each bar
(Fig. 2-17)
F
¼P
ðEi Ai =Li Þ
Li
¼
X Ei Ai
Li
FIGURE 2-17
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð2-75Þ
ð2-76Þ
STATIC STRESSES IN MACHINE ELEMENTS
2.14
CHAPTER TWO
Particular
Formula
The load on first bar (Fig. 2-17)
ðE A =L Þ
F1 ¼ P1 1 1 F
ðEA=LÞ
ð2-77Þ
The load on ith bar (Fig. 2-17)
Fi ¼
Ei Ai Li
ð2-78Þ
EQUIVALENT OR COMBINED MODULUS
OF ELASTICITY OF COMPOUND BARS
The equivalent or combined modulus of elasticity of a
compound bar consisting of i members, each having a
different length and area of cross section and each
being made of different material
The stress in the equivalent bar due to external load F
E1 A1 þ E2 A2 þ E3 A3 þ þ En An
A1 þ A2 þ A3 þ þ An
P
Ei Ai
¼P
i ¼ 1;2;:::;n Ai
Ec ¼
ð2-79aÞ
ð2-79bÞ
F
¼P
ð2-80Þ
i ¼ 1;2;3;::: Ai
The strain in the equivalent bar due to external load F
"¼
The common extension or compression due to
external load F
¼
Ec
Ec
P
F
P
FL
i ¼ 1;2;3;::: Ai
L
ð2-81Þ
¼ "L
ð2-82Þ
¼
i ¼ 1;2;3;:::;n Ai
POWER
The relation between power, torque and speed
P ¼ Mt !
ð2-83Þ
where Mt in N m (lbf ft), ! in rad/s (rad/min), and
P in W (hp)
¼
Mt n0
159
SI
ð2-84aÞ
where Mt in kN m, n0 in rps, and P in kW
¼
Mt n
9550
SI
ð2-84bÞ
where Mt in kN m, n in rpm, and P in kW
¼
Mt n
63030
USCS
where Mt in lbf in, n in rpm, and P in hp
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð2-84cÞ
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
Particular
Another expression for power in terms of force F
acting at velocity v
2.15
Formula
P¼
F
1000
SI
ð2-85aÞ
where F in newtons (N), in m/s, and P in kW
¼
F
33000
USCS
ð2-85bÞ
where F in lbf, in fpm (feet per minute), and P in
hp (horsepower)
TORSION (FIG. 2-18)
The general equation for torsion (Fig. 2-18)
Mt G ¼
¼
J
L
Torque
Mt ¼
ð2-86Þ
159P
n0
SI
ð2-87aÞ
where Mt in kN m, n0 in rps, and P in kW
¼
9550P
n
SI
ð2-87bÞ
where Mt in kN m, n in rpm, and P in kW
¼
63030P
n
USCS
ð2-87cÞ
where Mt in lbf in, n in rpm, and P in hp
The maximum shear stress at the maximum radius r
of the solid shaft (Fig. 2-18) subjected to torque Mt
max ¼
The torsional spring constant
kt ¼
16Mt
D3
ð2-88Þ
Mt GJ
¼
L
ð2-89Þ
FIGURE 2-18 Cylindrical bar subjected to torque.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
2.16
CHAPTER TWO
Particular
Formula
BENDING (FIG. 2-19)
The general formula for bending (Fig. 2-19)
Mb
E
¼ b¼
I
c
ð2-90Þ
Mb c
I
ð2-91Þ
FIGURE 2-19 Bending of beam.
The maximum values of tensile and compressive
bending stresses
b ¼
The shear stresses developed in bending of a beam
(Fig. 2-20)
¼
V
Ib
The shear flow
q¼
VQ
I
ðc
y0
y dA
FIGURE 2-20 Beam subjected to shear stress.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð2-92Þ
ð2-93Þ
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
Particular
2.17
Formula
The first moment of the cross-sectional area outside
the section at which the shear flow is required
Q¼
The maximum shear stress for a rectangular section
(Figs. 2-20 and 2-21)
ðc
y dA
ð2-94Þ
max ¼
3V
2A
ð2-95Þ
For a solid circular section beam, the maximum shear
stress
max ¼
4V
3A
ð2-96Þ
For a hollow circular section beam, the expression for
maximum shear stress
max ¼
2V
A
ð2-97Þ
An appropriate expression for max for structural
beams, columns and joists used in structural industries
max ¼
V
Aw
ð2-98Þ
y0
FIGURE 2-21 Element cut out from a beam subjected to
shear stress.
where Aw is the area of the web
ECCENTRIC LOADING
The maximum and minimum stresses which are
induced at points of outer fibers on either side of a
machine member loaded eccentrically (Figs. 2-22
and 2-23)
The resultant stress at any point of the cross section of
an eccentrically loaded member (Fig. 2-24)
max ¼
F Mb
and
þ
Z
A
z ¼
F Mbx ey Mby ex
Ixx
Iyy
A
ð2-100Þ
n 2 EA n 2 EI
¼
l2
ðl=kÞ2
ð2-101Þ
min ¼
F Mb
Z
A
ð2-99Þ
COLUMN FORMULAS (Fig. 2-25)
Euler’s formula (Fig. 2-26) for critical load
Fcr ¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
2.18
CHAPTER TWO
Particular
Formula
FIGURE 2-22 Eccentric loading.
FIGURE 2-23 Eccentrically loaded machine member.
FIGURE 2-24
FIGURE 2-25 Column-end conditions. (i) One end is fixed and other is free. (ii) Both ends are rounded and guided or
hinged. (iii) One end is fixed and other is rounded and guided or hinged. (iv) Fixed ends.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
Particular
Johnson’s parabolic formula (Fig. 2-26) for critical
load
2.19
Formula
"
2 #
l
Fcr ¼ A y 1 4n E k
y
2
ð2-102Þ
FIGURE 2-26 Variation of critical stress with slenderness
ratio.
Straight-line formula for critical load
Straight-line formula for short column of brittle
material for critical load
Ritter’s formula for induced stress
Ritter’s formula for eccentrically loaded column (Fig.
2-23) for combined induced stress
Rankine’s formula for induced stress
The critical unit load from secant formula for a
round-ended column
"
Fcr ¼ A
2 y
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
y
3
ð y =3nEÞ
Fcr ¼ A
C1
l
k
#
l
k
ð2-104Þ
"
2 #
F
l
e
1þ 2
c ¼
A
n E k
"
#
2
F
l
ce
e
þ 2
1þ 2
c ¼
A
n E k
k
"
2 #
Fcr
l
1þa
c ¼
A
k
Fcr
¼
A
ð2-103Þ
y
ec
l pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1 þ 2 sec
ðFcr =4AEÞ
k
k
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð2-105Þ
ð2-106Þ
ð2-107Þ
ð2-108Þ
STATIC STRESSES IN MACHINE ELEMENTS
2.20
CHAPTER TWO
Particular
Formula
HERTZ CONTACT STRESS
Contact of spherical surfaces
Sphere on a sphere (Fig. 2-27a)
The radius of circular area of contact
2
31=3
1 12 1 22
þ
6
7
6
E
E2 7
7
a ¼ 0:7216F 1
4
5
1
1
þ
d1 d2
ð2-109Þ
FIGURE 2-27 Hertz contact stress.
2
The maximum compressive stress
31=3
1
1 2
þ
6
7
d1 d2
7
6
7
cðmaxÞ ¼ 0:9186F 4
1 12 1 22 2 5
þ
E1
E2
2
Combined deformation of both bodies in contact
along the axis of load
Spherical surface in contact with a spherical socket
(Fig. 2-27b)
The radius of circular area of contact
6
6
¼ 1:046F 2
4
2
6
6
a ¼ 0:7216F
4
1 12 1 22
þ
E1
E2
d1 d2
d1 þ d2
1 12 1 22
þ
E1
E2
1
1
d1 d2
ð2-110Þ
2 31=3
7
7
7
5
ð2-111Þ
31=3
7
7
7
5
ð2-112Þ
2
The maximum compressive stress
31=3
1
1 2
6
7
d1 d2
6F
7
¼
0:918
6
7
cðmaxÞ
4
1 12 1 22 2 5
þ
E1
E2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð2-113Þ
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
Particular
Combined deformation of both bodies in contact
along axis of load
Distribution of pressure over band of width of contact
and stresses in contact zone along the line of symmetry of spheres
Sphere on a flat surface (Fig. 2-27c)
The radius of circular area of contact
Formula
2
6
6
¼ 1:046F 2
4
1 12 1 22
þ
E1
E2
d1 d2
d2 d1
2 31=3
7
7
7
5
ð2-114Þ
Refer to Fig. 2-28a.
"
a ¼ 0:721 Fd1
1 12 1 22
þ
E1
E2
2
The maximum compressive stress
2.21
cðmaxÞ ¼ 0:9186
4 2
d1
#1=3
ð2-115Þ
31=3
F
7
1 12 1 22 2 5
þ
E1
E2
ð2-116Þ
where d ¼ d1 (Fig. 2-27c).
Contact of cylindrical surfaces
Cylindrical surface on cylindrical surface, axis parallel
(Fig. 2-27a and Fig. 2-28b)
The width of band of contact
2
6F
6
2b ¼ 1:66
4L
1 12 1 22
þ
E1
E2
1
1
þ
d1 d2
2
The maximum compressive stress
Cylindrical surface in contact with a circular groove
(Fig. 2-27b)
The width of band of contact
Distribution of pressure over band of width of contact
and stresses in contact zone along the line of symmetry of cylinders
7
7
7
5
31=2
1
1
þ
6F
7
d1 d2
6
7
7
cðmaxÞ ¼ 0:7986
2
2
4L 1 1 1 2 5
þ
E1
E2
2
6F
6
2b ¼ 1:66
4L
ð2-117Þ
1 12 1 22
þ
E1
E2
1
1
d1 d2
2
The maximum compressive stress
31=2
ð2-118Þ
31=2
7
7
7
5
31=2
1
1
6F
7
d1 d2
6
7
7
cðmaxÞ ¼ 0:7986
2
2
4L 1 1 1 2 5
þ
E1
E2
ð2-119Þ
Refer to Fig. 2-28b.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð2-120Þ
STATIC STRESSES IN MACHINE ELEMENTS
2.22
CHAPTER TWO
Particular
Formula
Cylindrical surface in contact with a flat surface
(Fig. 2-27c):
"
1 12 1 22
þ
E1
E2
#1=2
The width of band of contact
Fd1
2b ¼ 1:6
L
The maximum compressive stress
31=2
F
1
ð2-122Þ
7
cðmaxÞ ¼ 0:7986
4Ld1 1 12 1 22 5
þ
E1
E2
ð2-121Þ
2
where d ¼ d1 (Fig. 2-27c).
Deformation of cylinder between two plates
d1 ¼
4F
L
1 12
E
1
2d
þ loge 1
3
b
ð2-123Þ
The maximum shear stress occurs below contact
surface for ductile materials
For sphere
max ¼ 0:31 cðmaxÞ
ð2-123aÞ
For cylinders
max ¼ 0:295 cðmaxÞ
ð2-123bÞ
The depth from contact surface to the point of the
maximum shear
h ¼ 0:786b
ð2-123cÞ
FIGURE 2-28 Distribution of pressure over bandwidth of contact and stresses in contact zone along line of symmetry of
spheres and cylinders for ¼ 0:3.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
Particular
2.23
Formula
DESIGN OF MACHINE ELEMENTS AND
STRUCTURES MADE OF COMPOSITE
Honeycomb composite
For the components of composite materials which
give high strength–weight ratio combined with
rigidity
Refer to Fig. 2-29.
For sandwich construction of honeycomb structure
Refer to Fig. 2-30.
FIGURE 2-29 Sandwich fabricated panel.
FIGURE 2-30 Honeycomb.
The moment of inertia of sandwich panel, Fig 2-30
Simplified Eq. (2-124) after neglecting powers of h
The flexural rigidity
3
Bh
Hc þ h 2
þ 2Bh
I ¼2
2
12
H
I ¼ BhHc h þ c
2
D ¼ EI
ð2-124Þ
ð2-125Þ
ð2-126Þ
where E ¼ modulus of elasticity of the facing metal
I is given by Eq. (2-125).
D¼
EðH 3 Hc3 Þ
12ð1 2 Þ
ð2-127Þ
The flexural rigidity of sandwich construction for
ðHc =hÞ > 5
D¼
EhðH þ Hc Þ2
8ð1 2 Þ
ð2-128Þ
The shear modulus of the core material as per Jones
and Hersch
Gcore ¼
The flexural rigidity of sandwich plate/panel
1:5FLc
BðH þ Hc Þ2 ð114 82 Þ
ð2-129Þ
where 4 and 2 ¼ deflection at quarter-span and
midspan respectively
F ¼ force over a support span Lc
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
2.24
CHAPTER TWO
Particular
Formula
The shear modulus G of isotropic material if the
modulus of elasticity E is available
G¼
The modulus of elasticity of the core material (Fig.
2-31)
Ef ¼ Em
E
2ð1 Þ
ð2-130Þ
1 V 2=3
1 V 2=3 þ V
ð2-131Þ
where V ¼ ðHh =HÞ3 , Ef ¼ modulus of elasticity of
foam, GPa (psi), Em ¼ modulus of elasticity
of basic solid material, GPa (psi). Subscript
f stands for foam/filament, m stands for
matrix, and c stands for composite.
FIGURE 2-31 A unit cube foam subject to a tensile load.
ð
The deflection for a beam panel according to Castigliano’s theorem
¼
FIGURE 2-32 Phantom load.
FIGURE 2-33
The deflection at midspan (Fig. 2-32)
@U
@
L=2 ¼
¼
@W @W
@U
@
¼
@F @F
Mb2 dx
þ
2EI
ð
ð
V 2 dx
2GA
Mb2 dx
þ
2EI
ð
ð2-132Þ
V 2 dx
2GA W ¼ 0
ð2-133aÞ
5FL3
FL
þ
ð2-133bÞ
349EI 8GA
where W is the phantom load (Fig. 2-32).
¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
Particular
The deflection per unit width for a sandwich panel at
midspan (Fig. 2-32) under quarter-point loading
2.25
Formula
5FL3
FL
þ
349DB 8Dc B
HðH þ Hc Þ
where Dc ¼ Gcore
2Hc
L=2 ¼
ð2-134Þ
The deflection per unit width for a sandwich panel at
quarter panel (Fig. 2-32) under quarter-point loading
L=4 ¼
FL3
FL
þ
96DB 8Dc B
ð2-135Þ
The deflection/unit width for a sandwich panel at
center loading (Fig. 2-33)
L=2 ¼
FL3
FL
þ
48DB 4Dc B
ð2-136Þ
The maximum normal stress (Fig. 2-32)
F L
M
FL
2 4
¼
¼
max ¼
BhHc ðh þ Hc =2Þ
Z
8BhHc
H=2
ð2-137Þ
FL
8BhH
ð2-138Þ
FLðL þ Hc Þ
FL
16BhHc H
4BhðH þ Hc Þ
ð2-139Þ
The minimum normal stress
min ¼
The average stress often used in the composite panel
design
av ¼
The maximum shear stress in the core
max ¼
V
2V
¼
½BðH þ Hc Þ=2 BðH þ Hc Þ
ð2-140Þ
The core shear strain
core ¼
max
Gcore
ð2-141Þ
FILAMENT REINFORCED STRUCTURES
(Fig. 2-34)
The strain in the filament is same as the strain in the
matrix of composite material if it has to have strain
compatibility
"m ¼ "f
FIGURE 2-34
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð2-142Þ
STATIC STRESSES IN MACHINE ELEMENTS
2.26
CHAPTER TWO
Particular
Formula
The relation between stress in matrix and stress in
filament
Em
For equilibrium
F¼
The stress in the filament
The stress in the matrix
The Young’s modulus of composite
m
ð2-143Þ
Ef
m Am þ
f Af ¼
ð2-144Þ
c Ac
f ¼
FEf
Af Ef þ Am Em
ð2-145Þ
m ¼
FEm
Af Ef þ Am Em
ð2-146Þ
E f Af
ðAm þ Af Þ
ð2-147Þ
Ec ¼
The Young’s modulus of chopped-up glass filaments
in resin matrix but still oriented longitudinally with
respect to load as proposed by Outerwater
f
¼
"
Af
ðEc Þchpd-f ¼ Ef
Ac
1
4
yf
D2f
Lpc
#
ð2-148Þ
¼ applied tensile stress, MPa (psi)
where
yf ¼ the strength of the fiber, MPa (psi)
Df ¼ diameter of fiber, mm (in)
pc ¼ uniform distance of one fiber from
another on circumference, mm (in)
L ¼ length of fiber, mm (in)
Subscript chpd-f stands for chopped-up fiber.
The relation between m and f , which has to satisfy
Eq. (2-142) at any location on the curves, Fig. 2-35
m
ðE0 Þm
¼
f
ð2-149Þ
ðE0 Þf
where E0 ¼ secant modulus, GPa (Mpsi)
From Eq. (2-144), the expression for
c
c ¼
¼
For structure with all filament, Am ¼ 0
For structure with no filament, Af ¼ 0
f
Ac
ð u Þf
Ac
ðE0 Þm Am
þ Af
ðE0 Þf
ð m Þmax
Am þ Af
ð u Þf
c ¼
ð u Þf A f
¼ ð u Þf
Ac
c ¼
ð u Þf
Ac
ð m Þmax
u
ð2-150Þ
ð2-151Þ
ð2-152Þ
Am
¼ ð m Þmax ¼ ð u Þm
ð2-153Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
2.27
Particular
Formula
FIGURE 2-35 Stress-strain data for system shown in
Fig. 2-34.
FIGURE 2-36 Filament wound cylindrical pressure vessel.
FILAMENT BINDER COMPOSITE
(Fig. 2-36)
Hoop stress for a closed end vessel/cylinder made of
filaments winding
¼
pd
2h
ð2-154Þ
Longitudinal/axial stress for a closed end filament
wound vessel/cylinder
a ¼
pd
4h
ð2-155Þ
The force carried by a helical filament wound on a
shell of width w subjected to internal pressure p in
the -direction
Fa ¼
The force in helical filament wound on a shell of width
w subjected to internal pressure p in the hoop direction
F ¼ F sin The hoop stress in the vessel wall due to the pressure p
The stress in the vessel wall in the longitudinal/axialdirection
From Eq. (2-154) to (2-159) the optimum winding
angle for closed end cylinders
The optimum winding angle for open end cylinders
where
¼
a ¼
ð2-156Þ
so wh
so ¼ strength of the filaments
F
¼
A
0 sin
0 cos
tan2 ¼
ð2-157Þ
2
2
ð2-158Þ
ð2-159Þ
or 558
ð2-160Þ
a
a
¼
¼
cos2 ¼ cot2 sin2 or ¼ 908
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð2-161Þ
STATIC STRESSES IN MACHINE ELEMENTS
2.28
CHAPTER TWO
Particular
The stress in the hoop/circumferential direction for
the filament wound cylinder/vessel consisting windings in longitudinal, hoop and helical directions to
satisfy equilibrium condition
Formula
0
h þ
¼
h
ð2-162Þ
h
0
¼ stress in the circumferential wound
where
layer
¼ circumferential component of stress in
the helical layer
ht ¼ total thickness ¼ ha þ h þ h
ha , h and h are the thicknesses in the preceding
layers of filament windings
The longitudinal stress for the case of winding under
Eq. (2-162)
0 0
a ha þ
a ¼
a h
ð2-163aÞ
h
so
¼
where
a ¼
h
so
h
ðh þ h sin2 Þ
ð2-163bÞ
ðha þ h cos2 Þ
ð2-163cÞ
so ¼ uniform filament stress
a ¼ longitudinal component of stress in
helical layer
From Eqs. (2-159) and (2-158)
þ
From Eqs. (2-154) and (2-155)
h¼
The sum of stresses
For the ideal vessel
and
a
a ¼
0 ðsin
2
þ cos2 Þ ¼
0
ð2-164Þ
pd
4 a
ð2-165Þ
¼
pd
2h
ð2-154Þ
þ
a ¼3 a ¼
0
or
a ¼
0
3
ð2-166Þ
3pd
4 0
ð2-167Þ
h
h cos2 3
ð2-168aÞ
h ¼ 23 h sin2 ð2-168bÞ
2ha h
1 3 cos2 ð2-168cÞ
h¼
ha ¼
h ¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
Particular
The structural efficiency of the wound vessel/cylinder
2.29
Formula
¼
W
Ven pi
ð2-169Þ
where W ¼ weight of the vessel, kN (lbf)
Ven ¼ enclosed volume, m3 (in3 )
pi ¼ internal pressure, MPa (psi)
FILAMENT-OVERLAY COMPOSITE
The stress in the wire which is wound on thin walled
shell/cylinder with a wire of the same material
(Fig. 2-37)
Under equilibrium condition over the length of shell
L, the hoop stress
T
uw
where T ¼ tension, kN (lbf)
uw ¼ area of the element, m2 (in2 )
wr ¼
ð Þsh ¼ T
wh
ð2-170Þ
ð2-171Þ
FIGURE 2-37 Shell subjected to an internal pressure.
The tension in the wound wire on the shell under
internal pressure
Twr ¼
pd
T
þ
2ðh þ uÞ wu
ð2-172Þ
The tension in the shell under the above same condition
Tcy ¼
pd
T
2ðh þ uÞ wh
ð2-173Þ
The yielding of shell due to internal pressure, i.e., due
to plastic flow of material of the shell.
ð 0 Þshy ¼ T
¼ y
wh
T
h
¼ y
wr ¼
uw
u
ð2-174Þ
For the above same winding material under the tension equal to compression yield limits, the stress in
the wire.
If the vessel material is different from the winding
material then stress in the wire and vessel
ð2-175Þ
cy ¼ "sh Esh
ð2-176aÞ
wr ¼ "wr Ewr
ð2-176bÞ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
2.30
CHAPTER TWO
Particular
For uniform distribution of stress in the cylinder/shell
and in the wire, strains are proportional to the mean
radii
From Eq. (2-177), the stress in the cylinder and the
wire
Formula
rcy "cy
¼
¼
rwr "wr
sh ¼
cy ¼
wr ¼
cy
cy Ewr
wr Ecy
wr
Ecy rcy
Ewr rwr
Ewr rwr
Ecy rcy
ð2-177Þ
ð2-178aÞ
ð2-178bÞ
where subscripts cy stands for cylinder, sh for shell
and wr for winding. rcy and rwr are mean
radii of cylinder and winding respectively.
The total load on the cylinder and the winding
cy ð2LhÞ þ
From Eq. (2-179), the stress in the cylinder ( cy ) and
the winding ( wr )
cy ¼
wr ¼
wr ð2LuÞ ¼ pdL
ð2-179Þ
pd
Ewr rwr u
2
þh
Ecy rcy
ð2-180aÞ
pd
Ecy rcy
þu
2
Ewr rwr
ð2-180bÞ
pd
T
Ewr rwr u
wh
2
þh
Ecy rcy
ð2-181Þ
pd
T
þ
Ecy rcy h
wu
þu
2
Ewr rwr
ð2-182Þ
The stress in the cylinder is the sum of results of Eqs.
(2-180a) and (2-171)
Rcy ¼
The resultant stress in the winding is the sum of results
of Eq. (2-180b) and (2-170)
Rwr ¼
For advanced theory using Theory of elasticity and
Plasticity construction on composite structures and
materials
Refer to advanced books and handbooks on composites, structures, handbooks and design data for
reinforced plastics and materials.
For representative properties for fiber reinforcement
Refer to Table 2-1
FORMULAS AND DATA FOR VARIOUS
CROSS SECTIONS OF MACHINE
ELEMENTS
For further data on static stresses, properties and
torsion of shafts of various cross-sections: shear,
moments, and deflections of beams, strain rosettes,
and singularity functions
Refer to Tables 2-2 to 2-12
For summary of stress and strain formulas under
various types of loads
Refer to Table 2-13
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
0.2–0.4
5
4
0.5
0.001–0.01
0.2
0.2–0.5
0.8
5–10
127
102
13
0.025–0.25
5
5–13
20.5
7.64
2.43
2.62
1.11
1.49
1.43–1.75
1.78
3.40
2.48
2.43
2.46
2.56
g/cm3
3100
4498
5510
2756
MPa
450
650
800
400
kpsi
Tensile strength, st
0.283
0.090
0.097
0.041
0.052
2852–4184
689–2067
1378–2067
827
690
385–600
100–300
200–300
120
100
0.053–0.066 1723–3445 250–500
0.066
1240
180
0.126
2480
360
0.092
0.090
0.091
0.095
lb/in3
Density, 200
172
138–413
2.8
4
241–689
310
414
72.5
85
100
415
GPa
29
25
20–60
0.4
0.6
35–100
45
60
10.5
12.3
14.5
60
Mpsi
Modulis of
elasticity, Eg
30
3.7
45–50
45–50
54
6.5
81–90
81–90
1.5
6.4
2.2
2.8
5.0
2.7
11.5
4.0
2.8
lin/in8F
5.0
lm/m K
Coefficient of thermal
expansion,
381
381
22400–38080
13440
19488
6496
1680
W/(m2 K/m)
1.7
1.7
100–170
60
87
29
7.5
Btu/(ft2 h8F)/in)
Thermal conductivity, K
Courtesy: J. E. Ashton, J. C. Halpin, and P. H. Petit, Primer on Composite Materials: Analysis, Technomic Publishing Co., Inc., 750 Summer St., Stanford, Conn. 06901, 1969.
0.4
0.4
0.4
4
10.2
10.2
10.2
102.0
E glass
S glass
970 S glass
Boron on
tungsten
Graphite
Beryllium
Silicon carbide
on tungsten
Stainless steel
Asbestos
Aluminum
Polyamide
Polyester
103 in
103 mm
Fiber
Typical fiber diameter
TABLE 2-1
Representative properties for fiber reinforcement
STATIC STRESSES IN MACHINE ELEMENTS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2.31
STATIC STRESSES IN MACHINE ELEMENTS
2.32
CHAPTER TWO
TABLE 2-2
Torsion of shafts of various cross sections
Polar section
modulus,
Polar radius of gyration, k0
Cross section Z0 ¼ J=c
D3
16
D
pffiffiffi ¼ 0:354D
8
Angular deflection, In terms of torsional moment, Mt In terms of maximum stress, 2l D G
32l Mt
D4 D
at circumference
ðD41 D42 Þ
16D1
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
D21 þ D22
¼ 0:354 D21 þ D22
8
B
h
A
b
b2 h a
16
1
4
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
b2 þ h2
2l D1 G
32l
Mt
ðD41 D42 Þ G
at outer circumference
16ðb2 þ h2 Þl Mt
G
b3 h3
ðb2 þ h2 Þl G
bh2
h>b
2b2 h a
9
h>b
at A b
rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
b2 þ h2
12
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
¼ 0:289 b2 þ h2
mðb2 þ h2 Þl Mt
G
b3 h3
h
¼1
b
nðb2 þ h2 Þl G
bh2
at A c
2
4
8
m ¼ 3:56 3:50 3:35 3:21
n ¼ 0:79 0:78 0:74 0:71
b3 a
20
46:2l Mt
b4 G
0:289b
2:31l b G
at center of side
0:92b3 a
0:645b
0:967l Mt
G
b4
0:9l b G
at center of side
a
This value is not true value of Z0 but is the value of Z0 for a circular section of equal strength and may be used for determining the maximum
stress by the formula ¼ Mt =Z0 .
b
At B, shear stress ¼ 10Mt = bh2 .
c
At B, shear stress ¼ 9Mt =2bh2 .
Source: V. L. Maleev and J. B. Hartman, Machine Design, International Textbook Company, Scranton, Pennsylvania, 1954.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
2.33
TABLE 2-3
Shear stress in beams, caused by bending
Section
Shear stress at a distance y from neutral axis,
, MPa (psi)
Maximum shear stress,
max , MPa (psi)
2 3F
2y
1
2bh
h
3F
F
¼ 1:5 ðfor y ¼ 0Þ
2bh
A
2 4F
y
1
r
3 r2
4F
F
¼ 1:33 ðfor y ¼ 0Þ
A
3 r2
pffiffiffi pffiffiffi
2 F 2
y 2
y
4
1þ
2
b
b
b
1:591
F
A
c
for y ¼
4
3F bc2 ðb aÞd 2
ðfor y ¼ 0Þ
3
3
4a bc ðb aÞd
TABLE 2-4
The values of constants a in Eq. (2-107)
Yield stress in compression, yc
Value of a for various end-fixity coefficients
Material
MPa
kpsi
1
4
2
n
Timber
49
7
1
750
1
3000
1
1500
1
n 750
Cast iron
549
80
1
1600
1
6400
1
3200
1
n 1600
Mild steel
324
47
1
7500
1
30000
1
15000
1
n 7500
TABLE 2-5
End condition coefficient n (Fig. 2-25)
Particular
n
TABLE 2-6
End-fixity coefficients for cast iron column to be used in
Eq. (2-104)
One end fixed and the other end free
Both ends rounded and guided or hinged
One end fixed, and the other end rounded and
guided or hinged
Both ends fixed rigidly
Both ends flat
0.25
1
2
End conditions
C1
Maximum, l=k
Round
Fixed
One fixed, one round
175
88
116
90
160
115
4
1 to 4
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
2.34
CHAPTER TWO
TABLE 2-7
Properties of cross sections
Section
Area, A
Moment of inertia, I
Distance
to farthest
point, c
bh
bh3
12
h
2
bh2
6
0:289h
ðH cÞb
b
ðH 3 h3 Þ
12
H
2
bðH 3 h3 Þ
3H
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
H 3 h3
12ðH hÞ
BH bh
BH 3 bh3
12
H
2
BH 3 bh3
6H
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
BH 3 bh3
12ðBH bhÞ
2b þ b0
h
2
ð6b2 þ 6bb0 þ b20 Þh3
36ð2b þ b0 Þ
ð3b þ 2b0 Þh
3ð2b þ b0 Þ
ð6b2 þ 6bb0 þ b20 Þh2
12ð3b þ b0 Þ
rffiffiffiffi
I
A
D2
4
D4
64
D
2
D3
32
D
4
4
ðD21 D22 Þ
64
ðD41 D42 Þ
¼
4
D1
¼ R1
2
ðR41 R42 Þ
Section modulus,
Z ¼ I=c
Radius
of gyration,
pffiffiffiffiffiffiffiffi
ffi
k ¼ I=A
ðD41 D42 Þ
32D1
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
D21 þ D22
4
¼
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
R21 þ R22
ab
ba3
64
a
2
ba2
32
a
4
bh
2
bh3
36
bh2
24
0:236h
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2
B to C : Mb ¼ Fðx bÞ
Max MbC ¼ Fa at C
A to B : V ¼ 0
B to C : V ¼ F
4. End supports, center load
3. Cantilever, uniform load
B to C : Mb ¼ þ 12 Fðl xÞ
Max MbB ¼ þ14 FL at B
A to B : V ¼ þ 12 F
B to C : V ¼ 12 F
Max MbB ¼ 12Wl at B
A to B : Mb ¼ þ 12 Fx
W
x
l
R1 ¼ þ12 F; R2 ¼ þ 12 F
V¼
1 W 2
x
2 l
A to B : Mb ¼ 0
R2 ¼ þF
Mb ¼ Max MbB ¼ Fl at B
V ¼ F
R2 ¼ þW ¼ wl
Mb ¼ Fx
R2 ¼ þF
1. Cantilever, end load
2. Cantilever, intermediate load
Bending moment Mb , and
maximum bending moment
Reactions R1 and R2 ,
vertical shear V
Loading, support, and reference number
TABLE 2-8
Shear, moment, and deflection formulas for beams
ymax ¼ 1 F
ð3l 2 x 4x3 Þ
48 EI
1 Fl 3
at B
48 EI
A to B: y ¼ 1 Wl 3
8 EI
1 W 4
ðx 4l 3 x þ 3l 4 Þ
24 EIl
ymax ¼ y¼
1 F
ð3a2 l a3 Þ
6 EI
1 F
½ðx bÞ3 3a2 ðx bÞ þ 2a3 6 EI
B to C: y ¼ ymax ¼ 1 F
ða3 þ 3a2 l 3a2 xÞ
6 EI
A to B: y ¼ 1 Fl 3
at A
3 EI
1 F 3
ðx 3l 2 x þ 2l 3 Þ
6 EI
ymax ¼ y¼
Deflection y and maximum deflection
STATIC STRESSES IN MACHINE ELEMENTS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2.35
A
O
2.36
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
I
W = wl
B
M2
8. One end fixed, one end supported,
uniform load
7. One end fixed, one end supported,
center load
6. End supports, uniform load
5. End supports, intermediate load
Loading, support, and reference number
b
a
; R2 ¼ þF
l
l
ab
at B
l
3
Max MbC ¼ 16
Fl at C
B to C: V ¼ 11
16 F
V¼W
3 x
8 l
M2 ¼ 18 Wl
R1 ¼ 38 W; R2 ¼ 58 W
Max MbB ¼ 18 Wl at B
9
Max þMb ¼ 128
Wl at x ¼ 38 l
Mb ¼ Wð38 x 12 x2 Þ
Wl 3
at x ¼ 0:4215l
El
1 W
ð3lx3 2x4 l 3 xÞ
48 EIl
ymax ¼ 0:0054
y¼
ymax ¼ 0:00932
5
Max þMbB ¼ 32
Fl at B
5
F
A to B: V ¼ þ 16
Fl 3
at x ¼ 0:4472l
EI
1 F
½5x3 16ðx 12 lÞ3 3l 2 x
96 EI
3
M2 ¼ 16
Fl
B to C: y ¼
5
A to B: Mb ¼ 16
Fx
5
F; R2 ¼ 11
R1 ¼ 16
16 F
B to C: Mb ¼ Fð12 l 11
16 xÞ
5 Wl 3
Max y ¼ at x ¼ 12 l
384 EI
1 Wx 3
ðl 2lx2 þ x3 Þ
24 EIl
1 F
ð5x3 3l 2 xÞ
96 EI
Max Mb ¼ þ 18 Wl at x ¼ 12 l
y¼
Faðl xÞ
½2lb b2 ðl xÞ2 B to C: y ¼ 6EIl
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
Fab
ymax ¼ ða þ 2bÞ 3aða þ 2bÞ at
27EIl
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
x ¼ 13aða þ 2bÞ when a > b
a
ðl xÞ
l
Fbx
½2lðl xÞ b2 ðl xÞ2 6EIl
A to B: y ¼ Deflection y and maximum deflection
b
x
l
x2
Mb ¼ 12 W x l
Max MbB ¼ þF
B to C: Mb ¼ þF
A to B: Mb ¼ þF
Bending moment Mb , and
maximum bending moment
A to B: y ¼
2x
V ¼ 12 W 1 l
R2 ¼ þ 12 W; R2 ¼ þ 12 W
A to B: V ¼ þF
b
l
a
B to C: V ¼ F
l
R1 ¼ þF
Reactions R1 and R2 ,
vertical shear V
TABLE 2-8
Shear, moment, and deflection formulas for beams (Cont.)
STATIC STRESSES IN MACHINE ELEMENTS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
x2 1
Mb ¼ 12 W x l
6
l
1
Max þMb ¼ 24
Wl at x ¼ 12 l
1
Max Mb ¼ 12
Wl at A and B
R1 ¼ 12 W; R2 ¼ 12 W
1
1
M1 ¼ 12
Wl; M2 ¼ 12
Wl
2x
V ¼ 12 W 1 l
Source: J. E. Shigley, Mechanical Engineering Design, 3rd. ed., McGraw-Hill Book Company, New York, 1977.
11. Both ends fixed, uniform
load
Max Mb ¼ M2 when a > b
B to C: V ¼ R1 F ¼ R2
ab2
þ R1 a at B
l2
Max Mb ¼ M1 when a < b
Max þMb ¼ F
ab2
þ R1 x Fðx aÞ
l2
ab2
þ R1 x
l2
A to B: V ¼ R1
ab2
a2 b
; M2 ¼ F 2
l2
l
B to C: Mb ¼ F
Fa2
ð3b þ aÞ
l3
R2 ¼
M1 ¼ F
A to B: Mb ¼ F
Max MbA;C ¼ 18 Fl at A and C
B to C: V ¼ 12 F
Fb2
ð3a þ bÞ
l3
Max þMbB ¼ 18 Fl at B
A to B: V ¼ þ 12 F
R1 ¼
B to C: Mb ¼ 18 Fð3l 4xÞ
M1 ¼ 18 Fl; M2 ¼ 18 Fl
10. Both ends fixed,
intermediate load
A to B: Mb ¼ 18 Fð4x lÞ
R1 ¼ 12 F; R2 ¼ 12 F
9. Both ends fixed, center load
Bending moment Mb , and maximum
bending moment
Reactions R1 and R2 ,
vertical shear V
Loading, support, and reference
number
TABLE 2-8
Shear, moment, and deflection formulas for beams (Cont.)
2 F
a2 b3
2bl
if a < b
at x ¼ l 3 EI ð3b þ aÞ2
ð3b þ aÞ
1 Wl 3
at x ¼ 12 l
384 EI
1 Wx2
ð2lx l 2 x2 Þ
24 EIl
ymax ¼ y¼
ymax ¼ 1 Fa2 ðl xÞ2
½ð3b þ aÞðl xÞ 3bl
6
EIl 3
1 Fb2 x2
ð3ax þ bx 3alÞ
6 EIl 3
2 F
a3 b2
2al
if a > b
at x ¼
3 EI ð3a þ bÞ2
ð3a þ bÞ
B to C: y ¼
ymax ¼ 1 F
ð3lx2 4x3 Þ
48 EI
1 Fl 3
at B
192 EI
A to B: y ¼
ymax ¼ A to B: y ¼ Deflection y and maximum deflection
STATIC STRESSES IN MACHINE ELEMENTS
2.37
STATIC STRESSES IN MACHINE ELEMENTS
2.38
CHAPTER TWO
TABLE 2-9
Some equations for use with the Castigliano method
Type of load
General energy equation
U¼
Axial
U¼
Bending
Combined axial and
bending
Torsion
Transverse shear
ðl
2
F
ds
0 2AE
ðl
Mb2 l
ds
0 2EI
ðl
F2
Mb2
ds þ
ds
0 2AE
0 2EI
ðl
Mt2
ds
U¼
0 2GJ
U¼
U¼
Transverse shear
(rectangular section)
U¼
Open-coiled helical
spring subjected to
axial load F
U¼
ðl
ðl
V 2 ds
0 2GA
ðl
3V 2
ds
5GA
0
ðl
Energy equation
2
Mt2
ds þ
0 2GJ
ðl
Mb2
ds
0 2EI
2
General deflection equation
ðl
Fð@F=@QÞ
ds
AE
U¼
F l
Al
¼
2AE
2E
¼
U¼
Mb2 l
2EI
¼
U¼
F 2 l Mb2 l
þ
2EA 2EI
Sum of axial and bending load
U¼
Mt2 l
2GJ
¼
U¼
V2l
2
¼
Al
2GA 2G
¼
U¼
3V 2 l
5GA
¼
Mt2 l Mb2 l
þ
2GJ 2EI
LFR2 cos2 sin2 ¼
þ
GJ
EI
2
U¼
0
ðl
0
ðl
0
ðl
0
ðl
0
Mb ð@Mb =@QÞ
ds
EI
Mt ð@Mt =@QÞ
ds
GJ
Vð@V=@GÞ
ds
GA
6Vð@V=@QÞ
ds
5GA
cos2 sin2 ¼ 2 iFR3 sec þ
GJ
EI
D
¼ mean radius of coil
2
¼ helix angle of spring
i ¼ number of coils or turns
where R ¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
2.39
TABLE 2-10
Mechanical and physical constants of some materials1;2
Modulus of
elasticity, E
Modulus of
rigidity, G
Material
GPa
Mpsi
GPa
Mpsi
Aluminum
Aluminum cast
Aluminum (all alloys)
Beryllium copper
Carbon steel
Cast iron, gray
Malleable cast iron
Inconel
Magnesium alloy
Molybdenum
Monet metal
Nickel-silver
Nickel alloy
Nickel steel
Phosphor bronze
Steel (18-8), stainless
Titanium (pure)
Titanium alloy
Brass
Bronze
Bronze cast
Copper
Tungsten
Douglas fir
Glass
Lead
Concrete (compression)
Wrought iron
Zinc alloy
69
70
72
124
206
100
170
214
45
331
179
127
207
207
111
190
103
114
106
96
80
121
345
11
46
36
14–28
190
83
10.0
10.15
10.4
18.0
30.0
14.5
24.6
31.0
6.5
48.0
26.0
18.5
30
30.0
16.0
27.5
15.0
16.5
15.5
14.0
11.6
17.5
50.0
1.6
6.7
5.3
2.0–4.0
27.5
12
26
30
27
48
79
41
90
76
16
117
65
48
79
79
41
73
3.8
4.35
3.9
7.0
11.5
6.0
13.0
11.0
2.4
17.0
9.5
7.0
11.5
11.5
6.0
10.6
43
40
38
35
46
138
4
19
13
6.2
5.8
5.5
5.0
6.6
20.0
0.6
2.7
1.9
70
31
10.2
4.5
Poisson’s
ratio, Density,
a,
Mg/m3
0.334
2.69
0.320
0.285
0.292
0.211
2.80
8.22
7.81
7.20
0.290
0.350
0.307
0.320
0.332
0.30
0.291
0.349
0.305
8.42
1.80
10.19
8.83
8.75
8.3
7.75
8.17
7.75
4.47
6.6
8.55
8.30
0.33
0.324
0.349
0.326
0.330
0.245
0.431
0.33
8.90
18.82
4.43
2.60
11.38
2.35
6.6
Unit weight,
b
kfg/m3
kN/m3
lbf/in3
lbf/ft3
2,685
2,650
2,713
8,221
7,806
7,197
7,200
8,418
1,799
10,186
8,830
8,747
26.3
26.0
27.0
80.6
76.6
70.6
0.097
0.096
0.10
0.297
0.282
0.260
167
166
173
513
487
450
83.3
17.6
100.0
86.6
85.80
7,751
8,166
7,750
4,470
76.0
80.1
76.0
43.9
0.307
0.065
0.368
0.319
0.316
0.300
0.280
0.295
0.280
0.16
530
117
636
551
546
518
484
510
484
279
8,553
8,304
8,200
8,913
18,822
443
2,602
11,377
2,353
7,700
83.9
81.4
0.309
534
87,4
184.6
4.3
25.5
111.6
23.1
0.322
556
0.016
0.094
0.411
28
162
710
147
0.24
415
¼ mass density:
¼ weight density; w is also the symbol used for unit weight of materials.
Sources: K. Lingaiah and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, and K. Lingaiah, Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers, Bangalore, India.
1986.
a
b
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
E
ð" "2 Þ
2ð1 þ Þ 1
0
Maximum shearing
stress, max
Angle from gauge 1
axis to maximum
normal stress angle,
’p
2.40
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1
2"2 ð"1 þ "3 Þ
tan1
2
"1 "3
E
2ð1 þ Þ
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ð"1 "3 Þ2 þ ½2"2 ð"1 þ "3 Þ2
"1 þ "3
1
1þ
1
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ð"1 "3 Þ2 þ ½2"2 ð"1 þ "3 Þ2
"1 þ "3
1
þ
1þ
1
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ð"1 "3 Þ2 þ ½2"2 ð"1 þ "3 Þ2
2
E
1þ
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ffi
" þ "2 þ "3 2
"2 "3 2
pffiffiffi
"1 1
þ
3
3
"1 þ "2 þ "3
1
1þ
3ð1 Þ
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ffi
"1 þ "2 þ "3 2
"2 "3 2
pffiffiffi
þ
"1 3
3
"1 þ "2 þ "3
1
þ
1þ
3ð1 Þ
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ffi
" þ "2 þ "3 2
"2 "3 2
pffiffiffi
þ
"1 1
3
3
3
1
p
ffiffi
ffi
"
Þ
ð"
2
3
6
7
1
3
7
tan1 6
4
"1 þ "2 þ "3 5
2
"1 3
E
E
Rosette type
Poisson’s ratio. The author has used as symbol for Poisson’s ratio.
Source: Perry, C. C., and H. R. Lissner, The Strain Gage Primer, 2nd ed., McGraw-Hill Publishing Company, New York, p. 147, 1962.
E
2
E
ð"2 þ "1 Þ
1 2
Minimum normal
stress, min
E
2
E
ð"1 þ "2 Þ
1 2
Maximum normal
stress, max
Required solutions
TABLE 2-11
Relations between strain rosette readings and principal stresses
E
2ð1 þ Þ
rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
4
ð"1 "4 Þ2 þ ð"2 "3 Þ2
3
1
2ð" "3 Þ
tan1 pffiffiffi 2
2
3ð"1 "4 Þ
E "1 þ "4
1
2 1
1þ
rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
4
ð"1 "4 Þ2 þ ð"2 "3 Þ2
3
E "1 þ "4
1
þ
2 1
1þ
rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
4
ð"1 "4 Þ2 þ ð"2 "3 Þ2
3
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
Table 2-12
Singularity functions
Graph of fn ðxÞ
Function
Concentrated moment
Meaning
hx ai2 ¼
ðx
1
Concentrated force
1
Unit step
Parabolic
x¼a
x 6¼ a
1
x¼a
0
x 6¼ a
hx ai1 dx ¼ hx ai0
1
Rump
hx ai0 ¼
ðx
1
0
hx ai2 dx ¼ hx ai1
hx ai1 ¼
ðx
0
x<a
1
xa
hx ai dx ¼ hx ai1
0
0
x<a
hx ai1 ¼
xa xa
ðx
hx ai2
hx ai1 dx ¼
2
1
hx ai2 ¼
ðx
0
x<a
ðx aÞ2
xa
hx ai3
hx ai2 dx ¼
3
1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2.41
Type of
loads
Axial
load
Bending
load
Bending
and axial
load
Torsion
Figure showing
loads
1
2
3
4
sn
Figure showing stress
Mb c
I
0
þ
R ¼
F
A
Mb
l
0
0
0
0
F
A
b ¼
y
x
0
0
0
0
z
Applied stresses
Mt r Mt
¼
J
Zp
0
0
0
E
¼
x
E
bx
E
;
E
;
¼
r
¼
G L
"z ¼ "3 ¼ v"1
"y ¼ "2 ¼ v"1 ;
"x ¼ "1 ¼
"z ¼ "3 ¼ "1
"y ¼ "2 ¼ "1 ;
"x ¼ "1 ¼
"z ¼ "3 ¼ "1 ¼ "z ;
"y ¼ "2 ¼ "1 ¼ "x ;
"x ¼ "1 ¼
bx
bx
x ¼
Strain equations/Area
/Approach distance
max
max
2
bx
2
bx
2
x
¼
max
2
max
Maximum stress produced
2 ¼ 0;
3 ¼0
1t ¼ 1c ¼ at 458 to the shaft axis
1 ¼ E"1 ;
Principal stresses
Symbols: a ¼ major semi-axis of ellipse of area of contact, mm (in), and also radius of band of contact in case of spheres, mm (in); b ¼ minor semi-axis of ellipse of area of contact,
mm (in), and also half-bandwidth of rectangle contact between cylinders with parallel axis, mm (in); d1 , d2 ¼ diameters of small and large spheres respectively, mm (in); E1 ,
E2 ¼ moduli of elasticities of bodies in contact respectively, GPa (psi); F ¼ load, kN (lbf); F 0 ¼ ðF=‘ Þ ¼ load per unit length, kN/m (lbf/in); k1 , k2 ¼ material constants for
small and large solid elastic bodies in contact; L ¼ length of cylinder, m (in); pmax ¼ maximum pressure on surfaces of contact, MPa (psi); c max ¼ maximum contact
compressive stress, MPa (psi); ¼ normal stress, also with subscripts, MPa (psi); ¼ shear stress, also with subscripts MPa (psi); 1 , 2 ¼ Poisson’s ratio of materials of small
and large elastic bodies in contact respectively; ¼ approach distance along the line of action of the load between two points on the elastic bodies in contact, mm (in);
¼ hoop or circumferential or tangential stress, MPa (psi); a ¼ axial or longitudinal stress, MPa (psi); h ¼ thickness of cylinder/vessel/shell, mm (in). Meaning of other
symbols used in this Table are given under Symbols introduced at the beginning of this Chapter.
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
a2 b2
d d
d d
1 12
1 22
b
; k2 ¼
; ¼ ;e ¼
do ¼ 1 2 ; do0 ¼ 1 2 ; k1 ¼
a
a
d1 þ d2
d1 d2
E1
E2
TABLE 2-13
Summary of strain and stress equations due to different types of loads
STATIC STRESSES IN MACHINE ELEMENTS
2.42
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
¼
a ¼
pd
2h
Thin walled
cylinder under
internal
pressure and
compressive
load with
closed ends.
10
a ¼
¼
Thin-walled
cylinder under
internal
pressure and
axial tensile
load with
closed ends
9
pd
2h
¼
Thin-walled
cylinder under
internal
pressure with
closed ends
8
a ¼
0
Mb c F
þ
l
A
Axial, bending
and torsion
load
7
pd F
4h A
pd F
þ
4h A
pd
4h
0
0
0
0
0
0
z
Applied stresses
pd
2h
0
0
F
A
Mb c
I
y
x
Torsion and
bending
load
Torsion and
axial load
5
Figure showing stress
6
Type of
loads
Figure showing
loads
TABLE 2-13
Summary of strain and stress equations due to different types of loads (Cont.)
0
0
0
Mt r Mt
¼
J
Zp
Mt r Mt
¼
J
Zp
Mt r Mt
¼
J
Zp
x
r
¼
G L
r
¼
G L
E
"a ¼
1
ð Þ
E a
1
" ¼ ð a Þ
E
"a ¼
1
ð Þ
E a
1
" ¼ ð a Þ
E
General biaxial
1
"a ¼ ð a Þ
E
1
" ¼ ð a Þ
E
¼
¼
and
x
E
r
¼
G L
"x ¼
¼
and
"x ¼
h
x
2
h
x
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
2
x þ 4
x
x or y
whichever
is larger
x
2
; if
2
x 2
x
2
max
2
x
y
; if
y <0
y > 0
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1
2
2
max ¼
x þ 4
2
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1
z
2
þ
x þ 4
2
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1
x
2
2
max ¼
x þ 4
max ¼
2
2
þmax
max ¼
1
max ¼
2
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1
z
2
þ
x þ 4
2
max ¼
Maximum stress produced
Strain equations/Area
/Approach distance
max
max
1
2
1
2
ab þ
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
2
at þ 4
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
2
ab þ 4
at þ
1 ¼E
ð"1 "2 Þ
1 2
ð"2 "1 Þ
2 ¼E
1 2
3 ¼0
1 ¼E
ð"1 "2 Þ
1 2
ð"2 "1 Þ
2 ¼E
1 2
3 ¼0
General biaxial:
ð"1 "2 Þ
1 ¼E
1 2
ð"2 "1 Þ
2 ¼E
1 2
3 ¼0
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
16
Mb Mb2 þ Mt2
D3
1
½ þ ab 1;2 ¼
2 at
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1
ð at ab Þ2 þ4 2
2
¼
1 ¼
1;2 ¼
Principal stresses
STATIC STRESSES IN MACHINE ELEMENTS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2.43
14
h: THICKNESS
Hydraulic
pressure
Thick-walled
cylinder under
internal and
external
pressure with
closed ends
A thin-walled
cylinder under
internal
pressure and
torsion with
closed ends
12
13
Closed walled
spherical shell
under internal
pressure
11
Mt
Type of
loads
Figure showing
loads
Figure showing stress
x ¼
b
r
ðp1 p0 Þd12 d02
4 d02 d12
b¼
p
p1 d12 p0 d02
d02 d12
a¼
where
¼aþ 2
pd
4h
¼
x
a
pd
4h
b
r
p
y ¼ a 2
y ¼
a ¼
y
Applied stresses
TABLE 2-13
Summary of strain and stress equations due to different types of loads (Cont.)
p
-p
0
0
z
0
Mt r
J
0
3pd
ð1 Þ
4hE
General triaxial
1
" ¼ ½ ð r þ a Þ
E
1
"a ¼ ½ a ð þ r Þ
E
1
ð aÞ
E 1
"a ¼ ð a Þ
E
r
¼ ¼
G L
" ¼
" ¼
Biaxial hoop stress:
Volume strain
0
2
r
max ¼
2
a
Maximum stress produced
Strain equations/Area
/Approach distance
max
max
1h
ð þ aÞ
2
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
: ð a Þ2 þ4 2
E ½ð1 Þ"1 þ ð"2 þ "3 Þ
1 2 2
E ½ð1 Þ"2 þ ð"3 þ "1 Þ
2 ¼
1 2 2
E ½ð1 Þ"3 þ ð"2 þ "1 Þ
¼
3
1 2 2
1 ¼
12 ¼
Principal stresses
STATIC STRESSES IN MACHINE ELEMENTS
2.44
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
3.778
0.408
1.220
6.612
0.319
0.851
p
q
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2.731
0.493
1.453
30
2.397
0.530
1.550
35
The auxiliary angle defines the two coefficients
p and q and is given by
¼ cos1 ð =Þ. p, q and are obtained from table
given below for various
values of :
20
General case of
contact of two
elastic bodies
under
compressive
load
16
10
++General
case of loading
(Triaxial stress
including shear
stress)
15
Figure showing stress
, deg
Type of
loads
Figure showing
loads
1.926
0.604
1.709
45
F
ab
2.136
0.567
1.637
40
av ¼
x
Principal stresses
2
2 3
; ðmax Þ2 ¼
2
3 1
; ðmax Þ3 ¼
2
2 1
1.611
0.678
1.828
55
1.486
0.717
1.875
60
1.378
0.750
1.912
65
1.286
0.802
1.944
70
1.202
0.845
1.967
75
1.128
0.893
1.985
80
A ¼ ab
3 F ðk1 þ k2 Þ 1=3
3 F ðk1 þ k2 Þ 1=3
a¼p
; b¼q
4
4
1 1
1
1
1
¼ ðA þ BÞ ¼
þ 0 þ þ 0
2 1 1 2 2
"
1
1
1 2
1
1 2
0 þ
0 þ
¼ ðB AÞ ¼
2 1 1
2 2
1=2
1
1
1
1
þ
cos 2
2
1 01
2 02
"
#1=3
9F 2
¼
ðk þ k2 Þ2
128 1
1.061
0.944
1.996
85
1.000
1.000
2.000
90
c max ¼
3 F
2 ab
y
b
aþb
e2
1
e
tan1
"
1
tanh1 e 1
e
¼ ð1 2Þ c max y¼b
ðÞx¼0
e2
y¼0
3 ¼ ð z Þ ¼ c max :
ðÞx¼a ¼ ð1 2Þ c max a
aþb
¼ 2 c max ð1 2Þ c max
2 ¼
ð1 2Þ c max
½ðmax Þz¼0:63a ¼ 0:34 c max 1 ¼ ð x Þ ¼ 2 c max For details of general cases of stress, strains and direction cosines refer to Handbook and Theory of Elasticity.
The maximum shear stresses are: ðmax Þ1 ¼
The direction of each principal stress is defined by the cosines of the angles it makes with 0x, 0y, and 0z. The maximum shear stress
occurs in each two planes inclined at 458 to the principal stress.
1.754
0.641
1.772
50
z
Maximum stress produced
Strain equations/Area
/Approach distance
max
max
The three principal stresses 1 ; 2 and 3 are given by the three roots of the cubic equation in
3
2
2
2
þ y þ x 2 y þ y z þ z x yz
zx
2
2
2
x y z þ 2xy yz zx x yz
y zx
z xy
¼0
y
Applied stresses
TABLE 2-13
Summary of strain and stress equations due to different types of loads (Cont.)
STATIC STRESSES IN MACHINE ELEMENTS
2.45
Type of
loads
Contact of a
solid sphere on
a solid plane
surface under
compressive
load
Contact of a
solid sphere on
solid sphere
under
compressive
load
Contact of a
solid sphere
with a spherical
socket subject
to compressive
load.
Figure showing
loads
17
18
19
x
y
F
a2
¼
¼
¼
y
1=3
3
a ¼ Fd0 ðk1 þ k2 Þ
8
"
#1=3
9F 2 ðk1 þ k2 Þ2
¼
8d0
A ¼ a2
a ¼ 0:721½Fd ðk1 þ k2 Þ1=3
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
3 2F
¼ 1:78
ðk1 þ k2 Þ2
d
A ¼ a2
cðmaxÞ ¼
z3
ða2 þ z2 Þ 3=2
#
F
a2
3 F
c max ¼
2 a2
1=3
a ¼ 0:721 Fd00 ðk1 þ k2 Þ
ðk þ k2 Þ 1=3
¼ 1:04 F 2 1
d0
The maximum sub-surface shear stress at z ¼ 0:63a is ðmax Þz¼0:63a ¼ 0:34 c max
For principal stresses and variation of stresses along the line of action of load refer to Figure 2-28
"
#1=3
#1=3
24 F
1
0
3
d0 2 ðk1 þ k2 Þ2
rffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2 þ 2
7 2
cðmaxÞ
The distance from the surface of contact on the line of action of the load at which the maximum shear stress accurse z ¼ a
av ¼
24F
a3 d02 ðk1 þ k2 Þ2
"
;
#1=3 9
=
0:918 F
d 2 ðk1 þ k2 Þ2
"
cðmaxÞ ¼
"
3 #
p
z
z
¼ max ð1 þ 2Þ 2ð1 þ Þ pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi þ pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
2
2
2
2
a þz
a þz
1
"
3 F
2 a2
3 F
2 a2
c Þ ¼ pmax
e max ¼ av ¼
z ð¼
r
F
a2
c max ¼ av ¼
z
max
z¼0
¼
y max z¼0
1 þ 2
1 þ 2
¼
pmax ¼ cm
2
2
pmax 1 2
13 max ¼ xz max ¼
2
2
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
þ ð1 þ Þ 2ð1 þ Þ
9
Maximum stress produced
Strain equations/Area
/Approach distance
max
max Principal stresses
3F
The maximum Hertz contact stress is ð z max Þz¼0 ¼ pmax ¼ c max ¼ 2
"
2 a 3 #
p
1 2
z
3
z
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
The maximum shear stress is 13 ¼ xz ¼ max
þ ð1 þ Þ pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi 2
2
2
a2 þ z2
a2 þ z2
The three principal stresses at the point of contact are:
Figure showing stress
Applied stresses
TABLE 2-13
Summary of strain and stress equations due to different types of loads (Cont.)
STATIC STRESSES IN MACHINE ELEMENTS
2.46
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Type of
loads
Contact of a
solid cylinder
on a solid
cylinder under
compressive
load with axes
parallel.
Contact of
solid cylinder
on a solid
cylinder under
compressive
load with axes
perpendicular
Contact of a
solid sphere
with cylindrical
groove/socket
under
compressive
load.
Contact of a
solid cylinder
with a flat
surface subject
to compressive
load
Figure showing
loads
20
21
22
23
Figure showing
stress
x
y
av ¼
av ¼
av ¼
av ¼
z
a ¼
z ¼
z ¼
z ¼
Applied stresses
TABLE 2-13
Summary of strain and stress equations due to different types of loads (Cont.)
F
2Lb
F
ab
Refer to Table Cr for
Refer to Table Cr for
1=2
Fd
ð k þ k2 Þ
b ¼ 1:6
L 1
F
2d
¼ 4 k1 ln þ 0:41
L
b
A ¼ 2Lb
various ratios of
1
1
1
ip ¼
d1 d2
d1
F k1 þ k2 1=2
2b ¼ 1:6
L d00
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2d d1
3
¼ 1:41Cr 2F 2 2
ðk1 þ k2 Þ2
d1 d2
A ¼ ab
various ratios of
1
1
ip ¼
d2
d1
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2d þ d1
3
ðk1 þ k2 Þ2
¼ 1:41Cr 2F 2 2
d1 d2
A ¼ ab
F
ab
A ¼ 2Lb
1=2
F
d ð k þ k2 Þ
L 0 1
2F
d
¼
k ln 1 þ 0:41 þ
b
L 1
d
k2 ln 2 þ 0:41
b
b ¼ 1:6
F
2Lb
Strain equations/Area
/Approach distance
cðmaxÞ ¼ 0:798
max
1=2
1=2
F
1
Ld k1 þ k2
F
d00
L k2 þ k 2
1:5F
ab
1=2
F
1
Ld k1 þ k2
s ¼ cðmaxÞ ¼ 0:798
c max ¼
cðmaxÞ ¼ 0:798
max
Maximum stress produced
ðmax Þz¼0:63a ¼ :034 c max
Principal stresses
STATIC STRESSES IN MACHINE ELEMENTS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2.47
Contact of a
solid sphere
on a solid
cylinder
under
compressive
load
Cylinder
between two
flat plates
under
compressive
load
24
25
x
av ¼
av ¼
z
z ¼
z ¼
F
2Lb
F
ab
1=3
c max ¼
max
Refer to Table Cr for
1=2
b ¼ 1:6
Fd
ðk þ k2 Þ
L 1
F
2d
cy ¼ 4 k1 0:41 þ ln
L
b
!
F 1 2
EL
¼4
ln
L
E
F ð1 2 Þ
A ¼ 2Lb
various ratios of
1
1
1
i ¼ 2
þ
d1
d1 d2
a¼
#1=3
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
F
Ld ðk1 þ k2 Þ
2AF
1
3 4
d0 ðk1 þ k2 Þ2
c max ¼ 0:798
"
max
Maximum stress produced
3
Fd ðk þ k2 Þ
8 0 1
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ð2d2 þ d1 Þ
3
¼ 1:4Cr 2F 2
ðk1 þ k2 Þ2
d1 d2
A ¼ ab
**TABLE: Crv values for various ratios of i
Approach distance of two points along
the line of action of load in two plates
is , if E1 ¼ E2 ¼ E and 1 ¼ 2 ¼ Total deformation due to compression
of cylinder is cy
y
Strain equations/Area
/Approach distance
i
1.00 0.404 0.250 0.160 0.085 0.067 0.044 0.032 0.020 0.015 0.003
Crv 1.00 0.957 0.905 0.845 0.751 0.716 0.655 0.607 0.546 0.510 0.358
Figure showing stress
Applied stresses
Source: Roark, R.J., and W. C. Young, Formulas for Stress and Strain, McGraw-Hill Publishing Company, New York, 1975.
+ Hertz. H., On the Contact of Elastic Solids, J. Math. (Crelle’s J.) vol. 92, pp 156-171, 1981
Hertz. H., On Gesammelte werke, Vol 1., p 155, Leipzig, 1895.
Type of
loads
Figure showing
loads
TABLE 2-13
Summary of strain and stress equations due to different types of loads (Cont.)
Principal stresses
STATIC STRESSES IN MACHINE ELEMENTS
2.48
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STATIC STRESSES IN MACHINE ELEMENTS
STATIC STRESSES IN MACHINE ELEMENTS
2.49
REFERENCES
1. Maleev, V. L. and J. B. Hartman, Machine Design, International Textbook Company, Scranton,
Pennsylvania, 1954.
2. Shigley, J. E., Mechanical Engineering Design, 3rd edition, McGraw-Hill Book Company, New York, 1977.
3. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. 1 (SI and Customary Metric
Units), Suma Publishers, Bangalore, India, 1986.
4. Lingaiah, K., Machine Design Data Handbook, Vol II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986.
5. Lingaiah, K., Machine Design Data Handbook, McGraw-Hill Publishing Company, New York, 1994.
6. Ashton, J. E, J. C. Halpin and P. H. Petit, Primer on Composite Materials-Analysis, Technomic Publishing
Co., Inc., 750 Summer St., Stanford, Conn. 06901, 1969.
7. Roark, R. J., and W. C. Young, Formulas for Stress and Strain, McGraw-Hill Publishing Company, New
York, 1975.
8. Hertz, H., On the Contact of Elastic Solids, J. Math. (Crelle’s J.) Vol. 92, pp. 156–171, 1981.
9. Hertz, H., On Gesammelte werke, Vol I., p. 155, Leipzig, 1895.
10. Timoshenko, S., and J. N. Goodier, Theory of Elasticity, McGraw-Hill Book Company, New York, 1951.
BIBLIOGRAPHY
1. Black, P. H., and O. Eugene Adams, Jr., Machine Design, McGraw-Hill Book Company, New York, 1965.
2. Lingaiah, K, and B. R. Narayana Iyengar, Machine Design Data Handbook (fps units), Engineering College CoOperative Society, Bangalore, India, 1962.
3. Norman, C. A., E. S. Ault, and I. F. Zarobsky, Fundamentals of Machine Design, The Macmillan Company,
New York, 1951.
4. Vallance, A. E., and V. L. Doughtie, Design of Machine Members, McGraw-Hill Book Company, New York,
1951.
5. Timosheko, S., and J. N. Goodier, Theory of Elasticity, McGraw-Hill Book Company, New York, 1951.
6. Timoshenko, S., and J. M. Gere, Mechanics of Materials, Van Nostrand Reinhold Company, New York, 1972.
7. George Lubin, Editor, Handbook of Composites, Van Nostrand Reinhold Company, New York, 1982.
8. John Murphy, Reinforced Plastic Handbook, 2nd edition, Elsevier, Advanced Technology, 1998.
9. Hamcox, N. L., and R. M. Mayer, Design Data for Reinforced Plastics, Chapman and Hall, 1994.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
3
DYNAMIC STRESSES IN MACHINE
ELEMENTS2
SYMBOLS2;3
A
a, b
b
c
cL
cT
d
E
F
F
Fc
Fd
Fg
Fi
Fic
Fir
Fs
g
h
J
k
kp
K
l
m
M ¼ m=A
Mb
area of cross-section, m2
coefficients
width of bar or beam, m
distance from neutral axis to extreme fibre, m
velocity of propagation of plane wave along a thin bar, m/s
velocity of propagation of plane longitudinal waves in an
infinite plate, m/s
velocity of propagation of plane transverse waves in an infinite
plate, m/s
diameter of bar, m
modulus of elasticity, GPa
force or load, kN
force acting on piston due to steam or gas pressure corrected for
inertia effects of the piston and other reciprocating parts, kN
centrifugal force per unit volume, kN/m3
the component of F acting along the axis of connecting rod, kN
dynamic load, kN
gas load, kN
inertia force, kN
inertia force due to connecting rod, kN
inertia force due to reciprocating parts of piston, kN
static load, kN
acceleration due to gravity, 9.8066 m/s2
depth of bar or beam, m
height of fall of weight, m
polar moment of inertia, m4 (cm4 )
radius of gyration, m
radius of gyration, polar, m
kinetic energy, N m
length, m
mass, kg
moving mass, kg
ratio of moving mass to area of cross-section of bar
bending moment, N m
3.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DYNAMIC STRESSES IN MACHINE ELEMENTS
3.2
CHAPTER THREE
Mt
n
n0
n0 ¼ l=r
p
P
r
t
u
u, v, w
U
Ui
Umax
Up
v
V
V0
w
W
Z
i
s
"
"x , "y , "z
xy , yz , zx
i
, i
0
x , y , z
l
n
xy ,
!
yz ,
zx
torque, m N
speed, rpm
speed, rps
ratio of length of connecting rod to radius of crank
pressure
power, kW
radius of crank, m
radius of curvature of the path of motion of mass, m
the moment arm of the load, m
time, s
displacement in x-direction
modulus of resilience, N m/m3
displacement components in x, y, and z-directions respectively, m
resilience, N m
internal elastic energy, N m
work done in case of suddenly applied load, N m
maximum internal elastic energy, N m
potential energy, N m
velocity, m/s
velocity of particle in the stressed zone of the bar, m/s
volume, m3
initial velocity at the time of impact, m/s
specific weight of material, kN/m3
total weight, kN
section modulus, m3 (cm3 )
angle between the crank and the centre line of connecting rod, deg
unit shear strain, rad/rad
weight density, kN/m3
deflection/deformation, m (mm)
deformation/deflection under impact action, m (mm)
static deformation/deflection under the action of weight, m (mm)
unit strain also with subscripts, mm/m
strains in x, y, and z-directions, mm/m
shearing-strains in rectangular coordinates, rad/rad
angle between the crank and the centre line of the cylinder
measured from the head-end dead-centre position, deg
static angular deflection, deg
angle of twist, deg
angular deflection under impact load, deg
Lamé’s constants
Poisson’s ratio
mass density, kg/m3
normal stress (also with subscripts), MPa
impact stress (also with subscripts), MPa
initial stress at the time of impact and velocity V0 , MPa
normal stress components parallel to x, y, and z-axis
shearing stress, MPa
time of load application, s
period of natural frequency, s
shearing stress components in rectangular coordinates, MPa
angular velocity, rad/s
Note: s and s with first subscript s designate strength properties of material used in the design which will be used and followed throughout the
book. Other factors in performance or in special aspects which are included from time to time in this book and being applicable only in their
immediate context are not given at this stage.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DYNAMIC STRESSES IN MACHINE ELEMENTS
DYNAMIC STRESSES IN MACHINE ELEMENTS
Particular
3.3
Formula
INERTIA FORCE
Fv
SI ð3-1aÞ
1000
where F is in newtons (N), v in m/s, and P in kW.
Fv
¼
US Customary System units ð3-1bÞ
33000
where F is in lbf, v in ft/min, and P in hp.
Power
P¼
Velocity
v¼
2 rn
US Customary System units
12
where r in in, v in ft/min, and n in rpm.
v¼
2 rn
SI
60
where r in m, v in m/s, and n in rpm.
(3-2a)
ð3-2aÞ
wv2
rg
ð3-3Þ
The internal elastic energy or work done when a
machine member is subjected to a gradually applied
load, Fig. 3.1.
U ¼ 12 F
ð3-4Þ
The work done in case of suddenly applied load on an
elastic machine member (Fig. 3-2)
Ud ¼ Fd ð3-5Þ
FIGURE 3-1 Plot of force against deflection in case of elastic machine member subject to gradually applied load.
FIGURE 3-2 Plot of force against deflection in case of suddenly applied load on a machine member.
The relation between suddenly applied load and gradually applied load on an elastic machine member to
produce the same magnitude of deflection.
Up ¼ Ud
ð3-6aÞ
Fd ¼ 12 F
ð3-6bÞ
Centrifugal force per unit volume
Fcv ¼
ENERGY METHOD
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DYNAMIC STRESSES IN MACHINE ELEMENTS
3.4
CHAPTER THREE
Particular
The static deformation or deflection
Formula
W
ð3-7Þ
k
where k ¼ spring constant of the elastic machine
member, kN/m (lbf/in).
st ¼
IMPACT STRESSES
Impact from direct load
Kinetic energy
K¼
Wv2
2g
ð3-8Þ
Impact energy of a body falling from a height h
K ¼ Wh
ð3-9Þ
The height of fall of a body that would develop the
velocity v.
h¼
v2
2g
ð3-10Þ
The maximum stresses produced due to fall of weight
W through the height h from rest without taking into
account the weight of shaft and collar (Fig. 3-3)
"
rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi#
W
2hEA
1þ 1þ
i ¼ max ¼
A
WL
"
rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi#
2hEA
¼ st 1 þ 1 þ
WL
2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
2h
¼ st 41 þ 1 þ 5
st
ð3-11aÞ
ð3-11bÞ
ð3-11cÞ
FIGURE 3-3 Striking impact of an elastic machine
member by a body of weight W falling through a height h.
The maximum deflection or deformation of shaft due
to fall of weight W through the height h from rest
neglecting the weight of shaft and collar
"
rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi#
2hAE
max ¼ i ¼ st 1 þ 1 þ
WL
2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
2h
¼ st 41 þ 1 þ 5
st
ð3-12aÞ
ð3-12bÞ
The stress produced due to suddenly applied load
ðmax Þsud ¼ 2ðmax Þstat
ð3-13Þ
The maximum deflection or deformation produced by
suddenly applied load
ðmax Þsud ¼ 2st
ð3-14Þ
where subscript stat ¼ st ¼ static and
sud ¼ suddenly
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DYNAMIC STRESSES IN MACHINE ELEMENTS
DYNAMIC STRESSES IN MACHINE ELEMENTS
Particular
The kinetic energy taking into account the weight of
shaft or bar and collar
The relation between , , F and W
3.5
Formula
WVc2
Wb
K¼
1þ
2g
3W
ð3-15Þ
where Vc ¼ velocity of collar and weight W after
the load striking the collar, m/s.
where Wb ¼ weight of shaft or bar
"
rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi#
F
max max
2hAE
ð3-16aÞ
¼
¼ 1þ 1þ
¼
st
st
W
WL
2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
2h
¼ 41 þ 1 þ 5
ð3-16bÞ
st
2
The maximum stress due to fall of weight W through
the height h from rest taking into account the weight
of shaft/bar and collar
3
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ffi
W4
2EAh
1
5
1þ 1þ
i ¼ max ¼
A
WL 1 þ ðWb =3WÞ
"
rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi#
W
2EAh
¼
1þ 1þ
A
WL
2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
2h5
¼ st 41 þ 1 þ
st
where ¼
The maximum deflection due to fall of weight W
through the height h from rest taking into consideration the weight of shaft/bar and collar
1
and
1 þ ð =3Þ
¼
ð3-17aÞ
ð3-17bÞ
ð3-17cÞ
Wb
W
2
3
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
WL 4
2hEA
1
5
1þ 1þ
max ¼
AE
WL 1 þ ðWb =3WÞ
"
rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi#
WL
2hAE
¼
1þ 1þ
AE
WL
2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
2h5
¼ st 41 þ 1 þ
st
ð3-18aÞ
ð3-18bÞ
ð3-18cÞ
Internal elastic energy of weight W whose velocity v is
horizontal
U¼
Wv2
2g
ð3-20Þ
Internal elastic energy of weight W whose velocity has
random direction
U¼
Wv2
þ W sin
2g
ð3-21Þ
where ¼ angle of velocity, v, to the horizontal
plane, deg.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DYNAMIC STRESSES IN MACHINE ELEMENTS
3.6
CHAPTER THREE
Particular
Formula
Energy
Fig.
3-4a
Fig.
3-4b
Fig.
3-4c
Equation
Up
Wðh þ Þ
W
0
(3-22a)
K
0
Wv2
2g
0
(3-22b)
U
0
0
Wðh þ Þ
(3-22c)
FIGURE 3-4 Impact by a falling body
The equation for energy balance for an impact by a
falling body (Fig. 3-4)
ðUp þ K þ UÞa ¼ ðUp þ K þ UÞb
¼ ðUp þ K þ UÞc
0
Another form of equation for deformation or deflection in terms of velocity v at impact
Equivalent static force that would produce the same
maximum values of deformation or deflection due
to impact ð3-23Þ
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1
v2 A
ð3-24Þ
max ¼ st @1 þ 1 þ
gst
0
0
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1
sffiffiffiffiffiffiffiffiffiffiffiffiffiffi1
2h
v2 A
Feq ¼ W @1 þ 1 þ A ¼ W @1 þ 1 þ
gst
st
ð3-25Þ
BENDING STRESS IN BEAMS DUE TO
IMPACT
Impact stress due to bending
FIGURE 3-5 Impact by a falling body on a cantilever beam
Deflection of the end of cantilever beam under impact
(Fig. 3-5)
The maximum bending stress for a cantilever beam
taking into account the total weight of beam
"
rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi#
Wlc
6hEI
1þ 1þ
ðb Þmax ¼ bi ¼
I
Wl 3
2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
Wlc 4
2h
¼
1þ 1þ 5
I
st
0
sffiffiffiffiffiffiffiffiffiffiffiffiffiffi1
2h
¼ ðb Þst @1 þ 1 þ A
st
Wlc Mb c Mb
:
¼
¼
where ðb Þst ¼
Zb
I
I
0
1
sffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2h
@
max ¼ st 1 þ 1 þ A
st
2h
ðb Þmax ¼ ðb Þst 1 þ
st
where
¼
ð3-26aÞ
ð3-26bÞ
ð3-26cÞ
ð3-27Þ
ð3-28Þ
mb W b
1
¼
and ¼
m
W
1 þ ð33 =140Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DYNAMIC STRESSES IN MACHINE ELEMENTS
DYNAMIC STRESSES IN MACHINE ELEMENTS
Particular
The maximum deflection at the end of a cantilever
beam due to fall of weight W through the height h
from rest taking into consideration the weight of beam
The maximum bending stress for a simply supported
beam due to fall of a load/weight W from a height h
at the midspan of the beam taking into account the
total weight of the beam (Fig. 3-6)
3.7
Formula
2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
2h5
max ¼ st 41 þ 1 þ
st
ð3-28aÞ
2
3
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2h
1
5
ðb Þmax ¼ ðb Þst 41 þ 1 þ
st 1 þ ð17 =35Þ
ð3-29aÞ
2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
2h5
¼ ðb Þst 41 þ 1 þ
st
where ¼
1
1 þ ð17 =35Þ
and
ð3-29bÞ
¼
Wb
W
FIGURE 3-6 Simply supported beam
The maximum deflection for a simply supported beam
due to fall of a weight W from a height h at the midspan of the beam taking into account the weight of
beam. (Fig. 3-6)
2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
2h5
max ¼ st 41 þ 1 þ
st
ð3-30Þ
TORSION OF BEAM/BAR DUE TO IMPACT
(Fig. 3-7)
The equation for maximum shear stress in the bar due
to impact load at a radius r of a falling weight W from
a height h neglecting the weight of bar
FIGURE 3-7 Twist of a beam/bar
2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
2h 5
4
1þ
max ¼ st 1 þ
rst
ð3-31Þ
FIGURE 3-8 Displacements due to forces acting on an element of an elastic media.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DYNAMIC STRESSES IN MACHINE ELEMENTS
3.8
CHAPTER THREE
Particular
The equation for angular deflection or angular twist
of bar due to impact load W at radius r and falling
through a height h neglecting the weight of bar
Formula
2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
2h 5
max ¼ st 41 þ 1 þ
rst
ð3-32Þ
LONGITUDINAL STRESS-WAVE IN
ELASTIC MEDIA (Fig. 3-8)
One-dimensional stress-wave equation in elastic
media (Fig. 3-8)
2
@2u
2 @ u
¼
c
@t2
@x2
ð3-33aÞ
sffiffiffiffiffiffi sffiffiffiffi
Eg
E
where c ¼
¼
ð3-33bÞ
¼ velocity of propagation of stress
waves, m/s:
For velocity of propagation of longitudinal stresswave in elastic media
The solution of stress-wave Eq. (3-33a)
The value of circular frequency p
The frequency
Refer to Table 3-1.
p
p
x ¼ A sin x þ B cos x ðc sin pt þ D cos ptÞ ð3-34Þ
c
c
where A, B, C and D are arbitrary constants
which can be found from initial or boundary
condition of the problem.
sffiffiffiffiffiffi
sffiffiffiffi
n c n
Eg n
E
p¼
¼
¼
ð3-35aÞ
l
l
l
where n is an integer ¼ 1; 2; 3; . . .
sffiffiffiffi
p
n E c
¼
¼
f ¼
2
2l
ð3-35bÞ
where ¼ wave length ¼ 2l=n, c ¼ speed of
sound or stress wave velocity, m/s.
LONGITUDINAL IMPACT ON A LONG
BAR
The velocity of particle in the compression zone
The uniform initial compressive stress on the free end
of a bar (Fig. 3-9)
The variation of stress at the end of bar at any time t
rffiffiffiffiffiffiffi
g
¼ pffiffiffiffiffiffi
E
E
sffiffiffiffiffiffiffi
pffiffiffiffiffiffi
E
¼ V0 E
0 ¼ V 0
g
V¼
ð3-36Þ
ð3-37Þ
where V0 ¼ initial velocity of the moving weight/
mass at the time of impact, m/s.
pffiffiffiffiffiffi 2l
E
¼ 0 exp ð3-38Þ
t
0<t<
c
M
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DYNAMIC STRESSES IN MACHINE ELEMENTS
DYNAMIC STRESSES IN MACHINE ELEMENTS
Particular
The equations of motion in terms of three displacement components assuming that there are no body
forces.
3.9
Formula
ð þ GÞ
@"
þ Gr2 u ¼
@x
@2u
@t2
ð3-39aÞ
ð þ GÞ
@"
þ Gr2 v ¼
@y
@2v
@t2
ð3-39bÞ
ð þ GÞ
@"
þ Gr2 w ¼
@z
@2w
@t2
ð3-39cÞ
where
" ¼ "x þ "y þ "z
FIGURE 3-9 Prismatic bar subject to suddenly applied
uniform compressive stress
r¼
@2
@2
@2
þ 2 þ 2 ¼ the Laplacian operator
2
@x
@y
@z
¼
E
and
ð1 þ Þð1 2Þ
¼G¼
E
are Lame’s constants
2ð1 þ Þ
Dilatational and distortional waves in
isotropic elastic media
From the classical theory of elasticity equations for
irrotational or dilatational waves
Equations for distortional waves
Equations (3-40) to (3-41) are one-dimensional stress
wave equations of the form
The velocity of stress wave propagation for the case of
no rotation
@ 2 u þ 2G 2
r u
¼
@t2
ð3-40aÞ
@ 2 v þ 2G 2
r v
¼
@t2
ð3-40bÞ
@ 2 w þ 2G 2
¼
r w
@t2
ð3-40cÞ
@2u G 2
¼ r u
@t2
ð3-41aÞ
@2v G 2
¼ r v
@t2
ð3-41bÞ
@2w G 2
¼ r w
@t2
ð3-41cÞ
@2
¼ a2 r2 @t2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
þ 2G
Eð1 Þ
¼
a ¼ c1 ¼
ð1 þ Þð1 2Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð3-42Þ
ð3-43Þ
DYNAMIC STRESSES IN MACHINE ELEMENTS
3.10
CHAPTER THREE
Particular
The velocity of stress wave propagation for the case of
zero volume change
The ratio of c1 to c2
Formula
a ¼ c2 ¼
sffiffiffiffi
G
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
E
¼
2ð1 Þ
ð3-44Þ
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2ð1 Þ pffiffiffi
¼ 3
ð1 2Þ
c1
¼
c2
for Poisson’s ratio of ¼ 0:25 ð3-45Þ
sffiffiffiffi
G
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
E
¼
2ð1 þ Þ
The velocity of stress wave propagation for a transverse stress wave, i.e. distortional wave in an infinite
plate
cT ¼
The velocity of stress wave propagation for plane
longitudinal stress wave in case of an infinite plate
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
4Gð þ GÞ
E
¼
cL ¼
ð þ 2GÞ
ð1 2 Þ
ð3-46Þ
ð3-47Þ
TORSIONAL IMPACT ON A BAR
Equation of motion for torsional impact on a bar
(Fig. 3-10)
Torsional wave propagation in a bar subjected to
torsion.
For velocity of propagation of torsional stress-wave
in an elastic bar
FIGURE 3-10 Torsional impact on a uniform bar showing
torque on two faces of an element
The angular velocity of the end of a bar subject to torsion relative to the unstressed region
@2
@2
¼ c2t
2
@t
@x2
sffiffiffiffiffiffi sffiffiffiffi
Gg
G
ct ¼
¼
ð3-48Þ
ð3-49Þ
Refer to Table 3-1.
FIGURE 3-11 Torsional striking impact
¼
t
!¼
2 t
pffiffiffiffiffiffi
t
2 t
d G
¼ pffiffiffiffiffiffi
t
d G
ð3-50Þ
!d pffiffiffiffiffiffi
G
2
ð3-51aÞ
!0 d pffiffiffiffiffiffi
G
2
ð3-51bÞ
The shear stress from Eq. (3-50)
¼
The initial shear stress, if the rotating body strikes the
end of the bar with an angular velocity !0
0 ¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DYNAMIC STRESSES IN MACHINE ELEMENTS
DYNAMIC STRESSES IN MACHINE ELEMENTS
Particular
3.11
Formula
The maximum shear stress for the case of a shaft fixed
or attached to a very large mass/weight at one end and
suddenly applied rotational load at the other end by
means of some mechanical device such as a jaw
clutch (Fig. 3-11)
2vffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1ffi 3
u 0
u1
1
u
¼
max ¼ 0 6
A7
5
4t @
1þ
3
where
"rffiffiffiffi#
0
ð3-52Þ
I
¼ b:
I
2
d
Ib ¼ mass moment of inertia of bar ¼ mb
8
I ¼ mass moment of inertia of striking rotating weight
Ib and I correspond to Wb and W of the weight of the
bar and the rotating mass or weight respectively.
FIGURE 3-12 A striking rotating weight with massmoment of inertia I rotating at !0 engages with one end of
shaft and the other end of shaft fixed to a mass-moment of
inertia If
The more accurate equation for the
based on stress wave propagation
max
which is
The initial/maximum ( i ¼ max ) shear stress for the
case of a system shown in Fig. 3-12
2
sffiffiffiffiffiffiffiffiffiffiffi3
1 25
4
þ
max ¼ 0 1 þ
3
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ð1 þ Þ
i ¼ max ¼ 0
ð1 þ þ Þ
where
A similar equation to Eq. (3-54) for maximum stress
for longitudinal impact
Accurate maximum stress for longitudinal impact
stress based on stress wave propagation as suggested
by Prof. Burr
Accurate maximum stress for torsional impact shear
stress based on stress-wave propagation as suggested
by Prof. Burr
ð3-54Þ
I
I
and Ib ¼ Jl:
¼ b; ¼
I
If
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ð1 þ Þ
i ¼ max ¼ 0
ð1 þ þ Þ
where
ð3-53Þ
ð3-55Þ
W b mb
m
¼
and ¼
mf
W
m
¼
2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
ð1 þ Þ 5
i ¼ max ¼ 0 41:1 þ
ð1 þ þ Þ
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
ð1 þ Þ 5
4
i ¼ max ¼ 0 1:1 þ
ð1 þ þ Þ
ð3-56Þ
2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð3-57Þ
DYNAMIC STRESSES IN MACHINE ELEMENTS
3.12
CHAPTER THREE
Particular
Formula
INERTIA IN COLLISION OF ELASTIC
BODIES
When a body having weight W strikes another body
that has a weight W 0 , impact energy Wh is reduced
to nWh, according to law of collision of two perfectly
inelastic bodies, the formula for the value of n
n¼
1 þ am
ð1 þ bmÞ2
ð3-58Þ
where m ¼
W0
; a and b are taken from Table 3-3
W
RESILIENCE
2 V 1 2 AL
¼
2 E 2 E
ð3-59Þ
2
2E
ð3-60Þ
The expression for resilience in compression or
tension
U¼
The modulus of resilience
u¼
The area under the stress-strain curve up to yielding
point represents the modulus of resilience (Fig. 1.1)
u ¼ 12 "
2 2
k b AL
Ub ¼
c
6E
2 2
k b
ub ¼
c 6E
The resilience in bending
The modulus of resilience in bending
ð3-61Þ
ð3-62Þ
ð3-63Þ
where ðk=cÞ2 ¼ 13 for rectangular cross-section
¼ 14 for circular section
c ¼ distance from extreme fibre to
neutral axis
Resilience in direct shear
The modulus of resilience in direct shear
Resilience in torsion
The modulus of resilience in torsion
The equation for strain energy due to shear in bending
The modulus of resilience due to shear in bending
2
eV
U ¼
u ¼
2G
2
e
2G
ð3-64Þ
ð3-65Þ
2
k0
ð3-66Þ
c
2G
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
where k0 ¼ D21 D20 =8 and c ¼ 12 D0 for hollow
shaft.
2
2
k0
ð3-67Þ
u ¼ e
2G c
ðl
k F2
dx
ð3-68Þ
Ub¼
0 2GA
U ¼
ub¼
2
e AL
k e2
2G
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð3-69Þ
DYNAMIC STRESSES IN MACHINE ELEMENTS
3.13
DYNAMIC STRESSES IN MACHINE ELEMENTS
Particular
Formula
The equation for shear or distortional strain energy
per unit volume associated with distortion, without
change in volume
U ¼
1 2
½ þ 22 þ 23 ð1 2 þ 2 3 þ 3 1 Þ
6G 1
ð3-70aÞ
¼
1
½ð 2 Þ2 þ ð2 3 Þ2 þ ð3 1 Þ2 12G 1
ð3-70bÞ
The equation for dilatational or volumetric strain
energy per unit volume without distortion, only a
change in volume
For maximum resilience per unit volume (i.e., for
modulus of resilience), resilience in tension for various engineering materials and coefficients a and b;
velocity of propagation c and ct .
Uv ¼
ð1 2Þ
½ð1 þ 2 þ 3 Þ2 6E
ð3-71Þ
Refer to Tables 3-1 to 3-4.
TABLE 3-1
Longitudinal velocity of longitudinal wave c and torsional wave ct propagation in elastic media
Density
Modulus of
elasticity, E
Modulus of
rigidity, G
sffiffiffiffi sffiffiffiffiffiffi
E
Eg #
¼
c¼
sffiffiffiffi sffiffiffiffiffiffi
G
Gg #
¼
ct ¼
Material
g/cm3
lbm /in3 kN/m3 GPa
Mpsi
GPa
Mpsi
m/s
ft/s
m/s
ft/s
Aluminum alloy
Brass
Carbon steel
Cast iron, gray
Copper
Glass
Lead
Inconel
Stainless steel
Tungsten
2.71
8.55
7.81
7.20
8.91
2.60
11.38
8.42
7.75
18.82
0.098
0.309
0.282
0.260
0.320
0.094
0.411
0.307
0.280
0.680
10.3
15.4
30.0
14.5
17.7
6.7
5.3
31.0
27.6
50.0
26.2
40.1
79.3
41.4
44.7
18.6
13.1
75.8
73.1
137.9
3.8
5.82
11.5
6.0
6.49
2.7
1.9
11.0
10.6
20.0
5116
3523
5145
3727
3648
4214
1796
5016
4955
4279
16785
11560
16887
12223
12176
13823
5879
16452
15972
14039
3110
2165
3200
2407
2240
2675
1073
2987
3071
2707
10466
7106
10485
7865
7373
8775
3520
9800
10074
8880
26.6
83.9
76.6
70.6
87.4
25.5
111.6
83.3
76.0
184.6
71.0
106.2
206.8
100.0
118.6
46.2
36.5
213.7
190.3
344.7
#
Note: ¼ Mass density, g/cm3 (lbm /in3 ), ¼ weight density (specific weight), kN/m3 (lbf/in3 ), g ¼ 9:8066 m/s2 in SI units, g ¼ 980 in=s2 ¼ 32:2 ft=s2
in fps units.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DYNAMIC STRESSES IN MACHINE ELEMENTS
3.14
CHAPTER THREE
TABLE 3-2
Maximum resilience per unit volume (2, 1)
Type of loading
Modulus of resilience, J (in lbf)
Tension or compression
2e
2E
2
e
Shear, simple transverse
2G
Bending in beams
With simply supported ends:
Concentrated center load and rectangular cross-section
Concentrated center load and circular cross-section
Concentrated center load and I-beam section
Uniform load and rectangular section
Uniform-strength beam, concentrated load, and rectangular section
2e
18E
2e
24E
32e
32E
42e
45E
2e
6E
Fixed at both ends:
2e
18E
2e
30E
Concentrated load and rectangular cross-section
Uniform load and rectangular cross-section
Cantilever beam:
2e
18E
2e
30E
End load and rectangular cross-section
Uniform load and rectangular cross-section
Torsion
2
e
Solid round bar
4G
Di 2 2
1þ
Do
4G
Hollow round bar with D0 greater than Di
Springs
Laminated with flat leaves of uniform strength
Flat spiral with rectangular section
Helical with round section and axial load
Helical with round section and axial twist
Helical with rectangular section and axial twist
2e
6E
2e
24E
2
e
4G
2e
8E
2e
6E
Sources: K. Lingaiah and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol I (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986; K. Lingaiah, Machine Design Data Handbook, Vol II (SI and Customary Metric Units), Suma Publishers, Bangalore, India,
1986; V. L. Maleev and J. B. Hartman, Machine Design, International Textbook Company, Scranton, Pennsylvania, 1954.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DYNAMIC STRESSES IN MACHINE ELEMENTS
DYNAMIC STRESSES IN MACHINE ELEMENTS
3.15
TABLE 3-3
Coefficients in Eq. (3-58) (1)
Type of impact
a
b
Longitudinal impact on bar
1
3
1
2
Center impact on single beam
17
35
5
8
Center impact on beam with fixed ends
13
35
1
2
End impact on cantilever beam
4
17
3
8
TABLE 3-4
Resilience in tension
Elastic limit, Material
Cast iron:
Class 20 (ordinary)
Class 25
Nickel, Grade II
Malleable
Aluminum alloy, SAF 33
Brass, SAE 40 or SAE 41
Bronze, SAE 43
Monel metal:
Hot-rolled
Cold-rolled, normalized
Steel:
SAE 1010
SAE 1030
SAE 1050, annealed
SAE 1095, annealed
SAE 1095, tempered
SAE 2320, annealed
SAE 2320, tempered
SAE 3250, annealed
SAE 3250, tempered
SAE 6150, annealed
SAE 6150, tempered
Rubber
Modulus of elasticity, E
Modulus of resilience, u
MPa
kpsi
GPa
Mpsi
J
in lbf
42.8a
68.9a
117.2a
137.9
48.3
68.9
193.0
62
10.0
17.0
20.0
7.0
10.0
28.0
68.9
89.2
24.5
172.6
66.7
82.4
110.8
10
13
18
25
9.7
12
16
0.22
0.43
0.90
0.90
0.28
0.45
2.77
1.9
3.8
8.0
8.0
2.5
4.0
24.5
206.9
482.6
30.0
70.0
176.5
176.5
25.5
25.5
1.96
10.79
17.6
96
206.9
248.2
330.9
413.7
517.1
310.3
689.5
551.6
1379.0
427.6
1102.3
2.1
30.0
36.5
48.5
60.0
75.0
45.0
100.0
80.0
200.0
62.0
160.0
0.3
206.9
204.8
204.8
204.8
204.8
204.8
213.7
213.7
213.7
213.7
1034 109
30.3
30
29.7
29.7
29.7
29.7
29.7
31
31.0
31
31
150 106
1.69
2.45
4.27
6.77
16.08
3.82
18.83
21.58
72.57
6.96
52.47
33.89
15
22
38
60
94
34
167
193
645
62
466
300
a
Impact
strength
(Izod no.)
7.9
2.7
120
100
20
52
40
30
Cast iron has no well-defined elastic limit, but the values may be safely used anyway for all practical purposes.
Source: Reproduced courtesy of V. L. Maleev and J. B. Hartman, Machine Design, International Textbook Co., Scranton, Pennsylvania, 1954.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DYNAMIC STRESSES IN MACHINE ELEMENTS
3.16
CHAPTER THREE
REFERENCES
1. Maleev, V. L., and J. B. Hartman, Machine Design, International Textbook Co., Scranton, Pennsylvania,
1954.
2. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol I (SI and Customary Metric
Units), Suma Publishers, Bangalore, India, 1986.
3. Lingaiah, K., Machine Design Data Handbook, Vol II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986.
4. Lingaiah, K., Machine Design Data Handbook, McGraw-Hill Book Company, New York, 1994.
5. Burr, Arthur H., and John B. Cheatham, Mechanical Analysis and Design, 2nd edition, Prentice Hall, Englewood Cliffs, NJ, 1995.
6. Spotts, Merhyle F.,‘‘Impact Stress in Elastic Bodies Calculated by the Energy Method’’, Engineering Data for
Product Design, edited by Douglas C. Greenwood, McGraw-Hill Book Company, New York, 1961.
7. Burr, A. H.,‘‘Longitudinal and Torsional Impact in Uniform Bar with a Rigid Body at One End’’, J. Appl.
Mech., Vol. 17, No. 2 (June 1950), pp. 209–217; Trans. ASME, Vol. 72 (1950).
8. Timoshenko, S., and J. N. Goodier, Theory of Elasticity, 3rd edition, McGraw-Hill Book Company, New
York, pp. 485–513, 1970.
9. Kolsky, H., Stress Waves in Elastic Solids, Dover Publications, New York, 1963.
10. Durellli, A. J., and W. F. Riley, Introduction to Photomechanics, Prentice Hall Inc, Englewood Cliffs, NJ, 1965.
11. Arnold, ‘‘Impact Stresses in a Simply Supported Beam’’, Proc. I.M.E., Vol. 137, p. 217.
12. Dohrenwend and Mehaffy, ‘‘Dynamic Loading’’, Machine Design, Vol. 15 (1943), p. 99.
BIBLIOGRAPHY
Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Co-operative
Society, Bangalore, India, 1962.
Norman, C. A., E. S. Ault, and E. F. Zarobsky, Fundamentals of Machine Design, The Macmillan Company, New
York, 1951.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
4
STRESS CONCENTRATION AND
STRESS INTENSITY IN MACHINE
MEMBERS
SYMBOLS6;7;8
a
2a
A
b
b ¼ ðw aÞ
2b
B
c
C
d
di
do
D
F
h
diameter of circular hole (cut-out), m (in)
semimajor axis of elliptical hole (cut-out), m (in)
half of the length of the slot, m (in)
length of straight crack, m (in) (Figs. 4-26A and 4-28)
area of cross section, m2 (in)2
semiminor axis of elliptical hole (cut-out), m (in)
maximum breadth of section of curved bar, m (in)
width of notch at the edge, m (in)
effective width of plate across the hole, m (in) or net width of
plate, m (in)
total width of plate with a crack, m (in) (Fig. 4-28)
constant in curved bar equation
outside diameter of reinforced ring in an asymmetrically
reinforced circular hole
distance from centroidal axis to extreme fiber of beam or inside
edge of curved bar, m (in)
spring index
effective width of plate, m (in)
width of U-piece at dangerous section, m (in)
diameter of shaft at reduced section, m (in)
reduced width of shoulder plate, m (in)
diameter of hole (cut-out), m (in)
outside diameter of reinforcement, m (in)
total diameter of shaft, m (in)
total width of plate, m (in)
load, kN (lbf)
force, kN (lbf)
diametrically opposite concentrated loads on ring or hollow
roller, kN (lbf)
thickness of plate, m (in)
thickness of ring or roller, m (in)
lever arm from critical section of tooth, m (in)
4.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.2
CHAPTER FOUR
2h
h1
length of plate with a crack, m (in) (Fig. 4-28)
depth of groove, m (in) (Figs 4-11, 4-12 and 4-13)
depth of shoulder, m (in)
thickness of reinforcement including plate thickness, m (in)
moment of inertia, area, m4 (in4 )
moment of inertia, polar, m4 (in4 )
pffiffiffiffi
openingpmode
ffiffiffiffi or mode I of stress intensity factor, MPa m
(kpsi in)
pffiffiffiffi
pffiffiffiffi
mode II of stress intensity factor, MPa m (kpsi in)
opening mode or mode I of critical
stress intensity
factor or
pffiffiffiffi
pffiffiffiffi
fracture toughness factor, MPa m (kpsi in)
H
I
J
KI
KII
KIC
K ¼
K0
max
nom
theoretical stress-concentration factor for normal stress
combined stress-concentration factor (K0 is a theoretical
factor)
K
theoretical stress-concentration factor for shear stress (torsion)
Kf fatigue stress-concentration factor for normal stress or fatigue
notch factor for axial or bending (normal) (Fig. 14-13) or
fatigue strength reduction factor
f
fatigue limit of unnotched specimen (axial or bending)
Kf ¼
¼
nf
fatigue limit of notched specimen (axial or bending)
stress-concentration factor (normal) based on net area
(nominal) of cross section (i.e., net nominal stress)
Kg
stress-concentration factor (normal) based on gross area of
cross section (i.e., gross stress)
Kf fatigue stress-concentration factor for shear stress (torsion) or
fatigue notch factor (torsion)
f
fatigue limit of unnotched specimen (torsion)
Kf ¼
¼
nf
fatigue limit of notched specimen (torsion)
Kn
stress-concentration factor for U-grooved plate
stress-concentration factor for a V-grooved plate
effective stress-concentration factor under a static load,
equivalent stress-concentration factor
module, mm
magnification factor
bending moment, N m (lbf ft)
torsional moment, N m (lbf ft)
safety factor
Ku
Kv
Ke
m
MF
Mb
Mt
n
q¼
r
r
rj
rt
Ro
Ri
s
VH
VR
Kf 1
k 1
index of sensitivity or notch sensitivity factor
radius of curvature of groove or notch of curved bar, m (in)
minimum radius of curvature of an ellipse, m (in)
polar coordinate
distance of a point in a plate from the crack tip (Fig. 4-26C), m
(in)
minimum fillet radius of gear tooth, m (in)
cutter tip radius, m (in)
outside radius of ring or hollow roller, m (in)
inside radius of ring or hollow roller, m (in)
thickness of the tooth at critical section, m (in)
volume of hole, m3 ðin3 Þ
volume of reinforcement, m3 ðin3 Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.3
depth of U-piece-arm, m (in)
total width of flat plate, m (in)
stress components in x, y coordinates, MPa (kpsi)
maximum normal stress, MPa (kpsi)
nominal normal stress computed from F/A or Mb c=I or from
an elementary formula which does not take into account the
stress concentration, MPa (kpsi)
average stress at the root of gear tooth, MPa (kpsi)
maximum shear stress, MPa (kpsi)
nominal shear stress computed from Mt r=J, MPa (kpsi)
angle of a shallow U-groove, deg
angle of V-groove, deg
polar coordinate, deg
angle made by r the distance of a point from tip of crack with x
axis (Fig. 4-26C)
Other factors in performance or in special aspects are included
from time to time in this chapter, and being applicable only
in their immediate context, are not given at this stage
w
W
x , y , xy
max
nom
0
max
nom
Stress concentration factor theoretical/empirical
or otherwise
Particular
Extreme value
(a) Keyway (Fig. 4-1 and Tables 4-1 and 4-2:
Profile keyway
Formula
Kf ¼ 1:68
Kf ¼ 1:44
Sled-runner keyway
TABLE 4-1
Shear stress-concentration factor for a keyway in a
shaft subjected to torsion (by Leven)
TABLE 4-2
Stress-concentration factor Kf for keyways
Annealed
r=d
K
0.0052
3.92
0.0104
3.16
(b) Curved bar (Fig. 4.1a):
For curved bar
0.0208
2.62
0.0417
2.30
0.0833
2.06
Hardened
Type of keyway
Bending
Torsion
Bending
Torsion
Profile
Sled runner
1.6
1.3
1.3
1.3
2.0
1.6
1.6
1.6
I
1
1
þ
K ¼ 1:00 þ B
rc r
bc2
ð4-1Þ
where
B ¼ 1.05 for circular or elliptical
cross-section
¼ 0.5 for other cross-section
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.4
CHAPTER FOUR
Stress concentration factor theoretical/empirical
or otherwise
Particular
FIGURE 4-1 Stress-concentration factor for the straight
portion of a keyway in a shaft in torsion.
Extreme value
Formula
FIGURE 4-1a Stress distribution in curved bar under bending.
(c) Spur gear tooth (Figs. 4-2 and 4-3, Table 4-3):
At root fillet of an involute tooth profile of 14.58
pressure angle
K ¼ 2 to 2:5 K ¼ 0:22 þ FIGURE 4-2 Stress-concentration factor at root of gear
tooth.
FIGURE 4-3 Effect of fillet radius on stress-concentration
at root of gear tooth.
rf
s
1
0:2 0:4
h
s
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð4-2Þ
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.5
Stress concentration factor theoretical/empirical
or otherwise
Particular
Extreme value
Formula
TABLE 4-3
Stress-concentration factors at root fillet of gear
m, mm
Kt
Kc
6.24
5
4.25
3.5
3
1.47
1.47
1.42
1.35
1.345
1.61
1.61
1.57
1.50
1.50
At root fillet of a full depth involute tooth profile
of 208 pressure angle
K ¼ 0:18 þ At root fillet of an involute tooth profile of 258
pressure angle
K ¼ 0:14 þ
(d) Circular cut-outs (holes) in plates (Fig. 4-4c):
For infinite plate in:
1
0:15 0:45
rf
h
s
s
s
rf
ð4-3Þ
0:11 0:50
s
h
(i) Uniaxial tension (Fig. 4-4c)
K ¼ 3
K ¼
1
a2 3a4
2þ 2 þ 4
¼ 3 ð4-4Þ
2
r
r r¼a
(ii) Biaxial tension
K ¼ 2
K ¼
a2
1þ 2
¼2
r r¼a
(iii) Pure shear
For stress concentration factor for a semi-infinite
plate with a circular hole near the edge under
tension.
K ¼ 4
K ¼
3a4
1þ 4
r
ð4-5Þ
r¼a
¼4
K ¼ 3
FIGURE 4-4 Stress distribution around holes (cut-outs) in
plate in tension.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð4-6Þ
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.6
CHAPTER FOUR
Stress concentration factor theoretical/empirical
or otherwise
Particular
Extreme value
Formula
For finite plate in:
(i) Uniaxial tension (Fig. 4-5)
K ¼ 3
K ¼ 2 þ
(ii) Bending (Fig. 4-6)
K ¼ 2
K ¼ 2
b 3
w
b
w
ð4-7Þ
ð4-8Þ
(e) Filled circular hole:
For filled circular holes in plate subjected to
tension
K ¼ 2:5
(f) Reinforced circular holes:
(i) For stress-concentration factor for a symmetrically reinforced circular hole in a flat
plate under uniform uniaxial tension
(ii) For stress-concentration factor for an asymmetrically reinforced circular hole in a flat
plate under uniform uniaxial tension
FIGURE 4-5 Reproduced with permission. Stress-concentration factor for a plate of finite width with a circular hole
(cut-out) in tension. (‘‘Design Factors for Stress Concentration,’’ Machine Design, Vol. 23, Nos. 2 to 7, 1951.)
Refer to Fig. 4-7a, b, and c.
FIGURE 4-6 Reproduced with permission. Stress-concentration factor for a plate of finite width with transverse circular hole (cut-out) subjected to bending. (‘‘Design Factors for
Stress Concentration,’’ Machine Design, Vol. 23, Nos. 2 to 7,
1951.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.7
Stress concentration factor theoretical/empirical
or otherwise
Particular
Extreme value
Formula
(g) Noncircular holes (cut-outs) in a plate:
(i) An infinite plate with an elliptical hole (cutout) in uniaxial tension (load at right angles
to major axis) (Fig. 4-4b)
a
b
rffiffiffi
a
K ¼ 1 þ 2
r
ð4-9aÞ
K ¼ 1 þ 2
ð4-9bÞ
(ii) An infinite plate with elliptical hole (cut-out)
in uniaxial tension (load parallel to major
axis)
K ¼ 1 þ
(iii) An infinite plate with elliptical hole (cut-out)
in pure shear
a
K ¼ 2 1 þ
b
ð4-10Þ
(iv) An infinite plate with an elliptical cut-out in
biaxial tension
K ¼
2a
b
ð4-11Þ
2b
a
ð4-9cÞ
(v) Transverse bending of a plate containing an
elliptical cut-out (or hole)
2a
ð1 þ vÞ 3 v þ
b
K ¼
ð3 þ vÞ
(vi) Slotted plate loaded in tension or bending
K ¼ 1:064 þ 0:788
a
b
ð4-12Þ
for v ¼ 0:3
ð4-13aÞ
K ¼ 2 þ
For reduction of endurance strength of steel
3
b
w
for
a
¼1
r
ð4-13bÞ
Refer to Fig. 4-8.
(h) U-shaped member subjected to bending (Fig.
4-9):
(1) At 08 with horizontal axis
KA ¼ 1 þ
d
4r
ð4-14Þ
(2) At 708 with horizontal axis
KB ¼ 1 þ
w
5r
ð4-15Þ
4c 1 0:615
þ
4c 4
c
ð4-16Þ
(i) Helical spring:
Stress concentration or Wahl’s correction factor
for helical spring
K ¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.8
CHAPTER FOUR
FIGURE 4-7(a) Stress-concentration factor for an asymmetrically reinforced circular hole (cut-out) in a flat plate
subjected to tension. (PhD work of the author.)
FIGURE 4-7(c)
FIGURE 4-7(b) Stress-concentration factor for an asymmetrically reinforced circular hole in a flat plate subjected to uniform
unidirectional tensile stress. (PhD work of the author, and R. E. Peterson, Stress Concentration Factors, John Wiley and Sons,
Inc., 1974.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.9
Stress concentration factor theoretical/empirical
or otherwise
Particular
FIGURE 4-8 Reduction of endurance strength of steel, f .
Extreme value
Formula
FIGURE 4-9 U-shaped member. (R. E. Peterson, Stress
Concentration Factors, John Wiley and Sons, 1974.)
( j) Ring or hollow roller:
For the ring loaded internally
max ½2hðRo Ri Þ
3
2
ðR
þ
R
Þ
1
6
7
o
i
5
4
F 1þ3
Ro Ri
K ¼ 2
ð4-17Þ
For the ring loaded externally
K ¼
max ½hðRo Ri Þ
3FðRo þ Ri Þ
ð4-18Þ
rffiffiffiffiffi
h1
r
ð4-19Þ
(k) Shafts with transverse holes (Fig. 4-10):
(i) Shaft with a circular hole subjected to transverse bending for a=d ! 0
K ¼ 3:0
(ii) Shaft with a circular hole subjected to torsion
for a=d ! 0
K ¼ 2:0
(l) Shafts with grooves:
Shaft with U and V circumferential groove in:
(i) Tension or bending (Figs. 4-11 to 4-16 and
4-18)
K ¼ 1 þ 2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.10
CHAPTER FOUR
I d 3
¼
32
c
nom ¼ D3
32
Mb
2 ðapprox:Þ
dD
6
FIGURE 4-10 Reproduced with permission. Stress-concentration factor K for a shaft with transverse circular hole subjected to
bending. (R. E. Peterson, ‘‘Stress Concentration Factors,’’ Machine Design, Vol. 23, Nos. 2 to 7, 1951.)
h1
FIGURE 4-11 Types of V-grooves.
FIGURE 4-12 Stress-concentration factor ratio due to
notches of various shapes.
FIGURE 4-13 Average notch sensitivity.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.11
Stress concentration factor theoretical/empirical
or otherwise
Particular
Extreme value
Formula
FIGURE 4-14 Reproduced with permission. Stress-concentration factor K for a grooved shaft in tension. (R. E.
Peterson, ‘‘Design Factors for Stress Concentration,’’
Machine Design, Vol. 23, Nos. 2 to 7, 1951.)
FIGURE 4-15 Reproduced with permission. Round shaft
in torsion with transverse hole. (R. E. Peterson, ‘‘Design
Factors for Stress Concentration,’’ Machine Design, Vol.
23, Nos. 2 to 7, 1951.)
FIGURE 4-16 Reproduced with permission. Stress-concentration factor K for grooved shaft in bending. (R. E.
Peterson, ‘‘Design Factors for Stress Concentration,’’
Machine Design, Vol. 23, Nos. 2 to 7, 1951.)
FIGURE 4-17 Plate loaded in tension by a pin through a
hole, 0 ¼ F=A, where A ¼ ðw dÞt. When clearance
exists, increase Kt 35 to 50 percent. (M. M. Frocht and H.
N. Hill, "Stress Concentration Factors around a Central Circular Hole in a Plate Loaded through a Pin in Hole,’’ J. Appl.
Mechanics, vol. 7, no. 1, March 1940, p. A-5.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.12
CHAPTER FOUR
Stress concentration factor theoretical/empirical
or otherwise
Particular
Extreme value
Formula
rffiffiffiffiffi
h1
K ¼ 1 þ
r
rffiffiffiffiffi
h1
K ¼ 1 þ
r
or
(ii) Torsion (Fig. 4-18)
(iii) Shaft with a small elliptical groove in torsion
ð4-20Þ
ð4-21aÞ
h1
b
b
K ¼ 1 þ
r
0:65
ð4-21bÞ
K ¼ 1 þ
(m) Shouldered shaft in torsion (Fig. 4-19):
d
K 1 þ S
r
where S is some function of
2
3
r
1
þ
2
d 6
6
7
d 7
7
61 K ¼ 1 þ
D
r 5
12r 4
1þ6
d
d
For stress-concentration factor and combined
factor for stepped-shaft in tension and bending
FIGURE 4-18 Reproduced with permission. Stress-concentration factor K for grooved shaft in tension. (R. E.
Peterson, ‘‘Design Factors for Stress Concentration,’’
Machine Design, Vol. 23, Nos. 2 to 7, 1951.)
ð4-21cÞ
ð4-22aÞ
D
d
ð4-22bÞ
Refer to Figs. 4-14, 4-16, and 4-18 to 4-21.
FIGURE 4-19 Reproduced with permission. Stress-concentration factor K for stepped shaft in torsion. (R. E.
Peterson, ‘‘Design Factors for Stress Concentration,’’
Machine Design, Vol. 23, Nos. 2–7, 1951.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.13
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
Stress concentration factor theoretical/empirical
or otherwise
Particular
Extreme value
Formula
(n) Bar containing grooves:
(i) Bar with U, semicircular or shallow grooves
symmetrically placed in tension (Figs. 4-11,
4-12, 4-22)
2
3n
1
h1
K ¼ 1 þ 6
7
D
r5
4
1:55 1:3
d
ð4-23aÞ
or
3n
D
1
6
d7
7
6
d
7
K ¼ 1 þ 6 4
D
r5
2 1:55 1:3
d
rffiffiffiffiffi
D
h
1 þ 0:3 1
d
r
where n ¼ rffiffiffiffiffi
D
h1
1 þ
r
d
2
(ii) Bar with deep V-groove in tension for
r
< 1 (Fig. 4-11a)
h1
FIGURE 4-20 Reproduced with permission. Stress-concentration factor K for stepped shaft in tension. (R. E.
Peterson, ‘‘Design Factors for Stress Concentration,’’
Machine Design, Vol. 23, Nos. 2 to 7, 1951.)
(
Kv ¼ 1 þ ðKv 1Þ 1 pffiffiffiffiffiffiffi
1 þ 2:4 r=h1
180
ð4-23bÞ
)
ð4-24Þ
FIGURE 4-21 Reproduced with permission. Stress-concentration factor K for stepped shaft in bending. (R. E.
Peterson, ‘‘Design Factors for Stress Concentration,’’
Machine Design, Vol. 23, Nos. 2–7, 1951.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.14
CHAPTER FOUR
Stress concentration factor theoretical/empirical
or otherwise
Particular
Extreme value
Formula
FIGURE 4-22 Reproduced with permission. Stress-concentration factor K for notched flat bar in tension. (R. E. Peterson,
‘‘Design Factors for Stress Concentration,’’ Machine Design, Vol. 23, Nos. 2 to 7, 1951.)
(iii) Bar with shallow V-groove in tension for
r
>1
h1
(
Kv ¼ 1 þ ðKv 1Þ 1 pffiffiffiffiffiffiffi
1 þ 2:4 r=h1
180 )
ð4-25Þ
(iv) Elliptical groove at the edge of plate in
tension
K ¼ 1 þ
2h1
b
rffiffiffiffiffi
h
K ¼ 1 þ 2 1
r
(v) Bar with symmetrical U, semicircular
shallow grooves in bending (Fig. 4-23).
2
K ¼ 1 þ 4
3
1
h1 0:85
D
r5
4:27 4
d
ð4-26aÞ
ð4-26bÞ
ð4-27aÞ
or
2
30:85
D
1
6
d7
6
7
d
7
K ¼ 1 þ 6 4
D
r5
2 4:27 4
d
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð4-27bÞ
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.15
Stress concentration factor theoretical/empirical
or otherwise
Particular
Extreme value
FIGURE 4-23 Reproduced with permission. Stress-concentration factor K for notched flat bar in bending. (R. E.
Peterson, ‘‘Design Factors for Stress Concentration,’’
Machine Design, Vol. 23, Nos. 2 to 7, 1951.)
For stress-concentration factors for small grooves
in a shaft subjected to torsion.
(o) Bar containing shoulders
(i) Bar with shoulders in tension (Fig. 4-24)
TABLE 4-4
Stress-concentration factors for relatively
grooves in a shaft subject to torsion, K
small
Formula
FIGURE 4-24 Reproduced with permission. Stress-concentration factor K for filleted flat bar in tension. (R. E.
Peterson, ‘‘Design Factors for Stress Concentration,’’
Machine Design, Vol. 23, Nos. 2–7, 1951.)
Refer to Table 4-4.
2
3
1
h1 0:85
K ¼ 1 þ 4
D
r5
2:8 2
d
or
30:85
2 D
1
7
6
d7
6
d
7
K ¼ 1 þ 6 4
D
r5
2 2:8 2
d
h1
r
Included angle of V, deg
0.5
1
3
5
2
0
60
90
120
1.85
1.84
1.81
1.66
2.01
2.00
1.95
1.75
2.66
2.54
2.40
1.95
3.23
3.06
2.40
2.00
4.54
3.99
3.12
2.13
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð4-28aÞ
ð4-28bÞ
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.16
CHAPTER FOUR
Stress concentration factor theoretical/empirical
or otherwise
Particular
Extreme value
(ii) Bar with shoulders in bending (Fig. 4-25)
2
K ¼ 1 þ 4
or
2
Formula
3
1
h1 0:85
D
r5
5:37 4:8
d
ð4-29aÞ
30:85
D
1
6
d7
6
7
d
7
K ¼ 1 þ 6 4
D
r5
2 5:37 4:8
d
ð4-29bÞ
(p) Press-fitted or shrink-fitted members (Table 4-5):
(i) Plain member
K ¼ 1:95
(ii) Grooved member
K ¼ 1:34
(iii) Plain member
Kf ¼ 2:00
(iv) Grooved member
Kf ¼ 1:70
(q) Bolts and nuts (Tables 4-6 and 4-7)
Bolt and nut of standard proportions
K ¼ 3:85
Bolt and nut having lip
K ¼ 3:00
TABLE 4-5
Stress-concentration factors in shrink-fitted members
Particular
K
Kf Plain
Grooved
1.95
1.34
2.00
1.70
FIGURE 4-25 Reproduced with permission. Stress-concentration factor K for stepped bar in bending. (R. E. Peterson,
‘‘Design Factors for Stress Concentration,’’ Machine Design, Vol. 23, Nos. 2 to 7, 1951.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.17
TABLE 4-6
Stress-concentration factors for screw threads
Analysis
Types of thread
Seely and Smith
Square
Sharp V
Whitworth
US standard
Medium
Carbon steel
National coarse thread
Heat-treated
Nickel steel
2.0
3.0
2.0
Black (8)
Suggested value
3.35
5 to 6
2.5
2.84
3.85
TABLE 4-7
Stress-concentration factors Kf for screw threads
Type of thread
Peterson (1)
Annealed
Hardened
Rolled Cut
Rolled Cut
Sellers, American
National, square thread
2.2
Whitworth rounded roots
1.4
2.8
1.8
3.0
2.6
3.8
3.3
TABLE 4-8
Stress-concentration factors for welds
K
Location
End or parallel fillet weld
2.7
Reinforced butt
1.2
Tee of transverse fillet weld
1.5
T-butt weld with sharp corners
2.0
TABLE 4-9
Index of sensitivity for repeated stress
Average index of sensitivity q
Material
Annealed or soft
Armco iron, 0.02% C
Carbon steel
0.10% C
0.20% C (also cast steel)
0.30% C
0.50% C
0.85% C
Spring steel, 0.56% C, 2.3 Si, rolled
SAE 3140, 0.73 C; 0.6 Cr; 1.3 Ni.
Cr–Ni steel 0.8 Cr; 3.5 Ni
Stainless steel, 0.3 C; 8.3 Cr, 19.7 Ni
Cast iron
Copper, electrolitic
Duraluminum
0.15–0.20
0.05–0.10
0.10
0.18
0.26
0.25
Heat-treated and drawn
at 921 K (6488C)
Heat-treated and drawn
at 755 K (4828C)
0.35
0.40
0.45
0.38
0.45
0.25
0.45
0.50
0.57
0.70
0.16
0–0.05
0.07
0.05–0.13
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.18
CHAPTER FOUR
Stress concentration factor theoretical/empirical
or otherwise
Particular
Extreme value
Formula
(r) Crane hook:
For crane hook under tensile load
K ¼ 1:56
(s) Rotating disk:
For rotating disk with a hole for
For thin disk (ring)
Ri
!0
Ro
K ¼ 2
K ¼ 1
(t) Eye bar:
For eye bar subjected to tensile load
K ¼ 2:8
Stress concentration factors for welds
Refer to Table 4-8.
(u) Notch sensitivity factors (Table 4-9):
(i) Notch sensitivity factor for normal stress
For index of sensitivity for repeated stresses.
(ii) Fatigue stress concentration factor for
normal stress
(iii) Notch sensitivity factor for shear stress
(iv) Fatigue stress-concentration factor for shear
stress
q ¼
Kf 1
K 1
ð4-30aÞ
q ¼
Kf 1
K0 1
ð4-30bÞ
Refer to Table 4-9.
Kf ¼ 1 þ q ðK 1Þ
ð4-31aÞ
Kf ¼ 1 þ q ðK0 1Þ
ð4-31bÞ
Kf 1
K 1
ð4-32Þ
Kf ¼ 1 þ q ðK 1Þ
ð4-33Þ
q ¼
STRESS CONCENTRATION IN FLANGED PIPE
SUBJECTED TO AXIAL EXTERNAL FORCE
The stress in the pipe due to external load F (Fig.
4-25A)
F
ð4-33aÞ
A
where f ¼ depends on the distance x from the
flange of the pipe, MPa (psi)
¼ f þ
fm ¼ maximum stress at x ¼ 0, MPa (psi)
A ¼ area of the cross section of pipe, m2
(in2 )
F ¼ external load, kN (lbf)
FIGURE 4-25A Pipe and flange under the axial force F
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
Particular
Formula
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
4
3ð1 2 Þ
¼ 10
R2 h2
The value of constant 4.19
ð4-33bÞ
where 2R ¼ 2Ri þ h ¼ mean diameter of pipe, m (in)
2Ro ¼ outer diameter of pipe, m (in)
2Ri ¼ inner diameter of pipe, m (in)
h ¼ thickness of pipe, m (in)
¼ Poisson’s ratio of material
For plot of the stress ratio
f
versus x
fm
Refer to Fig. 4-25B.
FIGURE 4-25B Stress concentration region in flanged pipe under axial external force F.
Courtesy: Douglas C. Greenwood, Engineering Data for Product Design, McGraw-Hill Publishing Company, New York, 1961.
REDUCTION OR MITIGATION OF STRESS CONCENTRATIONS
In designing a machine part, one has to take into consideration the stress concentration occurring in such parts and
eliminate or reduce stress concentration. Fig. 4-25C shows various methods used to reduce stress concentration.
Stream line flowing analogy in a channel can be applied to force flow lines of a flat plate without any type of flow
subject to uniform uniaxial tensile stress as shown in Fig. 4-25C i(a). The stream line flow of water or any fluid is
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.20
CHAPTER FOUR
smooth and straight as shown in Fig. 4-25C i(a). If there is any obstruction such as a heavy iron ball or a pipe or
stone boulder in the path of flow of water, the flow of water or fluid will not be smooth and straight as shown in
Fig. 4-25C i(e). Similarly the force flow lines will not be straight as in case of plate with a circular or elliptical or any
shape of holes in a plate as shown in Figs. 4-25C i(b), i(c), i(d) and i( f ). By providing some geometric changes,
abrupt change of force-flow lines are smoothened. Fatigue strength of parts with stress raiser can be increased
by cold working operation such as shot peening or pressing by balls which creates a nature of stress in thin
layers of the part just opposite to the one induced in it. Press fit stress concentration can be reduced by making
the gripping portion conical in case of hardening steel parts. Nitriding and plating the parts eliminate the corrosion
effect, which combined with stress concentration reduces the fatigue strength of the machine part.
(i) Plates:
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
(ii) Stepped shafts subject to tensile force:
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
4.21
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.22
CHAPTER FOUR
(iii) Shafts with narrow collar, cylindrical holes and grooves subject to tensile force:
(iv) Shafts subject to bending and torque:
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
(v) Screws and nuts under torque:
(vi) Keyways in shafts subject to torque:
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
4.23
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.24
CHAPTER FOUR
(vii) Gears:
Maximum Fringe
order means
maximum stress at
Tension side of root point of contact
fillet with less stress
concentration
Fn
Fr
β
α
Fθ
Maximum Fringe order
h
ρt
ρt
α
s
b
Forces acting on a Gear Tooth Profile
due to Normal Force Fn
(a)
Fringe pattern of gear teeth
in contact showing stress
concentration at root and point
of contract
(b)
Compression side of root fillet gear
tooth with more fringes compare to
tension side root fillet stress analysis
of gear teeth in contact under load
showing photoelastic fringes by using
the results of photoelastic experiment
(c)
Stress concentration at fillet and at point of contact are shown in photoelastic fringe pattern and also in Fig. c. The
stress concentration at fillet can be reduced by providing suitable large fillet radius.
Source: From the photoelastic work of K. Lingaiah, Fringe Pattern of Gear-Teeth Showing Stress Concentration at
Root and Contact Point, Department of Mechanical Engineering, University Visvesvaraya College of Engineering,
Bangalore University, Bangalore, 1973.
(viii) Flate plate with and without asymmetrically reinforced circular cutout subjected to uniform uniaxial stress:
FIGURE 4-25C Mitigation of stress concentration in machine members.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.25
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
Particular
Formula
STRESS INTENSITY FACTOR OR
FRACTURE TOUGHNESS FACTOR
The energy criterion approach in the fracture
mechanics analysis:
The energy release rate in case of a crack of length 2a
in an infinite plate subject to tensile stress at infinity (Fig. 4-26A).
The energy release rate is defined as the rate of change
in potential energy with crack area for a linear elastic
material.
The critical energy release rate.
G¼
2 a
E
ð4-34aÞ
where G ¼ energy release rate
E ¼ modulus of elasticity, GPa (psi)
a ¼ half crack length, mm (in)
Gc ¼
2f ac
E
ð4-34bÞ
where f ¼ failure stress, MPa (psi)
Gc ¼ material resistance to fracture or
critical fracture toughness
FIGURE 4-26A A flat infinite plate with a through thickness crack subject to tensile stress at infinity.
pffiffiffi pffiffiffi
a
The stress intensity factor for a centrally located
straight crack in an infinite plate subjected to uniform
uniaxial tensile stress perpendicular to the plane of
the crack.
KI ¼
The definition and unit of critical stress intensity
factor KIc .
KIc is the critical stress intensity factor for static
loading and plane-strain conditions of maximum constraints and is also referred to as the fracture toughness factor of the material at the onset
of rapid
pffiffiffiffiffiffiffiffiffiffiffiffiffi
fracture
dimension of (stress length), i.e.
pffiffiffiffi
pffiffiffiffiand has
MPa m (kpsi in).
The relation between KI and G.
G¼
KI
E
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð4-34cÞ
ð4-34dÞ
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.26
CHAPTER FOUR
Particular
Formula
Three modes of loading to analyse stress
fields in cracks:
FIGURE 4-26B Three modes of loading for deformation of crack tip.
First mode of loading and stress components
at crack tip, Fig. 4-26B (a):
The localized stress components at the vicinity of the
‘‘opening mode’’ or ‘‘mode I’’ crack tip in a flat plate
subjected to uniform applied stress at infinity from
the theory of fracture mechanics (Fig. 4-26C).
KI
3
cos 1 sin sin
x ¼ pffiffiffiffiffiffiffi
2
2
2
2r
KI
3
cos 1 þ sin sin
y ¼ pffiffiffiffiffiffiffi
2
2
2
2r
z ¼ ðx þ y Þ for plane strain
¼0
The crack tip displacement fields for ‘‘first mode’’
(Mode I) in case of linear elastic, isotropic materials.
for plane stress
KI
3
xy ¼ pffiffiffiffiffiffiffi
cos sin cos
2
2
2
2r
rffiffiffiffiffiffi
K
r
ux ¼ I
cos 1 þ 2 sin2
2G 2
2
2
uy ¼
KI
2G
rffiffiffiffiffiffi
r
sin þ 1 2 cos2
2
2
2
where G ¼ modulus of shear, GPa (psi)
¼ 3 4 for plane strain
¼ ð3 Þ=ð1 þ Þ for plane stress
FIGURE 4-26C State of stress in the vicinity of a crack tip.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð4-35aÞ
ð4-35bÞ
ð4-35cÞ
ð4-35dÞ
ð4-35eÞ
ð4-35f Þ
ð4-35gÞ
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
Particular
4.27
Formula
Second mode of loading and stress
components in the vicinity of crack tip,
Fig. 4-26B (b):
The localized stress components at the vicinity of the
‘‘second mode’’ or ‘‘sliding mode’’ crack tip in a flat
plate subjected to in-plane shear, Fig. 4-26B (b).
The crack tip displacement fields for the ‘‘second
mode’’ (Mode II) in case of linear elastic, isotropic
materials.
KII
3
x ¼ pffiffiffiffiffiffiffi
sin 2 þ cos
cos
ð4-35hÞ
2
2
2
2r
KII
3
sin cos cos
ð4-35iÞ
y ¼ pffiffiffiffiffiffiffi
2
2
2
2r
KII
3
ð4-35jÞ
cos 1 sin sin
xy ¼ pffiffiffiffiffiffiffi
2
2
2
2r
z ¼ 0 for plane stress
ð4-35kÞ
z ¼ ðx y Þ for plane strain
ð4-35lÞ
xz ¼ yz ¼ 0
ð4-35mÞ
ux ¼
KII
2G
uy ¼ rffiffiffiffiffiffi
r
sin þ 1 þ 2 cos2
2
2
2
KII
2G
rffiffiffiffiffiffi
r
cos 1 2 sin2
2
2
2
ð4-35nÞ
ð4-35oÞ
Third mode of loading and stress components
in the vicinity of crack tip, Fig. 4-26B (c):
The localized stress components at the vicinity of the
‘‘third mode’’ or ‘‘tearing mode III’’ crack tip in a flat
plate subjected to out-of-plane shear, Fig. 4-26B (c),
in case of linear elastic, isotropic materials.
The crack tip displacement field for the ‘‘third mode’’
(Mode III) in case of linear elastic, isotropic materials.
Stress intensity factor:
KIII
sin
xz ¼ pffiffiffiffiffiffiffi
2
2r
KIII
cos
yz ¼ pffiffiffiffiffiffiffi
2
2r
rffiffiffiffiffiffi
KIII
r
sin
uz ¼
G
2
2
ð4-35pÞ
ð4-35qÞ
ð4-35rÞ
w¼¼0
The stress intensity factor for a center cracked tension
plate (CCT), according to Fedderson (Fig. 4-27a).
pffiffiffiffiffiffi
a
KI ¼ a sec
2b
The stress intensity factor for a double edge cracked
plate according to Keer and Freedman (Fig. 4-27b).
3 pffiffiffiffiffiffi
a
a
þ 0:13
Ki ¼ a 1:12 0:61
b
b
1=2
a
1
b
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð4-35sÞ
ð4-35tÞ
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.28
CHAPTER FOUR
Particular
FIGURE 4-27a
FIGURE 4-27b
The stress intensity factor for the plate with a single
edge crack, according to Gross, Srawley and Brown
(Fig. 4-27c).
The stress intensity factor for single edged cracked
plate/specimen subjected to bending (Mb ) (Fig.
4-27d).
Formula
FIGURE 4-27c
FIGURE 4-27d
2
pffiffiffiffiffiffi
a
a
KI ¼ a 1:12 0:23
þ 10:6
b
b
3
4 a
a
21:7
þ 30:4
b
b
2
pffiffiffiffiffiffi
a
a
KI ¼ a 1:112 1:40
þ 7:33
b
b
3
4 a
a
13:08
þ 14:0
b
b
ð4-35uÞ
ð4-35vÞ
Stress intensity factor for the case of angled
crack (Fig. 4-27A):
FIGURE 4-27A Through crack in an infinite plate for the
general case where the crack plane is inclined at 908 angle from the applied normal stress acting at infinity.
The stress intensity factors for Modes I and II.
KI ¼ KIð0Þ cos2 ð4-36aÞ
KII ¼ KIð0Þ cos sin ð4-36bÞ
where KIð0Þ is the Mode I stress intensity factor when
¼0
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.29
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
Particular
Equations for stress and displacement
components in terms of polar coordinates:
The localized stress components at the vicinity of
Mode I crack tips in terms of polar coordinates.
The crack tip displacement fields for ‘‘first mode’’
(Mode I) in case of linear elastic, isotropic materials.
Formula
KI
3
r ¼ pffiffiffiffiffiffiffi
5 cos cos
2
2
4 2r
KI
3
3 cos þ cos
¼ pffiffiffiffiffiffiffi
2
2
4 2r
KI
3
sin þ sin
r ¼ pffiffiffiffiffiffiffi
2
2
4 2r
ð4-36dÞ
z ¼ 1 ðr þ Þ
ð4-36f Þ
ð4-36cÞ
ð4-36eÞ
where 1 ¼ 0 for plane stress and 1 is Poisson’s ratio,
, for plane strain. These singular fields only apply as
r ! 0.
rffiffiffiffiffiffi
K
r
3
ð1 þ Þ ð2 1Þ cos cos
ð4-36gÞ
ur ¼ I
2E 2
2
2
K
u ¼ I
2E
rffiffiffiffiffiffi
r
3
ð1 þ Þ ð2 1Þ sin þ sin
2
2
2
ð4-36hÞ
uz ¼ 2 z
ðr þ 0 Þ
E
ð4-36iÞ
where
3
¼
, 1 ¼ 0, and 2 ¼ for plane stress
1þ
¼ ð3 4Þ, 1 ¼ , and 2 ¼ 0 for plain strain
The localized stress components at the vicinity of
Mode II crack tip in terms of polar coordinates.
The crack tip displacement fields for Mode II.
KI is given by Eq. (4-36a).
KII
sin
r ¼ pffiffiffiffiffiffiffi
1 3 sin2
2
2
2r
ð4-36jÞ
3KII
sin cos2
ð4-36kÞ
¼ pffiffiffiffiffiffiffi
2
2
2r
rffiffiffiffiffiffi
K
r
3
ur ¼ II
ð1 þ Þ ð2 1Þ sin þ 3 sin
2E 2
2
2
ð4-36lÞ
rffiffiffiffiffiffi
KII
r
3
ð1 þ Þ ð2 1Þ cos þ 3 cos
u ¼
2
2
2E 2
ð4-36mÞ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.30
CHAPTER FOUR
Particular
The localized stress components and crack tip displacement fields for Mode III in terms of polar
coordinates.
The critical applied tensile stress necessary for crack
extension according to Griffith theory for brittle
metals.
The modified Griffith’s equation for a small amount
of plastic deformation according to Orowan which
can be applied to ductile materials at low temperature, high strain rate and localized geometric
constraint.
The elastic energy release rate for Mode I.
Formula
KIII
r ¼ pffiffiffiffiffiffiffi
sin
2
2r
KIII
cos
ð4-36pÞ
¼ pffiffiffiffiffiffiffi
2
2r
rffiffiffiffiffiffi
2K
r
sin
uz ¼ III
ð4-36qÞ
G
2
2
rffiffiffiffiffiffiffiffi
EU
ð4-36rÞ
c /
a
where c ¼ critical applied stress
E ¼ Young’s modulus
U ¼ surface energy per unit area
a ¼ crack length.
rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
EðU þ pÞ
¼
ð4-36sÞ
a
where p ¼ plastic deformation energy per unit area
for metallic solid, p U.
1 2
ð4-36tÞ
GI ¼
KI2 for plane strain
E
¼ KI2 =E
The elastic energy release rate for Mode II.
The elastic energy release rate for Mode III.
The stress-intensity factor for a centrally located
straight crack in an infinite plate subjected to uniform
shear stress .
ð4-36nÞ
GII ¼
for plane stress
ð1 2 Þ 2
KII
E
ð1 þ Þ 2
KIII
E
pffiffiffi pffiffiffi
KI iKII ¼ i a
GIII ¼
The stress-intensity magnification factor for a centrally located straight crack of length 2a in a flat
plate whose length 2h and width 2b are very large
compared with the crack length subjected to uniform
uniaxial tensile stress .
K
MF ¼ pffiffiffi Ipffiffiffi
a
For stress-intensity magnification factors of plates
with straight crack located at various positions in
the plate and cylinders subjected to various types of
rate of loadings and for various values of a=b, a=d,
a=h, a=ðro ri Þ, and other ratios.
Refer to Figs. from 4-28, 4-29 to 4-34.
The factor of safety.
n¼
KIc
K
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð4-36uÞ
ð4-36vÞ
ð4-36wÞ
ð4-37aÞ
ð4-37bÞ
ð4-38Þ
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.31
FIGURE 4-28 Stress intensity magnification factor
pffiffiffi pffiffiffi
KI = a for various ratios a=b of a flat plate with a centrally located straight crack under the action of uniform uniaxial tensile stress .
FIGURE 4-29 Stress intensity magnification factor
pffiffiffi pffiffiffi
KI = a for an off-center straight crack in a flat plate subjected to uniform unidirectional tensile stress ; solid curves
are for the crack tip at A; dashed curves for tip at B.
FIGURE 4-30 Stress intensity magnification factor
pffiffiffi pffiffiffi
KI = a for an edge straight crack in a flat plate subjected
to uniform uniaxial tensile stress for solid curves there are
no constraints to bending; the dashed curve was obtained
with bending constraints added.
FIGURE 4-31 Stress intensity magnification factor
pffiffiffi pffiffiffi
KI = a for a rectangular cross-sectional beam subjected
to bending Mb .
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.32
CHAPTER FOUR
FIGURE 4-32 Stress intensity magnification factor
pffiffiffi pffiffiffi
KI = a for a flat plate with a centrally located circular
hole with two straight cracks under uniform uniaxial tensile
stress .
FIGURE 4-33 Stress intensity magnification factor
pffiffiffi pffiffiffi
KI = a for axially tensile loaded cylinder with a radial
crack of a depth extending completely around the circumference of the cylinder.
pffiffiffi pffiffiffi
FIGURE 4-34 Stress intensity magnification factor KI = a for a cylinder subjected to internal pressure pi having a radial
crack in the longitudinal direction of depth a. Use equation of tangential stress of thick cylinder subjected to internal pressure to
calculate the stress at r ¼ ro .
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
Particular
4.33
Formula
1
KIc 2
sy =2
Critical crack length
ac ¼
For values of critical stress-intensity factor (KIc ) for
some engineering materials.
Refer to Table 4-10.
TABLE 4-10
Plane-strain fracture toughness or stress intensity factor KIc for some engineering materials
Yield strength, xy
Critical crack length, ac
pffiffiffiffi
MPa m
KIc
pffiffiffiffi
kpsi in
MPa
kpsi
mm
A92024-T851
A97075-T651
24.2
26
24
13
22
24
22
30
455
455
495
490
66
66
72
71
3.6
4.3
3.0
5.8
0.14
0.17
0.12
0.23
Titanium
Ti-6Al-4V
Ti-6Al-4V
R56401
R56401
115
55
105
50
910
1035
132
150
20.5
3.6
0.81
0.14
Steel
4340
4340
H-11
H-11
52100
G43400
G43400
–
–
G52986
99
60
38.5
27.8
14
90
55
35
27
13
860
1515
1790
2070
2070
125
220
260
300
300
16.8
2
<0.6
0.23
<0.06
0.66
0.08
<0.02
0.009
<0.002
Material
Previous designation
Aluminum
2014-T651
2024-T851
7075-T651
7178
UNS designation
in
Heat treated to a higher strength.
REFERENCES
1. Lingaiah, K., Solution of an Asymmetrically Reinforced Circular Cut-out in a Flat Plate Subjected to
Uniform Unidirectional Stress, Ph.D. Thesis, Department of Mechanical Engineering, University of
Saskatchewan, Saskatoon, Sask., Canada, 1965.
2. Lingaiah, K., W. P. T. North, and J. B. Mantle, ‘‘Photoelastic Analysis of an Asymmetrically Reinforced
Circular Cut-out in a Flat Plate Subjected to Uniform Unidirectional Stress,’’ Proc. SESA, Vol. 23, No. 2
(1966), p. 617.
3. Peterson, R. E., ‘‘Design Factors for Stress Concentration,’’ Machine Design, Vol. 23, No. 27, Pentagon Publishing, Cleveland, Ohio, 1951.
4. Lingaiah, K., ‘‘Effect of Contact Stress on Fatigue Strength of Gears,’’ M.Tech. Thesis, Indian Institute of
Technology, Kharagpur, India, 1958.
5. Lingaiah, K., ‘‘Photoelastic Stress Analysis of Gear Teeth Under Load,’’ Department of Mechanical
Engineering, University Visveswaraya College of Engineering, Bangalore University, Bangalore, 1980.
6. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Metric
Units), Suma Publishers, Bangalore, India, 1986.
7. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
STRESS CONCENTRATION AND STRESS INTENSITY IN MACHINE MEMBERS
4.34
CHAPTER FOUR
8. Lingaiah, K., Machine Design Data Handbook (SI and Customary US Units), McGraw-Hill Publishing Company, New York, 1994.
9. Aidad, T., and Y. Terauchi, ‘‘On the Bending Stress in a Spur Gear,’’ 3 Reports, Bull. JSME, Vol. 5 (1962),
p. 161.
10. Dolan, T. J., and E. L. Broghamer, ‘‘A Photoelastic Study of Stresses in Gear Tooth Fillets,’’ Univ. Illinois
Exptl. Station. Bull., 335 (1942).
11. Hetenyi, M., The Application of Hardening Resins in Three-Dimensional Photoelastic Studies, J. Appl. Phys.,
Vol. 10 (1939), p. 295.
12. Shigley, J. E., and L. D. Mitchell, Mechanical Engineering Design, McGraw-Hill Publishing Company, New
York, 1983.
13. Greenhood, D. C., Engineering Data for Production Design, McGraw-Hill Publishing Company, New York,
1961.
14. Carlson, R. L., and G. A. Kardomateas, An Introduction to Fatigue in Metals and Composites.
15. Anderson, T. L., Fracture Mechanics—Fundamentals and Application, 2nd edition, CRC Press, New York,
1995.
16. Fedderson, C., ‘‘Discussion’’, in Plane Strain Crank Toughness Testing of High Strength Metallic Materials,
ASTM STP410, American Society for Testing Materials, Philadelphia (1967), p. 77.
17. Keer, L. M., and J. M. Freedman, ‘‘Tensile Strip with Edge Cracks,’’ Int. J. Engineering Science, Vol. 11
(1973), pp. 1965–1075.
18. Gross, B., and J. E. Srawley, ‘‘Stress Intensity Factors for Bend and Compact Specimens,’’ Engineering
Fracture Mechanics, Vol. 4 (1972), pp. 587–589.
19. Gross, B., J. E. Srawley, and W. E. Brown Jr., Stress Intensity Factors for a Single Edge Notch Tension
Specimen by a Boundary Collocation of a Stress Function, NASA Technical Note D-2395, 1964.
20. Damage Tolerant Design Handbook, MICIC-HB-01, Air Force Materials Laboratory, Wright-Patterson Air
Force Base, Ohio, December 1972, and supplements.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
5
DESIGN OF MACHINE ELEMENTS
FOR STRENGTH
SYMBOLS5;6
A
b
B
esz
es
e0s
E
F
Fm0
G
h
Ksz
Ks
K
K
Kf Kf Mb
0
Mbm
Mt
0
Mtm
n
na
nd
q
qf
r
t
x0
ymax
Zb
Zt
area of cross-section, m2 (in2 )
a shape factor (b > 0)
a constant
size coefficient
surface coefficient in case of tension and bending
surface coefficient in case of torsion
Young’s modulus, GPa (Mpsi)
normal load (also with suffixes and primes), kN (lbf)
static equivalent of cyclic load, kN (lbf)
modulus of rigidity, GPa (Mpsi)
thickness, m (in)
size factor
surface factor
theoretical normal stress-concentration factor
theoretical shear stress-concentration factor
fatigue normal stress-concentration factor
fatigue shear stress-concentration factor
bending moment (also with suffixes and primes), N m (lbf in)
static equivalent of cyclic bending moment, N m (lbf in)
twisting moment (also with suffixes and primes), N m (lbf in)
static equivalent of cyclic twisting moment, N m (lbf in)
safety factor
a constant
actual safety factor (also with suffixes)
design safety factor (also with suffixes)
index of sensitivity
index of notch sensitivity for alternating stresses
notch radius, mm (in)
time, h
the guaranteed value of x (x0 0)
maximum deflection
flexural section modulus, m3 or cm3 (in3 )
polar section modulus, m3 or cm3 (in3 )
characteristic or scale value ( x0 )
5.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.2
CHAPTER FIVE
0
su
e
d
x
y
00e
fb
e
sy
xy
nom
f
"
"0
"t
"0
"_
v0
normal stress (also with suffixes and primes), MPa (psi)
initial stress, MPa (psi)
ultimate strength, MPa (psi)
elastic limit for standard specimen for 12.5 mm (12 in), MPa (psi)
design stress (also with suffixes), MPa (psi)
normal stress in x direction, MPa (psi)
yield stress, MPa (psi)
normal stress in y direction, MPa (psi)
nominal normal stress, MPa (psi)
maximum normal stress, MPa (psi)
elastic limit for any thickness h between 12.5 mm (12 in) and
75 mm (3 in), MPa (psi)
elastic limit for 75 mm (3 in) specimen, MPa (psi)
endurance limit in bending, MPa (psi)
shear stress (also with suffixes and primes), MPa (psi)
elastic limit in shear, MPa (psi)
yield strength in shear, MPa (psi)
shear stress in xy plane, MPa (psi)
nominal shear stress, MPa (psi)
endurance limit in torsion, MPa (psi)
engineering or average strain, mm/m (min/in)
true strain, mm/m (min/in)
total creep, after a time t, mm/m (min/in)
initial creep, mm/m (min/in)
creep rate (m/m)/h [(min/in)/h]
a constant
Suffixes
for
s
u
y
e
a
b
m
t
max
min
f
o
static strength (u or y )
ultimate strength
yield strength
elastic limit
amplitude
bending
mean
tension
maximum
minimum
endurance limit (also used for reversed cycle)
endurance limit repeated cycle
Primes
for
nom
max
0e
0
00
(single)
(double)
static equivalent
combined stress
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
Particular
5.3
Formula
STATIC LOADS
Influence of size
FIGURE 5-1 Change of elastic limit
with size of section.
FIGURE 5-2 Influence of size on elastic limits.
The size coefficient (Fig. 5-1, Fig. 5-2, and Table 5-1)
00
esz ¼ 1 0:016 1 e ðh 12:5Þ
e
ð5-1Þ
where e ¼ elastic limit for 12.5 mm (0.5 in)
00e ¼ elastic limit for 75 mm (3.0 in)
TABLE 5-1
Strength ratios of various materials for use in Eqs. (5-1) and (5-2)
Values of 00e =e
Material
Natural state
Annealed
Drawn at
6508C
Drawn at
5358C
Drawn at
4258C
Aluminum, strong, wrought
Tobin bronze
Monel metal, forged
Ductile iron
Low-carbon steel, C < 0:20%
Medium-carbon steel, 0.30 to 0.50% C
Nickel steel, SAE 2340
Cr–Ni steel, SAE 3140
Cast iron, Class no. 20
Cast iron, Class no. 25
Cast iron, Class no. 35
Wrought iron
0.93
0.90
0.80
0.80
0.84
—
—
—
0.55
0.73
0.60
0.55
—
—
—
0.98
—
0.85
0.86
0.86
—
—
—
—
—
—
—
—
—
0.72
0.80
0.75
—
—
—
—
—
—
—
—
—
0.59
0.74
0.70
—
—
—
—
—
—
—
—
—
0.53
—
0.65
—
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.4
CHAPTER FIVE
Particular
Formula
250
00
300 4h þ e ð4h 50Þ
e
ð5-2Þ
1
ksz
ð5-3Þ
The size factor
Ksz ¼
The relation between size coefficient and size factor
esz ¼
The elastic limit for any thickness h between 12.5 mm
and 75 mm can be determined from the relation (Fig.
5-1)
00e ¼ e ðe 00e Þðh 12:5Þ
ð75 12:5Þ
ð5-4Þ
INDEX OF SENSITIVITY
Ka 1
K 1
The index of sensitivity
q¼
The actual or real stress-concentration factor
Ka ¼ 1 þ qðK 1Þ
ð5-5Þ
ð5-6Þ
SURFACE CONDITION (Fig. 5-3)
1
es
The surface factor for the case of tension and bending
Ks ¼
The surface coefficient in case of torsion
e0s ¼ 0:425 þ 0:575es
FIGURE 5-3 Reciprocals of stress-concentration factors caused by surface conditions.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð5-7Þ
ð5-8Þ
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
Particular
SAFETY FACTOR
The general equation for design safety factor (Table
5-2)
5.5
Formula
n ¼ k1 k2 k3 k4 . . . km na
ð5-9Þ
where k1 ¼ Ksz ¼ size factor
k2 ¼ Ks ¼ surface factor
k3 ¼ Kl ¼ load factor (Table 14-3)
k4 ¼ material factor
..
.
na ¼ actual safety factor (Table 5-2).
TABLE 5-2
Actual safety factora
Circumstance
Actual factor of safety
or reliability factor, na
Strength properties of material well known, load accurately predictable, parts produced with close
dimensional control and brought to close tolerance specifications, and low-weight criteria
1
Load accurately predictable and low-weight and low-cost criteria
1.1–1.5
Load accurately predictable and low-cost criteria (low-weight–no criteria)
1.5–2
Overloads expected, materials ordinary but reliability important
2–3
Strength properties not well defined, loading uncertain, human life at stake if failure occurred,
high maintenance and shutdown cost
3
a
These values are recommended for use in design, in the absence of specific reliability data.
nud ¼ Ksz Ka nua
ð5-10Þ
Tension
0:45sy a 0:60sy
ð5-11Þ
Shear
a ¼ 0:40sy
ð5-12Þ
Bearing
a ¼ 0:90sy
ð5-13Þ
Bending
ð5-14Þ
0:60sy a 0:75sy
X
X
X
X
Wl þ
KFl þ Fw þ
Fme
F¼
Wd þ
The design safety factor based on ultimate strength
The relationships between allowable stress and specified minimum yield strength using the AISC Code are
given here:
The expression for forces or loads used to find stresses
in machine members or structures as per AISC Code.
ð5-15Þ
P
where P Wd ¼ sum of dead loads
Wl ¼ sum of all stationary or static live
loads
Fl ¼ impact or dynamic live load
Fw ¼ wind load on the structure
P
Fme ¼ load which accounts for
earthquakes, hurricanes, etc.
K ¼ service factor obtained from Table 5-3.
The value of design normal stress
d a
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð5-16Þ
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.6
CHAPTER FIVE
Particular
Formula
TABLE 5-3
AISC service factor K for use in Eq. (5-15)
Particular
K
For support of elevators
2
For cab-operated traveling-crane support girders and their connections
1.25
For pendant-operated traveling-crane support girders and their connections
1.10
For support of light machinery, shaft- or motor-driven
1.20
For supports of reciprocating machinery or power-driven units
1.50
For hangers supporting floors and balconies
1.33
The value of design shear stress
d a
The design safety factor
nd ¼
ð5-16aÞ
strength
¼ ns nL
stress
ð5-17Þ
where ns ¼ safety factor to take into account the
uncertainty of strength
nL ¼ safety factor to take into account the
uncertainty of load.
The equation for design safety factor
nd ¼
strength in force units
applied force or load
ð5-18Þ
The realized safety factor
nr ¼
s
ð5-19Þ
The design safety factor based on elastic limit
ned ¼ Ksz Ka nea
ð5-20Þ
The design safety factor based on yield strength
nyd ¼ Ksz Ka nya
ð5-21Þ
The design safety factor based on endurance limit on
bending
nfd ¼ Ksz Ks Kld nfa
ð5-22Þ
Design stress based on elastic limit
or nr ¼
s
where Kld ¼ load factor
ed ¼ e
ned
ð5-23Þ
Design stress based on ultimate strength
ud ¼
su
nud
ð5-24Þ
Design stress based on yield strength
yd ¼
sy
nyd
ð5-25Þ
Design stress based on yield strength in shear
yd ¼
sy
nyd
ð5-26Þ
Static design stress
sd ¼
su
nud
or
sy
nyd
as the case may be
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð5-27Þ
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
Particular
5.7
Formula
sf
nfd
Design stress based on endurance limit
fd ¼
The corrected fatigue strength or design fatigue
strength
sf ¼ Ksr Ksz Kld KR KT Kme 0sf
ð5-28aÞ
se ¼ ksr ksz kld kR kT kme 0se
ð5-28bÞ
The corrected endurance limit or design endurance
limit
ð5-28Þ
where 0se ¼ endurance limit of test specimen
0sf ¼ fatigue strength of test specimen
Ksr ¼ surface factor
Ksz ¼ size factor
Kld ¼ load factor
KR ¼ reliability factor
KT ¼ temperature factor
Kme ¼ miscellaneous-effect factor also
known as fatigue strength reduction
factor 1=Kf
(5-28c)
The size facto ksz for bending or torsion of round bars
made of ductile materials according to Juvinall
8
1
>
>
>
<
0:9
Ksz ¼
>
0:8
>
>
:
0:7
d < 10 mm ð0:4 inÞ
10 mm ð0:4 inÞ < d < 50 mm ð2 inÞ
50 mm ð2 inÞ < d < 100 mm ð4 inÞ
100 mm ð4 inÞ < d < 150 mm ð5 inÞ
ð5-28dÞ
The size factor for axial force
Ksz ¼ 0:7 to 0:9
The size factor as suggested by the ASME national
standard on ‘‘Design of Transmission Shafting’’
Ksz ¼
The surface factor
8
1:00
>
>
>
< 0:90
Ksr ¼
> 0:87
>
>
:
0:79
d 0:19
1:85d
ð5-28eÞ
2 < d < 10 in
0:19
50 < d < 250 mm
for longitudinal hand polish
for hand burnish
for smooth mill cut
for rough mill cut
ð5-28f Þ
ð5-28gÞ
Also refer to Fig. 5-3 for surface coefficient
esr ¼
For a rectangular cross-section in bending
1
Ksr
or Ksr ¼
1
esr
pffiffiffiffi
d ¼ 0:81 A
ð5-28hÞ
where A ¼ area of the cross section
The effective diameter of round-section corresponding to a nonrotating solid or hollow round-section
de ¼ 0:370D
The effective diameter of a rectangular section of
dimensions h b which has A0:95cr ¼ 0:05bh
de ¼ 0:808ðhbÞ1=2
ð5-28iÞ
where D ¼ diameter
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð5-28jÞ
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.8
CHAPTER FIVE
Particular
The equivalent diameter rotating-beam specimen for
any cross-section according to Shigley and Mitchell
The load factor according to Shigley
Formula
rffiffiffiffiffiffiffiffiffiffiffiffiffiffi
A95
deq ¼
ð5-28jÞ
0:0766
where A95 is the portion of the cross sectional
area of the nonround part that is stressed
between 95% and 100% of the maximum
stress.
8
0:923 axial loading sut 1520 MPa ð220 kpsiÞ
>
>
>
<1
axial loading sut 1520 MPa ð220 kpsiÞ
kId ¼
>1
bending
>
>
:
0:577 torsion and shear
ð5-28kÞ
The fatigue stress concentration factor which is used
here as the fatigue strength reduction factor at endurance limit 106 cycles
Kf ¼ 1 þ qðkt 1Þ
The fatigue strength reduction factor for lives less
0
than N ¼ 106 cycles is Kf
and is given by
0
¼ aN b
Kf
ð5-28lÞ
where Kf , Kt and q have the same meaning as
given in Chapter 4.
ð5-28mÞ
where a ¼
1
Kf
1
1
and b ¼ log
3
Kf
ð5-28nÞ
0
¼ 1 at 103 cycles.
Kf
For reliability factor KR
Refer to Table 5-3A.
TABLE 5-3A
Reliability correction factor based on a standard
deviation equal to 8% or the mean fatigue limit.
The temperature factor as suggested by Shigley and
Mitchell
Reliability, %
KR
50
90
99
99.9
99.999
1.000
0.897
0.814
0.743
0.659
8
for T 4508C ð8408FÞ
>
<1
KT ¼ 1 0:0058 ðT 450Þ for 4508C < T < 5508C
>
:
1 0:0032 ðT 840Þ for 8408F < T < 10208F
ð5-28pÞ
These equations are applicable to steel. These cannot
be used for Al, Mg, and Cu alloys.
For typical fracture surfaces for laboratory test
specimens subjected to range of different loading
conditions
Refer to Fig. 5-3A.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
FIGURE 5.3A Typical fracture surfaces for laboratory test specimens subjected to a range of different loading conditions.
Courtesy: Reproduced from Metals Handbook, Vol. 10, 8th edition, p. 102, American Society for Metals, Metals Park, Ohio, 1975.
5.9
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.10
CHAPTER FIVE
Particular
Formula
THEORIES OF FAILURE
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
ðx y Þ2 þ 4xy
The maximum normal stress theory or Rankine’s
theory
e ¼ 12 ðx þ y Þ þ
The maximum shear stress theory or Guest’s theory
e ¼
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
ðx y Þ2 þ 4xy
ð5-30Þ
The shear-energy theory or constant energy-ofdistortion or Hencky–von Mises theory
e ¼
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
ðx y Þ2 þ 3xy
ð5-31Þ
The maximum strain theory or Saint Venant’s theory
e ¼ 12 ð1 Þðx þ y Þ
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi 2
þ ð1 þ Þ ðx y Þ2 þ 4xy
ð5-29Þ
ð5-32Þ
The bearing stress which causes failure for no friction
at the surface of contact
b ¼ 1:81e
ð5-33Þ
The bearing stress which causes failure for the friction
at the surface of contact
b ¼ 2e
ð5-34Þ
The fatigue stress-concentration factor for normal
stress
Kf ¼ qf ðK 1Þ þ 1
ð5-35Þ
The fatigue stress-concentration factor for shear stress
Kf ¼ qf ðK 1Þ þ 1
ð5-36Þ
CYCLIC LOADS (Figs. 5-4 and 5-5)
The empirical formula for notch sensitivity for alternating stress of steel
r2u
qf ¼ 1 exp 0:904 106
Notch sensitivity curves for steel and aluminum alloys
Refer to Fig. 5-6.
The empirical formula for notch sensitivity for
alternating stress for high-strength aluminum alloys
having u ¼ 415 to 550 MPa (60 to 80 kpsi)
qf ¼ 1 exp
Endurance strength for finite life
0f ¼ f
106
N
r
0:01
ð5-38Þ
0:09
where N ¼ required life in cycles.
The empirical relation between ultimate strength and
endurance limits for various materials
ð5-37Þ
Refer to Tables 5-4 and 5-5.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð5-39Þ
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.11
FIGURE 5-4 Types of fatigue stress variations.
1•0
2
Pa (140kgf / mm )
80M
/ mm2)
f
g
k
7
0
1
(
σ uf
MPa
2)
050
=1
(70kgf / mm
σ uf
Pa
2)
M
0
m
m
/
f
9
g
k
2
4
(
=6
a
MP
σ uf
0
1
=4
σ uf
= 13
Notch sensitivity, q
0•8
0•6
0•4
STEELS
0•2
0
ALUMINUM
ALLOY
0
0•5
1•0
1•5
2•0
2•5
Notch radius r, mm
3•0
3•5
4•0
1 kgf/mm2 = 9.8066 N/mm2
FIGURE 5-5 Modified Goodman diagram.
FIGURE 5-6 Notch-sensitivity curves for steel and aluminum alloys.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.12
CHAPTER FIVE
TABLE 5-4
Empirical relationship between ultimate strength and endurance limits for various materials (approximate)
Tension, compression, and bending
(reversed or repeated cycle)a
Torsion
(reversed or repeated cycle)a
Gray cast iron
ft ¼ 0:6fb to 0:7fb
b ¼ 1:2fb to 1:5fb
¼ 0:75fb to 0.9fb
¼ 1:2f to 1:3f
Carbon steels
ot ¼ 1:6fb
ob ¼ 1:5fb
o ¼ 1:8f to 2f
Steels (general)
ft ¼ 0:7fb to 0:8fb
ft ¼ 0:36u ; ot ¼ 0:5u
fb ¼ 0:46u ; ob ¼ 0:6u
f ¼ 0:55fb to 0:58fb
f ¼ 0:22u
o ¼ 0:3u
Alloy steels
ft ¼ 0:95fb
ot ¼ 1:5ft to 1:6ft
ob ¼ 1:6fb
o ¼ 1:8f to 2f
Aluminum alloys
ot ¼ 0:7fb
ob ¼ 1:8fb
f ¼ 0:55fb to 0:58fb
o ¼ 1:4f to 2f
Material
f ¼ 0:58fb
o ¼ 1:4f to 2f
6 0:09
10
0f ¼ f
N
Copper alloys
Endurance strength for finite life
a
f —ensurance limit (also for reversed cycle); o—endurance for repeated cycle; t—tension; b—bending; u—ultimate; N—number of cycles
TABLE 5-5
The empirical relation for endurance limit
Endurance limit, f
Material
Bending
Axial
Torsion
For steel and other ferrous materials [for u < 1374 MPa (199.5 kpsi)]
For nonferrous materials
1/2–5/8u
1/4–1/3u
7/20–5/8u
7/40–1/3u
7/80–5/32u
7/160–1/12u
STRESS-STRESS AND STRESS-LOAD
RELATIONS
Axial load
The maximum stress
max ¼
Fmax
A
ð5-40Þ
The minimum stress
min ¼
Fmin
A
ð5-41Þ
The load amplitude
Fa ¼
Fmax Fmin
2
ð5-42Þ
The mean load
Fm ¼
Fmax þ Fmin
2
ð5-43Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
Particular
5.13
Formula
The stress amplitude (Figs. 5-4 and 5-5)
a ¼
Fa
A
ð5-44Þ
The mean stress
m ¼
Fm
A
ð5-45Þ
The ratio of amplitude stress to mean stress
a
F
¼ a
m F m
ð5-46Þ
The static equivalent of cyclic load Fm Fa
Fm0 ¼ Fm þ
The static equivalent of mean stress m a
0m ¼
The Gerber parabolic relation (Fig. 5-7)
sd
F
fd a
Fm0
A
a
m 2
þ
¼1
fd
ud
ð5-47Þ
ð5-48Þ
ð5-49Þ
FIGURE 5-7 Graphical representation of steady and variable stresses.
The Goodman relation (Figs. 5-5, 5-7, and 5-9)
a
þ m ¼1
fd ud
ð5-50Þ
The Soderberg relation (Figs. 5-7 and 5-8)
a
þ m ¼1
fd yd
ð5-51Þ
Bending loads
The maximum stress
max ¼
MbðmaxÞ
Zb
ð5-52Þ
The minimum stress
min ¼
MbðminÞ
Zb
ð5-53Þ
The bending moment amplitude
Mba ¼
MbðmaxÞ MbðminÞ
2
ð5-54Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.14
CHAPTER FIVE
Particular
Formula
FIGURE 5-8 Representation of safe limit of mean stress and stress amplitude by Soderberg criterion.
MbðmaxÞ þ MbðminÞ
2
ð5-55Þ
ba ¼
Mba
Zb
ð5-56Þ
The mean bending stress
bm ¼
Mbm
Zb
ð5-57Þ
The ratio of stress amplitude to mean stress
ba
M
¼ ba
bm Mbm
ð5-58Þ
The mean bending moment
Mbm ¼
The bending stress amplitude
sd
Mba
fd
The static equivalent of cyclic bending moment
Mbm Mba
0
¼ Mbm þ
Mbm
The static equivalent of cyclic stress
0bm ¼
The Gerber parabolic relation (Fig. 5-7)
ba 2bm
þ
¼1
fd 2ud
ð5-61Þ
The Goodman straight-line relation (Figs. 5-5, 5-7,
and 5-9)
ba bm
þ
¼1
fd ud
ð5-62Þ
The Soderberg straight-line relation (Figs. 5-7 and 5-8)
ba bm
þ
¼1
fd yd
ð5-63Þ
MtðmaxÞ
Zt
ð5-64Þ
0
Mbm
Zb
ð5-59Þ
ð5-60Þ
Torsional moments
The maximum shear stress
max ¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
Particular
5.15
Formula
FIGURE 5-9 Representation of safe limit of mean stress and stress amplitude by Goodman criterion.
The minimum shear stress
min ¼
MtðminÞ
Zt
ð5-65Þ
The load amplitude
Mta ¼
MtðmaxÞ MtðminÞ
2
ð5-66Þ
The mean load
Mtm ¼
MtðmaxÞ þ MtðminÞ
2
ð5-67Þ
The shear stress amplitude
a ¼
Mta
Zt
ð5-68Þ
The mean shear stress
m ¼
Mtm
Zt
ð5-69Þ
The ratio of stress amplitude to mean stress
a
M
¼ ta
m Mtm
ð5-70Þ
The static equivalent of cyclic twisting moment
Mtm Mta
0
¼ Mtm þ sd Mtd
Mtm
fd
ð5-71Þ
The static equivalent of cyclic stress
m0 ¼
The Gerber parabolic relation (Fig. 5-7)
a
2
þ 2m ¼ 1
fd ud
ð5-73Þ
The Goodman straight-line relation (Figs. 5-5, 5-7,
and 5-9)
a
þ m ¼1
fd ud
ð5-74Þ
The Soderberg straight-line relation (Figs. 5-7 and 5-8)
a
þ m¼1
fd yd
ð5-75Þ
0
Mtm
Zt
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð5-72Þ
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.16
CHAPTER FIVE
Particular
Formula
THE COMBINED STRESSES
Method 1
The static equivalent of m a
0m ¼ m þ
sd
fd a
ð5-76Þ
The maximum normal stress theory or Rankine’s
theory
m0 ¼ m þ sd a
fd
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi 0
1
02
e ¼ 2 m þ 02
m þ 4m
The maximum shear theory or Coulomb’s or Tresca
criteria or Guest’s theory
e ¼
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
02
02
m þ 4m
ð5-79Þ
The distortion energy theory or Hencky–von Mises
theory
e ¼
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
02
02
m þ 3m
ð5-80Þ
The maximum strain theory or Saint Venant’s theory
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi 0
1
02
e ¼ 2 ð1 Þm þ ð1 þ Þ 02
m þ 4m
ð5-81Þ
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi 2
00max ¼ 12 max þ 2max þ 4max
ð5-82Þ
The static equivalent of m a
Method 2
The combined maximum normal stress
ð5-77Þ
ð5-78Þ
The combined minimum normal stress
00min ¼ 12
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi 2
min þ 2min þ 4min
ð5-83Þ
The combined maximum shear stress
00
¼ 12
max
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
2max þ 4max
ð5-84Þ
The combined minimum shear stress
00
¼ 12
min
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
2min þ 4min
ð5-85Þ
The combined maximum normal stress according to
strain theory
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
00max ¼ 12 ð1 Þmax þ ð1 þ Þ 2max þ 4max
ð5-86Þ
The combined minimum normal stress according to
strain theory
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
00min ¼ 12 ð1 Þmin þ ð1 þ Þ 2min þ 4min
The combined maximum octahedral shear stress
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
00
2
2max þ 3max
¼ 12
max
ð5-88aÞ
The combined minimum octahedral shear stress
00
¼ 12
min
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
2min þ 3min
ð5-88bÞ
The combined mean stress
00m ¼
00max þ 00min
2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð5-87Þ
ð5-88cÞ
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
Particular
The combined stress amplitude
The Gerber parabolic relation (Fig. 5-7)
5.17
Formula
00max 00min
2
00 2
00a
m
þ
¼1
fd
ud
00a ¼
ð5-88dÞ
ð5-88eÞ
The Goodman straight-line relation (Figs. 5-5, 5-7,
and 5-9)
00a
00
þ m ¼1
fd ud
ð5-88f Þ
The Soderberg straight-line relation (Figs. 5-7 and 5-8)
00a
00
þ m ¼1
fd yd
ð5-88gÞ
COMBINED STRESSES IN TERMS OF
LOADS
Method 1
Maximum shear stress theory
The shear energy theory
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
0
0 2
Mbm Fm0 2
Mtm
þ
þ4
Zb
A
Zt
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
0 2
0
Mbm Fm0 2
e
Mtm
¼
þ
þ3
ned
Zb
A
Zt
e
¼
ned
ð5-89aÞ
ð5-89bÞ
where
d 3
d 3
and Zt ¼
32
16
2
d
A¼
4
for solid shafts
2sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
MbðmaxÞ Fmax 2
MtðmaxÞ 2 5 1
1
4
þ
þ4
þ
Zb
A
Zt
fd d
2sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
MbðminÞ Fmin 2
MtðminÞ 2 5
þ
þ4
þ4
Zb
A
Zt
1
1
¼2
ð5-90aÞ
þ
fd d
2sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
MbðmaxÞ Fmax 2
MtðmaxÞ 2 5 1
1
4
þ
þ3
þ
Zb
A
Zt
fd d
2sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi3
MbðminÞ Fmin 2
MtðminÞ 2 5
þ
þ3
þ4
Zb
A
Zt
Zb ¼
Method 2
Maximum shear stress theory
The shear energy theory
1
1
¼2
þ
fd d
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð5-90bÞ
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.18
CHAPTER FIVE
Particular
Formula
CREEP
Creep in tension
When the curve for total creep "t is approximated as a
straight line its equation is
"t ¼ "0 þ "t
ð5-91aÞ
The creep rate "_ can be approximated by the equation
"_ ¼ B n
ð5-91bÞ
Creep rate "_ , when extrapolated into the region
of lower stresses, can be determined with greater
accuracy by the hyperbolic sine term
Refer to Table 5-6 for creep constants B and n.
ð5-91cÞ
"_ ¼ 0 sinh
1
True strain
Creep life of aluminum
Time for the stress to decrease from an initial value of
0 to a value of "0 ¼ lnð1 þ "Þ
1
"cr ¼ n
"_
n 1
1
0
1
t¼
EBðn 1Þn0 1
ð5-91dÞ
ð5-92Þ
ð5-93Þ
Creep in bending
C1 1=n
Mb
BD
ð5-94Þ
tF n l n þ 2
Dðn þ 2Þ
ð5-95Þ
The maximum stress at the extreme fibers in case of
bending of beam is given by the relation
¼
The maximum deflection of a cantilever beam loaded
at free end by a load F
ymax ¼
2n þ 1
h
ð2bÞn
1
2
where D ¼
1 n
B
2þ
n
Creep constants B and n are taken from Table 5-6.
TABLE 5-6
Creep constants for various steels for use in Eqs. (5-91b) to (5-95)
Temperature 8C
Steel
0.39% C
0.30% C
0.45% C
2% Ni, 0.8% Cr, 0.4% Mo
2% Ni, 0.3% C, 1.4% Mn
12% Cr, 3% W, 0.4% Mn
Ni-Cr-Mo
Ni-Cr-Mo
12% Cr
400
400
475
450
450
550
500
500
455
B
n
36
14 10
44 1030
—
10 1019
21 1022
24 1014
12 1016
16 1012
12 1022
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
8.6
6.9
6.5
3.2
4.7
1.9
2.7
1.3
4.4
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
Particular
5.19
Formula
RELIABILITY
The probability function or frequency function
The cumulative probability function
The sample mean or arithmetic mean of a sample
p ¼ f ðxÞ
Fðxj Þ ¼
X
xi xj
ð5-96Þ
f ðxi Þ
ð5-97Þ
where f ðxÞ is the probability density
x þ x2 þ x3 þ x4 þ þ xn
x ¼ 1
n
n
1X
x
¼
n i¼1 i
ð5-98aÞ
ð5-98bÞ
The population mean of a population consisting of n
elements
where xi is the ith value of the quantity
n is the total number of measurements or
elements
x þ x2 þ x3 þ x4 þ þ xn
¼ 1
ð5-99aÞ
n
n
1X
x
ð5-99bÞ
¼
n i¼1 i
The sample variance
s2x ¼
A suitable equation for variance for use in a calculator
s2x ¼
ðx1 xÞ2 þ ðx2 xÞ2 þ þ ðxn xÞ2
ð5-100aÞ
n1
n
1 X
ðx xÞ2
ð5-100bÞ
¼
n 1 i¼1 i
P
The sample standard deviation (the symbol used for
true standard deviation is ^)
A suitable equation for standard deviation for use in a
calculator
x2
x2
n
"
#1=2
n
1 X
2
ðx xÞ
sx ¼
n 1 i¼1 i
8
<X
sx ¼ :
P 2 91=2
x =
x n ;
n1
ð5-102Þ
2
The coefficient of variation
xÞ100
c ¼ ðsx =
The normal, or Gaussian, distribution (Fig. 5-10)
2
2
1
f ðxÞ ¼ pffiffiffiffiffiffi eðxÞ =2^
^ 2
The normal distribution as defined by parameters, the
mean and standard deviation ^ according to the
relation for the relative frequency f ðtÞ, which is
the ordinate at t
ð5-101Þ
ð5-103Þ
ð5-104Þ
1<x<1
2
1
eðt =2Þ
f ðtÞ ¼ pffiffi
ð2Þ
ð5-105Þ
ð5-106Þ
where t ¼ ðx Þ=^
.
Refer to Table 5-7 for ordinate f ðtÞ [i.e. y ¼ f ðtÞ] for
various values of t.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.20
CHAPTER FIVE
Particular
FIGURE 5-10 The shapes of normal distribution curves
for various and constant .
Formula
FIGURE 5-11 The Gaussian (normal) distribution curve.
Refer to Table 5-8 for area under the standard normal
distribution curve.
The area under normal distribution curve to the right
of t (Fig. 5-11)
Error function or probability integral
BðtÞ ¼ 1 AðtÞ
ð5-107Þ
where AðtÞ is the area to the left of t.
The area under the entire normal distribution curve is
AðtÞ þ BðtÞ and is equal to unity. The term BðtÞ can be
found from Table 5-8 or by integrating the area under
the curve.
ð
2 x t2
erfðxÞ ¼ pffiffiffi
e dt
ð5-108Þ
0
Refer to Table 5-9 for erfðxÞ for various values of x.
¼ s þ ð5-109Þ
The resultant mean of subtracting the means of two
populations
¼ s ð5-110Þ
The resultant standard deviation for both subtraction
and addition of two standard deviations ^s and ^
^ ¼
The resultant mean of adding the means of two
populations (Fig. 5-12)
FIGURE 5-12 Distribution curves for two means of
populations.
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
^2s þ ^2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð5-111Þ
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.21
TABLE 5-7
Standard normal curve ordinates
2
1
y ¼ pffiffiffiffiffiffi et =2
2p
t
0
1
2
3
4
5
6
7
8
9
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
2.0
2.1
2.2
2.3
2.4
2.5
2.6
2.7
2.8
2.9
3.0
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
.3989
.3970
.3910
.3814
.3683
.3521
.3332
.3123
.2897
.2661
.2420
.2179
.1942
.1714
.1497
.1295
.1109
.0940
.0790
.0656
.0540
.0440
.0355
.0283
.0224
.0175
.0136
.0104
.0079
.0060
.0044
.0033
.0024
.0017
.0012
.0009
.0006
.0004
.0003
.0002
.3989
.3965
.3902
.3802
.3668
.3503
.3312
.3101
.2874
.2637
.2396
.2155
.1919
.1691
.1476
.1276
.1092
.0925
.0775
.0644
.0529
.0431
.0347
.0277
.0219
.0171
.0132
.0101
.0077
.0058
.0043
.0032
.0023
.0017
.0012
.0008
.0006
.0004
.0003
.0002
.3989
.3961
.2894
.3790
.3653
.3485
.3292
.3079
.2850
.2613
.2371
.2131
.1895
.1669
.1456
.1257
.1074
.0909
.0761
.0632
.0519
.0422
.0339
.0270
.0213
.0167
.0129
.0099
.0075
.0056
.0042
.0031
.0022
.0016
.0012
.0008
.0006
.0004
.0003
.0002
.3988
.3956
.3885
.3778
.3637
.3467
.3271
.3056
.2827
.2589
.2347
.2107
.1872
.1647
.1435
.1238
.1057
.0893
.0748
.0620
.0508
.0413
.0332
.0264
.0208
.0163
.0126
.0096
.0073
.0055
.0040
.0030
.0022
.0016
.0011
.0008
.0005
.0004
.0003
.0002
.3986
.3951
.3876
.3765
.3621
.3448
.3251
.3034
.2803
.2565
.2323
.2083
.1849
.1626
.1415
.1219
.1040
.0878
.0734
.0608
.0498
.0404
.0325
.0258
.0203
.0158
.0122
.0093
.0071
.0053
.0039
.0029
.0021
.0015
.0011
.0008
.0005
.0004
.0003
.0002
.3984
.3945
.3867
.3752
.3605
.3429
.3230
.3011
.2780
.2541
.2299
.2059
.1826
.1604
.1394
.1200
.1023
.0863
.0721
.0596
.0488
.0396
.0317
.0252
.0198
.0154
.0119
.0091
.0069
.0051
.0038
.0028
.0020
.0015
.0010
.0007
.0005
.0004
.0002
.0002
.3982
.3939
.3857
.3739
.3589
.3410
.3209
.2989
.2756
.2516
.2275
.2036
.1804
.1528
.1374
.1182
.1006
.0848
.0707
.0584
.0487
.0387
.0310
.0246
.0194
.0151
.0116
.0088
.0067
.0050
.0037
.0027
.0020
.0014
.0010
.0007
.0005
.0003
.0002
.0002
.3980
.3932
.3847
.3725
.3572
.3391
.3187
.2966
.2932
.2492
.2251
.2012
.1781
.1561
.1354
.1163
.0989
.0833
.0694
.0573
.0468
.0379
.0303
.0241
.0189
.0147
.0113
.0086
.0065
.0048
.0036
.0026
.0019
.0014
.0010
.0007
.0005
.0003
.0002
.0002
.3977
.3925
.3836
.3712
.3555
.3372
.3166
.2943
.2709
.2468
.2227
.1989
.1758
.1539
.1334
.1145
.0973
.0818
.0681
.0562
.0459
.0371
.0297
.0235
.0184
.0143
.0110
.0084
.0063
.0047
.0035
.0025
.0018
.0013
.0009
.0007
.0005
.0003
.0002
.0001
.3973
.3918
.3815
.3697
.3538
.3352
.3144
.2920
.2685
.2444
.2203
.1965
.1736
.1518
.1315
.1127
.0957
.0804
.0669
.0551
.0449
.0363
.0290
.0229
.0180
.0139
.0107
.0081
.0061
.0046
.0034
.0025
.0018
.0013
.0009
.0006
.0004
.0003
.0002
.0001
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.22
CHAPTER FIVE
TABLE 5-8
Areas under the standard normal distribution curve
AðtÞ ¼
ðt
0
2
1
pffiffiffiffiffiffi et =2 dt
2p
t
0
1
2
3
4
5
6
7
8
9
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
2.0
2.1
2.2
2.3
2.4
2.5
2.6
2.7
2.8
2.9
3.0
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
.0000
.0398
.0793
.1179
.1554
.1915
.2258
.2580
.2881
.3159
.3413
.3643
.3849
.4032
.4192
.4332
.4452
.4554
.4641
.4713
.4772
.4821
.4861
.4893
.4918
.4938
.4953
.4965
.4974
.4981
.4987
.4990
.4993
.4995
.4997
.4998
.4998
.4999
.4999
.5000
.0040
.0438
.0832
.1217
.1591
.1950
.2291
.2612
.2910
.3186
.3438
.3665
.3869
.4049
.4207
.4345
.4463
.4564
.4649
.4719
.4778
.4826
.4864
.4896
.4920
.4940
.4955
.4966
.4975
.4982
.4987
.4991
.4993
.4995
.4997
.4998
.4998
.4999
.4999
.5000
.0080
.0478
.0871
.1255
.1628
.1985
.2324
.2642
.2939
.3212
.3461
.3686
.3888
.4066
.4222
.4357
.4474
.4573
.4656
.4726
.4783
.4830
.4868
.4898
.4922
.4941
.4956
.4967
.4976
.4982
.4987
.4991
.4994
.4995
.4997
.4998
.4999
.4999
.4999
.5000
.0120
.0517
.0910
.1293
.1664
.2019
.2357
.2673
.2967
.3238
.3485
.3708
.3907
.4082
.4236
.4370
.4484
.4582
.4664
.4732
.4788
.4834
.4871
.4901
.4925
.4943
.4957
.4968
.4977
.4983
.4988
.4991
.4994
.4996
.4997
.4998
.4999
.4999
.4999
.5000
.0160
.0557
.0948
.1331
.1700
.2054
.2389
.2704
.2996
.3264
.3508
.3729
.3925
.4099
.4251
.4382
.4495
.4591
.4671
.4738
.4793
.4838
.4875
.4904
.4927
.4945
.4959
.4969
.4977
.4984
.4988
.4992
.4994
.4996
.4997
.4998
.4999
.4999
.4999
.5000
.0199
.0596
.0987
.1368
.1736
.2088
.2422
.2734
.3023
.3289
.3531
.3749
.3944
.4115
.4265
.4394
.4506
.4599
.4678
.4744
.4798
.4842
.4878
.4906
.4929
.4946
.4960
.4970
.4978
.4984
.4989
.4992
.4994
.4996
.4997
.4998
.4999
.4999
.4999
.5000
.0239
.0636
.1026
.1406
.1772
.2123
.2454
.2764
.3051
.3315
.3554
.3770
.3962
.4131
.4279
.4406
.4515
.4608
.4686
.4750
.4803
.4846
.4881
.4909
.4931
.4948
.4961
.4971
.4979
.4985
.4989
.4992
.4994
.4996
.4997
.4998
.4999
.4999
.4999
.5000
.0279
.0675
.1064
.1443
.1808
.2157
.2486
.2794
.3078
.3340
.3577
.3790
.3980
.4147
.4292
.4418
.4525
.4616
.4693
.4756
.4808
.4850
.4884
.4911
.4932
.4949
.4962
.4972
.4979
.4985
.4989
.4992
.4995
.4996
.4997
.4998
.4999
.4999
.4999
.5000
.0319
.0714
.1103
.1480
.1844
.2190
.2518
.2823
.3106
.3365
.3599
.3810
.3997
.4162
.4306
.4429
.4535
.4625
.4699
.4761
.4812
.4854
.4887
.4913
.4934
.4951
.4963
.4973
.4980
.4986
.4990
.4993
.4995
.4996
.4997
.4998
.4999
.4999
.4999
.5000
.0359
.0754
.1141
.1517
.1879
.2224
.2549
.2852
.3133
.3389
.3621
.3830
.4015
.4177
.4319
.4441
.4545
.4633
.4706
.4767
.4817
.4857
.4890
.4916
.4936
.4952
.4964
.4974
.4981
.4986
.4990
.4993
.4995
.4997
.4998
.4998
.4999
.4999
.4999
.5000
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.23
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
TABLE 5-9
Error function or probability integral
ð
2 x 2
erfðxÞ ¼ pffiffiffi et dt
p 0
x
0
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
2.0
2.1
2.2
2.3
2.4
2.5
2.6
2.7
2.8
2.9
3.0
.11246
.22270
.32863
.42839
.52050
.60386
.67780
.74210
.79691
.84270
.88021
.91031
.93401
.95229
.96611
.97635
.98379
.98909
.99279
.99532
.99702
.99814
.99886
.99931
.99959
.99976
.99987
.99992
.99996
.99998
1
2
3
4
5
6
7
8
9
.01128
.12362
.23352
.33891
.43797
.52924
.61168
.68467
.74800
.80188
.84681
.88353
.91296
.93606
.95385
.96728
.97721
.98441
.98952
.99309
.99552
.99715
.99822
.99891
.99935
.99961
.99978
.99987
.99993
.99996
.02256
.13476
.24430
.34913
.44747
.53790
.61941
.69143
.75381
.80677
.85084
.88679
.91553
.93807
.95538
.96841
.97804
.98500
.98994
.99338
.99572
.99728
.99831
.99897
.99938
.99963
.99979
.99988
.99993
.99996
.03384
.14587
.25502
.35928
.45689
.54646
.62705
.69810
.75952
.81156
.85478
.88997
.91805
.94002
.95686
.96952
.97884
.98558
.99035
.99366
.99591
.99741
.99839
.99902
.99941
.99965
.99980
.99989
.99994
.99997
.04511
.15695
.26570
.36936
.46623
.55494
.63459
.70468
.76514
.81627
.85865
.89308
.92051
.94191
.95830
.97059
.97962
.98613
.99074
.99392
.99609
.99753
.99846
.99906
.99944
.99967
.99981
.99989
.99994
.99997
.05637
.16800
.27633
.37938
.47548
.56332
.64203
.71116
.77067
.82089
.86244
.89612
.92290
.94376
.95970
.97162
.98038
.98667
.99111
.99418
.99626
.99764
.99854
.99911
.99947
.99969
.99982
.99990
.99994
.99997
.06762
.17901
.28690
.38933
.48466
.57162
.64938
.71754
.77610
.82542
.86614
.89910
.92524
.94556
.96105
.97263
.98110
.98719
.99147
.99443
.99642
.99775
.99861
.99915
.99950
.99971
.99983
.99991
.99995
.99997
.07886
.18999
.29742
.39921
.49375
.57982
.65663
.72382
.78144
.82987
.86977
.90200
.92751
.94731
.96237
.97360
.98181
.98769
.99182
.99466
.99658
.99785
.99867
.99920
.99952
.99972
.99984
.99991
.99995
.99997
.09008
.20094
.30788
.40901
.50275
.58792
.66378
.73001
.78669
.83243
.87333
.90484
.92973
.94902
.96365
.97455
.98249
.98817
.99216
.99489
.99673
.99795
.99874
.99924
.99955
.99974
.99985
.99992
.99995
.99997
.10128
.21184
.31828
.41874
.51167
.59594
.67084
.73610
.79184
.83851
.87680
.90761
.93190
.95067
.96490
.97546
.98315
.98864
.99248
.99511
.99688
.99805
.99880
.99928
.99957
.99975
.99986
.99992
.99996
.99998
The standard variable tR (deviation multiplication
factor) in order to determine the probability of failure
or the reliability
s ffi¼ s
tR ¼ pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
2
^
^s þ ^
The reliability associated with tR
R ¼ 0:5 þ AðtR Þ
ð5-112Þ
where subscripts s and refer to strength and
stress, respectively.
ð5-113Þ
where AðtR Þ is the area under a standard normal
distribution curve.
Refer to Table 5-10 for typical values of R as a
function of standardized variable tR .
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
5.24
CHAPTER FIVE
Particular
Formula
TABLE 5-10
Reliability R as a function of tR
Survival rate (R) %
tR
50
90.00
95.00
98.00
99.00
99.90
99.99
0
1.288
1.645
2.050
2.330
3.080
3.700
A safety factor of 1 is taken into account in determining the reliability from Eq. (5-113).
The fatigue strength reduction factor based on
reliability
CR ¼ 1 0:08ðtR Þ
If a factor of safety n0 is to be specified together with
reliability, then Eq. (5-112) is rewritten to give a new
expression for tR
n0 n0 ffi¼ s
tR ¼ psffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
^
^2s þ ^2
ð5-115Þ
The expression for safety factor n0 from Eq. (5-115)
n0 ¼
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1
s tR ^2s þ ^2
ð5-116aÞ
1
ð tR ^Þ
s
ð5-116bÞ
¼
The best-fitting straight line which fits a set of
scattered data points as per linear regression
The equations for regression
The correlation coefficient
ð5-114Þ
where tR is also called the deviation multiplication
factor (DMF), taken from Table 5-10.
y ¼ mx þ b
ð5-117Þ
where m is the slope and b is the intercept on the y
axis
P P
P
x y
xy m¼
ð5-118aÞ
Pn 2
P 2
x
x n
P
P
ym x
ð5-118bÞ
b¼
n
r¼
msx
sy
ð5-119Þ
where r lies between 1 and þ1.
If r is negative, it indicates that the regression line has
a negative slope.
If r ¼ 1, there is a perfect correlation, and if r ¼ 0,
there is no correlation.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
DESIGN OF MACHINE ELEMENTS FOR STRENGTH
The equation for frequency or density function
according to Weibull
f ðxÞ ¼
b
x0
x x0
x0
b 1 5.25
x x0 b
exp x0
ð5-120Þ
The cumulative distribution function
FðxÞ ¼
x x0 b
f ðxÞ dx ¼ 1 exp x0
x0
ðx
ð5-121Þ
b x
FðxÞ ¼ 1 exp Equation (5-121) after simplification
ð5-122Þ
REFERENCES
1. Maleev, V. L., and J. B. Hartman, Machine Design, International Textbook Company, Scranton,
Pennsylvania, 1954.
2. Shigley, J. E., and L. D. Mitchell, Mechanical Engineering Design, McGraw-Hill Book Company, New York,
1983.
3. Faires, V. M., Design of Machine Elements, The Macmillan Company, New York, 1965.
4. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering Co-operative
Society, Bangalore, India, Bangalore, India, 1962.
5. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Units),
Suma Publishers, Bangalore, India, 1986.
6. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986.
7. Juvinall, R. C., Fundamentals of Machine Component Design, John Wiley and Sons, New York, 1983.
8. Deutschman, A. D., W. J. Michels, and C. E. Wilson, Machine Design—Theory and Practice, Macmillan
Publishing Company, New York, 1975.
9. Edwards, Jr., K. S., and R. B. McKee, Fundamentals of Mechanical Component Design, McGraw-Hill
Publishing Company, New York, 1991.
10. Norton, R. L., Machine Design—An Integrated Approach, Prentice Hall International, Inc., Upper Saddle
River, New Jersey, 1996.
11. Lingaiah, K. Machine Design Data Handbook, McGraw-Hill Publishing Company, New York, 1994.
12. Metals Handbook, American Society for Metals, Vol. 10, 8th edition, p. 102, Metals Park, Ohio, 1975.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
6
CAMS
SYMBOLS3;4
a
A
Ac
b
B
ao ¼ o þ i
d
dh
Do
E1 , E2
f
f ðÞ
F
F
Fn
Ft
h
Ki , Ko
L
n
N1 , N2
r
Rc
Ro
Rp
Rr
R, S
S
S1
v
w
radius of circular area of contact, m (in)
acceleration of the follower, m/s2 (in/s2 )
follower overhang, m (in)
arc of pitch circle, m (in)
half the band of width of contact, m (in)
follower bearing length, m (in)
distance between centers of rotation, m (in)
diameter of shaft, m (in)
hub diameter, m (in)
minimum diameter of the pitch surface of cam, m (in)
moduli of elasticity of the materials which are in contact, GPa
(Mpsi)
cam factor, dimensionless
the desired motion of follower, as a function of cam angle
applied load, kN (lbf )
total external load on follower (includes weight, spring force,
inertia, friction, etc.), kN (lbf )
force normal to cam profile (Fig. 6-6), kN (lbf )
side thrust, kN (lbf )
depth to the point of maximum shear, m (in)
constants for input and output cams, respectively
length of cylinder in contact, m (in)
total distance through which the follower is to rise, m (in)
cam speed, rpm
forces normal to follower stem, kN (lbf )
radius of follower, m (in)
radius of the circular arc, m (in)
minimum radius of the pitch surface of the cam, m (in)
pitch circle radius, m (in)
radius of the roller, m (in)
functions of i and o , in basic spiral contour cams
displacement of the follower corresponding to any cam angle ,
m (in)
initial compression spring force with weight w, at zero position,
kN (lbf )
velocity of the follower, m/s (in/s)
equivalent weight at follower ends, kN (lbf )
6.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
CAMS
6.2
CHAPTER SIX
cartesian coordinates of any point on the cam surface
actual lift at follower end, m (in)
rise of cam, m (in)
radius of curvature of the pitch curve, m (in)
radii of curvature of the contact surfaces, m (in)
pressure angle, deg
maximum pressure angle, deg
angle through which cam is to rotate to effect the rise L, rad
cam angle corresponding to the follower displacement S, rad
angle rotated by the output-driven member, deg
angle rotated by the input driver, deg
angular velocity of cam, rad/s
coefficient of friction between follower stem and its guide
bearing
Poisson’s ratios for the materials of contact surfaces
maximum compressive stress, MPa (kpsi)
shear stress, MPa (kpsi)
x, y
y
yc
1 , 2
m
o
i
!
1 , 2
c;max
Particular
Cam factor
Formula
Ac
L
ð6-1Þ
The length of arc of the pitch circle
Ac ¼ Rp ð6-2Þ
The pitch circle radius
Rp ¼
fL
ð6-3Þ
The displacement of the center of the follower from
the center of cam (Fig. 6-1)
R ¼ Ro þ f ðÞ
ð6-4Þ
For pointed cam, the radius of curvature of the pitch
curve to roller follower
¼ Rr
ð6-5Þ
For roller follower, the radius of curvature of the
pitch curve must always be greater than the roller
radius to prevent points or undercuts
> Rr
ð6-6Þ
The radius of curvature for concave pitch curve
¼
f ¼
RADIUS OF CURVATURE OF DISK CAM
WITH ROLLER FOLLOWER
fR2 þ ½ f 0 ðÞ2 g3=2
R þ 2½ f 0 ðÞ2 R½ f 00 ðÞ
2
ð6-7Þ
where
R ¼ Ro þ f ðÞ;
The minimum radius of curvature
min ¼
dR
¼ f 0 ðÞ;
d
d 2R
¼ f 00 ðÞ
d2
R2o
Ro f 00 ðÞo
where f 00 ðÞo is the acceleration at ¼ 0
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð6-7aÞ
ð6-8Þ
CAMS
CAMS
Particular
The minimum radius of curvature of the cam curve c
6.3
Formula
c;min ¼ min Rr
ð6-9Þ
FIGURE 6-1
The radius of curvature for convex pitch curve
(Fig. 6-2)
The minimum radius of a mushroom cam for harmonic motion
The minimum radius of a mushroom cam for
uniformly accelerated and retarded motion
For cast-iron cam, the hub diameter
fR2 þ ½ f 0 ðÞ2 g3=2
R þ 2½ f 0 ðÞ2 R½ f 00 ðÞ
16200
1
L
Ro ¼
2
13131 1
L
Ro ¼
2
2
ð6-11Þ
dh ¼ 1:75d þ 13:75 mm ð1:75d þ 0:55 inÞ
ð6-13Þ
¼
2
ð6-10Þ
ð6-12Þ
Plate cam design radius of curvature:
For cycloidal motion
Refer to Fig. 6-10.
For harmonic motion
Refer to Fig. 6-11.
For eight-power polynomial motion
Refer to Fig. 6-12.
RADIUS OF CURVATURE OF DISK CAM
WITH FLAT-FACED FOLLOWER
The displacement of the follower from the origin
(Fig. 6-2)
R ¼ a þ f ðÞ
ð6-14Þ
The parametric equations of the cam contour
(Fig. 6-2)
x ¼ ½a þ f ðÞ cos f 0 ðÞ sin ð6-15aÞ
y ¼ ½a þ f ðÞ sin þ f 0 ðÞ cos ð6-15bÞ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
CAMS
6.4
CHAPTER SIX
Particular
Formula
The cam contour given by equations will be free of
cusps if
a þ f ðÞ þ f 00 ðÞ > 0
ð6-16Þ
Half of the minimum length of the flat-faced follower
or the minimum length of contact of the follower
b ¼ f 0 ðÞ
ð6-17Þ
FIGURE 6-2 (Courtesy of H. H. Mabie and F. W. Ocvivk,
Dynamics of Machinery, John Wiley and Sons, 1957.)
PRESSURE ANGLE (Figs. 6-3 and 6-4)
The pressure angle for roller follower
¼ tan1
The pressure angle for a plate cam or any cylindrical
cam giving uniform velocity to the follower
tan ¼
The pressure angle for a plate cam giving uniformly
accelerated and retarded motion to the follower
tan ¼
1 dR
R d
360L
360L
¼
2 Ro
Do
360 2L
when L > Do
ðDo þ LÞ
sffiffiffiffiffiffi
180 2 L
when L > Do
¼
Do
ð6-18Þ
ð6-19Þ
ð6-20aÞ
ð6-20bÞ
A precise pressure angle equation for a plate cam
giving harmonic motion to the follower or a tangential cam
90L
tan ¼ pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
R2o þ Ro L
For measuring maximum pressure angle of a parabolic cam with radially moving roller follower
Refer to Fig. 6-3 for nomogram of parabolic cam with
radially moving follower
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð6-21Þ
CAMS
CAMS
6.5
FIGURE 6-3 Nomogram for parabolic cam with radially moving follower.
Source: Rudolph Gruenberg, ‘‘Nomogram for Parabolic Cam with Radially Moving Follower,’’ in Douglas C. Greenwood,
Editor, Engineering Data for Product Design, McGraw-Hill Book Company, New York, 1961.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
CAMS
6.6
CHAPTER SIX
Particular
Formula
FIGURE 6-4 Nomogram to determine maximum pressure
angle. (Courtesy of E. C. Varnum, Barber-Coleman Co.)
Reproduced with permission from Machine Design, Cleveland, Ohio.
RADIAL CAM-TRANSLATING ROLLERFOLLOWER-FORCE ANALYSIS (Fig. 6-5)
The forces normal to follower stem (Fig. 6-5)
l
FR ¼ r Fn sin lg
lr þ lg
Fn sin lg
"
#
2lr þ lg
F ¼ Fn cos sin lg
FL ¼
The total external load
ð6-22Þ
ð6-23Þ
ð6-24Þ
F
2lr þ lg
sin cos lg
ð6-25Þ
lg
ð2lr þ lg Þ
ð6-26Þ
The force normal to the cam profile
Fn ¼
The maximum pressure angle for locking the follower
in its guide
m ¼ tan1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
CAMS
CAMS
Particular
6.7
Formula
FIGURE 6-5 Radial cam-translating roller-follower force analysis.
SIDE THRUST (Fig. 6-5)
The side thrust produced on the follower bearing
Fi ¼ F tan ð6-27Þ
ao
d
1þ o
di
do
ao
di
i ¼
d
1þ o
di
ð6-28Þ
BASIC SPIRAL CONTOUR CAM
The radius to point of contact at angle o (Fig. 6-6)
The radius to point of contact at angle i (Fig. 6-6)
o ¼
FIGURE 6-6 Basic spiral contour cam.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð6-29Þ
CAMS
6.8
CHAPTER SIX
Particular
Formula
BASIC SPIRAL CONTOUR CAM
CONSTANTS
The radius to point of contact at angle o
The radius to point of contact at angle i
ao
Ko dS
1þ
Ki dR
K
dS
ao o
Ki dR
i ¼
K
dS
1þ o
Ki dR
o ¼
where R ¼
For characteristic curves of cycloidal, harmonic, and
eight-power polynomial motions
ð6-30Þ
ð6-31Þ
i
d
d
; S ¼ o ; i ¼ ki ; and o ¼ ko :
Ki
Ko dR
dS
Refer to Figs. 6-7 to 6-12
HERTZ CONTACT STRESSES
Contact of sphere on sphere
The radius of circular area of contact
The maximum compressive stress
vffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
#ffi
u "
2
2
u
1
v
1
v
1
2
u3F
þ
u
E1
E2
u
a ¼ 3u
t
1
1
þ
4
1 2
c;max ¼
3F
2 a2
ð6-32Þ
ð6-33Þ
Contact of cylindrical surface on cylindrical
surface
Width of band of contact
The maximum compressive stress
The maximum compressive stress for 1 ¼ 2 ¼ 0:3
vffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
"
u
#
u
1 v21
1 v21
u16F
þ
u
E1
E2
u
2b ¼ u
t
1
1
þ
L
1 2
2F
bL
vffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ffi
u
u0:35F 1 þ 1
u
u
1 2
c;max ¼ u t
1
1
þ
L
E1 E2
c;max ¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð6-34Þ
ð6-35Þ
ð6-36Þ
CAMS
CAMS
6.9
FIGURE 6-7 Cycloidal motion characteristics. S ¼ displacement, inches; V ¼ velocity, inches per degree; A ¼ acceleration,
inches per degree2 . (From ‘‘Plate Cam Design—with Emphasis on Dynamic Effects,’’ by M. Kloomok and R. V. Muffley,
Product Eng., February 1955.) Reproduced with permission from Machine Design, Cleveland, Ohio.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
CAMS
6.10
CHAPTER SIX
FIGURE 6-8 Harmonic motion characteristics. S ¼ displacement, inches; V ¼ velocity, inches per degree; A ¼ acceleration,
inches per degree2 . (From ‘‘Plate Cam Design—with Emphasis on Dynamic Effects,’’ by M. Kloomok and R. V. Muffley,
Product Eng., February 1955.) Reproduced with permission from Machine Design, Cleveland, Ohio.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
CAMS
CAMS
6.11
FIGURE 6-9 Eighth-power polynomial motion characteristics. S ¼ displacement, inches; V ¼ velocity, inches per degree;
A ¼ acceleration, inches per degree2 . (From ‘‘Plate Cam Design—with Emphasis on Dynamic Effects,’’ by M. Kloomok and
R. V. Muffley, Product Eng., February 1955.) Reproduced with permission from Machine Design, Cleveland, Ohio.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
CAMS
6.12
CHAPTER SIX
FIGURE 6-10 Cycloidal motion. (From ‘‘Plate Cam Design—Radius of Curvature,’’ by M. Kloomok and R. V. Muffley,
Product Eng., September 1955.) Reproduced with permission from Machine Design, Cleveland, Ohio.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
CAMS
CAMS
6.13
FIGURE 6-11 Harmonic motion. (From ‘‘Plate Cam Design—Radius of Curvature,’’ by M. Kloomok and R. V. Muffley,
Product Eng., September 1955.) Reproduced with permission from Machine Design, Cleveland, Ohio.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
CAMS
6.14
CHAPTER SIX
FIGURE 6-12 Eighth-power polynomial motion. (From ‘‘Plate Cam Design—Radius of Curvature,’’ by M. Kloomok and
R. V. Muffley, Product Eng., September 1955.) Reproduced with permission from Machine Design, Cleveland, Ohio.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
CAMS
CAMS
Particular
6.15
Formula
TABLE 6-1
Cam factors for basic curves
Types of motion
Pressure angle
deg
,
10
15
20
25
30
35
40
45
Uniform
Modified uniform
Simple harmonic
Parabolic and cycloidal
5.67
3.73
2.75
2.14
1.73
1.43
1.19
1.00
5.84
3.99
3.10
2.58
2.27
2.06
1.92
1.82
8.91
5.85
4.32
3.36
2.72
2.24
1.87
1.57
11.34
7.46
5.50
4.28
3.46
2.86
2.38
2.00
The maximum shear stress
max ¼ 0:295c;max
ð6-37Þ
The depth to the point of maximum shear
h ¼ 0:786b
ð6-38Þ
For further data on characteristic equations of basic
curves, different motion characteristics, cam factors,
materials for cams and followers, and displacement
ratios
Refer to Tables 6-1 and Figures 6-7, 6-8 and 6-9.
For materials of cams refer to Chapter 1 on ‘‘Properties of Engineering Materials.’’
REFERENCES
1. Rothbart, H. A., Cams, John Wiley and Sons, New York, 1956.
2. Marks, L. S., Mechanical Engineers’ Handbook, McGraw-Hill Book Company, New York, 1951.
3. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Co-operative Society, Bangalore, India, 1962.
4. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986.
5. Rothbart, H. A., Mechanical Design and Systems Handbook, McGraw-Hill Book Company, New York, 1964.
6. Shigley, J. E., Theory of Machines, McGraw-Hill Book Company, New York, 1961.
7. Mabie, H. H., and F. W. Ocvirk, Mechanisms and Dynamics of Machinery, John Wiley and Sons, New York,
1957.
8. Kent, R. T., Mechanical Engineers’ Handbook—Design and Production, Vol. II. John Wiley and Sons, New
York, 1961.
9. Klcomok, M., and R. V. Muffley, ‘‘Plate Cam Design—with Emphasis on Dynamic Effects,’’ Product Eng.,
February 1955.
10. Klcomok, M., and R. V. Muffley, ‘‘Plate Cam Design—Radius of Curvature,’’ Product Eng., February 1955.
11. Varnum, E. C., ‘‘Circular Nomogram—Theory and Practice Construction Technique,’’ Barber-Coleman Co.,
Product Eng.
12. Gruenberg, R., ‘‘Nomogram for Parabolic Cam with Radially Moving Follower,’’, in Douglas C. Greenwood,
Editor, Engineering Data for Product Design, McGraw-Hill Book Company, New York, 1996.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
7
PIPES, TUBES, AND CYLINDERS
SYMBOLS5;6;9
d
dc
di
do
e
E
h or t
I
K
L
p
pc
pcr
pi
po
ri
c
r
rðmaxÞ
sa
su
ðmaxÞ
max
diameter of cylinder, m (in)
diameter of contact surface in compound cylinder, m (in)
inside diameter of cylinder or pipe or tube, m (in)
outside diameter of cylinder or pipe or tube, m (in)
factor for expanded tube ends
modulus of elasticity, GPa (Mpsi)
thickness of cylinder or pipe or tube, m (in)
moment of inertia, area, m4 or cm4 (in4 )
constant
maximum distance between supports or stiffening rings, m
(in)
maximum allowable working pressure, MPa (psi)
unit pressure between the compound cylinders, MPa (psi)
collapsing pressure, MPa (psi)
internal pressure, MPa (psi)
external pressure, MPa (psi)
inside radius of tube or pipe, m (in)
permissible working stress, from Table 7-1, MPa (psi)
crushing stress, MPa (psi)
radial stress (also with primes), MPa (psi)
maximum radial stress, MPa (psi)
maximum allowable stress value at design condition, MPa
(psi)
ultimate strength, MPa (psi)
tangential stress (also with primes), MPa (psi)
maximum tangential stress, MPa (psi)
maximum shear stress, MPa (psi)
Poisson’s ratio
efficiency, from Table 7-4
Note: The initial subscript s, along with , which stands for strength, is used throughout this book.
7.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PIPES, TUBES, AND CYLINDERS
7.2
CHAPTER SEVEN
Particular
Formula
LONG THIN TUBES WITH INTERNAL
PRESSURE
The permissible steam pressure in steel and iron pipes
(Table 7-1) according to ASME Power Boiler Code
p¼
2sa
ðh 1:625 103 Þ 0:9
do
SI ð7-1aÞ
where h, do in m, and p and in MPa.
p¼
2sa
ðh 0:065Þ 125
do
USCS
ð7-1bÞ
where h, do in in, and p and in psi.
For tubes from 6.35 mm (0.25 in) to 127 mm (5 in)
nominal diameter
p¼
2sa
ðh 2:54 103 Þ
do
SI ð7-2aÞ
where h, do in m, and p and in MPa.
p¼
2sa
ðh 0:1Þ
do
USCS
ð7-2bÞ
where h, do in in, and p and in psi.
For over 127 mm (5 in) diameter
The minimum required thickness of ferrous tube up
to and including 125 mm (5 in) outside diameter
subjected to internal pressure as per ASME Power
Boiler Code
The maximum allowable working pressure (MAWP)
from Eq. (7-3) as per ASME Power Boiler Code
h¼
pdo
þ 0:005do þ e
2sa þ p
ð7-3Þ
where sa is the maximum allowable stress value at
design condition and e is the thickness factor
for expanded tube ends.
Refer to Table 7-1 for sa .
Refer to table 7-2 for e.
2h 0:01do 2e
p ¼ sa
do ðh 0:005do eÞ
¼ sa
2h 0:01do 2e
1:005d0 h þ e
For maximum allowable working pressure
Refer to Table 9-1.
The minimum required thickness of ferrous pipe
under internal pressure as per ASME Power Boiler
Code
h¼
or
ð7-4Þ
pdo
pri
þC ¼
þC
2sa þ 2yp
sa ð1 yÞp
ð7-5Þ
where
¼ efficiency (refer to Table 7-4 for )
y ¼ temperature coefficient (refer to Table 7-3 for y)
C ¼ minimum allowance for the threading and structural stability, mm (in) (refer to Table 7-5 for h
values and Table 7-6 for C values).
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2
1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
S31500
S31500
TP410
TP405
TpxM-8
TpxM-8
18Cr-2Mo
18Cr-2Mo
TP304L
TP304H, TP304
TP304N
TP304N
TP316L
TP316L
TP316H
XM-15
XM-15
TP316N
TP316N
XM-29
TP321
TP321H
FP347H
TP348
TP348H, TP347H
S30815
T1
T12
Fp11
T1
Low Alloy Steel:
SA-209g
SA-213
SA-369
SA-250
(B) High Alloy Steels
SA-268
SA-268
SA-268
SA-268
SA-268
SA-268
SA-249. SA-312
SA-213, SA-312
SA-213, SA-312
SA-249, SA-312
SA-213, SA-312
SA-312, SA-688
SA-452
SA-312
SA-213
SA-213
SA-312
SA-312, SA-688
SA-213, SA-312
SA-249, SA-312
SA-430
SA-213
SA-249, SA-312
SA-213, SA-312
SA-789, SA-790
SA-789, SA-790
SA-789, SA-790, SA-669
SA-789, SA-790
C
C
SA-210
SA-557b,f
c
(A) Carbon and Low Alloy Steels
Carbon Steel:
SA-106c
A
Grade, alloy
designation
and temper
Specification
number
S4 1 000
S40500
S43035
S43035
S44400
S44400
S30403
S30409, S30400
S30451
S30451
S31603
S31603
S31609
S31800
S38100
S31651
S3i651
S24000
S32100
S32109
S34700
S34800
S34809, S34709
S30815
S32550
S32550
S31500
S31500
3
UNS
number
13Cr
12Cr-1Al
18Cr-Ti
18Cr-Ti
18Cr-2Mo
18Cr-2Mo
18Cr-8Ni
18Cr-8Ni
18Cr-8Ni-N
18Cr-8Ni-N
16Cr-12Ni-2Mo
16Cr-12Ni-2Mo
16Cr-12Ni-2Mo
18Cr-18Ni-2Si
18Cr-18Ni-2Si
16Cr-12Ni-2Mo-N
16Cr-12Ni-2Mo-N
18Cr-3Ni-12Mn
18Cr-10Ni-Ti
18Cr-10Ni-Ti
18Cr-10Ni-Cb
18Cr-10Ni-Cb
18Cr-10Ni-Cb
21Cr-11Ni-N
25.5Cr-5.5Ni-3.5Mo-Cu
25.5Cr-5.5Ni-3.5Mo-Cu
18Cr-5Ni-3Mo
18Cr-5N-3Mo
1Cr-12Mo
114Cr-12Mo-Si
C-12Mo*
C-Mn-Si
C-Mn
C-si
4
Nominal
composition
and size, mm (in)
Smls.Tb
Wld.Tbf
Wld.Tbd;f
Smls.Tbd;f
Wld.Tbd;f
Smls.Tbd;f
Wld.Tbf & Pp
Smls.Tbg,h & Pp
Smls.Tb & Ppg,h
Wld.Th & Ppf,g,h
Smls.Tb & Pp
Wld.P & Tbf
Cast. Ppg
Wld.Tbf,g
Smls.Tbg
Smls.Tbg,h
Wld.Ppf,g,h
Wld.Ppf & Tb
Smls.Tbg,h & Pp
Wld.Tb & Ppf
Smls.Ppg
Smls.Tbg,h
Wld.Tb & Ppf,g
Smls.Tb & Ppf
Smls.Tb & Ppd
Wld.Tb & Ppd
Smls.Tbd,f
Wld.Tbd,f
Smls.Tb
Smls.Tb
Smls.Pp
Wld Pp & Tb
Smls.Tb**
Smls.Tb
Smls† .Pp*
5
Product
form
TABLE 7-1
Maximum allowable stress values in tension of metals for tubes and pipes, sa
207
207
207
207
276
276
172
207
241
241
172
172
207
207
207
241
241
379
207
207
207
207
207
310
552
552
441
441
207
207
207
207
276
276
207
6
MPa
30
30
30
30
40
40
25
30
35
35
25
25
30
30
30
35
35
55
30
30
30
30
30
45
80
80
64
64
30
30
30
30
40
40
30
7
kpsi
Specified
minimum
yield
strength, sy
414
414
414
414
414
414
483
517
552
552
483
483
517
517
517
552
552
689
517
517
483
517
517
600
758
758
634
634
379
414
414
379
483
483
331
8
MPa
48
60
60
60
60
60
60
70
75
80
80
70
70
75
75
75
80
80
100
75
75
70
75
75
87
110
110
92
92
55
60
60
55
70
70
9
kpsi
Specified
minimum
tensile
strength, st
103
88
88
103
88
103
92
130
138
117
108
92
130
110
130
138
117
146
130
110
130
130
110
150
190
161
159
135
10
MPa
15.0
12.8
12.8
15.0
12.8
15.0
13.3
18.8
20.0
17.0
15.7
13.3
18.8
15.9
18.8
20.0
17.0
21.2
18.8
16.0
18.8
18.8
16.0
21.8
27.5
23.4
23.0
19.6
11
kpsi
38
(100)
99
84
84
98
84
99
78
123
138
117
92
78
130
104
122
138
117
143
127
93
123
123
105
149
189
161
153
130
12
MPa
14.3
12.2
12.)
14.3
12.2
14.3
11.4
17.8
131
17.0
13.3
11.3
18.8
15.1
17.7
20.0
17.0
20.8
18.4
13.5
17.9
17.9
15.2
21.6
27.4
23.3
22.2
18.9
13
kpsi
93
(200)
95
81
81
95
81
95
70
115
20.0
111
82
70
127
97
115
132
112
132
119
83
113
113
97
141
177
151
147
125
14
MPa
13.8
11.8
11.8
13.8
11.8
13.8
10.2
16.6
19.0
16.1
11.9
10.1
18.4
14.1
16.6
19.2
16.3
19.2
17.3
12.1.
16.4
16.4
14.0
20.4
25.7
21.9
21.3
18.1
15
kpsi
150
(300)
92
78
78
92
78
92
64
112
126
108
75
63
125
95
111
130
110
119
118
76
107
107
91
135
170
145
146
124
16
MPa
13.3
11.3
11.3
13.3
11.3
13.3
9.3
16.2
18.3
15.6
10.8
9.2
18.1
13.7
16.1
18.8
16.0
17.3
17.1
11.0
15.5
15.3
13.2
19.6
24.7
21.0
21.2
18.0
17
kpsi
205
(400)
Maximum allowable stress, sa
89
75
75
89
75
88
60
110
123
104
69
59
124
93
110
128
109
110
118
70
103
103
88
127
170
145
146
124
18
MPa
12.9
10.9
10.9
12.9
10.9
12.8
8.7
15.9
17.8
15.1
10.0
8.5
18.0
13.5
15.9
18.6
15.8
16.0
17.1
10.2
14.9
14,9
12.7
18.4
24.7
21.0
21.2
18.0
19
kpsi
260
(500)
PIPES, TUBES, AND CYLINDERS
7.3
21
20
22
MPa
23
kpsi
370
(700)
7.4
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
21.2
18.0
146
124
146
124
53
105
115
98
59
50
110
89
104
127
108
97
107
63
101
101
86
116
8.0
15.9
17.1
14.6
9.0
7.6
16.3
13.5
15.9
18.6
15.8
14.7
15.8
9.3
14.7
14.7
12.5
17.3
21.2
18.0
65
65
93
99
93
84
77
10.3
10.3
13.8
15.0
14.2
12.8
12.1
64
83
70
24
MPa
(B) High Alloy Steels
73
10.6
71
73
10.6
71
86
12.4
72
10.5
86
12.4
57
8.3
55
110
15.9
110
120
17.4
118
102
14.8
101
51
7.4
62
55
8.0
52
117
17.0
112
93
13.5
93
110
15.9
110
128
18.6
128
109
15.8
109
106
15.4
101
112
16.4
109
67
9.7
64
101
14.7
101
101
14.7
101
86
12.5
86
122
17.7
119
95
103
Low Alloy Steels
13.8
95
15.0
103
98
88
12.8
88
86
12.4
83
(A) Carbon and Low Alloy Steels
Carbon Steel:
83
12.0
81
11.7
121
17.5
115
16.6
103
15.0
97
14.1
kpsi
MPa
315
(600)
7.7
15.2
16.6
14.2
8.6
7.3
15.9
12.9
15.1
18.4
15.6
14.1
15.5
9.2
14.7
14.7
12.5
16.8
9.4
9.4
13.5
14.4
13.5
12.2
11.1
9.3
12.0
10.2
25
kpsi
427
(800)
14.7
15.9
13.5
15.5
12.4
14.6
18.1
15.4
15.3
9.0
14.7
14.7
12.5
16.3
107
85
101
125
106
106
62
101
101
86
112
8.2
12.7
11.0
12.5
11.0
9.7
6.5
5.0
5.5
27
kpsi
101
110
93
57
86
76
86
76
67
45
35
38
26
MPa
482
(900)
13.8
8.9
14.4
14.0
12.3
14.9
13.7
17.4
14.8
95
120
102
95
61
99
97
84
103
15.3
13.8
15.0
12.7
3.4
4.8
5.5
6.2
4.1
6.4
2.5
1.5
2.1
29
kpsi
106
95
103
86
23
33
38
48
98
44
17
10
15
28
MPa
538
(1000)
48
52
90
63
76
62
85
72
85
6.9
7.5
13.0
9.1
11.1
9.0
12.4
10.5
12.4
9.8
9.7
8.3
2.9
20
68
67
57
4.0
2.6
31
kpsi
27
18
30
MPa
593
(1100)
24
32
55
30
46
36
51
43
51
42
41
35
7
8
7
32
MPa
3.6
4.6
7.9
4.4
6.7
5,2
7.4
6.3
7.4
6.1
6.0
5.1
1.0
1.2
1.0
33
kpsi
650
(1200)
for metal temperature, 8C (8F), not exceeding
TABLE 7-1
Maximum allowable stress values in tension of metals for tubes and pipes, sa (Cont.)
12
19
30
15
25
21
28
25
34
MPa
1.7
2.7
4.4
2.2
3.7
3.1
4.1
3.7
35
kpsi
704
(1300)
5
11
17
8
15
13
16
16
36
MPa
0.8
1.6
2.5
1.2
2.1
1.9
2.3
2.3
37
kpsi
760
(1400)
2
7
9
5
8
9
9
10
38
MPa
0.3
1.0
1.3
0.8
1.1
1.3
1.3
1.4
39
kpsi
815
(1500)
SA-268
SA-268
SA-268
SA-268
SA-268
SA-249, SA-312
SA-213, SA-312
SA-213, SA-312
SA-249, SA-312
SA-213, SA-312
SA-312, SA-688
SA-452
SA-312
SA-213
SA-213
SA-312
SA-312, SA-688
SA-213, SA-312
SA-249, SA-312
SA-430
SA-213
SA-249, SA-312
SA-312, SA-213
SA-789, SA-790
SA-789, SA-790
SA-789, SA-790, SA-669
SA-789, SA-790
SA-209g
SA-213
SA-369
SA-250
SA-268
SA- 106c
SA-210c
SA-557b,f
40
Specification number
PIPES, TUBES, AND CYLINDERS
2
Specification
number
1
e
SB-234
pp
SB-467
C700-Ann
LCW***
p
Nickel and High Nickel Alloys:
SB-161
201 Ann
SB-163
800H Annk
SB-163
825 Annk
SB-144
625 Annp
SB-468
20 cb.Wld. Annk,p
SB-619
C-276 Sol. Annp
SB-619
G. Sol. Annk,p
SB-543
C71500 Ann
SB-466
C71500 Ann
p
655. Ann
SB-315
g
192 Ann
SB-1 1 1
Copper and Copper Alloys:
SB-111
102, 120, 122, 142i
6061-T6
3003-H25
SB-234
e
3003-H118
5083-H111d,p
1060-H14e
SB-241
SB-241
SB-234
e
6061-T6
SB-210
e
(C) Non-ferrous Metals
Aluminum and Aluminum Alloys:
SB-210
1060-1114d
Grade, alloy
designation
and temper
N02201
N08810
N08825
N06625
N08020
N10276
N06007
3
UNS
number
Ni Low C
Ni-Fe-Cr
Ni-Fe-Cr-Mo-Cu
Ni-Cr-Mo-Cb
Cr-Ni-Fe-Mo-Cu-Cb
Ni-Mo-Cr (All sizes)
Ni-Cr-Fe-Mo-Cu
(All sizes)
(Up to 112.5 incl)
(up to 412 incl)
Ann
LD‡
HD**
Up to 125
(up to 5.00)
0.250–12.50
(0.010–0.5000)
0.625–6.225
(0.025–0.249)
0.250–12.500
(0.010–0.500)
0.625–12.50
(0.025–0.50)
Under 25 (under 1)
4
Nominal
composition
and size, mm (in)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Pp & Tb
Pp & Tb
Pp & Tb
Pp & Tb
Pp & Tb
Pp & Tb
Wld.Cu-Ni-90/10Tb
Smls. Copper, iron alloy
condenser Tb
Smls. Cu-Si
Alloy Pp and Th
Smls. Cu-Ni
70/30 Pp & Tb.
Wld. Cu-Ni-70/30 Pp
Smls. Copper condenser,
Tb.
Smls.Pp
Smls. extruded Tb
Condenser and heat
exchanger Tb
Condenser and heat
exchanger Tb
Condenser and heat
exchanger Tb
Smls.Tb
Drawn
5
Product
form
69
69
172
241
414
241
283
242
103
241
138
124
103
62
207
276
83
241
131
165
131
69
241
6
MPa
10
25
35
60
35
41
35
15
35
20
18
15
9
30
40
12
35
19
24
19
10
35
10
7
kpsi
Specified
minimum
yield
strength, sy
TABLE 7-1
Maximum allowable stress values in tension of metals for tubes and pipes, sa (Cont.)
83
345
448
586
827
552
689
620
270
310
345
345
345
207
248
310
262
290
145
186
228
83
290
8
MPa
50
65
85
120
80
100
90
40
45
50
50
50
30
36
45
38
42
21
27
33
12
42
12
9
kpsi
Specified
minimum
tensile
strength, st
46
112
146
207
117
146
132
59
59
87
83
69
41
62
78
52
72
38
47
57
21
72
21
10
MPa
6.7
16.2
21.2
30.0
17.0
21.2
19.1
8.5
8.5
12.6
12.0
10.0
6.0
9.0
11.3
7.5
10.5
5.5
6.8
8.3
3.0
10.5
3.0
11
kpsi
38
(100)
44
112
146
207
117
146
132
56
56
61
78
69
33
62
78
46
72
38
46
57
21
72
21
12
MPa
6.4
16.2
21.2
30.0
17.0
21.2
19.1
8.1
8.1
8.9
11.3
10.0
4.8
9.0
11.3
6.7
10.5
5.5
6.7
8.3
3.0
10.5
3.0
13
kpsi
93
(200)
43
112
146
207
115
146
132
52
52
61
75
69
32
60
78
42
58
30
37
38
18
58
18
14
MPa
6.3
16.2
21.2
30.0
16.8
21.2
19.1
7.6
7.6
8.8
10.8
10.0
4.7
8.7
11.3
6.1
8.4
4.3
5.4
5.5
2.6
8.4
2.6
15
kpsi
150
(300)
43
112
146
194
110
143
128
50
50
61
71
35
21
57
30
31
17
17
21
8
31
8
16
6.2
16.2
21.2
28.2
15.9
20.7
18.6
7.2
7.2
8.8
10.3
5.0
3.0
8.2
4.3
4.5
2.4
2.5
3.0
1.2
4.5
1.2
17
kpsi
205
(400)
MPa
Maximum allowable stress
43
110
146
186
107
140
126
43
43
61
68
18
MPa
6.2
16.0
21.2
27.0
15.5
20.3
18.3
6.3
6.3
8.8
9.9
19
kpsi
260
(500)
PIPES, TUBES, AND CYLINDERS
7.5
21
20
22
MPa
23
kpsi
370
(700)
Nickel and High Nickel Alloy
6.2
43
6.2
16.0
108
15.7
21.2
145
21.0
26.4
179
26.0
15.1
101
14.7
20.0
135
19.6
17.9
123
17.8
9.6
8.8
4.3
4.3
41
105
143
179
99
134
120
24
MPa
5.9
15.3
20.8
26.0
14.3
19.4
17.4
25
kpsi
427
(800)
4.5
14.8
20.5
26.0
18.9
17.0
130
117
27
kpsi
31
102
141
179
26
MPa
482
(900)
128
111
21
99
36
179
28
MPa
18.5
16.1
3.0
14.4
19.7
26.0
29
kpsi
538
(1000)
12.7
26.0
179
88
2.0
11.6
31
kpsi
14
80
30
MPa
593
(1100)
57
91
8
51
32
MPa
8.3
13.2
1.2
7.4
33
kpsi
650
(1200)
32
34
MPa
4.7
35
kpsi
704
(1300)
21
36
MPa
3.0
37
kpsi
760
(1400)
13
38
MPa
1.9
39
kpsi
815
(1500)
SB-161
SB-163
SB-163
SB-444
SB-468
SB-619
SB-619
SB-111
SB-111
SB-315
SB-466
SB-467
SB-543
SB-210
SB-210
SB-241
SB-241
SB-234
SB-234
SB-234
40
Specification number
Source: The American Society of Mechanical Engineers, Boiler and Pressure Vessel Code, Section VIII, Division 1, July 1986.
* Pp ¼ pipe; ** Tb ¼ tube; *** LCW ¼ light cold worked; Smls ¼ seamless; Wld ¼ welded; ‡ LD ¼ light drawn; HD ¼ hard drawn; Ann ¼ annealed; Soln Ann ¼ solution annealed.
Notes: The superscript letters a, b, c, etc., refer to notes under each category of (A) Carbon and Low Alloy Steels, (B) High Alloy Steels, and (C) Non-ferrous Metals in Tables 8-9, 8-10, and 8-11 in
Chapter 8.
43
110
146
182
104
138
123
67
61
30
30
Copper and Copper Alloys:
(C) Non-ferrous Metals
Aluminum and Aluminum Alloys:
kpsi
MPa
315
(600)
for metal temperature, 8C (8F), not exceeding
TABLE 7-1
Maximum allowable stress values in tension of metals for tubes and pipes, sa (Cont.)
PIPES, TUBES, AND CYLINDERS
7.6
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PIPES, TUBES, AND CYLINDERS
PIPES, TUBES, AND CYLINDERS
7.7
TABLE 7-2
Thickness factor for expanded tube ends e for use in Eqs. (7-3) and (7-4)
Particular
Value of e
Over a length at least equal to the length of the seat plus 25 mm (1 in) for tubes expanded into tube seats,
except
0.04
For tubes expanded into tube seats provided the thickness of the tube ends over a length of the seat plus
25 mm (1 in) is not less than the following:
2.375 mm (0.095 in) for tubes 31.25 mm (1.25 in) OD
2.625 mm (0.105 in) for tubes >31.25 mm (1.25 in) OD and 50 mm (2 in) OD, including
3.000 mm (0.120 in) for tubes >50 mm (2 in) and 75 mm (3 in) OD, including
3.375 mm (0.135 in) for tubes >75 mm (3 in) OD and 100 mm (4 in) OD, including
3.75 mm (0.150 in) for tubes >100 mm (4 in) and 125 mm (5 in) OD, including
0
For tubes strength-welded to headers and drums
0
Source: ASME Boiler and Pressure Vessel Code, Section 1, 1983.
TABLE 7-3
Temperature coefficient y
Temperature, 8C (8F)a
Material
482 (900)a
510
(950)
540
(1000)
565
(1050)
595
(1100)
620 (1150)
Ferrite steels
0.4
0.5
0.7
0.7
0.7
0.7
Austenitic steels
0.4
0.4
0.4
0.4
0.5
0.7
For nonferrous materials
0.4
0.4
0.4
0.4
0.4
0.4
a
Temperatures in parentheses are in Fahrenheit (8F). Values of y between temperatures not listed may be determined by interpolation.
Source: ASME Boiler and Pressure Vessel Code, Section 1, 1983.
TABLE 7-4
Efficiency of joints, Particular
Efficiency, Longitudinal welded joints or of ligaments between openings, whichever is lower
Seamless cylinders
1.00
For welded joints provided all weld reinforcement on the longitudinal joints is removed
substantially flush with the surface of the plate
1.00
For welded joints with the reinforcement on the longitudinal joints left in place
0.90
Riveted joints
Refer to Table 13-4
(Chap. 13)
Ligaments between openings
Refer to Eqs. under
Ligament (Chap. 8)
Welded joint efficiency factor
Refer to Table 8-3
(Chap. 8)
Source: ASME Boiler and Pressure Vessel Code, Section 1, 1983.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PIPES, TUBES, AND CYLINDERS
7.8
CHAPTER SEVEN
Particular
Formula
TABLE 7-5
The depth of thread h (formula h ¼ 0:8=i )
Number of threads per mm (in), i
Depth of thread, h mm (in)
0.32 (8)
0.46 (11.5)
2.5 (0.100)
1.715 (0.0686)
Source: ASME Boiler and Pressure Vessel Code, Section 1, 1983.
The maximum allowable working pressure from
Eq. (7-5) as per ASME Power Boiler Code
The minimum required thickness of nonferrous
seamless tubes and pipes for outside diameters
12.5 mm (0.5 in) to 150 mm (6 in) inclusive and for
wall thickness not less than 1.225 mm (0.049 in) as
per ASME Power Boiler Code
The maximum allowable working pressure as per
ASME Power Boiler Code
p¼
2sa ðh CÞ
sa ðh CÞ
or p ¼
ð7-6Þ
do 2yðh CÞ
ri þ ð1 yÞðh CÞ
h¼
pdo
þC
2sa
ð7-7Þ
Refer to Table 7-6 for values of C.
p¼
2sa
ðh CÞ
do
ð7-8Þ
ð7-9Þ
The minimum required thickness of tubes made of
steel or wrought iron subjected to internal pressure
which are used in watertube and firetube boilers as
per ASME Power Boiler Code
h ¼ 0:0251do
The minimum required thickness of tubes made of
nonferrous materials such as copper, red brass,
admiralty and copper-nickel alloys used in watertube
and firetube boilers with a design pressure over
207 kPa (30 psi) but not greater than 414 kPa (60 psi)
h¼
do
þ 0:75
30
SI
ð7-10aÞ
h¼
do
þ 0:03
30
USCS
ð7-10bÞ
The minimum required thickness of tubes made of
nonferrous materials such as copper, red brass,
admiralty and copper-nickel alloys used in steam
boilers of less than 103 kPa (15 psi) and water boilers
of less than 207 kPa (30 psi)
h¼
do
þ 0:75
45
SI
ð7-11aÞ
h¼
do
þ 0:03
45
USCS
ð7-11bÞ
The minimum required thickness of tubes when made
of nonferrous materials but assembled with fittings,
which are based on materials used, and based on
whether the pressure is over 207 kPa (30 psi), but
not in excess of 1013 kPa (160 psi) or whether the
pressure does not exceed 207 kPa (30 psi)
h¼
do
þ 0:75 except for copper ¼ 0:027
factor
The formula for permissible pressure in wrought-iron
and steel tubes for watertube boilers according to
ASME Power Boiler Code
SI ð7-12aÞ
do
h¼
þ 0:03
USCS ð7-12bÞ
factor
h 1 103
0:32
SI ð7-13aÞ
p ¼ 125
do
where h, do in m, and p in MPa.
h 0:039
p ¼ 18000
250
USCS ð7-13bÞ
do
where h, do in in, and p in psi.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PIPES, TUBES, AND CYLINDERS
PIPES, TUBES, AND CYLINDERS
Particular
7.9
Formula
h 1 103
p ¼ 96:5
do
SI
where h, do in m, and p in MPa.
h 0:039
USCS
p ¼ 14000
do
where h, do in in, and p in psi.
h 1 103
p ¼ 73
do
SI
where h, do in m, and p in MPa.
h 0:039
USCS
p ¼ 10600
do
ð7-14aÞ
ð7-14bÞ
ð7-15aÞ
ð7-15bÞ
where h, do in in, and p in psi.
Formula (7-13) applies to seamless tubes at all pressures, to welded steel tubes at pressure below 6 MPa
(875 psi), and to lap-welded wrought-iron tubes at
pressures below 2.5 MPa (358 psi).
Formula (7-14) applies to welded steel tubes at pressures of 6 MPa (875 psi) and above.
Formula (7-15) applies to lap-welded wrought-iron
tubes at pressures of 2.5 MPa (358 psi) and above.
ENGINES AND PRESSURE CYLINDERS
The wall thickness of engines and pressure cylinders
h¼
pdi
þ 7:5 103
2sta
SI
ð7-16aÞ
where p, st in MPa, and di and h in m.
h¼
pdi
þ 0:3
2sta
USCS
ð7-16bÞ
where p, t in psi, and di and h in in.
sta ¼ 9 MPa (1250 psi) for ordinary grades of cast
iron.
OPENINGS IN CYLINDRICAL DRUMS
The largest permissible diameter of opening according
to D. S. Jacobus
p
3 ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
do hð1:0 KÞ
SI
ð7-17aÞ
where do and h in m
p
3 ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
d ¼ 2:75 do hð1:0 KÞ
USCS
ð7:17bÞ
d 0 ¼ 0:81
0
where do and h in in.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PIPES, TUBES, AND CYLINDERS
7.10
CHAPTER SEVEN
Particular
Formula
K¼
pdo
2h
5
su
USCS
ð7-17bÞ
The maximum diameter of the unreinforced hole
should be limited to 0.203 m (8 in) and should not
exceed 0:6do .
THIN TUBES WITH EXTERNAL PRESSURE
Professor Carman’s formulas for the collapsing
pressure for seamless steel tubes
3
h
pcr ¼ 346120
do
SI
ð7-18aÞ
where h, do in m, and pcr in MPa.
3
h
pcr ¼ 50200000
USCS ð7-18bÞ
do
h
where h, do in in, and pcr in psi when < 0:025.
d
o
h
1:50
SI ð7-19aÞ
pcr ¼ 658:5
do
where h, do in m, and pcr in MPa
h
2090
USCS
pcr ¼ 95520
do
Professor Carman’s formula for the collapsing
pressure for lap-welded steel tubes
Professor Carman’s formula for the collapsing
pressure for lap-welded brass tubes
where h, do in in, and pcr in psi
h
when > 0:03
do
h
0:72
pcr ¼ 574
do
SI
ð7-19bÞ
ð7-20aÞ
where h, do in m, and pcr in MPa
h
1025
USCS ð7-20bÞ
pcr ¼ 83290
do
h
where h, do in in, and pcr in psi when > 0:03
d
o
3
h
SI ð7-21aÞ
pcr ¼ 173385
do
where h, do in m, and pcr in MPa
3
h
USCS ð7-21bÞ
pcr ¼ 25150000
do
h
where h, do in in, and pcr in psi when < 0:025
d
o
h
1:75
SI ð7-22aÞ
pcr ¼ 644
do
where h, do in m, and pcr in MPa
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PIPES, TUBES, AND CYLINDERS
PIPES, TUBES, AND CYLINDERS
Particular
Formula
h
pcr ¼ 93365
2474
do
USCS
where h, do in in, and pcr in psi when
SHORT TUBES WITH EXTERNAL
PRESSURES
Sir William Fairbairn’s formula for collapsing pressure for length less than six diameters
7.11
ð7-22bÞ
h
> 0:03
do
2:19 h
pcr ¼ 66580
Ldo
SI
where h, L, do in m, and pcr in MPa
2:19 h
pcr ¼ 9657600
USCS
Ldo
ð7-23aÞ
ð7-23bÞ
where h, L, do in in, and pcr in psi
Thickness of tubes, and pipes when used as tubes
under external pressure as per Indian Standards
Refer to Fig. 7-1 to determine the standard thickness
of tubes and pipes; see also Table 7-7.
FIGURE 7-1 Thickness of tubes and pipes under external pressure.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PIPES, TUBES, AND CYLINDERS
7.12
CHAPTER SEVEN
TABLE 7-6
Values of C for use in Eqs. (7-5) to (7-8)
Type of pipe
Value of C,b mm (in)
Threaded steel, wrought iron, or nonferrous pipea
19 mm (0.75 in), nominal and smaller
25 mm (1 in), nominal and larger
1.625 (0.065)
Depth of thread hc
Plain-end d steel, wrought iron, or nonferrous pipe
87.5 mm (3.5 in), nominal and smaller
100 mm (4 in), nominal and larger
1.625 (0.065)
0
a
Steel, wrought iron, or nonferrous pipe lighter than schedule 40 of the American National Standard for wrought iron and steel pipe, ANSI
B36.10-1970, shall not be threaded.
b
The values of C stipulated above are such that the actual stress due to internal pressure in the wall of the pipe is no greater than the value of S (i.e.
sa ) given in Table PG 23.1 of ASME Power Boiler Code as applicable in the formulas.
c
The depth of thread h in inches may be determined from the formula h ¼ 0:8=i, where i is the number of threads per inch or from Table 7-5.
d
Plain-end pipe includes pipe joined by flared compression coupling, lap (Van Stone) joints, and by welding, i.e., by any method which does not
reduce the wall thickness of pipe at the joint.
Source: ASME Boiler and Pressure Vessel Code, Section 1, 1983.
Particular
Formula
LAMÉ’S EQUATIONS FOR THICK
CYLINDERS
General equations
The tangential stress in the cylinder wall at radius r
when subjected to internal and external pressures
¼
pi di2 po do2 di2 do2 ð pi po Þ
þ 2 2
do2 di2
4r ðdo di2 Þ
b
¼aþ 2
r
The radial stress in the cylinder at radius r when
subjected to internal and external pressures
r ¼
pi di2 po do2 di2 do2 ð pi po Þ
2 2
4r ðdo di2 Þ
do2 di2
b
¼a 2
r
ð7-24aÞ
ð7-24bÞ
ð7-25aÞ
ð7-25bÞ
where
a¼
pi di2 po do2
do2 di2
ð7-25cÞ
b¼
di2 do2 ð pi po Þ
4ðdo2 di2 Þ
ð7-25dÞ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PIPES, TUBES, AND CYLINDERS
PIPES, TUBES, AND CYLINDERS
Particular
7.13
Formula
Cylinder under internal pressure only
The tangential stress in the cylinder wall at radius r
The radial stress in the cylinder wall at radius r
pi di2
do2
¼ 2
1þ 2
do di2
4r
ð7-26Þ
pi di2
do2
1
do2 di2
4r2
ð7-27Þ
pi ðdi2 þ do2 Þ
do2 di2
ð7-28Þ
r ¼
The maximum tangential stress at the inner surface of
the cylinder at r ¼ di =2
ðmaxÞ ¼
The maximum radial stress
rðmaxÞ ¼ pi
The maximum shear stress at the inner surface of the
cylinder under internal pressure
max ¼
pi do2
2
do di2
ð7-30Þ
¼ po do2
di2
1
þ
do2 di2
4r2
ð7-31Þ
¼ po do2
di2
1
do2 di2
4r2
ð7-32Þ
Cylinder under external pressure only
The tangential stress in the cylinder wall at radius r
The radial stress in the cylinder wall at radius r
ð7-29Þ
DEFORMATION OF A THICK CYLINDER
The radial displacement of a point at radius r in the
wall of the cylinder subjected to internal and external
pressures
u¼
1 pi di2 po do2
r
E
do2 di2
1 þ di2 do2 ð pi po Þ
þ
E
4rðdo2 di2 Þ
ð7-33Þ
Cylinder under internal pressure only
The radial displacement at r ¼ di =2 of the inner
surface of the cylinder
ui ¼
pi di
2E
The radial displacement at r ¼ do =2 of the outer
surface of the cylinder
uo ¼
pi di2 do
Eðdo2 di2 Þ
di2 þ do2
þ
d02 di2
ð7-34Þ
ð7-35Þ
Cylinder under external pressure only
The radial displacement at r ¼ di =2 of the inner
surface of the cylinder
ui ¼ po di do2
Eðdo2 di2 Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð7-36Þ
PIPES, TUBES, AND CYLINDERS
7.14
CHAPTER SEVEN
Particular
The radial displacement at r ¼ do =2 of the outer
surface of the cylinder
Formula
p d 1
uo ¼ o o
2 E
di2 þ do2
do2 di2
ð7-37Þ
COMPOUND CYLINDERS
Birnie’s equation for tangential stress at any radius
r for a cylinder open at ends subjected to internal
pressure
¼ ð1 Þ
The tangential stress at the inner surface of the inner
cylinder in the case of a compound cylinder (Figs.
11-1 and 11-2)
i ¼ The tangential stress at the outer surface of the inner
cylinder
ic ¼ pc
The tangential stress at the inner surface of the outer
cylinder
oc ¼ pc
The tangential stress at the outer surface of the outer
cylinder
o ¼
pi di2
d2d 2 p
þ ð1 þ Þ 2 i 2o i 2
2
2
do di
4r ðdo di Þ
ð7-38Þ
2pc dc2
dc2 di2
ð7-39Þ
dc2 þ di2
dc2 di2
do2 þ dc2
þ
do2 dc2
ð7-40Þ
ð7-41Þ
2pc dc2
do2 dc2
ð7-42Þ
THERMAL STRESSES IN LONG HOLLOW
CYLINDERS
The general expressions for the radial r , tangential
, and longitudinal z stresses in the cylinder wall
at radius r when the temperature distribution is
symmetrical with respect to the axis and constant
along its length, respectively
2
ð
ðr
E
4r di2 ro
Tr dr Tr dr
r ¼
ð1 Þr2 do2 di2 ri
ri
¼
ð7-43Þ
2
ð
ðr
E
4r þ di2 ro
2
Tr
dr
þ
Tr
dr
Tr
ð1 Þr2 do2 di2 ri
ri
ð7-44Þ
z ¼
ð ro
E
8
Tr
dr
T
1 do2 di2 ri
ð7-45Þ
where do ¼ 2ro and di ¼ 2ri
The expressions for radial (r ), tangential ( ), longitudinal (z ) stresses in the cylinder at r when the
cylinder is subjected to steady-state temperature distribution, i.e., logarithmic temperature distribution
throughout the wall thickness of the cylinder by
using equation T ¼ Ti ½ln Ro = ln R
r ¼
¼
ETi
2ð1 Þ lnðRÞ
lnðRo Þ 1
ð1 R2o Þ lnðRÞ
R2 1
ETi
2ð1 Þ lnðRÞ
1 lnðRo Þ 1
ð1 þ R2o Þ lnðRÞ
R2 1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð7-46Þ
ð7-47Þ
PIPES, TUBES, AND CYLINDERS
7.15
PIPES, TUBES, AND CYLINDERS
Particular
Formula
z ¼
ETi
2
1 2 lnðRo Þ 2
lnðRÞ
2ð1 Þ lnðRÞ
R 1
ð7-48Þ
where R ¼
The expressions for maximum values of tangential
(hoop) and longitudinal stresses at inner and outer
surfaces of the cylinder under logarithmic temperature distribution. respectively
The simplified expressions for maximum values of
tangential and longitudinal stresses at inner and
outer surfaces of the cylinder under logarithmic temperature distribution when the thickness of cylinder
is small in comparison with the inner radius of the
cylinder, respectively
do ro
r
d
r
d
¼ ; Ro ¼ o ¼ o ; Ri ¼ i ¼ i
di
ri
r
2r
r 2r
Ti ¼ temperature at inner surface of cylinder, 8C (8F)
ETi
2R2
ln R
ð7-49Þ
i ¼ zi ¼
1 2
2ð1 Þ ln R
R 1
ETi
2
1 2
ln R
ð7-50Þ
o ¼ zo ¼
2ð1 Þ ln R
R 1
ETi
n
ð7-51Þ
i ¼ zi ¼ 1þ
3
2ð1 Þ
o ¼ zo ¼
ETi
n
1
2ð1 Þ
3
ð7-52Þ
where do =di ¼ 1 þ n and lnðdo =di Þ ¼ lnð1 þ nÞ
The simplified expressions for maximum tangential
and longitudinal stresses for thin cylinders under the
logarithmic temperature distribution, respectively
o ¼ zo ¼
The expressions for radial (r ), tangential (hoop) ( ),
and longitudinal (z ) stresses in a cylinder at radius r
subject to linear thermal temperature distribution
throughout the wall thickness of the cylinder by using
equation T ¼ Ti ðro rÞ=ðro ri Þ when the thickness
of the cylinder wall is small in comparison with the
outside radius
ETi
2ð1 Þ
ð7-53Þ
ETi
2ð1 Þ
ð7-54Þ
i ¼ zi ¼ r ¼
¼
2
ETi
ðr r2i Þðro þ 2ri Þ
2
6ðro þ ri Þ
ð1 Þr
3
3
2ðr ri Þ 3ro ðr2 r2i Þ
þ
6ðro ri Þ
2
ETi
ðr þ r2i Þðro þ 2ri Þ
2
6ðro þ ri Þ
ð1 Þr
2ðr3 r3i Þ 3ro ðr2 r2i Þ ðro rÞr2
ro ri
6ðro ri Þ
The expressions for maximum tangential (hoop), ( )
and longitudinal (z ) stresses at inner and outer surfaces of the cylinder under the linear thermal gradient
as per equation T ¼ Ti ðro rÞ=ðro ri Þ
ð7-55Þ
ð7-56Þ
ETi ro þ 2ri
ro r
z ¼
1 2ðro þ ri Þ ro ri
ð7-57Þ
ETi 2ro þ ri
1 3ðro þ ri Þ
ð7-58Þ
ETi ro þ 2ri
1 3ðro þ ri Þ
ð7-59Þ
i ¼ zi ¼ o ¼ zo ¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PIPES, TUBES, AND CYLINDERS
7.16
CHAPTER SEVEN
Particular
The expressions for maximum tangential and longitudinal stresses at inner and outer wall surfaces of
thin cylinder (i.e., ro ri ) under the linear thermal
gradient as per equation T ¼ Ti ðro rÞ=ðro ri Þ
The wall thickness of a cylinder made of brittle
materials
The wall thickness of a cylinder made of ductile
materials
Formula
ETi
2ð1 Þ
ð7-60Þ
ETi
2ð1 Þ
ð7-61Þ
i ¼ zi ¼ o ¼ zo ¼
Eqs. (7-60) and (7-61) for the linear thermal gradient
are the same as Eqs. (7-53) and (7-54) for a logarithmic thermal gradient.
(
)
di
þ pi 1=2
h¼
1
ð7-62Þ
2
pi
d
h¼ i
2
(
2pi
)
1=2
1
ð7-63Þ
where ¼ permissible working stress in tension,
MPa (psi).
CLAVARINO’S EQUATION FOR CLOSED
CYLINDERS
(Based on the maximum strain energy)
The general equation for equivalent tangential stress
at any radius r
0 ¼ ð1 2Þa þ
The general equation for equivalent radial stress at
any radius r
0r ¼ ð1 2Þa The wall thickness for cylinders with closed ends
ð1 þ Þb
r2
ð7-64Þ
ð1 þ Þb
ð7-65Þ
r2
where a and b have the same meaning as in
Eqs. (7-25c) and (7-25d)
"
#
di
0 þ ð1 2Þpi 1=2
h¼
1
ð7-66Þ
2
0 ð1 þ Þpi
where 0 ¼ permissible working stress in tension,
MPa (psi).
BIRNIE’S EQUATIONS FOR OPEN
CYLINDERS
The equation for equivalent tangential stress at any
radius r
b
0 ¼ ð1 Þa þ ð1 þ Þ 2
r
The equation for equivalent radial stress at any
radius r
b
ð7-68Þ
0r ¼ ð1 Þa ð1 þ Þ 2
r
where a and b have the same meaning as in
Eqs. (7-25c) and (7-25d)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð7-67Þ
PIPES, TUBES, AND CYLINDERS
PIPES, TUBES, AND CYLINDERS
Particular
The wall thickness of cylinders with open ends
7.17
Formula
h¼
di
2
0 þ ð1 Þpi
0 ð1 Þpi
1=2
1
ð7-69Þ
BARLOW’S EQUATION
The tangential stress in the wall thickness of cylinder
pi do
2h
For refer to Table 7-1.
¼
TABLE 7-7
Standard thickness of tubes
Diameter, mm (in)
Minimum thickness, mm (in)
25 (1) and over but less than 62.5 (2.5)
2.37 (0.095)
62.5 (2.5) and over but less than 87.5 (3.25)
2.625 (0.105)
87.5 (3.25) and over but less than 100 (4)
3.000 (0.120)
100 (4) and over but less than 125 (5)
3.375 (0.135)
125 (5) and over but less than 150 (6)
3.750 (0.150)
150 (6) and over
h ¼ 0:0251do
Source: ASME Boiler and Pressure Vessel Code, Section 1, 1983.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð7-70Þ
PIPES, TUBES, AND CYLINDERS
TABLE 7-8
Comparison of various thick cylinder formulas
Symbols:
do ¼ 2ro ¼ outside diameter of thick cylinder, in; di ¼ 2ri ¼ inside diameter of thick cylinder, in; h ¼ ðdo di Þ=2 ¼ cylinder wall thickness, in;
pi ¼ internal pressure, psi; ¼ Poisson’s statio (for steel ¼ 0:3); ¼ tangential stress, psi; r ¼ radial stress, psi; ð0 Þ po ¼ 0 ¼ tangential stress,
r ¼ ri
psi
R¼
do ro
p d 2 po do2
d2d2ð p p Þ
p d2
pi di2 do2
¼ ; a ¼ i i2
; b ¼ i o 2 i 2 o ; ða0 Þpo ¼ 0 ¼ 2 i i 2 ; ðb0 Þpo ¼ 0 ¼
2
di
ri
do di
do di
4ðdo2 di2 Þ
4ðdo di Þ
Author
Particular
Formula
Remark
1. Birnie
The equation for an equivalent tangential stress at
b
0 ¼ ð1 Þa þ ð1 þ Þ 2
any radius r of a thick cylinder under internal
r
pressure pi and external pressure po
0
The equation for an equivalent tangential stress ð0 Þp ¼ 0 ¼ ð1 Þa0 þ ð1 þ Þ b
o
r
i
r ¼ ri
at inner radius ri of a thick cylinder subject to
2
internal pressure pi only when ¼ 0:3 for steel
d
ð1 Þpi þ ð1 þ Þ o pi
di
¼
2
do
1
di
¼
pi ½ð1 Þ þ ð1 þ ÞR2 R2 1
¼
pi ½0:7 þ 1:3R2 R2 1
2. Clavarino The general equation for an equivalent tangential
b
0 ¼ ð1 2Þa þ ð1 þ Þ 2
stress at any radius r of a thick cylinder under
r
internal pressure pi and external pressure po
2
2 3
do
ð1
þ
Þ
The equation for an equivalent tangential stress
6 ð1 2Þ
d 7
7
6
0
ð Þpo ¼ 0 ¼ pi 6 2
þ 2 i 7
at inner radius ri of a thick cylinder subject to
5
4
d
d
o
o
r ¼ ri
internal pressure pi only when ¼ 0:3 for steel
1
1
di
di
ð1 2Þ ð1 þ ÞR2
¼ pi
þ
2
2
R 1
R 1
0:4
1:3R2
¼ pi 2
þ
R 1 R2 1
0:4 þ 1:3R2
¼ pi
2
R 1
3. Barlow
4. Lamé
The tangential stress in the wall thickness of
cylinder under internal pressure pi
pd
d0
¼ i o ¼ pi
2h
do di
d0
pR
d
¼ i
¼ pi i
d0
R1
1
di
The tangential stress in the thick cylinder wall at
b
¼ a þ 2
any radius r subject to internal pressure pi and
r
external pressure po
Eqn. (7-67)
Used for ductile
materials
Open ends thick
cylinder
Eqn. (7-64)
Used for ductile
materials
Closed ends cylinder
Eqn. (7-70)
Open ends cylinder
Eqn. (7-24a)
Used for brittle
materials
pi di2
d2
0
1 þ o2
Closed ends cylinder
The tangential stress in the thick cylinder wall at ð Þpo ¼ 0 ¼ 2
2
do di
di
r ¼ ri
inside radius ri of cylinder subject to internal
2 pressure pi only when ¼ 0:3 for steel
pi
do
1 þ R2
¼
1
þ
¼
p
i
di
R2 1
ðdo =di Þ2 1
Refer to equations in Lingaiah, K., Machine Design Data Handbook, McGraw-Hill Book Company, New York, 1994
7.18
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PIPES, TUBES, AND CYLINDERS
PIPES, TUBES, AND CYLINDERS
7.19
FIGURE 7-2 Nomogram to find the stress in thick cylinder subject to internal pressure using four formulas given in Table 7-8.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PIPES, TUBES, AND CYLINDERS
7.20
CHAPTER SEVEN
Particular
Formula
PROBLEM A closed end cylinder made of ductile material has inner diameter of 10 in (250 mm) and outside
diameter of cylinder is 25 in (625 mm). The pressure inside the cylinder is 5000 psi. Use Clavarino’s equation from
Table 7-8
R¼
do 25
¼
¼ 2:5
di 10
Mark on scale b at 2.5
Draw a perpendicular from x and this perpendicular
meets scale d at y
Join y and 5 (5000 psi) on scale e. Produce y–5 to meet
scale f at z. y–5–z meets scale f at 8.25
Stress ¼ 8:25 ¼ 8250 psi
Stress in SI units ¼ 8250 6:894 103 ¼ 56:88 MPa
Check by using Clavarino’s equation from Table 7-8
0:4 þ 1:3R2
0:4 þ 1:3ð2:5Þ2
¼
5000
¼ p1
R2 1
ð2:5Þ2 1
0:4 þ 8:125
4:2625
¼ 5000
¼
104
6:25 1
5:25
¼ 8120 psi ð56 MPaÞ
The stress obtained from nomogram 8250 psi
(56.88 MPa) is very close to stress value found from
Clavarino’s equation
REFERENCES
1. ‘‘Rules for Construction of Power Boilers,’’ Section I, ASME Boiler and Pressure Vessel Code, American
Society of Mechanical Engineers, New York, 1983.
2. ‘‘Rules for Construction of Pressure Vessels,’’ Section VIII, Division 1, ASME Boiler and Pressure Vessel Code,
American Society of Mechanical Engineers, New York, July 1, 1986.
3. ‘‘Rules for Construction of Pressure Vessels,’’ Section VIII, Division 2—Alternative Rules, ASME Boiler and
Pressure Vessel Code, American Society of Mechanical Engineers, New York, July 1, 1986.
4. Nicholas, R. W., Pressure Vessel Codes and Standards, Elsevier Applied Science Publications, Crown House,
Linton Road, Barking, Essex, England.
5. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Co-operative
Society, Bangalore, India, 1962.
6. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986.
7. Courtesy: Durham, H. M., Stress Chart for Thick Cylinders.
8. Greenwood, D. C., Editor, Engineering Data for Product Design, McGraw-Hill Book Company, New York,
1961.
9. Lingaiah, K., Machine Design Data Handbook (SI and U.S. Customary Systems Units), McGraw-Hill Book
Company, New York, 1994.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
8
DESIGN OF PRESSURE VESSELS,
PLATES, AND SHELLS
SYMBOLS13;14;15
a
A
A
A
A1
A2
A3
A41 , A42 , A43
A5
Ab
Am
Am1 ¼ Wm1 =sb
Am2 ¼ Wm2 =sa
length of the long side of a rectangular plate, m (in)
pitch or distance between stays, m (in)
major axis of elliptical plate, m (in)
long span of noncircular heads or covers measured at
perpendicular distance to short span, m (in) (see Fig. 8-10)
factor determined from Fig. 8-3
total cross-sectional area of reinforcement required in the plane
under consideration, m2 (in2 ) (see Fig. 8-17) (includes
consideration of nozzle area through shell for sna =sva < 1:0)
outside diameter of flange or, where slotted holes extend to the
outside of the flange, the diameter to the bottom of the slots,
m (in)
area in excess thickness in the vessel wall available for
reinforcement, m2 (in2 ) (see Fig. 8-17) (includes consideration
of nozzle area through shell if sna =sva < 1:0)
area in excess thickness in the nozzle wall available for
reinforcement, m2 (in2 ) (see Fig. 8-17)
area available for reinforcement when the nozzle extends inside
the vessel wall, m2 (in2 ) (see Fig. 8-17)
cross-sectional area of various welds available for reinforcement
(see Fig. 8-17), m2 (in2 )
cross-sectional area of material added as reinforcement (see Fig.
8-17), m2 (in2 )
cross-sectional area of the bolts using the root diameter of
the thread or least diameter of unthreaded portion, if less, Eq.
(8-111), m (in)
total required cross-sectional area of bolts taken as the greater
of Am1 and Am2 , m2 (in2 )
total cross-sectional area of bolts at root of thread or section of
least diameter under stress, required for the operating
condition, m2 (in2 )
total cross-sectional area of bolts at root of thread or section of
least diameter under stress, required for gasket seating, m2
(in2 )
8.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.2
CHAPTER EIGHT
length of short side or breadth of a rectangular plate, m (in)
short span of noncircular head, m (in) (see Fig. 8-10 and Eq. 8-86a)
effective gasket or joint-contact-surface seating width, m (in)
basic gasket seating width, m (in) (see Table 8-21 and Fig. 8-13)
factor determined from the application material–temperature
chart for maximum temperature, psi
inside diameter of flange, m (in)
corrosion allowance, m (in)
basic dimension used for the minimum sizes of welds, mm (in),
equal to tn or tx , whichever is less
empirical coefficient taking into account the stress in the
knuckle [Eq. (8-68)]
empirical coefficient depending on the method of attachment to
shell [Eqs. (8-82) and (8-85)]
empirical coefficients depending on the mode of support [(Eqs.
(8-92) to (8-94)]
bolt-circle diameter, mm (in)
finished diameter of circular opening or finished dimension
(chord length at midsurface of thickness excluding excess
thickness available for reinforcement) of nonradial opening
in the plane under consideration in its corroded condition, m
(in) (see Fig. 8-17)
diameter or short span, m (in)
diameter of the largest circle which may be inscribed between
the supporting points of the plate (Fig. 8-11), m (in)
diameter as shown in Fig. 8-9, m (in)
factor, m3 (in3 )
b
b
bo
B
B
c
c
c1
c2
c4 , c5
C
d
d
d
U
h g2
V o o
U
h g2
d¼
VL o o
d0
d¼
de
di , Di
do , Do
dk
D
Dp
e
for integral-type flanges
for loose-type flanges
diameter through the center of gravity of the section of an
externally located stiffening ring, m (in);
inner diameter of the shell in the case of an internally located
stiffening ring, m (in) [Eq. (8-55)]
outside diameter of conical section or end (Fig. 8-8(A)d),
m (in)
inside diameter of shell, m (in)
outside diameter of shell, m (in)
inside diameter of conical section or end at the position under
consideration (Fig. 8-8(A)d), m (in)
inside shell diameter before corrosion allowance is added,
m (in)
outside diameter of reinforcing element, m (in) (actual size of
reinforcing element may exceed the limits of available
reinforcement)
factor, m1 (in1 )
F
ho
F
e¼ L
ho
for integral-type flanges
E
Eam
modulus of elasticity at the operating temperature, GPa (Mpsi)
modulus of elasticity at the ambient temperature, GPa (Mpsi)
e¼
for loose-type flanges
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
hub stress correction factor for integral flanges from Fig. 8-25
(When greater than one, this is the ratio of the stress in the
small end of the hub to the stress in the large end. For values
below limit of figure, use f ¼ 1.)
fr
strength reduction factor, not greater than 1.0
fr1
sna =sva
fr2
(lesser of sna or spa Þ=sva
fr3
spa =sva
F
total load supported, kN (lbf )
total bolt load, kN (lbf )
F
correction factor which compensates for the variation in
pressure stresses on different planes with respect to the axis of
a vessel (a value of 1.00 shall be used for all configurations,
except for integrally reinforced openings in cylindrical shells
and cones)
F
factor for integral-type flanges (from Fig. 8-21)
FL
factor for loose-type flanges (from Fig. 8-23)
ga
thickness of hub at small end, m (in)
thickness of hub at back of flange, m (in)
g1
G
diameter, m (in), at location of gasket load reaction; except as
noted in Fig. 8-13, G is defined as follows (see Table 8-22):
When bo 6:3 mm (l/4 in), G ¼ mean diameter of gasket
contact face, m (in).
When bo > 6:3 mm (1/4 in), G ¼ outside diameter of gasket
contact face less 2b, m (in).
h
distance nozzle projects beyond the inner or outer surface
of the vessel wall, before corrosion allowance is added,
m (in)
(Extension of the nozzle beyond the inside or outside surface of
the vessel wall is not limited; however, for reinforcement
calculations the dimension shall not exceed the smaller of 2.5t
or 2.5tn without a reinforcing element and the smaller of 2.5t
or 2.5tn þ te with a reinforcing element or integral
compensation.)
h
hub length, m (in)
h, t
minimum required thickness of cylindrical or spherical shell or
tube or pipe, m (in)
thickness of plate, m (in)
thickness of dished head or flat head, m (in)
ha
actual thickness of shell at the time of test including corrosion
allowance, m (in)
hc
thickness for corrosion allowance, m (in)
hD
radial distance from the bolt circle, to the circle on which HD
acts, m (in)
hG ¼ ðC GÞ=2 radial distance from gasket load reaction to the bolt circle, m
(in)
pffiffiffiffiffiffiffiffi
ho ¼ Bgo
factor, m (in)
hT
radial distance from the bolt circle to the circle on which HT acts
as prescribed, m (in)
H ¼ G2 P=4
total hydrostatic end force, kN (lbf )
HD ¼ B2 P=4 hydrostatic end force on area inside of flange, kN (lbf )
HG ¼ W H
gasket load (difference between flange design bolt load and total
hydrostatic end force), kN (lbf )
HP ¼
total joint-contact-surface compression load, kN (lbf )
2b GmP
f
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
8.3
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.4
CHAPTER EIGHT
HT ¼ H HD
difference between total hydrostatic end force and the
hydrostatic end force on area inside of flange, kN (lbf )
Is
required moment of inertia of the stiffening ring cross-section
around an axis extending through the center of gravity and
parallel to the axis of the shell, m4 or cm4 (in4 )
Is0
required moment of inertia of the combined ring-shell crosssection about its neutral axis parallel to the axis of the shell,
m4 (in4 )
I
available moment of inertia of the stiffening ring cross-section
about its neutral axis parallel to the axis of the shell, m4 (in4 )
0
I
available moment of inertia of combined ring shell cross-section
about its neutral axis parallel to the axis of the shell, m4 or
cm4 (in4 )
k1 , k2 , k3 , k4 , k5 coefficients
factor for noncircular heads depending on the ratio of short
k6
span to long span b=a (Fig. 8-10)
K ¼ A=B
ratio of outside diameter of flange to inside diameter of flange
(Fig. 8-20)
K
ratio of the elastic modulus E of the material at the design
material temperature to the room temperature elastic
modulus, Eam , [Eqs. (8-26) to (8-31), (8-55)]
K1
spherical radius factor (Table 8-18)
l
length of flange of flanged head, m (in)
L
effective length, m (in)
distance from knuckle or junction within which meridional
stresses determine the required thickness, m (in)
perimeter of noncircular bolted heads measured along the
centers of the bolt holes, m (in)
distance between centers of any two adjacent openings, m (in)
length between the centers of two adjacent stiffening rings, m
(in) (Fig. 8-1)
te þ 1 t3 factor
L¼
þ
T
d
m
gasket factor, obtained from Table 8-20
m ¼ 1=
reciprocal of Poisson’s ratio
Mb
longitudinal bending moment, N m (lbf in)
FIGURE 8-1 Cylindrical pressure vessels under external pressure.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
torque about the vessel axis, N m (lbf in)
component of moment due to HD , m N (in-lbf )
component of moment due to HG , m N (in-lbf )
total moment acting on the flange, for the operating conditions
or gasket seating as may apply, m N (in-lbf )
MT ¼ HT h
component of moment due to HT , m N (in-lbf )
N
width, m (in), used to determine the basic gasket seating with bo ,
based on the possible contact width of the gasket (see
Table 8-21)
pi
internal design pressure, MPa (psi)
p
maximum allowable working pressure or design pressure,
MPa (psi)
po
load per unit area, MPa (psi)
external design pressure, MPa (psi)
P
total pressure on an area bounded by the outside diameter of
gasket, kN (lbf )
design pressure (or maximum allowable working pressure for
existing vessels), MPa (psi)
Pa
calculated value of allowable external working pressure for
assumed value of t or h, MPa (psi)
r
radius of circle over which the load is distributed, m (in)
ri
inner radius of a circular plate, m (in)
inside radius of transition knuckle which shall be taken as
0:01dk in the case of conical sections without knuckle
transition, m (in)
R
inner radius of curvature of dished head, m (in)
Ri
inner radius of shell or pipe, m (in)
ro , Ro
outer radius of a circular plate, m (in)
outer radius of shell, m (in)
R ¼ ½ðC BÞ=2 radial distance from bolt circle to point of intersection of hub
g1
and back of flange, m (in) (for integral and hub flanges)
R
inside radius of the shell course under consideration, before
corrosion allowance is added, m (in)
Rn
inside radius of the nozzle under consideration, before
corrosion allowance is added, m (in)
t or h
minimum required thickness of spherical or cylindrical shell, or
pipe or tube, m (in)
t
flange thickness, m (in)
t
nominal thickness of the vessel wall, less corrosion allowance, m (in)
tc
weld dimensions
thickness or height of reinforcing element, m (in)
te
tn
nominal thickness of shell or nozzle wall to which flange or lap is
attached, irrespective of product form less corrosion
allowance, m (in)
tr
required thickness of a seamless shell based on the
circumferential stress, or of a formed head, computed by the
rules of this chapter for the designated pressure, m (in)
trn
required thickness of a seamless nozzle wall, m (in)
nominal thickness of cylindrical shell or tube exclusive of
ts
corrosion allowance, m (in)
tw
weld dimensions
tx
two times the thickness go , when the design is calculated as an
integral flange, m (in), or two times the thickness, m (in), of
shell nozzle wall required for internal pressure, when the
design is calculated as a loose flange, but not less than 6.3 mm
Mt
MD ¼ HD hD
MG ¼ HG hG
Mo
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
8.5
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.6
CHAPTER EIGHT
(1/4 in)
T
U
V
VL
w
W
W
W
Wm1
Wm2
y
y
ymax
Y
Z
, 1 , 2
sy
sa
e
sam
sd
sa
sna
sva
spa
sbat
sbd
sfd
snd
H
R
0
r
s
su
z or l
factor involving K (from Fig. 8-20)
factor involving K (from Fig. 8-20)
factor for integral-type flanges (from Fig. 8-22)
factor for loose-type flanges (from Fig. 8-24)
width, m (in), used to determine the basic gasket seating width
bo , based on the contact width between the flange facing and
the gasket (see Table 8-21)
weight, kN (lbf )
total load to be carried by attachment welds, kN (lbf )
flange design bolt load, for operating conditions or gasket
seating, as may apply, kN (lbf )
minimum required bolt load for the operating conditions, kN
(lbf ) (For flange pairs used to contain a tubesheet for a
floating head for a U-tube type of heat exchanger, or for any
other similar design, Wm1 shall be the larger of the values as
individually calculated for each flange, and that value shall be
used for both flanges.)
minimum required bolt load for gasket seating, kN (lbf )
gasket or joint-contact-surface unit seating load, MPa (psi)
deflection of the plate, m (in)
maximum deflection of the plate, m (in)
factor involving K (from Fig. 8-20)
factor involving K (from Fig. 8-20)
a factor for non-circular heads [Eq. (8-86b)]
angles of conical section to the vessel axis, deg (Fig. 8-8(A)d)
difference between angle of slope of two adjoining conical
sections, deg (Fig. 8-8(A)d)
normal or direct stress, MPa (psi)
0.2 percent proof stress, MPa (psi)
maximum allowable stress value, MPa (psi)
equivalent stress (based on shear strain energy), MPa (psi)
allowable stress at ambient temperature, MPa (psi)
design stress value, MPa (psi)
allowable stress value as given in Tables 8-9 to 8-12, MPa (psi)
allowable stress in nozzle, MPa (psi)
allowable stress in vessel, MPa (psi)
allowable stress in reinforcing element (plate), MPa (psi)
allowable bolt stress at atmospheric temperature, MPa (psi)
allowable bolt stress at design temperature, MPa (psi)
allowable design stress for material of flange at design
temperature (operating condition) or atmospheric
temperature (gasket seating), as may apply, MPa (psi)
allowable design stress for material of nozzle neck, vessel or pipe
wall, at design temperature (operating condition) or
atmospheric temperature (gasket seating), as may apply, MPa
(psi)
calculated longitudinal stress in hub, MPa (psi)
calculated radial stress in flange, MPa (psi)
calculated tangential stress in flange, MPa (psi)
hoop stress, MPa (psi)
radial stress, MPa (psi)
strength, MPa (psi)
ultimate strength, MPa (psi)
longitudinal stress, MPa (psi)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.7
zt
tensile longitudinal stress, MPa (psi)
zc
compressive longitudinal stress, MPa (psi)
shear stress (also with subscripts), MPa (psi)
Poisson’s ratio
joint factor (Table 8-3) or efficiency
¼1
(see definitions for tr and trn )
when an opening is in the solid plate or joint efficiency obtained
1 ¼ 1
from Table 8-3 when any part of the opening passes through
any other welded joint
Note: and with initial subscript s designates strength properties of material
used in the design which will be used and observed throughout this Machine
Design Data Handbook.
Other factors in performance or in special aspect are included from time to time
in this chapter and, being applicable only in their immediate context, are not
given at this stage.
Particular
PLATES13;14;15
Formula
Refer to Table 8-1
For maximum stresses and deflections in flat plates
Plates loaded uniformly
The thickness of a plate with a diameter d supported
at the circumference and subjected to a pressure p
distributed uniformly over the total area
The maximum deflection
Plates loaded centrally
The thickness of a flat cast-iron plate supported freely
at the circumference with diameter d and subjected to
a load F distributed uniformly over an area (do2 =4)
The deflection
Grashof’s formula for the thickness of a plate rigidly
fixed around the circumference with the above given
type of loading
h ¼ k1 d
p
sd
1=2
ð8-1Þ
Refer to Table 8-2 for values of k1 .
p
y ¼ k2 d 4
Eh3
Refer to Table 8-2 for values of k2 .
ð8-2Þ
0:67do F 1=2
h ¼ 1:2 1 d
sd
ð8-3Þ
0:12d 2 F
Eh3
F
d 1=2
ln
h ¼ 0:65
sd do
y¼
y¼
0:055d 2 F
Eh3
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð8-4Þ
ð8-5Þ
ð8-6Þ
Form
of plate
Distributed
on circumference of a
concentric
circle of
radius r
8-134
8-133
Edge
supported
Edge fixed
8-132
Edge fixed
8-131
Edge
supported
Distributed
over a
concentric
circular area
of radius r
8-130
Edge fixed
Eq.
8-129
Type of
support
Distributed
Edge
over the entire supported
surface
Type of
loading
TABLE 8-1
Maximum stresses and deflections in flat plates
2rp
2rp
r2 p
r2 p
3F
4h2
r2o p
3Fð3m þ 1Þ
8mh2
Center
Edge
Center
Edge
Center
Location
of max
8.8
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
r ¼
3F
r2
1 2
2
2h
ro
All points
inside the
2 circle of
r
r
radius r
þ ðm þ 1Þ loge o ðm 1Þ 2
r
ro
3F
Center when
r ¼ ¼
ðm þ 1Þ
4mh2
r < 0:31ro
Edge when
ro r2
r > 0:31ro
2 loge þ 2 1
r ro
r ¼ ¼
3F
r
ðm þ 1Þ loge
ro
2mh2
r2
þ ðm þ 1Þ 2
4ro
3F m 1
r ¼ ¼
2
2mh2
r ¼ ¼
3F
r
ðm þ 1Þ loge o
2
r
2mh
2
r
ðm 1Þ 2 þ m
4ro
3F
r2
r ¼
1 2
2
2ro
2h
r ¼
r ¼ ¼
Maximum stress, max
r2o p
Total load, F
3Fðm2 1Þ
2Em2 h3
ð3m þ 1Þðr2o r2 Þ
r
r2 loge o
2ðm þ 1Þ
r
2
3Fðm 1Þ 1 2
ro
2
2
2 ðro r Þ r loge r
2
3
2Em h
3Fðm2 1Þr2o
4Em2 h3
when r is very small (concentrated load)
r
ð7m þ 3Þ 2
4r2 loge o r
mþ1
r
2
3Fðm 1Þ
r
4r2o 4r2 loge o 3r2
2
3
r
16Em h
3Fðm2 1Þr2o
16Em2 h3
3Fðm2 1Þ ð12m þ 4Þr2o
mþ1
16Em2 h3
3Fðm 1Þð5m þ 1Þr2o
16Em2 h3
Maximum deflection, ymax
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Form
of plate
8-137
8-138
Distributed
Outer edge
over the entire fixed and
surface
supported
Distributed
Outer edge
over the entire fixed and
surface
supported,
inner edge
fixed
8-135
8-136
Uniform
pressure over
entire lower
surface
Distributed
over a
concentric
circular area
of radius r
Eq.
Distributed
Outer edge
over the entire supported
surface
Type of
support
Type of
loading
¼
¼
r ¼
F ¼ ðr2o r2i Þp
F ¼ ðr2o r2i Þp
3p
ðr2o þ r2 Þ
4h2
4r2 r2
r 2
2 o 2 loge o
r
ro r
3pðm2 1Þ
4mh2
2
r 3
r2o r4i 12 r2o r2i loge o
4
ri 5
2
ro ðm 1Þ þ r2i ðm þ 1Þ
r
4ðm þ 1Þr2o r2i loge o
r
þr4i ðm 1Þ 4mr2o r2i
3P
r4o ð3m þ 1Þ
4mh2 ðr2o r2i Þ
Maximum stress, max
3F
r
ðm þ 1Þ loge o
r ¼ ¼
2
r
2mh
2 m1
r
1 2
þ
4
ro
F ¼ ðr2o r2i Þp
r2 p
Total load, F
TABLE 8-1
Maximum stresses and deflections in flat plates (Cont.)
Inner edge
Inner edge
Inner edge
Center
Location
of max
3pðm2 1Þ 4
ro þ 3r4i 4r2o r2i
16Em2 h3
r
16r2 r4
r 2
4r2o r2i loge o þ 2 o i2 loge o
ri ro ri
ri
...
r2 r2 ð3m þ 1Þ
r
loge o
þ o i
2ðm 1Þ
ri
2 4
2r r ðm þ 1Þ
r 2
2 o i2
loge o
r
ðro ri Þðm 1Þ
r4 ðm þ 3Þ r2o r2i ð3m þ 1Þ
þ i
8ðm þ 1Þ
2ðm þ 1Þ
3Fðm2 1Þ r4o ð5m þ 1Þ
2
3
8ðm þ 1Þ
2Em h
where r is very small (concentrated load)
3Fðm 1Þð7m þ 3Þr2o =16Em2 h3
3Fðm2 1Þ
ro
2
2 3m þ 1
log
4r
þ
2r
e
mþ1
r
16Em2 h3
2
2 4
7m þ 3
ðr r Þr
r4
þ 2
r2o
þ o 2 2
mþ1
r ro
ro
Maximum deflection, ymax
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
8.9
8.10
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
8-140
8-141
8-142
8-143
Uniform over All edges
entire surface supported
Uniform over All edges
entire surface fixed
Uniform over Short edges
entire surface fixed, long
edges
supported
Uniform over Short edges
entire surface supported,
long edges
fixed
Eq.
8-139
Type of
support
Distributed
Inner edge
over the entire fixed and
surface
supported
Type of
loading
b ¼
b ¼
b ¼
b ¼
F ¼ abp
F ¼ abp
F ¼ abp
Center
Center of
long edge
Center of
short edge
Center of
long edge
0:5b2 p
b6
h2 1 þ 0:623 6
a
0:75b2 p
b4
h2 1 þ 0:8 4
a
b2 p
a4
2h2 1 þ 0:2 4
b
Inner edge
Location
of max
0:75b2 p
b3
h2 1 þ 1:61 3
a
r4 ðm þ 3Þ þ r4o ðm 1Þ þ 4r2o r2i
o 2
ro ðm þ 1Þ þ r2i ðm 1Þ
Maximum stress, max
3p
r
r ¼ 2 4r4o ðm þ 1Þ loge o
r
4h
F ¼ abp
F ¼ ðr2o r2i Þp
Total load, F
Note: Positive sign for indicates tension at upper surface and equal compression at lower surface; negative sign indicates reverse condition.
Form
of plate
TABLE 8-1
Maximum stresses and deflections in flat plates (Cont.)
...
...
0:0284b4 p
b5
Eh3 1 þ 1:056 5
a
0:1422b4 p
b3
Eh3 1 þ 2:21 3
a
...
Maximum deflection, ymax
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.11
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
TABLE 8-2
Coefficients in formulas for cover plates13;14;15
Circular plate
Rectangular plate
Elliptical plate
Material of cover plate
Methods of holding edges
k1
k2
k3
k4
k5
Cast iron
Supported, free
Fixed
0.54
0.44
0.038
0.010
0.75
0.62
1.73
1.4; 1.6a
1.5
1.2
Mild steel
Supported, free
Fixed
0.42
0.35
...
...
0.60
0.49
1.38
1.12; 1.28
1.2
0.9
a
With gasket.
Particular
Formula
The deflection
Rectangular plates
UNIFORM LOAD
The thickness of a rectangular plate according to
Grashof and Bach
h ¼ abk3
The thickness of uniformly loaded elliptical plate
ð8-7Þ
sd ða2 þ b2 Þ
1=2
abF
sd ða2 þ b2 Þ
ð8-8Þ
where k4 ¼ coefficient, taken from Table 8-2
Elliptical plate
1=2
where k3 ¼ coefficient, taken from Table 8-2
h ¼ k4
CONCENTRATED LOAD
The thickness of a rectangular plate on which a concentrated load F acts at the intersection of diagonals
p
h ¼ abk5
p
1=2
ð8-9Þ
sd ða2 þ b2 Þ
where k5 ¼ coefficient, taken from Table 8-2
SHELLS (UNFIRED PRESSURE VESSEL)
Shell under internal pressure—cylindrical
shell
CIRCUMFERENCE JOINT
The minimum thickness of shell exclusive of corrosion
allowance as per Bureau of Indian Standards11
h¼
pdi
pdo
¼
2sa p 2sa þ p
ð8-10Þ
Refer to Tables 8-3 and 8-8 for values of and sa ,
respectively.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.12
CHAPTER EIGHT
TABLE 8-3
Joint efficiency factor ()13;14;15
Requirement
Class 1
Class 2
Class 3
Weld joint
1.00
efficiency factor ()
0.85
0.70
0.60
0.50
Shell or end plate
thickness
No limitation on
thickness
Maximum
thickness 38 mm
after adding
corrosion
allowance
Maximum
thickness 16 mm
before corrosion
allowance is added
Maximum
thickness 16 mm
before corrosion
allowance is added
Maximum
thickness 16 mm
before corrosion
allowance is added
Type of joints
Double-welded
butt joints with full
penetration
excluding butt
joints with metal
backing strips
which remain in
place
Single-welded butt
joints with backing
strip
¼ 0:9
Double-welded
butt joints with full
penetration
excluding butt
joints with metal
backing strips
which remain in
place
Single-welded butt
joints with backing
strip
¼ 0:80
Double-welded
butt joints with full
penetration
excluding butt
joints with metal
backing strips
which remain in
place
Single-welded butt
joints with backing
strip
¼ 0:65
Single-welded butt
joints with backing
strip not over
16 mm thickness or
over 600 mm
outside diameter
Single full fillet lap
joints for
circumferential
seams only
Single-welded butt
joints without
backing strip
¼ 0:55
Source: K. Lingaiah and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Cooperative Society, Bangalore, India,
1962; K. Lingaiah and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1983; K. Lingaiah, Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers, Bangalore, India,
1986; and IS: 2825-1969.
Particular
Note: A minimum thickness of 1.5 mm is to be provided as corrosive allowance unless a protective
lining is employed.
The design pressure or maximum allowable working
pressure
The minimum thickness of shell exclusive of corrosion
allowance as per ASME Boiler and Pressure Vessel
Code
The maximum allowable working pressure as per
ASME Boiler and Pressure Vessel Code [from Eq.
(8-12)]1;2
Formula
p¼
2sa h 2sa h
¼
di þ h
do h
ð8-11Þ
t¼
pRi
2sa þ 0:4p
ð8-12Þ
when the thickness of shell does not exceed one-half
the inside radius ðRi Þ
p¼
2sa t
Ri 0:4t
ð8-13Þ
when the pressure p does not exceed 1:25sa . sa is
taken from Tables 8-9, 8-11, and 8-12.
Rules for construction of pressure vessel, section VIII, Division 1, ASME Boiler and Pressure Vessel Code, July 1, 1986.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Particular
LONGITUDINAL POINT
The minimum thickness of shell exclusive of corrosive
allowance as per ASME Boiler and Pressure Vessel
Code. [1-10]
8.13
Formula
t¼
pRi
pRo
¼
sa 0:6p sa þ 0:4p
ð8-14Þ
when the thickness of shell does not exceed one-half
the inside radius Ri
sa t
sa t
¼
Ri þ 0:6t Ro 0:4t
The maximum allowable working pressure as
per ASME Boiler and Pressure Vessel Code [from
Eq. 8-14)]
p¼
The design stress for the case of welded cylindrical
shell assuming a Poisson ratio of 0.3
d ¼ 0:87
The allowable stress for plastic material taking into
consideration the combined effect of longitudinal
and tangential stress (Note: The design stress for plastic material is 13.0 percent less compared with the
maximum value of the main stress.)
a ¼
The thickness of shell from Eq. (8-17) without taking
into account the joint efficiency and corrosion
allowance
h¼
ð8-15Þ
when the pressure p does not exceed 0.385sa pi ro
h
ð8-16Þ
pi do
2:3h
ð8-17Þ
pdo
2:3sa
ð8-18Þ
The design thickness of shell taking into consideration
the joint efficiency and allowance for corrosion,
negative tolerance, and erosion of the shell (hc )
hd ¼
pdo
þ hc
2:3sa ð8-19Þ
The design formula for the thickness of shell according to Azbel and Cheremisineff 10
hd ¼
pdi
þ hc
2:3sa p
ð8-20Þ
The factor of safety as per pressure vessel code, which
is based on yield stress of material used for shell
n¼
sy
a
ð8-21Þ
The factor of safety n should not be less than 4, which
is based on yield strength sy of material.
Shell under internal pressure—spherical shell
The minimum thickness of shell exclusive of corrosion
allowance as per Bureau of Indian Standards
h¼
pdi
pdo
¼
4sa p 4sa þ p
ð8-22Þ
The design pressure as per Bureau of Indian
Standards
p¼
4sa h 4sa h
¼
di þ h
do h
ð8-23Þ
Rules for construction of pressure vessel, section VIII, Division 1, ASME Boiler and Pressure Vessel Code, July 1, 1986.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.14
CHAPTER EIGHT
Particular
Formula
The minimum thickness of shell exclusive of corrosion
allowance as per ASME Boiler and Pressure Vessel
Code
t¼
The design pressure (or maximum allowable working
pressure) as per ASME Boiler and Pressure Vessel
Code
p¼
Shells under external pressure—cylindrical
shell (Fig. 8-1)
(a) The minimum thickness of cylindrical shell exclusive of corrosion allowance as per Bureau of
Indian Standards
pRi
2sa 0:2p
ð8-24Þ
when thickness of the shell of a wholly spherical
vessel does not exceed 0.356Ri
2sa t
Ri þ 0:2t
ð8-25Þ
when the maximum allowable working pressure p
does not exceed 0.655sa "
2=3 #
1:15p
4 KL
þ 1:1570 10
h ¼ do
do
SI
ð8-26aÞ
where h, do , and L in m; and p in MPa and
h ¼ t ¼ thickness of shell.
"
2=3 #
1:15p
6 KL
h ¼ do
þ 4:19 10
do
USCS
The design pressure as per Bureau of Indian
Standards
ð8-26bÞ
where h, do , and L in in; and p in psi
"
2=3 #
h
4 KL
p¼
1:157 10
1:15 do
do
SI
ð8-27aÞ
where p and in MPa; h, do , and L in m
"
2=3 #
h
6 KL
4:19 10
p¼
1:15 do
do
USCS
ð8-27bÞ
where p and in psi; h, do , and L in in
for
L 5:7ð10p=Þ5=2
372:65 103 ðh=do Þ3=2
<
or <
pK
K
do
SI
ð8-27cÞ
where and p in MPa; do , h, and L in m
for
L 5:7ð10p=Þ5=2
5:41 107 ðh=do Þ3=2
or <
<
do
pK
K
USCS
where and p in psi; L, do and h in in
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð8-27dÞ
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Particular
(b) The minimum thickness of cylindrical shell exclusive of corrosion allowance according to Bureau
of Indian Standards11
8.15
Formula
h ¼ 2:234 104 do ð pKÞ1=3 but not less than
ð3:5=2Þð pdo =Þ
SI
ð8-28aÞ
where do and h in m and p in MPa
h ¼ 4:25 103 do ð pKÞ1=3 but not less than
ð3:5=2Þð pdo =Þ
USCS
ð8-28bÞ
where do and h in in and p in psi
or
The design pressure as per Bureau of Indian
Standards from Eq. (8-28)
8:97 1010
K
p¼
h
do
3
but not greater than
SI
2h
3:5do
ð8-29aÞ
where p in MPa and h and do in m
13 106
K
p¼
h
do
3
but not greater than
2 h
3:5 do
USCS
ð8-29bÞ
where p in psi and h and do in in
for
L
97:78
14:6
>
or >
do ð pKÞ1=6
ð100h=do Þ1=2
for
L
22:4
1:46
>
or >
do
ð pKÞ1=6
ðh=do Þ1=2
or
5:7
0:58
ð10p=Þ5=2
22:4
>
pK
ð pKÞ1=6
or
372:65 103
USCS
ð10p=Þ5=2
97:78
>
pK
ð pKÞ1=6
54:1 106
(c) In other cases, the minimum thickness of the shell
exclusive of corrosion allowance as per Bureau of
Indian Standards
SI
SI
USCS
ðh=do Þ3=2
1:46
>
K
ðh=do Þ1=2
SI
ðh=do Þ3=2
1:46
>
K
ðh=do Þ1=2
2=5
L
h ¼ 3:576 10 do p
K
do
5
where h, do , and L in m; p in MPa
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
USCS
SI
ð8-30aÞ
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.16
CHAPTER EIGHT
Particular
Formula
2=5
L
h ¼ 1:227 103 do p
K
do
USCS
ð8-30bÞ
SI
ð8-31aÞ
USCS
ð8-31bÞ
where h, L, and do in in; p in psi
or
The design pressure as per Bureau of Indian
Standards
p¼
3:162 1012 ðh=do Þ5=2
LK=do
where h, L, and do in m; p in MPa
h¼
189:58 106 ðh=do Þ5=2
LK=do
where h, do , and L in in; p in psi
Reference Chart for ASME Boiler and Pressure
Vessel Code, Section VIII, Division 112
Refer to Fig. 8-2.
(d) Maximum allowable stress values
(1) The maximum allowable stress values in tension for ferrous and nonferrous materials sa
The maximum allowable stress values (sa )
for bolt, tube, and pipe materials
Refer to Tables 7-1, 8-8 and 8-13 for sa .
Refer to Tables 7-1, 8-8, 8-12 and 8-17.
FIGURE 8-2 Reference chart for ASME Boiler and Pressure Vessel Code, Section VIII, Division 1. (By permission, Robert
Chuse, Pressure Vessels—The ASME Code Simplified, 5th edition, McGraw-Hill, 1977.)12
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.17
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Particular
(2) The maximum allowable longitudinal compressive stress (ac ) to be used in the design
of cylindrical shells or tubes, either seamless
or butt-welded subjected to loadings that
produce longitudinal compression in shell
or tube. shall be as given in either Eq. (a)
or (b).
Formula
ac < sa
from Tables 7-1, 8-9 to 8-13 (a)
ac < B
ðbÞ
where B ¼ a factor determined from the applicable
material/temperature chart for maximum
design temperature, psi, Figs. 8-4, 8-5.
[Note: US Customary units (i.e., fps system of units)
were used in drawing Figs. 8-3 to 8-5 of ASME Pressure Vessel and Boiler Code, which is now used to find
the thickness of walls of cylindrical and spherical
shells and tubes, unless it is otherwise mentioned to
use both SI and US Customary units. Figures 8-3 to
8-5 are in US Customary units. The values from
these figures and others can be used in the appropriate
equation to find the values or results in SI units, if
these values and equations are converted into SI
units beforehand.]
(3) The procedure for determining the value of
the factor B
The value of factor A
Select the thickness t (¼ h) and outside diameter Do or
outside radius Ro of a cylindrical shell or tube in the
corroded condition. Then calculate the value of A
from Eq. (8-32)
A¼
0:125
Ro =t
ð8-32Þ
Using this value of A enter the applicable material/
temperature chart for the material (Figs. 8-4 and 8-5)
under consideration to find B. In case the value of A
falls to the right of the end of the material/temperature line (Figs. 8-4 and 8-5), assume an intersection
with the horizontal projection of the upper end of
the material/temperature line. From the intersection
move horizontally to the right and find the value of
B. This is the maximum allowable compressive
stress for the value of t and Ro assumed.
If the value of A falls to the left of the applicable
material/temperature line, the value of B, psi, shall
be calculated from Eq. (8-33).
The expression for value of factor B
AE
ð8-33Þ
2
where E ¼ modulus of elasticity of material at
design temperature, psi
B¼
Compare the value of B determined from Eq. (8-33)
or from the procedure outlined above with the
computed longitudinal compressive stress in the
cylindrical shell or tube using the selected values of t
and Ro . If the value of B is smaller than the computed,
compressive stress, a greater value of t must be
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.18
CHAPTER EIGHT
FIGURE 8-3 Geometric chart for cylindrical vessels under external or compressive loadings (for all materials). (Source:
American Society of Mechanical Engineers, ASME Boiler and Pressure Vessel Code, Section VIII, Division 1, July 1, 1986.)1;2;3
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.19
FIGURE 8-4 Chart for determining shell thickness of cylindrical and spherical vessels under external pressure when
constructed of carbon or low-alloy steels (specified minimum yield strength 24,000 psi to, but not including, 30,000 psi);
(1 kpsi ¼6.894757 MPa).1;2;3
FIGURE 8-5 Chart for determining shell thickness of cylindrical and spherical vessels under external pressure when constructed
of carbon or low-alloy steels (specified minimum yield strength 30,000 psi and over except for materials within this range where
other specific charts are referenced) and type 405 and type 410 stainless steels (1 kpsi ¼6.894757 MPa). (Source: American Society
of Mechanical Engineers, ASME Boiler and Pressure Vessel Code, Section VIII, Division 1, July 1, 1986.)1;2;3
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.20
CHAPTER EIGHT
Particular
Formula
selected and the procedure outlined above is repeated
until a value of B is obtained, which is greater than the
compressive stress computed for the loading on the
cylindrical shell or tube.
(e) Cylindrical shells and tubes. The required thickness of cylindrical shell or tube exclusive of corrosion allowance under external pressure either
seamless or with longitudinal butt-welded joint
as per ASME Boiler and Pressure Vessel Code
can be determined by the following procedure:
(1) Cylinders having (Do =t) values 10.
Assume the thickness t of shell or tube. Determine Do =t and L=Do . Use Fig. 8-3 to find A.
Find the value of A from Fig. 8-3 by following
the procedure explained in paragraph (d) (3)
In cases where the value of A falls to the right of the
end of the material/temperature line, assume an intersection with the horizontal projection of the upper
end of the material/temperature line. Using this
value of A enter the applicable material/temperature
chart for material (Figs. 8-4 and 8-5) under consideration and find the value of B. This value of B is the
maximum allowable compressive stress for the value
of t and Ro assumed, Pa (psi).
The equation for maximum allowable external
pressure (Pa ) by using this value of B
Pa ¼
4B
3ðDo =tÞ
ð8-34Þ
The equation for maximum allowable external
pressure Pa for values of A falling to the left of
the applicable material/temperature line.
Pa ¼
2AE
3ðDo =tÞ
ð8-35Þ
where Pa obtained from Eq. (8-35) is equal to or
greater than P. P is the external design
pressure, psi. This external allowable
pressure is 15 psi (103.4 kPa) or less. The
maximum external pressure is 15 psi
(103.4 kPa) or 25% more than the maximum
possible external pressure, whichever is
smaller.
(2) Cylinders having (Do =t) values <10.
Using the procedure as outlined in section (d)(3),
obtain the value of B. For values of (Do =t) less
than 4, the value of A can be calculated using
Eq. (8-36)
The formula to calculate the value of Pa1
The formula to calculate the value of Pa2
A¼
1:1
ðDo =tÞ2
ð8-36Þ
For values of A greater than 0.10, use a value of
0.10
2:167
0:0833 B
Do =t
2s
1
1
Pa2 ¼
Do =t
Do =t
Pa1 ¼
ð8-37Þ
ð8-38Þ
where s is the lesser of two times the maximum
allowable stress value at design metal
temperature, from the applicable Tables 8-9
to 8-12 or 0.9 times the yield strength of the
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Particular
8.21
Formula
material at design temperature. The yield
strength values are twice the B value
obtained from the applicable material/
temperature chart.
The smaller of the values of Pa1 or Pa2 shall be used
for the maximum allowable external pressure Pa .
Thus Pa obtained is equal to or greater than the
design pressure P.
Shell under external pressure—spherical
shell
The thickness of a spherical shell as per Bureau of
Indian Standards
The design pressure as per Indian Standards
h¼
pdo
0:80sa
ð8-39Þ
p¼
0:80sa h
do
ð8-40Þ
A¼
0:125
Ro =t
ð8-41Þ
The minimum required thickness of a spherical shell
exclusive of corrosion allowance under external
pressure, either seamless or of built-up construction
with butt joints, shall be determined by the following
procedure as per ASME Boiler and Pressure Vessel
Code.
Select a value for t. Determine Do =L and Do =t. Find
the value of A by using Fig. 8-3.
The value of the factor A is also calculated from Eq.
(8-41). Using this value of A, find the value of B
from the applicable material/temperature chart as
done in case of the cylindrical shell
where Ro is the outside radius of spherical shell in
the corroded condition, in
The maximum allowable external pressure Pa for
values of A falling to the right of the applicable
material/temperature line
Pa ¼
The maximum allowable external pressure Pa for
values of A falling to the left of the applicable
material/temperature line
Pa ¼
B
Ro =t
ð8-42Þ
where Pa is the calculated value of allowable
external working pressure for the assumed
value of t, Pa (psi), and P is the external
design pressure, Pa (psi)
0:0625E
ðRo =tÞ2
ð8-43Þ
The smaller value of Pa from Eq. (8-42) or (8-43) shall
be used for the maximum allowable external pressure
Pa . Pa obtained is equal to or greater than the design
pressure P.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.22
CHAPTER EIGHT
Particular
Formula
For finding the thickness of a shell in the design of a
longitudinal lap joint in a cylindrical or any lap
joint in a spherical shell under external pressure
The thickness of the shell shall be determined by the
rules already narrated for the longitudinal butt joint
of the cylindrical and spherical shell, except that 2P
shall be used instead of P in the calculations for the
required thickness.
Cylindrical shell under combined loading as
per Indian Standards
The longitudinal stress
The hoop stress
The shear stress
The Huber-Hencky equation for equivalent stress
based on the shear strain energy criterion
The basic design stress based on distortion energy
theory
2
M
pd þ W 4 b
di
4 i
z ¼
hðdi þ hÞ
¼
ð8-44Þ
pðdi þ hÞ
2h
ð8-45Þ
2Mt
hdi ðdi þ hÞ
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
e ¼ 2 z þ 2z þ 3 2
ð8-46Þ
¼
ð8-47Þ
d ¼ ½2 þ 2z þ 2r 2ð z þ z r þ r Þ1=2
ð8-48Þ
Requirements are:
(a) At design conditions
e sa
ð8-49Þ
zt sa
ð8-50Þ
ze 0:125Eðh=do Þ
ð8-51Þ
Refer to Table 8-14 for values of E.
(b) At test conditions
e 1:3sam
ð8-52Þ
zt 1:3sam
ð8-53Þ
zc 0:125Esam ðha =do Þ
ð8-54Þ
Stiffening rings for cylindrical shells under
external pressure
The moment of inertia of the stiffening rings as per
Indian Standards
Is ¼ 0:714 106 pLs d 03 K
4
SI
ð8-55aÞ
0
where Is in m , p in Pa, Ls and d in m
Is ¼ 4:29 103 pLs d 03 K
4
USCS
0
where Is in in , p in psi, Ls and d in in
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð8-55bÞ
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.23
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Particular
The required moment of inertia of a circumferential
stiffening ring shall be not less than that determined
by one of the formulas given in Eqs. (8-56) and (8-57)
as per ASME Boiler and Pressure Vessel Code
Formula
Is ¼
D2o Ls ½t þ ðAs =Ls ÞA
14
USCS
ð8-56Þ
Is0 ¼
D2o Ls ½t þ ðAs =Ls ÞA
10:9
USCS
ð8-57Þ
The expression for factor B
B¼
3
4
For calculating factor A
Use the applicable material/temperature chart to
find A
Select a member to be used for stiffening a ring after
knowing Do , Ls , and t of a shell designed already.
Then calculate factor B using Eq. (8-58)
For values of B falling below the left end of the
material/temperature chart line for the design temperature the value of A can be determined from Eq. (8-59)
A¼
PDo
t þ As =Ls
2B
E
ð8-58Þ
ð8-59Þ
FORMED HEADS UNDER PRESSURE ON
CONCAVE SIDE
For domed ends of hemispherical, semiellipsoidal, or
dished shape
Refer to Figs. 8-6 for domed end.
The required thickness at the thinnest point after
forming of ellipsoidal, torispherical, hemispherical,
conical, and toriconical heads under pressure on the
concave side of the shell shall be computed by the
appropriate formulas
The thickness of the ends and/or heads under pressure
on concave side (plus heads) as per Indian Standards
h¼
pdo C
2sa
ð8-60Þ
where C is a shape factor taken from Fig. 8-7
The allowable pressure as per Indian Standards
p¼
2hsa
do C
FIGURE 8-6 Domed ends.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð8-61Þ
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.24
CHAPTER EIGHT
FIGURE 8-7 Shape factor C for domed ends.11
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Particular
8.25
Formula
Ellipsoidal heads
The required thickness of a dished head of semiellipsoidal form. in which half the minor axis (inside
depth of the head minus the skirt) equals one-fourth
of the inside diameter of the head skirt, shall be
determined by Eq. (8-62) as per ASME Boiler and
Pressure Vessel Code
t¼
PD
2sa 0:2P
ð8-62Þ
The maximum allowable working pressure or design
pressure as per ASME Boiler and Pressure Vessel
Code
p¼
2sa t
D þ 0:2t
ð8-63Þ
t¼
0:885PL
sa 0:1P
ð8-64Þ
sa t
0:885L þ 0:1t
ð8-65Þ
PL
2sa 0:2P
ð8-66Þ
P¼
2sa t
L þ 0:2t
ð8-67Þ
h¼
pde c1
2sa ð8-68Þ
Torispherical heads
The required thickness of a torispherical head for the
case in which the knuckle radius is 6 percent of the
inside crown radius and the inside crown radius
equals the outside diameter of the skirt, shall be determined by Eq. (8-64) as per ASME Boiler and Pressure
Vessel Code
The maximum allowable working pressure as per
ASME Boiler and Pressure Vessel Code
P¼
Hemispherical heads
The required thickness of a hemispherical head when
its thickness does not exceed 0.36L or P does not
exceed 0.665sa , shall be determined by Eq. (8-66)
as per ASME Boiler and Pressure Vessel Code
The design pressure
t¼
Conical ends subject to internal pressure
(Fig. 8-8d) as per Indian Standards
KNUCKLE OR CONICAL SECTION
The thickness of cylinder and conical section (frustrum) within
pffiffiffiffiffi the distance L from the junction
(L ¼ 0:5 de h=cos )
The thickness of those parts of conical sections not
less than a distance L away from the junction with
the cylinder or other conical section
Refer to Table 8-4 for values of c1 .
h¼
pdk
2sa p
1
cos Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð8-69Þ
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.26
CHAPTER EIGHT
FIGURE 8-8(A) (a) Ellipsoidal; (b) spherically dished (torispherical); (c) hemispherical; (d) typical conical shell connection; and
(e) toriconical (cone head with knuckle).
Particular
Formula
SHALLOW CONICAL SECTIONS
The thickness of conical sections having an angle of
inclination to the vessel axis more than 708
pffiffiffiffiffiffiffiffiffiffiffi
p=sa
ð8-70Þ
90
The lower of values given by Eqs. (8-69) and (8-70)
shall be used.
h ¼ 0:5ðde ri Þ
Conical heads (without transition knuckle) as
per ASME Boiler and Pressure Vessel Code
The required thickness of conical heads or conical
shell sections that have a half-apex angle not greater
than 308 shall be determined by Eq. (8-71)
TABLE 8-4
Values of c1 for use in Eq. (18-68) (as function of
ri =de
108
208
308
458
608
758
t¼
PD
2 cos ðsa 0:6PÞ
ð8-71Þ
where D ¼ inside diameter
¼ minimum joint efficiency, percent
and ri =de )
0.01
0.02
0.03
0.04
0.06
0.08
0.10
0.15
0.20
0.30
0.40
0.50
0.70
1.00
1.35
2.05
3.20
6.80
0.65
0.90
1.20
1.85
2.85
5.85
0.60
0.85
1.10
1.65
2.55
5.35
0.60
0.80
1.00
1.50
2.35
4.75
0.55
0.70
0.90
1.30
2.00
3.85
0.55
0.65
0.85
1.20
1.75
3.50
0.55
0.60
0.80
1.10
1.60
3.15
0.55
0.55
0.70
0.95
1.40
2.70
0.55
0.55
0.55
0.90
1.25
2.40
0.55
0.55
0.55
0.70
1.00
1.55
0.55
0.55
0.55
0.55
0.70
1.00
0.55
0.55
0.55
0.55
0.55
0.55
Source: IS 2825, 1969.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.27
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Particular
Formula
P¼
2sa t cos D þ 1:2t cos ð8-72Þ
The required thickness of the conical portion of a
toriconical head, in which the knuckle radius is
neither less than 6 percent of the outside diameter of
the head skirt nor less than three times the knuckle
thickness and pressure shall be determined by Eqs.
(8-73) and (8-74)
tc ¼
PDi
2 cos ðsa 0:6PÞ
ð8-73Þ
P¼
2sa t cos Di þ 1:2t cos ð8-74Þ
The required thickness of the knuckle and pressure
shall be determined by Eqs. (8-75) and (8-76)
tk ¼
The design pressure
Toriconical heads
where Di ¼ inside cone diameter at point of
tangency to knuckle
PLM
2sa 0:2P
ð8-75Þ
or refer to Eqs. (8-66) and (8-67)
where
M ¼ factor depending on head proportion, L=r
L ¼ Di =2 cos The design pressure
Toriconical heads may be used when the angle
308
P¼
2sa tk
ML þ 0:2tk
ð8-76Þ
FORMED HEADS UNDER PRESSURE ON
CONVEX SIDE
The thickness of heads and ends under
pressure on convex side (minus heads) as per
Indian Standards
(a) Spherically dished ends and heads
The thickness of the spherically dished heads and ends
shall be the greater of the following thicknesses:
(1) The thickness of an equivalent sphere, having a
radius ro or Ro equal to the outside crown
radius of the end as determined from Eq. (8-39)
(2) The thickness of the end under an internal pressure equal to 1.2 times the external pressure
(b) Ellipsoidal heads
The thickness of ends of a semiellipsoidal shape shall
be the greater of the following:
(1) The thickness of an equivalent sphere, having a
radius ro or Ro calculated from the values of
ro =do or Ro =Do in Table 8-5, determined as per
Eq. (8-39)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.28
CHAPTER EIGHT
Particular
Formula
(2) The thickness of the end under an internal pressure equal to 1.2 times the external pressure
(c) Conical heads under external pressure: For a
conical end or conical section under external
pressure, whether the end is of seamless or buttwelded construction as per Indian Standards.
Use Eqs. (8-68), (8-69), and (8-70).
Equations (8-68) to (8-70) are applicable, except that
the shell thickness shall be no less than as prescribed
below:
(1) The thickness of a conical end or conical section
under external pressure, when the angle of inclination of the conical section to the vessel axis is
not more than 708, shall be made equal to the
required thickness of cylindrical shell, in which
the diameter is ðde = cos Þ and the effective
length is equal to the slant height of the cone or
conical section, or slant height between the effective stiffening rings, whichever is less.
(2) The thickness of conical ends having an angle of
inclination to the vessel axis of more than 708
shall be determined as a flat cover.
The thickness of formed heads under pressure
on convex side (minus heads) as per ASME
Boiler and Pressure Vessel Code
The required thickness at the thinnest point after
forming of ellipsoidal or torispherical heads under
pressure on the convex side (minus heads) shall be
the greater of the thicknesses given here
(1) The thickness as computed by the procedure
given for the heads with the pressure on the concave side of the previous section using a design
pressure 1.67 times the design pressure of the
convex side, assuming the joint efficiency
¼ 1:00 for all cases, or
(2) The thickness as determined by the appropriate
procedure given in Ellipsoidal heads or Torospherical heads as per ASME Boiler and Pressure
Vessel Code
HEMISPHERICAL HEADS
The required thickness of a hemispherical head having
pressure on the convex side shall be determined by Eqs.
(8-41) to (8-43)
A¼
0:125
Ro =t
ð8-41Þ
B
Ro =t
ð8-42Þ
Pa ¼
TABLE 8-5
Values of spherical radius factor Ko ¼ Ro =Do for ellipsoidal head with pressure on convex side as a function of ho =Do
for use in Eq. (8-41)
ho =Do
Ko ¼ Ro =Do
0.167
1.36
0.178
1.27
0.192
1.182
0.208
1.08
0.227
0.99
0.25
0.90
0.276
0.81
0.313
0.73
0.357
0.65
0.417
0.57
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
0.5
0.5
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Particular
8.29
Formula
Pa ¼
0:0625
ðRo =tÞ2
ð8-43Þ
where Ro ¼ outside radius in corroded condition
The procedure outlined in this section for finding the
thickness of a spherical shell can be used to find the
thickness of a hemispherical head by using Eqs. (841) to (8-43).
ELLIPSOIDAL HEADS
The minimum required thickness of ellipsoidal head
having pressure on the convex side either seamless or
of built-up construction with butt joints shall not be
less than that determined by the procedure given here
The factor A is given by Eq. (8-41)
TORISPHERICAL HEADS
The required minimum thickness of a torispherical
head having pressure on the convex side, either seamless or of built-up construction with butt joint
CONICAL HEADS AND SECTIONS
The required minimum thickness of a conical head or
section under pressure on the convex side, either
seamless or the built-up construction with butt joints
Assume a value of t and calculate the value of factor A
using the following equation:
A¼
0:125
Ro =t
ð8-41Þ
Using the value of A calculated from Eq. (8-41) follow
the procedure as that given for spherical shells to find
the thickness of ellipsoidal heads.
where Ro ¼ the equivalent outside spherical radius
taken as Ko Do in the corroded condition
Ko ¼ factor depending on the ellipsoidal
head proportion Ro =Do (Table 8-5)
The required thickness shall not be less than that
determined by the same design procedure as is used
for ellipsoidal heads given in the Ellipsoidal heads
section, using appropriate values for Ro . For torispherical head, the outside radius of the crown
portion of the head (Ro ) in corroded condition is
taken for design purposes.
This thickness can be determined following the
procedure outlined under cylindrical shells in the
Torispherical heads section to find factors A and B
by assuming a value for te .
FIGURE 8-8(B) Typical conical sections for external pressure
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.30
CHAPTER EIGHT
Particular
The symbols involved in design calculations are
(1) When 608 and for cones having DL =te , values
10:
Assume a value of te and determine ratios Le =DL
and DL =te . The equation for calculating the
maximum allowable external pressure Pa for the
case of values of factor A falling to the right of
the end of the material/temperature line.
Equation for calculating the maximum allowable
external pressure Pa for the case of values of
factor A falling to the left of the applicable
material/temperature line
Formula
te ¼ effective thickness of conical section
Le ¼ equivalent length of conical section
¼ ðL=2Þð1 þ Ds =LÞ
L ¼ axial length of cone or conical section (Fig. 8-8(B))
Ds ¼ outside diameter at small end of conical section
under consideration
Pa ¼
4B
3ðDL =te Þ
ð8-76aÞ
Pa ¼
2AE
3ðDL =te Þ
ð8-77Þ
where
DL ¼ outside diameter at large end of conical section
under consideration (Fig. 8-8(B))
¼ one-half the apex angle in conical heads and
section, deg. (Compare the value of Pa with
design pressure P. If Pa < P, then select a new
value for te and repeat the design procedure.)
(2) When 608 and for cones having DL =te , values
<10:
For values of DL =te less than 4, the value of
factor A can be calculated by using Eq. (8-78).
For values of factor A greater than 0.10, use a value of
0.10
The equation for calculating Pa1 using the value of
factor B obtained from material/temperature chart
The equation for calculating Pa2
A¼
1:1
ðDL =te Þ2
2:167
0:0833 B
DL =te
2s
1
1
Pa2 ¼
DL =te
DL =te
ð8-78Þ
Pa1 ¼
ð8-79Þ
ð8-80Þ
where s is less than two times the maximum allowable stress value at design metal temperature, from
the applicable table or 0.9 times the yield strength of
the material at design temperature. The yield strength
is twice the value of B determined from the applicable
material/temperature chart. The smaller of the
values of Pa1 or Pa2 shall be used for the maximum
allowable external pressure Pa . Pa is equal to or
greater than P. (Design pressure P is obtained from
appropriate table for material.)
(3) When > 608
The thickness of the cone shall be the same as the
required thickness for a flat head under external pressure, the diameter of which equals the largest diameter
of the cone.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Particular
8.31
Formula
Toriconical head having the pressure on the
convex side
The required thickness of a toriconical head having
pressure on the convex side, either seamless or of
built-up construction with butt joints within the head
The length Le (Fig. 8-8B, panel a)
The length Le (Fig. 8-8B, panel b)
The length Le (Fig. 8-8B, panel c)
The thickness shall not be less than that determined
using the procedure followed in the case of a cone
having DL =te values 10 for conical heads and
sections with exception that Le shall be determined
using Eqs. (8-81):
L DL þ Ds
Le ¼ r1 sin 1 þ
ð8-81aÞ
2
DLs
Le ¼ r2
Dss
L
sin 2 þ
DL
2
Le ¼ r1 sin 1 þ r2
Ds þ DL
DL
Dss
L
sin 2 þ
DLs
2
ð8-81bÞ
DL þ Ds
DLs
ð8-81cÞ
To find the thickness when lap joints are used in
formed head construction or for longitudinal joints
in a conical header under external pressure
The rules in this section, except the design pressure
2P, shall be used instead of P in the calculations for
the design of required thickness.
UNSTAYED FLAT HEADS AND COVERS
(Fig. 8-9, Table 8-6)
The thickness h of that unstayed circular heads,
covers, and blind flanges as per Indian Standards
The minimum required thickness t of unstayed circular heads, covers and blind flanges as per ASME
Boiler and Pressure Vessel Code
The minimum required thickness t of flat unstayed
circular heads, covers, and blind flanges which are
attached by bolts, causing an edge moment as per
ASME Boiler and Pressure Vessel Code
h ¼ c2 d
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ð p=sa Þ
Refer to Table 8-6 for values of c2 .
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
t ¼ d ðCP=sa Þ
ð8-82Þ
ð8-83Þ
Refer to Table 8-6 for values of C.
t¼d
CP
WhG 1=2
þ 1:9
3
sa sa d
ð8-84Þ
where C is taken from Table 8-6
W ¼ flange design bolt load, lbf
W ¼ Wm1 ¼ the minimum bolt load for
operating condition, lbf
t ¼ 0:785D2G P þ ð2b 3:14DG mpÞ
ð8-84aÞ
where W ¼ Wm2 ¼ the minimum required bolt
load for gasket seating, lbf
t ¼ 3:14bDG y
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð8-84bÞ
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.32
CHAPTER EIGHT
FIGURE 8-9 Types of unstayed flat heads. (K. Lingaiah and B. R. Narayana Iyengar, Machine Design Data Handbook,
Engineering College Cooperative Society, Bangalore, India, 1962; K. Lingaiah and B. R. Narayana Iyengar, Machine Design
Data Handbook, Vol. I (SI and Customary Metric Units), Suma Publishers, Bangalore, India, 1983; K. Lingaiah, Machine
Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers, Bangalore, India, 1986.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.33
TABLE 8-6
Coefficients c2 and C for determining head thickness for typical unstayed flat heads (Fig. 8-9)
Coefficient, c2 and C
Type of head
IS (Fig. 8-9)a
ASME
c2 , IS (Fig. 8-9)
C, ASME
Remarks
AðaÞ
(b-2)
0.50
0.33 m
but <0.20
j
Forged circular and noncircular heads integral
with or butt-welded to the vessel
AðbÞ
AðcÞ
B
(b-1)
(a)
0.50
0.45
0.35
0.17
0.17
0.10
0.45
0.50
0.1
CðaÞ to CðdÞ
(e), (f ) and (g)
pffiffiffiffiffiffiffiffiffiffiffi
0:7 hr =hs
but <0.55
j
D
(h)
0.7
0.33
E
(i)
F
(p)
pffiffiffiffiffiffiffiffiffiffiffi
0:7 hr =hs
but <0.55
j
0.42
0.33 m
but <0.20
j
0.25
G
(c)
0.45
0.13
0.55 in
other cases
0.20
0.33 m
but <0.20
j
0.33
0.30
H
IðaÞ
IðbÞ
IðcÞ
(m)
(n)
(o)
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
0:31 þ 95ðF=Pd 2 Þ
0.55
0.55
0.55
0.30
0.30
0.30
Flanged circular and noncircular heads forged
integral with or butt-welded to the vessel with an
inside corner radius not less than three times the
required head thickness
For circular heads when
the
pffiffiffiffiffiffi
ffi flange length:
1. l ð1:1 0:8h2s =h2 Þ di h; r 2h, d ¼ di r
and taper is 1 : 4 (Fig. 8-9)
pffiffiffiffi
2. l ¼ ½1:1 0:8ððts =th Þ2 td d and taper is 1 : 3
(1)
When r 2h, d ¼ di r and taper is 1 : 4 (Fig.
8-9)
When d ¼ di and 0:25h r < 2h.
For circular heads, when the flange length
pffiffiffiffi
l : l < ½1:1 0:8ðts =thp
Þ2 ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
th d but the
shell
pffiffiffiffiffi
thickness: ts <j 1:12th 1:1 1= th d; taper is at
least 1 : 3
(2)
Circular plates welded to inside of the pressure
vessel
Noncircular plates, welded to the inside of a
vessel and otherwise meeting the requirements for
the respective types of welded vessels
For circular plates welded to the end of the shell
when ts is at least 1.25tr
For circular plates, if an inside fillet weld with
minimum throat thickness of 0.7ts is used
For circular and noncircular covers bolted with a
full-face gasket, to shells, flanges or side plates
Circular heads lap welded or brazed to the shell
with corner radius not less than the 3h or 3t and l
not less than required by formula (2)
Circular and noncircular lap welded or brazed
construction as above, but with no special
requirement with regard to l
Circular flanged plates screwed over the end of
the vessel. with inside corner radius not less than
3t or 3h in which the design of threaded joint is
based on a safety factor of 4
Autoclave manhole covers d >j 610 mm (24 in)
Circular plates inserted in the end of a pressure
vessel and held in place by a positive mechanical
locking arrangement, and when all possible
means of failure are resisted with a safety factor
of at least 4; seal welding may be used, if desired
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.34
CHAPTER EIGHT
TABLE 8-6
Coefficients c2 and C for determining head thickness for typical unstayed flat heads (Fig. 8-9) (Cont.)
Coefficient, c2 and C
Type of head
IS (Fig. 8-9)a
JðaÞ
JðbÞ
KðaÞ
KðbÞ
ASME
( j)
(k)
(r)
(s)
c2 , IS (Fig. 8-9)
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
0:31 þ 190ðFbhG =Pd 3 Þ
0.7
0.7
C, ASME
0.3
0.3
0.33
0.33
Remarks
Circular and noncircular head and covers bolted
to the vessel as shown in Fig. 8-9
Circular plates having a dimension d not
exceeding 450 mm (18 in) inserted into the vessel
as shown in Fig. 8-9 and the end of the vessel shall
be crimped over at least 308, but not more than
458; the crimping may be done cold only when
this operation will not injure the metal in case of
(r); in case of (s) the crimping shall be done when
the entire circumference of the cylinder is
uniformly heated to the proper forging
temperature for the material used
a
Symbols in this column refer to Fig. 8-9.
Where F (or W) is load on bolt.
Sources: K. Lingaiah and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Cooperative Society, Bangalore, India, 1962;
K. Lingaiah and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Metric Units), Suma Publishers, Bangalore, India,
1983; and K. Lingaiah, Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers, Bangalore, India, 1986.
b
Particular
The minimum thickness of noncircular heads and
covers as per Indian Standards
The minimum heads, covers, or blind flanges of
square, rectangular, oblong, segmental, or otherwise
noncircular shape as per ASME Boiler and Pressure
Vessel Code
Formula
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
h ¼ c2 k6 b ð pi =sa Þ
ð8-85Þ
Refer to Fig. 8-10 for values of k6 and Table 8-6 for
values of c2 .
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
t ¼ d ðZCPÞ=sa ð8-88aÞ
where Z ¼ a factor for noncircular heads
depending on the ratio of long span to short
span a=b
Z ¼ 3:4 2:4d
D
ð8-86bÞ
Refer to Fig. 8-10 for values of Z (Z ¼ k6 ). Z need not
be greater than 2.5.
d ¼ diameter or short span as indicated in Fig. 8-9. t,
d in in and p and sa in psi
FIGURE 8-10 Coefficient k6 for noncircular flat heads.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Particular
The minimum thickness of flat unstayed non-circular
heads, covers, or blind flanges attached by bolts causing a bolt load edge moment as per ASME Boiler and
Pressure Vessel Code
(Note: A stayed flat plate and types of stays are shown
in Figs. 8-11 and 8-12.)
8.35
Formula
t¼d
ZCP
6WhG 1=2
þ
sa sa Ld 2
ð8-87Þ
where hG ¼ gasket moment arm, equal to the radial
distance from the center line of the bolts to
the line of the gasket reaction as shown in
Fig. 8-13
FIGURE 8-11 Stayed flat plate.
The net cover plate thickness under the groove or
between the groove and outer edge (tg ) of the cover
plate
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1:9WhG =sa d 3
ð8-88Þ
for circular heads and covers
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
tg <j d 6WhG =sa Ld 2
ð8-89Þ
tg <j d
for noncircular heads and covers
The thickness of spherically dished ends and heads
secured to the shell through a flange connection by
means of bolts as per Indian Standards
h¼
3pdi
100h
for R >
j 1:3di and
>
j 10
2sa R
ð8-90Þ
The thickness of a dished head that is riveted or
welded to a cylindrical shell according to ASME
Boiler and Pressure Vessel Code
h¼
8:33PR
2su
ð8-91Þ
STAYED FLAT AND BRACED PLATES OR
SURFACES (Figs. 8-11 and 8-12)
The thickness of stayed and braced plate as per Indian
Standards
h ¼ c4 d
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ð p=sa Þ
ð8-92Þ
Refer to Table 8-7 for values of c4 and Tables 8-8, 8-9,
and 8-11 for allowable stress values sa .
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.36
CHAPTER EIGHT
FIGURE 8-12 Types of stays.
FIGURE 8-13 Location of bolt load reaction.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.37
TABLE 8-7
Coefficients c4 for determining head thickness for stayed and braced plates
Type of stay
c4
Remarks
A
B
C
D
E
F
0.45
0.45
0.55
0.55
0.45
0.40
Flange of a flanged head
Welded brace
Welded tube stay
Expanded and beaded tubular stay
Bar stay with washer of diameter not less than 2.5 times the stay diameter
Bar stay with washer and reinforcing plate of diameter not less than 0.3d
Particular
The minimum thickness for braced and stayed flat
plates with braces or stay bolts of uniform diameter
symmetrically spaced as per ASME Boiler and Pressure Vessel Code
The maximum allowable working pressure for braced
and stayed flat plates as per ASME Boiler and Pressure Vessel Code
Formula
t ¼ pt
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ðP=sa c5 Þ
ð8-93Þ
where
t ¼ minimum thickness of plate, exclusive of corrosion allowance, in
sa ¼ maximum allowable stress, MPa (psi), taken
from Tables 8-9 to 8-13 for shell plates and
Table 8-23 for bolts
P¼
t2 sa c5
p2t
ð8-94Þ
where c5 ¼ a factor depending on the plate
thickness and type of stay taken from Table
8-15
Stayed flat plates with uniformly distributed
load
Grashof’s formula for maximum stress
The deflection
¼ 0:2275
p2t p
h2
ð8-95Þ
y ¼ 0:0284
p4t p
Eh3
ð8-96Þ
OPENINGS AND REINFORCEMENT
For flanged-in and unreinforced openings in cylindrical or conical shell or spherical shell or heads and ends
Refer to Figs. 8-14 and 8-15. Holes cut in domed ends
shall be circular, elliptical, or oblong. The radius r of
flanged-in openings (Fig. 8-14) shall not be less than
25 mm. Flanged-in and other openings shall be
arranged so that the distance from the edge of the
end is not less than that shown in Fig. 8-14. In all
cases the projected width of the ligament between
any two adjacent openings shall be at least equal to
the diameter of the smaller openings as shown in
Fig. 8-15.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.38
CHAPTER EIGHT
FIGURE 8-14 Flanged-in unreinforced opening.
FIGURE 8-15 Unreinforced opening.
Particular
The distance between openings spaced apart, Lo , in a
cylindrical or conical or spherical shell as per Indian
Standards
For size of openings in cylinders or conical shells or
spherical shells subject to a maximum of 200 mm
(8 in) which do not require reinforcement
Formula
Lo <j L ¼
dðha =hr Þ
ðha =hr 0:95Þ
ð8-97Þ
Refer to Tables 8-16 and 8-17 for flange bolting.
Refer to Fig. 8-16.
where
h ¼ distance between centers of any two adjacent
openings, mm (in)
d ¼ diameter or largest opening
¼ mean value of the major and minor axes in case
of elliptical or obround openings, mm (in)
ha ¼ actual thickness of vessel before corrosion allowance is provided, mm (in)
hr ¼ required thickness of vessel putting ¼ 1:0
before corrosion allowance is added, mm (in)
The total cross-sectional area of reinforcement, Ar , as
per Indian Standards
Ar <j A ¼ dhr
ð8-98Þ
where
d ¼ nominal internal diameter of the branch plus
twice the corrosion allowance, mm (in)
hr ¼ thickness of an unpierced shell or end calculated
from Eq. (8-10)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Particular
The expression for K factor
8.39
Formula
K ¼ pDo =1:82a ha
ð8-99Þ
Refer to Fig. 8-16a and b, where K has a value of
unity or greater, the maximum size of an unreinforced
opening shall be 50 mm (2 in)
Design for internal pressure
The total cross-sectional area of reinforcement A
required in any given plane through the opening for
a shell or formed head under internal pressure shall
not be less than as per ASME Boiler and Pressure
Vessel code
The total cross-sectional area of reinforcement in flat
heads that have an opening with a diameter that does
not exceed one-half of the head diameter or shortest
span, shall not be less than that given by Eq. (8-100)
as per ASME Boiler and Pressure Vessel Code
A ¼ 0:5td
ð8-100Þ
For nomenclature and formulas for reinforced openings as per ASME Boiler and Pressure Vessel Code
Refer to Fig. 8-17.
For values of spherical radius factor K1
Refer to Table 8-18.
The length of tapped hole ls to engage a stud
maximum allowable stress
value of stud material at
design temperature
l ¼ 0:75d
where t ¼ minimum required thickness of flat head
or cover, exclusive of corrosion allowance, m
(in)
s
s
ð8-101Þ
maximum allowable stress
value of tapped material
at design temperature
and also ls <j ds , where ds ¼ nominal diameter of the
stud, except that the thread engagement need not
exceed 1:5ds
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
363 (52.6) 0.55 R20 a
412 (59.8) 0.50 R20
510 (74.0) 0.50 R20
471 (68.3) 275 (39.9)
510 (74.0) 294 (42.6)
490 (71.1) 294 (42.6)
412 (59.8) 226 (32.8)
471 (68.3) 275 (39.9)
490 (71.1) 294 (42.6)
490 (71.1) 314 (45.5)
432 (62.7) 235 (34.1)
451 (65.4) 245 (35.5)
310 (45.0) 173 (25.1)
414 (60.0) 241 (35.0)
414 (60.0) 290 (42.1)
539 (78.2) 343 (49.8)
461 (66.9) 245 (35.5)
510 (74.0) 304 (44.1)
481 (69.8) 275 (39.9)
510 (74.0) 304 (44.1)
618 (89.6) 422 (61.2)
363 (52.6) 0.55 R20
412 (59.8) 0.55 R20
432 (62.7) 0.55 R20
461 (66.9) 0.55 R20
491 (71.2) 0.55 R20
432 (62.7) 235 (34.0)
490 (71.1) 280 (40.6)
Materials with grade or
designation and product
Plates
1
2A
2B
20 Mo 6
20 C 15
15 Cr 4 Mo 6
15 C 8
Forgings
20 Mo 6
15 Cr 4 Mo 6
10 Cr 9 Mo 10
Tubes and pipes
1% Cr 12% Mo
20 Mo 6
Fe 170
Fe 240
Fe 290
Castings
Grade 1
Grade 2
Grade 3
Grade 4
Grade 5
Grade 6
Sections, plates, and bars
Grade 1
Grade 2
Grade 3
Grade 4
Grade 5
Grade A-N
Grade B-N
Plates, bars, forgings, seamless tubes
X04 Cr 19 Ni 9
540 (78) 235 (34)
X04 Cr 19 Ni 9 Ti 20
540 (78) 235 (34)
X04 Cr 19 Ni 9 No 40
540 (78) 235 (34)
X05 Cr 18 Ni 11 Mo 3
540 (78) 235 (34)
X05 Cr 19 Ni 9 Mo 3
540 (78) 235 (34)
Ti 20
Castings
Grades 7, 8
461 (66.9) 205 (30)
Tensile
strength, Yield
st , min stress, sy
R20 , MPa min, E20
(kpsi)
MPa (kpsi)
Allowable stress, sa at design temperature, K (8C)
157 (22.8)
157 (22.8)
157 (22.8)
157 (22.8)
157 (22.8)
137 (19.9)
21
121 (17.5)
137 (19.9)
143 (20.7)
153 (22.2)
163 (23.6)
143 (20.7)
163 (13.6)
134 (19.4)
115 (16.7)
127 (18.4)
120 (17.4)
127 (18.4)
154 (22.3)
143 (20.7)
150 (21.8)
103 (15.0)
137 (19.9)
137 (19.9)
157 (22.8)
163 (23.6)
163 (23.6)
121 (17.5)
137 (19.8)
170 (24.7)
157 (22.8)
170 (24.7)
163 (23.6)
137 (19.9)
111 (16.1)
126 (18.3)
131 (19.0)
141 (20.5)
150 (21.8)
143 (20.7)
163 (23.6)
134 (19.4)
114 (16.5)
127 (18.4)
120 (17.4)
127 (18.4)
154 (22.3)
143 (20.7)
150 (21.8)
103 (15.0)
137 (19.9)
137 (19.9)
157 (22.8)
163 (23.6)
163 (23.6)
121 (17.5)
126 (18.3)
156 (22.6)
157 (22.8)
170 (24.7)
163 (23.6)
137 (19.9)
8.40
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
127 (18.4)
139 (20.2)
140 (20.3)
140 (20.3)
142 (20.6)
142 (20.6)
102 (14.8)
117 (17.0)
122 (17.7)
130 (18.9)
138 (20.0)
133 (19.2)
158 (23.0)
134 (19.4)
108 (15.7)
127 (18.4)
120 (17.4)
127 (18.4)
154 (22.3)
139 (20.2)
143 (20.7)
97 (14.0)
136 (19.7)
137 (19.9)
157 (22.8)
163 (23.6)
163 (23.6)
113 (16.4)
117 (17.0)
144 (20.8)
157 (22.8)
167 (24.2)
163 (23.6)
127 (18.4)
93 (13.5)
106 (15.4)
111 (16.1)
119 (17.3)
126 (18.3)
121 (17.5)
143 (20.7)
132 (19.1)
100 (14.5)
125 (18.1)
117 (17.0)
127 (18.4)
154 (22.3)
133 (19.3)
133 (19.3)
88 (12.8)
124 (18.0)
137 (19.9)
150 (21.8)
163 (23.6)
163 (23.6)
102 (14.8)
106 (15.4)
130 (18.8)
150 (21.8)
150 (21.9)
163 (23.6)
116 (16.8)
76 (11.0)
88 (12.8)
91 (13.2)
105 (15.2)
109 (15.8)
88 (12.8)
105 (15.2)
110 (16.0)
86 (12.5)
108 (15.7)
104 (15.1)
127 (18.4)
160 (23.2)
119 (17.3)
115 (16.7)
74 (10.7)
103 (15.0)
124 (18.0)
130 (18.9)
149 (21.6)
170 (24.6)
85 (12.3)
88 (12.8)
109 (15.8)
129 (18.7)
126 (18.3)
149 (21.6)
96 (13.9)
70 (10.2)
79 (11.5)
83 (12.0)
94 (13.6)
98 (14.2)
79 (11.5)
94 (13.6)
99 (14.4)
80 (11.6)
100 (14.5)
99 (14.4)
117 (17.0)
152 (22.0)
113 (16.4)
108 (15.7)
66 (9.6)
93 (13.5)
113 (16.4)
121 (17.6)
141 (20.5)
161 (23.4)
77 (11.2)
79 (11.5)
98 (14.2)
121 (17.6)
114 (16.5)
141 (20.5)
87 (17.6)
117 (18.4)
122 (17.7)
124 (18.0)
124 (18.0)
127 (18.4)
127 (18.4)
106 (15.4)
104 (15.0)
106 (15.4)
106 (15.4)
113 (16.4)
113 (16.4)
High-Alloy Steels in Tension
84 (12.2)
96 (13.9)
100 (14.5)
115 (16.7)
119 (17.3)
96 (13.9)
115 (16.7)
120 (17.4)
94 (13.6)
117 (17.0)
110 (17.3)
128 (18.6)
169 (24.5)
127 (18.4)
127 (18.4)
80 (11.6)
113 (16.4)
135 (19.6)
140 (20.3)
157 (22.8)
176 (25.5)
93 (13.5)
96 (13.9)
119 (17.3)
140 (20.3)
137 (19.9)
157 (22.8)
105 (15.2)
Carbon and Low-Alloy Steel in Tension
104 (15.1)
97 (14)
104 (15)
104 (15)
110 (16)
110 (16)
67 (9.7)
76 (11.0)
79 (11.5)
89 (12.9)
93 (13.5)
94 (13.6)
79 (11.5)
98 (14.2)
95 (13.8)
115 (16.7)
146 (21.2)
109 (15.8)
104 (15.1)
63 (9.1)
88 (12.8)
106 (15.4)
107 (15.5)
135 (19.6)
158 (22.9)
74 (10.7)
76 (11.0)
93 (13.5)
117 (17.0)
108 (15.7)
135 (19.6)
82 (11.9)
104 (15.1)
92 (13.3)
104 (15)
104 (15)
110 (16)
110 (16)
64 (9.3)
73 (10.6)
76 (11.0)
81 (11.8)
81 (11.8)
61 (8.8)
76 (11.0)
94 (13.6)
91 (13.2)
116 (16.9)
141 (20.5)
105 (15.2)
101 (14.7)
61 (8.8)
81 (11.8)
81 (11.8)
113 (16.4)
131 (19.0)
155 (22.5)
71 (10.3)
73 (10.6)
81 (11.8)
113 (16.4)
81 (11.8)
128 (18.6)
79 (11.5)
98 (14.2)
94 (13.6)
42 (6.1)
42 (6.1)
42 (6.1)
106 (15.4)
124 (18.0)
146 (21.2)
42 (6.1)
42 (6.1)
42 (6.1)
106 (15.4)
42 (6.1)
124 (18.0)
42 (6.1)
104 (15.1)
85 (12.3)
104 (15.1)
10.4 (15.1)
110 (16.0)
110 (16.0)
58 (8.4)
58 (8.4)
58 (8.4)
58 (8.4)
58 (8.4)
104 (15.1)
79 (11.5)
101 (14.6)
104 (15.1)
109 (15.8)
109 (15.8)
42 (6.1)
42 (6.1)
42 (6.1)
42 (6.1)
42 (6.1)
43 (6.2)
31 (4.5)
74 (10.7)
71 (10.3)
91 (13.2)
82 (11.9)
89 (12.9)
86 (12.5)
109 115.8) 106 (15.4)
137 (19.9) 132 (19.1)
102 (14.8)
98 (14.2)
58 (8.4)
58 (8.4)
58 (8.4)
110 (16.0)
128 (18.6)
150 (21.8)
58 (8.4)
58 (8.4)
58 (8.4)
110 (16.0)
58 (8.4)
128 (18.6)
58 (8.4)
35 (5.0)
35 (5.0)
35 (5.0)
35 (5.0)
35 (5.0)
26 (3.8)
57 (8.8)
57 (8.3)
83 (12.0)
94 (13.6)
66 (9.6)
95 (13.8)
76 (11.0)
35 (5.1)
35 (5.1)
35 (5.1)
76 (11.0)
114 (16.5)
125 (18.1)
35 (5.1)
35 (5.1)
35 (5.1)
76 (11.0)
35 (5.1)
114 (16.5)
35 (5.1)
41 (5.9)
41 (5.9)
64 (9.3)
71 (10.3)
48 (7.0)
84 (12.2)
55 (8.0)
27 (3.9)
27 (3.9)
43 (6.2)
51 (7.5)
34 (4.9)
57 (8.3)
36 (5.2)
56 (8.1)
57 (8.3)
69 (10.0)
57 (8.3)
84 (12.2)
55 (8.0)
84 (12.2)
94 (13.6)
36 (5.2)
55 (8.0)
25 (3,6)
36 (5.2)
25 (3.6)
34 (5.0)
34 (5.0)
48 (7.0)
34 (5.0)
33 (4.8)
16 (2.3)
31 (4.5)
323 K
373 K
423 K
473 K
523 K
573 K
623 K
648 K
673 K
698 K
723 K
748 K
773 K
798 K
823 K
848 K
(508C),
(1008C),
(1508C),
(2008C)
(2508C),
(3008C),
(3508C),
(3758C),
(4008C),
(4258C),
(4508C),
(4758C),
(5008C),
(5258C),
(5508C),
(5758C)
MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi)
28
28
28
28
28
26
25
23
22
21
23
20
17
17
15
17
17
15
950R20
950R20
20
20
20
26
25
20
20
20
20
25
Mechanical properties
TABLE 8-8
Allowable stresses sa for various ferrous and nonferrous materials
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
98 (14.2)
196 (28.4)
216 (31.3)
265 (38.4)
265 (38.4)
186 (27.0) 108 (15.7)
294 (42.6) 245 (35.5)
216 (31.3) 108 (15.7)
309 (44.8) 245 (35.5)
275 (40.0)
275 (40.0)
Plates
PIB—M
NP4—M
Sheet, strip
S1B—12H
NS4—14H
Bars, rods, and sections
NE5—M
NE6—M
NE8—0
HE30—W
HE30—WP
Drawn tubes
HT30—W
HT30—WP
Plate sheet and strips
Cu Zn 30
Cu Zn 40
284 (41.2)
284 (41.2)
22
45
30
16
7
88+
18+
16
18
10
8
8
30
12
69 (10.0)
86 (12.5)
69 (10.0)
69 (10.0)
86 (12.5)
51 (7.4)
72 (10.4)
54 (7.8)
66 (9.6)
69 (10.0)
51 (7.4)
71 (10.3)
21 (3.0)
54 (7.8)
12 (1.7)
43 (6.2)
69 (10.0)
85 (12.3)
69 (10.0)
69 (10.0)
85 (12.3)
50 (7.3)
70 (10.2)
49 (7.1)
70 (10.2)
20 (2.9)
53 (7.7)
13 (1,9)
42 (6.1)
69 (10.0)
81 (11.7)
69 (10.0)
69 (10.0)
81 (11.7)
48 (7.0)
67 (9.7)
47 (6.8)
67 (9.7)
19 (2.8)
52 (7.5)
11 (1.6)
42 (6.1)
69 (10.0)
77 (11.2)
69 (10.0)
69 (10.0)
77 (11.2)
46 (6.7)
65 (9.4)
46 (6.7)
65 (9.4)
18 (2.6)
49 (7.1)
10 (1.5)
41 (5.9)
39 (5.7)
43 (6.2)
39 (6.7)
43 (6.2)
14 (2.0)
37 (5.4)
8 (1.2)
32 (4.6)
28 (4.1)
30 (4.4)
28 (4.1)
30 (4.4)
11 (1.6)
24 (3.5)
7 (1.1)
24 (3.5)
68 (9.9)
71 (10.3)
68 (9.9)
68 (9.9)
71 (10.3)
56 (8.1)
53 (7.7)
56 (8.1)
56 (8.1)
53 (7.7)
38 (5.5)
19 (2.8)
38 (5.5)
38 (5.5)
19 (2.8)
Copper and Copper Alloys
44 (6.38)
55 (8.0)
44 (6.4)
54 (7.8)
16 (2.3)
44 (6.4)
9 (1.3)
37 (5.4)
Aluminum and Aluminum Alloys in Tensions
323 K
373 K
423 K
473 K
523 K
573 K
623 K
648 K
673 K
698 K
723 K
748 K
773 K
798 K
823 K
848 K
(508C),
(1008C),
(1508C),
(2008C)
(2508C),
(3008C),
(3508C),
(3758C),
(4008C),
(4258C),
(4508C),
(4758C),
(5008C),
(5258C),
(5508C),
(5758C)
MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi) MPa (kpsi)
Allowable stress, sa at design temperature, K (8C)
b
These values have been used on a quality factor of 0.75.
0:55R20 ¼ 0:55 363 ¼ 199:7 MPa (29.0 kpsi).
Notes: + The elongation values are based on 50.8-mm test piece; a area of cross-section; † tube normalized and tempered.
Sources: K. Lingaiah and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Cooperative Society, Bangalore, India, 1962; K. Lingaiah and B. R. Narayana Iyengar,
Machine Design Data Handbook, Vol. I (SI and Customary Metric Units), Suma Publishers. Bangalore. India. 1983; and K. Lingaiah, Machine Design Data Handbook, Vol. II (SI and Customary
Metric Units), Suma Publishers, Bangalore, India, 1986
a
Tubes
Alloy 1
Alloy 2
392 (56.9)
64 (9.3)
186 (27.0)
Materials with grade or
designation and product
Bars and rods
Tensile
strength, Yield
st , min stress, sy
R20 , MPa min, E20
(kpsi)
MPa (kpsi)
Mechanical properties
TABLE 8-8
Allowable stresses sa for various ferrous and nonferrous materials (Cont.)
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
8.41
g
h
SA 204
SA 225
SA 302
SA 203
Plate
SA 202
A
C
C
C
F
B
A
0.5 Cr-1.25 310
Mn-Si
0.5 Cr-1.25 324
Mn-Si
3.5 Ni, 379
50 mm (2 in.)
C-0.5 Mo
255
C-0.5 Mo
296
Mn-0.5 Ni-V 483
Mn-0.5 Mo- 345
0.5 Ni
37
43
70
50
55
47
45
30
40
30
36
22.5
27.5
30.0
207
276
207
248
155
190
207
20
80
36
138
552
C-,Mn
C-Mn-SiCb-V
448
517
724
552
552
586
517
413
483
413
483
310
379
483
400
276
689
65
75
105
80
80
85
75
60
70
60
70
45
55
70
58
40
100
45
75
70
60
70
65
70
70
MPa kpsi
Specified
minimum
tensile
strength
st
24
310
40/42 517
42
483
32
413
38
483
35
448
38
483
50
483
kpsi
248
165
276/290
290
220
262
241
262
345
C
C-Mn-Si
C-Mn
C-Si
C-Si
C-Mn-Si
C-Mn-Si
C-Mn-Si
Carbon steel forgings, castings, and bars
SA 36b;c bars
C-Mn-Si
and shapes
c
SA 216 cast WCA
C-Si
WCC
C-Mn-Si
c
SA 350 forge LFI
C-Mn-Si
LF2
C-Mn-Si
SA 675b;c bar 45
C
60
C
70
C
Plates and sheets
A
SA 285b;c;d
SA 299c
b;c
SA 414
F
SA 515c
60
70
c
65
SA 516
70
c
SA 537
Cl-1 up to
62.5 mm (2.5 in)
incl.
SA 620
1 and 2
SA 812
80
composition MPa
no.
Grade
Nominal
Specification
Specified
minimum
yield
strength,
sy
112
130
181
138
138
147
130
103
121
103
121
78
95
121
100
69
147
78
130
121
103
121
115
121
MPa
16.3
18.8
26.3
20.0
20.0
21.3
18.8
15.0
17.5
15.0
17.5
11.3
13.8
17.5
14.5
10.0
21.3
11.3
18.8
17.5
15.0
17.5
16.3
17.5
kpsi
19 to 345
(30 to 650)
11.0
17.7
16.6
14.4
16.6
15.5
16.6
112
130
181
138
136
122
99
115
99
115
76
92
115
56
16.3
18.8
26.3
20.0
19.8
17.7
14.4
16.6
14.4
16.6
11.0
13.3
16.6
13.9
(Fig. 8-5)
76
121
114
99
114
107
114
MPa kpsi
370
(700)
8.42
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
135
112
130
122
108
90
102
90
102
71
83
102
87
71
108
101
90
102
96
102
19.6
16.3
18.8
17.7
15.7
13.0
14.8
13.0
14.8
10.3
12.1
14.8
12.6
10.3
15.7
14.7
13.0
14.8
13.9
14.8
MPa kpsi
400
(750)
10.8
12.0
10.8
12.0
9.0
10.2
12.0
10.5
9.0
12.6
12.0
10.8
12.0
11.4
12.0
60
64
54
54
54
60
64
57
54
66
63
60
64
62
64
130
109
130
83
83
18.8
15.8
18.8
12.0
12.0
123
106
126
54
54
Low-Alloy Steel
75
83
75
83
62
70
83
72
62
87
83
75
83
79
83
455
(850)
17.9
15.3
18.3
7.8
7.8
8.7
9.3
7.8
7.8
7.8
8.4
9.3
8.5
7.8
9.6
9.2
8.7
9.3
9.0
9.3
MPa kpsi
Carbon Steel
MPa kpsi
427
(800)
94
94
94
35
35
45
45
35
35
45
45
45
45
45
45
45
45
45
45
13.7
13.7
13.7
5.0
5.0
6.5
6.5
5.0
5.0
6.5
6.5
6.5
45
6.5
6.5
6.5
6.5
6.5
6.5
6.5
MPa kpsi
482
(900)
56
56
56
21
8.2
8.2
8.2
3.0
3.0
4.5
31
21
4.5
4.5
3.0
3.0
31
31
21
21
6.5
33.0
33.0
33.0
10.0
10.0
17.0
17.0
17.0
10.0
10.0
17.0
17.0
17.0
17.0
31
31
31
31
4.5
4.5
4.5
4.5
17.0
4.8
4.8
4.8
1.5
1.5
2.5
2.5
2.5
1.5
1.5
2.5
2.5
2.5
2.5
2.5
MPa kpsi
538
(1000)
(Fig. 8-5)
31
4.5
MPa kpsi
510
(950)
(Fig. 8-5)
(Fig. 8-5)
MPa kpsi
566
(1050)
Maximum allowable stress, sa for metal temperature, 8C (8F), not exceeding
TABLE 8-9
Maximum allowable stress values, sa , in tension for carbon and low-alloy steel
MPa kpsi
593
(1100)
MPa kpsi
620
(1150)
MPa kpsi
650
(1200)
SA 302
SA 203
SA 204gb
SA 204g
SA 225h
SA 225h
SA 202
SA 675b;c bar
SA 350c forge
SA 36b;c bars
and shapes
SA 216c cast
SA 620
SA 812
SA 537c
SA 516c
SA 285b;c;d
SA 299c
SA 414b;c
SA 515c
no.
Specification
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
11 Cl.2
SA 387
4N
3
B11
SA 487 cast
SA 541 forge
SA 739 bar
1 Cr-0.5 Mo 276
1.25 Cr-0.5 276
Mo-Si
C-0.5 Mo
241
1 Ni-0.5 Cr- 276
0.5 MO
9 Cr-1 Mo 413
1.25 Cr-0.5 276
Mo-Si
0.5 Ni-0.5
413
Cr-0.25 Mo
V
0.5 Ni-0.5
345
Mo V
1.25 Cr-0.5 310
Mo
2.25 Cr- 1
310
Mo
45
45
50
60
60
40
35
40
40
40
30
45
kpsi
517
483
552
620
620
483
448
483
483
483
413
517
75
70
80
90
90
70
65
70
70
70
60
75
MPa kpsi
Specified
minimum
tensile
strength
st
121
138
121
112
121
121
121
130
MPa
17.5
20.0
17.5
16.3
17.5
17.5
17.5
18.8
kpsi
19 to 345
(30 to 650)
121
121
138
141
121
112
121
121
121
95
130
17.5
17.5
20.0
20.5
17.5
16.3
17.5
17.5
17.5
13.7
18.8
MPa kpsi
370
(700)
119
121
138
136
121
112
121
121
121
91
130
17.2
17.5
20.0
19.8
17.5
16.2
17.5
17.5
17.5
13.2
18.8
MPa kpsi
400
(750)
116
121
132
132
121
109
121
121
121
88
130
16.9
17.5
19.1
19.1
17.5
15.8
17.5
17.5
17.5
12.8
18.8
MPa kpsi
427
(800)
113
118
125
118
105
118
118
118
83
126
16.4
17.1
18.2
17.1
15.3
17.1
17.1
17.1
12.1
18.3
MPa kpsi
455
(850)
109
110
114
110
90
103
110
110
75
110
15.8
15.9
10.5
15.9
13.7
15.0
15.9
15.9
10.9
15.9
MPa kpsi
482
(900)
76
76
76
76
56
63
76
76
55
76
11.0
11.0
11.0
11.0
8.2
9.2
11.0
11.0
8.0
11.0
MPa kpsi
510
(950)
52.0
48.0
51.0
48.0
33.0
40.0
45.0
48.0
40.0
48.0
7.6
6.9
7.4
6.9
4.8
5.9
6.6
6.9
5.8
6.9
MPa kpsi
538
(1000)
40
32
35
32
30
32
29
32
5.8
4.6
5.0
4.6
4.3
4.6
4.2
4.6
MPa kpsi
566
(1050)
Maximum allowable stress, sa for metal temperature, 8C (8F), not exceeding
30
19
23
19
18
19
20
19
4.4
2.8
3.3
2.8
2.6
2.8
2.9
2.8
MPa kpsi
593
(1100)
17
15
15
10
15
14
15
2.5
2.1
2.2
1.4
2.1
2.0
2.1
MPa kpsi
620
(1150)
7
8
9
8
10
9
8
1.3
1.2
1.5
1.0
1.2
1.3
1.2
MPa kpsi
650
(1200)
SA 541 forge
SA 739 bar
SA 487 cast
SA 336 forge
SA 217 cast
SA 182 forge
SA 387
no.
Specification
Notes:
a
These stress values are one-fourth the specified minimum strength multiplied by a quality factor of 0.92, except for SA 283, grade D and SA-36.
b
For service temperature above 4558C (8508), it is recommended that killed steels containing not less than 10% residual silicon be used.
c
Upon prolonged exposure to temperature above 4268C (8008F) the carbide phase of carbon steel may be converted to graphite.
d
The material shall not be used in thickness above 50 mm (2 in).
e
The material shall not be used in thickness above 62 mm (2.5 in).
f
Only killed steel shall be used above 4558C (8508F).
g
Upon prolonged exposure to temperature above 4688C (8758F), the carbide phase of carbon molybdenum steel may be converted to graphite.
h
The maximum nominal plate thickness shall not exceed 14.75 mm (0.58 in).
i
These stress values apply to normalized and drawn materials only.
j
For other conditions and specifications, the reader is referred to the general notes given for Table UCS-23 of ASME Boiler and Pressure Vessel Code, Section VIII, Division 1, July 1, 1986.
Source: The American Society of Mechanical Engineers, ASME Boiler and Pressure Vessel Code, Section VIII, Division 1, July 1, 1986.
B22
C12
F11
WC1
WC4
SA 336 forge
SA 217 cast
Forgings, castings, and bars
SA 182 forge F12
F11b
5 Cl.1
composition MPa
Grade
no.
1.25 Cr-0.5 310
Mn-Si
5 Cr-0.5 Mo 207
Nominal
Specification
Specified
minimum
yield
strength,
sy
TABLE 8-9
Maximum allowable stress values, sa , in tension for carbon and low-alloy steel (Cont.)
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
8.43
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.44
CHAPTER EIGHT
TABLE 8-10
Maximum allowable stress values, sa in tension for nonferrous metals
Alloy
Specification no. designation
Temper
condition
Sheet and plate
SB 209
-H 12
Nominal
composition
UNS no.
Size or
thickness
mm (in)
Specified
minimum
tensile
strength, st
Maximum allowable stress, sa , for metal
temperature 8C (8F), not exceeding
Specified
minimum
yield
strength, sy
38 (100)
65 (150)
kpsi
93 (200)
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
MPa
kpsi
96
14
76
11
24
3.5
24
3.5
24
3.5
110
16
96
14
26
4.0
26
4.0
26
4.0
138
20
117
17
35
5.0
35
5.0
35
5.0
117
17
69
10
30
4.3
30
4.3
30
4.3
193
28
145
21
48
7.0
48
7.0
48
7.0
234
34
179
26
58
8.5
58
8.5
58
8.5
214
31
83
12
54
7.8
54
7.8
54
7.8
248
36
179
26
62
9.0
62
9.0
62
9.0
207
30
110
16
52
7.5
52
7.5
52
7.5
165
24
41
6.0
41
6.0
41
6.0
427
62
290
42
107
15.5
107
15.5
107
15.5
400
58
262
38
100
14.5
100
14.5
100
14.5
241
96
282
290
262
165
35
14
41
42
38
24
96
35
131
179
241
14
8.8
3.4
10.3
10.5
9.5
6.0
61
23
71
72
63
40
8.8
3.4
10.3
10.5
9.2
5.9
23
3.4
19
26
35
61
23
71
72
65
41
62
39
9.0
5.7
379
441
434
55.0
64.0
63.0
207
379
372
30
55
54
95
110
13.8
16.0
15.8
95
110
13.8
16.0
15.8
92
109
13.3
15.9
15.8
262
255
241
38.0
37.0
35.0
241
228
220
35
33
32
65
64
61
9.5
9.3
8.8
65
64
61
9.5
9.3
8.8
65
64
61
9.5
9.3
8.8
207
172
331
30.0
25.0
48.0
138
124
200
20
18
29
52
43
65
7.5
6.3
9.5
52
43
52
7.5
6.3
7.5
52
43
7.5
6.3
50 mm (2 in)
345
50 mm (2 in)
345
12. 5 mm (12 in) 496
50 mm (2 in)
345
50.0
50.0
72.0
50.0
124
138
220
138
18
20
32
20
83
86
124
86
12.0
12.5
18.0
12.5
83
86
124
86
12.0
12.5
18.0
12.5
82
11.9
124
86
18.0
12.5
>50 mm (2 in)
87.5 mm
(3.5 in)
100 mm (4 in)
>75(3)–125(5)
310
45.0
103
15
69
10.0
69
10.0
69
10.0
310
345
345
345
310
45.0
50.0
50.0
50.0
45.0
103
138
124
138
124
15
20
18
20
I8
69
86
83
86
78
10.0
12.5
12.0
12.5
11.3
69
86
83
78
70
10.0
12.5
12.0
11.3
10.1
69
86
83
72
65
10.0
12.5
12.0
10.5
9.4
276
40.0
103
15
70
10.1
67
9.7
66
9.5
345
317
482
469
50.0
46.0
70.0
68.0
124
103
172
159
18
15
25
23
83
69
115
105
12.0
10.0
16.7
15.3
78
66
100
93
11.3
9.5
14.5
13.5
75
63
97
90
10.9
9.1
14.0
13.0
358
482
276
379
52
70
40
55
103
262
83
138
15
38
12
20
69
121
55
92
10.0
17.5
8.0
13.3
69
121
55
92
10.0
17.5
8.0
13.3
69
121
55
92
10.0
17.5
8.0
13.3
Aluminum and Aluminum Alloys
1100d
1.275–50.0
(0.051–2.000)
0.225–25.0
(0.009–1.000)
0.15–25.00
(0.006–1.000)
6.25–12.475
(0.250–0.499)
1.275–50.00
(0.051–2.000)
1.275–25.00
(0.051–1.000)
1.275–75.00
(0.051–3.000)
1.275–50.00
(0.051–2.000)
1.275–6.225
(0.051–0.249)
1.275–6.225
(0.051–0.249)
-H 14
SB 209
3003d
-H 14
-H 112
SB 209
3004d
-H 32
SB 209
5052d
-H 34
SB 209
5454d
-O
-H 32
SB 209
6061e;f
T4
T 6 Wld
Rods, bars, and shapes
SB 221
2024e
SB 221
SB 221
SB 221
5086e
3003d
5456d
SB 308
6061e ’
Die and hand forgings
SB 247
2014 Diee
-T 4
-H 112
-H 112
-O
-H 111
-T 6
-T 6 Wld
6061 Diee
6061 Hande
-T 6
-T 6
Castings
SB 26
SG 70 A(356)e
-T 6
-T 71
-T 4
204.0
100.0 (4.000)
50.0 (2.00)
50.0–100.00
(2.001–4.000)
100.0 (4.00)
100.0 (4.000)
100.025–200.0
(4.001–8.000)
-T 4
-T 6
SB 247
SB 247
SB 108
3.125–12.475
(0.125–0.499)
162.54–200.00
(6.501–8.000)
125.00 (5.000)
All
125.00 (5.00)
125.00 (5.00)
50.0 (2.000)
5
Copper and Copper Alloys
Sheet and plates
SB 96
655
SB 169
610
614
SB 171
C 36500, C 36600
Annealed
Annealed
Annealed
Annealed
C 36700, C 36800
Annealed
Annealed
Annealed
Annealed
Annealed
Annealed
Admiralty
Naval brass
SB 171
443, 444, 445
C 46400, C 46500
C 46600, C 46700
715
SB402
706
Annealed
Cu-Ni 90/10
SB 171
SB 171
Cu-Si alloy
Al-bronze
Al-bronze
Lead-Muntz
metal
Cu-Ni 70130
Die forgings (hot pressed)
SB 283h
C 37700h
As forged
Forging brass
C 64200
As forged
Forgings, Al-Si
bronze
655, 661g
Softh
Half hardi
Soft
Half hard
Rods and bars
SB 98g
SB 98
651 j
Cu-Si
Cu-Si
62.5 (2.5)
62.5 (2.5)
125(5) incl
62.5 (2.5)
37.5 (1.5)
>37.5 (1.5)
37.5 (1.5)
>37.5 (1.5)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.45
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
TABLE 8-10
Maximum allowable stress values, sa in tension for nonferrous metals (Cont.)
Maximum allowable stress, sa , for metal temperature, 8C (8F), not exceeding
120 (250)
150 (300)
176 (350)
205 (400)
232 (450)
MPa
kpsi
260 (500)
MPa
kpsi
288 (550)
MPa
kpsi
315 (600)
MPa
kpsi
343 (650)
MPa
kpsi
370 (700)
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
Spec. No.
22
25
34
28
48
58
51
52
51
41
3.2
3.7
4.9
4.0
7.0
8.5
7.4
7.5
7.4
5.9
19
19
30
25
40
43
38
38
48
38
2.8
2.8
4.3
3.6
5.8
6.2
5.5
5.5
6.9
5.5
14
14
21
21
26
32
28
28
43
32
2.0
2.0
3.0
3.0
3.8
4.1
4.1
4.1
6.3
4.6
8
8
16
16
16
16
21
21
31
24
1.2
1.2
2.4
2.4
2.4
2.4
3.0
3.0
4.5
3.5
95
88
13.7
12.8
72
69
10.4
9.7
49
42
6.5
6.1
31
29
4.5
4.2
21
3.0
16
2.4
12
1.8
10
1.4
SB 221
SB 221
SB 221
59
37
8.5
5.4
50
35
7.2
5.0
39
29
5.6
4.2
28
22
4.0
3.2
SB 308
86
102
102
63
61
58
12.5
14.8
14.8
9.1
8.8
8.4
79
79
79
54
53
51
11.5
11.5
11.5
7.9
7.7
7.4
47
47
47
43
43
42
6.8
6.8
6.8
6.3
6.3
6.1
27
27
27
31
31
31
3.9
3.9
3.9
4.5
4.5
4.5
43
42
6.3
6.1
37
5.4
28
4.1
16
2.4
Sheet and plate
SB 209
(Fig. 8-9)
(Fig. 8-8)
SB 209
SB 209
SB 209
SB 209
SB 209
Rods, bars, and shapes
SB 221
Die and hand forgings
SB 247
SB 247
SB 247
Castings
SB 26
SB 108
Sheet and plates
SB 96g
SB 169
81
11.7
69
10.0
38
5.0
124
86
69
69
18.0
12.5
10.0
10.0
124
85
69
69
18.0
12.3
10.0
10.0
124
75
69
68
18.0
10.8
10.0
9.8
121
36
36
24
17.5
5.3
5.3
3.5
86
83
72
64
64
12.5
12.0
10.4
9.3
9.3
86
83
72
64
62
12.5
12.0
10.4
9.3
9.0
43
43
72
64
60
6.3
6.3
10.4
9.3
8.7
17
17
72
64
59
2.5
2.5
10.4
9.3
8.5
117
17.0
14
2.0
72
64
57
10.4
9.3
8.2
114
16.5
SB 171
SB 171
SB 171
72
64
55
10.4
9.3
8.0
72
64
48
10.4
9.3
7.0
72
64
41
10.4
9.3
6.0
72
64
10.4
9.3
72
64
10.4
9.3
SB 171
SB 204
Die forgings (hot pressed)
93
96
13.5
12.5
93
86
13.5
12.5
90
83
13.0
12.0
69
121
55
88
10.0
17.5
8.0
12.8
69
121
48
69
10.0
17.5
7.0
10.0
35
69
35
55
5.0
10.0
5.0
8.0
76
76
11.0
11.0
52
52
7.5
7.5
36
36
5.2
5.2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
SB 283h
Rods and bars
SB 98g
SB 98
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.46
CHAPTER EIGHT
TABLE 8-10
Maximum allowable stress values, sa in tension for nonferrous metals (Cont.)
Alloy
Specification no. designation
Temper
condition
Castings
SB 61
SB 148
SB 271
SB 584
As Cast
As Cast
As Cast
As Cast
922
954
952
976
Nominal
composition
UNS no.
Size or
thickness
mm (in)
Specified
minimum
tensile
strength, st
Maximum allowable stress, sa , for metal
temperature 8C (8F), not exceeding
Specified
minimum
yield
strength, sy
38 (100)
65 (150)
93 (200)
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
234
517
448
276
34
75
65
40
110
207
172
117
16
30
25
17
59
13
108
52
8.5
18.8
15.7
7.5
59
130
108
52
8.5
18.8
15.7
7.2
59
129
103
48
8.5
18.7
14.9
7.0
241
35
172
25
61
8.8
59
8.1
50
7.3
345
448
50
65
276
379
40
55
86
112
12.5
16.3
82
107
12.0
15.6
75
99
10.9
14.3
482
345
70
50
345
276
50
40
121
86
17.5
12.5
121
81
17.5
11.7
113
74
16.4
10.7
358
52
207
30
90
13.0
76
11.0
552
80
379
55
138
20.0
114
16.6
Titanium and Titanium Alloys
Sheet, strip, plate, bar, billet, and casting
SB 265
Grade 1 (F1)
SB 381
SB 348
2 (F2)
3 (F3)
SB 367h
12 (F12)
Grade C-2
Annealed
Annealed
Sheets, strips,
plate
Forging
(F stands for
forging)
Bar, billet
Castingb
Zirconium
Flat-rolled products and bars
SB 551
Grade R 60702
SB 550
Hot-rolled
products
Bars
R 60705
Nickel and Nickel Alloys
Plate, sheet, and strip
SB 127j
400
Ni-Cu
N04400
600
600j
B2
825
X
Annealedj
Hot-rolled
Annealed
Hot-rolledj
Sol. ann. k
Annealed
Annealedk
SB 168
SB 168j
SB 333k
SB 424k
SB 435k
Ni-Cr-Fe
Ni-Cr-Fe
Ni-Mo
Ni-Fe-Cr-Mo-Cu
Ni-Cr-Mo-Fe
N06600
N06600
N10665
N08825
N06002
SB 435
X
Annealed
Ni-Cr-Mo-Fe
N06002
SB 435k
SB 443
SB 463
X
625
20Cb
Annealed
Annealed
Annealed
N06002
N06625
N08020
SB 575k
SB 582
SB 582k
SB 709
C22
G
G
28
Sol. ann. k
Sol. ann.
Sol. ann. k
Annealed
Ni-Cr-Mo-Fe
Ni-Cr-Mo-Cb
Cr-Ni-Fe-MoCu-Cb
Ni-Mo-Cr
Ni-Cr-Fe-Mo-Cu
Ni-Cr-Fe-Mo-Cu
Ni-Fe-Cr-MoCu Low C
N04400
N06600
N06600
N08825
N08020
N08330l
N06625
N06455k
N-12 WV
CW-12MW
Bars, rods, shapes, and forgings
SB 164
400
600k
SB 166k
SB 166
600
k
825
SB 425
SB 462k
20Cb
Annealed
Annealedk
Hot fin
Annealedk
Annealedk
SB 511l
SB 564
SB 574k
330
625
C-4
Annealed
Sol. ann.
Ni-Cu
Ni-Cr-Fe
Ni-Cr-Fe
Ni-Fe-Cr-Mo-Cu
Cr-Ni-Fe-MoCu-Cb
Ni-Fe-Cr-Si
Ni-Cr-Mo-Cb
Ni-Mo-Cr
Castings
SA 494h
SA 494
B
C
Annealedh
Annealed
Ni-Mo
Ni-Mo-Cr
N06022
N06007
N06007
N08028
All
0.063 (1/16)
0.188 (3/16)
0.063 (1/16)
0.188 (3/16)k
>0.188 (3/16)
>100 (4)
19.3 (3/4)
>19.3 (3/4) k
All sizes
All sizes
482
517
552
586
758
586
689
70
75
80
85
110
85
100
193
276
241
241
352
241
276
28
40
35
35
51
35
40
388C (1008F)
128
18.6
129
18.7
138
20.0
146
21.2
190
27.5
148
21.5
161
23.3
938C (2008F)
113
16.4
129
18.7
138
20.0
146
21.2
190
27.5
148
21.5
144
20.9
1508C (3008F)
106
15.4
129
18.7
138
20.0
146
21.2
190
27.5
141
20.4
132
19.2
689
100
276
40
161
23.3
161
23.3
116
23.3
655
758
552
95
110
80
241
379
241
35
55
35
161
190
138
23.3
27.5
20.0
144
190
138
20.9
27.5
20.0
132
190
136
19.2
27.5
19.8
689
620
586
503
100
90
85
73
310
241
207
213
45
35
30
31
172
155
138
125
25.0
22.5
20.0
18.2
172
144
138
125
25.0
22.9
20.0
18.2
171
134
138
117
24.8
19.5
20.0
17.0
482
552
586
586
552
70
80
85
85
80
172
241
241
241
141
25
35
35
35
35
114
138
146
146
138
16.6
20.0
21.2
21.2
20.0
101
138
146
146
138
14.6
20.0
21.2
21.2
20.0
94
138
146
141
136
13.6
20.0
21.2
20.4
19.8
482
758
689
70
110
100
207
345
276
30
50
40
121
190
172
17.5
27.5
25.0
121
190
172
17.5
27.5
25.0
112
190
172
16.3
27.5
25.0
524
496
76
72
276
276
40
40
131
124
19.0
18.0
123
118
17.8
17.1
123
112
17.8
16.2
a
The stress values in this table may be interpolated to determine values for intermediate temperatures.
Stress values in restricted shear shall be 0.8 times the values in this table.
c
Stress values in bearing shall be 1.60 times the values in the table.
d
For weld construction, stress values for this material shall be used.
e
The stress values given for this material are not applicable when either welding or thermal cutting is employed.
f
Allowable stress values shown are 90 percent those for the corresponding core material.
g
Copper-silicon alloys are not always suitable when exposed to certain media and high temperature, particularly steam above 1008C (2128F).
h
No welding is permitted.
i
If welded, the allowable stress values for annealed condition shall be used.
j
For plates only.
b
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.47
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
TABLE 8-10
Maximum allowable stress values, sa in tension for nonferrous metals (Cont.)
Maximum allowable stress, sa , for metal temperature, 8C (8F), not exceeding
120 (250)
150 (300)
176 (350)
205 (400)
232 (450)
260 (500)
288 (550)
315 (600)
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
59
129
100
48
8.5
18.7
14.5
6.9
59
129
98
46
8.5
18.7
14.2
6.7
59
125
98
8.5
18.1
14.2
57
120
98
8.3
17.4
14.2
53
110
98
7.7
16.0
14.2
50
96
98
7.2
13.9
14.2
34
76
81
5.0
11.0
11.7
59
51
8.5
7.4
45
6.5
40
5.8
36
5.2
33
4.8
31
4.5
28
4.1
25
3.6
21
3.1
68
90
105
68
9.9
13.0
15.2
9.8
62
81
98
61
9.0
11.7
14.2
8.9
58
72
92
55
8.4
10.4
13.3
8.0
53
64
86
50
7.7
9.3
12.5
7.2
50
57
82
7.2
8.3
11.9
46
52
79
6.6
7.5
11.4
43
46
77
6.2
6.7
11.1
39
41
75
5.7
6.0
10.8
343 (650)
MPa
kpsi
370 (700)
MPa
kpsi
Spec. No.
Castings
SB 61
SB 148
SB 271
SB 584
Sheet, strip, plate, bar, billet, and casting
SB 265
64
9.3
48
7.0
42
6.1
41
6.0
SB 381
SB 348
Flat-rolled products and bars
SB 367h
Plate, sheet, and strip
33
4.8
SB 551
98
14.2
86
12.5
78
11.3
72
10.4
68
2058C (4008F)
102
14.8
129
18.7
138
20.0
146
21.2
190
27.5
132
19.2
123
17.8
158
22.9
123
17.8
2608C (5008F)
101
14.7
129
18.7
138
20.0
146
21.2
190
27.5
126
18.3
114
16.5
154
22.3
114
16.5
3158C (6008F)
101
14.7
129
18.7
138
20.0
146
21.2
189
27.2
123
17.8
108
15.6
146
21.1
108
15.6
3708C (7008F)
101
14.7
124
1 8.0
135
19.6
145
21.1
187
27.1
119
17.3
103
15.6
140
20.3
103
15.0
4268C (8008F)
98
14.2
98
14.2
132
19.1
141
20.4
137
19.8
118
17.1
101
14.7
136
19.7
101
14.7
4828C (9008F)
55
8.0
28
4.0
110
16.0
135
19.6
5398C (11008F)
5938C (11008F)
48
100
7.0
14.5
21
50
3.0
7.2
116
100
135
100
16.8
14.5
19.6
14.5
115
99
131
99
16.6
14.3
19.3
14.3
98
121
98
185
129
26.8
18.7
180
125
26.1
18.2
175
121
25.4
17.5
172
119
25.0
17.3
170
116
24.6
16.8
165
24.0
163
23.7
166
165
125
138
109
23.9
18.2
20.0
15.8
160
120
138
100
23.2
17.4
20.0
14.5
157
116
134
92
22.7
16.8
19.4
13.3
154
113
131
22.4
16.4
19.0
153
111
128
22.2
16.1
18.6
110
127
16.0
18.4
109
126
15.8
18.3
91
138
146
132
129
105
13.2
20.0
21.2
19.2
18.7
15.3
98
138
146
126
125
101
13.1
20.0
21.2
18.3
18.2
14.6
98
138
146
123
122
94
13.1
20.0
21.2
17.8
17.7
13.7
98
138
146
119
119
92
13.1
20.0
21.1
17.3
17.3
13.4
88
138
141
118
116
89
12.7
20.0
20.4
17.1
16.8
12.9
55
110
134
116
8.0
16.0
19.5
16.8
48
100
114
7.0
14.5
16.6
21
50
3.0
7.2
85
12.3
82
11.9
54
7.8
185
172
26.8
25.0
180
170
26.1
24.7
175
168
25.4
24.4
172
165
25.0
24.0
170
158
24.6
23.0
165
24.0
163
23.7
166
23.4
123
112
17.8
16.2
123
112
17.9
16.2
123
112
17.8
16.2
122
111
17.7
16.1
119
105
17.3
15.2
114
99
16.6
14.4
108
95
15.7
13.8
6488C (12008F)
14
38
2.0
5.5
14.2
17.5
14.2
78
78
78
11.3
11.3
11.3
23.4
91
13.2
4.9
7048C (13008F)
53
53
53
7.7
7.7
7.7
SB 550
7608C (14008F)
SB 127j
SB 168
SB 168j
SB 333k
SB 424k
33 4.8
33 4.8
33 4.8
SB 443
SB 463
SB 575k
SB 582
SB 582k
SB 709
14
38
2.0
5.5
32
91
4.7
13.2
Bars, rods, shapes, and forgings
SB 164
SB 166k
SB 166
SB 425k
21
3.1
SD 462k
12 1.8
k
SB 564
SB 574k
Castings
SA 494h
SA 494
Nickel alloys have low yield strength. The stress values of these alloys used are slightly on the high side. These higher stress values exceed 2/3 but
do not exceed 90 percent of the yield strength at temperature. These stress values are not recommended for the flanges of gasket joints where a slight
amount of distortion can cause leakage. Sol. ann. = Solution annealed.
l
At temperature above 5388C (10008F), these stress values may be used only if the material is annealed at a minimum temperature of 10388C
(19008F) and has a carbon content of 0.04% or higher.
m
These stress values multiplied by a joint efficiency factor of 0.85.
n
A joint efficiency factor of 0.85 has been applied in arriving at the maximum allowable stress values in tension for this material.
o
Alloy NO6225 in the annealed condition is subject to severe loss of impact strength at room temperature after exposure in the range of 5388 to
7608C (10008 to 14008F).
p
For other conditions and specifications, it is suggested to refer to the General Notes given for Table UNF-23.1 of ASME Boiler and Pressure
Vessel Code, Section VIII, Division 1, July 1, 1986.
Source: The American Society of Mechanical Engineers, ASME Boiler and Pressure Vessel Code, Section VIII, Division 1, July 1, 1986.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.48
CHAPTER EIGHT
TABLE 8-11
Maximum allowable stress values (sa ) in tension for high-alloy steel
Spec. no.
yield
strength, sy
tensile
strength, st
Maximum allowable stress, sa , for metal temperature, 8C (8F), not exceeding
30 to 38
(20 to 100)
93 (200)
150 (300)
205 (400)
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
25
30
30
40
30
40
40
65
40
45
25
25
30
30
30
30
30
30
30
30
35
35
35
25
414
414
379
414
448
483
483
620
483
655
448
483
483
483
483
483
517
517
517
517
534
552
552
483
60
60
55
60
65
70
70
90
70
95
65
70
70
70
70
70
75
75
75
75
77.5
80
80
70
103
103
95
103
112
111
111
155
121
158
108
108
121
121
121
121
130
130
130
130
134
138
138
108
15.0
15.0
13.8
15.0
16.3
16.2
16.2
22.5
17.5
23.0
15.6
15.7
17.5
17.5
17.5
17.5
18.8
18.8
18.8
18.8
19.4
20.0
20.0
15.7
99
99
90
99
107
106
106
148
114
143
106
108
114
114
121
114
123
123
123
123
125
138
138
108
14.3
14.3
13.1
14.3
15.5
15.4
15.4
21.5
16.6
20.8
15.4
15.7
16.6
16.6
17.5
16.6
17.8
17.8
17.8
17.8
18.2
20.0
20.0
15.7
95
95
97
95
103
103
103
143
111
132
98
105
105
104
118
107
114
114
114
114
13.8
13.8
12.7
13.8
15.0
14.9
14.9
20.7
16.1
19.1
14.2
15.3
15.3
15.1
17.1
15.5
16.6
16.6
16.6
16.6
92
92
84
92
99
99
99
138
107
13.3
13.3
12.2
13.3
14.4
14.4
14.4
20.0
15.5
131
131
108
19.0
19.0
15.7
94
101
104
103
116
104
112
112
112
112
116
126
126
107
13.6
14.7
5.1
15.0
16.8
15.1
16.2
16.2
6.2
16.2
16.9
18.3
18.3
15.5
25
448
65
108
15.7
108
15.7
108
15.7
107
15.5
25
483
70
108
15.7
108
15.7
108
15.7
107
15.5
30
483
70
121
17.5
121
17.5
118
17.1
116
16.8
405
410 S
TP 409
18 Cr-2 Mo
430
410
F6 ACI.1
CA 15
430, XM8
201
F 304 L
304 L
CF 3
CF 8
CF 8 M
Cl-F 304 H
302
F 304
304 H
304
CF 3A
304 N
F 304 N
316 L
UNS no.
Product
form
Specified
minimum
Plate. bar
172
S 40500
12 Cr-1 Ald
S 41008
13 Cr
Plate
207
S 40900
11 Cr-Ti
Plate
207
S 44400
18 Cr-2 Mod
Plate
276
S 43000
17 Crd
Plate
207
S 41000
13 Cr
Bar, forge
276
S 41000
13 Cr
Bar, forge
276
J 91150
13 Crd
Cast
448
S 43000, S 43035 17 Crd;e ; 18 Cr-Tid;e Bare;g
276
S 20100
17 Cr-4 Ni-6 Mn
Plate
310
S 30403
18 Cr-8 Ni
Forgeg
172
S 30403
18 Cr-8 Ni
Plateg , bare;g
172
J 92500
18 Cr-S Ni
Castg
207
J 92600
18 Cr-8 Ni
Castg;h
207
J 92900
18 Cr-9 Ni-2 Mo
Castg;h
207
S 30409
18 Cr-8 Ni
Forgeg
207
S 30200
18 Cr-8 Ni
Plate, bare;g
207
S 30400
18 Cr-8 Ni
Forgee;g
207
S 30400
18 Cr-8 Ni
Barg;e
207
S 30400
18 Cr-8 Ni
Plate
207
J 92500
18 Cr-8 Ni
Castg
241
g;h
S 30451
18 Cr-8 Ni-N
Plate
241
S 30451
18 Cr-8 Ni-N
Forge
241
g
S 31603
16 Cr-12 Ni-2
Plate
172
Mo
SA-182
F 316 L
S 31603
16 Cr-12 Ni-2
Forge g
172
Mo
SA-479
316 L
S 31603
16 Cr- 1 2 Ni-2
Barg;f
172
Mo
SA-351
CF 8 M
J 92900
16 Cr- 1 2 Ni-2
Cast
207
Mo
SA-182
F 316
S 31600
16 Cr-12 Ni-2
Forgeg;h;j
207
Mo
SA-336
CI-F 316 H S 31609
16 Cr-12 Ni-2
Forge
207
Mo
SA-240
316 Ti
S 31635
16 Cr-12 Ni-2
Plateg;h;i
207
Mo
SA- 1 82
F 316 H
S 31609
16 Cr-12 Ni-2
Forgeg
207
Mo
SA-479
316
S 31600
16 Cr-12 Ni-2
Bare;g;h
207
Mo
SA-240
317 L
S 31703
18 Cr-13 Ni-3
Plateg
207
Mo
SA-240
XM-15
S 38100
18 Cr-18 Ni-2 Si
Plateg
207
SA-240
316 M
S 31651
16 Cr-12 Ni-2
Plateg;h
241
Mo-N
SA-479, SA-240 XM-29
S 24000
18 Cr-3 Ni-12
Plate, barf;g
379
Mn
SA-182, SA-336 F 321 H
S 32100
18 Cr-10 Ni-Ti
Forgeg;i
207
SA-240, SA-479 321
S 32100
18 Cr-10 Ni-Ti
Plateg;h , barg;h;e 207
SA-182, SA-336 F 347
S 34700
18 Cr-10 Ni-Cb
Forgeg;h;i
207
SA-351
CFBC
J 92710
18 Cr-10 Ni-Cb
Castg;h
207
SA-240, SA-182 347,348
S 34700
18 Cr-10 Ni-Cb
Plategg;h , forgeg;h 207
g;h;e
SA-479
F 347, F 348 S 34800
18 Cr-10 Ni-Cb
Bar
207
SA-351
CG 8 M
19 Cr-11 Ni-Mo
Castg
241
SA-182, SA-240 F 44
S 31254
20 Cr-18 Ni-6
Forge, plate
303
Mo
SA-182, SA-240. F 45
S 30815
21 Cr- 1 1 Ni-N
Forge, plate, bar 310
SA-479
S 30815
21 Cr-11 Ni-N
Forge. plate, bar 310
SA-240, SA-479
S 32550
25.5 Cr-5.5 NiPlate, bar
552
3.5 Mo
SA-351
CH 8
J 93400
25 Cr-12 Ni
Castg;h
193
SA-351
CH 20
J 93402
25 Cr-12 Ni
Casth
207
SA-240
309 S,
S 30908,
23 Cr-12 Ni
Plateg;h;j
207
309Cb
S 30940
207
SA-240, SA-182 310 Cb
S 31040,
25 Cr-20 Ni
Plateg;k;h;j ,
forgeg;k;h
CI-F310
S 31000
SA-479
310 S
S 310 S
25 Cr-20 Ni
Barg;k;h;e
207
SA-240
TP 329
S 32900
26 Cr-4 Ni-Mo
Plated
483
SA-182, SA-336 FXM-27 Cb S 44625
27 Cr-Mo
Forged
241
SA-240, SA-479 XM-27
S 44627
27 Cr-Mo
Plated , bar,
276
d;e
shape
SA-240
XM-33
S 44626
27 Cr-Mo-Ti
Plated
310
SA-240, SA-479 844800
29 Cr-4 Mo-2 Ni
Plated , bard;e
414
SA-564
630 H 1100 S 17400
17Cr-4 Ni-4 Cu
Bard;l
793
SA-182, SA-336, FMX-11,
S-21904
20 Cr-6 Ni-9 Mn
Forge, plate
345
SA-41Z
NM-11
SA-240, SA-479
SA-240
SA-240
SA-240
SA-240
SA-479
SA-182
SA-217
SA-479
SA-412
SA-182
SA-240, SA-479
SA-351
SA-351
SA-351
SA-336
SA-240, SA-479
SA-182
SA-479
SA-240
SA-351
SA-240
SA-336
SA-240
Grade
Nominal
composition
Specified
minimum
30
483
70
121
17.5
121
17.5
118
17.1
116
16.8
30
483
70
121
17.5
111
16.2
100
14.6
92
13.4
30
517
75
130
18.8
130
18.8
127
18.4
125
18.1
30
517
75
130
18.8
130
18.8
127
18.4
125
18.1
30
517
75
130
18.8
130
18.8
127
18.4
125
18.1
30
517
75
130
18.8
112
16.2
98
14.2
92
13.4
30
35
517
552
75
80
130
138
18.8
20.0
122
138
17.7
20.0
114
132
16.6
19.2
111
130
16.1
18.8
55
689
100
172
25.0
169
24.5
156
22.6
149
21.6
30
30
30
30
30
30
35
44
483
517
483
483
517
517
517
648
70
75
70
70
75
75
75
94
121
130
121
121
130
130
121
162
17.5
18.8
17.5
17.5
18.8
18.8
17.5
23.5
118
127
115
114
123
123
121
162
17.1
18.4
16.7
16.6
17.9
17.9
17.5
23.5
111
119
105
105
113
113
118
147
16.1
17.3
15.3
15.3
16.4
16.4
17.1
21.4
110
118
99
96
107
107
116
137
16.0
17.1
14.4
13.9
15.5
15.5
16.8
19.9
45
45
80
600
600
758
87
87
110
150
150
190
21.8
21.8
27.5
149
149
189
21.6
21.6
27.4
141
141
177
20.4
20.4
25.7
135
135
170
19.6
19.6
24.7
28
30
30
448
483
517
65
70
75
112
121
130
16.3
17.5
18.8
103
111
118
14.9
16.1
17.2
98
105
113
14.2
15.3
16.4
95
102
110
13.8
14.8
15.9
30
517
75
130
18.8
118
17.2
113
16.4
110
15.9
30
70
35
40
517
620
414
448
75
90
60
65
130
155
103
112
18.8
22.5
15.0
16.2
118
151
103
112
17.2
21.9
15.0
16.2
113
141
101
110
16.4
20.5
14.6
15.9
109
136
98
110
15.8
19.8
14.2
15.9
45
60
115
50
469
552
965
620
68
50
140
90
117
138
241
155
17.0
20.0
35.0
22.5
117
134
241
154
17.0
19.4
35.0
22.4
116
126
241
148
16.8
18.3
35.0
21.4
114
125
235
136
16.6
18.1
34.1
19.7
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.49
TABLE 8-11
Maximum allowable stress values (sa ) in tension for high-alloy steel (Cont.)
Maximum allowable stress, sa , for metal temperature, 8C (8F), not exceeding
260 (500)
315 (600)
370 (700)
427 (800)
482 (900)
538 (1000)
593 (1100)
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
89
12.9
85
12.4
83
12.1
76
11.1
69
9.7
27
4.0
(Fig. 8-5)
89
81
88
96
96
96
133
103
12.9
11.8
12.8
13.9
13.9
13.9
19.3
15.0
85
79
85
93
92
92
129
100
12.4
11.4
12.4
13.5
13.4
13.4
18.7
14.5
83
76
12.1
11.1
76
70
11.1
10.2
69
9.7
(Fig. 8-5)
44
6.4
20
90
90
90
125
97
13.1
13.1
13.1
18.1
14.1
82
82
82
115
89
12.0
12.0
12.0
16.7
12.9
72
72
72
76
76
45
44
44
34
45
6.5
6.4
6.4
5.0
6.5
92
99
13.4
14.4
92
96
13.3
14.0
90
93
13.1
13.5
89
90
12.9
13.0
102
102
116
102
110
14.8
14.8
16.8
14.8
15.9
102
102
116
102
110
14.8
14.8
16.8
14.8
15.9
102
102
112
102
110
14.8
14.8
16.3
14.8
15.9
100
100
109
100
14.6
14.6
15.8
14.6
110
110
110
114
123
123
99
99
99
116
116
86
124
124
124
86
110
128
148
15.9
15.9
15.9
16.5
17.8
17.8
14.4
14.4
14.4
16.8
16.8
12.5
18.0
18.0
18.0
12.5
15.9
18.6
21.4
110
110
110
112
120
120
93
93
93
116
116
81
117
117
117
81
110
128
144
15.9
15.9
15.9
16.3
17,4
17.4
13.5
13.5
13.5
16.8
16.8
11.8
17.0
17,0
17.0
11.8
15.9
18.6
20.9
110
110
110
112
118
118
89
89
89
112
112
78
112
112
112
78
110
128
138
15.9
15.9
15.9
16.3
17.1
17.1
12.9
12.9
12.9
16.3
16.3
11.3
16.3
16.3
16.3
11.3
15.9
18.6
20.0
105
105
105
100
114
114
85
85
85
109
110
76
110
110
110
76
104
127
131
110
16.0
110
16.0
109
15.8
118
17.1
113
16.4
109
15.8
96
13.9
94
13.7
94
94
103
13.7
14.9
94
101
13.7
14.7
103
116
128
14.9
16.8
18.5
101
123
127
18.4
127
170
18.4
24.7
93
97
107
10.5
10.4
10.4
11.0
11.0
kpsi
650 (1200)
704 (1300)
MPa
kpsi
MPa
kpsi
2.9
7
1.0
(Fig. 8-5)
22
3.2
(Fig. 8-5)
(Fig. 8-5)
15
2.2
12
1.8
7.0
1.0
760 (1400)
MPa
kpsi
815 (1500)
MPa
kpsi
Spec. no.
SA-240,
SA-479
SA-240
SA-240
SA-240
SA-240
SA-479
SA-182
SA-217
SA-479
(Fig. 8-5)
92
107
98
13.4
15.5
14.2
83
103
92
12.0
14.9
13.4
52
61
68
7.5
8.9
9.8
33
37
42
4.8
5.4
6.1
23
23
25
3.3
3.4
3.7
16
16
16
2.3
2.3
2.3
12
11
10
1.7
1.6
1.4
15.2
15.2
15.2
14.6
16.6
16.6
12.4
12.4
12.4
15.8
15.9
11.0
15.9
15.9
15.9
11.0
15.1
18.4
19.0
101
101
101
14.7
14.7
14.7
95
95
95
13.8
13.8
13.8
68
68
68
9.8
9.8
9.8
42
42
42
6.1
6.1
6.1
25
25
25
3.7
3.7
3.7
16
16
16
2.3
2.3
2.3
10
10
10
1.4
1.4
1.4
110
110
83
83
93
107
107
74
103
103
103
15.9
15.9
12.1
12.1
12.1
15.5
15.6
10.8
15.5
15.5
15.5
103
103
15.0
15.0
67
67
9.7
9.7
41
41
6.0
6.0
103
103
73
105
105
105
14.9
15.0
10.6
15.3
15.3
15.3
65
85
71
85
85
85
9.4
12.4
10.3
12.4
12.4
12.4
41
51
51
51
51
51
6.0
7.4
7.4
7.4
7.4
7.4
27
28
28
28
28
28
4.0
4.1
4.1
4.1
4.1
4.1
16
17
16
16
16
16
2.4
2.5
2.3
2.3
2.3
2.3
10
8
9
9
9
9
1.5
1.2
1.3
1.3
1.3
1.3
101
125
14.6
18.1
94
120
13.7
17.4
85
12.4
51
7.4
107
15.5
105
15.3
96
14.0
62
9.0
37
5.4
22
3.2
13
1.9
8
1.1
107
15.5
105
15.3
95
13.8
48
6.9
25
3.6
12
1.7
5
0.8
2
0.3
13.7
94
13.7
94
13.7
91
13.2
63
9.1
30
4.4
15
2.2
8
1.2
5
0.8
94
101
13.7
14.7
94
101
13.7
14.7
94
101
13.7
14.7
91
96
13.2
14.0
72
63
10.5
9.1
34
30
5.0
4.4
19
15
2.7
2.2
11
8
1.6
1.2
7
5
1.0
0.8
14.7
101
14.7
101
14.7
101
14.7
96
14.0
63
9.1
30
4.4
15
2.2
8
1.2
5
0.8
17.9
121
17.5
122
17.7
86
12.5
116
16.8
112
16.3
103
14.9
62
9.0
36
5.2
21
3.1
13
1.9
9
1.3
122
17.7
86
12.5
116
16.8
112
16.3
103
14.9
62
9.0
36
5.2
21
3.1
13
1.9
9
1.3
13.5
14.1
15.5
92
92
105
13.3
13.4
15.3
90
88
104
13.0
12.7
15.1
90
94
103
13.0
12.2
14.9
86
81
96
12.5
11.7
13.9
72
70
72
10.5
10.2
10.5
45
45
45
6.5
6.5
6.5
26
26
26
3.8
3.8
3.8
16
16
16
2.3
2.3
2.3
9
9
9
1.3
1.3
1.3
5
5
5
0.8
0.8
0.8
107
15.5
105
15.3
104
15.1
103
14.9
96
13.9
76
11
59
8.5
41
6.0
24
3.5
11
1.6
5
0.8
107
136
98
15.5
19.8
14.2
105
15.3
104
15.1
103
14.9
95
13.8
76
11
98
14.2
110
15.9
110
15.9
113
125
16.4
18.1
111
125
16.1
18.1
230
123
33.3
17.9
226
117
32.8
17.0
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
SA-412
SA-182
SA-240,
SA-479
SA-351
SA-351
SA-351
SA-336
SA-240,
SA-479
SA-182
SA-479
SA-240
SA-351
SA-240
SA-336
SA-240
SA-182
SA-479
SA-351
SA-182
SA-336
SA-240
SA-182
SA-479
SA-240
SA-240
SA-240
SA-479,
SA-240
SA-182,
SA-336
SA-240,
SA-479
SA-182,
SA-336
SA-351
SA-240,
SA-182
SA-479
SA-351
SA-182,
SA-240
SA-182,
SA-240
SA-479
SA-240,
SA-479
SA-351
SA-351
SA-240
SA-240,
SA-182
SA-479
SA-240
SA-182
SA-336
SA-440,
SA-479
SA-240
SA-440,
SA-479
SA-564
SA-182,
SA-336
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.50
CHAPTER EIGHT
TABLE 8-11
Maximum allowable stress values (sa ) in tension for high-alloy steel (Cont.)
Spec. no.
Grade
SA-351
CG 6 MM
SA-240, SA-412, XM-19
SA-479, SA-182
Product
form
Specified
minimum
Specified
minimum
yield
strength, sy
tensile
strength, st
Maximum allowable stress, sa
30 to 38
(20 to 100)
93 (200)
150 (300)
205 (400)
UNS no.
Nominal
composition
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
J 93790
S 20910
22 Cr-13 Ni-5 Mn Cast
241
22 Cr-13 NI-5 Mn Plate, bar, forgef 379
35
55
517
689
75
100
130
172
18.8
25.0
116
172
16.9
24.9
103
163
14.9
23.6
94
156
13.6
22.7
a
The stress value in this table may be interpolated to determine values for intermediate temperatures.
Stress values in restricted shear shall be 0.8 times the values in this table.
c
Stress values in bearing shall be 1.60 times the values in this table.
d
This steel may be expected to develop embrittlement after service at moderately elevated temperature.
e
Use of external pressure charts for material in the form of barstock is permitted for stiffening rings only.
f
These stress values are the basic values multiplied by a joint efficiency factor of 0.85.
b
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.51
TABLE 8-11
Maximum allowable stress values (sa ) in tension for high-alloy steel (Cont.)
For metal temperature, 8C (8F), not exceeding
260 (500)
315 (600)
370 (700)
427 (800)
482 (900)
538 (1000)
593 (1100)
650 (1200)
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
90
154
13.0
22.3
87
151
12.6
21.9
85
149
12.3
21.6
83
146
12.0
21.2
81
142
11.8
20.6
79
137
11.4
19.9
131
19.0
57
8.3
704 (1300)
MPa
kpsi
760 (1400)
MPa
kpsi
815 (1500)
MPa
g
kpsi
Spec. no.
SA-351
SA-240,
SA-412,
SA-479,
SA-182
Alloy steels have low yield strength. The stress values of these alloy steels used are slightly on the high side. These higher stress values exceed 2/3
but do not exceed 90 percent of the yield strength at temperature. These stress values are not recommended for the flanges of gasket joints where a
slight amount of distortion can cause leakage.
h
At temperature above 5408C (10008F), these stress values apply only when carbon is 0.04% or higher on heat analysis.
i
These stress values shall be applicable to forging over 125 mm (5 in) in thickness.
j
For temperature above 5408C (10008F), these stress values may be used only if the material is heat-treated by heating it to a minimum temperature
of 10408C (19008F) and quenching in water or rapidly cooling by other means.
k
These stress values at 5658C (10508F) and above shall be used only when the grain size is ASTM 6 or coarser.
l
These stress values are established from a consideration of strength only and shall be satisfactory for average service.
Source: The American Society of Mechanical Engineers, ASME Boiler and Pressure Vessel Code, Section VIII, Division 1, July 1, 1986.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Cl 4
Ie,g
A 37:6 mm
(112 in)
E; F 62:5 mm
(212 inÞ
E; F > 62:5h mm
(212 in)
SA-508
SA-522
SA-592
620
90
85
75
100
75
75
85
95
80
85
65
75
70
724
724
690
792
690
690
724
792
758
690
655
655
620
620
690
792
690
792
105
105
100
115
100
100
105
115
110
100
95
95
90
90
100
115
100
115
66 (150)
181
181
163
198
172
146
181
198
190
172
163
164
155
155
172
198
172
198
26.3
26.2
23.7
28.8
25.0
21.3
26.3
28.8
27.5
25.0
23.7
23.8
22.5
22.5
25.0
28.8
25.0
28.8
MPa kpsi
93 (200)
181
181
153
198
161
137
181
199
190
161
163
164
155
155
172
198
161
198
26.3
26.2
22.2
28.8
23.4
19.9
26.3
28.8
27.5
23.4
23.7
23.8
22.5
22.5
25.0
28.8
23.4
28.8
MPa kpsi
181
148
198
156
133
181
198
187
156
161
164
155
155
172
198
157
198
150 (300)
26.3
21.5
28.8
181
198
26.3
28.8
Forgings
181
26.2
181
198
179
181
198
181
Castings
181
26.3
198
28.8
185
26.9
155
172
198
198
163
154
22.5
25.0
28.8
28.8
205 (400)
26.3
28.8
26.0
26.3
28.8
26.3
23.5
22.3
22.5
25.0
28.8
28.8
MPa kpsi
23.8
22.5
164
155
155
172
198
198
Plates
MPa kpsi
Pipes and tubes
22.7
19.3
26.3
28.8
27.2
22.7
23.3
23.8
22.5
22.5
25.0
28.8
22.7
28.8
MPa kpsi
120 (250)
181
198
178
181
198
178
163
154
155
172
198
198
26.3
28.8
25.8
26.3
28.8
25.8
23.5
22.3
22.5
25.0
28.8
28.8
MPa kpsi
260 (500)
181
198
175
181
198
174
163
154
155
172
198
198
26.3
28.8
25.4
26.3
28.8
25.3
23.5
22.3
22.5
25.0
28.8
28.8
MPa kpsi
315 (600)
180
197
173
181
198
172
161
153
155
172
197
197
26.2
28.7
25.1
26.3
28.8
24.9
23.4
22.2
22.5
25.0
28.7
28.7
MPa kpsi
345 (650)
181
198
168
159
151
155
172
26.3
28.8
24.4
23.1
21.9
22.5
25.0
MPa kpsi
370 (700)
Maximum allowable stress values, sa , for metal temperatures, 8C (8F) not exceeding
b
Minimum thickness after forming any section subject to pressure shall be 4.6875 mm (3/16 in).
Not welded or welded if the tensile strength of the Section IX reduced section tension test is not less than 600 MPa (100 kpsi).
c
Welded with the tensile strength of the Section IX reduced tension test less than 690 MPa (100 kpsi) but not less than 655 MPa (95 kpsi).
d
Grade II of SA-533 shall not he used for minimum allowable temperature below 1708C (2758F).
e
To these stress values a quality factor as specified in UG-24 shall be applied for castings.
f
These stress values are the basic values multiplied by a joint efficiency factor of 0.85.
g
The maximum section thickness shall not exceed 75 mm (3 in) for double normalized and tempered forgings, or 125 mm (5 in) for quenched and tempered forgings.
h
The maximum thickness of non-heat-treated forgings shall not exceed 93.75 mm (334 in). The maximum thickness as heat treated may be 100 mm (4 in).
Source: The American Society of Mechanical Engineers, ASME Boiler and Pressure Vessel Code, Section VIII, Division 1, July 1, 1986.
a
SA-592
517
517
8a,b
8a,c,f
SA-333
SA-334
586
517
690
586
655
551
586
448
517
482
70
83
100
690
482
572
75
100
517
690
MPa kpsi
MPa kpsi
Cl. 4 Qe
Cl. 4 QAe
Cl. CA 6 NMe
B
A, C
A, B, D, J 31
25 mm (1.25 in)
62.5 mm (2.5 in)
E 62:5 (212 in)
>
j 50 mm (6 in)
>
j 100 mm (4 in)
A, B, C, D, Cl 2
B, D, C1 3
>
j 62.5 mm
(212 in)
I, IIa,b,d
Grade
and size
SA-487
SA-487
SA-487
SA-553
SA-645a
SA-724
SA-533
SA-517
SA-353a,b
SA-517
Spec.
no.
Specified
minimum
tensile
strength,
st
Specified
minimum
yield
strength,
sy
TABLE 8-12
Maximum allowable stress values, sa , in tension for ferrite steels with properties enhanced by heat treatment
400 (750)
165
152
169
23.9
22.2
24.5
MPa kpsi
427 (800)
161
146
23.3
21.2
MPa kpsi
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.52
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
—
20
25
30
35
40
45
50
(Grade 3-2510)
55
60
—
20
25
30
35
SA-667
SA-278
SA-278
SA-278
SA-278
SA-278
SA-278
SA-278
SA-47
SA-278
SA-278
SA-476
SA-748
SA-748
SA-748
SA-748
138
138
172
207
241
276
310
345
345
379
414
552
138
172
207
241
MPa
20
20
25
30
35
40
45
50
50
55
60
80
20
25
30
35
kpsi
Source: ASME Boiler and Pressure Vessel Code, Section VIII, Division 1, July 1, 1986.
Class
Spec. no.
Specified minimum
tensile strength, st
TABLE 8-13
Maximum allowable stress values, sa , in tension for cast iron
13.8
13.8
17.2
20.7
24.1
27.6
31.0
34.5
34.5
37.9
41.4
55.2
13.8
17.2
20.7
24.1
MPa
2.0
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.0
5.5
6.0
8.0
2.0
2.5
3.0
3.5
kpsi
Subzero to 232 (450)
27.6
31.0
34.5
34.5
37.9
41.4
MPa
345 (650)
4.0
4.5
5.0
5.0
5.5
6.0
—
—
—
kpsi
Maximum allowable stress, sa , for metal temperature, 8C (8F)
not exceeding
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
8.53
Copper—Cu 99.98%
Commercial brass—
Cu 66%, Zn 34%
Leaded tin bronze—
Cu 88%, Sn 6%,
Pb-1.5%, Zn-4.5%
Phosphor bronze—
Cu 85.5%. Sn 12.5%,
Zn 10%
Muntz—Cu 59%, Zn 39%
Cupronickel—
Cu 80%. Ni 20%
Nickel
Nickel-copper alloy—
Ni 70%, Cu 30%
Nickel-chromium
ferrous alloy-Ni 75%,
Cr 14%,Fe 10%
1B, N3, N4
H9
H15
A6
Low-carbon steel
C 0.03%
High-carbon steel
C > 0.3%
Carbon molybdenum and
chrome molybdenum steel
up to 3% Cr
Material
273 K
(08C)
293 K
(208C)
323 K
(508C)
348 K
(758C)
373 K
(1008C)
398 K
(1258C)
423 K
(1508C)
Design temperature
473 K
(2008C)
573 K
(3008C)
673 K
(4008C)
773 K
(5008C)
973 K
(6008C)
973 K
(7008C)
1023 K
(7508C)
77
73
81
87
11.2
10.6
11.7
12.6
73
70
78
84
10.6
10.2
11.3
12.2
13.9
12.9
14.9 101
15.2 100
18.8 128
96
89
103
105
130
95
88
16.0 109
31.0
214
110
30.0
26.3
207
184
8.54
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
18.6
14.5
14.6
13.8
12.8
15.8
127
96
100
94
87
108
18.4
13.9
14.5
13.6
12.6
15.7
124
89
96
93
85
106
Copper and Its Alloys
Nickel and Nickel Alloy
18.0
12.9
13.9
13.5
12.3
15.4
Aluminum and Aluminum Alloys
69 10.0 68 9.9 67 9.7 66 9.6
65 9.4 64 9.3 64 9.3 63 9.1
73 10.6 72 10.4 71 10.3 70 10.2
79 11.5 78 11.3 77 11.2 76 11.0
203 29.4
206 29.9 206 29.9
69 10.0
65 9.4
73 10.6
79 11.5
203 29.4
206 29.9 206 29.9
70 10.2
67 9.7
74 10.7
80 11.6
Ferrous Materials
191 27.7
192 27.8 192 27.8
169 24.5
17
2.5
83 12.0
87 12.6
85 12.3
99 14.4
203 29.4 197 28.6 172 25.0 157 22.8 128 18.6 118 17.0
200 29.0 184 26.7 162 23.5 137 19.9 115 16.7 107 15.5
176 25.5 173 25.0 166 24.0 159 23.0 152 22.0 147 21.3
197 28.6 190 27.6 181 26.3
122 17.7 116 16.8
81 11.7
93 13.5
89 12.9
82 11.9
104 15.0
65 9.4
59 8.6
67 9.7
75 10.9
26
195 28.3 186 27.0 170 24.7
186 27.0 179
GPa Mpsi GPa Mpsi GPa Mpsi GPa Mpsi GPa Mpsi GPa Mpsi GPa Mpsi GPa Mpsi GPa Mpsi GPa Mpsi GPa Mpsi GPa Mpsi GPa Mpsi GPa Mpsi GPa Mpsi GPa Mpsi
73 K
173 K
(2008C) (1008C)
TABLE 8-14
Modulus of elasticity for various materials
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.55
TABLE 8-15
Values of coefficient c5
Coefficient c5
Types of stays
1
2
3
112
120
135
4
150
5
175
Stays screwed through plates 1.1 cm thick, with the ends riveted over
Stays screwed through plates >1.1 cm thick, with the ends riveted over
Stays screwed through plates and provided with single nuts outside the plate or with inside and
outside nuts, but no washers
With heads <1.3
j
times the stay diameter, screwed through the plates, or made with a taper fit and
having heads formed before installing and not riveted over; these heads have a true bearing on the
plate
Stays with inside and outside nuts and outside washers, when the washer diameter is 0:4a, and
the thickness n
TABLE 8-16
Design stresses for bolted flanged beads, d
Minimum of specified range of tensile strength of flange material at room temperature
Maximum
temperature
3170
3520
3870
4220
4920
Alloy bolt steel
K
8C
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
643
672
696
727
755
783
370
399
423
454
482
510
74.0
63.3
55.8
47.3
38.3
27.9
10.5
8.2
8.0
6.9
5.5
4.0
81.9
73.1
62.8
52.5
41.4
31.1
12.0
10.6
9.0
7.6
6.0
4.5
90.7
77.0
68.6
57.4
45.5
31.2
13.2
11.2
10.0
8.3
6.5
4.5
97.6
87.3
75.5
62.8
50.5
38.3
14.2
12.7
11.0
9.0
7.3
5.5
115.2
102.0
87.3
73.5
58.8
44.2
16.5
14.8
12.0
10.6
8.5
6.4
97.6
87.3
75.5
62.8
50.5
38.3
14.2
12.6
11.0
9.0
7.3
5.5
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.56
CHAPTER EIGHT
FIGURE 8-16(a) Maximum diameter of nonreinforced openings. (Source: IS 2825, 1969.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
FIGURE 8-16(b) Maximum diameter of nonreinforced openings. (Source: IS 2825, 1969.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
8.57
Diameter, mm (in)
63.5 (2.5)
>63.5 (2.5) to 102 (4)
63.5 (2.5)
>63.5 (2.5) to 102 (4)
63.5 (2.5)
>63.5 (2.5) to 102 (4)
102ð4Þ
All (1) (2)
All (1) (2)
843 min (122.3 min)
431–510
(62.5–74.0)
843 min (122.3)
775 min (112.4)
896 min (130.0)
647 min (93.8)
843 min (122.3)
804 min (116.6)
696 min (101.0 min)
539 min (78.2 min)
In softened condition
or 863 min (125.2)
if cold-drawn
MPa (kpsi)
113 (16.4)
110 (16.0)
195 (28.3)
129 (18.7)
212 (30.8)
187 (27.1)
169 (24.5)
161 (23.4)
109 (15.7)
113 (16.4)
55
(8.0)
181 (26.3)
163 (23.6)
138 (20.0)
MPa (kpsi)
1008C
129 (18.7)
193 (28.0)
174 (25.2)
176 (25.5)
129 (18.7)
129 (18.7)
57
(8.3)
193 (28.0)
174 (25.2)
138 (20.0)
MPa (kpsi)
508C
94 (13.6)
169 (24.5)
100 (14.5)
181 (26.3)
163 (23.6)
141 (20.5)
85 (12.3)
100 (14.5)
53
(7.7)
168 (24.3)
152 (22.0)
138 (20.0)
MPa (kpsi)
2008C
87 (12.6)
160 (23.2)
93 (13.5)
176 (25.5)
159 (23.1)
134 (19.4)
78 (11.3)
93 (13.5)
48
(6.9)
159 (23.0)
145 (21.0)
138 (20.0)
MPa (kpsi)
2508C
83 (12.0)
152 (22.0)
90 (13.0)
170 (24.7)
152 (22.0)
126 (18.3)
76 (11.0)
90 (13.0)
154(22.4)
141(20.5)
138(20.0)
MPa (kpsi)
3008C
79 (11.5)
144 (20.9)
86 (12.5)
165 (23.9)
150 (21.8)
119 (11.3)
73 (10.6)
86 (12.5)
148 (21.5)
134 (19.4)
138 (20.0)
MPa (kpsi)
3508C
Allowable stress, sa , for design metal temperature not exceeding (8C)
1. Austenitic steel bolts for use in pressure joints shall not be less than 10 mm in diameter.
2. For bolts of up to 38 mm diameter use torque spanners.
3. High strength is obtainable in bolting materials by heat treatment of the ferritic and martensitic steels and by cold working of austenitic steels.
Values in parentheses are in US Customary units (i.e., fps system of units).
Sizes in parentheses are in inches and outside parentheses are in millimeters.
Source: IS 2825, 1969.
18/9 Cr Ni Nb
All (1) (2)
stabilized steel
17/10/212Cr Ni Mo steel All (1) (2)
18/Cr 2 Ni steel
102 (4)
13% Cr Ni steel
18/8 Cr Ni steel
18/8 Cr Ni Ti
stabilized steel
1% Cr V steel
5% Cr Mo steel
1% Cr Mo steel
Hot-rolled carbon steel 150 (6)
Material
Specified tensile
strength, st
TABLE 8-17
Allowable stresses (sa ) for flange bolting material
78 (11.3)
127 (18.4)
84 (12.2)
157 (22.8)
143 (20.7)
104 (15.1)
72 (10.4)
84 (12.2)
140 (20.0)
127 (18.4)
138 (20.0)
MPa (kpsi)
4008C
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.58
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.59
FIGURE 8-17 Nomenclature and formulas for reinforced openings. (This figure illustrates a common-nozzles configuration
and is not intended to prohibit other configurations permitted by the code.) (American Society of Mechanical Engineers,
ASME Boiler and Pressure Vessel Code, Section VIII, Division 1, July 1, 1986.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.60
CHAPTER EIGHT
TABLE 8-18
Values of spherical radius factor K1 equivalent to spherical radius = K1 D, D=2h = axis ratio
D=2h
K1
3.0
1.36
2.8
1.27
2.6
1.18
2.4
1.08
2.2
0.99
2
0.90
1.8
0.81
1.6
0.73
Particular
1.4
0.65
1.2
0.57
1.0
0.50
Formula
LIGAMENTS
The efficiency of the ligament between the tube
holes, when the pitch of the tube holes on every row
is equal
¼
The efficiency of the ligament between the tube
holes, when the pitch of tube holes on any one row
is unequal (Fig. 8-18)
¼
pd
p
ð8-102Þ
where p ¼ longitudinal pitch of tube holes, m (in)
d ¼ diameter of tube holes, m (in)
p1 nd
p1
ð8-103Þ
where p1 ¼ unit length of ligament, m (in)
n ¼ number of tube holes in length, p1
FIGURE 8-18 Irregular drilling.
The efficiency of the ligament, when bending stress
due to weight is negligible and the tube holes are
arranged along a diagonal line with respect to the
longitudinal axis or to a regular sawtooth pattern as
shown in Fig. 8-19a to d
¼
2
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
A þ B þ ðA BÞ2 þ 4C2
ð8-104Þ
cos2 þ 1
2½1 ðd cos Þ=2a
1
d cos 1
ðsin2 þ 1Þ
B¼
2
a
where A ¼
sin cos C¼ d cos 2 1
a
1
cos ¼ pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi ;
1 þ ðb2 =a2 Þ
The smallest value of efficiency of all the ligaments
(longitudinal, circumferential, and diagonal) in the
case of regular staggered spacing of tube holes
For minimum number of pipe threads for connections
as per ASME Boiler and Pressure Vessel Code
¼
p c PL d
¼
pL
PL
or
1
sin ¼ pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1 þ a2 =b2
d
a
The symbols are as shown in Fig. 8-19d.
Refer to Table 8-19.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð8-105Þ
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.61
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
FIGURE 8-19(a) A regular staggering of holes.
FIGURE 8-19(c) Regular sawtooth pattern of holes.
FIGURE 8-19(b) Spacing of holes on a diagonal line.
FIGURE 8-19(d)
Particular
Formula
BOLTED FLANGE CONNECTIONS
Bolt loads
2
G P þ 2bGmP
4
The required bolt load under operating conditions
sufficient to contain the hydrostatic end force and
simultaneously to maintain adequate compression
on the gasket to ensure seating
Wm1 ¼ H þ HP ¼
For additional gasket criteria
Refer to Tables 8-20 and 8-21.
ð8-106Þ
TABLE 8-19
Minimum number of threads for connections
Size of pipe
connection,
mm (in)
12.5 and 18.75
(12 and 34)
25.0, 31.25, and
37.5 (1, 114,
and 112)
50.0
(2)
62.5 and
75 (212
and 3)
100–150
(4–6)
200
(8)
250
(10)
300
(12)
Threads engaged
6
7
8
8
10
12
13
14
Minimum plate
thickness required, mm (in)
10.75
(0.43)
15.25
(0.62)
17.50
(0.70)
25.0
(1.0)
31.25
(1.25)
37.50
(1.5)
40.5
(1.62)
43.75
(1.75)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
10
10
Dimension
N mm (in)
(min)
Flat-metal-jacketed,
asbestos-filled
Corrugated metal
68.9 (10.0)
68.9 (10.0)
20.0 (2.9)
25.5 (3.7)
31.0 (4.5)
38.0 (5.5)
44.8 (6.5)
25.5 (3.7)
31.0 (4.5)
38.0 (5.5)
44.0 (6.5)
52.4 (7.6)
38.0 (5.5)
44.0 (6.5)
52.4 (7.6)
55.1 (8.0)
62.1 (9.0)
3.50
2.75
3.00
3.25
3.50
3.75
3.25
3.50
3.75
3.50
3.75
7.55 (1.1)
15.2 (2.2)
20.0 (2.9)
25.5 (3.7)
0
1.37 (0.2)
11.0 (1.6)
25.5 (3.7)
44.8 (6.5)
2.75 (0.40)
Minimum design
seating stress, y
MPa (kpsi)
2.50
3.00
2.50
2.75
3.00
3.25
1.75
Vegetable fiber
Carbon steel, stainless steel
or monel metal
Soft aluminum
Soft copper or brass
Iron or soft steel
Monel metal or 4–6%
chrome steel
Stainless steels
Soft aluminum
Soft copper or brass
Iron or soft steel
Monel metal or 4–6%
chrome steel
Stainless steel
Soft aluminum
Soft copper or brass
Iron or soft steel
Monel metal or 4–6%
chrome steel
Stainless steels
2.25
2.50
2.75
Rubber and elastomers
( 3-ply
with asbestos fabric
2-ply
insertion, with or without
1-ply
wire reinforcement
Spiral-wound metal,
asbestos-filled
Corrugated metal, asbestos
inserted
or
Corrugated metal, jacketed
asbestos filled
0.50
1.00
2.00
2.75
3.50
1.25
Gasket
factor,
m
Rubber without fabric or a high percentage of asbestos fiber:
<70 IRHD* (75A Shore Durometer)
70 IRHD (75A)* or higher
) 3.2 mm (0. 125 in)
Asbestos with a suitable
binder for the operating
1.6 mm (0.062 In)
conditions
0.8 mm (0.031 in) thickness
Rubber and elastomers with cotton fabric insertion
Gasket material
TABLE 8-20
Gasket materials and contact facingsa
Sketches
and
and notes
1a, 1b, 1c , 1d 2
1 (a, b, c, d)
1 (a, b)
1 (a, b, c, d), 4, 5
1 (a, b, c, d), 4, 5,
Use facing sketch
II
II
II
II
II
Use column
Refer to Table 8-21
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.62
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Solid flat metal
6
Rubber O-rings:
<75 IRHD (75A Shore Dur)
75 (75A) to 85 IRHD (85A)
Rubber square section rings:
<75 IRHD (75A Shore Dur)
75 (75A) to 85 IRHD (85A)
Rubber T-section rings:
Below 75 IRHD (75A Shore Dur)
Between 75 (75A) and 85 IRHD (85A)
Soft aluminum
Soft copper or brass
Iron or soft steel
Monel metal or 4–6%
chrome steel
Stainless steels
Soft aluminum
Soft copper or brass
Iron or soft steel
Monel metal or 4–6%
chrome steel
Stainless steels
Iron or soft steel
Monel metal or 4–6%
chrome steel
Stainless steels
0.98 (0.14)
2.75 (0.40)
0.98 (0.14)
2.75 (0.40)
4c
9c
179.3 (26.0)
6.50
4c
9c
179.3 (26.0)
124.2 (18.0)
150.3 (21.8)
6.50
5.50
6.00
0.69 (0.10)
1.42 (0.2)
69.6 (10.1)
60.7 (8.8)
89.6 (13.0)
124.2 (18.0)
150.3 (21.8)
4.25
4.00
4.75
5.50
6.00
3c
6c
3.80 (5.5)
44.8 (6.5)
52.4 (7.6)
62.1 (9.0)
Minimum design
seating stress, y
MPa (kpsi)
3.25
3.50
3.75
3.75
Gasket
factor,
m
Sketches
and
and notes
9 only
8 only
7 only
6
1 (a, b, c, d), 2, 3,
4, 5
1 (a, b, c, d), 2, 3
Use facing sketch
II
I
II
Use column
Refer to Table 8-21
c
b
Gasket factors (m) for operating conditions and minimum design seating stress (y).
or The surface of a gasket having a lap should not be against the nubbin.
These values have been calculated.
Note: This table gives a list of many commonly used gasket materials and contact facings with suggested design values of m and y that have generally proved satisfactory in actual service when using
effective gasket seating with b given in Table 8-21 and Fig. 8-13. The design values and other details given in this table are suggested only and are not mandatory.
Source: IS 2825, 1969.
a
Grooved metal
10
Ring joint
Gasket material
Dimension
N mm (in)
(min)
TABLE 8-20
Gasket materials and contact facingsa (Cont.)
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
8.63
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
TABLE 8-21
Effective gasket width
Basic gasket seating width, b
Facing sketch (exaggerated)
Column I
Column II
1a
N
2
N
2
1ba
1c
w þ 25T
;
3
wþN
max
4
w þ 25T
;
3
wþN
max
2
1d a
2
wþN
4
wþN
;
4
3
w
;
2
4a
3N
8
7N
16
5
N
4
3N
8
6
w
8
—
7
—
N
2
8
—
N
2
9
—
N
2
a
N
min
4
w þ 3N
8
3N
min
8
Where serrations do not exceed 0.4 mm depth and 0.8 mm width spacing, sketches 1b and 1d shall be used.
8.64
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Particular
8.65
Formula
Wm2 ¼ bGy
The required initial bolt load to seat the gasket jointcontact surface properly at atmospheric temperature
condition without internal pressure
ð8-107Þ
Refer to Table 8-20 for y.
Total required cross-sectional area of bolts at the root
of thread
Am > Am1 or Am2
ð8-108Þ
Total cross-sectional area of bolt at root of thread or
section of least diameter under stress required for the
operating condition
Am1 ¼
Wm1
sbd
ð8-109Þ
Total cross-sectional area of bolt at root of thread or
section of least diameter under stress required for
gasket seating
Am2 ¼
Refer to Tables 8-17 and 8-23 for sbd .
Wm2
sbat
ð8-110Þ
TABLE 8-22
Moment arms for flange loads under operating conditions
Type of flange
hD
hT
hG
Integral-type flanges
R þ 0:5g1
Loose-type except lap joint flanges and optional-type flanges
CB
2
CB
2
R þ g1 þ hG
2
hD þ hG
2
CG
2
CG
2
CG
2
CG
2
Lap joint flanges
TABLE 8-23
Maximum allowable stresses in stays and stay bolts, sa
Stress
For lengths between support
not exceeding 120 diameter
For lengths between support
exceeding 120 diameter
Type of stay
MPa
kpsi
MPa
kpsi
(a) Unwelded or flexible stays less than 20 diameter long,
screwed through plates with ends riveted over
(b) Hollow steel stays less than 20 diameter long,
screwed through plates with ends riveted over
(c) Unwelded stays and unwelded portions of welded stays,
except as specified in (a) and (b)
(d) Steel through stays exceeding 38 mm diameter
(e) Welded portions of stays
51
7.5
55
8.0
66
9.5
58
8.5
71
41
10.4
6.0
62
51
9.0
7.5
Source: ASME Boiler and Pressure Vessel Code.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.66
CHAPTER EIGHT
Particular
The actual cross-sectional area of bolts using the root
diameter of thread or least diameter of unthreaded
portion (if less), to prevent damage to the gasket
during bolting up
Formula
Ab ¼
2yGN
<j Am
sbat
ð8-111Þ
Flange design bolt load W
The bolt load in the design of flange for operating
condition
The bolt load in the design of flange for gasket seating
The relation between bolt load per bolt ðWb Þ, diameter
of bolt D and torque Mt
ð8-112Þ
W ¼ Wm1
W¼
Am þ Ab
sbat
2
Wb ¼ 0:17DMt
ð8-113Þ
for lubricated bolts
USCS
ð8-114aÞ
where Wb in lbf, D in in, Mt in lbf in
Wb ¼ 263:5DMt
SI
ð8-114bÞ
USCS
ð8-114cÞ
where Wb in N, D in m, Mt in N m
Wb ¼ 0:2DMt
for unlubricated bolts
where Wb in lbf, D in in, Mt in lbf in
Wb ¼ 310DMt
SI
ð8-114dÞ
where Wb in N, D in m, Mt in N m
Flange moments
The total moment acting on the flange Mo for operating condition
The total flange moment Mo for gasket seating, which
is based on the flange design bolt load of Eq. (8-113)
Mo ¼ MD þ Mt þ MG
¼ HD hD þ HT hT þ HG hG
ð8-115aÞ
ð8-115bÞ
This is based on the flange design load of Eq. (8-112)
with moment arms as given in Table 8-22.
Am þ Ab
CG
Mo ¼ WhG ¼
ð8-116Þ
sbat
2
2
Flange stresses
The stress in the flange shall be determined for
both the gasket seating condition and the operating
condition.
The larger of these two controls with the following
formulas:
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
Particular
8.67
Formula
INTEGRAL-TYPE FLANGES AND LOOSETYPE FLANGES WITH A HUB
There are three types of stress:
Longitudinal hub stress
Radial flange stress
Tangential stress
For flange factors values
H ¼
fMo
Lg21 B
ð8-117Þ
R ¼
ð1:33te þ 1ÞMo
Lt2 B
ð8-118Þ
¼
YMo
t2 B
ð8-119Þ
ZR
Refer to Figs. 8-20 to 8-25.
LOOSE-TYPE FLANGES WITHOUT HUB
AND LOOSE-TYPE FLANGES WITH HUB
WHICH THE DESIGNER CHOOSES TO
CALCULATE
(a) Stresses without considering the hub
(1) Tangential stress
¼
YMo
t2 B
ð8-120Þ
(2) The radial and longitudinal stress
H ¼ R ¼ 0
ð8-121Þ
(b) Allowable flange design stresses:
The flange stresses calculated by Eqs. (8-117) to
(8-121) shall not exceed the values of stresses
given by Eqs. (8-122) to (8-126).
(1) The longitudinal hub stress
H <j sfd
j 1:5sfd
H >
(i) The longitudinal hub stress for optionaltype flanges designed as integral and also
integral type where the neck material
constitutes the hub of the flange
(ii) The longitudinal hub stress for integraltype flanges with hub welded to the
neck, pipe, or vessel wall
j 1:5sfd
ðaÞ H >
for cast iron
ð8-122aÞ
for other materials
ð8-122bÞ
or 1:5snd
ð8-123aÞ
The smaller of sfd and snd is to be selected.
j 1:5sfd
ðbÞ H >
or 2:5snd
ð8-123bÞ
The smaller of sfd and snd is to be selected.
(2) The radial stress
R >
j sfd
ð8-124Þ
(3) The tangential stress
j sfd
>
ð8-125Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
FIGURE 8-20 Values of T, U, Y, and Z for K ¼ ðA=BÞ > 1:5. (Source: IS 2825, 1969.)
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.68
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
FIGURE 8-21 Values of F (integral flange factors). (Source: IS 2825, 1969.)
FIGURE 8-22 Values of V (integral flange factors). (Source: IS 2825, 1969.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
8.69
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.70
CHAPTER EIGHT
FIGURE 8-23 Values of FL (loose hub flange factors).
(Source: IS 2825, 1969.)
FIGURE 8-24 Values of VL (loose hub flange factors).
(Source: IS 2825, 1969.)
Particular
Formula
(4) The average of H and R , and H and ðH þ R Þ=2 >
j sfd
ð8-126aÞ
j sfd
ðH þ Þ=2 >
ð8-126bÞ
Flanges under external pressure
The design of flanges for external pressure only shall
be based on the formulas given for internal pressure
except that for operating conditions.
Mo ¼ HD ðhD hG Þ þ HT ðhT hG Þ
Mo ¼ WhG
for operating conditions
ð8-127aÞ
for gasket seating
ð8-127bÞ
where W ¼ sbat ðAm2 þ Ab Þ=2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð8-128Þ
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.71
FIGURE 8-25 Values of f (hub stress correction factor). (Source: IS 2825, 1969.)
REFERENCES
1. ‘‘Rules for Construction of Pressure Vessels,’’ Section VIII, Division 1, ASME Boiler and Pressure Vessel
Code, The American Society of Mechanical Engineers (ASME), New York, 1986 ed., July 1, 1986.
2. ‘‘Rules for Construction of Pressure Vessels,’’ Section VIII, Division 2, Alternative Rules, ASME Boiler and
Pressure Vessel Code, ASME, New York, 1986 ed., July 1, 1986.
3. ‘‘Rules for Construction of Power Boiler,’’ Section 1, ASME Boiler and Pressure Vessel Code, ASME, New
York, 1983 ed., July 1, 1971.
4. ‘‘Recommended Rules for Care of Power Boilers,’’ Section VII, ASME Boiler and Pressure Vessel Code,
ASME, New York, 1983.
5. ‘‘Rules for in Service Inspection of Nuclear Power Plant Components,’’ Section XI, ASME Boiler and Pressure
Vessel Code, 1971.
6. ‘‘Heating Boilers,’’ Section IV, ASME Boiler and Pressure Vessel Code, ASME, New York, 1983.
7. ‘‘Recommended Rules for Care and Operation of Heating Boilers,’’ Section VI, ASME Boiler and Pressure
Vessel Code, ASME, New York, 1983.
8. ‘‘Part A: Ferrous Materials,’’ Section II, ASME Boiler and Pressure Vessel Code, ASME, New York, 1983.
9. ‘‘Part B: Non-ferrous Materials,’’ Section II, ASME Boiler and Pressure Vessel Code, ASME, New York,
1983.
10. Azbel, D. S., and N. P. Cheremisinoff, Chemical and Process Equipment Design—Vessel Design and Selection,
Ann Arbor Science Publishers, Ann Arbor, Michigan, 1982.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF PRESSURE VESSELS, PLATES, AND SHELLS
8.72
CHAPTER EIGHT
11. Bureau of Indian Standards, ZS 2825-1969 (under revision).
12. Chuse, R., Pressure Vessels—The ASME Code Simplified, 5th edition, McGraw-Hill Book Company, New
York, 1977.
13. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Cooperative
Society, Bangalore, India, 1962.
14. Lingaiah, K., and B. R. Narayana lyengar, Machine Design Data Handbook, Vol. I (SI and Customarv Metric
Units), Suma Publishers, Bangalore, India, 1983.
15. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
9
DESIGN OF POWER BOILERS
SYMBOLS6;7
C
d
do
Do
D.S.
E
G
h or t
H
l
n
L
P
p or P
Ri
S
t (or h)
SHS
W
WHS
sa
smoke area consisting of the total internal transverse area of the
tube, m2 (ft2 )
diameter of cylinder or shell, in (in)
diameter or short span, measured as shown in Fig. 8-9 (Chap. 8)
maximum allowable diameter of opening, m (in) outside
diameter of cylinder or shell or tube or pipe, m (in)
outside diameter of furnace or flue, m (in)
disengaging surface or area of water surface through which
steam bubbles must be discharged, the water being
considered at the middle-gauge cock, m2 (ft2 )
modulus of elasticity, GPa (Mpsi)
area of the grate as finally adopted, m2 (ft2 )
thickness of tube or shell wall, m (in)
total heating surface in contact with the fire, m2 (ft2 )
length of the flue sections, m (in)
factor of safety to be taken as 5 for usual cases
radius to which the head is formed, measured on the concave
side of the head, m (in)
rated power of boiler
maximum allowable working pressure, Pa or MPa (psi)
inside radius of cylindrical shell, m (in)
volume of steam included between the shell and a horizontal
line through the position of the central gauge as finally
determined, m2 (ft2 )
thickness of tube or pipe or cylinder or shell or plate, m (in)
total area of superheating surface based on the actual area in
contact with the fire, m2 (ft2 )
net water volume in the boiler below the line of the central
gauge cock, m2 (ft2 )
total area of water heating surface based on the actual area in
contact with the fire, m2 (ft2 )
maximum allowable stress value, MPa (kpsi) from Tables 7-1
(Chapter 7), 8-9 to 8-11, and 8-17 (Chapter 8)
efficiency of joint
9.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
9.2
CHAPTER NINE
Other factors in performance or in special aspects are included from time to time
in this chapter and, being applicable only in their immediate context, are not
given at this stage.
Note: and with initial subscript s designates strength properties of material
used in the design, which will be used and observed throughout this Machine
Design Data Handbook.
Particular
Formula
BOILER TUBES AND PIPES
For calculation of the minimum required thickness (t)
and maximum allowable working pressure ( p or P) of
ferrous and nonferrous tubes and pipes from 12.5 mm
(12 in) to 150 mm (6 in) outside diameter used in power
boilers as per ASME Boiler and Pressure Vessel
Code2;3
Refer to Eqs. (7-1) to (7-15) (Chap. 7).
For efficiency of joints (), temperature coefficient (y),
minimum allowance for threading, and structural
stability (C) as per ASME Boiler and Pressure
Vessel Code
Refer to Tables from 7-2 to 7-6 (Chap. 7).
For maximum allowable stress value (sa ) for the
materials of tubes and pipes as per ASME Boiler
and Pressure Vessel Code3
Refer to Table 7-1.
The maximum allowable working pressure for steel
tubes or flues of fire tube boilers for different diameters and gauges of tubes as per ASME Power
Boiler Code2
p¼
96:5
ðh 1:625 103 Þ
do
SI ð9-1aÞ
where p in MPa, h and do in m
p¼
14000
ðh 0:065Þ
do
USCS
ð9-1bÞ
where p in psi, h and do in in
For maximum allowable working pressure and thickness of steel tubes
The maximum allowable working pressure for copper
tubes for firetube boilers subjected to internal or
external pressure as per ASME Power Boiler Code2
Refer to Tables 7-7, 9-1, 9-2 and 9-4 and Fig. 7-1.
p¼
83
ðh 1 103 Þ 1:7
do
SI ð9-2aÞ
where p in MPa, do and h in m
p¼
12000
ðh 0:039Þ 250
do
USCS
where p in psi, do and h in in
For maximum allowable working pressure and thickness of copper tubes
Refer to Tables 9-3 and 9-5.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð9-2bÞ
0.055
0.065
0.075
0.085
0.095
0.105
0.120
0.135
0.150
0.165
0.180
0.200
0.220
0.240
0.260
0.280
0.300
0.320
0.340
0.360
0.380
0.400
0.420
1.375
1.625
1.875
2.125
2.375
2.625
3.000
3.375
3.750
4.125
4.500
5.000
5.500
6.000
6.500
7.000
7.500
8.000
8.500
9.000
9.500
10.000
10.500
17
16
15þ
14þ
13
12
11
10þ
9þ
8
7
6
5
4þ
3þ
2
Nearest
Bwg no.
3.38
7.52
11.03
MPa
12.5
590
1090
1600
psi
(0.5)
2.41
4.62
6.90
9.24
MPa
19.0
Bwg ¼ Birmingham wire gauge
Source: ASME Power Boiler Code, Section I, 1983.
in
mm
Wall thickness
350
670
1000
1340
psi
3.24
5.00
6.62
MPa
(1.75) 25.0
470
720
960
psi
(1.0)
2.42
3.80
5.10
12.13
13.65
MPa
31.25
350
550
740
1760
1980
psi
3.0
4.06
5.24
11.03
12.90
MPa
(1.25) 37.5
430
590
760
1600
1870
psi
(1.5)
3.38
4.34
9.24
10.82
12.34
13.92
MPa
43.75
490
630
1340
1570
1790
2020
psi
2.83
3.65
7.93
9.24
10.62
12.00
13.38
MPa
(1.75) 50.0
410
530
1150
1340
1540
1740
1940
psi
(2.0)
2.76
3.45
7.17
8.20
9.24
10.34
11.45
12.90
MPa
62.5
Tube outside diameter, mm (in)
400
500
1040
1190
1340
1500
1660
1870
psi
(2.5)
2.34
5.80
6.62
7.52
8.34
9.24
10.48
11.65
12.90
MPa
75.0
390
840
960
1090
1210
1340
1520
1690
1870
psi
(3.0)
2.90
5.52
6.27
7.03
7.72
8.76
9.80
10.68
11.86
12.90
13.92
MPa
87.5
420
800
910
1020
1120
1270
1420
1550
1720
1870
2020
psi
(3.5)
4.68
5.38
6.00
6.62
7.52
8.34
9.24
10.14
11.03
12.00
12.90
13.78
MPa
100.1
680
780
870
960
1090
1210
1340
1470
1600
1740
1870
2000
psi
(4.0)
4.62
5.24
5.80
6.55
7.31
8.07
8.90
9.65
10.48
12.24
12.06
12.90
13.72
MPa
112.5
670
760
840
950
1060
1170
1290
1400
1520
1630
1750
1870
1990
psi
(4.5)
4.70
4.62
5.10
7.80
6.48
7.17
7.86
8.55
9.24
10.00
10.68
11.45
12.13
12.90
13.65
MPa
125.0
TABLE 9-1
Maximum allowable working pressures for seamless steel and electric resistance welded steel tubes or nipples for watertube boilers [from Eq. (7-4)]
590
670
740
840
940
1040
1140
1240
1340
1450
1550
1660
1760
1870
1980
psi
(5.0)
DESIGN OF POWER BOILERS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
9.3
0.095 13
0.105 12
0.120 11
0.135 10þ
0.150 9þ
0.165 8
0.180 7
0.200 6
0.220 5
0.240 4þ
2.375
2.625
3.000
3.375
3.375
4.125
4.500
5.000
5.500
6.000
2.90
3.86
5.31
6.76
420
560
770
980
1.93
2.62
3.58
4.55
5.52
6.48
280
380
520
660
800
940
MPa psi
1.45
1.93
2.69
3.38
4.14
4.83
5.58
6.55
7.52
8.40
210
280
390
490
600
700
810
950
1090
1230
MPa psi
37.50 (1.50) 50.00 (2)
Source: ASME Power Boiler Code, Section I, 1983.
In
25.00 (1)
Nearest
Bwg no. MPa psi
mm
Wall thickness
1.17
1.59
2.14
2.76
3.30
3.86
4.48
5.24
6.00
6.83
170
230
310
400
480
560
650
760
870
990
MPa psi
1.31
1.80
2.28
2.76
3.24
3.72
4.34
5.03
5.65
190
260
330
400
470
540
630
730
820
MPa psi
62.50 (2.50) 75.00 (3)
1.10
1.52
1.93
2.34
2.76
3.17
3.72
4.27
4.83
160
220
280
340
400
460
540
620
700
MPa psi
(4)
1.38
1.72
2.06
2.41
2.83
3.31
3.79
4.28
200
250
300
350
410
480
550
260
MPa psi
87.50 (3.50) 200
Size outside diameter mm (in)
TABLE 9-2
Maximum allowable working pressures for steel tubes or flues for firetube boilers [from Eq. (9-1)]
1.24
1.52
1.86
2.21
2.48
2.90
3.38
4.80
MPa
180
220
270
320
360
420
490
550
psi
1.38
1.65
1.93
1.28
2.62
3.03
3.38
MPa
200
240
280
330
380
440
490
psi
112.50 (4.50) 125.00 (5)
1.52
1.80
2.07
2.41
2.76
3.10
MPa
220
260
300
350
400
450
psi
1.65
1.86
2.21
2.55
2.83
240
270
320
370
410
MPa psi
137.50 (5.50) 150.0 (6)
DESIGN OF POWER BOILERS
9.4
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
DESIGN OF POWER BOILERS
Particular
9.5
Formula
The external working pressure, for plain lap-welded
or seamless tubes up to and including 150 mm (6 in)
external diameter, and if the thickness is greater
than the standard one
p¼
1 596h
9:6
n do
where p in Pa, h and d in m
1 86670h
1386
p¼
n
do
SI
ð9-3aÞ
USCS
ð9-3bÞ
where p in psi, h and d in in
Refer to Table 9-6.
For proportion of standard boiler tubes
TABLE 9-3
Maximum allowable working pressure for copper tubes for firetube boilersa [from Eq. (9-2)]
Outside
diameter
of tube
Gauge, Bwg
12
11
10
9
8
7
6
5
4
MPa psi
MPa psi
MPa psi
MPa psi
MPa psi
MPa psi
MPa psi
MPa psi
1.72
1.72
1.72
1.31
1.72
1.72
1.72
1.59
mm
in
MPa psi
50.00
81.25
100.00
125.00
2
3.25
4
5
1.17
170 1.65
240 1.72
0.76
250 1.72
110 1.03
250 1.72
150 1.52
0.90
250 1.72
220 1.72
130 1.10
250 1.72
250 1.72
160 1.72
1.03
250
250
250
150
250
250
250
190
250
250
250
230
a
For use at pressure not to exceed 1.7 MPa (250 psi) or temperature not to exceed 2088C (4068F).
Source: ASME Power Boiler Code, Section I, 1983.
TABLE 9-4
Maximum boiler pressures for use of ANSI B16.5 standard steel pipe flanges and flanged valves and fittings
Maximum allowable boiler pressure
Primary service
pressure rating
Steam service at
saturation temperature
Boiler feed and blow-off
line service
Mpa
psi
MPa
psi
MPa
psi
1.14
2.17
2.86
4.23
6.30
10.44
17.33
164.7
314.7
414.7
614.7
914.7
1514.7
2514.7
1.41
4.44
5.75
8.10
11.40
17.23
22.10
204.7
644.7
834.7
1174.7
1654.7
2514.7
3206.0
1.20
3.65
4.68
6.79
10.10
16.13
22.20
174.7
529.7
679.7
984.7
1464.7
2339.7
3220.7
Notes: Adjusted pressure ratings for steam service at saturated temperature corresponding to the pressure, derived from Table 2 to 8 ANSI B 16.5–
1968. Pressures shown include the factor for boiler feed and blow-off line service required by ASME corrected for saturation temperature
corresponding to this pressure.
Source: ASME Power Boiler Code, Section I, 1983.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
9.6
CHAPTER NINE
TABLE 9-5
Maximum external working pressures for use with lap-welded and seamless boiler tubesa
Maximum allowable
pressure
Nominal diameter,
external diameter,
mm (in)
Standard
thickness,
mm
MPa
51 (2)
58 (2.25)
64 (2.5)
70 (2.75)
76 (3)
83 (3.25)
2.4
2.4
2.8
2.8
2.8
3.1
2.84
2.55
2.65
2.45
2.26
2.26
a
Maximum allowable
pressure
psi
Nominal diameter,
external diameter,
mm (in)
Standard
thickness,
mm
MPa
psi
427
380
392
356
327
327
89 (3.5)
96 (3.75)
102 (4)
115 (4.5)
127 (5)
153 (6)
3.1
3.1
3.4
3.4
3.8
4.2
2.16
1.96
2.06
1.67
1.67
1.37
308
282
303
238
235
199
N
lbf
24.5
28.2
32.0
40.7
44.9
49.1
58.5
63.0
68.0
80.8
91.2
112.3
150.0
1.679
1.932
2.186
2.783
3.074
3.365
4.011
4.331
4.652
5.532
6.248
7.669
10.282
External diameter 50 to 150 mm (2 to 6 in).
TABLE 9-6
Proportions of standard boiler tubes
Nominal
diameter,
actual
external
diameter
mm (in)
Actual
internal
diameter,
mm
45 (1.76)
51 (2)
58 (2.25)
64 (2.5)
70 (2.75)
76 (3)
83 (3.25)
89 (3.5)
96 (3.75)
102 (4)
115 (4.5)
127 (5)
153 (6)
38
46
50
56
64
71
76
81
89
94
107
120
142
Thickness,
mm
External
circumference,
mm
Internal
circumference,
mm
External
transverse
area,
mm2
Internal
transverse
area,
mm2
Length
of tube
m2 of
internal
heating
surface, m
2.4
2.4
2.4
2.8
2.8
2.8
3.0
3.0
3.0
3.3
3.3
3.8
4.2
140
160
181
200
220
240
260
280
300
320
360
400
480
125
144
165
183
200
221
241
260
280
290
340
370
450
1600
2000
2000
3200
3800
4500
5400
6200
7000
8000
10000
12800
18300
1200
1700
2100
2600
3200
3900
4500
5400
6200
6900
9000
11100
16300
7.58
6.58
5.78
5.24
4.74
4.38
3.98
3.71
3.45
3.25
2.86
2.58
2.15
Weight per
meter
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
DESIGN OF POWER BOILERS
Particular
9.7
Formula
The external pressure, for plain lap-welded, or seamless tubes or flues over 50 mm (2 in) and not exceeding
150 mm (6 in) external diameter
Refer to Table 9-5.
The minimum required thickness of component when
it is of riveted construction or does require staying as
per ASME Power Boiler Code2
h¼
pRi
0:8sa 0:6p
ð9-4Þ
The maximum allowable working pressure as per
ASME Power Boiler Code
p¼
0:8sa Ri þ 0:6h
ð9-5Þ
h¼
5pL
4:8sa ð9-6Þ
DISHED HEADS
The thickness of a blank unstayed dished head with
the pressure on the concave side, when it is a segment
of a sphere as per ASME Power Boiler Code
where
L ¼ radius to which the head is dished, measured on
the concave side of the head, m (in)
¼ efficiency of weakest joint used in forming the
head. (Refer to Table 8-3 for .)
The minimum distance between the centers of any two
openings, rivet holes excepted, shall be determined by
Eq. (9-7)
AþB
2ð1 KÞ
L¼
ð9-7Þ
where
L ¼ distance between the centers of the two openings measured on the surface of the head, m (in)
A; B ¼ diameters of two openings, m (in)
K ¼ same as defined in Eqs. (9-8a) and (9-8b)
The expression for K
K¼
pdo
1:6sa h
ð9-8aÞ
K¼
pdo
1:82sa h
ð9-8bÞ
Equation (9-8a) shall be used with shells and headers
designed by using Eqs. (9-4) and (9-5).
Equation (9-8b) shall be used with shells and headers
designed by using Eqs. (9-9) and (9-10):
The minimum required thickness of ferrous drums
and headers based on strength of weakest course as
per ASME Power Boiler Code
h¼
pdo
pRi
þ C or
þC
2sa þ 2yp
sa ð1 yÞp
ð9-9Þ
The maximum allowable working pressure as per
ASME Power Boiler Code
p¼
2sa ðh CÞ
sa ðh CÞ
or
do 2yðh CÞ
Ri þ ð1 yÞðh CÞ
ð9-10Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
9.8
CHAPTER NINE
Particular
Formula
For values y, C, and sa refer to Tables 7-1, 7-3, and 7-6.
The thickness of a blank unstayed full-hemispherical
head with the pressure on the concave side
h¼
pL
1:6sa ð9-11aÞ
h¼
pL
ð2sa 0:2pÞ
ð9-11bÞ
Equation (9-11b) may be used for heads exceeding
12.5 mm (0.5 in) in thickness that are to be used with
shells or headers designed under Eqs. (9-9) and (9-10)
and that are integrally formed on seamless drums or
are attached by fusion welding and do not require
staying.
The formula for the minimum thickness of head when
the required thickness of the head given by Eqs. (9-9)
and (9-10) exceeds 35 percent of the inside radius
h ¼ Lðy1=3 1Þ
ð9-12Þ
where
y¼
2ðsa þ pÞ
2sa p
ð9-12aÞ
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
Cp=sa
ð9-13Þ
UNSTAYED FLAT HEADS AND COVERS
The minimum required thickness of flat unstayed
circular heads, covers and blind flanges as per
ASME Power Boiler Code
h¼d
where
C ¼ a factor depending on the method of attachment
of head on the shell, pipe or header (refer to
Table 8-6 for C)
d ¼ diameter or short span, measured as shown in
Fig. 8-9
The minimum required thickness of flat unstayed
circular heads, covers or blind flange which is
attached by bolts causing edge moment Fig. 8-9( j )
as per ASME Power Boiler Code
h ¼ d½Cp=sa þ 1:78WhG =sa d 3 1=2
ð9-14Þ
where
W ¼ total bolt load, kN (lbf )
hG ¼ gasket moment arm, Fig. 8-13 and Table 8-22.
For details of bolt load HG , bolt moments, gasket
materials, and effect of gasket width on it
Refer to Tables 8-20 and 8-22 and Fig. 8-13
The minimum required thickness of unstayed heads,
covers, or blind flanges of square, rectangular, elliptical, oblong segmental, or otherwise noncircular as per
ASME Power Boiler Code
t or h ¼ d
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ZCp=sa Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð9-15Þ
DESIGN OF POWER BOILERS
DESIGN OF POWER BOILERS
Particular
9.9
Formula
where
Z ¼ 3:4 2:4d=a
ð9-15aÞ
a ¼ long span of noncircular heads or covers measured
perpendicular to short span, m (in)
Z need not be greater than 2.5
Equation (9-15) does not apply to noncircular heads,
covers, or blind flanges attached by bolts causing bolt
edge moment
The minimum required thickness of unstayed noncircular heads, covers, or blind flanges which are
attached by bolts causing edge moment Fig. 8-9 as
per ASME Power Boiler Code
h ¼ d½ZCp=sa þ 6WhG =sa Ld 2 1=2
The required thickness of stayed flat plates (Figs. 8-10
and 8-11) as per ASME Power Boiler Code
h ¼ pt
ð9-16Þ
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
½ p=sa c5 ð9-17Þ
where
pt ¼ maximum pitch, m (in), measured between
straight lines passing through the centers of the
stay bolts in the different rows
(Refer to Table 9-7 for pitches of stay bolts.)
c5 ¼ a factor depending on the plate thickness and
type of stay (Refer to Table 8-15 for values of
c5 .)
For sa refer to Tables 8-8, 8-23, and 8-11
h2 sa c5
p2i
The maximum allowable working pressure for stayed
flat plates as per ASME Power Boiler Code
p¼
For all allowable stresses in stay and stay bolts
Refer to Chapter 8
ð9-18Þ
Also for detail design of different types of heads,
covers, openings and reinforcements, ligaments, and
bolted flanged connection
COMBUSTION CHAMBER AND
FURNACES
Combustion chamber tube sheet
The maximum allowable working pressure on tube
sheet of a combustion chamber where the crown
sheet is suspended from the shell of the boiler as per
ASME Power Boiler Code
P ¼ 27000
hðD di Þ
wD
USCS
ð9-19aÞ
where
h ¼ thickness of tube, in
w ¼ distance from the tube sheet to opposite combustion chamber sheet, in
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
100
110
120
125
130
140
150
160
170
180
190
200
225
250
300
0.67
0.76
0.83
0.86
0.90
0.96
1.03
1.10
1.17
1.24
1.31
1.38
1.55
1.72
2.07
131.25
125.000
118.750
118.750
115.625
112.500
106.250
103.125
100.000
7.8125
(5.25)
(5.000)
(4.75)
(4.75)
(4.625)
(4.50)
(4.25)
(4.125)
(4.000)
(0.3125)
159.375
150.000
143.750
140.625
137.500
134.375
128.125
125.000
121.875
118.750
115.625
112.500
106.25
100.000
9.375
Source: ASME Power Boiler Code, Section I, 1983.
psi
MPa
Pressure
(6.375)
(6.000)
(5.75)
(5.625)
(5.50)
(5.375)
(5.125)
(5.000)
(4.875)
(4.75)
(4.625)
(4.50)
(4.25)
(4.000)
(0.375)
184.375
175.000
168.750
165.625
162.500
156.250
150.000
146.875
140.625
137.500
134.375
131.25
121.875
115.625
106.250
10.9375
(0.50)
14.0625
(7.375)
(7.000)
(6.75)
(6.625)
(6.50)
(6.25)
(6.000)
(5.875)
(5.625)
(5.50)
(5.375)
(5.25)
(4.875)
(4.625)
(4.25)
209.375
200.000
193.750
190.625
184.375
178.125
171.875
168.150
162.500
159.375
153.125
146.875
137.50
125.000
(8.375)
(8.000)
(7.75)
(7.625)
(7.375)
(7.125)
(6.875)
(6.75)
(6.50)
(6.375)
(6.125)
(5.875)
(5.50)
(5.000)
209.375
200.00
193.750
187.500
184.375
178.125
175.000
162.500
156.250
140.625
Maximum pitch of staybolts, mm (in)
12.500
Thickness of plate, mm (in)
(0.4375)
TABLE 9-7
Maximum allowable pitch for screwed staybolts, ends riveted over
(8.375)
(8.000)
(7.75)
(7.500)
(7.375)
(7.125)
(7.000)
(6.50)
(6.25)
(5.625)
(0.5625)
209.375
203.125
196.875
193.750
181.250
171.875
156.250
15.6250
(8.375)
(8.125)
(7.875)
(7.750)
(7.25)
(6.875)
(6.25)
(0.625)
212.500
200.000
175.625
175.00
17.1875
(8.50)
(8.00)
(7.625)
(7.000)
(0.6875)
DESIGN OF POWER BOILERS
9.10
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
DESIGN OF POWER BOILERS
Particular
9.11
Formula
D ¼ least horizontal distance between tube centers on
a horizontal row, in
di ¼ inside diameter of tube, in
P ¼ maximum allowable working pressure, psi
P ¼ 186
hðD di Þ
wD
SI
ð9-19bÞ
where p in MPa; h, D, di , and w in m
The vertical distance between the center lines of tubes
in adjacent rows where tubes are staggered
Dva ¼ ð2di D þ di2 Þ1=2
ð9-20Þ
where di and D have the same meaning as given
under Eq. (9-19)
For minimum thickness of shell plates, dome plates,
and tube plates and tube sheet for firetube boiler
Refer to Table 9-8
For mechanical properties of steel plates of boiler
Refer to Table 9-9
TABLE 9-8
Minimum thickness of shell plates, dome plates, and tube sheet for firetube boiler
Diameter of
Shell and dome plates
Minithickness
Tube sheet
Shell and dome plates
Tube sheet
m
in
m
in
mm
in
mm
in
0.9
>0.9–1.35
>1.35—1.8
>1.8
36
>36–54
>54–72
>72
1.05
>1.05–1.35
>1.35–1.8
>1.8
42
>42–54
>54–72
>72
6.25
7.81
9.375
12.5
0.25
0.3125
0.375
0.50
9.375
10.94
12.5
14.06
0.375
0.4375
0.500
0.5625
Source: ASME Power Boiler Code, Section I, 1983.
TABLE 9-9
Mechanical properties of steel plates for boilers
Tensile strength
Grade
MPa
kpsi
Yield stress, percent
min of tensile
strength
1
2A
2B
333.4–411.9
362.8–480.5
509.9–608.0
48.4–59.7
52.6–69.7
74.0–88.2
55
50
50
Elongation percent
gauge
length,
pffiffiffiffi
ffi
5.65 a a
26
25
20
a area of cross section.
Source: IS 2002-1, 1962.
a
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
9.12
CHAPTER NINE
Particular
Formula
Plain circular furnaces
FURNACES 300 mm (12 in) TO 450 mm (18 in)
OUTSIDE DIAMETER, INCLUSIVE
Maximum allowable working pressure for furnaces
not more than 412 diameters in length or height
where the length does not exceed 120 times the thickness of the plate
p¼
0:36ð18:75T 1:03LÞ
D
SI
ð9-21aÞ
USCS
ð9-21bÞ
where p in MPa; T, D, and L in m
p¼
51:5ð18:75T 1:03LÞ
D
where p in psi
D ¼ outside diameter of furnace, in
L ¼ total length of furnace between centers of head
rivet seams, in
T ¼ thickness of furnace walls, sixteenth of an inch
The maximum allowable working pressure for furnaces not more than 412 diameter in length of height
where the length exceeds 120 times the thickness of
the plate
p¼
29:3T 2
LD
SI
ð9-22aÞ
USCS
ð9-22bÞ
SI
ð9-23aÞ
USCS
ð9-23bÞ
SI
ð9-24aÞ
USCS
ð9-24bÞ
where p in MPa; T, L, and D in m
p¼
4250T 2
LD
where p in psi; T, L, and D in in
Circular flues
The maximum allowable external pressure for riveted
flues over 150 mm (6 in) and not exceeding 450 mm
(18 in) external diameter, constructed of iron or steel
plate not less than 6 mm (0.25 in) thick and put
together in sections not less than 600 mm (24 in) in
length
p¼
56h
d
where p in Pa; h and d in m
p¼
8100h
d
where p in psi; h and d in in
d ¼ external diameter of flue, in
The formula for maximum allowable external pressure for riveted, seamless, or lap-welded flues over
450 mm (18 in) and not exceeding 700 mm (28 in)
external diameter, riveted together in sections not
less than 600 mm (24 in) nor more than 312 times the
flue diameter in length, and subjected to external pressure only
p¼
6:7h 0:4l
d
where p in Pa; h, l, and d in m
p¼
966h 53l
d
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
DESIGN OF POWER BOILERS
Particular
9.13
Formula
where p in psi and d in in
h ¼ thickness of wall in 1.5 mm (0.06 in)
l > 600 mm (24 in) and <3 12 d
The maximum allowable working pressure for seamless or welded flues over 125 mm (5 in) in diameter
and including 450 mm (18 in)
(a) Where the thickness of the wall is not greater
than 0.023 times the diameter as per ASME
Power Boiler Code
p¼
68948h3
D3
SI
ð9-25aÞ
where p in MPa; h and D in m
p ¼ maximum allowable working pressure
D ¼ outside diameter of flue
h ¼ thickness of wall of flue
p¼
107 h3
D3
USCS
ð9-25bÞ
SI
ð9-26aÞ
USCS
ð9-26bÞ
SI
ð9-27aÞ
USCS
ð9-27bÞ
where p in psi; h and D in in
(b) Where the thickness of the wall is greater than
0.023 times the diameter.
p¼
119h
1:9
D
where p in MPa; h and D in m
p¼
17300h
275
D
where p in psi; h and D in in
Equations (9-24) and (9-25) may applied to riveted
flues of the size specified provided the section are
not over 0.91 m (3 ft) in length and the efficiency ()
of the joint
<j
pD
138h
where p in MPa; D and h in m
<j
pD
20000h
where p in psi; D and h in in
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
9.14
CHAPTER NINE
Particular
Formula
THE MAXIMUM ALLOWABLE PRESSURE
FOR SPECIAL FURNACES HAVING
WALLS REINFORCED BY RIBS, RINGS,
AND CORRUGATIONS
(a) Furnaces reinforced by Adamson rings
p¼
6:7h 0:4l
d
SI
ð9-28aÞ
USCS
ð9-28bÞ
where p in Pa; h and d in m
p¼
1080h 59l
d
where p in psi
h ¼ thickness of wall, 1.5 mm (0.06 in) not to be less
5
than 8 mm (16
in)
l ¼ length of flue section, not to be less than 450 mm
(18 in)
(b) Another expression for the maximum allowable
working pressure when plain horizontal flues
are made in sections not less than 450 mm
5
(18 in) in length and not less than 8 mm (16
in) in
thickness (Adamson-type rings)
p¼
0:4ð300h 1:03LÞ
D
SI
ð9-29aÞ
USCS
ð9-29bÞ
SI
ð9-30aÞ
USCS
ð9-30bÞ
where p in MPa; h, L, and D in m
p¼
57:6ð300h 1:03LÞ
D
where p in psi; h, L, and D in in
(c) Corrugated rings
p ¼ 68:5
h
d
where p in Pa; h and d in m
p ¼ 10000
h
d
where p in psi; h and d in in
h ¼ thickness of tube wall, mm (in), not to be less
than 11 mm (0.44 in)
(d) Plain circular flues riveted together in sections
p¼
6:7d 0:4l
d
SI
ð9-31aÞ
USCS
ð9-31bÞ
where p in Pa; d and l in m
p¼
966h 53l
D
where p in psi; l and d in in
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
DESIGN OF POWER BOILERS
Particular
9.15
Formula
Ring-reinforced type
The required wall thickness of a ring-reinforced furnace of flue shall not be less than that determined
by the procedure given here
Assume a value for h (or t) and L. Determine the
ratios L=Do and Do =t.
Following the procedure explained in Chap. 8, determine B by using Fig. 9-1. Compute the allowable
working pressure Pa by the help of Eq. (9-32)
The allowable working pressure (Pa )
Pa ¼
B
ðDo =tÞ
ð9-32Þ
where Do ¼ outside diameter of furnace or flue, in
Compare Pa with P. If Pa is less than P select greater
value of t (or h) or smaller value of L so that Pa is
equal to or greater than P, psi
The required moment of inertia (Is ) of circumferential
stiffening ring
A
LD2o t þ s A
L
Is ¼
14
ð9-33Þ
where
Is ¼ required moment of inertia of stiffening ring
about its neutral axis parallel to the axis of the
furnace, in4
As ¼ area of cross section of the stiffening ring, in2
A ¼ factor obtained from Fig. 9-1
The required moment of inertia of a stiffening ring
shall be determined by the procedure given here
The expression for B
Assume the values of Do , L, and t (or h) of furnace.
Select a rectangular member to be used for stiffening
ring and find its area As and its moment of inertia I.
Then find the value of B from Eq. (9-34)
B¼
PDo
t þ As =L
ð9-34Þ
where P, Do , t, As , and L are as defined under Eq.
(9-33)
The value of factor A
After computing B from Eq. (9-34), determine the
value of factor A by the help of Fig. 9-1 and B. If
the required Is is greater than the moment of inertia
I, for the section selected above, select a new section
with a larger moment of inertia and determine a
new value of Is . If the required Is is smaller than the
moment of inertia I selected as above, then that
section should be satisfactory.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
9.16
CHAPTER NINE
FIGURE 9-1 Chart for determining wall thicknesses of ring reinforced furnaces when constructed of carbon steel (specified
yield strength, 210 to 262 MPa (30 to 38 kpsi) (1 kpsi ¼ 6.894757 MPa). (Source: ‘‘Rules for Construction of Power Boilers,’’
ASME Boiler and Pressure Vessel Code, Section I, 1983 and ‘‘Rules for Construction of Pressure Vessels,’’ Section VIII,
Division 1, ASME Boiler and Pressure Vessel Code, July 1, 1986.)1;2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
DESIGN OF POWER BOILERS
Particular
9.17
Formula
Corrugated furnaces
The maximum allowable working pressure (P) on
corrugated furnace having plain portion at the ends
not exceeding 225 mm (9 in) in length
tC6
D
where
P¼
ð9-35Þ
5
in) for
t ¼ thickness, in, not less than 7.8 mm (16
Leeds, Morison, Fox and Brown, and not less
7
than 11 mm (16
in) for Purves and other furnaces
corrugated by sections not over 450 mm (18 in)
long.
D ¼ mean diameter, in
Values of C6 are taken from Table 9-10
TABLE 9-10
Values of C6 for use in Eq. (9–35)
C6
1.
2.
3.
4.
5.
6.
For Leeds furnaces, when corrugations are not more than 200 mm (8 in) from center and not less than 56.25 mm
(2.25 in) deep
For Morison furnaces, when corrugations are not more than 200 mm (8 in) from center to center and the radius of
the outer corrugation is not more than one-half of the suspension curve
For Fox furnaces, when corrugations are not more than 200 mm (8 in) from center to center and not less than
37.5 mm (1.5 in) deep
For Purves furnaces, when rib projections are not more than 225 mm (9 in) from center to center and not less than
34.375 mm (1.375 in) deep
For Brown furnaces, when corrugations are not more than 225 mm (9 in) from center to center and not less than
40.625 mm (1.625 in) deep
For furnaces corrugated by sections not more than 450 mm (18 in) from center to center and not less than 37.5 mm
(1.5 in) deep, measured from the least inside greatest outside diameter of the corrugations and having the ends fitted
into the other and substantially riveted together, provided the plain parts at the ends do not exceed 300 mm (12 in)
in length
17,300
15,600
14,000
14,000
14,000
Source: ASME Power Boiler Code, Section I, 1983.
Stayed surfaces
The maximum allowable working pressure (P) for a
stayed wrapper sheet of a locomotive-type boiler
P¼
11000t
P
R s sin USCS
ð9-36aÞ
where
t ¼ thickness of wrapper sheet, in
R ¼ radius of wrapper sheet, in
¼ minimum efficiency of wrapper sheet through
joints or stay holes
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
9.18
CHAPTER NINE
Particular
Formula
P
s sin ¼ summated value of transverse spacing
(s sin ) for all crown stays considered in one
transverse plane and on one side of the vertical
axis of the boiler
s ¼ transverse spacing of crown stays in the crown
sheet, in
¼ angle any crown stay makes with the vertical axis
of boiler
P¼
The longitudinal pitch between stay bolts or between
the nearest row of stay bolts and the row of rivets at
the joints between the furnace sheet and the tube
sheet or the furnace sheet and the mud ring
R
76t
P
s sin SI
where P in MPa; s, t, and R in m
56320t2 2
L¼
USCS
PR
ð9-36bÞ
ð9-37aÞ
where
t ¼ thickness of furnace sheet, in
R ¼ outside radius of furnace, in
P ¼ maximum allowable working pressure, psi
2:535 109 t2 2
L¼
SI ð9-37bÞ
PR
where P in Pa; t, L, and R in m
Cross-sectional area of diagonal stay (A)
A¼
aL
l
ð9-38Þ
where
a ¼ sectional area of direct stay, m (in)
L ¼ length of diagonal stay, m (in)
l ¼ length of line drawn at right angles to boiler head
or a projection of L on a horizontal surface
parallel to boiler drum, m (in)
The total cross-sectional area of stay tubes which
support the tube plates in multitubular boilers
At ¼
ðA aÞP
sa
ð9-39Þ
where
A ¼ area of that portion of tuber plate containing
the tubes, m (in)
a ¼ aggregate area of holes in the tube plate, m2 (in2 )
P ¼ maximum allowable working pressure, Pa
(psi)
sa ¼ maximum allowable stress value in the tubes,
MPa (psi) >48
j MPa (7 kpsi)
sa is also taken from Table 8-23
The pitch of stay tubes shall conform to Eqs. (9-17)
and (9-18) and using the values of C7 as given in
Table 9-11
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
DESIGN OF POWER BOILERS
Particular
The pitch from the stay bolt next to the corner to
the point of tangency to the corner curve for stays
at the upper corners of fire boxes shall be as given
in Eq. (9-40)
9.19
Formula
p¼
90½C7 ðT 2 =PÞ1=2
USCS
angularity of tangent lines ðÞ
ð9-40aÞ
where
T ¼ thickness of plate in sixteenths of an inch
P ¼ maximum allowable working pressure, psi
C7 ¼ factor for the thickness of plate and type of stay
used
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
C7 ðT 2 =pÞ
pt ¼ 7592
angularity of tangent lines ðÞ
SI ð9-40bÞ
where pt and T in m, and p in Pa
For various values of C7
Refer to Table 9-11
TABLE 9-11
Values of C7 for determining pitch of stay tubes
Pitch of stay tubes in the bounding rows
Where there are two plain tubes between two stay tubes
Where there is one plain tube between two stay tubes
Where every tube in the bounding rows is a stay tube and
each alternate tube has a nut
When tubes have nuts not
outside of plates
When tubes are fitted with
nuts outside of plates
120
140
—
130
150
170
Source: ASME Power Boiler Code, Section I, 1983.
FINAL RATIOS1
Design of a horizontal return tubular boiler
H ranges from 35 to 45 in firetube boilers;
G 37 is a good working value
ð9-41aÞ
S lines between 12 and 13 for most types of
W cylindrical boilers
ð9-41bÞ
C
varies from 16 to 18
G
ð9-41cÞ
S
¼ 16:7 103 ð0:6Þ to 19:5 103 ð0:7Þ ð9-41dÞ
P
H 0:92 to 1:12 m2 (10 to 12 ft2 ) for
¼
P externally fired boiler per hp
¼ 0:74 m2 (8 ft2 ) for Scotch boiler per hp ð9-41eÞ
The units in parentheses are in US Customary System units.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
9.20
CHAPTER NINE
Particular
Design of a vertical straight shell multitubular boiler
Formula
P
¼ 53 ð5:22Þ
G
ð9-41f Þ
DS
¼ 64 103 to 73 103
N
ð9-41gÞ
H
¼ 60
G
ð9-42aÞ
WHS
¼ 45
G
ð9-42bÞ
SHS
1
¼
WHS 3
ð9-42cÞ
S
1
¼
W 3
ð9-42dÞ
S
¼ 22:3 103 ð0:80Þ
P
ð9-42eÞ
A ¼ Total area of steam segment
D ¼ Diameter of shell or drum
h ¼ Height of the segment to be occupied by steam
FIGURE 9-2 Disengaging surface in horizontal cylindrical shell. (Source: Reproduced from G. B. Haven and G. W. Swett, The
Design of Steam Boilers and Pressure Vessels, John Wiley and Sons, Inc., 1923.)1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
DESIGN OF POWER BOILERS
9.21
FIGURE 9-3 Areas of circular segments. (Reproduced from G. B. Haven and G. W. Swett, The Design of Steam Boilers and
Pressure Vessels, John Wiley and Sons, Inc., 1923.)1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
9.22
CHAPTER NINE
Particular
Formula
Watertube boiler design
For mechanical properties of carbon and carbon
manganese steel plates, sections and angles for
marine boilers pressure vessels and welded machinery
and mechanical properties of steel plates for boilers
C
1
¼
G 5:5
ð9-42f Þ
H
¼ 1:12 ð12Þ
P
ð9-42gÞ
G
P
¼ 18:3 103 ð20Þ or ¼ 51 ð5Þ
P
G
ð9-42hÞ
P
¼ 51 ð5Þ
DS
ð9-42iÞ
H
¼ 50
G
ð9-43aÞ
S
¼ 11:2 103 ð0:424Þ
p
ð9-43bÞ
H
¼ 0:92 ð10Þ
P
ð9-43cÞ
P
¼ 51 ð4:37Þ
G
ð9-43dÞ
DS
¼ 27:5 103 ð0:308Þ
P
Refer to Table 9-12
ð9-43eÞ
For properties of boilers
Refer to Table 9-13
For evaporation of water, average rate of combustion
of fuels, and minimum rate of steam produced
Refer to Tables 9-14 to 9-16
TABLE 9-12
Mechanical properties of carbon and carbon manganese steel plates, sections, and angles steel for marine boilers,
pressure vessels, and welded machinery
Elongation percentage min on
gauge length
Tensile strength
Grade
MPa
kpsi
pffiffiffiffiffi
5.65 a a
1
2
3
4
5
362.8–441.3
411.9–490.3
431.5–529.6
460.9–559.0
490.3–588.4
52.6–64.0
59.7–71.1
62.6–76.8
66.8–81.0
71.1–85.3
26
25
23
22
21
200 mm
Bond test
diameter of
former
25
23
21
20
19
2t
2t
3t
3t
312 t
a
Area of cross section.
Source: IS 3503, 1966.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
DESIGN OF POWER BOILERS
9.23
TABLE 9-13
Properties of boilers
Horizontal return tubular boilers
Diameter of
shell, mm
910
1070
1220
1370
1520
1680
1830
1980
2130
2290
2440
Diameter of tubes, mm
64
64
64
76
76
76
76
76
76
76
76
76
76
76
89
89
89
89
89
89
89
89
Length of tubes, m
2.44
3.05
3.66
3.97
4.28
4.88
4.88
4.88
4.88
4.88
4.88
102
102
102
102
3.66
3.66
4.28
4.28
4.88
5.18
5.50
5.18
5.50
5.18
5.18
4.28
4.58
4.58
5.50
5.50
6.10
5.50
6.10
5.50
5.50
4.88
4.88
5.5
6.10
6.10
6.10
6.10
Dry-back scotch boilers
Diameter of shell, m
Diameter of tubes, mm
Length of tubes, m
1.19
1.99
2.14
2.29
2.44
2.90
3.20
3.50
76
89
89
89
89
89
89
89
2.90
3.50
3.80
3.80
3.97
3.80
3.80
3.89
2.06
2.21
2.36
2.84
3.05
3.28
102
102
102
102
102
102
4.88
4.88
4.88
4.88
4.88
4.88
Inside diameter of
furnace, mm
Length of grate, m
920
920
970
1150
1270
970
1150
1270
1.22
1.53
1.93
2.03
2.21
1.93
2.03
2.21
970
1040
1140
970
1040
1140
1.93
2.24
2.44
1.93
2.24
2.44
Short Types
Long Types
Locomotive-type boilers without dome
Vertical firetube boiler for power plant use
Dimensions of grate
Diameter of waist, mm
Length of 7.5 mm tubes, m Width, mm
Length, m
Diameter of tubes, mm
Length of tubes, m
925
1070
1220
1370
1520
1680
1830
2.14
2.44
3.20
3.36
3.97
4.58
4.58
1.22
1.27
1.38
1.53
1.53
1.68
1.83
50
62
3.96
4.27
4.57
4.88
0.76
0.92
1.07
1.22
1.38
1.53
1.68
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
9.24
CHAPTER NINE
Particular
Formula
For permissible strain rates of steam plant equipments
Refer to Table 9-17
For water level requirements of boilers
Refer to Table 9-18
For minimum allowable thickness of plates for boilers
Refer to Table 9-19
For disengaging surface per horsepower
Refer to Table 9-20
For heating boiler efficiency
Refer to Table 9-21
TABLE 9-14
Evaporation kg (lb) of water per kg (lb) of fuel reduced to standard condition
[from and at 373 K (1008C)]
Approximate
Type of fuel
kJ/kg
Btu/lb
Evaporation
per kg (lb) of fuel,
kg (lb)
Anthracite
Coke
Semibituminous
Bituminous
Lignite
Fuel oil
29,038.3–27842.2
30,228.7
33,703.7
29,098.3
22,106.3
41,868.0
12,500–1 2000
13,000
14,500
12,500
9,500
19,000
9.5–9
9.5
10
9
6
14.5
TABLE 9-15
Average rates of combustion [kg/m2 (lb/ft2 ) of grate
surface per hour] draft 12.55 mm (12 in) water column
Fuel used
Stationary grate
Anthracite
Semibituminous
Bituminous
Lignite
44–68.5 (9.14)
98 (20)
68.5 (14)
58.5 (12)
TABLE 9-16
Minimum kilograms (pounds) of steam per h per ft2 of surface
Firetube boilers
Watertube boilers
Particulars
kg
lb
kg
lb
Boiler heating surface
Hand-fired
Stoker-fired
Oil-, gas-, or powder-fired
11.0
15.4
17.6
5
7
8
13.2
17.6
22.1
6
8
10
Water wall heating surface
Hand-fired
Stoker-fired
Oil-, gas-, or powder-fired
17.6
22.1
30.9
8
10
14
17.6
26.5
35.3
8
12
16
Source: ASME Power Boiler Code. Section I, 1983.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
DESIGN OF POWER BOILERS
TABLE 9-17
Permissible strain rates for steam plant equipment
Machine part
Strain rate
per hour
Turbine disk (pressed on shaft)
Bolted flanges, turbine cylinders
Steam piping, welded joints, and boiler tubes
Superheated tubes
109
108
107
106
TABLE 9-18
Water level requirementsa
Horizontal return
tubular boilers
Distance
between
gauge cocks,
mm
Boiler
diameters,
mm
910, 1070,
1220
1370, 1520
1680, 1830,
1980, 2130
75
100
125
Vertical firetube
boilers
Boiler
diameters
mm
Distance
between
gauge cocks,
mm
910–1220
1250–1680
1700–2410
2460–3100
100
125
150
175
Dry-back Scotch boilers
Locomotive-type boilers
Low water level 89 mm
above surface of tubes for all
diameters: distance between
gauge cocks may be reduced
to a minimum of 75 mm
Low water level must be
75–125 mm above the water
surface of the crown sheet;
distance between gauge
cocks is usually 75 mm for
all diameters
a
Low water level 890 mm above surface of tubes.
TABLE 9-19
Minimum allowable thickness of plates for boilers (all dimensions in mm)
Power boilers
Minimum thickness
6.5
8.0
9.5
11.0
12.5
14.5
Shell and dome
plate diameter
910
>910–1370
>1370–1830
>1830
Tube sheet
diameter
1065
>1065–1370
>1370–1830
>1830
9.25
Heating boilers
Shell or other
plate diameter
1065
>1065–1530
>1530–1980
>1980
Tube sheet or
head diameter
1065
>1065–1530
>1530–1980
>1980
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF POWER BOILERS
9.26
CHAPTER NINE
TABLE 9-20
Disengaging surface per horsepower mean water level
Disengaging surface
Type of boiler
Horizontal return
tubular
Dry-back Scotch
Vertical straight
shell
Vertical (Manning)
Locomotive type
Sectional water
tube
m2 /kW
m2 /hp
0.087–0.10
0.075–0.087
0.065–0.0745
0.056–0.0650
0.020–0.025
0.011–0.013
0.100–0.125
0.0149–0.0186
0.0084–0.0093
0.0745–0.093
0.037–0.0500
0.0279–0.0372
TABLE 9-21
Heating boiler efficiency
Firing method
Hand-Fired Coal
Lignite
Subbituminous
Bituminous
Low-volatile bituminous
Anthracite
Coke
Stoker Conversion
Bituminous
Anthracite
Burner Conversion
Natural gas
Oil
Designed for Burner
Stoker
45 kg
>45 kg
Gas
Oil
Cast-iron boilers
Steel boilers
Package units
Efficiency, %
49
44–63
50–65
44–61
60–75
75–76
55–69
63
69–76
51; 65; 70
60–75
65
70
70–80
70–80
68
70
75
REFERENCES
1. Haven, G. B., and G. W. Swett, The Design of Steam Boilers and Pressure Vessels, John Wiley and Sons, Inc.,
New York, 1923.
2. ‘‘Rules for Construction of Power Boilers,’’ ASME Boiler and Pressure Vessel Code, Section I, 1983.
3. ‘‘Rules for Construction of Pressure Vessels, ’’ ASME Boiler and Pressure Vessel Code, Section VIII, Division I,
July 1, 1986.
4. Code of Unfired Pressure Vessels, Bureau of Indian Standards, IS 2825, 1969, New Delhi, India.
5. Nichols, R. W., Pressure Vessel Codes and Standards, Elsevier Applied Science Publishing Ltd., Barking, Essex,
England, 1987.
6. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Cooperative
Society, Bangalore, India, 1962.
7. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers, Bangalore, India, 1986.
8. Lingaiah, K., Machine Design Data Handbook, (SI and U.S. Customary Units), McGraw-Hill Publishing Company, New York, 1994.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
10
ROTATING DISKS AND
1
CYLINDERS
SYMBOLS1
g
r
ri
ro
h
h2
r
z
!
acceleration due to gravity, m/s2 (ft/s2 )
any radius, m (in)
inside radius, m (in)
outside radius, m (in)
thickness of disk at radius r from the center of rotation, m (in)
thickness of disk at radius r2 from the center of rotation, m (in)
uniform tensile stress in case of a disk of uniform strength,
MPa (psi)
tangential stress, MPa (psi)
radial stress, MPa (psi)
axial stress or longitudinal stress, MPa (psi)
density of material of the disk, kg/m3 (lbm /in3 )
angular speed of disk, rad/s
Poisson’s ratio
Particular
DISK OF UNIFORM STRENGTH
ROTATING AT ! rad=s (Fig. 10-1)
The thickness of a disk of uniform strength at radius r
from center of rotation
Formula
2
!
2
2
h ¼ h2 exp
ðr r Þ
2 2
ð10-1Þ
SOLID DISK ROTATING AT ! rad=s
The general expression for the radial stress of a
rotating disk of uniform thickness
r ¼
3þ 2 2
! ðro r2 Þ
8
ð10-2Þ
10.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ROTATING DISKS AND CYLINDERS
10.2
CHAPTER TEN
Particular
Formula
FIGURE 10-1 High-speed rotating disk of uniform strength.
FIGURE 10-2 Rotating disk of uniform thickness.
The general expression for the tangential stress of a
rotating disk of uniform thickness
¼
The maximum values of stresses are at the center,
where r ¼ 0, and are equal to each other
rðmaxÞ ¼ ðmaxÞ ¼
3þ
1 þ 3 2
!2 r2o r
8
3þ
3þ
!2 r2o
8
ð10-3Þ
ð10-4Þ
HOLLOW DISK ROTATING AT ! rad=s
(Fig. 10-2)
The general expression for the radial stress of a
rotating disk of uniform thickness
3þ 2 2
r2o r2i
2
2
! ri þ ro 2 r
r ¼
8
r
The general expression for the tangential stress of a
rotating disk of uniform thickness
¼
The maximum radial stress occurs at r2 ¼ ro ri
3þ
r2 r2 1 þ 3 2
!2 r2i þ r2o þ o 2 i r
8
3þ
r
rðmaxÞ ¼
3þ 2
! ðro ri Þ2
8
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð10-5Þ
ð10-6Þ
ð10-7Þ
ROTATING DISKS AND CYLINDERS
ROTATING DISKS AND CYLINDERS
Particular
The maximum tangential stress occurs at inner
boundary where r ¼ ri
10.3
Formula
3þ 2 2 1 2
! ro þ
ri
4
3þ
ð10-8Þ
!2
½ð3 2Þr2o ð1 þ 2Þr2 8ð1 Þ
ð10-9Þ
ðmaxÞ ¼
SOLID CYLINDER ROTATING AT ! rad=s
The tangential stress
¼
The radial stress
!2
r ¼
8
The maximum stress occurs at the center
The axial strain in the z direction (ends free)
3 2
ðr2o r2 Þ
1
rðmaxÞ ¼ ðmaxÞ ¼
!2
8
ð10-10Þ
3 2 2
ro
1
ð10-10aÞ
"z ¼
!2 r2o
2
E
The axial stress under plane strain condition (ends
free)
z ¼
!2
4
ðr2o 2r2 Þ
1
ð10-12aÞ
The axial stress under plane strain condition (ends
constrained)
z ¼
!2 1
ð3 2Þr2o 2r2
4ð1 Þ 2
ð10-12bÞ
"
#
ð10-11Þ
HOLLOW CYLINDER ROTATING AT !
rad=s
The tangential stress at any radius r
!2
¼
8
3 2
1
r2 r2
1 þ 2 2
r2i þ r2o þ i 2 o r
r
3 2
ð10-13Þ
The radial stress at any radius r
The axial stress (ends free) at any radius r
!2
r ¼
8
3 2
1
r2 r2
r2i þ r2o i 2 o r2
r
½r2i þ r2o 2r2 1
z ¼
!2
4
The axial stress under plane strain conditions (ends
constrained) at any radius r
z ¼
!2
4
The maximum stress occurs at the inner surface where
r ¼ ri
!2
ðmaxÞ ¼
4
3 2
1
2r2
r2i þ r2o 3 2
3 2
1
ð10-14Þ
ð10-15Þ
ð10-16Þ
"
#
1 2 2
2
ð10-17Þ
ro þ
r
3 2 i
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ROTATING DISKS AND CYLINDERS
10.4
CHAPTER TEN
Particular
The axial strain in the z direction (ends free)
The displacement u at any radius r of a thin hollow
rotating disk
Formula
"z ¼ "
u¼
!2 2
ðr þ r2o Þ
2E i
!2 r ð3 þ Þð1 Þ
E
8
r2o r2i 1 þ 2
r
1 r2
3þ
1þ
r2o þ r2i þ
SOLID THIN UNIFORM DISK ROTATING
AT ! rad=s UNDER EXTERNAL PRESSURE
po (Fig. 10-3)
The radial stress at any radius r
r ¼ po þ !2
The tangential stress at any radius r
¼ po þ !2
The maximum radial stress at r ¼ 0
ð10-18Þ
#
ð10-19Þ
3þ
ðr2o r2 Þ
8
3þ
8
rðmaxÞ ¼ po þ !2
r2o 1 þ 3 2
r
3þ
ð10-20Þ
3þ 2
ro
8
ð10-21Þ
ð10-22Þ
The maximum radial stress at r ¼ ro
r ¼ po
ð10-23Þ
The maximum tangential stress at r ¼ 0
ðmaxÞ ¼ rðmaxÞ
ð10-24Þ
The displacement u at any radius r
u¼
r
!2
½ð3 þ Þr2o ð1 þ Þr2 ð1 Þ po þ
8
E
ð10-25Þ
FIGURE 10-3 Rotating disk of uniform thickness under external pressure.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ROTATING DISKS AND CYLINDERS
ROTATING DISKS AND CYLINDERS
Particular
10.5
Formula
HOLLOW CYLINDER OF UNIFORM
THICKNESS ROTATING AT ! rad=s.
SUBJECT TO INTERNAL ( pi ) AND
EXTERNAL ( po ) PRESSURES (Fig. 10-4)
The general expression for the radial stress of a
hollow cylinder of uniform thickness rotating at
! rad/s under internal ð pi Þ and external ð po Þ pressure
at any radius r
The general expression for the tangential or hoop
stress of a hollow cylinder of uniform thickness
rotating at ! rad/s under internal ð pi Þ and external
ð po Þ pressure at any radius r.
B !2
r ¼ A 2 þ
8
r
3 2
1
r2 r2
r2i þ r2o i 2 o r2
ð10-26Þ
r
3 2
1
#
r2i r2o
1 þ 2 2
2
2
ri þ ro þ 2 r
3 2
r
B !2
¼ A þ 2 þ
8
r
"
where
The tangential or hoop stress in a hollow cylinder
rotating at ! rad/s under po and pi at r ¼ ri (Fig. 10-4)
A¼
ð maxÞr ¼ ri ¼
pi r2i po r2o
;
r2o r2i
ð10-27Þ
r2 r2 ð p p Þ
B ¼ i o2 i 2 o
ro ri
pi ðr2i þ r2o Þ 2po r2o
r2o r2i
"
#
!2 3 2
2 4 2
þ
2r2o þ
r
8
1
3 2 i
ð10-28aÞ
p ðr2 þ r2 Þ 2p r2
¼ i i 2o 2 o o
ro ri
!2
þ
4
3 2
1
"
#
1 2 2
2
ro þ
r
3 2 i
ð10-28bÞ
FIGURE 10-4
FIGURE 10-5
FIGURE 10-6
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ROTATING DISKS AND CYLINDERS
10.6
CHAPTER TEN
Particular
The tangential or hoop stress in a hollow cylinder
rotating at ! rad/s under po and pi at r ¼ ro (Fig.
10-4)
Formula
ð maxÞr ¼ ro ¼
2pi r2i po ðr2o þ r2i Þ
r2o r2i
!2 3 2
1 2 2
ro
þ
r2i þ
1
3 2
4
ð10-29Þ
The tangential stress in a cylinder rotating at ! rad/s
at any radius r when subjected to internal pressure
ð pi Þ only (Fig. 10-5)
ð Þpo ¼ 0 ¼
The tangential stress in a cylinder rotating at ! rad/s
at any radius r when subject to external pressure ð po Þ
only (Fig. 10-6)
ð Þpi ¼ 0 ¼
pi r2i ðr2o þ r2 Þ !2 3 2
þ
4
1
r2 ðr2o r2i Þ
"
#
r2i r2o
1 þ 2 2
2
2
r ð10-30Þ
ri þ ro þ 2 3 2
r
po r2o ðr2 þ r2i Þ !2 3 2
þ
1
4
r2 ðr2o r2i Þ
"
#
2 2
ri ro
1 þ 2 2
2
2
r i þ ro þ 2 r ð10-31Þ
3 2
r
ROTATING THICK DISK AND CYLINDER
WITH UNIFORM THICKNESS SUBJECT
TO THERMAL STRESSES
The hoop or tangential stress in thick disk or cylinder
at any radius r rotating at ! rad/s subject to pressure
po and pi
The radial stress in thick disk or cylinder at any radius
r rotating at ! rad/s subject to pressure po and pi
"
#
B
!2 2
1 þ 3 2
ro ¼ A þ 2 ð3 þ Þ
r
3þ
8
r
ð
E
ð10-32Þ
ET þ 2 Tr dr
r
ð
B !2
E
ð3 þ Þðr2o r2 Þ 2 Tr dr
r ¼ A 2 8
r
r
ð10-33Þ
where A and B are Lamé’s constants and can
be found from boundary or initial
conditions
¼ linear coefficient of thermal expansion, mm/8C
(in/8F)
T ¼ temperature, 8C or K (8F)
¼ density of rotating cylinder or disk material,
kg/m3 (lbm /in3 )
E ¼ modulus of material of disk or cylinder, GPa
(Mpsi)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ROTATING DISKS AND CYLINDERS
ROTATING DISKS AND CYLINDERS
Particular
10.7
Formula
ROTATING LONG HOLLOW CYLINDER
WITH UNIFORM THICKNESS ROTATING
AT ! rad=s SUBJECT TO THERMAL
STRESS
The general expression for the radial stress in the
cylinder wall at any radius r when the temperature
distribution is symmetrical with respect to the axis
and constant along its length.
r ¼
3 2
r2 r2
r2i þ r2o i 2 o r2
1
r
"
#
ð
ð ro
E
4r2 di2 ro
Tr dr Tr dr
þ
ð1 Þr2 do2 di2 ri
ri
!2
8
ð10-34Þ
The general expression for the tangential stress in the
cylinder wall at any radius r when the temperature
distribution is symmetrical with respect to the axis
and constant along its length.
"
#
3 2
r2i r2o
1 þ 2 2
2
2
ri þ ro þ 2 r
1
3 2
r
2
ð
E
4r þ di2 ro
Tr dr
þ
ð1 Þr2 do2 di2 ri
ð ro
Tr dr Tr2
ð10-35Þ
þ
!2
¼
8
ri
The general expression for the axial stress in the
cylinder wall at any radius r when the temperature
distribution is symmetrical with respect to the axis
and constant along its length.
¼
½r2i þ r2o 2r2 1
ð ro
E
8
Tr
dr
T
þ
1 do2 di2 ri
!2
4
ð10-36Þ
where do ¼ 2ro and di ¼ 2ri
DEFLECTION OF A ROTATING DISK OF
UNIFORM THICKNESS IN RADIAL
DIRECTION WITH A CENTRAL CIRCULAR
CUTOUT
E
h
The tangential stress within elastic limit, , in a
rotating disk of uniform thickness (Fig. 10-7)
¼
The expression for the inner deflection i , of rotating
thin uniform thickness disk with centrally located
circular cut-out as per Stodalaa (Fig. 10-7)
i ¼ 3:077 106
ð10-37Þ
n 2
ð7:5K 2 þ 5Þ
1000
a
ð10-38Þ
Source: Stodala ‘‘Turbo-blower and compressor’’; Kearton, W. J. and Porter, L. M., Design Engineer, Pratt and Whitney
Aircraft; McGraw-Hill Publishing Company, New York, U.S.A. Douglas C. Greenwood, Editor, Engineering Data for Product
Design, McGraw-Hill Publishing Company, New York, 1961.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ROTATING DISKS AND CYLINDERS
10.8
CHAPTER TEN
FIGURE 10-7 Nomogram for radial deflection of rotating disks with constant thickness with a centrally located circular hole.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ROTATING DISKS AND CYLINDERS
ROTATING DISKS AND CYLINDERS
Particular
The expression for the outer deflection o of rotating
thin uniform thickness disk with centrally located
circular cut-out as per Stodalaa (Fig. 10-7)
10.9
Formula
o ¼ 3:077 106
n 2
ð1:5K 2 þ 7:5KÞ
1000
ð10-39Þ
where
K ¼ ro =ri
¼ tangential stress, psi
¼ i þ o ¼ total deflection of disk, in
ri ¼ inner radius of disk, in
ro ¼ outer radius of disk, in
n ¼ speed, rpm
The Nomogram can be used for steel, magnesium and aluminum since the modulus of elasticity E ¼ 29 106 psi
(200 MPa) for steel and Poisson’s ratio ¼ 1=3. The error involved in using this equation with E and of steel for
aluminum is about 0.5% and for magnesium is 2.5%.
REFERENCES
1. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Volume I (SI and Customary
Metric Units), Suma Publishers, Bangalore, 1986.
2. Lingaiah, K., Machine Design Data Handbook, McGraw-Hill Publishing Company, New York, 1994.
3. Douglas C. Greenwood, Engineering Data for Product Design, McGraw-Hill Publishing Company, New York,
1961.
a
Source: Stodala ‘‘Turbo-blower and compressor’’; Kearton, W. J. and Proter, L. M., Design Engineer, Pratt and Whitney
Aircraft; McGraw-Hill Publishing Company, New York, U.S.A. Douglas C. Greenwood, Editor, Engineering Data for Product
Design, McGraw-Hill Publishing Company, New York, 1961.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
11
METAL FITS, TOLERANCES, AND
SURFACE TEXTURE
SYMBOLS1;2;3
area of cross section, m2 (in2 )
diameter of shaft, m (in)
diameter of cylinder, m (in)
modulus of elasticity, GPa (Mpsi)
modulus of elasticity of cast iron, GPa (Mpsi)
modulus of elasticity of steel, GPa (Mpsi)
force, kN [lbf or tonf (pound force or tonne force)]
length, m (in)
length of hub, m (in)
effective length of anchor, m (in)
original length of slot, m (in)
torque or twisting moment, N m (lbf in)
pressure, MPa (psi)
contact pressure MPa (psi)
temperature, 8C (8F)
coefficient of linear expansion, (m/m)/8C [(in/in)/8F]
total change in diameter (interference), m (in)
change in diameter, m (in)
Poisson’s ratio
stress, MPa (psi)
coefficient of friction
factor of safety
A
d
E
Ec
Es
F
l
L
Mt
p
pc
t
d
n
SUFFIXES
a
b
c
d
f
h
i
o
r
axial
bearing surface
contact surface, compressive
design
final
hub
internal, inner
original, external, outer
radial, rim
11.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.2
CHAPTER ELEVEN
shaft
tangential or hoop
initial
final
s
1
2
Particular
Formula
PRESS AND SHRINK FITS
Change in cylinder diameter due to contact
pressure
ð11-1Þ
The change in diameter
d ¼ d"
The change in diameter of the inner member when
subjected to contact pressure pc (Fig. 11-1)
pd
di ¼ c c
E
The change in diameter of the outer member when
subjected to contact pressure pc (Fig. 11-1)
The original difference in diameters of the two
cylinders when the material of the members is the
same
The total change in the diameters of hub and hollow
shaft due to contact pressure at their contact surface
when the material of the members is the same
do ¼
pc dc
E
dc2 þ di2
dc2 di2
do2 þ dc2
þ
do2 dc2
ð11-2Þ
ð11-3Þ
¼ do þ di
p d do2 þ dc2
¼ c c
þ
E
do2 dc2
p d dc2 þ di2
þ c c
E
dc2 di2
¼ ds þ dh ¼ ds dh
pc ds ds2 þ di2
¼
s
Es ds2 di2
p d do2 þ dh2
þ c h
þ
exactly
h
Eh do2 ds2
¼ pc dc
ð11-4Þ
ð11-5aÞ
dc2 þ di2
d02 þ dc2
þ
sþ h
2
2
Es ðdc di Þ Eh ðdo2 dc2 Þ Es Eh
ðapprox:Þ
FIGURE 11-1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð11-5bÞ
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
Particular
The shrinkage stress in the band
11.3
Formula
¼
E
dc
ð11-6Þ
The contact pressure between cylinders at the surface
of contact when the material of both the cylinders is
same (Fig. 11-2)
pc ¼
Eðdc2 di2 Þðdo2 dc2 Þ
2dc3 ðdo2 di2 Þ
ð11-7Þ
The tangential stress at any radius r of outer cylinder
(Fig. 11-2a)
o ¼
pc dc2
do2
1
þ
do2 dc2
4r2
ð11-8Þ
The tangential stress at any radius r of inner cylinder
(Fig. 11-2a)
pc dc2
di2
i ¼ 2
1þ 2
do dc2
4r
ð11-9Þ
The radial stress at any radius r of outer cylinder
(Fig. 11-2a)
r o ¼ do2
1
4r2
ð11-10Þ
The radial stress at any radius r of inner cylinder
(Fig. 11-2a)
pc dc2
di2
1 2
r i ¼ 2
dc di2
4r
ð11-11Þ
The tangential stress at outside diameter of outer
cylinder (Fig. 11-2)
oo ¼
2pc dc2
do2 dc2
ð11-12Þ
pc dc2
2
do dc2
The tangential stress at inside diameter of outer
cylinder (Fig. 11-2)
oi ¼ pc
The tangential stress at outside diameter of inner
cylinder (Fig. 11-2)
p ðd 2 þ di2 Þ
io ¼ c 2c
dc di2
The tangential stress at inside diameter of inner
cylinder (Fig. 11-2)
ii ¼ The radial stress at outside diameter of outer cylinder
(Fig. 11-2)
do2 þ dc2
do2 dc2
2pc dc2
dc2 di2
r oo ¼ 0
FIGURE 11-2 Distribution of stresses in shrink-fitted assembly.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð11-13Þ
ð11-14Þ
ð11-15Þ
ð11-16Þ
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.4
CHAPTER ELEVEN
Particular
Formula
The radial stress at inside diameter of outer cylinder
(Fig. 11-2)
r oi ¼ pc
ð11-17Þ
The radial stress at outside diameter of inner cylinder
(Fig. 11-2)
r io ¼ pc
ð11-18Þ
The radial stress at inside diameter of inner cylinder
(Fig. 11-2)
r ii ¼ 0
ð11-19Þ
The semiempirical formula for tangential stress for
cast-iron hub on steel shaft
¼
Eo dc þ 0:14do
Timoshenko equation for contact pressure in case of
steel shaft on cast-iron hub
pc ¼
Ec dc
ð11-20Þ
1 ðdc =do Þ2
1:53 þ 0:47ðdc =do Þ2
for
Es
¼3
Ec
ð11-21aÞ
The allowable stress for brittle materials
all ¼
su
Ec ½1 þ ðdc =do Þ2 ¼
n
dc ½1:53 þ 0:47ðdc =do Þ2 ð11-21bÞ
INTERFERENCE FITS
Press
The axial force necessary to press shaft into hub under
an interface pressure pc
The approximate value of axial force to press steel
shaft into cast-iron hub with an interference
Fa ¼ dc lpc
ð11-22aÞ
where ¼ 0:085 to 0.125 for unlubricated surface
¼ 0:05 with special lubricants
F ¼ 4137 104
ðdo þ 0:3dc Þl
do þ 6:33dc
SI
ð11-23aÞ
where do , dc , l and in m, and F in N
F ¼ 6000
ðdo þ 0:3dc Þl
do þ 6:33dc
USCS
ð11-23bÞ
where do , dc , l and in in, and F in tonf
The approximate value of axial force to press steel
shaft in steel hub
F ¼ 28:41 104
ðdo2 dc2 Þl
do2
SI
ð11-24aÞ
where do , dc , l and in m, and F in N
F ¼ 4120
ðdo2 dc2 Þl
do2
USCS
where do , dc , l and in in, and F in tonf
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð11-24bÞ
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
Particular
The transmitted torque by a press fit or shrink fit
without slipping between the hub and shaft
The temperature t2 in 8C to which the shaft or shrink
link must be heated before assembly
11.5
Formula
Mt ¼
dc2 lpc
2
ð11-25Þ
where ¼ 0:10 for press fit
¼ 0:125 for shrink fits
2
þ t1
t2 dc
ð11-26Þ
where t1 ¼ temperature of hub or larger part to
which shaft or shrink link to be shrunk on,
8C
Shrink links or anchors (Fig. 11-3)
The average compression in the part of rim affected
according to C. D. Albert
F
c ¼ pffiffiffiffiffiffiffiffiffiffiffi
Ab Ar
ð11-27Þ
FIGURE 11-3 Shrink link.
The tensile stress in link
t ¼
Lf Lo
E
Lo
ð11-28Þ
The total load on link
F¼
ðLf Lo ÞEA
Lo
ð11-29Þ
The compressive stress in rim
c ¼
Lf Lo EA
pffiffiffiffiffiffiffiffiffiffiffi
Lo
Ab Ar
ð11-30Þ
The original length of link
Lo ¼
1þ 1þ
L
AE
pffiffiffiffiffiffiffiffiffiffiffi
E r Ab Ar
r
E
ð11-31Þ
The necessary linear interference for shrink anchors
¼
d l
E
ð11-32Þ
The force exerted by an anchor
F ¼ abd
ð11-33Þ
b
¼ 2 to 3
a
d ¼ design stress based on a reliability factor of 1.25
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.6
CHAPTER ELEVEN
Particular
Formula
For letter symbols for tolerances, basic size deviation
and tolerance, clearance fit, transition fit, interference
fit
Refer to Figs. 11-4 to 11-8
For press-fit between steel hub and shaft, cast-iron
hub and shaft and tensile stress in cast-iron hub in
press-fit allowance
Refer to Figs. 11-9 to 11-11
TOLERANCES AND ALLOWANCES
The tolerance size is defined by its value followed by a
symbol composed of a letter (in some cases by two
letters) and a numerical value as
45 g7
A fit is indicated by the basic size common to both
components followed by symbols corresponding to
each component, the hole being quoted first, as
45H8
g7
For grades 5 to 16 tolerances have been determined in
terms of standard tolerance unit i in micrometers
(Refer to Table 11-l).
i ¼ 0:45D1=3 þ 0:001D
Values of standard tolerances corresponding to
grades 01, 0, and 1 are (values in mm for D in mm)
IT 01 0:3 þ 0:008 D
IT 0 0:5 þ 0:012 D
IT 1 0:8 þ 0:020 D
or 45H8 g7 or 45
H8
g7
ð11-34Þ
where D is expressed in mm
ð11-35Þ
TABLE 11-1
Relative magnitudes of standard tolerances for grades 5 to 16 in terms of standard tolerance unit ‘‘i ’’ [Eq. (11-34)]
Grade
IT 5
IT 6
IT 7
IT 8
IT 9
IT 10
IT 11
IT 12
IT 13
IT 14
IT 15
IT 16
Values
7i
10 i
16 i
25 i
40 i
64 i
100 i
160 i
250 i
400 i
640 i
1000 i
Source: IS 919, 1963.
TABLE 11-1A
Coefficient of friction, (for use between conical metallic surfaces)
Contacting surface
Nature of surfaces
Coefficient of friction, Any metal in contact with another metal
Any metal in contact with another metal
Cast iron on steel
Steel on steel
Steel on steel
Cast iron on steel
Lubricated with oil
Greased
Shrink-fitted
Shrink-fitted
Dry
Dry
0.15
0.15
0.33
0.13
0.22
0.16
Source: Courtesy J. Bach, ‘‘Kegelreibungsverbindungen,’’ Zeitschrift Verein Deutscher Ingenieure, Vol. 79, 1935.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.7
TABLE 11-2
Formulas for fundamental shaft deviations (for sizes 500 mm)
Upper deviations (es)
Lower deviation (ei)
In lm (for D in mm)
Shaft designation
In lm (for D in mm)
j5–j8
k4–k7
k for grades 3 and 8
No formula
pffiffiffiffi
¼ þ0:6 3 D
¼0
m
n
p
¼ þ(IT 7–IT 6)
¼ þ5D0:34
¼ IT 7 þ 0 to 5
r
c
¼ ð265 þ 1:3DÞ
for D 120
¼ 3:5D
for D < 120
l ð140 þ 0:85DÞ
for D 160
l 1:8D
for D > 160
¼ 52D0:2
for D 40
d
e
f
g
¼ ð95 þ 0:8DÞ
for D > 40
¼ 16D0:44
¼ 11D0:41
¼ 5:5D0:41
¼ 2:5D0:34
h
¼0
¼ geometric mean of values
ei for p and s
¼ þIT 8 þ 1 to 4
for D 50
¼ þIT 7 þ 0:4D
for D > 50
¼ IT 7 þ 0:63D
¼ þIT 7 þ D
¼ þIT 7 þ 1:25D
¼ þIT 7+1.6D
¼ þIT 7 þ 2D
¼ þIT 7 þ 2:5D
¼ þIT 8 þ 3:15D
¼ þIT 9 þ 4D
¼ þIT 10 þ 5D
Shaft designation
a
For js: The two deviations are equal to IT
2
s
t
u
v
x
y
z
za
zb
zc
Source: IS 919, 1963.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.8
CHAPTER ELEVEN
TABLE 11-3
Rules for rounding off values obtained by the use of formulas
Values in lm
Rounded in
multiples of
Above
Up to
5
45
45
60
60
100
100
200
200
300
300
560
560
600
600
800
800
1000
1000
2000
For standard
tolerances for
Grades II and finer
1
1
1
5
10
10
For deviations es,
from a to g
1
2
5
5
10
10
20
20
20
50
For deviations ei,
from k to zc
1
1
1
2
5
5
10
20
50
Source: IS 919, 1963.
FIGURE 11-4 Letter symbols for tolerances.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2000
1000
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.9
TABLE 11-4
Fundamental tolerances of grades 01, 0, and 1 to 16
Values of tolerances in lm (1 lm ¼ 0:001 mm)
Diameter
steps
in mm
3
>3
6
>6
10
>10
18
>18
30
>30
50
>50
80
>80
120
>120
180
>180
250
>250
315
>315
400
>400
500
Tolerance grades
5
6
7
8
9
10
11
12
13
14a
15a
16a
3
4
6
10
14
25
40
60
100
140
250
400
600
2.5
4
5
8
12
18
30
48
75
120
180
300
480
750
1.5
2.5
4
6
9
15
22
36
58
90
150
220
360
580
900
1.2
2
3
5
8
11
18
27
43
70
110
180
270
430
700
1100
1
1.5
2.5
4
6
9
13
21
33
52
84
130
210
330
520
840
1300
0.6
1
1.5
2.5
4
7
11
16
25
39
62
100
160
250
390
620
1000
1600
0.8
1.2
2
3
5
8
13
19
30
46
74
120
190
300
460
740
1200
1900
1
1.5
2.5
4
6
10
15
22
35
54
87
140
220
350
540
870
1400
2200
1.2
2
3.5
5
8
12
18
25
40
63
100
160
250
400
630
1000
1600
2500
2
3
4.5
7
10
14
20
29
46
72
115
185
290
460
720
1150
1850
2900
2.5
4
6
8
12
16
23
32
52
81
130
210
320
520
810
1300
2100
3200
3
5
7
9
13
18
25
36
57
89
140
230
360
570
890
1400
2300
3600
4
6
8
10
15
20
27
40
63
97
155
250
400
630
970
1550
2500
4000
01
0
1
2
3
0.3
0.5
0.8
1.2
2
0.4
0.6
1
1.5
0.4
0.6
1
0.5
0.8
0.6
4
a
Up to 1 mm grades 14 to 16 are not provided.
Source: IS 919, 1963.
FIGURE 11-5 Basic size deviation and tolerances.
FIGURE 11-6 Clearance fit.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.10
CHAPTER ELEVEN
TABLE 11-5
Clearance fits (Fig. 11-6) (hole basis)
Quality of fit
Large clearance
Combination of shaft and hole
H 11 a 9
coarse
H 11 b 9
Remarks and uses
Not widely used
H 11 a 11 normal
H9a9
fine
H8b8
Slack running
Loose running
Easy running
H 11 c 9 coarse
H 11 c 11
normal
H9c9
H8c8
fine
H7c8
H 11 d 11
coarse
H9d9
H 8 d 9 normal
H8d8
fine
H7d8
H8e9
coarse
H9e9
H8e8
normal
H7e8
H7e7
fine
H6e7
Not widely used
Suitable for plummer block bearings and loose pulleys
Recommended for general clearance fits, used for properly
lubricated bearings requiring appreciable clearance; finer grades for
high speeds, heavily loaded bearings such as turbogenerator and
large electric motor bearings
Normal running
H 8 f 8 coarse
H 7 f 7 normal
H 6 f 6 fine
Widely used as a normal grease lubricated or oil-lubricated bearing
having low temperature differences, gearbox shaft bearings, bearings
of small electric motor and pumps, etc.
Close running or
sliding
H 8 g 7 coarse
H 7 g 6 normal
Expensive to manufacture, small clearance. Used in bearings for
accurate link work, and for piston and slide valves; also used for
spigot or location fits
H6g6
fine
H6g5
Precision sliding
H 11 h 11
H8h7
H8h8
H7h6
H6h5
Widely used for nonrunning parts; also used for fine spigot and
location fit
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
TABLE 11-6
Values of standard tolerances for sizes >500 to 3150 mm
IT 6
a
10 I
a
IT 7
IT 8
IT 9
IT 10
IT 11
IT 12
IT 13
IT 14
IT 15
IT 16
16 I
25 I
40 I
64 I
100 I
160 I
250 I
400 I
640 I
1000 I
Standard Tolerance Unit I (in mm) 0:004D þ 2:1 for D in mm.
Source: IS: 2101-1962.
FIGURE 11-8 Interference fit.
FIGURE 11-7 Transition fit.
TABLE 11-7
Transition and interference fits (hole basis)
Quality of fit
Combination of shaft and hole
Push
H 8 j 7 coarse
H 7 j 6 normal
H 6 j 5 fine
True transition
H 8 k 7 coarse
H 7 k 6 normal
H 6 k 5 fine
Fit averaging virtually no clearance-recommended for location fits
where a slight interference can be tolerated, with the object of
eliminating vibration; used in clutch member keyed to shaft,
gudgeon pin in piston bosses, hand wheel, and index disk on shaft
Interference transition
H 8 m 7 coarse
H 7 m 6 normal
H 6 m 5 fine
H8n7
coarse
H7n6
Fit averages a slight interference suitable for general tight-keying fits
where accurate location and freedom from play are necessary; used
for the cam holder, fitting bolt in reciprocating slide
True interference
Remarks and uses
Transition fit (Fig. 11-7)
Slight clearance—recommended for fits where slight interference is
permissible, coupling spigots and recesses, gear rings clamped to
steel hubs
Suitable for tight assembly of mating surfaces
H 6 n 5 fine
Light press fit
H 7 p 6 normal
H 6 p 5 fine
Medium drive fit
H 7 r 6 normal
H 6 r 5 fine
Heavy drive fit
H8s7
normal
H7s6
Force fit
H 6 s 5 fine
H8t7
normal
H7t6
Heavy force fit or
shrink fit
H 6 t 5 fine
H8u7
normal
H7u6
Interference fit (Fig. 11-8)
Light press fit for nonferrous parts which can be dismantled when
required; standard press fit for steel, cast iron, or brass-to-steel
assemblies, bush on to a gear, split journal bearing
Medium drive fit with easy dismantling for ferrous parts and light
drive fit with easy dismantling for nonferrous parts assembly; pump
impeller on shaft, small-end bush in connecting rod, pressed in
bearing bush, sleeves, seating, etc.
Used for permanent or semipermanent assemblies of steel and castiron members with considerable gripping force; for light alloys this
gives a press fit; used in collars pressed on to shafts, valve seatings,
cylinder liner in block, etc.
Suitable for the permanent assembly of steel and cast-iron parts;
used in valve seat insert in cylinder head, etc.
High interference fit; the method of assembly will be by power press
H 6 u 5 fine
11.11
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.12
CHAPTER ELEVEN
TABLE 11-8
Preferred basic and design sizes
Linear dimensions (in mm)
Shaft basis
A
B
1.6
2.5
4.0
6.0
10.0
16.0
25.0
40.0
63.0
100.0
5.0
8.0
12.0
14.0
18.0
20.0
22.0
32.0
50.0
80.0
Hole basis
Priority 1
1.0
1.6
2.5
4.0
5.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
Priority 2
22.0
25.0
28.0
32.0
36.0
40.0
45.0
50.0
56.0
63.0
71.0
80.0
90.0
100.0
110.0
125.0
140.0
160.0
180.0
200.0
220.0
250.0
280.0
320.0
360.0
400.0
450.0
500.0
1.2
2.0
3.2
4.5
5.5
7.0
9.0
11.0
13.0
15.0
17.0
19.0
21.0
23.0
26.0
30.0
Priority 3
34.0
38.0
42.0
48.8
53.0
58.0
65.0
75.0
85.0
95.0
105.0
115.0
120.0
130.0
135.0
150.0
170.0
190.0
210.0
230.0
240.0
260.0
270.0
300.0
340.0
380.0
420.0
430.0
470.0
480.0
145.0
155.0
165.0
175.0
185.0
195.0
290.0
310.0
330.0
350.0
370.0
390.0
410.0
440.0
460.0
490.0
Angular dimensions (in deg)
Priority
1
2
Preferred angles
1
3
2
6
4
10
5
16
8
30
12
45
60
90
120
20
TABLE 11-9
Formulas for shaft and hole deviations (for sizes >500 to 3150 mm)
Shafts
d
e
f
(g)
h
js
k
m
n
p
r
s
t
u
es
es
es
es
es
ei
ei
ei
ei
ei
ei
ei
ei
ei
—
—
—
—
—
—
þ
þ
þ
þ
þ
þ
þ
Formulas for deviations in lm (for D in mm)
Holes
16 D0:44
11 D0:41
5.5 D0:41
2.5 D0:34
0
0.5 ITn
0
0.024 D þ 12:6
0.04 D þ 21
0.072 D þ 37:8
geometric mean between p and s or P and S
IT 7 þ 0:4D
IT 7 þ 0:63D
IT 7 þ D
þ
þ
þ
þ
+
—
—
—
—
—
—
—
EI
EI
EI
EI
EI
ES
ES
ES
ES
ES
ES
ES
ES
ES
a
D
E
F
(G)
H
JS
K
M
N
Pa
Ra
Sa
Ta
U
It is assumed that associated shafts and holes are of the same grade contrary to what has been allowed for the dimensions up to 500 mm
(see IS 919, 1959).
Source: IS 2101, 1962.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
FIGURE 11-9 Press-fit pressures between steel hub and
shaft (1 psi ¼ 6894.757 Pa; 1 in ¼ 25.4 mm). (Baumeister, T.,
Marks’ Standard Handbook for Mechanical Engineers, 8th
ed., McGraw-Hill, 1978.)
11.13
FIGURE 11-10 Variation in tensile stress in cast-iron hub
in press-fit allowance (1 psi ¼ 6894.757 Pa; 1 in ¼ 25.4 mm).
(Baumeister, T., Marks’ Standard Handbook for Mechanical
Engineers, 8th ed., McGraw-Hill, 1978.)
FIGURE 11-11 Press-fit pressure between cast-iron hub
and shaft (1 psi ¼ 6894.757 Pa; 1 in ¼ 25.4 mm). (Baumeister,
T., Marks’ Standard Handbook for Mechanical Engineers,
8th ed., McGraw-Hill, 1978.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
11.14
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
g5
g4
f8
f7
f6
e9
e8
e7
e6
d10
d9
d8
c11
c9
c8
b9
a9
System
of
basic
shaft
3
6
270
300
140
170
70
88
70
100
70
145
30
48
30
60
30
78
20
28
20
32
20
38
20
50
10
18
10
22
10
28
04
08
04
09
—
3
270
295
140
165
60
74
60
85
60
120
20
34
20
45
20
60
14
20
14
24
14
28
14
39
06
12
06
16
06
20
02
05
02
06
Limits
esb
eic
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
280
316
150
186
80
102
80
116
80
170
40
62
40
76
40
98
25
34
25
40
25
47
25
61
13
22
13
28
13
35
05
09
05
11
6
10
290
333
150
193
95
122
95
138
95
205
50
77
50
93
50
120
32
43
32
50
32
59
32
75
16
27
16
34
16
43
06
11
06
14
10
18
24
30
300
352
160
212
110
143
110
162
110
240
65
98
65
117
65
149
40
53
40
61
40
73
40
92
20
33
20
41
20
53
07
13
07
16
18
24
TABLE 11-10
Tolerancesa for shafts for sizes up to 500 mm
40
50
310 320
372 382
170 180
232 242
120 130
159 169
120 130
182 192
120 130
280 290
80
119
80
142
80
180
50
66
50
75
50
89
50
112
25
41
25
50
25
64
09
16
09
20
30
40
65
80
340 360
414 434
190 200
264 274
140 150
186 196
140 150
214 224
140 150
330 340
100
146
100
174
100
220
60
79
60
90
60
106
60
134
30
49
30
60
30
76
10
18
10
23
50
65
100
120
380 410
467 497
220 240
307 327
170 180
224 234
170 180
257 267
170 180
390 400
120
174
120
207
120
260
72
94
72
107
72
126
72
159
36
58
36
71
36
90
12
22
12
27
80
100
460
560
260
360
200
263
200
300
200
450
120
140
520
620
280
380
210
273
210
310
210
460
145
208
145
245
145
305
85
110
85
125
85
148
85
185
43
68
43
83
43
106
14
26
14
32
140
160
580
680
310
410
230
293
230
330
230
480
160
180
Diameter steps, mm
660
775
340
455
240
312
240
355
240
530
180
200
740
855
380
495
260
332
260
375
260
550
170
242
170
285
170
355
100
129
100
146
100
172
100
215
50
79
50
96
50
122
15
29
15
35
200
225
250
280
280
315
315
355
355
400
400
450
450
500
820 920 1050 1200 1350 1500 1650
935 1050 1180 1340 1490 1655 1805
420 480 540 600 680 760 840
535 610 670 740 820 915 995
280 300 330 360 400 440 480
352 381 411 449 489 537 577
280 300 330 360 400 440 480
395 430 460 500 540 595 635
280 300 330 360 400 440 480
570 620 650 720 760 840 880
190
210
230
271
299
327
190
210
230
320
350
385
190
210
230
400
440
480
110
125
135
142
161
175
110
125
135
162
182
198
110
125
135
191
214
232
110
125
135
240
265
290
56
62
68
88
98
108
56
62
68
108
119
131
56
62
68
137
151
165
17
18
20
33
36
40
17
18
20
40
43
47
225
250
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
n5
n4
m7
m6
k7
k6
j7
j6
j5
h11
h10
h9
h8
h7
h6
h5
g6
System
of
basic
shaft
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
esb
eic
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
Limits
3
6
04
12
00
05
00
08
00
12
00
18
00
30
00
48
00
75
þ03
02
þ06
02
þ08
04
þ09
þ01
þ13
þ01
þ12
þ04
þ16
þ04
þ12
þ08
þ13
þ08
—
3
02
08
00
04
00
06
00
10
00
14
00
25
00
40
00
60
þ02
02
þ04
02
þ06
þ04
þ06
þ00
þ10
þ01
þ08
þ02
þ02
—
þ07
þ04
þ08
þ04
10
18
05 06
14 17
00 00
06 08
00 00
09 11
00 00
15 18
00 00
22 27
00 00
36 43
00 00
58 70
00 00
90 110
þ04 þ05
02 03
þ07 þ08
02 03
þ10 þ12
05 06
þ10 þ12
þ01 þ01
þ16 þ19
þ01 þ01
þ15 þ18
þ06 þ07
þ21 þ25
þ06 þ07
þ14 þ17
þ10 þ12
þ16 þ20
þ10 þ12
6
10
24
30
07
20
00
09
00
13
00
21
00
33
00
52
00
84
00
130
þ05
04
þ09
04
þ13
08
þ15
þ02
þ23
þ02
þ21
þ08
þ29
þ08
þ21
þ15
þ24
þ15
18
24
30
40
09
25
00
11
00
16
00
25
00
39
00
62
00
100
00
160
þ06
05
þ11
05
þ15
10
þ18
þ02
þ27
þ02
þ25
þ09
þ34
þ09
þ24
þ17
þ28
þ17
40
50
TABLE 11-10
Tolerancesa for shafts for sizes up to 500 mm (Cont.)
50
65
10
29
00
13
00
19
00
30
00
46
00
74
00
120
00
190
þ06
07
þ12
07
þ18
12
þ21
þ02
þ32
þ02
þ30
þ11
þ41
þ11
þ28
þ20
þ33
þ20
65
80
80
100
12
34
00
15
00
22
00
35
00
54
00
87
00
140
00
220
þ06
09
þ13
09
þ20
15
þ25
þ03
þ38
þ03
þ35
þ13
þ48
þ13
þ33
þ23
þ38
þ23
100
120
120
140
14
39
00
18
00
25
00
40
00
63
00
100
00
160
00
250
þ07
11
þ14
11
þ22
18
þ28
þ03
þ43
þ03
þ40
þ15
þ55
þ15
þ39
þ27
þ45
þ27
140
160
160
180
Diameter steps, mm
180
200
15
44
00
20
00
29
00
46
00
72
00
115
00
185
00
290
þ07
13
þ16
13
þ25
21
þ33
þ04
þ50
þ04
þ46
þ17
þ63
þ17
þ45
þ31
þ51
þ31
200
225
225
250
250
280
17
49
00
23
00
32
00
52
00
81
00
130
00
210
00
320
þ07
16
þ16
16
þ26
26
þ36
þ04
þ56
þ04
þ52
þ20
þ72
þ20
þ50
þ34
þ57
þ34
280
315
315
355
18
54
00
25
00
36
00
57
00
89
00
140
00
230
00
360
þ07
18
þ18
18
þ29
28
þ40
þ04
þ61
þ04
þ57
þ21
þ78
þ21
þ55
þ37
þ62
þ37
355
400
400
450
20
60
00
27
00
40
00
63
00
97
00
155
00
250
00
400
þ07
20
þ20
20
þ31
32
þ45
þ05
þ68
þ05
þ63
þ23
þ86
þ23
þ60
þ40
þ67
þ40
450
500
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.15
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
3
6
6
10
þ28
þ23
þ41
þ23
—
—
þ46
þ28
—
—
þ47
þ35
þ50
þ42
þ62
þ50
þ98
þ80
þ22
þ18
þ32
þ18
—
—
þ34
þ20
—
—
þ36
þ26
þ38
þ32
þ50
þ40
þ74
þ60
þ61
þ52
þ82
þ67
þ119
þ97
þ34
þ28
þ50
þ28
—
—
þ56
þ34
—
—
þ57
þ42
11.16
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
b
a
18
24
24
30
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
þ31
þ22
þ35
þ22
þ41
þ28
þ62
þ41
þ41 þ50
þ57
þ33 þ41
þ48
þ60 þ74
þ81
þ33 þ41
þ48
— þ47 þ56
þ64
— þ39 þ47
þ55
þ67 þ72 þ87
þ97
þ40 þ45 þ54
þ64
—
þ76
þ88
—
þ63
þ75
þ68 þ78 þ94
þ109
þ50 þ60 þ73
þ88
10
18
þ10 þ17 þ21 þ26
þ06 þ12 þ15 þ18
þ12 þ20 þ24 þ29
þ06 þ12 þ15 þ18
þ16 þ23 þ28 þ34
þ10 þ15 þ19 þ23
—
—
—
—
—
3
Tolerances in micrometers (1 mm ¼ 103 mm).
es ¼ upper deviation.
c
ei ¼ lower deviation.
zc8
zb7
za6
z7
y6
x8
v5
u8
u5
t7
r6
p6
p5
System
of
basic
shaft
Limits
40
50
—
—
—
—
—
—
—
—
—
—
—
—
þ37
þ26
þ42
þ26
þ50
þ34
þ79
þ54
þ71 þ81
þ60 þ70
þ99 þ109
þ60 þ70
þ79 þ92
þ68 þ81
þ119 þ136
þ80 þ97
þ110 þ130
þ94 þ114
þ137 þ161
þ112 þ136
30
40
TABLE 11-10
Tolerancesa for shafts for sizes up to 500 mm (Cont.)
65
80
—
—
—
—
—
—
—
—
—
—
—
—
þ45
þ32
þ51
þ32
þ62
þ43
þ105
þ75
þ100 þ115
þ87 þ102
þ133 þ148
þ87 þ102
þ115 þ133
þ102 þ120
þ168 þ192
þ122 þ146
þ163 þ193
þ144 þ174
þ202 þ240
þ172 þ210
50
65
100
120
—
—
—
—
—
—
—
—
—
—
—
—
þ52
þ37
þ59
þ37
þ76
þ54
þ139
þ104
þ139 þ159
þ124 þ144
þ178 þ198
þ124 þ144
þ161 þ187
þ146 þ172
þ232 þ264
þ176 þ210
þ236 þ276
þ214 þ254
þ293 þ345
þ258 þ310
80
100
—
—
—
—
—
—
þ188
þ170
þ233
þ170
þ220
þ202
þ311
þ248
þ325
þ300
þ405
þ365
120
140
—
—
—
—
—
—
þ61
þ43
þ68
þ43
þ90
þ65
þ174
þ134
þ208
þ190
þ253
þ190
þ246
þ228
þ343
þ280
þ365
þ340
þ455
þ415
140
160
Diameter steps, mm
—
—
—
—
—
—
þ228
þ210
þ273
þ210
þ270
þ252
þ373
þ310
þ405
þ380
þ505
þ465
160
180
—
—
—
—
—
—
þ256
þ236
þ308
þ236
þ304
þ284
þ422
þ350
þ454
þ425
þ566
þ520
180
200
—
—
—
—
—
—
þ70
þ50
þ79
þ50
þ109
þ80
þ226
þ180
þ278
þ258
þ330
þ258
þ330
þ310
þ457
þ385
þ499
þ470
þ621
þ575
200
225
—
—
—
—
—
—
þ304
þ284
þ356
þ284
þ360
þ340
þ497
þ425
þ549
þ520
þ686
þ640
225
250
280
315
—
—
—
—
—
—
—
—
—
—
—
—
þ79
þ56
þ88
þ56
þ130
þ98
þ292
þ240
þ338 þ373
þ315 þ350
þ396 þ431
þ315 þ350
þ408 þ448
þ385 þ425
þ556 þ606
þ475 þ525
þ612 þ682
þ580 þ650
þ762 þ842
þ710 þ790
250
280
355
400
400
450
450
500
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
þ87
þ95
þ62
þ68
þ98
þ108
þ62
þ68
þ150
þ172
þ114
þ132
þ351
þ423
þ294
þ360
þ415
þ460 þ517 þ567
þ390
þ435 þ490 þ540
þ479
þ524 þ587 þ637
þ390
þ435 þ490 þ540
þ500
þ555 þ622 þ687
þ475
þ530 þ595 þ660
þ679
þ749 þ837 þ917
þ590
þ660 þ740 þ820
þ766
þ856 þ960 þ1040
þ730
þ820 þ920 þ1000
þ957 þ1057 þ1163 þ1313
þ900 þ1000 þ1100 þ1250
315
355
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
J7
H11
H10
H9
H8
H7
H6
H5
G7
F8
F6
E5
D9
D8
C11
C8
B11
B9
A9
ESb
EIc
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
System
of
basic
hole
Limits
3
6
6
10
þ295 þ300 þ316
þ270 þ270 þ280
þ165 þ170 þ186
þ140 þ140 þ150
þ200 þ215 þ240
þ140 þ140 þ150
74 þ88 þ102
þ60 þ70 þ80
þ120 þ145 þ170
þ60 þ70 þ80
þ34 þ48 þ62
þ20 þ30 þ40
þ45 þ60 þ76
þ20 þ30 þ40
þ18 þ25 þ31
þ14 þ20 þ25
þ12 þ18 þ22
þ6 þ10 þ13
þ20 þ28 þ35
þ6 þ10 þ13
þ12 þ16 þ20
þ2
þ4
þ5
þ4
þ5
þ6
0
0
0
þ6
þ8
þ9
0
0
0
þ10 þ12 þ15
0
0
0
þ14 þ18 þ22
0
0
0
þ25 þ30 þ36
0
0
0
þ40 þ48 þ58
0
0
0
þ60 þ75 þ90
0
0
0
þ4
þ6
þ8
6
6
7
—
3
14
18
þ333
þ290
þ193
þ150
þ260
þ150
þ122
þ95
þ205
þ95
þ77
þ50
þ93
þ50
þ40
þ32
þ27
þ16
þ43
þ16
þ24
þ6
þ8
0
þ11
0
þ18
0
þ27
0
þ43
0
þ70
0
þ110
0
þ10
8
10
14
24
30
þ352
þ300
þ212
þ160
þ290
þ160
þ143
þ110
þ240
þ110
þ98
þ65
þ117
þ65
þ49
þ40
þ33
þ20
þ53
þ20
þ28
þ7
þ9
0
þ13
0
þ21
0
þ33
0
þ52
0
þ84
0
þ130
0
þ12
9
18
24
TABLE 11-11
Tolerancesa for holes for sizes up to 500 mm
40
50
50
65
65
80
80
100
100
120
120
140
140
160
160
180
180
200
200
225
225
250
þ372 þ382 þ414 þ434 þ467 þ497 þ560 þ620 þ680 þ775 þ855 þ925
þ310 þ320 þ340 þ360 þ380 þ410 þ460 þ520 þ580 þ660 þ740 þ820
þ232 þ242 þ264 þ274 þ307 þ327 þ360 þ380 þ410 þ455 þ495 þ535
þ170 þ180 þ190 þ200 þ220 þ240 þ260 þ280 þ310 þ340 þ380 þ420
þ330 þ340 þ380 þ390 þ440 þ460 þ510 þ530 þ560 þ630 þ670 þ710
þ170 þ180 þ190 þ200 þ220 þ240 þ260 þ280 þ310 þ340 þ380 þ420
þ159 þ169 þ186 þ196 þ224 þ234 þ263 þ273 þ293 þ312 þ332 þ352
þ120 þ130 þ140 þ150 þ170 þ180 þ200 þ210 þ230 þ240 þ260 þ280
þ280 þ290 þ330 þ340 þ390 þ400 þ450 þ460 þ480 þ530 þ550 þ570
þ120 þ130 þ140 þ150 þ170 þ180 þ200 þ210 þ230 þ240 þ260 þ280
þ119
þ146
þ174
þ208
þ242
þ80
þ100
þ120
þ145
þ170
þ142
þ174
þ207
þ245
þ285
þ80
þ100
þ120
þ145
þ170
þ61
þ73
þ87
þ103
þ120
þ50
þ60
þ72
þ85
þ100
þ41
þ49
þ58
þ68
þ79
þ25
þ30
þ36
þ43
þ50
þ64
þ76
þ90
þ106
þ122
þ25
þ30
þ36
þ43
þ50
þ34
þ40
þ47
þ54
þ61
þ9
þ10
þ12
þ14
þ15
þ11
þ13
þ15
þ18
þ20
0
0
0
0
0
þ16
þ19
þ22
þ25
þ29
0
0
0
0
0
þ25
þ30
þ35
þ40
þ46
0
0
0
0
0
þ39
þ46
þ54
þ63
þ72
0
0
0
0
0
þ62
þ74
þ87
þ100
þ115
0
0
0
0
0
þ100
þ120
þ140
þ160
þ185
0
0
0
0
0
þ160
þ190
þ220
þ250
þ290
0
0
0
0
0
þ14
þ18
þ22
þ26
þ30
11
12
13
14
16
30
40
Diameter steps, mm
280
315
315
355
355
400
400
450
450
500
þ1050 +1180 +1340 +1490 +1655 +1805
þ920 +1050 +1200 +1350 +1500 +1650
þ610 +670 +740 +820 +915 +995
þ480 +540 +600 +680 +760 +840
þ800 +860 +960 +1040 +1160 +1240
þ480 +540 +600 +680 +760 +840
þ381 +411 +449 +489 +537 +577
þ300 +330 +360 +400 +440 +480
þ620 +650 +720 +760 +840 +880
þ300 +330 +360 +400 +440 +480
þ271
þ299
þ327
þ190
þ210
þ230
þ320
þ350
þ385
þ190
þ210
þ230
þ133
þ150
þ162
þ110
þ125
þ135
þ88
þ98
þ108
þ56
þ62
þ68
þ137
þ151
þ165
þ56
þ62
þ68
þ69
þ75
þ83
þ17
þ18
þ20
þ23
þ25
þ27
0
0
0
þ32
þ36
þ40
0
0
0
þ52
þ57
þ63
0
0
0
þ81
þ89
þ97
0
0
0
þ130
þ140
þ155
0
0
0
þ210
þ230
þ250
0
0
0
þ320
þ360
þ400
0
0
0
þ36
þ39
þ43
16
18
20
250
280
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.17
11.18
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
3
6
6
10
b
a
10
14
14
18
0
þ2
þ2
þ2
6
6
7
9
0
þ3
þ5
þ6
10
9 10
12
2
0
0
0
12 12 15
18
4
4
4
5
14 16 19
23
6
8
9
11
16 20 24
29
14 16 20
25
20 24 29
36
14 15 17
21
24 27 32
39
—
—
—
—
—
—
—
—
18 19 22
26
28 31 37
44
—
—
—
—
36
—
—
—
—
47
20 24 28 33 38
30 36 43 51 56
—
—
—
— —
—
—
—
—
—
26 35 42 50 60
40 53 64 77 87
32 38 46 —
—
42 50 61 —
—
40 50 67 —
—
54 68 89 —
—
60 80 97 —
—
85 110 133 —
—
—
3
Tolerances in mm; 1 mm ¼ 103 mm
ES ¼ upper deviation.
c
EI ¼ lower deviation.
ZC9
ZB8
ZA7
Z8
Y7
X7
V6
U7
T6
S7
S6
P7
N7
M7
K7
K6
System
of
basic
hole
Limits
24
30
30
40
40
50
50
65
65
80
80
100
100
120
120
140
140
160
Diameter steps, mm
160
180
180
200
200
225
225
250
þ2
þ3
þ4
þ4
þ4
þ5
11
13
15
18
21
24
þ6
þ7
þ9
þ10
þ12
þ13
15
18
21
25
28
33
0
0
0
0
0
0
21
25
30
35
40
46
7
8
9
10
12
14
28
33
39
45
52
60
14
17
21
24
28
33
35
42
51
59
68
79
31
38
47 53 64 72 85 93 101 113 121 131
44
54
66 72 86 94 110 118 126 142 150 160
27
34
42 48 58 66 77 85 93 105 113 123
48
59
72 78 93 101 117 125 133 151 159 169
—
37 43 49 60 69 84 97 115 127 139 157 171 187
—
50 59 65 79 88 106 119 140 152 164 186 200 216
33 40 51 61 76 91 111 131 155 175 195 219 241 267
54 61 76 86 106 121 146 166 195 215 235 265 287 313
43 51 63 76 96 114 139 165 195 221 245 275 301 331
56 64 79 92 115 133 161 187 220 246 270 304 330 360
46 56 71 88 111 135 165 197 233 265 295 333 368 408
67 77 96 113 141 165 200 232 273 305 335 379 414 454
55 67 85 105 133 163 201 241 285 325 365 408 453 503
76 88 110 130 163 193 236 276 325 365 405 454 499 549
73 88 112 136 172 210 258 310 365 415 465 520 575 640
106 121 151 175 218 256 312 364 428 478 528 592 647 712
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
18
24
TABLE 11-11
Tolerancesa for holes for sizes up to 500 mm (Cont.)
280
315
þ5
27
þ16
36
0
52
14
66
36
88
149 161
181 193
138 150
190 202
209 231
241 263
295 330
347 382
376 416
408 448
455 505
507 557
560 630
612 682
710 790
791 871
—
—
—
—
—
—
—
—
—
—
—
—
250
280
355
400
þ7
29
þ17
40
0
57
16
73
41
98
179
197
215
233
169
187
226
244
257
283
293
319
369
414
426
471
464
519
500
555
569
639
626
696
709
799
766
856
900 1000
989 1089
—
—
—
—
—
—
—
—
—
—
—
—
315
355
450
500
þ8
32
þ18
45
0
63
17
80
45
108
219 239
259 279
209 229
272 292
317 347
357 387
467 517
530 580
582 647
622 687
717 797
780 860
897 977
960 1040
1100 1250
1197 1347
—
—
—
—
—
—
—
—
—
—
—
—
400
450
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.19
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
TABLE 11-12
Tolerancesa for shafts for sizes 500 to 3150 mm
System
of
basic
shaft Limits
d10
e8
f9
g6
g7
h6
h7
h8
h9
h10
h11
js9
k6
m6
n6
p6
r7
s7
t7
u7
esb
ei c
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
es
ei
Diameter steps, mm
500
560
560
630
630
710
710
800
800
900
900
1000
1000
1120
1120
1250
1250
1400
1400
1600
1600
1800
1800
2000
2000
2250
2250
2500
2500
2800
2800
3150
260
540
145
255
76
251
22
66
22
92
0
44
0
70
0
110
0
175
0
280
0
440
290
610
160
285
80
280
24
74
24
103
0
50
0
80
0
125
0
200
0
320
0
500
320
680
170
310
86
316
26
82
26
115
0
56
0
90
0
140
0
230
0
360
0
560
350
770
195
360
98
358
28
94
28
133
0
66
0
105
0
165
0
260
0
420
0
660
390
890
220
415
110
420
30
108
30
155
0
78
0
125
0
195
0
310
0
500
0
780
430
1030
240
470
120
490
32
124
32
182
0
92
0
150
0
230
0
370
0
600
0
920
480
1180
260
540
130
570
34
140
34
209
0
110
0
175
0
280
0
440
0
700
0
1100
520
1380
290
620
145
685
38
173
38
248
0
135
0
210
0
330
0
540
0
860
0
1350
87.5
100
115
130
155
185
220
270
þ44
þ50
þ56
þ66
þ78
þ92
þ110
þ135
0
0
0
0
0
0
0
0
þ70
þ80
þ90
þ106
þ126
þ150
þ178
þ211
þ26
þ30
þ34
þ40
þ48
þ58
þ68
þ76
þ88
þ100
þ112
þ132
þ156
þ184
þ220
þ270
þ44
þ50
þ56
þ66
þ78
þ92
þ110
þ135
þ122
þ139
þ156
þ186
þ218
þ262
þ305
þ375
þ78
þ88
þ100
þ120
þ140
þ170
þ195
þ240
þ220 þ225 þ255 þ265 þ300 þ310 þ355 þ365 þ425 þ455 þ520 þ550 þ615 þ635 þ760 þ790
þ150 þ155 þ175 þ185 þ210 þ220 þ250 þ260 þ300 þ330 þ370 þ400 þ440 þ460 þ550 þ580
þ350 þ380 þ420 þ460 þ520 þ560 þ625 þ685 þ765 þ845 þ970 þ1070 þ1175 þ1275 þ1460 þ1610
þ280 þ310 þ340 þ380 þ430 þ470 þ520 þ580 þ640 þ720 þ820 þ920 þ1000 þ1100 þ1250 þ1400
þ470 þ520 þ580 þ640 þ710 þ770 þ885 þ945 þ1085 þ1175 þ1350 þ1500 þ1675 þ1825 þ2110 þ2310
þ400 þ450 þ500 þ560 þ620 þ680 þ780 þ840 þ960 þ1050 þ1200 þ1350 þ1500 þ1650 þ1900 þ2100
þ570 þ730 þ820 þ920 þ1031 þ1140 þ1255 þ1405 þ1575 þ1725 þ2000 þ2150 þ2475 þ2675 þ3110 þ3410
þ600 þ660 þ740 þ840 þ940 þ1050 þ1150 þ1300 þ1450 þ1600 þ1850 þ2000 þ2300 þ2500 þ2900 þ3200
Tolerances in mm (1 mm ¼ 103 mm).
es ¼ upper deviation.
c
ei ¼ lower deviation.
Source: IS 2101, 1962.
a
b
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.20
CHAPTER ELEVEN
TABLE 11-13
Tolerancesa for holes for sizes 500 to 3150 mm
System
of
basic
hole
Limits
D10
E8
F9
G6
G7
H6
H7
H8
H9
H10
H11
JS9
K6
M6
N6
P6
R7
S7
T7
U7
ESa
ESb
ES
EI
ES
EI
ES
EI
ES
El
ES
EI
ES
El
ES
EI
ES
El
ES
EI
ES
El
ES
EI
ES
El
ES
El
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
ES
EI
Diameter steps, mm
500
560
560
630
630
710
710
800
800
900
900
1000
1000
1120
1120
1250
1250
1400
1400
1600
1600
1800
1800
2000
2000
2240
2240
2500
2500
2800
2800
3150
þ540
þ260
þ255
þ145
þ251
þ76
þ66
þ22
þ92
þ22
þ40
0
þ70
0
þ110
0
þ175
0
þ280
0
þ440
0
þ610
þ290
þ285
þ160
þ280
þ80
þ74
þ24
þ103
þ24
þ50
0
þ80
0
þ125
0
þ200
0
þ320
0
þ500
0
þ680
þ320
þ310
þ170
þ316
þ86
þ82
þ26
þ115
þ26
þ56
0
þ90
0
þ140
0
þ230
0
þ360
0
þ560
0
þ770
þ350
þ360
þ195
þ358
þ98
þ94
þ28
þ133
þ28
þ66
0
þ105
0
þ165
0
þ260
0
þ420
0
þ660
0
þ890
þ390
þ415
þ220
þ420
þ110
þ108
þ30
þ155
þ30
þ78
0
þ125
0
þ195
0
þ310
0
þ500
0
þ780
0
þ1030
þ430
þ470
þ240
þ490
þ120
þ124
þ32
þ182
þ32
þ92
0
þ150
0
þ230
0
þ370
0
þ600
0
þ920
0
þ1180
þ480
þ540
þ260
þ570
þ130
þ144
þ34
þ209
þ34
þ110
0
þ175
0
þ280
0
þ440
0
þ700
0
þ1100
0
þ1380
þ520
þ620
þ290
þ685
þ145
þ173
þ38
þ248
þ38
þ135
0
þ210
0
þ330
0
þ540
0
þ860
0
þ1350
0
87.5
100
115
130
155
185
220
270
0
0
0
0
0
0
0
0
44
50
56
66
78
92
110
135
26
30
34
40
48
58
68
76
70
80
90
106
126
150
178
211
44
50
56
66
78
92
110
135
88
100
112
132
156
184
220
270
78
88
100
120
140
170
195
240
122
138
156
186
218
262
305
375
150 155 175 185 210 200 250 260 300 330 370 400 440 460 550 580
220 225 255 265 300 310 355 365 425 455 520 550 615 635 760 790
280 310 340 380 430 470 520 580 640 720 820 920 1000 1100 1250 1400
350 380 420 460 520 560 625 685 765 845 970 1070 1175 1275 1460 1610
400 450 500 560 620 680 780 840 960 1050 1200 1350 1500 1650 1900 2100
470 520 580 640 710 770 885 945 1085 1175 1350 1500 1675 1825 2110 2310
600 660 740 840 940 1050 1150 1300 1450 1600 1850 2000 2300 2500 2900 3200
670 730 820 920 1030 1140 1255 1405 1575 1725 2000 2150 2475 2675 3110 3410
Tolerances in mm (1 mm ¼ 103 mm).
ES ¼ upper deviation.
c
EI ¼ lower deviation.
Source: IS 2101, 1962.
a
b
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
H6 h6
Precision
location
Normal
location
Loose
location
Slack
assembly
21
10
17
8
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
25
12
20
12
29.5
14.5
26.5
14.5
14.5
14.5
19.5
14.5
þ2.5
14.5
3.5
14.5
þ2
12
3
12
þ11
11
þ27
27
þ43
43
þ110
110
þ185
35
þ325
35
þ138
43
þ6.5
14.5
12
12
16
12
18
24
37
17
31
17
18
17
24
17
þ2
17
4
17
þ8
17
þ13
13
þ33
33
þ52
52
þ130
130
þ202.5
42.5
þ342.5
42.5
þ162
52
þ20.5 þ24
14.5 17
þ34
þ41
18
21
þ59
þ73
27
33
þ85 þ107.5
35
42.5
18
10
þ5
12
Tolerance in microns; 1 micron ¼ 103 mm ¼ mm ¼ 106 m
Normal
Heavy force H7 u6
Fir or shrink
fit
17
10
Normal
H7 s6
MHeavy
drive fit
12
8
Normal
H7 r6
—
10
10
13
10
—
þ3
10
þ2
8
þ9
9
þ22
22
þ36
36
þ90
90
þ179
29
þ159.5 þ164
19.5 24
þ8
8
þ18
18
þ30
30
þ75
75
þ309
29
þ289.5 þ294
19.5 24
þ7
7
þ14
14
þ25
25
þ60
60
þ116
36
þ100
30
þ85
25
þ17
12
þ28
15
þ47
22
þ69
29
þ14
10
þ22
12
þ38
18
þ54
24
8
8
11
8
Normal
H7 p6
Light press
fit
Medium
drive fit
6
10
þ11
8
þ16
9
þ28
14
þ39.5
19.5
2
10
Normal
3
6
1
8
H7 k6
H11 h11
H9 h9
—
3
True
H7 h6 Normal
transition
Interference H7 m6 Normal
transition
Push
H8 b9
Position
fits
H8 h8
H8 a9
Normal
H8 d9
Position
fits
Normal
H8 e8
Normal
Normal
H7 f 7
H9 c9
Normal
H7 g6
Combination of
shaft and hole
Slack
running
Precision
sliding
Normal
running
Easy
running
Loose
running
Quality
of fit
44
17
30
24
40
50
50
65
80
80
100
100
120
þ192
62
þ214
74
þ224
74
þ257
74
þ267
87
Clearance Fit (Fig. 11-6)
þ34.5
þ40.5
24.5
28.5
þ60
þ71
30
35
þ106
þ126
46
54
þ160
þ190.5
60
70.5
65
140
160
þ300
100
þ310
100
þ46.5
32.5
þ83
40
þ148
63
þ226.5
81.5
140
120
Diameter steps, mm
160
þ330
100
180
180
225
200
þ355
115
þ375
115
þ52.5
37.5
þ96
46
þ172
72
þ263.5
93.5
200
225
þ395
115
250
250
280
þ420
130
þ460
130
315
þ59
42
þ108
52
þ191
81
þ295.5
105.5
280
315
þ500
140
þ64.5
46.5
þ119
57
þ214
89
þ324.5
114.5
355
355
þ540
140
400
55.5
20.5
81.5
24.5
47.5
24.5
64.5
28.5
44.5
28.5
72.5
28.5
47.5
28.5
84.5
32.5
55.5
32.5
60.5
32.5
66.5
37.5
71.5
37.5
75.5
37.5
92.5 100.5 113.5 121.5 131.5
32.5 32.5 37.5 37.5 37.5
57.5
32.5
41.5
37.5
þ4.5
37.5
8.5
37.5
þ21..5
37.5
96.5 117.5 137.5 162.5 182.5 202.5 227.5 249.5 275.5
24.5 28.5 28.5 32.5 32.5 32.5 37.5 37.5 37.5
53.5
24.5
37.5
24.5
35.5
32.5
Interference Fits (Fig. 11-8)
26.5
30.5
24.5
28.5
35.5
24.5
þ4.5
32.5
7.5
32.5
þ3.5
28.5
6.5
28.5
þ3.5
24.5
5.5
24.5
þ18.5
32.5
Transition Fits (Fig. 11-7)
þ12.5
þ15.5
24.5
28.5
þ29
29
þ72
72
þ115
115
þ290
290
þ260 þ290.5 þ310.5 þ341.5 þ361.5 þ391.5 þ433.5 þ473.5 þ513.5
60 70.5 70.5 81.5 81.5 81.5 93.5 93.5 93.5
þ25
25
þ63
63
þ100
100
þ250
250
þ19
19
þ46
46
þ74
74
þ190
190
þ250
60
þ22
22
þ54
54
þ87
87
þ220
220
65.5
20.5
38.5
20.5
21.5
20.5
29.5
20.5
þ2.5
20.5
4.5
20.5
þ9.5
20.5
þ16
16
þ39
39
þ62
62
þ160
160
þ220.5 þ230.5
50.5 50.5
305
42
148
42
84
42
46
42
þ6
42
10
42
þ26
42
þ32
32
þ81
81
þ130
130
þ320
320
þ585.5
105.5
340
42
160
42
88
42
þ645.5
105.5
þ794.5
114.5
379.5
46.5
179.5
46.5
97.5
46.5
424.5
46.5
197.5
46.5
103.5
46.5
51.5
46.5
þ6.5
46.5
10.5
46.5
þ28.5
46.5
þ36
36
þ89
89
þ140
140
þ360
360
þ714.5
114.5
Location and Assembly Fit
þ360.5 þ370.5 þ400 þ420 þ450.5 þ480.5 þ541.5 þ601.5 þ661.5 þ753.5 þ833.5 þ913.5 þ1025.5 þ1155.5 þ1314.5 þ1454.5
50.5 50.5
60
60 70.5 70.5 81.5 81.5 81.5 93.5 93.5 93.5 105.5 105.5 114.5 114.5
þ182
62
þ29.5
20.5
þ50
25
þ89
39
þ130.5
50.5
40
30
TABLE 11-14
Mean fit and variation about the mean fit for holes for sizes up to 400 mm
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.21
0–0.12
0.12–0.24
0.24–0.40
0.40–0.72
0.72–1.20
1.20–2.00
2.00–3.20
3.20–4.80
4.80–7.20
7.20–10.00
10.00–12.60
12.60–16.00
0–3
3–6
6–10
10–18
18–30
30–50
50–80
80–120
120–180
180–250
250–315
315–400
0.006
0.008
0.009
0.011
0.013
0.016
0.019
0.022
0.025
0.029
0.032
0.036
mm
IT6
0.0002
0.0003
0.0004
0.0004
0.0005
0.0006
0.0007
0.0009
0.0010
0.0011
0.0013
0.0014
in
Source: Preferred metric limits and fits—BSI 4500.
in
mm
Basic sizes
TABLE 11-15
International tolerance grades
0.010
0.012
0.015
0.018
0.021
0.025
0.030
0.035
0.040
0.040
0.052
0.057
mm
IT7
0.0004
0.0005
0.0006
0.0007
0.0008
0.0010
0.0012
0.0014
0.0016
0.0018
0.0020
0.0022
in
0.014
0.018
0.022
0.027
0.033
0.039
0.046
0.054
0.063
0.072
0.081
0.089
mm
IT8
0.0006
0.0007
0.0009
0.0011
0.0013
0.0015
0.0018
0.0021
0.0025
0.0028
0.0032
0.0035
in
0.025
0.030
0.036
0.043
0.052
0.062
0.074
0.087
0.100
0.115
0.130
0.140
mm
Grades
IT9
0.0010
0.0012
0.0014
0.0017
0.0020
0.0024
0.0029
0.0034
0.0039
0.0045
0.0051
0.0055
in
0.040
0.048
0.058
0.070
0.084
0.100
0.120
0.140
0.160
0.185
0.210
0.230
mm
IT10
0.0016
0.0019
0.0023
0.0028
0.0033
0.0039
0.0047
0.0055
0.0063
0.0073
0.0083
0.0091
in
0.060
0.075
0.090
0.110
0.130
0.160
0.190
0.220
0.250
0.290
0.320
0.360
mm
IT11
0.0024
0.0030
0.0035
0.0043
0.0051
0.0063
0.0075
0.0087
0.0098
0.0114
0.0126
0.0142
in
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.22
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
eic
es
ei
es
ei
es
ei
es
ei
es
ei
j
c
k
d
n
f
p
g
s
h
u
0
0
3
0.12
10
0.40
14
0.56
14
0.56
18
0.72
b
a
18
0.72
24
0.96
24
0.96
30
1.20
30
1.20
40
1.60
40
1.60
50
2.0
50
2.00
65
2.60
65
2.60
80
3.20
80
3.20
100
4.00
100
4.00
120
4.80
120
4.80
140
5.60
140
5.60
160
6.40
160
6.40
180
7.20
180
7.20
200
8.00
200
8.00
225
9.00
225
9.00
2.50
10.00
250
10.00
280
11.20
280
11.20
315
12.60
315
12.60
355
14.20
355
14.20
400
16.00
400
16.00
4.50
18.00
450
18.00
500
20.00
0
0
þ18
þ700
20
20
25
25
30
30
36
36
43
43
43
50
50
56
56
62
62
68
68
800 1,000 1,000 1,200 1,200 1,400 1,400 1,700 1,700 1,700 2,000 2,000 2,000 2,200 2200 2,400 2,400 2,680 2,680
þ22
þ26
þ26
þ32
þ32
þ37
þ37
þ43
þ43
þ43
þ.50
þ50
þ50
þ.56
þ.56
þ62
þ62
þ68
þ68
þ900 þ1,000 þ1,000 þ1,300 þ1,300 þ 1,500 þ1,500 þ1,700 þ1,700 þ1,700 þ2,000 þ2,000 þ2,000 þ2,200 þ2,200 þ2,400 þ2,400 þ2,680 þ2,680
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
þ23
þ28
þ33
þ33
þ41
þ48
þ60
þ70
þ87 þ102 þ124 þ144 þ170 þ190 þ210 þ236 þ258 þ284 þ315 þ350 þ390 þ435 þ490 þ540
þ900 þ1,100 þ1.300 þ1,300 þ1,600 þ1,900 þ2,400 þ2,800 þ3,400 þ4,000 þ4,900 þ5,700 þ6,700 þ7,500 þ8,300 þ9,300 þ10,200 þ11,200 þ12,400 þ13,000 þ15,400 þ17,100 þ19,300 þ21,300
5
6
6
7
7
9
9
10
10
12
12
14
14
14
15
15
15
17
17
18
18
20
20
200 200 200 300 300 400 400 400 400 500 500 600 600 600 600 600 600 700 700 700 700 800 800
þ23
þ28
þ28
þ35
þ35
þ43
þ43
þ53
þ59
þ71
þ79
þ92 þ100 þ108 þ122 þ130 þ140 þ158 þ170 þ190 þ208 þ232 þ252
þ900 þ1,100 þ1,100 þ1,400 þ1,400 þ1,700 þ1,700 þ2,100 þ2,300 þ2,800 þ3,100 þ3,600 þ3,900 þ4,300 þ4,800 þ5,100 þ5,500 þ6,200 þ6,700 þ7,500 þ8,200 þ9,100 þ9,100
20
800
þ22
þ900
mm
min
mm
min
4
200
þ19
þ700
16
600
þ18
þ700
2
100
þ14
þ600
16
600
þ18
þ700
mm
min
mm
min
13
500
þ15
þ600
5
200
þ6
þ200
mm
min
mm
min
10
400
þ12
þ500
20
30
40
50
50
65
65
80
80 100 100 120 120 145 145 145 170 170 170 190 190 210 210 230 230
800 1,200 1,600 2,000 2,500 2,600 2,600 3,100 3,100 3,900 3,900 4,700 4,700 5,700 5,700 5,700 6,700 6,700 6,700 7,500 7,500 8.300 8,300 9,100 9,100
þ4
þ8
þ10
þ12
þ12
þ15
þ15
þ17
þ17
þ20
þ20
þ23
þ23
þ27
þ27
þ27
þ31
þ31
þ31
þ34
þ34
þ37
þ37
þ40
þ40
þ200 þ300 þ400 þ500 þ500 þ600 þ600 þ700 þ700 þ800 þ800 þ900 þ900 þ1,100 þ1,100 þ1,100 þ1,200 þ1,200 þ1,200 þ1,300 þ1,300 þ1,500 þ1,500 þ1,600 þ1,600
mm
min
mm
min
280 290 290 300 300 310 320 340 360 380 410 460 520 580 660 740 820 920 1,050 1,200 1,350 1,500 1,650
11,000 11,400 11,400 11,800 11,800 12200 12,600 13,400 14,200 14,900 16,100 18,100 20,500 22,800 26,000 29,100 32,300 36,200 41,300 47,200 53,200 59,000 64,900
2
2
2
3
4
5
5
7
7
9
9
11
11
11
13
13
13
16
16
18
18
18
20
80
80
80 100 160 200 200 280 280 360 360 450 450 450 510 500 500 600 600 700 700 700 800
6
0.24
10
0.40
60
70
80
95
95 110 110 120 130 140 150 170 180 200 210 230 240 260 280 300 330 360 400 440 480
2,400 2,800 3,100 3,700 3,700 4,300 4,300 4,700 5,100 5,500 5,900 6,700 7,100 7,900 8,300 9,100 9,400 10,200 11,000 11,800 13,000 14,200 15,700 17,300 18,900
0
þ1
þ1
þ1
þ1
þ2
þ2
þ2
þ2
þ2
þ2
þ3
þ3
þ3
þ3
þ3
þ4
þ4
þ4
þ4
44
þ4
þ4
þ4
þ5
0
þ40
þ40
þ40
þ40 þ100 þ100 þ100 þ100 þ100 þ100 þ100 þ100 þ100 þ100 þ100 þ160 þ160 þ160 þ160 þ160 þ160 þ160 þ160 þ200
270
10,600
2
80
3
0.12
6
0.24
Diameter steps
mm
min
mm
min
mm
270
min 10,600
mm
2
min
80
mm
in
mm
in
Tolerance in mm (1 mm ¼ 106 m: 1 min ¼ 106 in).
es ¼ upper deviations.
c
ei ¼ lower deviations.
Source: Preferred limits and fits—BSI 4500; IS 2101, 1962.
esb
a
System
of basic
shaft
Limits
TABLE 11-16
Fundamental tolerancea (lm and lin) for shafts for sizes up to 400 mm (16 in)
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
11.23
IT 2
IT 3
IT 1
—
—
Fine turn, fine bore
Cylindrical grind
Fine cylindrical grind
Surface grind
Fine surface grind
b
5
5
2 10
—
—
3 105
105
—
—
—
2 10
5 105
5 105
—
4 105
4 105
3 105
104
10
104
—
4
Straightness of
cylinders, gaps
and tongues
5 105
5 10
5
Flatness of
surfaces
Parallelism of
cylinders on
diameter
2 105
5 105
—
—
5 105
104
10
4
Parallelism
squareness
104
3 104
—
—
3 104
3 104
3 10
4
Anyb other
angle
Flat surface
2 105
5 105
2 10
5
5 105
5 105
104
10
104
3 104
104
3 104
3 104
3 104
3 104
103
103
4
Anyb other
angle
Cylinders, gaps, tongues
Parallelism
squareness
Angularity
Expressed as mm/mm length of surface or cylinder
Order of tolerance
A roundness tolerance of 0.016 corresponds to a permissible diametrical variation of 0.032 (ovality).
The values quoted are for good class of machine tools. Thrice or twice the above values, i.e., tolerance may have to be allowed for worn machine tools.
IT 4
Turn, bore
a
—
Mill, slot, plane
Drill
Machining
processes
Roundnessa
(circularity) of
cylinders
TABLE 11-17
Relation between machine processes and geometry tolerances
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.24
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Method of
assembly
Strictly
interchangeable
Strictly
interchangeable
Strictly
interchangeable
Strictly
interchangeable
Selective
assembly
Selective
assembly
Selective
assembly
Selective
assembly
Class of fit
Loose
Free
Medium
Snug
Wringing
Tight
Medium force
Heavy force or shrink
0.005 D1=3
0.005 D1=3
0.005 D1=3
0.005 D1=3
0.005 D1=3
0.005 D1=3
0.001 D
0.0005 D
0.00025 D
0.0035 D1=3
0.005 D1=3
0.0000
0.0035 D1=3
0.005 D1=3
0.0000
0.007 D1=3
0.007 D1=3
0.0025 D2=3
0.01 D1=3
0.01 D1=3
0.004 D2=3
0.02 D1
Shaft tolerance
0.02 D1=3
Hole tolerance
0.0075 D2=3
Allowance
Selected average
interference of
metal
TABLE 11-18
Formulas for recommended allowances and tolerances (all dimensions in mm)
Used for steel external members that have a high yield
stress
Suitable for press fits on locomotive wheels, car
wheels, generator and motor armature, and crank
discs
Slightly negative allowance; suitable for
semipermanent assembly and shrink fits
A metal-to-metal contact fit
Closest fit; zero allowance; suitable where no
perceptible shake is permissible under load
Accurate automotive parts and machine tools;
suitable for running fit
Suitable for running fit; suitable for shafts of motors,
generators, engines, and some automotive parts
Suitable for running fit; considerable freedom
permissible; used in agricultural, mining, and generalpurpose machinery
Uses
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
11.25
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.26
CHAPTER ELEVEN
TABLE 11-19
Surface finisha values (CLA)
High quality
Normal quality
Coarse quality
Machining process
Tolerance grade
Finish (lm)
Tolerance grade
Finish (lm)
Tolerance grade
Finish (lm)
Drill
Mill, slot, plane
Turn, bore
Ream
Commercial grind
Fine turn, bore
Hone
Broach
Fine grind
Lap
11
9
8
7
7
6
6
6
5
3
1.6–3.2
0.4–0.8
0.4–0.8
0.4–0.8
0.4–0.8
0.2–0.4
0.1–0.2
0.1–0.2
0.1–0.2
0.05–0 1
12
11
9
8
8
7
7
7
6
4
0.8–1.6
0.8–1.6
0.8–1.6
0.8–1.6
0.4–0.8
0.2–0.4
0.2–0.4
0.2–0.4
0.1–0.2
12
11
1.6–3.2
1.6–3.2
9
1.6–3.2
a
The Roughness Number represents the average departure of the surface from perfection over a prescribed ‘‘sampling length’’ normally 0.8 mm,
and is expressed in micrometers (mm). The measurements are normally made along a line at right angles to the general directions of tool marks or
scratches on the surface.
1 m ¼ 0:001 mm
Old
machining
symbols
Description
Surface
roughness
Unmachined surface. cleaned up by sand blasting, brushing, etc.
5–80 m
Surface to be rough machined if found necessary (to prevent fouling)
Surface obtained by rough machining under turning, planing, milling
etc. Quality coarser than 9
8–25 m
Finish-machined surface obtained by turning, milling etc. Quality 12–7
1.6–8 m
Fine finish-machined surface obtained by boring, reaming, grinding etc.
Quality 9–6
0.25–1.6 m
Super finish-machined surface obtained by honing, lapping, super finish
grinding. Quality 7–4
0–0.25 m
FIGURE 11-12 Machining symbols.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
TABLE 11-20
Lay symbols
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
11.27
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.28
CHAPTER ELEVEN
FIGURE 11-13 Application and use of surface-texture symbols. (Baumeister, T.,
Marks’ Standard Handbook for Mechanical Engineers, 8th ed., McGraw-Hill, 1978.)
TABLE 11-21
Preferred series roughness average values (Ra ) (in lm and lin)
lm
lin
lm
lin
lm
lin
lm
lin
lm
lin
0.012
0.025
0.050
0.075
0.10
0.5
1
2
3
4
0.125
0.15
0.20
0.25
0.32
0.40
5
6
8
10
13
16
0.50
0.63
0.80
1.00
1.25
1.60
20
25
32
40
50
63
2.00
2.50
3.20
4.0
5.0
6.3
80
100
125
160
200
250
8.0
10.0
12.5
15.0
20.0
25.0
320
400
500
600
800
1000
Source: Reproduced from Baumeister, T., Marks’ Standard Handbook for Mechanical Engineers, 8th ed., with permission from McGraw-Hill Book
Company, New York, 1978.
TABLE 11-22
Preferred series maximum waviness height values
mm
in
mm
in
mm
in
0.0005
0.0008
0.0012
0.0020
0.0025
0.005
0.00002
0.00003
0.00005
0.00008
0.0001
0.0002
0.008
0.012
0.020
0.025
0.05
0.08
0.0003
0.0005
0.0008
0.001
0.002
0.003
0.12
0.20
0.25
0.38
0.50
0.80
0.005
0.008
0.010
0.015
0.020
0.030
Source: Reproduced from Baumeister, T., Marks’ Standard
Handbook for Mechanical Engineers, 8th ed., with permission from
McGraw-Hill Book Company, New York, 1979.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
TABLE 11-23
Surface roughness ranges of production processes
Source: Reproduction from Baumeister, T., Marks’ Standard Handbook for Mechanical Engineers, 8th ed., with permission
from McGraw-Hill Book Company, New York, 1979.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
11.29
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.30
CHAPTER ELEVEN
TABLE 11-24
Application of surface texture values to surface symbols
(63)
pffiffiffiffiffi
1:6
(63)
1.6
(32)
pffiffiffiffiffi
0:8
(32)
0:05ffi
pffiffiffiffiffiffi
0:8
(32)
0:05 100
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
0:8
Roughness average rating is
placed at the left of the long
leg; the specification of only
one rating shall indicate the
maximum value and any
lesser value shall be
acceptable
(63)
pffiffiffiffiffi
1:6
3:5 The specification of
maximum value and
minimum value roughness
average ratings indicates
permissible range of value
rating
(63)
p
ffiffiffiffiffi
1:6
(32)
0:8
pffiffiffiffiffi
?
Maximum waviness height
rating is placed above the
horizontal extension; any
lesser rating shall be
acceptable
(32)
pffiffiffiffiffi
0:8
2:5 ð0:100Þ
Maximum waviness spacing
rating is placed above the
horizontal extension and to
the right of the waviness
height rating; any lesser
rating shall be acceptable
(32)
0:8
pffiffiffiffiffiffiffiffiffiffi
? 0:5
Machining is required to
produce the surface; the basic
amount of stock provided for
machining is specified at the
left of the short leg of the
symbol
Removal of material by
machining is prohibited
Lay designation is indicated
by the lay symbol placed at
the right of the long leg
Roughness sampling length
or cutoff rating is placed
below the horizontal
extension; when no value is
shown, 0.80 mm is assumed
Where required, maximum
roughness spacing shall be
placed at the right of the lay
symbol; any lesser rating shall
be acceptable
Source: Reproduction from Baumeister, T., Marks’ Standard Handbook for Mechanical Engineers, 8th ed., with permission from McGraw-Hill
Book Company, New York, 1979.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.31
TABLE 11-25
Typical surface texture design requirements
(250 min)
(125 min)
(63 min)
(32 min)
pffiffiffiffiffi
6:3
pffiffiffiffiffi
3:2
pffiffiffiffiffi
1:60
pffiffiffiffiffi
0:80
Clearance surfaces
Rough machine parts
(16 min)
pffiffiffiffiffi
0:40
Mating surfaces (static)
Chased and cut threads
Clutch-disk faces
Surfaces for soft gaskets
Piston-pin bores
Brake drums
Cylinder block, top
Gear locating faces
Gear shafts and bores
Ratchet and pawl teeth
Milled threads
Rolling surfaces
Gearbox faces
Piston crowns
Turbine-blade dovetails
Broached holes
Bronze journal bearings
Gear teeth
Slideways and gibs
Press-fit parts
Piston-rod bushings
Antifraction-bearing seats
Sealing surfaces for hydraulic
tube fittings
(13 min)
(8 min)
(4 min)
(2 min)
(1 min)
pffiffiffiffiffi
0:32
pffiffiffiffiffi
0:20
pffiffiffiffiffi
0:10
pffiffiffiffiffi
0:050
pffiffiffiffiffi
0:025
Motor shafts
Gear teeth (heavy loads)
Spline shafts
O-ring grooves (static)
Antifraction-bearing bores
and faces
Camshaft lobes
Compressor-blade airfoils
Journals for elastomer lip
seals
Engine cylinder bores
Piston outside diameters
Crankshaft bearings
Jet-engine stator blades
Valve-tappet cam faces
Hydraulic-cylinder bores
Lapped antifriction bearings
Ball-bearing races
Piston pins
Hydraulic piston rods
Carbon-seal mating surfaces
Shop-gauge faces
Comparator anvils
Bearing balls
Gauges and mirrors
Micrometer anvils
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
11.32
CHAPTER ELEVEN
TABLE 11-26
Range of surface roughnessa
Manufacturing process
Manual
Hack saw cut
Chipping
Filing
Emery polish
Casting
Sand casting
Permanent mold
Die casting
Forming
Forging
Extrusion
Rolling
With difficulty
Normally
Roughing
0.8–1.6
0.1–0.4
6.3–50
3.2–50
1.6–12.5
0.4–1.6
1.6–3.2
0.8–1.6
6.3–12.5
1.6–6.3
0.8–3.2
1.6–3.2
0.4–0.8
0.4–0.8
3.2–25
0.8–6.3
0.8–3.2
3.2–6.3
Machining
Drilling
Planing and shaping
Face milling
Turning
Boring
Reaming
Cylindrical grinding
Centerless grinding
Surface grinding
Broaching
Superfinishing
Honing
Lapping
0.8–1.6
0.2–1.6
0.2–1.6
0.4–0.8
0.025–0.4
0.05–0.4
0.025–0.4
0.2–0.8
0.025–0.1
0.025–0.1
0.006–0.05
6.3–25
1.6–12.5
1.6–12.5
1.6–6.3
1.6–6.3
0.8–6.3
0.4–3.2
0.4–3.2
0.4–3.2
0.8–3.2
0.1–0.4
0.1–0.4
0.05–0.4
Gear manufacture
Milling with form cutter
Milling, spiral bevel
Hobbing
Shaping
Shaving
Grinding
Lapping
1.6–3.2
1.56–3.2
0.8–3.2
0.4–1.6
0.4–0.8
0.1–0.4
0.05–0.2
3.2–12.5
3.2–12.5
3.2–12.5
1.6–12.5
0.8–3.2
0.4–0.8
0.2–0.8
1.6–3.2
3.2–50
0.1–6.3
0.2–0.8
0.05–0.1
Surface process
Shot blast
Abrasive belt
Fiber wheel brushing
Cloth buffing
a
0.1–0.2
0.012–0.05
Surface roughness in mm (1mm ¼ 103 mm ¼ 106 m).
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
12.5–25
12.5–50
6.3–50
6.3–50
6.3–12.50
3.2–6.3
3.2–6.3
3.2–6.3
12.5–50
12.5–25
12.5–50
12.5–250
0.8–1
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
METAL FITS, TOLERANCES, AND SURFACE TEXTURE
FIGURE 11-14 Symbols for tolerances of form and position.
11.33
FIGURE 11-15 Rivet symbols
REFERENCES
1. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Cooperative Society, Bangalore, India, 1962.
2. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I, Suma Publishers,
Bangalore, India, 1986.
3. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986.
4. Black, P. H., and O. Eugene Adams, Jr., Machine Design, McGraw-Hill Publishing Company, New York.
5. Baumeister, T., Marks’ Standard Handbook for Mechanical Engineers, 8th ed., McGraw-Hill Publishing
Company, New York, 1978.
6. Maleev, V. L., and J. B. Hartman, Machine Design, International Textbook Company, Scranton, Pennsylvania,
1954.
7. Shigley, J. E., Machine Design, McGraw-Hill Publishing Company, New York, 1956.
8. Vallance, A., and V. L. Doughtie, Design of Machine Members, McGraw-Hill Publishing Company, New
York, 1951.
9. British Standard Institution.
10. Bureau of Indian Standards.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
12
DESIGN OF WELDED JOINTS
SYMBOLS2;3;4
A
A0 ¼ l!
b
c
cx
cy
c1
c2
c3
d
ex
ey
h
i
Ix , Iy , Iz
J
J!
Kf l
lt
Mb
Mt
na
Na
Nb
P
Px
Py
area of flange material held by welds in shear, m2 (in2 )
length of weld when weld is treated as a line, m (in)
width of connection, m (in)
distance to outer fiber (also with suffixes), m (in)
distance of x axis to face, m (in)
distance of y axis to face, m (in)
distance of weld edge parallel to x-axis from the center of weld,
to left, m (in)
distance of weld edge from parallel to x-axis from the center of
weld, to right, m (in)
distance from farthest weld corner, Q, to the center of gravity of
weld, m (in) (Fig. 12-8)
depth of connection, m (in)
eccentricity of Pz and Py about the center of weld, m (in)
eccentricity of Px about the center of weld, m (in)
thickness of plate (also with suffixes), m (in)
number of welds
moment of inertia of weld about x, y, and z axes respectively,
m4 , cm4 (in4 )
moment of inertia, polar, m4 , cm4 (in4 )
polar moment of inertia of weld, when weld is treated as a line,
m3 , cm3 (in3 )
fatigue stress-concentration factor (Table 12-7)
effective length of weld, m (in)
total length of weld, m (in)
bending moment, N m (lbf in)
twisting moment, N m (lbf in)
actual factor of safety or reliability factor
fatigue life (for which sfa is known) for fatigue strength sfa ,
cycle
fatigue life (required) for fatigue strength sfb , cycle
load on the joint, kN (lbf )
component of P in x direction, kN (lbf )
component of P in y direction, kN (lbf )
12.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
12.2
Pz
r
R
t
V
w
Z
Z!
0
sfa
sfb
d
e
0
CHAPTER TWELVE
component of P in z direction, kN (lbf )
distance to outer fiber, m (in)
ratio of calculated leg size for continuous weld to the actual leg
size to be used for intermittent weld
throat dimension of weld, m (in)
shear load, kN (lbf )
size of weld leg, m (in)
section modulus, m3 (in3 )
section modulus of weld, when weld is treated as line (also with
suffixes, m2 (in2 )
normal stress in the weld (in standard design formula), MPa
(psi)
force per unit length of weld (in standard design formula) when
weld treated as a line, kN/m (lbf/in)
fatigue strength (known) for fatigue life Na , MPa (psi)
fatigue strength (allowable) for fatigue life Nb , MPa (psi)
design stress, MPa (psi)
elastic limit, MPa (psi)
shear stress in the weld (in standard design formula), MPa (psi)
shear force per unit length of weld (in standard design formula)
when weld is treated as a line, kN/m (lbf/in)
angle, deg
efficiency of joint
Particular
Formula
FILLET WELD
The throat thickness t, for case with equal legs, of
weld (Fig. 12-1)
t ¼ w sin 458 ¼ 0:707w
ð12-1aÞ
The allowable load on the weld
P ¼ 0:707 i wl
ð12-1bÞ
FIGURE 12-1 Fillet weld.
FIGURE 12-2 A typical butt-weld joint.
BUTT WELD
The average normal stress in a butt weld subjected to
tensile or compression loading (Fig. 12-2)
F
ð12-2Þ
hl
where h is the throat dimension. The dimensions of
throat (t) are the same as the thickness of
plate (h).
¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
DESIGN OF WELDED JOINTS
Particular
12.3
Formula
The throat dimension (h) does not include the
reinforcement.
The average shear stress in butt weld
The allowable load on the weld
F
hl
ð12-3Þ
Fa ¼ a hl
ð12-4Þ
¼
TRANSVERSE FILLET WELD
The average normal tensile stress
The average normal tensile stress for the case of transverse fillet weld shown in Fig. 12-3.
¼
F
F
¼
wl cos 458 0:707wl
ð12-5Þ
¼
F
0:707hl
ð12-6Þ
The stress concentration occurs at A and B on the
horizontal leg and at B on the vertical leg in the
weld according to photoelastic tests conducted by
Norris.1
A double fillet lap weld joint.
Refer to Fig. 12-4.
FIGURE 12-3 A transverse fillet weld.
FIGURE 12-4 A double-fillet lap-weld joint.
PARALLEL FILLET WELD (Fig. 12-5)
The average shear stress in the weld
¼
P
0:707wl
ð12-7aÞ
where w ¼ dimension of leg of weld.
w can be replaced by h (thickness of plate) when w and
h are of same dimension.
Either symbol F or P can be used for force or load
depending on symbols used in figures in this chapter.
The shear stress in a reinforced fillet weld
¼
P
0:85wl
where throat t is taken as 0.85w
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð12-7bÞ
DESIGN OF WELDED JOINTS
12.4
CHAPTER TWELVE
Particular
Formula
LENGTH OF WELD
The effective length of weld (Fig. 12-5)
l ¼ lt i
4
ð12-8Þ
where i ¼ total number of free ends
The total length of weld (Fig. 12-5)
The relation between the length l1 and l2 (Fig. 12-5)
FIGURE 12-5 Parallel fillet weld.
lt ¼
P
where lt ¼ 2ðl1 þ l2 Þ
0:707 wa
l1
l
l þ l2
l
¼ 2¼ 1
¼ t
L x x
L
2L
ð12-9Þ
ð12-10Þ
FIGURE 12-6
ECCENTRICITY IN A FILLET WELD
The bending stress due to fillet weld placed on only
one side of the plate (Fig. 12-6)
b ¼
4Mb
ð0:707wÞ2 l
¼
4Pw
4ð0:707wÞ2 l
¼
2P
wl
ð12-11Þ
P
1:414wl
ð12-12Þ
The stress due to tensile load
t ¼
The combined normal stress at the root of the weld
n ¼ t þ b ¼
The shear stress
¼
The maximum normal stress
The maximum shear stress
P
2P
þ
1:414wl wl
P
0:707wl
max ¼ 12 ðn þ
max ¼ 12
ð12-13Þ
ð12-14Þ
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2n þ 4 2 Þ
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2n þ 4 2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð12-15Þ
ð12-16Þ
DESIGN OF WELDED JOINTS
DESIGN OF WELDED JOINTS
Particular
12.5
Formula
ECCENTRIC LOADS
Moment acting at right angles to the plane of
welded joint (Fig. 12-6)
Direct load per unit length of weld
Pd ¼
P
l
ð12-17Þ
Load due to bending per unit length of weld
Pn ¼
Pey
I
ð12-18Þ
The resultant load or force
PR ¼
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
P2d þ P2n
ð12-19Þ
Per
J
ð12-20Þ
Moment acting in the plane of the weld
(Fig. 12-7)
Load due to twisting moment per unit length of weld
Pn ¼
The resultant load (Fig. 12-7)
PR ¼
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
P2d þ P2n þ 2Pd Pn cos ð12-21Þ
l2
where cos ¼ qffiffiffiffiffiffiffiffiffiffiffiffiffi
2
l1 þ l22
FIGURE 12-7
STRESSES
Bending
The bending stress
b ¼
Mb
wZw
ð12-22aÞ
Mb
(treating weld as a line)
Zw
ð12-22bÞ
or
0b ¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
12.6
CHAPTER TWELVE
Particular
Formula
Torsion
The shear stress due to torsion
¼
Mt r
wJw
ð12-23aÞ
Mt r
(treating weld as a line)
Jw
ð12-23bÞ
or
0 ¼
Combined bending and torsion
The resultant or maximum induced normal force per
unit throat of weld
The resultant induced torsional force per unit throat
of weld
The required leg size of the weld when weld is treated
as a line
The resultant normal stress induced in the weld
The resultant shear stress induced in the weld
The required leg size of weld when the weld area is
considered
2
1 M
0max ¼ 4 b þ
2 Zw
3
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
Mb 2
Mt r 2 5
þ4
Zw
Jw
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
Mb 2
Mt r 2
þ4
2
Jw
Zw
1
0
¼
max
0
actual force
0 or max
¼ max0
permissible force
a or a0
2
3
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
1 4 Mb
Mb 2
Mt r 2 5
þ
þ4
max ¼
wZw
2 wZw
wJw
w¼
1
max ¼
2
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
Mb 2
Mt r 2
þ4
wJw
wZw
ð12-24Þ
ð12-25Þ
ð12-26Þ
ð12-27Þ
ð12-28Þ
actual maximum stress induced in the weld
permissible stress
max or max
¼
a or a
w¼
FATIGUE STRENGTH
The fatigue strength related to fatigue life can be
expressed by the empirical formula
sfa ¼ sfb
or
Na ¼ Nb
Nb
Na
sfb
sfa
k
ð12-29Þ
1=k
where
k ¼ 0:13 for butt welds
¼ 0:18 for plates in bending, axial tension,
or compression
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð12-30Þ
DESIGN OF WELDED JOINTS
DESIGN OF WELDED JOINTS
Particular
12.7
Formula
DESIGN STRESS OF WELDS
The design stress
d ¼
a
na
ð12-31Þ
where
The design stress for completely reversed load
na ¼ actual safety factor or reliability factor
¼ 3 to 4
f
fd ¼
ð12-32Þ
na Kf THE STRENGTH ANALYSIS OF A TYPICAL
WELD JOINT SUBJECTED TO ECCENTRIC
LOADING (Fig. 12-8)2;3;4
Throughout the analysis of a weld joint, the weld is
treated as a line
Area of cross section of weld
A ¼ ð2b þ dÞw
ð12-33Þ
The distance of weld edge parallel to x axis from the
center of weld, to left
c1 ¼
b2
2b þ d
ð12-34Þ
The distance of weld edge parallel to x axis from the
center of weld, to right
c2 ¼
The distance from farthest weld corner, Q, to the
center of gravity of weld
The moment of inertia of weld about x axis
The moment of inertia of weld about y axis
bðb þ dÞ
2b þ d
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2ffi
d
c3 ¼ c22 þ
2
ð12-35Þ
ð12-36Þ
Ix ¼
wd 2
ðd þ 6bÞ
12
ð12-37Þ
Iy ¼
wb3 ð2d þ bÞ
3ðd þ 2bÞ
ð12-38Þ
The moment of inertia of weld about z axis
Iz ¼ I x þ Iy
The section modulus of weld, about x axis
Zwx ¼
Ix
wd
¼
ðd þ 6bÞ
ðd=2Þ
6
Zwy ¼
Iy wb2 ð2d þ bÞ
¼
c2
3ðb þ dÞ
ð12-40Þ
Zwz ¼
Iz
c3
ð12-41Þ
The section modulus of weld, about y axis
The section modulus of weld, about z axis
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð12-39Þ
DESIGN OF WELDED JOINTS
12.8
CHAPTER TWELVE
Particular
Formula
FIGURE 12-8 A typical weld joint subjected to Eccentric Loading. K. Lingaiah and B. R. Narayana Iyengar, Machine Data
Handbook ( fps Units), Engineering College Cooperative Society, Bangalore, India, 1962; K. Lingaiah and B. R. Narayana
Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Metric Units), Suma Publishers, Bangalore, India, 1986;
and K. Lingaiah, Machine Design Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers, Bangalore, India, 1986.
Pz component
Throughout the analysis of this problem the weld is
considered as a line
The force per unit length of weld due to direct force Pz
0zd ¼
The force per unit length of weld an account of bending at the farthest weld corner, Q, due to eccentricity
ex of load Pz
Pz
A0
ð12-42Þ
0zb1 ¼
Pz ex
Zwy
ð12-43Þ
The force per unit length of weld an account of bending at the farthest weld corner, Q, due to eccentricity
ey of load Pz
0zb2 ¼
Pz ey
Zwx
ð12-44Þ
The total force per unit length of weld due to bending
0zb ¼ 0zb1 þ 0zb2
ð12-45Þ
0z ¼ 0zd þ 0zb
ð12-46Þ
The combined force per unit length of weld due to
load Pz
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
DESIGN OF WELDED JOINTS
Particular
12.9
Formula
Px component
The force per unit length of weld due to direct shear
force Px which acts in the horizontal direction (Fig.
12-8)
0
xd
¼
Px
A0
ð12-47Þ
The twisting moment
Mtx ¼ Px ey
ð12-48Þ
The shear force per unit length due to twisting
moment Mtx
0
¼
tx
Mtx c3
Jwz
ð12-49Þ
0
txv
¼
Mtx c3
cos
Jwz
ð12-50Þ
0
¼
txh
Mtx c3
sin
Jwz
ð12-51Þ
0
The vertical component of tx
0
The horizontal component of tx
where
c3 ¼ distance from the center of gravity of the weld to
the point being analyzed (i.e., Q)
cos
The resultant shear force per unit length of weld in the
horizontal direction due to Px only
¼
c2
(Fig. 12-8)
c3
0
0
0
¼ xd
¼ txh
txrh
ð12-52Þ
Py component
The direct shear force per unit length of weld parallel
to y direction due to force Py (Fig. 12-8)
0
¼
yd
Py
A0
ð12-53Þ
The twisting moment
Mty ¼ Py ex
ð12-54Þ
The shear force per unit length of weld due to twisting
moment Mty
ty0 ¼
Mty c3
Jwz
ð12-55Þ
The vertical component of ty0
0
¼ ty0 cos
tyv
ð12-56Þ
The horizontal component of ty0
0
tyh
¼ ty0 sin
ð12-57Þ
0
0
0
tyrv
¼ yd
þ tyv
ð12-58Þ
The resultant shear force per unit length of weld in the
vertical direction due to Py only
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
12.10
CHAPTER TWELVE
Particular
Formula
COMBINED FORCE DUE TO Px , Py , AND Pz
AT POINT Q (Fig. 12-8)
From Eqs. (12-46), (12-50), (12-52), (12-57), and
(12-58)
The total shear force per unit length of weld in the x
direction (Fig. 12-8) from Eqs. (12-52) and (12-57)
The total shear force per unit length of weld in the y
direction (Fig. 12-8) from Eqs. (12-50) and (12-58)
0
0
x0 ¼ tzrh
þ tyh
ð12-59Þ
0
0
þ tyrv
y0 ¼ txv
ð12-60Þ
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
x02 þ y02
ð12-61Þ
The resultant shear force per unit length of weld at
point Q due to Px and Py forces (Fig. 12-8) from
Eqs. (12-59) and (12-60)
0 ¼
The resultant actual force per unit length of weld
(treating weld as a line) due to components Px , Py ,
and Pz at point Q from Eqs. (12-46) and (12-61)
0actual ¼
The leg size of the weld
w0 ¼
For the AWS standard location of elements of
welding symbol, weld symbols and direction for
making weld
Refer to Figs. 12-9 to 12-11.
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
02
02
z þ
0actual
0allowable
FIGURE 12-9 The AWS Standard location of elements of a
welding symbol.
FIGURE 12-10 Weld symbols
FIGURE 12-11
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð12-62Þ
ð12-63Þ
DESIGN OF WELDED JOINTS
DESIGN OF WELDED JOINTS
Particular
12.11
Formula
GENERAL
For further data on welded joint design
Refer to Tables 12-1 to 12-16.
REFERENCES
1. Norris, C. H., Photoelastic Investigation of Stress Distribution in Transverse Fillet Welds, Welding Journal, Vol.
24, p. 557, 1945.
2. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Cooperative
Society, Bangalore, India, 1962.
3. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Metric
Units), Suma Publishers, Bangalore, India, 1986.
4. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986.
5. Welding Handbook, 3rd ed., American Welding Society, 1950.
6. Bureau of Indian Standards.
7. Lingaiah, K., Machine Design Data Handbook, McGraw-Hill Publishing Company, New York, 1994.
BIBLIOGRAPHY
Design of Weldments, The James F. Lincoln Arc Welding Foundation, Cleveland, Ohio, 1968.
Design of Welded Structures, The James F. Lincoln Arc Welding Foundation, Cleveland, Ohio, 1966.
Maleev, V. L. and J. B. Hartman, Machine Design, International Textbook Company, Scranton, Pennsylvania,
1954.
Procedure Handbook of Arc Welding Design and Practice, The James F. Lincoln Arc Welding Foundation,
Cleveland, Ohio, 1950.
Salakian, A. G., and G. E. Claussen, Stress Distribution in Fillet Welds: A Review of the Literature, Welding
Journal, Vol. 16, pp. 1–24, May 1937.
Shigley, J. E., Machine Design, McGraw-Hill Publishing Company, New York, 1956.
Spotts, M. F., Design of Machine Elements, 5th ed., Prentice-Hall of India Private Ltd., New Delhi, 1978.
Vallance, A., and V. L. Doughtie, Design of Machine Members, McGraw-Hill Publishing Company, New York,
1951.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
12.12
CHAPTER TWELVE
TABLE 12-1
Weld-stress formulas
Source: Welding Handbook, 3rd edition, American Welding Society, 1950.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
DESIGN OF WELDED JOINTS
12.13
TABLE 12-2
Design formulas used to obtain stress in weld
Standard design
formula, MPa (psi)
Type of loading
Treating the weld as
a line, kN/m (lbf/in)
Primary Welds (transmit entire load)
Tension or compression
¼
P
A
0 ¼
P
Iw
Vertical shear
¼
V
A
0 ¼
V
Iw
Bending
b ¼
Mb
Z
0 ¼
Mb
Zw
Twisting
¼
Mb c
J
0 ¼
Mc
Jw
Secondary Welds (hold section together; low stress)
Horizontal shear
¼
VAy
Ih
0 ¼
VAy
I
Torsional horizontal shear
¼
Mt c
J
0 ¼
Mt ch
J
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
TABLE 12-3
Properties of weld—treating weld as line
Outline of welded joint
b = width, d = depth
Bending
(about horizontal axis x–x)
Twisting
Zw ¼
d2
6
Jw ¼
d3
12
Zw ¼
d2
3
Jw ¼
dð3b2 þ d 2 Þ
6
Jw ¼
b3 þ 3bd 2
6
Jw ¼
ðb þ dÞ4 6b2 d 2
12ðb þ dÞ
Jw ¼
ð2b þ dÞ3 b2 ðb þ dÞ2
12
2b þ d
Jw ¼
ðb þ 2dÞ3 d 2 ðb þ dÞ2
12
b þ 2d
Jw ¼
ðb þ dÞ3
6
Jw ¼
ðb þ 2dÞ3 d 2 ðb þ dÞ2
12
b þ 2d
Jw ¼
d 3 ð4b þ dÞ b3
þ
6ðb þ dÞ
6
d2
3
Jw ¼
b3 þ 3bd 2 þ d 3
6
d2
3
Jw ¼
2b3 þ 6bd 2 þ d 3
6
Jw ¼
d 3
4
Zw ¼ bd
Zw ¼
4bd þ d 2 d 2 ð4bd þ dÞ
¼
6
6ð2b þ dÞ
top
bottom
Zw ¼ bd þ
Zw ¼
2bd þ d 2 d 2 ð2b þ dÞ
¼
3
3ðb þ dÞ
top
bottom
Zw ¼ bd þ
Zw ¼
Zw ¼
d2
6
d2
3
2bd þ d 2 d 2 ð2b þ dÞ
¼
3
2ðb þ dÞ
top
bottom
4bd þ d 3 4bd 2 þ d 3
¼
3
6b þ 3d
top
bottom
Zw ¼ bd þ
Zw ¼ 2bd þ
Zw ¼
d 2
4
Zw ¼
d 2
þ D2
2
—
—
Jw ¼
b3
12
Note: Multiply the values Jw by the size of the weld w to obtain polar moment of inertia Jo of the weld.
12.14
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
DESIGN OF WELDED JOINTS
12.15
TABLE 12-4
Types of welds and symbols
Form of weld
Sectional
representation
Appropriate
symbol
Fillet
Sectional
representation
Form of weld
Appropriate
symbol
Plug or slot
Square butt
Backing strip
Single-V butt
Double-V butt
Spot
Single-U butt
Double-U butt
Seam
Single-bevel butt
Mashed seam
Double-bevel butt
Stitch
Single-J butt
Mashed stitch
Double-J butt
Stud
Projection
Bead (edge or seal)
Flash
Sealing run
Butt resistance
or Pressure
(upset)
IS: 696-1960(b) Bureau of Indian Standards.
TABLE 12-5A
Properties of common welding rods
Melting point
Tensile strength
Rods
8F
8C
MPa
Copper-coated mild steel
High-tensile low-alloy steel
Cast iron
Stainless steel
Bronze
Ever dur
Aluminum
White metal
Low-temperature brazing rod
2750
2750
2200
2550
1600–1625
1870
1190
715
1170–1185
1510
1510
1204
1399
870–885
1019
643
379
632–640
358.5
52
427.5
62
275.5
40
551.5
80
379.0
55
344.5
50
110.5
16
358.5
52
Varies with parent metal
kpsi
Elongation in
50 mm (2 in),
%
23
20
—
30
—
20
25
8
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
TABLE 12-5
Allowable loads on mild-steel fillet welds
Allowable static load per linear cm of weld
Bare welding rod
Normal weld
Shielding arc
Parallel weld
Normal weld
Parallel weld
Size of weld,
mm
N
lbf
N
lbf
N
lbf
N
lbf
23
55
66
88
10 10
12 12
14 14
15 15
18 18
20 20
1667.1
2745.8
3285.2
4373.7
5491.7
6570.4
7659.0
8237.5
9855.6
10944.2
375
617
738.5
983
1235
1477
1722
1852
2216
2460
1323.9
2186.9
2628.2
3501.0
4079.5
5263.3
6129.1
6570.4
7884.5
8757.3
298
491
590
787
983
1182
1378
1477
1772
1968
2059.4
3432.3
4118.8
5491.7
6864.6
8237.5
9581.0
10296.9
12326.9
13680.2
462
772
926
1235
1543
1852
2154
2315
2772
3075
1667.1
2745.8
3285.2
4373.7
5491.7
6570.4
7659.0
8237.5
9855.6
10944.2
375
617
738.5
983
1235
1477
1722
1852
2216
2460
Note: For intermediate sizes interpolate the values.
Source: Welding Handbook, American Welding Society, 1950.
TABLE 12-6
Design stresses for welds made with mild-steel electrodes
Bare electrodes
u ¼ 274.6–380.5 MPa
(40–55 kpsi)
Type of load
Butt Welds
Tension
Compression
Shear
Fillet Welds
Shear
Covered electrodes
u ¼ 416.8–519.7 MPa
(60–75 kpsi)
Static loads
Dynamic loads
Static loads
Dynamic loads
MPa
kpsi
MPa
kpsi
MPa
kpsi
89.70
13.0
103.40
15.0
55.10
8.0
34.30
5.0
34.30
5.0
20.60
3.0
110.30
16.0
124.10
19.5
68.90
10.0
55.10
8.0
55.10
8.0
83.40
12.0
MPa
kpsi
78.0
11.5
20.60
3.0
96.50
14.0
34.30
5.0
Source: Welding Handbook, American Welding Society, 1950.
TABLE 12-7
Fatigue stress-concentration factors Kf Type of weld
Stress-concentration factors, Kf Reinforced butt weld
Toe of transverse fillet weld or
normal fillet weld
End of parallel weld or
longitudinal weld
T-butt joint with sharp corners
1.2
1.5
2.7
2.0
12.16
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
DESIGN OF WELDED JOINTS
12.17
TABLE 12-8
Strength of shielded-arc flush steel welds
Limit stress
Deposited metal
Type of stress
Tension
MPa
kpsi
Compression
MPa
kpsi
Bending
MPa
kpsi
Shear
MPa
kpsi
Shear and tension
MPa
kpsi
Recommended design stress
Base metal
elastic limit, e
Elastic limit,
e
Endurance limit,
f
Static load
Load varies
from O to F
Load varies
from +F to –F
220.60
32
275.80
40
151.70
22
110.30
16
100.00
14.5
55.20
8.0
241.20
35.0
303.40
44.0
—
—
124.20
10.0
110.30
16.0
55.23
8.0
241.20
35
303.40
44
179.30
26
124.20
18
110.30
16
62.10
9.0
137.90
20
165.40
24
—
—
75.80
11
68.90
10
34.50
5
—
—
—
—
—
—
75.80
11
68.90
10
34.50
5
For bare electrode welds, the allowable stress must be multiplied by 0.8 and for gas welds, they should be multiplied by 0.8 to 0.85.
TABLE 12-9
Length and spacing of intermittent welds
R, % of
continuous
weld
75
66
60
57
50
44
43
40
37
33
30
25
20
16
Length of intermittent welds and distance
between centers, mm
75–100a
100–150
75–125
50–100
75–150
100–175
100–200
100–225
75–175
50–125
50–160
50–200
50–250
50–300
100–250
75–200
75–225
75–250
75–300
100–300
a
75–100 means a weld 75 mm long with a distance of 100 mm
between the centers of two consecutive welds.
R in % ¼
calculated leg size (continuous)
actual leg size used (intermittent)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
12.18
CHAPTER TWELVE
TABLE 12-10
Fatigue data on butt weld joints (average strength values)
Endurance strength, f
Base metal
Material and joint
Carbon steel
With bead, or welded
With bead, tempered
923 K (6508C)
Bead machined off
Bead machined off,
tempered 923 K (6508C)
Alloy steel
As welded
Stress-relieved
a
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
u
y
423
61.3
235
34.0
745.6
108
K ¼ 1 a
K ¼ 0a
K ¼ 0:5 a
No. of cycles 2 106
100.0
14.5
98.0
14
121.6
17.5
152.0
22.0
148.0
21.5
198.0
28.5
155.9
22.5
160.8
23
198.0
28.5
227.5
33
214.7
31
335.3
48.5
253.0
37
264.7
38
304.0
44
114.7
16.5
193.1
28
132.3
19
340.2
49.3
292.2
42.4
400.1
58
456.0
66
539.3
78
593.2
86
368.7
53.5
379.5
55
672.0
97.5
K ¼ þ1 steady; K ¼ 1 complete reversal; K ¼ 0 repeated; K ¼ 12 fluctuating; K ¼
min stress
.
max stress
Source: Design of Weldments, The James F. Lincoln Arc Welding Foundation, Cleveland, Ohio, 1968.
TABLE 12-11
Stresses as per the AISC Code for weld metal
Load type
Weld type
Tension
Compression
Shear
Bending
Bending
Butt
Butt
Butt or fillet
Butt
Butt
TABLE 12-12
Properties of weld metal
Allowable stress, a
0.60 y
0.60 y
0.40 y
0.90 y
0.60 y –0.66 y
Tensile
strength
Yield
strength
AWS
electrode
numbera
Elongation
%
MPa
kpsi
MPa
kpsi
E 60xx
E 70xx
E 80xx
E 90xx
E 100xx
E 120xx
17–25
22
19
14–17
13–16
14
427
483
550
620
690
828
62
70
80
90
100
120
345
393
462
530
600
738
50
57
67
77
87
107
a
The American Welding Society (AWS) Specification Code
numbering system for electrodes.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
DESIGN OF WELDED JOINTS
12.19
TABLE 12-13
Selection of fillet weld sizes by rule-of-thumb (all dimensions in mm)
Designing for rigidity
Plate thickness, h
mm
Designing for strength,
full-strength weld
(w ¼ 3=4h)
50% of full-strength weld
(w ¼ 3=8h)
33% of full-strength weld
(w ¼ 1=4h)
6
8
9.5
11
12.5
14
15.5
19
22
25
28.5
31.5
35
37.5
41
44
50
54
57
60
62.5
66.5
70
75
4.5
6
8
9.5
9.5
11
12.5
14
15.5
19
22
25
25
28.5
31.5
35
37.5
41
44
44
47.5
50
50
56
4.5
4.5
4.5
4.5
4.5
6
6
8
9.5
9.5
11
12.5
12.5
14
15.5
19
19
22
22
25
25
25
25
28.5
4.5
4.5
4.5
4.5
4.5
6
6
6
8
8
8
8
9.5
9.5
11
11
12.5
14
14
15.5
15.5
19
19
19
Source: Welding Handbook, 3rd edition, American Welding Society, 1950.
TABLE 12-14
Equivalent length of fillet weld to replace rivets
Rivet
diameter,
mm
12.5
15.5
19
22
25
a
Length of fillet weldsa
‘‘Fusion Code’’ (structural) shielded arc welding, mm
Rivet shear value at 100 MPa
(10.2 kgf/mm2 )
MPa
kgf/mm2
6-mm fillet
8-mm fillet
9.5-mm fillet
12.5-mm fillet
15.5-mm fillet
20.0
31.5
45.5
61.0
81.2
2.07
3.23
4.66
6.34
8.28
37.5
56
75
105
133
31.5
44.0
61.5
85.5
108.0
28.5
37.5
54
73
92
22
31.5
41
54
70
19
25
35
44
56
6 mm is added to calculated length of bead for starting and stopping the arc.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF WELDED JOINTS
12.20
CHAPTER TWELVE
TABLE 12-15
Stress concentration factor, K
Stress concentration factor, K
Weld type and metal
Weld metal
Butt welds with full penetration
End fillet welds
Parallel fillet welds
Base metal
Toe of machined butt weld
Toe of unmachined butt weld
Toe of machined end fillet weld with leg ratio 1 : 1.5
Toe of unmachined end fillet weld with leg ratio 1 : 1.5
Parallel fillet weld
Stiffening ribs and partitions welded with end fillet welds having
smooth transitions at the toes
Butt and T-welded corner plates
Butt and T-welded corner plates, but with smooth transitions in the
shape of the plates and with machined welds
Lap-welded corner plates
Low-carbon steel
Low-alloy steel
1.2
2
3.5
1.4
2.5
4.5
1.2
1.5
2
2.7
3.5
1.4
1.9
2.5
3.3
4.5
1.5
2.7
1.5
1.9
3.3
1.9
2.7
3.3
TABLE 12-16
Allowable stresses for welds under static loads
Allowable stresses
Weld type and process
Tension,
ta
Compression,
ca
Shear,
a
Automatic and hand welding with shielded arc and butt welding
Hand welding with ordinary quality electrodes
Resistance spot welding
t a
0.9t
0.9t
t
t
t
0.65t
0.6t
0.5t
a
t is the allowable stress in tension of the base metal of the weld.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
13
RIVETED JOINTS
SYMBOLS2;3;4
A
b
c
d
Di
e or l
F
h
hc , h1 , h2
i
I
J
K¼
m
Mb
p
pc
pd
pt
Pf
Z
a
c
a
F
F0
area of cross-section, m2 (in2 )
the cross-sectional area of rivet shank, m2 (in2 )
breadth of cover plates (also with suffixes), m (in)
distance from the centroid of the rivet group to the critical rivet,
m (in)
diameter of rivet, m (in)
internal diameter of pressure vessel, m (mm)
eccentricity of loading, m (in)
force on plate or rivets (also with suffixes), kN (lbf)
thickness of plate or shell, m (in)
thickness of cover plate (butt strap), m (in)
number of rivets in a pitch fine (also with suffixes 1 and 2,
respectively, for single shear and double shear rivets)
moment of inertia, area, m4 , cm4 (in4 )
moment of inertia, polar, m4 , cm4 (in4 )
coefficient (Table 13-11)
margin, m (in)
bending moment, N m (lbf in)
pitch on the gauge line or longitudinal pitch, m (in)
pitch along the caulking edge, m (in)
diagonal pitch, m (in)
transverse pitch, m (in)
intensity of fluid pressure, MPa (psi)
section modulus of the angle section, m3 , cm3 (in3 )
hoop stress in pressure vessel or normal stress in plate, MPa
(psi)
allowable normal stress, MPa (psi)
crushing stress in rivets, MPa (psi)
shear stress in rivet, MPa (psi)
allowable shear stress, MPa (psi)
efficiency of the riveted joint
angle between a line drawn from the centroid of the rivet group
to the critical rivet and the horizontal (Fig. 13-5)
13.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
RIVETED JOINTS
13.2
CHAPTER THIRTEEN
Particular
Formula
PRESSURE VESSELS
Thickness of main plates
The thickness of plate of the pressure vessel with
longitudinal joint
h¼
P f Di
2
ð13-1Þ
For thickness of boiler plates and suggested types of
joints
Refer to Tables 13-1 and 13-2.
The thickness of plate of the pressure vessel with
circumferential joint
h¼
For allowable stress and efficiency of joints
Refer to Tables 13-3, 13-4, 13-5, and 13-6.
P f Di
4
ð13-2Þ
PITCHES
Lap joints
The diagonal pitch (staggered) (Fig. 13-1) for p, pt ,
and pd
The distance between rows or transverse pitch or back
pitch (staggered)
The rivet diameter
pd ¼
2p þ d
3
ð13-3Þ
Refer to Tables 13-7 and 13-8 for rivets for general
purposes and boiler rivets.
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
2p þ d 2
p
ð13-4Þ
pt ¼
3
2
pffiffiffi
pffiffiffi
d ¼ 0:19 h to 0:2 h
SI
ð13-5aÞ
where h and d in m
pffiffiffi
pffiffiffi
d ¼ 1:2 h to 1:4 h
USCS
ð13-5bÞ
where h and d in in
pffiffiffi
pffiffiffi
d ¼ 6 h to 6:3 h
CM ð13-5cÞ
where h and d on mm
FIGURE 13-1 Pitch relation
TABLE 13-1
Suggested types of joint
Diameter of shell, mm (in) Thickness of shell, mm (in)
Type of joint
600–1800 (24–72)
900–2150 (36–84)
1500–2750 (60–108)
Double-riveted
Triple-riveted
Quadruple-riveted
6–12 (0.25–0.5)
7.5–25 (0.31–1.0)
9.0–44 (0.375–1.75)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
RIVETED JOINTS
RIVETED JOINTS
13.3
TABLE 13-2
Minimum thickness of boiler plates
Shell plates
Tube sheets of firetube boilers
Diameter of shell,
mm (in)
Minimum thickness after flanging,
mm (in)
Diameter of tube sheet,
mm (in)
Minimum thickness,
mm (in)
900 (36)
900–1350 (36–54)
1350–1800 (54–72)
1800 (72)
6.0 (0.25)
8.0 (0.3125)
9.5 (0.375)
12.5 (0.5)
1050 (42)
1050–1350 (42–54)
1350–1800 (54–72)
1800 (72)
9.5 (0.375)
11.5 (0.4375)
12.5 (0.50)
14.0 (0.5625)
TABLE 13-3
Efficiency of riveted joints ()
% Efficiency, Type of joint
Lap joints
Single-riveted
Double-riveted
Triple-riveted
Butt joints (with two cover plates)
Single-riveted
Double-riveted
Triple-riveted
Quadruple-riveted
Normal
range
Maximum
50–60
60–72
72–80
63
77
86.6
55–60
76–84
80–88
86–94
63
87
95
98
TABLE 13-4
Allowable stresses in structural riveting (b )
Rivets acting in single shear
Rivets acting in double shear
Load-carrying member
Type of stress
Rivet-driving
method
Rolled steel SAE 1020
Tension
Shear
Power
124
93
18.0
13.5
124
93
18.0
13.5
Shear
Crushing
Crushing
Hand
Power
Hand
68
165
110
10.0
24.0
16.0
68
206
137
10.0
30.0
20.0
Rivets, SAE 1010
MPa
kpsi
MPa
kpsi
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
RIVETED JOINTS
13.4
CHAPTER THIRTEEN
TABLE 13-5
Allowable stress for aluminum rivets, a
Allowable stressa , a
Shear
Bearing
Rivet alloy
Procedure of drawing
MPa
kpsi
MPa
kpsi
2S (pure aluminum)
17S
17S
615–T6
53S
Cold, as received
Cold, immediately after quenching
Hot, 500–5108C
Cold, as received
Hot, 515–5278C
20
68
62
55
41
3.0
10.0
9.0
8.0
6.0
48
179
179
103
103
7.0
26.0
26.0
15.0
15.0
a
Actual safety factor or reliability factor is 1.5.
TABLE 13-6
Values of working stressa at elevated temperatures
Minimum of the specified range of tensile strength of the material, MPa (kpsi)
Maximum
temperatures
(45)
311
(50)
344
(55)
380
(60)
413
(75)
517
8F
8C
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
MPa
kpsi
0–700
750
800
850
900
950
0–371
399
427
455
482
511
61
56
45
37
29
22
9.0
8.22
6.55
5.44
4.33
3.20
68
62
53
41
33
26
10.0
9.11
7.33
6.05
4.83
3.60
76
68
54
46
37
27
11.00
10.00
8.00
6.75
5.50
4.00
82
77
61
51
38
27
12.00
11.20
9.00
7.40
5.60
4.00
103
89
70
57
41
27
15.00
13.00
10.20
8.30
6.00
4.00
a
Design stresses of pressure vessels are based on a safety factor of 5.
TABLE 13-7
Pitch of butt joints
Type of joint
Diameter of rivets, d, mm
Pitch, p
Double-riveted—
use for h 12:5 mm (0.5 in)
Triple-riveted—
use for h 25 mm
(1 in)
Quadruple-riveted—
use for h 31:75 mm
(1.25 in)
Any
5.5d (approx.)
1.75–23.80
27.00
30.15–36.50
17.50–23.80
27.00
30.15
33.30–36.50
8d–8.5d
7.5d
6.5d–7d
16d–17d
15d (approx.)
14d (approx.)
13d–14d
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
RIVETED JOINTS
RIVETED JOINTS
13.5
TABLE 13-8
Transverse pitch ( pt ) as per ASME Boiler Code
Value of p=d
1
2
3
4
5
6
7
Value of pt
2d
2d
2d
2d
2d
2.2d
2.3d
Particular
Formula
Butt joint
pt ¼ 2d to 2:5d
qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
pt 0:5pd þ 0:25d 2
The transverse pitch
ð13-6aÞ
ð13-6bÞ
For rivets, rivet holes, and strap thick
Refer to Tables 13-9, 13-10, and Fig. 13-2.
TABLE 13-9
Rivet hole diameters
TABLE 13-10
Rivet hole diameters and strap thickness
Diameter of rivet, mm
12
14
16
18
20
22
24
27
30
33
36
39
42
48
Rivet hole diameters, mm (min)
13
15
17
19
21
23
25
28.5
31.5
34.5
37.5
41.0
44
50
Plate
thickness,
h, mm
6.25
7.20
8.00
8.75
9.50
10.30
11.10
12.00
12.50
13.50
Minimum
strap
thickness,
hc mm
Hole
Plate
diameter, thickness,
d, mm
h, mm
6.25
17.50
20.50
8.00
9.50
11.10
24.00
Minimum
strap
thickness,
hc mm
14.25
11.10
15.90
19.00
12.50
22.25
15.90
25.00
28.50
31.75
83.10
12.50
19.00
22.25
25.00
Hole
diameter,
d, mm
27.0
30.15
FIGURE 13-2 Quadruple-riveted double-strap butt joint.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
33.30
36.50
39.70
RIVETED JOINTS
13.6
CHAPTER THIRTEEN
Particular
Minimum transverse pitch as per ASME Boiler Code
Formula
pt ¼ 1:75d
if
p
4
d
pt ¼ 1:75d þ 0:001ð p dÞ
ð13-7aÞ
p
if > 4
d
SI
ð13-8aÞ
USCS
ð13-8bÞ
where pt , p, and d in m
pt ¼ 1:75d þ 0:1ð p dÞ if
p
>4
d
where pt , d, and p in in
For transverse pitches
Haven and Swett formula for permissible pitches
along the caulking edge of the outside cover plate
Refer to Table 13-8.
sffiffiffiffiffiffi
3
4 hc
pc d ¼ 14
Pf
CM ð13-9aÞ
where pc , d, hc in cm, and Pf in kgf/cm2
sffiffiffiffiffiffi
3
4 hc
pc d ¼ 21:38
USCS
Pf
where pc , d, hc in in, and Pf in psi
sffiffiffiffiffiffi
3
4 hc
pc d ¼ 77:8
Pf
SI
ð13-9bÞ
ð13-9cÞ
where pc , d, hc in m, and Pf in N/m2
2ð pd dÞ ð p dÞ
ð13-10Þ
Margin for longitudinal seams of all pressure vessels
and girth seams of power boiler having unsupported
heads
m ¼ 1:5d to 1:75d
ð13-11aÞ
Margin for girth seams of power boilers having
supported heads and all unfired pressure vessels
m 1:25d
ð13-11bÞ
Diagonal pitch, pd , is calculated from the relation
MARGIN
COVER PLATES
The thickness of cover plate
hc ¼ 0:6h þ 0:0025 if h 0:038 m
SI
ð13-12aÞ
USCS
ð13-12bÞ
SI
ð13-12cÞ
USCS
ð13-12dÞ
where hc and h in m
hc ¼ 0:6h þ 0:1 if h 1:5 in
where hc and h in in
hc ¼ 0:67h
if h > 0:038 m
where hc and h in m
hc ¼ 0:67h
if h > 1:5 in
where hc and h in in
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
RIVETED JOINTS
RIVETED JOINTS
13.7
TABLE 13-11
Rivet groups under eccentric loading value of coefficient K
}
K¼
1
lp
1
þ
p21 þ p2 4
K¼
n
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
Alcn
Alcn 2
þ
þ1
2I
2I
n
K ¼ sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2
6l
þ1
ðn þ 1Þpt
n
K ¼ sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ffi
2 lðn 1Þpt
lp
1 2
þ 2 1 2
þ
p þ 3 ðn 1Þp2t 2
p2 þ 13 ðn2 1Þp2t
n
K ¼ sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ffi
2 lðn 1Þpt
lp
1 2
þ 2 1 2
þ
p þ 3 ðn 1Þp2t 3
p2 þ 12 ðn 1Þp2t
n
K ¼ sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ffi
2 lðn 1Þpt
lp
1 2
þ
þ
p21 þ p2 þ 23 ðn2 1Þp2t 4
p21 þ p2 þ 23 ðn2 1Þp2t
Key:
n ¼ total number of rivets in a column
F ¼ permissible load, acting with lever arm, l, kN (lbf)
F 0 ¼ permissible load on one rivet, kN (lbf)
K ¼ F=F 0 , coefficient
Source: K. Lingaiah and B. R. Narayana Iyengar, Machine Design Data Handbook ( fps Units), Engineering College Cooperative Society,
Bangalore, India, 1962; K. Lingaiah and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Metric Units),
Suma Publishers, Bangalore, India, 1983; and K. Lingaiah, Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma
Publishers, Bangalore, India, 1986.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
RIVETED JOINTS
13.8
CHAPTER THIRTEEN
Particular
Formula
Thickness of the cover plate according to
Indian Boiler Code
Thickness of single-butt cover plate
h1 ¼ 1:125h
Thickness of single-butt cover plate omitting alternate
rivet in the over rows
h2 ¼ 1:25h
Thickness of double-butt cover plates of equal width
hc ¼ h1 ¼ h2 ¼ 0:625h
Thickness of double-butt cover plates of equal width
omitting alternate rivet in the outer rows
hc ¼ h1 ¼ h2 ¼ 0:625h
Thickness of the double-butt cover plates of unequal
width
ð13-13Þ
pd
p 2d
ð13-14Þ
ð13-15Þ
pd
p 2d
ð13-16Þ
h1 ¼ 0:625h for narrow strap
ð13-17aÞ
h2 ¼ 0:750h for wide strap
ð13-17bÞ
For thickness of cover plates
Refer to Table 13-10.
The width of upper cover plate (narrow strap)
b1 ¼ 4m þ 2pt1
ð13-18Þ
The width of lower cover plate (wide strap)
b2 ¼ b1 þ 2pt2 þ 4m
ð13-19Þ
The tensile strength of the solid plate
F ¼ ph
ð13-20Þ
The tensile strength of the perforated strip along the
outer gauge line
F ¼ ð p dÞh
ð13-21Þ
STRENGTH ANALYSIS OF TYPICAL
RIVETED JOINT (Fig. 13-2)
The general expression for the resistance to shear of
all the rivets in one pitch length
F ¼ ð2i2 þ i1 Þ
d 2
4
ð13-22Þ
The general expression for the resistance to crushing
of the rivets
Fc ¼ ði2 h þ i1 h2 Þdc
ð13-23Þ
The resistance against failure of the plate through the
second row and simultaneous shearing of the rivets in
the first row
F1 ¼ ð p 2dÞh þ
d 2
4
ð13-24Þ
The resistance against failure of the plate through the
second row and simultaneous crushing of the rivets in
the first row
Fc1 þ ð p 2dÞh þ dhc
ð13-25Þ
The resistance against shearing of the rivets in the
outer row and simultaneous crushing of the rivets in
the two inner rows
Fc ¼
2
d þ idhc
4
ð13-26Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
RIVETED JOINTS
RIVETED JOINTS
Particular
13.9
Formula
EFFICIENCY OF THE RIVETED JOINT
The efficiency of plate
The efficiency of rivet in general case
For efficiency of joints
The diameter of the rivet in general case
¼
pd
p
d 2 ði1 þ 2i2 Þ
4ph
h
i 2 þ i 1 2 c
h
¼ h2
c þ i2 þ i1
h
ð13-27Þ
¼
ð13-28Þ
Refer to Table 13-3.
d¼
4hi2 þ i1 h2 c
ði1 þ 2i2 Þ
ð13-29Þ
Note: for lap joint i2 ¼ 0
for butt joint i1 ¼ 0
ð2i2 þ i1 Þd 2 þd
4h
The pitch in general case
p¼
For pitch of joint
Refer to Table 13-7.
THE LENGTH OF THE SHANK OF RIVET
(Fig. 13-3)
ð13-30Þ
L ¼ h þ h1 þ h2 þ ð1:5 to 1:7ÞD
ð13-31aÞ
L ¼ h þ hc þ ð1:5 to 1:7ÞD
ð13-31bÞ
for butt joint with single cover plate
L ¼ 2h þ ð1:5 to 1:7ÞD
for lap joint
where D ¼ diameter of rivet
FIGURE 13-3
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð13-31cÞ
RIVETED JOINTS
13.10
CHAPTER THIRTEEN
Particular
Formula
STRUCTURAL JOINT
Riveting of an angle to a gusset plate
(Fig. 13-4)
The resultant normal stress
p
g
a
¼
F
e
i
F Fe
þ
A Z
a
ð13-32Þ
F
F
g
e
(a)
(b)
FIGURE 13-4 Riveting of an angle to a gusset plate.
RIVETED BRACKET (Fig. 13-5)
The resultant load on the farthest rivet whose distance
is c from the center of gravity of a group of rivets
(Fig. 13-5)
"
FR ¼
F
nn0
2
þ
P
Mb c
P
x2 þ y2
2
#1=2
F
Mb c
P
P
þ2
cos nn0
x2 þ y2
FIGURE 13-5 Riveted bracket. (Bureau of Indian Standards.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð13-33Þ
RIVETED JOINTS
RIVETED JOINTS
Particular
13.11
Formula
where
n ¼ number of rivets in one column
n0 ¼ number of rivets in one row
x, y have the meaning as shown in Fig. 13-5
For rivet groups under eccentric loading value of
coefficient K
Refer to Table 13-11.
For preferred length and diameter of rivets
Refer to Figs. 13-6 to 13-8 and Tables 13-12 to 13-13.
For collected formulas of riveted joints
Refer to Table 13-14.
REFERENCES
1. Maleev, V. L., and J. B. Hartmen, Machine Design, International Textbook Company, Scranton, Pennsylvania,
1954.
2. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook ( fps Units), Engineering College
Cooperative Society, Bangalore, India, 1962.
3. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Metric
Units), Suma Publishers, Bangalore, India, 1983.
4. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986.
5. Bureau of Indian Standards.
6. Lingaiah, K., Machine Design Data Handbook, McGraw-Hill Publishing Company, New York, 1994.
BIBLIOGRAPHY
Faires, V. M., Design of Machine Elements, The Macmillan Company, New York, 1965.
Norman, C. A., E. S. Ault, and I. F. Zarobsky, Fundamentals of Machine Design, The Macmillan Company, New
York, 1951.
Vallance, A., and V. L. Doughtie, Design of Machine Members, McGraw-Hill Publishing Company, New York,
1951.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
RIVETED JOINTS
13.12
CHAPTER THIRTEEN
FIGURE 13-6 Rivets for general purposes (less than 12 mm diameter). For preferred length and diameter combination, refer to
Table 13-12.
FIGURE 13-7 Rivets for general purposes (12 to 48 mm diameter). For preferred length and diameter combination, refer to
Table 13-13.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
RIVETED JOINTS
RIVETED JOINTS
13.13
FIGURE 13-8 Boiler rivets (12 to 48 mm diameter). For preferred length and diameter combination, refer to Table 13-13.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
RIVETED JOINTS
13.14
CHAPTER THIRTEEN
TABLE 13-12
Preferred length () and diameter combinations for rivets (Fig. 13-6)
Diameter, mm
Length, mm
1.6
2
2.5
3
4
5
6
8
10
5
6
7
8
9
10
12
14
16
18
20
22
24
26
28
30
35
40
45
50
55
60
65
70
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
Source: Bureau of Indian Standards, IS: 2155, 1962.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
RIVETED JOINTS
RIVETED JOINTS
13.15
TABLE 13-13
Preferred lengths () and diameter combinations of rivets (Fig. 13-7)
Diameter, mm
Length, mm
12
14
16
18
20
22
24
27
30
33
36
39
42
48
28
31.5
35.5
40
45
50
56
63
71
80
85
90
95
100
106
112
118
125
132
140
150
160
180
200
224
250
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
Source: Bureau of Indian Standards, IS: 1929, 1961.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Three rivets per pitch
Type d
m
pd
p
2
d
3
ph
4
3:47h þ 40
2:62h þ 40
h
m
2
d
2
ph
4
pd
p
Type c
2:62h þ 40
2
d
2
ph
4
1:13h þ 40
pd
p
ph
Longitudinal
pitch, p, mm
Two rivets per pitch
Type b
d
4
LAP JOINT
Combined
efficiency, c
pd
p
2
Efficiency
of rivets,
r
One rivet per pitch,
Type a
Figure
Efficiency
of plate,
p
Type of joint
TABLE 13-14
Formulas for riveted joints2;3;4
2d
0:33p þ 0:67d
2d
Transverse
pitch, pt , mm
1:5d
1:5d
1.5d
1:5d
Margin, Inner h2
m, mm (wider)
Outer, h1
(narrower)
Thickness of cover
plate,
mm
RIVETED JOINTS
13.16
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Type g
Four rivets per pitch
Type f
Type e
Type of joint
h
Figure
TABLE 13-14
Formulas for riveted joints2;3;4 (Cont.)
0:33p þ 0:67d
or 2d
(whichever is
greater)
2
p 2d
d
4:14h þ 40
4
p
ph
4
2 d
þ
ph
4
2
p 2d
d
4:14h þ 40
4
p
ph
4
2 d
þ
ph
4
pd
p
pd
p
0.2p+1.15d
0:33p þ 0:67d
3:47h þ 40
Transverse
pitch, pt , mm
2
d
3
ph
4
Longitudinal
pitch, p, mm
pd
p
Combined
efficiency, c
Efficiency
of rivets,
r
Efficiency
of plate,
p
1:5d
1:5d
1:5d
Margin, Inner h2
m, mm (wider)
Outer, h1
(narrower)
Thickness of cover
plate,
mm
RIVETED JOINTS
13.17
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2
d
3
ph
4
pd
p
Three rivets
per pitch
Type d
p 2d
4:05h þ 40
p
2
d
þ
ph
4
3:06h þ 40
2
d
2
ph
4
pd
p
Type c
3:06h þ 40
2
d
2
ph
4
1:53h þ 40
pd
p
ph
Longitudinal
pitch, p, mm
Two rivets per pitch
Type b
BUTT JOINT
Combined
efficiency, c
d 2
4
Efficiency
of rivets,
r
pd
p
Figure
Efficiency
of plate,
p
Single butt strap
One rivet per pitch
Type a
Type of joint
TABLE 13-14
Formulas for riveted joints2;3;4 (Cont.)
0:33p þ 0:67d
or 2d
(whichever is
greater)
0:33p þ 0:67d
2d
Transverse
pitch, pt , mm
1:5d
1:5d
1:5d
1:5d
Margin,
m, mm
Inner h2
(wider)
1:125h
1:125d
1:125h
1:125h
pd
p 2d
Outer, h1
(narrower)
Thickness of cover plate,
mm
RIVETED JOINTS
13.18
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2
d
1:875
4
ph
2
d
3:75
4
ph
2
d
3:75
4
ph
pd
p
pd
p
pd
p
Double-butt
strap (equal
widths)
One rivet per
pitch
Type f
Type h
Two rivets
per pitch
Type g
2
d
3
ph
4
pd
p
Two rivets
per pitch
Type e
Figure
Efficiency
of rivets,
r
Efficiency
of plate,
p
Type of joint
TABLE 13-14
Formulas for riveted joints2;3;4 (Cont.)
Longitudinal
pitch, p, mm
3:5h þ 40
3:5h þ 40
1:75h þ 40
p 2d
4:05h þ 40
p
2
d
þ
ph
4
Combined
efficiency, c
0:33p þ 0:67d
2d
0:2p þ 1:15d
Transverse
pitch, pt , mm
1:5d
1:5d
1:5d
1:5d
Margin,
m, mm
0:625h
0:625h
0:625h
Inner h2
(wider)
0:625h
0:625h
0:625h
1:125h
pd
p 2d
Outer, h1
(narrower)
Thickness of cover plate,
mm
RIVETED JOINTS
13.19
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2
d
5:625
4
ph
2
d
5:625
4
ph
2
d
5:625
4
ph
pd
p
pd
p
pd
p
Type j
Type k
Type l
4:63h þ 40
4:63h þ 40
4:63h þ 40
p 2d
4:63h þ 40
þ 1:875
p
2
d
ph
4
2
d
5:625
4
ph
Three rivets
per pitch
Type i
pd
p
Longitudinal
pitch, p, mm
Combined
efficiency, c
Figure
Efficiency
of rivets,
r
Efficiency
of plate,
p
Type of joint
TABLE 13-14
Formulas for riveted joints2;3;4 (Cont.)
0:33p þ 0:67d
0:2p þ 1:15d
2d
0:33p þ 0:67d
or 2d
(whichever is
greater)
Transverse
pitch, pt , mm
1:5d
1:5d
1:5d
1:5d
Margin,
m, mm
pd
p 2d
pd
p 2d
0:625h
pd
p 2d
0:625h
0:625h
0:625h
0:625h
pd
p 2d
0:625h
Outer, h1
(narrower)
0:625h
0:615h
Inner h2
(wider)
Thickness of cover plate,
mm
RIVETED JOINTS
13.20
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
p 2d
þ 1:875
d
2
d
ph
4
p 2d
þ 1:875
d
2
d
ph
4
2
d
7:5
4
ph
2
d
7:5
4
ph
2
d
2:875
4
ph
2
d
2:875
4
ph
pd
p
pd
p
pd
p
pd
p
Four rivets
per pitch
Type m
Type n
Type p
Double butt
(unequal widths)
Two rivets
per pitch
Type o
Combined
efficiency, c
Figure
Efficiency
of rivets,
r
Efficiency
of plate,
p
Type of joint
TABLE 13-14
Formulas for riveted joints2;3;4 (Cont.)
3:5h þ 40
3:5h þ 40
5:52h þ 40
5:52h þ 40
Longitudinal
pitch, p, mm
2d
0:33p þ 0:67d
0:2p þ 1:15d
0:33p þ 0:67d
or 2d
(whichever is
greater)
Transverse
pitch, pt , mm
1:5d
1:5d
1:5d
1:5d
0:75h
0:75h
0:625h
0:625h
Margin, Inner h2
m, mm (wider)
0:625h
0:625h
0:625h
0:625h
Outer, h1
(narrower)
Thickness of cover plate,
mm
RIVETED JOINTS
13.21
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2
d
4:75
4
ph
2
d
4:75
4
ph
2
d
4:75
4
ph
pd
p
pd
p
pd
p
Three rivets
per pitch
Type q
Type r
Type s
Figure
Efficiency
of rivets,
r
Efficiency
of plate,
p
Type of joint
TABLE 13-14
Formulas for riveted joints2;3;4 (Cont.)
p 2d
d
2
d
þ
ph
4
p 2d
d
2
d
þ
ph
4
Combined
efficiency, c
4:63h þ 40
4:63h þ 40
4:63h þ 40
Longitudinal
pitch, p, mm
0:2p þ 1:15d
2d
0:33p þ 0:67d
or 2d
(whichever is
greater)
Transverse
pitch, pt , mm
1:5d
1:5d
1:5d
0:75h
0:75h
0:75h
Margin, Inner h2
m, mm (wider)
0:625h
0:625h
0:625h
Outer, h1
(narrower)
Thickness of cover plate,
mm
RIVETED JOINTS
13.22
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Particular
Figure
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2
d
4:75
4
ph
pd
p
Formula
Combined
efficiency, c
4:63h þ 40
Longitudinal
pitch, p, mm
pffiffiffi
pffiffiffi
¼ 1:2 h to 1:4 h where d and h in m
Pf Di
2
pffiffiffi
pffiffiffi
d ¼ 0:19 h to 0:2 h where d and h in m
h¼
Efficiency
of rivets,
r
Efficiency
of plate,
p
0:33p þ 0:67d
Transverse
pitch, pt , mm
1:5d
0:75h
0:625h
Outer, h1
(narrower)
USCS
SI
Margin, Inner h2
m, mm (wider)
Thickness of cover plate,
mm
Key: d ¼ diameter of rivet, m (in); h ¼ thickness of main plate, m (in); ¼ hoop stress, MPa (psi); Di ¼ inside diameter of pressure vessel, m (in); Pf ¼ internal fluid pressure, MPa (psi);
¼ efficiency of the riveted joint.
Source: K. Lingaiah and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Cooperative Society, Bangalore, India, 1983; and K. Lingaiah, Machine Design Data
Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers, Bangalore, India, 1986.
Unwin’s formula for
diameter of rivet
Common Formula:
The thickness of the main
plate of a longitudinal joint
Type t
Type of joint
TABLE 13-14
Formulas for riveted joints (Cont.)
RIVETED JOINTS
13.23
Source: MACHINE DESIGN DATABOOK
CHAPTER
14
DESIGN OF SHAFTS
SYMBOLS1;2;3
width of keyway, m (in)
machine cost, $/m ($/in) (US dollars)
diameter of shaft (also with subscripts), m (in)
inside diameter of hollow shaft, m (in)
outside diameter of hollow shaft, m (in)
modulus of elasticity, GPa (Mpsi)
axial load (tensile or compressive), kN (lbf)
the static equivalent of cyclic load, (¼ Fm Fa ), kN (lbf)
modulus of rigidity, GPa (Mpsi)
depth of keyway, m (in)
radius of gyration, m (in)
material cost (also with subscripts), $/kg
b
c
D
Di
Do
E
F
Fm0
G
h
k
K¼
Kb
Kt
l
Mb
Mt
0
Mbm
0
Mtm
P
n
n0
Di
Do
ratio of inner to outer diameter of hollow shaft
numerical combined shock and fatigue factor to be applied to
computed bending moment
numerical combined shock and fatigue factor to be applied to
computed twisting moment
length, m (in)
bending moment, N m (lbf in)
twisting moment, N m (lbf in)
static equivalent of cyclic bending moment Mbm Mba ,
N m (lbf in)
static equivalent of cyclic twisting moment Mtm Mta ,
N m (lbf in)
power, kW (hp)
speed, rpm;
safety factor
speed, rps
specific weight of material, kN/m3 (lbf/in)
stress (tensile or compressive) also with subscripts, MPa (psi)
shear stress (also with subscripts), MPa (psi)
ratio of maximum intensity of stress to the average value from
compressive stress only
angular deflection, deg
14.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF SHAFTS
14.2
CHAPTER FOURTEEN
SUFFIXES
a
b
d
e
h
m
sc
t
u
y
max
min
f
amplitude
bending
design
elastic limit
hollow
mean
static strength (su or sy ), solid
twisting
ultimate
yield strength
maximum
minimum
endurance
Other factors in performance or in special aspect are included from time to time
in this chapter and, being applicable in their immediate context, are not given at
this stage.
Note: and with the initial subscript s designates strength properties of
material used in the design which will be used and observed throughout this
handbook. In some books on machine design and in this Machine Design
Data Handbook the ratios of design stresses sd =fd and sd =fd ; and design
stresses yd , yd 0 , fd , and fd have been used instead of sy =sf , sy =sf ; and
yield strengths sy , sy and fatigue strengths, sf , sf in the design equations
for shafts [Eqs. (14-1) to (14-65)]. This has to be taken into consideration in
the design of shafts while using Eqs. (14-1) to (14-65).
Particular
Formula
SOLID SHAFTS
(1) Stationary shafts with static loads
The diameter of shaft subjected to simple torsion
The diameter of shaft subjected to simple bending
D¼
D¼
16Mt
yd
32Mb
yd
1=3
ð14-1Þ
1=3
ð14-2Þ
The diameter of shaft subjected to combined torsion and bending:
(a) According to maximum normal stress theory
(b) According to maximum shear stress theory
D¼
1=3
16
fMb þ ðMb2 þ Mt2 Þ1=2 g
yd
D¼
1=3
16
ðMb2 þ Mt2 Þ1=2
yd
(
(c) According to maximum shear energy theory
D¼
16
yd
)1=3
3 2 1=2
2
Mb þ Mt
4
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð14-3Þ
ð14-4Þ
ð14-5Þ
DESIGN OF SHAFTS
14.3
DESIGN OF SHAFTS
Particular
Formula
The diameter of shaft subjected to axial load,
bending, and torsion:13
"
(a) According to maximum normal theory
D¼
(
16
yd
FD
Mb þ
8
(
þ
Mb þ
FD 2
8
)1=2 )#1=3
þ Mt2
2
(b) According to maximum shear stress theory
)1=2 31=3
FD 2
5
þ Mt2
Mb þ
8
(
16
D¼4
yd
(c) According to maximum shear energy theory
ð14-6Þ
2
)1=2 31=3
FD 2 3 2
5
þ Mt
Mb þ
8
4
ð14-7Þ
(
16
D¼4
yd
ð14-8Þ
(2) Rotating shafts with dynamic loads, taking
dynamic effect indirectly into consideration13
For empirical shafting formulas
The diameter of shaft subjected to simple torsion
The diameter of shaft subjected to simple bending
Refer to Table 14-1.
1=3
16
ðKt Mt Þ
D¼
yd
D¼
ð14-9Þ
1=3
32
ðK M Þ
yd b b
ð14-10Þ
The diameter of shaft subjected to combined
bending and torsion
(a) According to maximum normal stress theory
D¼
1=3
16
2
2 1=2
½K M þ fðKb Mb Þ þ ðKt Mt Þ g yd b b
ð14-11Þ
(b) According to maximum shear stress theory
(c) According to maximum shear energy theory
D¼
D¼
16
fðKb Mb Þ2 þ ðKt Mt Þ2 g1=2
yd
1=3
ð14-12Þ
1=3
16
3
fðKb Mb Þ2 þ ðKt Mt Þ2 g1=2
yd
4
ð14-13Þ
The diameter of shaft subjected to axial load,
bending, and torsion
(
(a) According to maximum normal stress theory
D¼
16
yd
Kb Mb þ
"
þ
Kb Mb þ
FD
8
FD
8
1=3
#1=2 9
=
2
þ ðKt Mt Þ2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
;
ð14-14Þ
DESIGN OF SHAFTS
14.4
CHAPTER FOURTEEN
Particular
(b) According to maximum shear stress theory
Formula
"
16
D¼
yd
1=2 #1=3
FD 2
2
þ ðKt Mt Þ
Kb Mb þ
8
ð14-15Þ
(c) According to maximum shear energy theory
"
16
D¼
yd
1=2 #1=3
FD 2 3
2
þ ðKt Mt Þ
Kb Mb þ
8
4
ð14-16Þ
The diameter of shaft based on torsional rigidity
D¼
584Mt L 1=4
G
ð14-17Þ
where Kb and Kt are taken from Table 14-2
(3) Rotating shafts and fluctuating loads, taking
fatigue effect directly into consideration13
The diameter of shaft subjected to fluctuating
torsion
The diameter of shaft subjected to fluctuating
bending
(
D¼
(
D¼
16
32
Mtm Mta
þ
yd
fd
)1=3
Mbm Mba
þ
yd
fd
ð14-18Þ
)1=3
ð14-19Þ
The diameter of shaft subjected to combined fluctuating torsion and bending:
(a) According to maximum normal stress theory
(b) According to maximum shear stress theory
(c) According to maximum shear energy theory
1=3
16
0
02
02 1=2
fMbm þ ðMbm þ Mtm Þ g
D¼
yd
ð14-20Þ
1=3
16
02
02 1=2
ðMbm
þ Mtm
Þ
yd
ð14-21Þ
D¼
(
D¼
16
yd
)1=3
3 02 1=2
02
Mbm þ Mtm
4
ð14-22Þ
where
sd
M
fd ba
ð14-22aÞ
0
¼ Mtm þ sd Mta
Mtm
fd
ð14-22bÞ
0
¼ Mbm þ
Mbm
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF SHAFTS
DESIGN OF SHAFTS
Particular
14.5
Formula
The diameter of shaft subjected to combined
fluctuating axial load, bending, and torsion
(a) According to maximum normal stress theory
(
D¼
16
yd
þ
(b) According to maximum shear stress theory
"
16
D¼
yd
"
Fm0 D
0
Mbm þ
8
0
þ
Mbm
1=2 #)1=3
Fm0 D 2
02
þ Mtm
8
1=2
F 0 D 2
0
02
Mbm
þ m
þ Mtm
ð14-23Þ
#1=3
8
ð14-24Þ
"
(c) According to maximum shear energy theory
D¼
16
yd
0
þ
Mbm
Fm0 D 2 3 02
þ Mtm
8
4
1=2 #1=3
ð14-25Þ
0
0
where Mbm
and Mtm
have the same meaning as in
Eqs. (14-22a) and (14-22b)
and Fm0 ¼ Fm þ sd Fa
fd
ð14-25aÞ
HOLLOW SHAFTS
(1) Stationary shafts with static loads
The outside diameter of shaft subjected to simple
torsion
Do ¼
The outside diameter of shaft subjected to simple
bending
Do ¼
1=3
16Mt
yd ð1 K 4 Þ
ð14-26Þ
1=3
32Mb
yd ð1 K 4 Þ
ð14-27Þ
The diameter of shaft subjected to combined torsion and bending
(a) According to maximum normal stress theory
Do ¼
1=3
16
2
2 1=2
þ
ðM
þ
M
Þ
g
fM
t
b
b
yd ð1 K 4 Þ
ð14-28Þ
(b) According to maximum shear stress theory
Do ¼
(
(c) According to maximum shear energy theory
Do ¼
1=3
16
2
2 1=2
þ
M
Þ
ðM
t
b
yd ð1 K 4 Þ
ð14-29Þ
)1=3
16
3 2 1=2
2
Mb þ Mt
4
yd ð1 K 4 Þ
ð14-30Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF SHAFTS
14.6
CHAPTER FOURTEEN
Particular
Formula
The outside diameter of shaft subjected to axial
load, bending, and torsion
(a) According to maximum normal stress theory
(
Do ¼
16
yd ð1 K 4 Þ
þ
FDo
ð1 þ K 2 Þ
Mb þ
8
1=2 !)1=3
FDo ð1 þ K 2 Þ 2
2
Mb þ
þ Mt
8
ð14-31Þ
(b) According to maximum shear stress theory
(
Do ¼
16
yd ð1 K 4 Þ
#1=2 )1=3
"
FDo
Mb þ
ð1 þ K 2 Þ
8
þ Mt2
(c) According to maximum shear energy theory
(
16
Do ¼
yd ð1 K 4 Þ
#1=2 )1=3
3 2
þ Mt
4
ð14-32Þ
"
FDo
2
2
ð1 þ K Þ
Mb þ
8
ð14-33Þ
(2) Rotating shafts with dynamic loads, taking
dynamic effect indirectly into consideration13
The outside diameter of shaft subjected to simple
torsion
Do ¼
The outside diameter of shaft subjected to simple
bending
Do ¼
1=3
16
M
K
t t
yd ð1 K 4 Þ
ð14-34Þ
1=3
32
K
M
b
b
yd ð1 K 4 Þ
ð14-35Þ
The outside diameter of shaft subjected to combined bending and torsion
(a) According to maximum normal stress theory
(b) According to maximum shear stress theory
Do ¼
16
½Kb Mb þ fðKb Mb Þ2
yd ð1 K 4 Þ
1=3
þ ðKt Mt Þ2 g1=2 Do ¼
ð14-36Þ
1=3
16
2
2 1=2
M
Þ
þ
ðK
M
Þ
g
fðK
b b
t
t
yd ð1 K 4 Þ
ð14-37Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF SHAFTS
DESIGN OF SHAFTS
Particular
(c) According to maximum shear energy theory
14.7
Formula
"
1=2 #1=3
16
3
2
2
Do ¼
ðKb Mb Þ þ ðKt Mt Þ
4
yd ð1 K 4 Þ
ð14-38Þ
The outside diameter of shaft subjected to axial
load, bending and torsion
(a) According to maximum normal stress theory
"
(
16
FDo
2
ð1 þ K Þ
Do ¼
Kb Mb þ
8
yd ð1 K 4 Þ
2
FDo
2
þ Kb Mb þ
ð1 þ K Þ
8
)#1=3
1=2
þ ðKt Mt Þ2
(b) According to maximum shear stress theory
"
Do ¼
ð14-39Þ
(
2
16
FDo
2
M
þ
Þ
ð1
þ
K
K
b
b
8
yd ð1 K 4 Þ
)1=2 #1=3
þ ðKt Mt Þ2
(c) According to maximum shear energy theory
The outside diameter of shaft based on torsional
rigidity
ð14-40Þ
(
"
2
16
FDo
2
ð1
þ
K
M
þ
Þ
Do ¼
K
b
b
8
yd ð1 K 4 Þ
#1=2 )1=3
3
þ ðKt Mt Þ2
ð14-41Þ
4
Do ¼
584Mt L 1=4
ð1 K 4 ÞG
ð14-42Þ
(3) Rotating shaft with fluctuating loads, taking
fatigue effect directly into consideration
The outside diameter of shaft subjected to fluctuating torsion
The outside diameter of shaft subjected to fluctuating bending
"
16
Do ¼
ð1 K 4 Þ
"
32
Do ¼
ð1 K 4 Þ
Mtm Mta
þ
yd
fd
#1=3
Mbm Mba
þ
yd
fd
ð14-43Þ
#1=3
Please note: If the axial load does not produce column
action, the constant need not be used to multiply the
term [FDo (1 þ K 2 )/8] throughout this chapter.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð14-44Þ
DESIGN OF SHAFTS
14.8
CHAPTER FOURTEEN
Particular
Formula
The outside diameter of shaft subjected to combined fluctuating torsion and bending
(a) According to maximum normal stress theory
Do ¼
1=3
16
0
02
02 1=2
fM
þ
ðM
þ
M
Þ
g
tm
bm
bm
yd ð1K 4 Þ
ð14-45Þ
(b) According to maximum shear stress theory
Do ¼
1=3
16
02
02 1=2
þ
M
Þ
ðM
tm
bm
yd ð1 K 4 Þ
"
(c) According to maximum shear energy theory
#1=3
16
3 02 1=2
02
Do ¼
Mbm þ Mtm
4
yd ð1 K 4 Þ
ð14-46Þ
ð14-47Þ
0
0
where Mbm
, Mtm
have the same meaning as in Eqs.
(14-22a) and (14-22b)
The outside diameter of shaft subjected to combined fluctuating axial load, bending, and torsion
(a) According to maximum normal stress theory
"
Do ¼
16
yd ð1 K 4 Þ
þ
0
þ
Mbm
(
0
þ
Mbm
Fm0 Do
ð1 þ K 2 Þ
8
Fm0 Do ð1 þ K 2 Þ
8
2
02
þ Mtm
1=2 )#1=3
ð14-48Þ
(
(b) According to maximum shear stress theory
Do ¼
"
16
yd ð1 K 4 Þ
0
Mbm
þ
Fm0 Do ð1 þ K 2 Þ
8
2
#1=2 !)1=3
02
þ Mtm
(
(c) According to maximum shear energy theory
Do ¼
ð14-49Þ
16
yd ð1 K 4 Þ
3 02
þ Mtm
4
"
Fm0 Do ð1 þ K2 Þ 2
0
Mbm þ
8
#1=2 )1=3
ð14-50Þ
0
0
, Mtm
, and Fm0 have the same meaning as
where Mbm
in Eqs. (14-22a), (14-22b), and (14-25a)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF SHAFTS
DESIGN OF SHAFTS
Particular
14.9
Formula
COMPARISON BETWEEN DIAMETERS OF
SOLID AND HOLLOW SHAFTS OF SAME
LENGTH
For equal strength in bending, torsion, and/or combined bending and torsion, the diameter
(a) When materials of both shafts are same
D ¼ Do ð1 K 4 Þ1=3
(b) When materials of shafts are different
D ¼ Do
ð14-51Þ
eh
ð1 K 4 Þ1=3
es
ð14-52Þ
For torsional rigidity
(a) When torsional rigidities are equal
(b) When torsional rigidities are different
D ¼ Do ð1 K 4 Þ1=4
D ¼ Do
Gh
ð1 K 4 Þ
Gs
ð14-53Þ
1=4
ð14-54Þ
For equal weight
D ¼ Do ð1 K 2 Þ1=2
ð14-55Þ
w 1=2
D ¼ Do ð1 K 2 Þ h
ws
ð14-56Þ
(a) For same material and machining cost for both
shafts
D ¼ Do ð1 K 2 Þ1=2
ð14-57Þ
(b) For no machining cost for both shafts but with
different material cost
w k 1=2
D ¼ Do ð1 K 2 Þ h h
w s ks
ð14-58Þ
(c) When machining costs are different and material
cost negligible
D¼
(a) When material of both shafts is same
(b) When materials of both shafts are different
For equal cost
(d) When machining and material costs are different
D¼
ch
cs
1=2
8
91=2
<D2o ð1 K 2 Þwh kh þ ch =
c
:
;
ws ks þ s2
D
Note: If the axial load does not produce column action, the
constant need not be used to multiply the term
[FDo (1 þ K 2 )/8] throughout this chapter
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð14-59Þ
ð14-60Þ
DESIGN OF SHAFTS
14.10
CHAPTER FOURTEEN
Particular
Formula
STIFFNESS
Instead of computing the transverse deflection, the
maximum distance between the bearings (in meters)
may be computed by the empirical formula to limit
the transverse deflection to 0.8 mm/m of length
1500
cD2=3
n þ 1500
where c is a constant from Table 14-3
L¼
ð14-61Þ
RIGIDITY
Moor’s formula for the increase of the angle of twist due to the keyway and applies only to the keyseated
length of shaft
0:4b þ 0:7h
D
ð14-62Þ
0:2b þ 1:1h
D
ð14-63Þ
K1 ¼ 1 þ
EFFECT OF KEYWAYS
The lowering of the strength of shaft by keyways may
be taken into account by introducing a factor similar
to a stress-concentration factor (or Moor’s formula
for lowering the strength of shaft)
K ¼1þ
THE BUCKLING FACTOR
For short columns or when l=k 115
For long columns or when l=k 115 (Euler’s formula)
1
1 0:0044ðl=kÞ
sy
l
¼ 2
nE k
¼
ð14-64Þ
ð14-65Þ
where
n ¼ 1 for hinged ends
¼ 2:25 for fixed ends
¼ 1:6 for both ends pinned or guided and partly
restrained
( ¼ 1 for tensile load)
SHAFTS SUBJECTED TO VARIOUS
STRESSES
(1) Shaft subjected to steady torque and reversed
bending moment taking into consideration stress
concentration:
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF SHAFTS
DESIGN OF SHAFTS
Particular
14.11
Formula
Diameter of solid shaft:
(a) According to maximum shear stress failure
theory using Soderberg [4] criterion for
fatigue strength
a m 1
þ
¼
sf sy n
(
32n
sy
D¼
2
1=2 )1=3
sy
2
M
þ ðKf Mtm Þ
Kf sf ba
ð14-66Þ
where
Kf ¼ fatigue stress-concentration factor due to
bending, tension, or compression
Kfr ¼ fatigue stress-concentration factor due to
torsion
(b) According to maximum shear stress theory of
failure using modified Goodman criterion for
fatigue strength
a
1
þ m ¼
sf sut n
Kf ¼ Kf ¼ 1 for ductile material under steady
state of stress
(
2
1=2 )1=3
32n
sut
2
D¼
M
þ ðKf Mtm Þ
Kf sf ba
sut
ð14-67Þ
Diameter of hollow shaft:
(c) According to distortion-energy theory of
failure using modified Goodman criterion
for fatigue strength
(d) According to distortion-energy theory of
failure combined with Gerber parabolic
relation
na
nm 2
¼1
þ
sf
sut
(e) According to distortion-energy theory of
failure using ASME elliptic locus for fatigue
strength
2 na
nm 2
þ
¼1
sf
sy
"
Do ¼
16n
2Kf sut Mba
sf
sut ð1 K 4 Þ
#1=3
pffiffiffi
þ 3Kf Mtm
ð14-68Þ
(
16n
Kf sut Mba
Do ¼
sf
sut ð1 K 4 Þ
"
#1=2 )1=3
2
sut
2
Kf þ
M
þ 3ðKf Mtm Þ
sf ba
(
Do ¼
"
sy
16n
M
2Kf 4
sf ba
sy ð1 K Þ
#1=2 )1=3
2
þ 3ðKf Mtm Þ2
Bagci failure locus equation in quartic (fourthdegree) form
i.e.,
and yielding criterion (Langer) equation combined with any theories of failure can be used to
predict the fatigue strength of shaft
na
þ
sf
i.e.,
a þ m 1
¼
n
sy
nm
sy
4
¼1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð14-69Þ
ð14-70Þ
DESIGN OF SHAFTS
14.12
CHAPTER FOURTEEN
Particular
Formula
(2) Shaft subjected to fluctuating loads, i.e., reversed
bending and reversed torque, taking into consideration stress concentration
(a) The diameter of solid shaft according to maximum shear stress theory of failure using
Soderberg criterion for fatigue strength
D¼
1=3
32n
2
ðMbe
þ Mte2 Þ1=2
sy
ð14-71Þ
where
Mbe ¼ static equivalent of cyclic bending moment
sy
¼ Kf Mbm þ Kf M
sf ba
(b) The diameter of hollow shaft according to
distortion-energy theory of failure combined
with Soderberg criterion for fatigue strength
Mte ¼ static equivalent of cyclic torsional moment
sy
M
¼ Kf Mtm þ Kf sf ta
1=3
16n
2
2 1=2
Do ¼
þ
3M
Þ
ð14-72Þ
ð4M
te
be
sy ð1 K 4 Þ
where Mbe and Mte have the same meaning as given
under Eq. (14-71)
(3) Shaft subjected to constant bending and torsional
moments and reversed torsional and bending
moments at the same frequency taking into consideration stress concentration
(a) The diameter of solid shaft according to maximum distortion energy theory of failure using
modified Goodman criterion for fatigue
strength
D¼
16n
f½4ðKf Mbm Þ2 þ 3ðKf Mtm Þ2 1=2 g
sut
1=3
þ sut f½4ðKf Mba Þ2 þ 3ðKf Mta Þ2 1=2 g
sf
ð14-73Þ
(b) The diameter of solid shaft according to maximum shear stress theory of failure combined
with modified Goodman criterion for fatigue
strength
where Kf ¼ Kf ¼ 1 for constant torsional and
bending moments
2
32n
D¼
Mbm þ Kf sut Mba
sut
sf
2 1=2 1=3
sut
þ Mtm þ Kf M
ð14-74Þ
sf ta
(c) The diameter of hollow shaft according to
maximum shear stress theory of failure using
Soderberg criterion for fatigue strength
Do ¼
32n
sy ð1 K 4 Þ
Kf Mbm þ Kf 2
sy
Mba
sf
2 1=2 1=3
sy
þ Kf Mtm þ Kf Mta
sf
ð14-75Þ
where Kf ¼ Kf ¼ 1 for constant bending and
torsional moments
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF SHAFTS
DESIGN OF SHAFTS
Particular
14.13
Formula
(4) Cyclic axial load combined with reversed bending
and torsional moments taking into consideration
stress concentration as per ASME Code for
Design of Transmission Shafting
(a) The diameter of solid shaft according to
maximum shear stress theory of failure and
Soderberg relation for fatigue strength
(
D¼
32n
sy
1=2 )1=3
Fae D 2
2
þ Mte
Mbe þ
8
ð14-76Þ
where Mbe and Mte have the same meaning as given
under Eq. (14-71)
(b) The diameter of hollow shaft according to
distortion-energy theory of failure combined
with modified Goodman relation for fatigue
strength
Fae ¼ static equivalent axial load
sy
¼ Kf Fam þ Kf F
sf aa
"
(
0
32n
Fae
Do ð1 þ K 2 Þ 2
0
Do ¼
þ
M
be
8
sut ð1 K 4 Þ
3
þ Mte02
4
)1=2 #1=3
ð14-77Þ
where
sut
M
sf ba
Mte0 ¼ Kf Mtm þ Kf sut Mta
sf
0
Fae
¼ Kf Fam þ Kf sut Faa
sf
0
Mbe
¼ Kf Mbm þ Kf When K ¼ 0, this equation reduces to an equation for
a solid shaft
(5) The diameter of solid shaft subjected to axial,
bending, and torsional alternating loads according to distortion-energy theory of failure combined with Soderberg relation for fatigue as per
ASME Code for Design of Transmission Shafting5
The value of is given by Eq. (14-65)
2 1=2
32n
F D 2 3Mta
Mba þ a
D¼
þ
4
sf
2
)!1=3
(
2 1=2
32n
Fm D 2 3Mtm
þ
þ
Mbm þ
4
sut
2
ð14-78Þ
Not explicit in D, use iterative methods to solve
Although ASME has withdrawn the ASME Code for Design
of Transmission Shafting, some of the ASME equations given
here have historic interest and hence are retained in this
book.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF SHAFTS
14.14
CHAPTER FOURTEEN
Particular
(6) The diameter of shaft made of brittle material,
which is subjected to reversed bending and torsional moments taking into consideration stress
concentration as per maximum normal stress
theory of failure combined with modified Goodman relation for fatigue strength
Formula
D¼
1=3
16n
0
02
½Mbe
þ ðMbe
þ Mte02 Þ1=2 sut
ð14-79Þ
for solid shaft
1=3
16n
0
02
02 1=2
þ
ðM
þ
M
Þ
½M
Do ¼
te
be
be
sut ð1 K 4 Þ
ð14-80Þ
0
and Mte0 have the same
for hollow shaft, where Mbe
meaning as given under Eq. (14-77)
(7) Shaft subjected to combined axial, bending, and
torsional reversed loads taking into consideration
stress concentration and shock
(a) The diameter of hollow shaft according to
distortion-energy theory of failure using
Soderberg relation
The symbols used in Eqs. (14-80) to (14-85) and Figs.
14-1 and 14-2 are different than that of the ANSI/
ASME standard B106. IM-1985 in order to remain
consistent with the symbols used in this Handbook.
( 32n
Fae Do ð1 þ K 2 Þ 2
Do ¼
þ
K
M
sb
be
8
sy ð1 K 4 Þ
)1=2 !1=3
3
þ Kst Mte2
ð14-81Þ
4
where Fae , Mbe and Mte have the same meaning as
given under Eqs. (14-71) and (14-76)
Refer to Table 14-4 for Ksb and Kst
New ASME Code for design of transmission
shafting:
The diameter of shaft subjected to fully reversed
bending i.e., zero mean bending component and
torsional fluctuating loads, i.e. alternating loads
taking into consideration stress concentration
according to distortion energy theory of failure
combined with modified Goodman relation for fatigue as per new ANSI/ASME code for transmission
shafting.
The factor of safety, n
"
D¼
32n
sf
1=2
3
ðKf Mba Þ2 þ ðKf Mta Þ2
4
1=2 #1=3
32n
3
2
2
ðKf Mbm Þ þ ðKf m Mtm Þ
þ
sut
4
ð14-82Þ
when the axial load ¼ Fa is zero
"
1=2
1
32
1
3
2
2
M
Þ
þ
M
Þ
ðK
¼
ðK
f
ba
f
ta
n D3 sf
4
1=2 #
1
3
2
2
ðKf Mba Þ þ ðKf m Mtm Þ
þ
ð14-83Þ
sut
4
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF SHAFTS
DESIGN OF SHAFTS
Particular
The diameter of shaft made of brittle material subjected to reversed bending and torsional moments
taking into consideration stress concentration as per
maximum normal stress theory of failure combined
with modified Goodman relation for fatigue strength
Formula
D¼
1=3
16n
0
02
fMbe
þ ðMbe
þ Mte02 Þ1=2 g
sut
ð14-84Þ
for solid shaft
Do ¼
1=3
16n
0
02
02 1=2
fM
þ
ðM
þ
M
Þ
g
te
be
be
sut ð1 K 4 Þ
ð14-85Þ
for hollow shaft
0
¼ Kf Mbm þ Kf where, Mbe
Mte0 ¼ Kf Mtm þ
For combined fatigue test data for reversed bending
combined torsion and combined with reversed torsion
on steel specimens.
14.15
sul
M
sf ba
sul
M
sf ta
Refer to Fig. 14-1.
FIGURE 14-1 Results of fatigue Tests of steel specimens subjected to Reversed Bending and Torsion.
Source: Design of Transmission Shafting, American Society for Mechanical Engineers, New York, ANSI/ASME standard B106IM, 1985.
Kececioglu, D. B., and V. R. Lalli, Reliability Approach to Rotating Component Design, Technical Note TND-7846, NASA,
1975.
Davies, V. C., H. T. Gough, and H. V. Pollard, Discussion to the Strength of Metals under Combined Alternating stresses,
Proc of the Inst. Mech. Eng., 131(3), pp. 66–69, 1935.
Loewenthal, S. H., Proposed Design Procedure for Transmission Shafting under Fatigue Loading, Technical Note TM-7802,
NASA, 1978.
Gough, H. J., and H. V. Pollard, The Strength of Metals under Combined Alternating Stresses, Proc of the Inst. Mech. Eng.,
131(3), pp. 3–103, 1935.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF SHAFTS
14.16
CHAPTER FOURTEEN
Particular
Formula
GENERAL
See Tables 14-1 to 14-6 and Fig. 14-2 for further
details on shafting design;3 refer to Table 14-4 for
shock load factors Ksb and Kst
For further design details on shafting
Refer to Tables 14-5 to 14-7.
2
2 5
(0
16 0
( •4
(0 0•3 16
•2 33 )
66 )
)
re
6
5 •3
8)
20 6)
0• 16
5( (0•
•
12 0
1
ing
mo
e
ad
a
ftw
o
Fs
D
SP
T
R
fA
o
ion
s
r
ve
s
du
ifie
en
d
mo
e
sb
a
is
Th
Fh
D
P
FIGURE 14-2 Nomogram for determining diameter (d), speed (n), force (F), torque (Mt ), and power (P) in Customary Metric units
and System International units. (K. Lingaiah, Machine Design Data Handbook, Vol. II, Suma Publishers, Bangalore, India, 1986.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF SHAFTS
DESIGN OF SHAFTS
14.17
REFERENCES
1. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College
Cooperative, Bangalore, India, 1962.
2. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI Units and Customary
Metric Units), Suma Publishers, Bangalore, India, 1986.
3. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI Units and Customary Metric Units), Suma
Publishers, Bangalore, India, 1986.
4. Soderberg, C. R., ‘‘Working Stresses,’’ J. Appl. Mechanics, Vol. 57, p. A-106, 1935.
5. ASME Code for Design of Transmission Shafting, Standard ANS/ASME B106.1M, 1985.
6. Shigley, J. E., Machine Design, McGraw-Hill Publishing Company, New York, 1956.
7. Kececioglu, D. B., and V. R. Lalli, Reliability Approach to Rotating Component Design, Technical Note
TND-7846, NASA, 1975
8. Davies, V. C., H. T. Gough, and H. V. Pollard, Discussion to the Strength of Metals under Combined
Alternating stresses, Proc of the Inst. Mech. Eng., 131(3), pp. 66–69, 1935.
9. Loewenthal, S. H., Proposed Design Procedure for Transmission Shafting under Fatigue Loading, Technical
Note TM-7802, NASA, 1978.
10. Gough, H. J., and H. V. Pollard, The Strength of Metals under Combined Alternating stresses, Proc of the
Inst. Mech. Eng., 131(3), pp. 3–103, 1935.
BIBLIOGRAPHY
Berchard, H. A., ‘‘A Comprehensive Method for Designing Shafts to Insure Fatigue Life,’’ Machine Design, April
25, 1963.
Black, P. H., and O. Eugene Adams, Jr., Machine Design, McGraw-Hill Publishing Company, New York, 1983.
British Standards Institution.
Deutschman, A. D., W. J. Michels, and C. E. Wilson, Machine Design—Theory and Practice, Macmillan
Publishing Company, New York, 1975.
Maleev, V. L., and J. B. Hartman, Machine Design, International Textbook Company, Scranton, Pennsylvania,
1954.
Marks’ Standard Handbook for Mechanical Engineers, 8th ed., McGraw-Hill Publishing Company, New York,
1978.
Vallance, A., and V. L. Doughtie, Design of Machine Members, McGraw-Hill Publishing Company, New York,
1951.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF SHAFTS
14.18
CHAPTER FOURTEEN
TABLE 14-1
Empirical shafting formulas
Power capacity, P
Load factors considered
Kind of service
Torsion, Kt
Bending, Kb
kW
hp
Transmission shafts in torsion only
Line shafting with limited bending
Head or main shafts with heavy bending loads
1.0
1.0
1.0
1.0
1.5
2.5
54,831D3 n0
34,532D3 n0
20,715D3 n0
1:225 106 D3 n
7:715 107 D3 n
4:628 107 D3 n
TABLE 14-2
Shock and endurance factors
Nature of loading
Stationary shafts
Gradually applied load
Suddenly applied load
Rotating shafts
Steady or gradually applied loads
Suddenly applied loads, minor
shocks only
Suddenly applied loads, heavy
shocks
TABLE 14-3
Values of constant c
Kb
Kt
1.0
1.5–2.0
1.0
1.5–2.0
1.5
1.5–2.0
1.0
1.0–1.5
2.0–3.0
1.5–3.0
Type of shaft loading
Shaft heavily loaded, subjected
to shock, or reversed under
full load
Line shafts and countershafts,
loaded in bending but not
reversed
Line shafts or bar with pulleys
close to the bearings
MPa
kpsi
0.82
17
2.5
1.1
27
4.0
1.56
44
6.4
TABLE 14-4
Shock load factorsa for use in Eq. (14-81)
Nature of load
Ksb , Kst
Gradually applied load
Loads applied with minor shocks
Loads applied with heavy shocks
1.00
1.0–1.5
1.5–2.0
Allowable
stress
Coefficient
c in
Eq. (14-61)
a
Data from Berchard, H. A., ‘‘A Comprehensive Method for
Designing Shafts to Insure Fatigue Life,’’ Machine Design, April 25,
1963.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
DESIGN OF SHAFTS
DESIGN OF SHAFTS
14.19
TABLE 14-5
Spacinga for fine shaft bearings
Transmission shaft stressed in torsion only, mm
Line shaft carrying pulleys or gears and
subjected to usual bending loads, mm
Diameter of shaft, mm
1–250 rpm
251–400 rpm
1–250 rpm
251–400 rpm
36.5
49.0
62.0
74.5
87.5
100.0
112.5
274.5
305.0
335.5
366.0
396.0
427.0
457.0
244.0
274.5
305.0
335.5
366.0
396.0
427.0
213.5
229.0
244.0
259.0
274.5
289.5
305.0
198.0
213.5
228.5
244.0
259.0
274.5
289.5
a
Center-to-center distance in millimeters.
TABLE 14-6
Sizes of shafts
Diameters, mm (in)
4 (0.16)
5 (0.20)
6 (0.24)
7 (0.28)
8 (0.32)
9 (0.36)
10 (0.4)
12 (0.48)
15 (0.60)
17 (0.68)
20 (0.80)
25 (1.0)
30 (1.2)
35 (1.4)
40 (1.6)
45 (1.8)
50 (2.0)
55 (2.2)
60 (2.4)
65 (2.6)
70 (2.8)
75 (3.0)
80 (3.2)
85 (3.4)
90 (3.6)
95 (3.8)
100 (4.0)
105 (4.2)
110 (4.4)
120 (4.8)
130 (5.2)
140 (5.6)
150 (6.0)
160 (6.4)
170 (6.8)
180 (7.2)
190 (7.6)
200 (8.0)
220 (8.8)
240 (9.6)
260 (10.4)
280 (11.2)
TABLE 14-7
Load factors for various machines, kl a
Driver
Driven machinery
Factor, kl
Steam turbine
Electric generator, steady load; turbine blower
Electric generator, uneven load; centrifugal pump
Induced-draft fan; line shaft; gear drive
Rolling mill, gear drive
Turbine blower; metalworking machinery
Centrifugal pump; wood working machinery
Line shaft; ship propeller; double acting pump
Triplex single-acting pump; elevator; crane
Compressor, air or ammonia
Rolling mill; rubber mill
Values for electric-motor drive multiplied by 1.2–1.5
Values for electric-motor drive multiplied by 1.3–1.6 the factor depending on the
coefficient of steadiness of the flywheel
1.00
1.25
1.50
2.00
1.25
1.50
1.75
1.75
1.75
2.50
Electric motor
Steam engine
Gas and oil engines
a
To be used also in Eqs. (5–9) and (19–79).
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
15
FLYWHEELS
SYMBOLS1,2
a
A
b
Cf
d
dh
D
Do
E
Fc
Fc0
g
h
i
ko
I
J
kt
Mtm
Mt
m
n
n1
n2
r
t
T1
T2
v
v1
v2
W
Z
major axis of ellipse, m (in)
negative acceleration or deceleration, m/s2 (ft/s2 )
cross-sectional area of the rim, m2 (in2 )
minor axis of ellipse, m (in)
width of rim, m (in)
coefficient of fluctuation of rotation
diameter of shaft, m (in)
hub diameter, m (in)
flywheel diameter, m (in)
outside diameter of rim, m (in)
excess energy, J (ft lbf )
centrifugal force, kN (lbf )
centrifugal force per unit width of rim, kN (lbf )
acceleration due to gravity, 9.8066 m/s2 (32.2 ft/s2 )
depth of rim, m (in)
number of arms
polar radius of gyration of the rim, m (in)
mass moment of inertia, N s2 m (lbf s2 ft)
polar second moment of inertia, m4 (in4 )
torsional stiffness of shaft, N m/rad (lbf in/rad)
mean torque, N m (lbf ft)
transmitted torque, N m (lbf ft)
coefficient of steadiness
mean speed, rpm
maximum speed, rpm
minimum speed, rpm
mean radius of the flywheel, m (in)
time, s
tension in belt on tight side, kN (lbf )
tension in belt on slack side, kN (lbf )
mean rim velocity, m/s (ft/min)
maximum rim velocity, m/s (ft/min)
minimum rim velocity, m/s (ft/min)
rim weight, kN (lbf )
specific weight of material or weight density, N/m3 (lbf/in3 )
sectional modulus of the arm cross section at the hub, m3 (in3 )
15.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
FLYWHEELS
15.2
1 , 2
!
!1 , !2
CHAPTER FIFTEEN
stress (also with subscripts), MPa (psi)
maximum and minimum angular displacement of flywheel from
constant speed deviation, rad (deg)
average angular speed, rad/s
maximum and minimum angular speed, respectively, rad/s
Particular
Formula
The equation of motion of ith rotor of Ii inertia in a
multirotor system connected by (i 1) number of
shafts of various inertias subjected to external torque
Ii i ¼ Mti Mtði 1Þ
ð15-1Þ
The equation of motion of a flywheel, which is
mounted on a shaft between two supports and rotates
with an angular velocity and subjected to an input
external torque Mti
I ¼ Mti Mto ¼ kt ð2 1 Þ
ð15-2Þ
where
Mto ¼ output torque, N m (lbf ft)
¼ angular displacement of flywheel, rad (deg)
KINETIC ENERGY
Kinetic energy (Fig. 15-1)
1
Wv2 1 2
K ¼ mv2 ¼
¼ I!
2g
2
2
For variation of torque with crank angle for twocylinder engine
Refer to Fig. 15-1.
ð15-3Þ
FIGURE 15-1 Torque-crank shaft angle curve for a two-cylinder engine.
The kinetic energy of flywheel at an angular displacement 1 and at angular velocity !1 during one cycle
1
Wv21
K1 ¼ I!21 ¼
2g
2
ð15-4Þ
The kinetic energy of flywheel at an angular displacement 2 and at angular velocity !2
1
Wv22
K2 ¼ I!22 ¼
2g
2
ð15-5Þ
The change in kinetic energy or energy fluctuation
due to change in angular velocity !1 to !2 in one cycle
1
Wðv22 v21 Þ
E ¼ K2 K1 ¼ Ið!22 !21 Þ ¼
2
2g
¼ 12 Ið!2 !1 Þð!2 þ !1 Þ
¼ Ið!2 !1 Þ! ¼ Wðv2 v1 Þ
v
g
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð15-6Þ
FLYWHEELS
FLYWHEELS
Particular
The coefficient of fluctuation of speed or rotation
The change in kinetic energy or excess energy
15.3
Formula
Cf ¼
!2 !1 v2 v1 n2 n1
¼
¼
!
v
n
E ¼ K2 K1 ¼ I!2 Cf ¼
ð15-7Þ
Wv2 Cf
g
ð15-8Þ
FLYWHEEL EFFECT OR POLAR
MOMENT OF INERTIA
Wk2 ¼
The mean angular velocity
!¼
!2 þ !1
2
ð15-10Þ
The coefficient of steadiness
m¼
1
Cf
ð15-11Þ
182:40gE
n21 n22
ð15-9Þ
Refer to table 15-1 for Cf .
STRESSES IN RIM (Figs. 15-2 and 15-3)
The component of the centrifugal force normal to any
diameter of the flywheel
Fc ¼
2bhr2 !2
g
ð15-12Þ
The tangential force due to hoop stress in the flywheel
rim (Fig. 15-3)
F ¼
bhr2 !2
g
ð15-13Þ
The tensile stress created in each cross section of the
rim by the centrifugal force
¼ 0:01095
The centrifugal force per unit width of rim (Fig. 15-3)
2 2
r n
g
SI
ð15-14Þ
r2 n2 h
g
SI
ð15-15Þ
Fc0 ¼ 0:01095
TABLE 15-1
Coefficient of fluctuation of rotation, Cf
Driven machine
Type of drive
Cf
AC generators, single or parallel
AC generators, single or parallel
DC generators, single or parallel
DC generators, single or parallel
Spinning machinery
Compressure, pumps
Paper, textiles, and flour mills
Woodworking and metalworking machinery
Shears and pumps
Concrete mixers, excavators, and compressors
Crushers, hammers, and punch presses
Direct-coupled
Belt
Direct-coupled
Belt
Belt
Gears
Belt
Belt
Flexible coupling
Belt
Belt
0.01
0.0167
0.0143
0.029
0.02–0.015
0.02
0.025–0.02
0.0333
0.05–0.04
0.143–0.1
0.2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
FLYWHEELS
15.4
CHAPTER FIFTEEN
Particular
The bending stress
The combined tensile stress
Formula
b ¼ 0:2146
r3 n2
ghi2
SI
ð15-16Þ
R ¼ 0:75 þ 0:25b
ð15-17Þ
Mt ðD dh Þ
iZD
ð15-18Þ
STRESSES IN ARMS (Fig. 15-2)
The stresses in the arm
1 ¼
FIGURE 15-2 Flywheel.
FIGURE 15-3 Centrifugal force acting on the rim of a
flywheel.
When the flywheel is used as a belt pulley, the stresses
at the hub
2 ¼
ðT1 T2 ÞðD dh Þ
2iZ
ð15-19Þ
In case of thin-rim flywheel, the stress
02 ¼
ðT1 T2 ÞðD dh Þ
iZ
ð15-20Þ
Stress due to centrifugal force
3 ¼ 0:01095
r2 n2
g
The maximum tensile stress in an arm is at hub
max ¼ 1 þ 2 þ 3
The force necessary to stop the flywheel
F¼
SI
Wa
g
ð15-21Þ
ð15-22Þ
ð15-23Þ
RIM DIMENSIONS (Fig. 15-2)
The relation between ko in cm and the outside
diameter D of the rim in m
Cross-sectional area of the rim
k2o ¼ 0:125½D2o þ ðDo 2hÞ2 A¼
W
2k
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð15-24Þ
ð15-25Þ
FLYWHEELS
FLYWHEELS
Particular
15.5
Formula
The relation between depth and width of rim
b
¼ 0:65 to 2
h
ð15-26Þ
The outside diameter of rim
Do ¼ 2ko þ h ðapprox:Þ
ð15-27Þ
The hub diameter in m
dh ¼ 1:75d þ 6:35 103 ¼ 2d
ð15-28Þ
The hub length
l ¼ 2d to 2:5d
ð15-29Þ
rffiffiffiffiffiffiffiffiffi
3 64Z
ð15-30Þ
ARMS (Fig. 15-2)
The major axis in case of elliptical section can be
computed from the relation
a¼
where z ¼
ba2
32
and
a ¼ 2b
ð15-31Þ
REFERENCES
1. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Metric
Units), Suma Publishers, Bangalore, India, 1986.
2. Lingaiah, K., Machine Design Data Handbook (SI and U.S. Customary Units), McGraw-Hill Publishing
Company, New York, 1994.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
16
PACKINGS AND SEALS
SYMBOLS1;2
A
Ag
A1 , A2
b
c
d
d1
d2
da
di
Dm
Dam
E
Fb
F
Fo
g
h
hi
h
i
l
l1 , l2
(dl)
Mt
Mti
area of seal in contact with the sliding member, m2 (in2 )
gasket area over which the bolt loads are distributed, m2 (in2 )
area of cross section of unthreaded and threaded portions of
bolt, m2 (in2 )
width of U-collar, m (in)
gland width or depth of groove, m (in)
radial clearance between rod and the bushing,
radial deflection of the ring, m (in)
nominal diameter of the bolt, m (in)
diameter of sliding member, m (in)
outside diameter of packing material, m (mm)
outside diameter of seal ring (Fig. 16-3), m (in)
minor diameter of bolt, m (in)
actual diameter of wire, m (in)
inside diameter of packing material, m (in)
estimated mean diameter of conical spring, m (in)
actual mean diameter of conical spring, m (in)
modulus of elasticity, GPa (psi)
bolt load, kN (lbf )
frictional force, kN (lbf )
frictional force of the stuffing box when there is no fluid
pressure, kN (lbf )
acceleration due to gravity, 9.8066 m/s2 (9806.6 mm/s2 )
(32.2 ft/s2 )
radial ring wall thickness, m (in)
uncompressed gasket thickness, m (in)
loss of head, m/m (in/in)
number of bolts
depth of U-collar (Fig. 16-2a), m (in)
length of joint, m (in)
incremental length in the direction of velocity [Eq. (16-15)],
m (in)
bolt elongation [Eq. (16-24)], m (in)
twisting moment, N m (lbf in)
initial bolt torque, N m (lbf in)
16.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
16.2
CHAPTER SIXTEEN
fluid pressure, MPa (psi)
flange pressure on the gasket, MPa (psi)
minimum per cent compression to seal
pressure differential in the direction of velocity [Eq. (16-15)],
MPa (psi)
discharge, m3 /s (cm3 /s, mm3 /s) (in3 /s)
equivalent radius, m (in)
velocity, m/s (ft/min)
nominal packing cross section, m (in)
deflection of spring, m (in)
absolute viscosity of fluid, Pa s (cP)
design stress, MPa (psi)
coefficient of friction
p
pf
Ps
(dp)
Q
r
v
w
y
d
Particular
Formula
ELASTIC PACKING1–3
Frictional force exerted by a soft packing on the
reciprocating rod
F ¼ kpd
ð16-1Þ
where k ¼ 0:005 and p ¼ 0:343 MPa SI
k ¼ 0:2 and p ¼ 50 psi USCS
FRICTION
Friction resistance
F ¼ Fo þ Ap
ð16-2Þ
where ¼ 0:01 for rubber and soft lubricated
leather
¼ 0:15 for hard leather
Torsional resistance in a rotary motion friction
F d kd 2 p
¼
2
2
where k ¼ 0:005 SI
k ¼ 0:2 USCS
Mt ¼
ð16-3Þ
c ¼ 0:2d þ 5 mm if d 100 mm
pffiffiffi
c ¼ 0:08 d
if d > 0:1 mm
pffiffiffi
c ¼ 0:5 d
if d > 4
ð16-4Þ
METALLIC GASKETS (Fig. 16-1)
The empirical relations3
h¼
SI
ð16-5aÞ
USCS
ð16-5bÞ
d
þ 12:54 mm or 0:5 in
8
ð16-6Þ
a ¼ d þ 2c
ð16-7Þ
¼ 108 to 158
ð16-8Þ
pffi
d2 ¼ 0:2ðd þ 0:102Þ= i
pffi
d2 ¼ 0:2ðd þ 4Þ= i
SI
ð16-9aÞ
USCS
ð16-9bÞ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
PACKINGS AND SEALS
Particular
16.3
Formula
FIGURE 16-1 Stuffing box with bolted gland. (V. L. Maleev and J. B. Hartman, Machine Design, International Textbook Company, Scranton, Pennsylvania, 1954.)
Diameter of bolt is also found by equating the working strength of the bolts to the pressure p exerted by
the fluid on the gland and the frictional force F
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ðd12 d 2 Þp 4F
d2 ¼
þ
id
id
ð16-10Þ
where
d2 ¼ minor diameter of bolt, m (in)
d ¼ 68:7 to 83.3 MPa (10 to 12 kpsi)
SELF-SEALING PACKING (Fig. 16-2)
Houghton, Welch, and Jenkin’s formula for an
approximate thickness of a U-shaped collar for
great pressure3
h ¼ 6:36 103 d 0:2
SI
ð16-11aÞ
SI
ð16-11bÞ
USCS
ð16-11cÞ
where h and d in m
h ¼ 1:6d 0:2
where h and d in mm
h ¼ 0:12d 0:2
where d and d in in
FIGURE 16-2 U-collar.
Width
b ¼ 4h
ð16-12aÞ
Depth
l ¼ 1:2b to 1:8b
ð16-12bÞ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
16.4
CHAPTER SIXTEEN
Particular
Formula
PACKINGLESS SEALS
Leakage of the fluid past a rod can be computed with
fair accuracy by the formula
Q¼
c3
d
ð p1 p2 Þ
12
l
Q ¼ 1:79ð100cÞ3
ð p1 p2 Þd
l
SI
ð16-13aÞ
USCS
ð16-13bÞ
Refer to Table 16-1 for values of .
TABLE 16-1
Absolute viscosities Temperature
Absolute viscosity, Temperature
Absolute viscosity, Fluid
K
8C
MPa s
cP
K
8C
MPa s
cP
Steam
Air
Water
Water
Gasoline
Kerosene
Fuel oil, 308 Baumé
Fuel oil, 248 Baumé
Spindle oil
Machine oil
Castor oil
293
293
273
293
293
293
293
293
293
293
293
20
20
0
20
20
20
20
20
20
20
20
0.0097
0.018
1.79
1.0
0.6
2.7
5.0
40
20–35
200–500
1000
0.0097
0.018
1.79
1.0
0.6
2.7
5.0
40
20–35
200–500
1000
539
366
311
333
355
355
355
355
355
372
316
266
93
38
60
82
82
82
82
82
99
43
0.018
0.022
0.69
0.40
0.30
1.30
1.60
4
3–4
1.5–16
200
0.018
0.022
0.69
0.40
0.30
1.30
1.60
4
3–4
5.5–16
200
STRAIGHT-CUT SEALINGS (Fig. 16-3a)
The equation for loss of liquid head
h ¼ 64v=2gd12
ð16-14Þ
ðdpÞr
8ðdlÞ
ð16-15Þ
2
Leakage velocity
v¼
Quantity of leakage
Q ¼ vA
ð16-16Þ
Stress in a seal ring
0:4815cE
¼ 2
d
h 11
h
ð16-17Þ
For allowable temperatures for materials and surface
treatment
Refer to Table 16-2.
FIGURE 16-3(a) Straight-cut seal.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
PACKINGS AND SEALS
Particular
16.5
Formula
V-RING PACKING
Single-spring installations
The estimated mean diameter of conical spring
The wire size (Table 16-3)
Dm ¼ di þ
d¼
3w
2
ð16-18Þ
D2m 1=3
139300
SI
ð16-19aÞ
USCS
ð16-19bÞ
Customary Metric
ð16-19cÞ
where d and Dm in m
d¼
D2m 1=3
3535
where d and Dm in in
d¼
D2m 1=3
193:3
where d and Dm in mm
The actual mean diameter of conical spring
The deflection of spring
Multiple-spring installations
BOLTS AND STRESSES IN FLANGE JOINTS
The bolt load in gasket joint
The flange pressure developed due to tightening of
bolts that hold the gasket joint mechanical assembly
together
The load on the bolt when it is tightened
STRESSES IN GROOVED JOINTS
The uncompressed gasket thickness that will provide
the minimum sealing compression when the flanges
are tightened into face-to-face contact
Dam ¼ d1 12 ðw þ da Þ
ð16-20Þ
0:0123D2am
da
ð16-21Þ
y¼
Two standard cylindrical spring sizes are generally
used, depending on packing size.
Fb ¼
11mti
d
ð16-22Þ
pf ¼
iFb
2iMt
¼
Ag Cu Ag Cu db
ð16-23Þ
where Cu ¼ torque friction coefficient
Fb ¼
EðdlÞ
ðl1 =A1 Þ þ ðl2 =A2 Þ
ð16-24Þ
hi ¼
100b
100 Ps
ð16-25Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
16.6
CHAPTER SIXTEEN
Particular
Formula
BOLT LOADS IN GASKET JOINT
ACCORDING TO ASME BOILER AND
PRESSURE VESSEL CODE (Fig. 16-3b)4
FIGURE 16-3(b) Location of gasket load reaction.
The required bolt load under operating condition
sufficient to contain the hydrostatic end force and
simultaneously to maintain adequate compression
on the gasket to ensure seating
Wm1 ¼ H þ HP ¼ ð=4G2 PÞ þ 2bGmP
ð16-26Þ
The required initial bolt load to seat the gasket jointcontact surface properly at atmospheric temperature
condition without internal pressure
Wm2 ¼ bGy
ð16-27Þ
Total required cross-sectional area of bolts at the root
of thread
Am > Am1 or Am2
ð16-28Þ
Total cross-sectional area of bolt at root of thread or
section of least diameter under stress required for the
operating condition
Am1 ¼
Wm1
sbd
ð16-29Þ
Refer to Tables 8-20 and 8-21 for gasket factor m and
minimum design seating stress, y, b, and bo
Refer to Table 8-17 for sbd
Total cross-sectional area of bolt at root of thread or
section of least diameter under stress required for
gasket seating
The actual cross-sectional area of bolts using the root
diameter of thread or least diameter of unthreaded
portion (if less), to prevent damage to the gasket
during bolting-up
Wm2
sbat
ð16-30Þ
2yGN
<j Am
sbat
ð16-31Þ
Am2 ¼
Ab ¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
PACKINGS AND SEALS
Particular
16.7
Formula
FLANGE DESIGN BOLT LOAD W
The bolt load in the design of flange for operating
condition
The bolt load in the design of flange for gasket seating
W ¼ Wm1
W¼
ð16-32Þ
Am þ Ab
sbat
2
ð16-33Þ
The relation between bolt load per bolt (Wb ),
diameter of bolt (D) and torque (Mt )
Wb ¼ 0:17DMt for lubricated bolts USCS
(Note: The meanings of symbols given in Eqs. (16-26)
to (16-37) are defined in Chap. 8.)
Wb ¼ 263:5DMt
ð16-34Þ
where Wb in lbf, D in in, Mt in lbf in
SI
ð16-35Þ
USCS
ð16-36Þ
where Wb in N, D in m, Mt in N m
Wb ¼ 0:2DMt for unlubricated bolts
where Wb in lbf, D in in, Mt in lbf in
Wb ¼ 310DMt
SI
ð16-37Þ
where Wb in N, D in m, Mt in N m
For location of gasket load reaction due to tightening
of flange bolts
Refer to Fig. 16-3b
The total load on bolts in the gasket joint according to
Whalen5
Fb ¼ g Ag
ð16-38Þ
where
Ag ¼ contact area of gasket, m2 (in2 )
g ¼ gasket seating stress, MPa (psi), taken from
Table 16-35
The load on bolts, which is based on hydrostatic end
force
Fb ¼ nPt Am
ð16-39Þ
where
Pt ¼ test pressure or internal pressure if no test pressure is available, MPa (psi)
Am ¼ hydrostatic area (based on mean diameter of
gasket) on which internal pressure acts, m2 (in2 )
n ¼ factor of safety taken from Table 16-36
For more information on design data, selection of
packing and seals, properties of sealants and packing
materials, dimensions and tolerances of seals, and
chamfers on shaft, operating temperatures of various
types of seals, data for metallic o-rings, q-rings and oring gaskets, static and dynamic seals, lip seals, and
safety factors, etc.
Refer to Tables 16-4 to 16-36
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
16.8
CHAPTER SIXTEEN
Particular
Formula
FIGURE 16-3(c) Plain bush seals. (Panels a and b courtesy of J. M. Neale, Tribology Handbook, Butterworths, London, 1973.)
Leakage through bush seals (Fig. 16-3c):
The oil flow (Q) through plain axial bush seal due to
leakage under laminar flow condition, Fig. 16-3c,
panel a
2aðPs Pa Þ
q
l
where Q in m3 /s (in3 /s)
Q¼
ð16-40Þ
¼ absolute viscosity, Pa s (cP)
The symbols used in Eqs. (16-40) to (16-45) have the
meaning as defined in Fig. 6-13c, panels a and b.
The volumetric flow rate per unit pressure per unit
periphery (q) under laminar flow condition for axial
bush seal, Fig. 16-3c, panel a
q¼
c3
ð1 þ 1:5"2 Þ a
12
ð16-14Þ
for incompressible fluid
where " ¼
c
q¼
c3 Ps þ Pa
24
Pa
ð16-42Þ
for compressible fluidb
The oil flow (Q) through plain radial bush seal due to
leakage under laminar flow condition, Fig. 16-3c,
panel b
The volumetric flow rate per unit pressure per unit
periphery (q) under laminar flow condition for
radial bush seal, Fig. 16-3c, panel b
Q¼
2aðPs Pa Þ
q
ab
c3 a b
12 a log a
e
b
for incompressible fluid
q¼
q¼
c3 a b Ps þ Pa
24 a
Pa
ð16-43Þ
ð16-44Þ
ð16-45Þ
for compressible fluid
a
b
If shaft rotates, onset of Taylor vortices limits validity of formula to ðVc =Þ
For Mach number <1.0, i.e., fluid velocity < local velocity of sound.
pffiffiffiffiffiffiffi
c=a < 41:3 (where ¼ kinematic viscosity).
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
PACKINGS AND SEALS
Particular
16.9
Formula
The radial pressure distribution for laminar flow
condition between smooth parallel surfaces in case
face seal
p p1 ¼
3!2 2
6v
r
ðr R21 Þ 3 ln
20g
R
h
ð16-46Þ
where
The amount of leakage of fluid through face seal
p ¼ pressure at radial position r, MPa (lbf/in2 )
p1 ¼ pressure at seal inside radius, MPa (psi)
p2 ¼ internal hydraulic pressure MPa (lbf/in2 )
r ¼ radial position, m (in)
¼ kinematic viscosity N s/m2 (lbf s/in2 )
¼ fluid density, lb/in3 (kg/mm3 )
! ¼ rotational speed, rad/s
R1 ¼ inside radius of rotating member, m (in)
R2 ¼ outside radius of rotating member, m (in)
h ¼ thickness of fluid between members, m (in)
h3
3!2
Q¼
ðR22 R21 Þ p2 p1 Þ
6 lnðR2 =R1 Þ 20g
ð16-47Þ
where Q ¼ volumetric leakage rate of fluid, m3 /s
(in3 /s)
The theoretical equation for zero leakage of fluid
through face seal
p2 p1 ¼
The power loss or consumed due to leakage of fluid
through face seal
P¼
The shape factor (Spf ) for a circular or annular gasket
which is the ratio of the area of one load face to the
area free to bulge6
3
!2 ðR22 R21 Þ
20
w2
ð16-49Þ
ðR4 r41 Þ
13200h 2
where P ¼ power loss, hp
D Di
Spf ¼ o
ð16-50Þ
4h
where Do ¼ outside diameter of gasket, m (in)
Di ¼ inside diameter of gasket, m (in)
For further design and selection of various types of
seals, packings and gaskets, etc.
Refer to Figs. 16-4 to 16-14.
For nomenclature of gasketed joint
Refer to Fig. 16-15.
For packing assembly for a mechanical piston rod
For shape factor for various gasket materials
6
For power absorption and starting torque for unbalanced and balanced seals
ð16-48Þ
Refer to Fig. 16-16.
Refer to Fig. 16-17.
Refer to Fig. 16-18.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
16.10
CHAPTER SIXTEEN
FIGURE 16-4 Single radial lip seal.
FIGURE 16-5 Exclusion seal.
FIGURE 16-6 Radial exclusion seal. (Produced from ‘‘Packings and Seals’’ Issue, Machine Design, Jan. 20, 1977.)
FIGURE 16-7 Two-piece rod seal. (Produced from ‘‘Packings and Seals’’ Issue, Machine Design, Jan. 20, 1977.)
FIGURE 16-8 Clearance seal idealized labyrinth.
FIGURE 16-9 Face seal.
FIGURE 16-10 Compression packing.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
TABLE 16-2
Allowable temperatures for materials and surface treatments
Temperature
Temperature
Material or surface treatment
8F
8C
Material or surface treatment
8F
8C
Material
Low-alloy gray irons
Malleable iron
Ductile iron
Ni-Resist
Ductile Ni-Resist
410 Stainless Steel
17-4 PH Stainless Steel
Bronze
Stellite no. 31
Inconel X
Tool steel, Rc 62–65
650
720
720
800
1000
900
900
500
1200
1200
900
343
382
382
427
538
482
482
260
649
649
482
Carbon (high-temperature)
K-30 (filled teflons)
S-Monel
Polymide
Surface treatment
Chromium plate
Tin plate
Silver plate
Cadmium nickel plate
Flame plate LW1
Flame plate LC-1A
Flame plate LA-2
950
450–500
950
750
510
232–260
510
399
500
720
600
1000
1000
1600
1600
260
382
315.5
538
538
871
871
TABLE 16-3
Standard wire sizes for V-packing expanders
Wire gaugea
Wire diameter, mm
Wire gauge
Wire diameter, mm
19
18
17
16
15
14
1.04
1.20
1.37
1.57
1.83
2.03
13
12
11
2.31
2.67
2.05
3.17
3.31
3.60
a
1
8
10
9
Wire gauge
Wire diameter, mm
5
32
3.82
4.11
4.49
4.77
4.89
5.25
8
7
3
16
6
5
American Wire Gauge (AWG).
TABLE 16-4
Dimensions (in mm) for chamfer on the shaft for mounting the seals
d1
h11
d3
d1
h11
d3
d1
h11
d3
d1
h11
d3
d1
h11
d3
6
7
8
9
10
11
12
14
15
16
17
18
20
22
4.8
5.7
6.6
7.5
8.4
9.3
10.2
12.1
13.1
14.0
14.9
15.1
17.7
19.6
24
25
26
28
30
32
35
36
38
40
42
45
48
50
21.5
22.5
23.4
25.3
27.3
29.2
32.0
33.0
34.9
36.8
38.7
41.6
44.5
46.4
52
55
56
58
60
62
63
65
68
70
72
75
78
80
48.3
51.3
52.3
54.2
56.1
58.1
59.1
61.0
63.9
65.8
67.7
70.7
73.6
75.5
85
90
95
100
105
110
115
120
125
130
135
140
146
150
80.4
85.3
90.1
95.0
99.9
104.7
109.6
114.5
119.4
124.3
129.2
133.0
138.0
143.0
160
170
180
190
200
210
220
230
240
250
260
280
300
320
153
163
173
183
193
203
213
223
233
243
252
269
289
309
d1
h11
d3
340
360
380
400
420
440
460
480
500
329
349
369
389
409
429
449
469
489
16.11
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
16.12
CHAPTER SIXTEEN
TABLE 16-5
Selection of guide for packing materials
Condition
Leather (natural and
synthetic)
Oil
Air
Water
Steam
Solvents
Acids
Alkalis
Temperature range
Types of metal
Good
Good
Good
Not recommended
Not recommended
Not recommended
Not recommended
558C þ828Ca
Ferrous and nonferrous
Metal finish, rms (max.)
Clearances
Extrusions or cold flow
Friction coefficient
Resistance to abrasion
Maximum pressure, MPa
(kpsi)
Concentricity
Side loads
High shock loads
a
Homogeneous
Fabricated
63
Medium
Good
Low
Good
861.7 (125)
Good
Good
Good
Good
Good
Good
Good
558C þ2008Ca
Chrome-plated steel and
nonferrous alloys with hard,
smooth surfaces
16
Very close
Poor
Medium and high
Fair
343.4 (50)
Good
Good
Good
Good
Good
Good
Fair
408C þ2608Ca
Chrome-plated steel and
nonferrous alloys with hard,
smooth surfaces
32
Close
Fair
Medium
Fair
549.4 (80)
Medium
Fair
Good
Very close
Poor
Poor to fair
Close
Fair
Fair
Depending on specification or combination of materials.
FIGURE 16-11 Molded packing. Typical U-ring packing.
FIGURE 16-12 Diaphragm seals-rolling diaphragm.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
PACKINGS AND SEALS
16.13
TABLE 16-6
Types of seals and their uses
Type
Uses
Radial lip seals
Single lip (Fig. 16-4)
Single lip—spring-loaded
Double lip with one lip spring-loaded
Dual lip with both lips spring-loaded
Split seal
External seal
Hydrodynamic seal
For retaining lubricants in equipments having rotating, reciprocating oscillating
shafts, to exclude foreign matter
For containing highly viscous materials at low speeds
For containing lubricants of lower viscosity at higher speeds in clean atmosphere
For excluding contaminants such as dust and dirt
For containing lubricant on one side and for excluding fluid on the other
For splash system of lubrication
For fixed shaft and rotating bore
For directing oil flow back into the area to be sealed
Exclusion seals (Figs. 16-5 and 16-6)
Wipers, scrapers, axial seals, bellows,
and boots
To prevent entry of foreign materials into moving parts of machinery—to avoid
contamination of lubricants
Clearance seals (Fig. 16-8)
Labyrinths, bushing, and ring seals
Ring seals—split ring seals
Expanding split ring
Contracting split ring
Straight-cut seal ring (Fig. 16-3a)
Step seal ring
Circumferential seal
Dynamic seals-to prevent leakage from a high-pressure station at one end of
bushing to a region of low-pressure station at the other end of bushing
To seal reciprocating components
Used in compressors, pumps, and internal-combustion engines
Linear actuators where high-pressure, high-temperature radiation and fatigue are
expected
Piston seal for low-grade actuators
Devices where free-passage leakage is not permissible
For rotary applications with low leakage and high performance
Face seals (Fig. 16-9)
Stationary, rotating, and metal
bellows type
Running seal between two flat precision finished surfaces, for high-speed
applications, stuffing boxes, and temperature applications
Compression packing (Fig. 16-10)
For the throat of a stuffing box and its gland, dynamic seal
Molded packing (Fig. 16-11)
For automatic-hydraulic or mechanical packings
Lip type
Single and multiple spring-loaded
packings
Squeeze type
Felt radial type
For sealing reciprocating parts
Fitted in rectangular grooves machined in hydraulic or pneumatic mechanisms and
used as a piston seal in hydraulic actuating cylinder, valve seat, or valve stem
packing
Used at high speeds from 10 to 20 m/s
Diaphragm seals (Fig. 16-12)
To prevent interchange of a fluid or contaminant between two separated areas,
dynamic sealing and force transmitter
Nonmetallic gaskets (Fig. 16-13)
Static sealing
Metallic gaskets (Table 16-7)
Corrugated, metal-jacketed, plain or
machined (flat metal) round, heavy,
or light cross-section (solid metal)
Static sealing, for high pressures and severe conditions, cast iron flanges, ammonia
fittings, hydraulic cylinders, gas mains, heat exchangers, boiler openings, vacuum
and cryogenic lines, and valve bonnets
Sealants
Hardening (rigid or flexible),
non-hardening and tapes
To exclude dust, dirt, moisture, and chemicals or contain a liquid or gas-surface
coatings to protect against mechanical or chemical attack, to exclude noise, to
improve appearance and to perform a joining function, thermal insulating,
vibration damping
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
16.14
CHAPTER SIXTEEN
TABLE 16-7
Properties and uses of nonmetallic gasket materials
Classification
Special characteristics
General uses
Rubber asbestos
Tough and durable, relatively incompressible,
good steam and hot water resistance
Heavy duty bolted and threaded joints as in water
and steam pipe fittings; temperatures up to
2608C
Cork and rubber
Provides fluid barrier and resilience with
compressibility; does not extrude from joint; die
cuts well; high coefficient of friction
General-purpose gasketing; enables design of
metal-to-metal joints; high friction keeps gasket
positioned even where closing pressure is not
perpendicular to flange faces
Cork composition
General purpose material compressible; high
friction, low cost; excellent oil and solvent
resistance; poor resistance to alkalis and
corrosive acids
Mating rough or irregular parts; oil sealing at low
cost in normal range of temperatures and
pressures
Rubber, plastics
Highly adjustable according to compounding,
hardness, modulus, fabric reinforcement, etc.;
generally impervious, not compressible
Installations involving stretching over projections
or where flow of gasket into threads or recesses
is desired; for lowest compression set and
maximum resistance to fluids such as alkalis, hot
water, and certain acids
Low cost, noncorrosive
General-purpose material; good oil, gasoline and
water resistance
Spacers, dust barriers, splash seals where
breathing and wicking not objectionable
Machined or reasonably uniform flanges where
adequate bolt pressures can be applied
Innumerable modifications available, depending
on materials used and methods of combining
Usually employed for extreme conditions and
special purposes
Paper
Untreated
Treated
Combination
constructions
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
PACKINGS AND SEALS
16.15
TABLE 16-8
Minimum metallic gasket seating stress
Minimum seating stressa
Type
f
f
f
f
f
Material
Thickness, mm
MPa
kpsi
Aluminum
3
1.5 and 0.75
3
1.5 and 0.75
3
1.5 and 0.75
3
1.5 and 0.75
3
1.5 and 0.75
109.8
137.3
248.1
309.9
379.0
474.1
448.2
559.9
577.3
646.2
16.0
20.0
36.0
45.0
55.0
69.0
65.0
81.0
84.0
94.0
3b
1.5 b
0.75 b
3b
1.5 b
0.75 b
3b
1.5 b
0.75 b
3b
1.5 b
0.75 b
3b
1.5 b
0.75 b
172.1
206.9
241.2
241.2
275.6
309.9
379.0
413.8
448.2
448.2
482.5
557.6
517.3
557.6
655.1
25.0
30.0
35.0
35.0
40.0
45.0
55.0
60.0
65.0
65.0
70.0
80.0
75.0
80.0
95.0
Aluminum
Copper
Soft steel (iron)
Monel
Stainless steel
3
3
3
3
3
10.3
13.7
27.4
30.9
41.2
1.5
2.0
4.0
4.5
6.0
Aluminum
Copper
Soft steel (iron)
Monel
Soft steel
3
3
3
3
3
13.7
17.2
20.6
24.0
27.4
2.0
2.5
3.0
3.5
4.0
Lead
Aluminum
Copper
Soft steel (iron)
Monel
Stainless steel
Inconel
Hastelloy c
3
3
3
3
3
3
3
3
3.4
6.9
17.1
24.0
30.9
41.2
51.5
68.6
0.5
1.0
2.5
3.5
4.5
6.0
7.5
10.0
Copper
Soft steel (iron)
Monel
Stainless steel
Aluminum
Copper
Soft steel (iron)
Monel
Stainless steel
a
Seating stress values shown do not apply to ASME Code. Also they are based on optimum surface finish and clean flange surface, i.e., no grease,
oil or gasket compound.
Figures indicated are pitch, and the values of stress apply for all thicknesses.
b
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
16.16
CHAPTER SIXTEEN
TABLE 16-9
Compression packing for various service conditions
Service condition
Fluid medium
Reciprocating shafts
Rotating shafts
Piston or cylinders
Valve stems
Acids and caustics
Asbestos, metallic,
plastic (pliable),
semimetallic, TFE
fluorocarbon resins and
yarns
Asbestos, plastic
(pliable), semimetallic,
TFE fluorocarbon
resins and yarns
TFE fluorocarbon
resins
Asbestos, plastic
(pliable), semimetallic
TFE fluorocarbon
resins and yarns
Air, gas
Asbestos, metallic,
semimetallic
Asbestos, semimetallic
Leather, metallic
Asbestos, semimetallic
Ammonia, low-pressure Duck and rubber,
steam
metallic, semimetallic
Asbestos, semimetallic
Duck and rubber
Asbestos, duck and
rubber, semimetallic
Cold and hot gasoline
and oils
Asbestos, plastic
(pliable), semimetallic
Asbestos, plastic
(pliable), semimetallic
High-pressure steam
Asbestos, metallic,
plastic (pliable),
semimetallic
Asbestos, metallic,
plastic (pliable),
semimetallic
Cold and hot water
Duck and rubber,
Asbestos, plastic
leather, plastic (pliable), (pliable), semimetallic
semimetallic
Asbestos, plastic
(pliable), semimetallic
Metallic
Asbestos, metallic,
plastic (pliable),
semimetallic
Duck and rubber
Asbestos, duck and
rubber, plastic (pliable),
semimetallic
FIGURE 16-13 Common types of gasketed joints.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
TABLE 16-10
Dimensions of oil seals
Nominala
b 0:2, mm
Shaft
bore diameter
Types A
diameter d1 , of housing,
mm
mm
and B
Type C
cb min,
mm
Nominala
b 0:2, mm
Shaft
bore diameter
diameter d1 , of housing,
Types A
mm
mm
and B
Type C
cb min,
mm
6
16
22
7
0.3
18
7
0.3
16
22
7
0.3
30
32
35
40
7
8
16
22
24
7
0.3
20
7
0.3
9
22
24
26
7
0.3
30
32
35
40
47
22
7
0.3
—
9
0.3
19
22
24
26
32
35
40
47
7
10
11
22
26
7
0.3
24
7
—
9
0.3
12
22
24
28
30
7
0.3
35
37
40
47
25
7
—
9
0.4
24
28
30
35
7
35
40
42
47
52
26
7
7
—
9
0.4
24
26
30
32
35
37
42
47
28
40
47
52
7
—
9
0.4
16
28
30
32
35
7
0.3
30
7
—
9
0.4
17
28
30
32
35
40
7
0.3
40
42
47
52
62
32
45
47
52
7
—
0.4
14
15
0.3
0.3
9
16.17
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
TABLE 16-10
Dimensions for oil seals (Cont.)
Nominala
b 0:2, mm
Shaft
bore diameter
Types A
diameter d1 , of housing,
mm
mm
and B
Type C
35
47
50
52
62
7
47
50
52
62
7
38
52
55
62
40
36
—
9
cb min,
mm
Nominala
b 0:2, mm
Shaft
bore diameter
diameter d1 , of housing,
Types A
mm
mm
and B
Type C
cb min,
mm
0.4
63
85
90
10
12
0.5
65
85
90
100
10
12
0.5
68
90
100
10
12
0.5
70
90
100
10
12
0.5
72
95
100
10
12
0.5
75
95
100
10
12
0.5
78
100
100
10
12
0.5
80
100
110
10
12
0.5
85
110
120
12
15
0.8
90
110
120
12
15
0.8
95
120
125
12
15
0.8
100
120
125
130
12
15
0.8
105
130
140
12
15
0.8
110
130
140
12
15
0.8
115
140
150
12
15
0.8
120
150
160
12
15
0.8
—
9
0.4
7
—
9
0.4
52
55
62
72
8
—
9
0.4
42
55
62
72
8
—
10
0.4
45
60
62
65
72
8
—
10
0.4
48
62
72
8
—
10
0.4
50
65
68
72
80
8
—
10
0.4
68
72
8
70
72
80
85
8
70
72
80
85
8
58
72
80
8
—
10
0.4
125
150
160
12
15
0.8
60
80
85
90
8
—
10
0.4
130
160
170
12
15
0.8
62
85
90
10
12
0.5
135
140
145
170
170
175
11
15
15
15
15
15
0.8
1
1
52
55
56
—
10
0.4
—
10
0.4
—
10
0.4
16.18
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
TABLE 16-10
Dimensions for oil seals (Cont.)
Nominala
b 0:2, mm
Shaft
bore diameter
Types A
diameter d1 , of housing,
mm
mm
and B
Type C
150
160
170
180
190
200
210
220
230
240
250
260
180
190
200
210
220
230
240
250
260
270
280
300
15
15
15
15
15
15
15
15
15
15
15
20
15
15
15
15
15
15
15
15
15
15
15
20
cb min,
mm
Nominala
b 0:2, mm
Shaft
bore diameter
diameter d1 , of housing,
Types A
mm
mm
and B
Type C
cb min,
mm
1
1
1
1
1
1
1
1
1
1
1
1
280
300
320
340
360
380
400
420
440
460
480
500
1
1
1
1
1
1
1
1
1
1
1
1
320
340
360
380
400
420
440
460
480
500
520
540
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
a
For limits of housing, see Tables 16-11 and 16-12.
The edges may be chamfered or rounded according to the manufacturer’s discretion.
Source: Bureau of Indian Standards: 5129, 1969.
b
TABLE 16-11
Press-fit allowances and tolerancesa for type A seals
Possible press-fit variation, mm
Nominal bore
diameter of
housing, mm
Housing bore, mm
Outside diameter of seal, mm
High limit
Low limit
High limit
Low limit
Maximum
interference
Minimum
interference
25
25–55
55–125
125–200
200
þ0.03
þ0.03
þ0.03
þ0.04
þ0.05
0.03
0.03
0.03
0.04
0.05
þ0.20
þ0.25
þ0.30
þ0.38
þ0.48
þ0.10
þ0.15
þ0.20
0.22
0.32
0.23
0.28
0.33
0.42
0.53
0.07
0.12
0.17
0.18
0.27
a
All tolerances are relative to nominal bore diameter of housing.
Source: IS 5129, 1969.
TABLE 16-12
Press-fit allowances and tolerances’ for types B and C seals
Possible press-fit variation, mm
Nominal bore
diameter of
housing, mm
Housing bore, mm
Outside diameter of seal, mm
High limit
Low limit
High limit
Low limit
Maximum
interference
Minimum
interference
50
50–90
90–115
115–170
170–215
215–230
230
Nominal
Nominal
þ0.03
þ0.03
þ0.04
þ0.04
þ0.04
0.03
0.03
0.03
0.03
0.04
0.04
0.04
þ0.12
þ0.14
þ0.18
þ0.20
þ0.23
þ0.25
þ0’30
þ0.04
þ0.06
þ0.08
þ0.10
þ0.13
þ0.15
þ0.20
0.15
0.17
0.21
0.23
0.27
0.29
0.34
0.04
0.06
0.05
0.07
0.09
0.11
0.16
a
All tolerances are relative to nominal bore diameter of housing.
Source: IS 5129, 1969.
16.19
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
16.20
CHAPTER SIXTEEN
TABLE 16-13
Depth of the housing bore (all dimensions in mm)
b
t (0.85b) Min
t2 (b to 0.3) Min
7
8
9
10
12
15
20
5.95
6.80
7.65
8.50
10.30
12.75
17.00
7.3
8.3
9.3
10.3
12.3
15.3
20.3
Source: Indian Standards 5129, 1969.
TABLE 16-14
Types of hollow, metallic O-rings8,9
FIGURE 16-14 Fully confined
hollow-metal O-ring: (a) before
bolting and (b) after bolting down.
Source: Wes J. Ratelle, ‘‘Seal Selection, Beyond Standard Practice,’’, Machine Design, Jan. 20, 1977 and, ‘‘Packings and Seals’’ Issue, Machine
Design, Jan. 1977.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
PACKINGS AND SEALS
16.21
TABLE 16-15
Recommended groove dimensions for metallic Q-ring sealing inside pressure
Nominal O-ring OD
Actual O-ring
dimensions
Nominal
tubing
OD mm
Min B,
mm
Incremental
increase, I,
mm
Tubing OD, O-Ring
B,
OD,
mm
mm
0.8
6.30
0.8 up to 25
0.74–0.96
1.6
11.0
1.6 thereafter 0.14–0.16
2.4
19
1.6
0.20–0.24
3.2
44
1.6
0.30–0.31
4.0
75
1.6
0.37–0.40
4.8
100
1.6
0.44–0.48
6.3
125
1.6
0.59–0.81
9.5
250
No limit
0.90–0.95
12.7
250
No limit
1.20–1.25
Open-groove dimensions
Depth,
C,
mm
B þ 0:075 0.510–
0.000 0.500
B þ 0:075 1.066–
0.0006 1.145
B þ 0:100 1.0650–
0.000 1.750
B þ 0:125 2.290–
0.000 2.415
B þ 0:150 2.920–
0.000 3.050
B þ 0:175 3.685–
0.000 3.810
B þ 0:200 4.955–
0.000 5.080
B þ 0:300 7.495–
0.000 7.620
B þ 0:400 9.910–
0.000 10.160
Maximum
ID of closed
groove, Y,
mm
Maximum,
radius of
groove
corner, R,
mm
B 2:160
B 3:000
0.125
B 3:600
B 4:825
0.255
B 5:665
B 6:860
0.510
B 7:495
B 8:635
0.760
B 9:245
B 10:410
0.760
B 11:170
B 12:190
0.760
B 14:730
B 16:000
0.760
B 22:600
B 23:110
0.760
B 30:480
B 30:480
0.760
Groove OD, Minimum
X,
groove ID,
mm
Y, mm
B þ 0:0105
to 0.01525
B þ 0:0105
to 0.01525
B þ 0:0127
to 0.0225
B þ 0:0178
to 0.0305
B þ 0:0203
to 0.0355
B þ 0:0228
to 0.0380
B þ 0:0280
to 0.0480
B þ 0:0355
to 0.0735
B þ 0:0510
to 0.0965
Source: Wes J. Ratelle, ‘‘Seal Selection. Beyond Standard Practice,’’ Machine Design, Jan. 20, 1977, and ‘‘Packings and Seals’’ Issue, Machine
Design, Jan. 20, 1977.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
16.22
CHAPTER SIXTEEN
TABLE 16-16
Rectangular groove dimensions for O-ring gaskets
Minimum
diametral
squeeze
mm
Bottom
radius,
R1 , mm
For Flange Gaskets (Axial)
0.070–0.0050
0.160 0.0050
0.090–0.0050
0.185 0.0075
0.110–0.0050
0.210 0.0075
0.130–0.0100
0.240 0.0075
0.125–0.0100
0.240 0.0075
0.205–0.0105
0.270 0.0125
0.280–0.0200
0.470 0.0125
0.445–0.0250
0.725 0.0125
0.585–0.0250
0.960 0.0125
0.025
0.030
0.035
0.040
0.045
0.050
0.060
0.075
0.100
0.0125
0.0200
0.0300
0.0380
0.0380
0.0500
0.0750
0.1250
0.1500
For Nonflange Gaskets (Radial)
0.075–0.0025
0.140 0.0050
0.095–0.0025
0.160 0.0075
0.115–0.0025
0.190 0.0075
0.135–0.0025
0.230 0.0075
0.130–0.0050
0.230 0.0075
0.210–0.0075
0.315 0.0125
0.290–0.0100
0.430 0.0125
0.455–0.0125
0.600 0.0125
0.595–0.0150
0.800 0.0125
0.0175
0.025
0.030
0.035
0.038
0.043
0.050
0.065
0.090
0.0125
0.0200
0.0300
0.0380
0.0380
0.0500
0.0750
0.1250
0.1500
O-ring nominal
cross section,
mm
Actual O-ring
cross section,
mm
Maximum groove
depth, V,
mm
1.6
1.6
1.6
1.6
1.6
2.4
3.2
4.8
6.4
0.100 0.0075
0.125 0.0075
0.150 0.0075
0.175 0.0075
0.175 0.0075
0.260 0.0075
0.350 0.0100
0.530 0.0125
0.700 0.0150
1.6
1.6
1.6
1.6
1.6
2.4
3.2
4.8
6.4
0.100 0.0075
0.125 0.0075
0.150 0.0075
0.175 0.0075
0.175 0.0075
0.260 0.0075
0.350 0.0100
0.530 0.0125
0.700 0.0150
TABLE 16-17
Triangular groove dimensions for O-ring flange gaskets
O-ring nominal
cross section,
mm
Actual O-ring
cross section,
mm
Width, h,
mm
1.6
2.4
3.2
4.8
6.4
0:175 0:0075
0:260 0:0075
0:350 0:0100
0:530 0:0125
0:700 0:0150
0:240 þ 0:0075 0:000
0:345 þ 0:0125 0:000
0:470 þ 0:0175 0:000
0:710 þ 0:0255 0:000
0:950 þ 0:0375 0:000
Groove
width, b,
mm
TABLE 16-18
Packing sizes recommended for various shaft diameters
Shaft diameter, mm
Packing size, mm
12.70–15.85
17.45–38.10
39.70–50.80
52.40–63.50
65.10–76.20
77.80–101.60
7.95
9.50
11.10
12.70
14.30
15.85
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
PACKINGS AND SEALS
16.23
TABLE 16-19
Temperature limits for gasket materials
Maximum sustained
temperature
Material
K
8C
Asbestos fiber and rubber
Cellulose-fiber and rubber
Cork and rubber
Synthetic rubber
Cork composition
673
423
393
393
393
400
150
120
120
120
TABLE 16-21
Selection of shaft piston seals
Type name
External-fitted to piston, sealing in bore
Internal-fitted in housing, sealing on piston
or rod
Simple housing design
Low wear rate
High stability
Low friction
Resistance to extrusion
Availability in small sizes
Availability in large sizes
Bidirectional sealing
Distributor
U-Ring
Cup
O-Ring
Good
Very good
Good
Fair
Good
Fair
Good
Good
Good
Fair
Fair
Good
Good
Fair
Single acting only
Poor
Good
Very good
Fair
Good
Poor
Good
Very good
Poor
Poor
Good
Fair
Very good
Good
Effective but usually
used in pairs
FIGURE 16-15 Nomenclature of gasketed joint. (J. E. Shigley and C. R. Mischke, Standard Handbook of Machine Design,
McGraw-Hill, 1986.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
0.34–2.94
50–425
27.46–48.05 4000–7000
0.29–0.53
17.16–20.59 2500–3000
0.49–4.90
Acrylic
Polyester
Polyurethane-bitumen
modified
Butyls—mastic type
Butyls—curing type
Polybutene
Olcoresin
a
8.33–24.02
Epoxy–modified
5–20
5–150
650–800
250–400
100–270
3–15
10–20
50–750
250–350
75–125
325
3.0–6.0
150–500
0.17–0.27
0.34–0.69
0.15–0.44
0.34–0.59
0.44–0.69
Elongation %,
ASTM D412 MPa
24.5–40
50–100
15–65
50–85.5
65–100
psi
Adhesion in tension,
ASA 1161-1960
1.03–1.873
150–270
10.79–23.54 1500–3400
1500–2750
40–100
125–175
1500–3500
0.27–0.69
0.85–1.20
10.29–24.0
10.29–19.1
80–175
240–350
150–200
psi
0.55–1.20
1.72–2.40
1.03–1.37
MPa
Shear strength,
ASTM D1002
Compounds built specifically for plotting and molding, where high strength and abrasion resistance are required.
70–710
42–75
1200–3500
56.5–125
1000–3000
285–780
1000–1500
500–600
1210
4000–13000
0.39–0.86
6.86–20.50
1.96–5.39
6.86–10.29
3.43–4.11
8.33
27.46–89.73
Polysulfide
Polyurethanea
Silicone
Ncoprene
Hypalon
Viton
Epoxy
psi
MPa
Tensile strength,
ASTM D412
Sealant base
test method
TABLE 16-20
Properties of sealants
0.5–5.0
0.25–1.5
0.75–1.50
1.0–5.0
0.25–0.75
0.27–0.50
0.25–1.5
1–3.0
0–1–0.25
0.5–1.5
1.0–5.0
0–3.0
0.04–0.10
Good
Good
Good
Good
Good
Fair to good
Good
Good to
excellent
Fair to good
Excellent
Fair to good
Excellent
Excellent
Fair to good
Good to
excellent
Moisture
resistance, % Abrasion
ASTM D570 resistance
–30 to 120
–25 to 95
–20 to 95
–60 to 150
–35 to 95
–25 to 150
–55 to 150
–35 to 150
–50 to 120
–55 to 205
–75 to 370
–40 to 150
–40 to 150
–55 to 230
–35 to 150
Operating
temperature 8C
5.0–15.0
2.0–10.0
Shore ‘‘D’’
40–100
10–70
Shore ‘‘D’’
10–45
20–40
5–70
5–70
15–75
0–3.0
0–3.0
Shore ‘‘D’’
40–60
0–3.0
l5–45
15.0–15.0
0–3.0
0–3.0
0–3.0
0–10.0
0–10.0
0–10.0
10–20
Shrinkage
15–60
45–90
25–80
30–80
30–80
40–60
40–100
Shore A
hardness
ASTM 676
PACKINGS AND SEALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
PACKINGS AND SEALS
TABLE 16-22
Recommended maximum temperature for materials
(supplement to Table 16-2)
TABLE 16-22
Recommended maximum temperature for material
(supplement to Table 16-2)
Temperature
Material
Coil spring material
Phosphor-bronze ASTM B159
Silicon bronze ASTM B99
Ni-span C902
Music wire ASTM A228
Hard-drawn spring wire ASTM A227
Oil-tempered wire ASTM A229
Valve spring wire ASTM A230
Beryllium-copper ASTM B197
Chrome-vanadium alloy steel AISI 6150
Silicon-manganese alloy steel AISI 9260
Chrome-silicon alloy steel AISI 9254
Martensite AISI 410
Martensite AISI 420
Austenitic AISI 301
Austenitic AISI 302
17-7 PH Stainless Steel
Inconel6OO
Nickel-chrome alloy steel A286
Inconel 7l8
Inconel X-750
L-605
S-816
Rene 41
Flat spring material
Ni-span C902
Phosphor-bronze ASTM B103
High-carbon AISI 1050
High-carbon AISI 1065
High-carbon AISI 1075
High-carbon AISI 1095
Beryllium-copper ASTM B194
Austenitic AISI 301
Austenitic AISI 302
17-7 PH Stainless Steel
Inconel 600
Beryleo-nickel
Titanium 6-6-2
Sandvik 11 R51
Duranickel 301
Permanickel
Elgiloy
Havar
Inconel 7l8
Inconel X-750
Rene 41
8F
8C
200
200
200
250
250
300
300
400
425
450
475
500
500
600
600
590
700
950
1200
1300
1400
1400
1400
93
93
93
121
121
149
149
204
218
232
246
260
260
315
315
311
371
510
649
704
760
760
760
200
200
200
200
250
250
400
600
600
700
700
700
750
800
800
800
900
900
1200
1300
1400
93
93
93
93
121
121
204
315
315
371
371
371
399
427
427
427
482
482
649
704
760
16.25
Temperature
Material
Formed metal bellows materials
Brass CDA 240
Phosphor-bronze CDA 510
Beryllium-copper CDA 172
Monel 404
Unstabilized 300 series stainless steel
Inconel 600
Inconel X-750
Welded metal bellows materials
Ni-span C
AM-350 Stainless Steel
410 Stainless Steel
Commercially pure titanium
Stabilized 300 series Stainless Steel
Inconel X-750
Inconel 625
Hastelloy-C
Rene 41
8F
8C
300
300
350
450
500
750
800
149
149
177
232
260
399
427
500
800
800
800
1220
1500
1500
1800
1800
260
427
427
427
659
815
815
982
982
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
16.26
CHAPTER SIXTEEN
TABLE 16-23
pv values for seal face material (life of 8000 h)
pv Value
Unbalanced
Product
Water
Oil
Water
Oil
Water
Oil
Water
Oil
Water
Water
Oil
Combination face material
Stainless steel
Carbona
Lead bronze
Carbona
Stellite carbona
Tungsten carbide
Carbonb
Solid ceramic
Sprayed ceramic
o
o
o
Balanced
MPa, m/s
kpsi fpm
MPa, m/s
kpsi fpm
0.9
1.8
1.8
3.5
3.5
9
9
9
15
15
20
25.5
51.0
51.0
100
100
Seldom used
Seldom used
Seldom used
Seldom used
10
70
25
150
Seldom used
90
150
Seldom used
Seldom used
Seldom used
Seldom used
285
2000
710
4280
Seldom used
2570
4280
255
255
430
430
560
a
Metal-impregnated carbon.
Retain impregnated carbon.
Source: Courtesy M. J. Neale, Tribology Handbook, Butterworths, London, 1973.
b
TABLE 16-24
Spring arrangements for various sizes of shaft and speeds
Spring arrangement
Stationary
Rotary
Shaft diameter, mm
Speed, rpm
Single
Multiple
Single
Multiple
100
>100
75
100
>100
3000
3000
4500
>4500
>4500
Yes
No
Yes
Yes
No
Yes
Yes
Yes
Yes
Yes
Yes
No
Yes
No
No
Yes
Yes
Yes
No
No
Source: Courtesy of M. J. Neale, Tribology Handbook, Butterworths, London, 1973.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
PACKINGS AND SEALS
16.27
TABLE 16-25
Types of static and dynamic seals
Dynamic seals
Clearance seals
Static seals
Reciprocating
Fibrous gasket
Metallic gasket
Elastomeric gasket
Plastic gasket
Sealant, setting
Sealant, nonsetting
O-ring
Inflatable gasket
Pipe coupling
Bellows
a
Labyrinth (Fig. 16-8)
Fixed bushing
Floating bushing
Contact seals
Rotary
Reciprocating
Rotary
Labyrinth (Fig. 16-8)
Viscoseal
Fixed bushing
Floating bushing
Centrifugal seal
U-ring (Fig. 16-11)
O-ring (Table 16-15)
Lobed O-ring
Rectangular ring
Packed gland
Piston ring
Bellows
Diaphragm (Fig. 16-12)
Lip seal (Fig. 16-4)
Face seal (Fig. 16-9a)
Packed gland (Fig. 10-10)
O-ringb (Fig. 16-14)
Felt ring
a
Usually for steam or gas.
Only for very slow speeds.
Source: Courtesy M. J. Neale, Tribology Handbook, Butterworths, London, 1973.
b
TABLE 16-26
Operating conditions of lip seals
Particular
TABLE 16-27
Types of seals for reciprocating shafts
Shaft diameter
and housing
Remarks
Type of packing
75 mm diameter
60 kPa (8.7 psi)
>75 mm diameter
35 mm diameter
30 kPa (4.35 psi)
8000 rpm
75 mm diameter
>75 mm diameter
Housing
Shaft
4000 rpm
15 m/s
Fine-turned
Grind and polish to
better than 0.5 mm
0.25 mm total
indicator reading
Depends on speed,
0.25 mm
Varies from 208C to
2008C
(688F to 2668F)
Remarks
Cups and hats
Maximum
pressure of
fluid
Maximum
speed
Surface finish
Eccentricity
Housing
Shaft
Temperature
Semiautomatic, leather and rubber/
fabric used
U-packing
Used for piston rod application up to
10 MPa (1.5 kpsi) (rubber) or 20 MPa
(3.0 kpsi) (rubber/fabric)
Nylon-supported Used up to 25 MPa (3.6 kpsi)
Composite
Used with rubber sealing lips, rubber/
fabric supporting portions and nylon
wearing portions—used for pressure
varying from 15 to 20 MPa (2.2 to
3.0 kpsi)
Source: M. J. Neale, Tribology Handbook, Butterworths, London,
1973.
Source: M. J. Neale, Tribology Handbook, Butterworths, London,
1973
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
16.28
CHAPTER SIXTEEN
TABLE 16-28
Materials for lip seals (rubber)
Resistance to
Temperature
Type of rubber
Trade names
Mineral oil
Chemical fluids
8F
8C
Acrylate
Thiacril
Cyanacryl
Viton
Fluorel
Silastic
Silastomer
Hycar
Polysar
Excellent
Fair
68 to þ266
20 to þ130
Excellent
Excellent
77 to þ392
25 to þ200
Fair
Poor
158 to þ392
70 to þ200
Excellent
Fair
104 to þ212
40 to þ100
Fluoropolymer
Polysiloxane
Nitrile
Source: Courtesy M. J. Neale, Tribology Handbook, Butterworths, London, 1973.
TABLE 16-29
Seal materials for reciprocating shafts
Material
Remarks
Rubber (nitrile) Highest scaling efficiency; low cost; easily
formed to shape; limited to a pressure of
10 MPa (1.5 kpsi); excellent wear
resistance
RubberGreat toughness; resistance to extrusion
impregnated
and cutting; wear resistance inferior to
fabric
rubber
Leather
Good wear and extrusion resistance; poor
resistance to permanent set; limited
shaping capability
Nylon
Resist extrusion; provide a good bearing
surface
Source: Courtesy M. J. Neale, Tribology Handbook, Butterworths,
London, 1973.
TABLE 16-30
Extrusion clearance for reciprocating shafts—dimensions in mm (in)
10 MPa (1.5 kpsi)
10–20 MPa (1.5–3.0 kpsi)
>20 MPa (3.0 kpsi)
Material
Normal
Short life
Normal
Short life
Normal
Short life
Rubber
Rubber/fabric leather
Polyurethane
Nylon support
0.25 (0.01)
0.40 (0.015)
0.40 (0.015)
—
0.50 (0.02)
0.60 (0.025)
0.60 (0.025)
—
—
0.25 (0.01)
0.25 (0.01)
0.25 (0.01)
—
0.50 (0.02)
0.50 (0.02)
1.00 (0.04)
—
0.10 (0.005)
0.10 (0.005)
0.10 (0.005)
—
0.25 0.01)
0.25 (0.01)
0.25 (0.01)
Source: Courtesy M. J. Neale, Tribology, Handbook, Butterworths, London, 1973.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
250
300
300
0.700
0.525
7.000
1.750
2.100
2.100
Graphited asbestos with latern ring and jacket cooling arrangement—rotary
type
Graphited asbestos with PTFE antiextrusion ring hand surface replaceable
sleeve, jacket cooling arrangement—rotary type
Graphited asbestos and PTFE yarn with PTFE antiextrusion ring, jacket
cooling arrangement—rotary type
Reciprocating, steam-graphited asbestos
Reciprocating, water-greased cotton packing
Reciprocating, oil-graphited hemp yam
Source: Courtesy M. J. Neale, Tribology Handbook, Butterworths, London, 1973.
1000
0.280
Graphited asbestos with latern ring cooling arrangement—rotary type
75
100
40
15
0.105
Graphited asbestos—rotary type
psi
MPa
Pressure
Type of gland
TABLE 16-31
Operation conditions of packed glands (Fig. 16-1)
500
500
200
545
290
320
240
200
8F
260
260
93
285
143
160
115
93
8C
Temperature
0.75
0.75
0.75 (150)
5.5 (1080)
306 (6100)
17.75 (4000)
17.75 (4000)
17.75 (4000)
Velocity,
m/s (fpm)
Steam
Water
Oil
No latern or jacket ring
cooling required
Cooling liquid used below
34.5 kPa sealing pressure
Latern ring cooling liquid
and water to jacket cooler
used below sealing pressure
of 34.5 kPa
Cooling as per type 3; special
packing and accurate
assembly is required
Water to jacket coolant used
Remarks
PACKINGS AND SEALS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
16.29
PACKINGS AND SEALS
16.30
CHAPTER SIXTEEN
TABLE 16-32
Axial stress in packed glands
TABLE 16-33
Selection of number of sealing rings
Minimum axial stress
required for seal
packing
Type of packing
MPa
psi
Teflon-impregnated braided
asbestos
Plastic
Braided vegetable fiber, lubricated
Plaited asbestos, lubricated
Braided metallic
1.40
200
1.12
1.75
2.8
3.5
160
255
405
505
Pressure
MPa
psi
Number of sets
of sealing rings
1.0
1.0–2.0
2.0–5.0
3.5–17.0
7.0–15.0
>15.0
150
(150–250)
250–500
500–1000
1000–2000
above 2000
3
4
5
6
8
9–12
Source: Courtesy M. J. Neale, Tribology Handbook, Butterworths,
London, 1973.
Source: Courtesy M. J. Neale, Tribology Handbook, Butterworths,
London, 1973.
TABLE 16-34
Selection of packing materials
Material
Hardness of rod,
HB
Axial clearance,
mm
Lead bronze
250 min
0.08–0.12
(0.003–0.005 in)
Flake graphite
gray cast iron
White metal
(Babbitt)
400 min
0.08–0.12
Filled PTFE
400 min
Reinforced pf
resin
Carbon-graphite
Graphite/metal
sinter
0.08–0.12
0.4–0.5
0.25–0.5
400 min
0.030–0.06
250 min
0.08–0.12
Application
Optimum material with good lubricated bearing property
High thermal conductivity; used where chemical condition
exists and suited for pressure up to 300 MPa (50 kpsi)
Cheaper suitable up to a pressure of 7 MPa (1.0 kpsi)
Used where lead-bronze and flake graphite gray cast iron are
not suitable because of chemical condition; used up to a
maximum pressure of 35 MPa (5.0 kpsi) and maximum
temperature 1208C (2508F)
Suitable for unlubricated; very good chemical resistance;
suited above 2.5 MPa (400 psi)
Used with sour hydrocarbon gases and where lubricant may be
thinned by solvents in gas stream
Used with carbon-graphite piston rings; must be kept oil free;
used up to 3508C (6608F)
Alternative to filled PTFE and carbon-graphite
Source: Courtesy M. J. Neale, Tribology Handbook, Butterworths, London, 1973.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
TABLE 16-35
Minimum recommended seating stresses for various gasket materials (Supplement to Table 16-8)
Nonmetallic
Metallic
Jacketed metalasbestos
Material, mm (in)
Gasket type
Asbestos fiber sheet
3.125 (18 in) thick
1
in) thick
1.563 (16
1
in) thick
0.78 (32
Flat
Asbestos fiber sheet
1
in) thick
0.78 (32
Asbestos fiber sheet
1
0.78 (32
in) thick
Asbestos fiber sheet
1
in) thick
0.78 (32
Cellulose fiber sheet
Cork composition
Cork-rubber
Fluorocarbon (TFE)
3.125 (18 in) thick
1
in) thick
1.563 (16
1
0.78 (32 in) thick
Nonasbestos fiber sheets
(glass, carbon, aramid,
and ceramics)
Rubber
Rubber with fabric or metal
reinforcement
Aluminum
Copper
Flat with rubber beads
Carbon steel
Flat
Stainless steel
Flat 241–655
Aluminum (soft)
Copper (soft)
Carbon steel (soft)
Stainless steel
Aluminum
Copper
Carbon steel
Stainless steel
Aluminum
Copper
Carbon steel
Stainless steel
Aluminum
Copper
Carbon steel
Stainless steel
Stainless steel
Corrugated
Corrugated
Corrugated
Corrugated
Profile
Profile
Profile
Profile
Plain
Plain
Plain
Plain
Corrugated
Corrugated
Corrugated
Corrugated
Spiral-wound
Flat with metal grommet
Flat with metal grommet
and metal wire
Flat
Flat
Flat
Flat
Flat
Flat
Flat with reinforcement
Flat
Flat
Minimum seating stress range
(psia) MPa
(1400–1600) 9.7–11.0
(3500–3700) 24.1–25.5
(6000–6500) 41.4–44.8
(1000–1500 lb/in) on beads
175–263 kN/m
(3000–4000 lb/in) on grommet
525.4–700.5 kN/m
(2000–3000 lb/in) on wire
350.2–525.4 kN/m
(750–1100) 5.2–7.6
(400–500) 2.8–3.5
(200–300) 1.4–2.1
(1500–1700) 10.3–11.7
(3500–3800) 24.1–26.2
(6200–6500) 42.8–44.8
(1500–3000) depending on
composition
10.3–20.7
(100–200) 0.7–1.4
(300–500) 2.1–3.5
(10,000–20,000) 68.9–137.9
(15,000–45,000) 103.4–310.3
depending on hardness
(30,000–70,000) 207–483 depending
on alloy and hardness
(35,000–95,000) 241–655 depending
on alloy and hardness
(1000–3700) 6.9–25.5
(2500–4500) 17.2–31.0
(3500–5500) 24.1–37.9
(6000–8000) 41.4–55.2
(25,000) 172.4
(35,000) 241.3
(55,000) 379.2
(75,000) 517.1
(2500) 17.2
(4000) 27.6
(6000) 41.4
(10,000) 68.9
(2000) 13.8
(2500) 17.2
(3000) 20.7
(4000) 27.6
(3000–30,000) 20.7–206.8
a
Stresses in pounds per square inch except where otherwise noted.
Source: J. E. Shigley and C. R. Mischke, Standard Handbook of Machine Design, McGraw-Hill Book Company, New York, 1986.
16.31
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
16.32
CHAPTER SIXTEEN
TABLE 16-36
Safety factors for gasketed joints, n, for use in Eq. (16-39)
Safety factor, n
When to apply
1.2 to 1.4
For minimum-weight applications where all installation factors (bolt lubrication, tension, parallel
seating, etc.) are carefully controlled; ambient to 2508F (1218C) temperature applications; where
adequate proof pressure is applied
For most normal designs where weight is not a major factor, vibration is moderate and temperatures
do not exceed 7508F (3998C); use high end of range where bolts are not lubricated
For cases of extreme fluctuations in pressure, temperature, or vibration; where no test pressure is
applied; or where uniform bolt tension is difficult to ensure
1.5 to 2.5
2.6 to 4.0
Source: J. E. Shigley and C. R. Mischke, Standard Handbook of Machine Design, McGraw-Hill Book Company, New York, 1986.
FIGURE 16-16 Packing assembly for a mechanical piston
rod. (M. J. Neale, Tribology Handbook, Butterworths,
London, 1973.)
FIGURE 16-17 Ratio of retained stress to origins versus
shape factor for, various materials: A—asbestos sheet; B—
cellulose; C—cork-rubber. (J. E. Shigley and Mischke, Standard Handbook of Machine Design, McGraw-Hill, 1986.)
16.32
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
PACKINGS AND SEALS
PACKINGS AND SEALS
FIGURE 16-18 Power absorption and starting torque for
balanced and unbalanced seals. (M. J. Neale, Tribology Handbook,
Butterworths, London, 1973.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
16.33
PACKINGS AND SEALS
16.34
CHAPTER SIXTEEN
REFERENCES
1. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Units),
Suma Publishers, Bangalore, India, 1986.
2. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986.
3. Maleev, V. L., and J. B. Hartman, Machine Design, International Textbook Company, Scranton,
Pennsylvania, 1954.
4. The American Society of Mechanical Engineers, ASME Boilers and Pressure Vessel Code, Section VIII,
Division I, 1986.
5. Whalen, J. J., ‘‘How to Select the Right Gasket Material,’’ Product Engineering, Oct. 1860.
6. Shigley, J. E., and C. R. Mischke, Standard Handbook of Machine Design, McGraw-Hill Book Company,
1986.
7. Neale, M. J., Tribology Handbook, Butterworths, London, 1975.
8. Ratelle, W. J., ‘‘Seal Selection, Beyond Standard Practice,’’ Machine Design, Jan. 20, 1977.
9. ‘‘Packings and Seals’’ Issue, Machine Design, Jan. 1977.
10. Faires, V. M., Design of Machine Elements, Macmillan Book Company, 1955.
11. Bureau of Indian Standards.
12. Rothbart, H. A., Mechanical Design and Systems Handbook, McGraw-Hill Book Company, New York, 1985.
13. Lingaiah, K., Machine Design Data Handbook, McGraw-Hill Book Company, New York, 1994.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
17
KEYS, PINS, COTTERS, AND JOINTS
SYMBOLS4;5;6
a
A
b
d
d1
d2
d3
d4
dc
dpl
dm (or dpm )
dnom
D
F
F 0 , F 00
F20 , F200
Ft
F
h
l
L
lo , so
m
Mb
Mt
addendum for a flat root involute spline profile, m (in)
area, m2 (in2 )
breadth of key, m (in)
effective length of knuckle pin, m (in)
dedendum for a flat root involute spline profile, m (in)
diameter, m (in)
major diameter of internal spline, m (in)
minor diameter of internal spline, m (in)
major diameter of external spline, m (in)
minor diameter of external spline, m (in)
core diameter of threaded portion of the taper rod, m (in)
large diameter of taper pin, m (in)
mean diameter of taper pin, m (in)
nominal diameter of thread portion, m (in)
diameter of shaft, m (in)
pitch diameter, m (in)
force, kN (lbf)
force on the cotter joint, kN (lbf)
pressure between hub and key, kN (lbf)
force applied in the center of plane of a feather keyed shaft
which do not change the existing equilibrium but give a
couple, kN (lbf)
two opposite forces applied on the center plane of a double
feather keyed shaft which give two couples, but tending to
rotate the hub clockwise, kN (lbf)
tangential force, kN (lbf)
frictional force, kN (lbf)
thickness of key, m (in)
minimum height of contact in one tooth, m (in)
length of key (also with suffixes), m (in)
length of couple (also with suffixes), m (in)
length of sleeve, m (in)
length of spline, m (in)
space width and tooth thickness of spline, m (in)
module, mm, m (in)
bending moment, N m (lbf in)
twisting moment, N m (lbf in)
17.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
KEYS, PINS, COTTERS, AND JOINTS
17.2
CHAPTER SEVENTEEN
pressure, MPa (psi)
tangential pressure per unit length, MPa (psi)
maximum pressure where the shaft enters the hub, MPa (psi)
pressure at the end of key, MPa (psi)
diametral pitch
external load, kN (lbf)
resistance on the key and on the shaft to be overcome when the
hub is shifted lengthwise, kN (lbf)
thickness of cotter, m (in)
profile displacement, m (in)
number of teeth,
number of splines
stress tensile or compressive (also with suffixes), MPa (psi)
nominal bearing stress at dangerous point, MPa (psi)
shear stress, MPa (psi)
angle of cotter slope, deg
angle of friction, deg
coefficient of friction (also with suffixes)
p
p1
p2
pd (or P)
Q
R
t
xm
z
b1
SUFFIXES
b
c
d
m
p
s
t
bearing
compressive
design
mean
pin
small end
tensile, tangential
Particular
Formula
ROUND OR PIN KEYS
pffiffiffiffi
pffiffiffiffi
d ¼ 3:035 D to 3:45 D
The large diameter of the pin key
where d and D are in mm
pffiffiffiffi
pffiffiffiffi
d ¼ 0:6 D to 0:7 D
where d and D are in in
pffiffiffiffi
pffiffiffiffi
d ¼ 0:096 D to 0:11 D
SI
ð17-1aÞ
USCS
ð17-1bÞ
SI
ð17-1cÞ
where d and D are in m
STRENGTH OF KEYS
Rectangular fitted key (Fig. 17-1, Table 17-1)
Pressure between key and keyseat
FIGURE 17-1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Width b
Height h
Key cross
section
2
2
6
8
6
20
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: IS 2048, 1962.
6
36
Keyway radius r2 max
L min
L max
0.16
r max
r min
Chamfer or
radius of key
Length of key
0.25
0.16
t2
þ0.05
0.00
þ0.05
0.00
1.8
1.4
3
3
8
10
Tolerance on
keyway depth
t1
Keyway depth In shaft t1 1.2
(nominal)
In hub t2 1
Above
Up to
For shaft
diameters
8
45
2.5
1.8
4
4
10
12
6
6
17
22
10
50
14
71
0.25
0.35
0.25
3.0 3.5
2.3 2.8
5
5
12
17
TABLE 17-1
Dimensions (in mm) of parallel keys and keyways
18
90
22
110
5
3.8
12
8
38
44
28
140
0.40
0.55
0.40
5
3.3
10
8
30
38
þ0.1
0.0
þ0.1
0.0
4.0
3.3
8
7
22
30
36
160
5.5
3.8
14
9
44
50
45
180
6
4.3
16
10
50
58
50
200
7
4.4
18
11
58
65
56
220
7.5
4.9
20
12
65
75
63
250
0.60
0.80
0.60
8.5
5.4
22
14
75
85
71
280
9.0
5.9
25
14
85
110
32
18
110
130
36
20
130
150
40
22
150
170
45
25
170
200
50
28
200
230
56
32
230
260
63
32
260
290
70
36
290
330
80
40
330
380
90
45
380
440
100
50
440
500
80
320
90
360
100
400
110
400
125
400
1.00
1.30
1.00
þ0.15
0.00
þ0.15
0.00
140
400
160
400
180
400
1.60
2.00
1.60
200
400
220
400
250
400
280
400
2.50
2.95
2.50
10 11
12
13
15
17
19
20
22
25
28
31
6.4 7.4 8.4 9.4 10.4 11.4 12.4 13.4 14.4 15.4 17.4 19.5
28
16
95
110
KEYS, PINS, COTTERS, AND JOINTS
17.3
KEYS, PINS, COTTERS, AND JOINTS
17.4
CHAPTER SEVENTEEN
Particular
Formula
Crushing strength
The tangential pressure per unit length of the key
at any intermediate distance L from the hub edge
(Fig. 17-1, Table 17-2)
p ¼ p1 L tan The torque transmitted by the key (Fig. 17-1)
Mt ¼ 12 p1 DL2 DL22 tan ð17-3Þ
The general expression for torque transmitted according to practical experience
1
b1 bL22
Mt ¼ 14 b1 hDL2 18
ð17-4Þ
where tan ¼
p1 p2 p1
¼
L2
L0
where p2 ¼ 0, when L2 ¼ Lo ¼ 2:25D;
tan ¼
For dimensions of tangential keys given here.
ð17-2Þ
p1
h
¼ b1
Lo 4:5D
Refer to Table 17-2.
Shearing strength
The torque transmitted by the key (Fig. 17-1)
Mt ¼ 12 1 bDL2 19 1 bL22
where tan ¼
The shear stress at the dangerous point (Fig. 17-1)
1 ¼
ð17-5Þ
p1
b
¼ 1
Lo 2:25D
Mt
L2 bð0:5D 0:11L2 Þ
ð17-6Þ
TAPER KEY (Fig. 17-2, Table 17-3)
The relation between the circumferential force Ft and
the pressure F between the shaft and the hub
F t ¼ 1 F
ð17-7Þ
The pressure or compressive stress between the shaft
and the hub
F ¼ blp
ð17-8Þ
Mt ¼ 12 1 blpD
ð17-9Þ
The torque
where 1 ¼ coefficient of friction between the shaft
and the hub
¼ 0:25
FIGURE 17-2
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
KEYS, PINS, COTTERS, AND JOINTS
KEYS, PINS, COTTERS, AND JOINTS
17.5
TABLE 17-2
Dimensions (in mm) of tangential keys and keyways
Keyway
Shaft
diameter, D
Height, h
Width, b
100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
250
260
270
280
290
300
320
340
360
380
400
420
440
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
32
34
36
38
40
42
44
30
30
36
39
42
45
48
51
54
57
60
63
66
69
72
75
78
81
84
87
90
95
102
108
114
129
126
132
Keyway
Radius, r
Key
chamfer, a
Shaft
diameter, D
Height, h
Width, b
Radius, r
Key
chamfer, a
2
2
2
2
2
2
2
2
2
2
2
2
2
3
3
3
3
3
3
3
3
3
3
3
4
4
4
4
3
3
3
3
3
3
3
3
3
3
3
3
4
4
4
4
4
4
4
4
4
4
4
4
5
5
5
5
460
480
500
520
540
560
580
600
620
640
660
680
700
720
740
760
780
800
820
840
860
880
900
920
940
960
980
1000
46
48
50
52
54
56
58
60
62
64
66
68
70
72
74
76
78
80
82
84
86
88
90
92
94
96
98
100
138
144
150
156
162
168
174
180
186
192
198
204
210
216
222
228
234
240
246
252
258
264
270
276
282
288
294
300
4
5
5
5
5
5
5
6
6
6
6
6
6
6
6
6
6
6
6
6
6
8
8
8
8
8
8
8
5
6
6
6
6
6
6
7
7
7
7
7
7
7
7
7
7
7
7
7
7
9
9
9
9
9
9
9
Notes: (1) The dimensions of the keys are based on the formula: width 0.3 shaft diameter, and thickness ¼ 0.1 shaft diameter; (2) if it is not possible
to fix the keys at 1208, they may be fixed at 1808; (3) it is recommended that for an intermediate diameter of shaft, the key section shall be the same
as that for the next larger size of the shaft in this table.
Source: IS 2291, 1963.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
KEYS, PINS, COTTERS, AND JOINTS
TABLE 17-3
Dimensions (in mm) of taper keys and keyways
Shaft
Key
Above
Up to and
including
Width, b
(h9)
Height, h
6
8
10
12
17
22
30
38
44
50
58
65
75
85
95
110
130
150
170
200
230
260
290
330
380
440
8
10
12
17
22
30
38
44
50
58
65
75
85
95
110
130
150
170
200
230
260
290
330
380
440
500
2
3
4
5
6
8
10
12
14
16
18
20
22
25
28
32
36
40
45
50
56
63
70
80
90
100
2
3
4
5
6
7
8
8
9
10
11
12
14
14
18
10
25
22
25
28
32
32
36
40
45
50
Keyway in shaft and hub
Chamfer
or radius
r1 , min
Keyway
width, b
(D10)
Depth in
shaft, t1
Tolerance
on t1
Depth in
hub, t2
0.16
—
2
3
4
5
6
8
10
12
14
16
18
20
22
25
28
32
36
40
45
50
56
63
70
80
90
100
1.2
1.8
2.5
3.0
3.5
4.0
5.0
5.0
5.5
6.0
7.0
7.5
8.5
9.0
10.0
11.0
12.0
13.0
15.0
17.0
19.0
20.0
22.0
25.0
28.0
31.0
þ0.05
—
0.5
0.9
1.2
1.7
2.1
2.5
2.5
2.5
2.9
3.4
3.3
3.8
4.8
4.3
5.3
6.2
7.2
8.2
9.2
10.1
12.1
11.1
13.1
14.1
16,1
18.1
0.25
—
0.40
—
0.60
—
1.00
—
1.60
—
2.50
þ0.10
—
þ0.15
Tolerance
on t2
Radius, r2 ,
max
0.16
þ0.1
0.25
—
—
0.40
—
þ0.2
0.60
—
—
1.00
—
þ0.3
1.60
—
Source: IS 2292, 1963.
17.6
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2.50
KEYS, PINS, COTTERS, AND JOINTS
KEYS, PINS, COTTERS, AND JOINTS
Particular
17.7
Formula
The necessary length of the key
l¼
The axial force necessary to drive the key home
(Fig. 17-2)
Fa ¼ F þ F ¼ 22 F þ F tan The axial force is also given by the equation
Fa ¼ 0:21pbl
ð17-12Þ
Mt
a
ð17-13Þ
R ¼ Ft þ 2 F 0
ð17-14Þ
¼ ð þ 2 ÞFt
ð17-15Þ
2Mt
1 bpD
ð17-10Þ
ð17-11Þ
where 2 ¼ 0:10, tan ¼ 0:0104 if the taper is 1 in
100
FRICTION OF FEATHER KEYS (Fig. 17-3)
The circumferential force (Fig. 17-3)
The resistance to be overcome when a hub connected
to a shaft by a feather, Fig. 17-3a and subjected to
torque Mt , is moved along the shaft
Ft ¼
0
00
and F ¼ F ¼ Ft
¼ force assumed to be acting at the shaft axis
without changing the equilibrium Fig. 17-3a
The equation for resistance R, if and 2 are equal
R ¼ 2Ft
ð17-16Þ
The equation for torque if two feather keys are used,
Fig. 17-3b
Mt ¼ 2F2 a
ð17-17Þ
The force F2 applied at key when two feather keys are
used, Fig. 17-3b
F2 ¼
The resistance to be overcome when the hub connected to the shaft by two feather keys Fig. 17-3b
and subjected to torque Mt is moved along the shaft
R2 ¼ 2F2 ¼
For Gib-headed and Woodruff keys and keyways
Refer to Tables 17-4 and 17-5.
Mt Ft
þ
2a
2
ð17-18Þ
R
2
FIGURE 17-3 Feather key.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð17-19Þ
17.8
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
12
17
22
30
38
44
50
58
65
75
85
95
110
130
150
170
200
230
260
290
330
380
440
500
Above
10
12
17
22
30
38
44
50
58
65
75
85
95
110
130
150
170
200
230
260
290
330
380
440
Source: IS 2293, 1963.
Up to and
including
Shaft diameter, d
4
5
6
8
10
12
14
16
18
20
22
25
28
32
36
40
45
50
56
63
70
80
90
100
Width,
b (h9)
4
5
6
7
8
8
9
10
11
12
14
14
16
18
20
22
25
28
32
32
36
40
45
50
Height
(nominal) h
þ0.3
—
þ0.2
—
þ0.1
Tolerance
on h
Key
TABLE 17-4
Gib-head keys and keyways (all dimensions in mm)
7
8
10
11
12
12
14
16
18
20
22
22
25
28
32
36
40
45
50
56
63
70
75
80
Height of
gib-head, h1
2.50
1.60
—
1.00
—
0.60
—
—
0.40
—
0.16
—
0.25
Chamber or
radius,
r1 (min)
4
5
6
8
10
12
14
16
18
20
22
25
28
32
36
40
45
50
56
63
70
80
90
100
Width of
keyway
(D10)
2.5
3
3.5
4
5
5
5.5
6
7
7.5
8.5
9
10
11
12
13
15
17
19
20
22
25
28
31
Depth in
shaft, t1
þ0.15
—
þ0.1
Tolerance
on t1
1.2
1.7
2.1
2.5
2.5
2.5
2.9
3.4
3.5
3.8
4.8
4.3
5.3
6.2
7.2
8.2
9.2
10.1
12.1
11.1
13.1
14.1
16.1
18.1
Depth in
hub, t2
Key in shaft and hub
þ0.3
þ0.15
þ0.1
Tolerance
on t2
2.50
—
1.60
—
1.00
—
0.60
—
0.4
—
0.25
0.16
Radius at
bottom of
r2ðmaxÞ keyway
KEYS, PINS, COTTERS, AND JOINTS
Group I
Group II
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
3
4
6
6
8
8
8
—
10
10
—
12
12
—
17
17
17
—
22
22
—
30
30
—
4
6
8
8
10
10
10
—
12
12
—
17
17
—
22
22
22
—
30
30
—
38
38
—
6
8
10
10
12
12
12
16
17
17
17
22
22
22
30
30
30
30
38
38
38
38
38
38
8
10
12
12
17
17
17
17
22
22
22
30
30
30
38
38
38
38
—
—
—
—
—
—
4.0
7.0
7.0
10.0
10.0
10.0
13.0
16.0
13.0
16.0
19.0
16.0
19.0
22.0
19.0
22.0
25.0
28.0
22.0
28.0
32.0
28.0
32.0
45.0
Keyslot in shaft
Keyslot in hub
0.2
0.2
0.1
0.1
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
þ 0.2
þ0.1
3.82
6.76
6.76
9.66
9.66
9.66
12.65
15.72
12.65
15.72
18.57
15.72
18.57
21.63
18.57
21.63
24.49
27.35
21.63
27.35
31.43
27.35
31.43
43.08
1.0
2.0
1.8
2.9
2.9
2.5
3.8
5.3
3.5
5.0
6.0
4.5
5.5
7.0
5.1
6.6
7.6
8.6
6.2
8.2
10.2
7.8
9.8
12.8
1.0
2.0
1.8
2.9
2.9
2.8
4.1
5.6
4.1
5.6
6.6
5.4
6.4
7.9
6.0
7.5
8.5
9.5
7.5
9.5
11.5
9.1
11.1
14.1
þ0.2
þ0.1
þ0.2
þ0.1
0.6
0.8
1.0
1.0
1.0
1.4
1.4
1.4
1.7
1.7
1.8
2.2
2.2
2.2
2.6
2.6
2.6
2.6
3.0
3.0
3.0
3.4
3.4
3.4
0.6
0.8
1.0
1.0
1.0
1.1
1.1
1.1
1.1
1.1
1.1
1.3
1.3
1.3
1.7
1.7
1.7
1.7
1.7
1.7
1.7
2.1
2.1
2.1
þ0.1
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.2
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.2
0. 1
Chamfer
Depth, t
Depth t1
Radius, r1
Tolerance or
Tolerance
on d1
radius, r on r
Length L Series A Series B Tolerance Series A Series B Tolerance Nominal Tolerance
Key
Notes:
(1) The dimensions d t and d þ t1 may be specified on workshop drawings; (2) the key size 6 10 is nonpreferred; (3) the key size 2:5 3:7 shall be used in automobile industries only.
Source: IS 2294, 1963.
1
1.4
1.5 2.6
2
2.6
2
3.7
2.5 3.7
3
3.7
3
5
3
6.5
4
5
4
6.5
4
7.5
5
6.5
5
7.5
5
9
6
7.5
6
9
6 (10)
6
11
8
9
8
11
8
13
10
11
10
13
10
16
Diameter of
b
h
Up to and
Up to and tolerance
(h9) (h12) Over including Over including d1
Key section
Range of shaft dia, d
TABLE 17-5
Woodruff keys and keyways (all dimensions in mm)
KEYS, PINS, COTTERS, AND JOINTS
17.9
KEYS, PINS, COTTERS, AND JOINTS
17.10
CHAPTER SEVENTEEN
Particular
Formula
SPLINES
Parallel-sided or straight-sided spline
The torque which an integral multispline shaft can
transmit (Tables 17-6 to 17-12)
Mt ¼ 12 phliðD hÞ
ð17-20Þ
TABLE 17-6
Proportions of SAE standard parallel side splines
Bearing pressure, p
Types of spline fittings
Symbols
Proportions
Fit
MPa
kpsi
w
h
h
w ¼ 0:241D
4A, h ¼ 0:075D
4B, h ¼ 0:125D
A
B
20.6
13.7
3.00
2.00
w
h
h
h
w ¼ 0:250D
6A, h ¼ 0:050D
6B, h ¼ 0:075D
6C, h ¼ 0:100D
A
B
C
20.6
13.7
6.9
3.00
2.00
1.00
w
h
h
h
w ¼ 0:156D
10A, h ¼ 0:045D
10B, h ¼ 0:070D
10C, h ¼ 0:095D
A
B
C
20.6
13.7
6.9
3.00
2.00
1.00
w
h
h
h
w ¼ 0:098D
16A, h ¼ 0:045D
16B, h ¼ 0:070D
16C, h ¼ 0:095D
A
B
C
20.6
13.7
6.9
3.00
2.00
1.00
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
KEYS, PINS, COTTERS, AND JOINTS
KEYS, PINS, COTTERS, AND JOINTS
17.11
TABLE 17-7
Proportions of involute spline profile (American Standard)
Proportions
6
P ¼ 32
through 48
96
Spline characteristics
Symbols
P ¼ 12 through 12
24
Pitch diameter
D
D ¼ zm ¼
Circular pitch
p
p ¼ ð=PÞ
p ¼ ð=PÞ
Tooth thickness
t
m
¼
t¼
2
2P
t ¼ ðm=2Þ ¼ ð=2PÞ
Diametral pitch
P
P ¼ ð=pÞ
P ¼ ð=pÞ
Addendum
a
a ¼ 0:5m ¼
Dedendum (internal)
b1
b1 ¼ 0:90m ¼
Dedendum
b
b ¼ 0:5m ¼
Dedendum (external)
b1
b1 ¼ 0:9m ¼ 0:900=P
b1 ¼ 1:0m ¼ 1:000=P
Major diameter (internal)
Doi
Doi ¼ ðz þ 1:8Þm
¼ ðz þ 1:8Þ=P
Doi ¼ ðz þ 1:8Þm
¼ ðz þ 1:8Þ=P
Minor diameter (external)
Dme
Dme ¼ ðz 1:8Þm
¼ ðz 1:8Þ=P
Dme ¼ ðz 2:0Þm
¼ ðz 2:0Þ=P
z
P
D ¼ zm ¼ z=P
0:500
P
0:900
P
0:500
P
a ¼ 0:5m ¼ 0:500=P
b1 ¼ 0:9m ¼ 0:900=P
b ¼ 0:5m ¼ 0:500=P
Source: Courtesy H. L. Horton, ed., Machinery’s Handbook, 15th ed., The Industrial Press, New York, 1957.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
KEYS, PINS, COTTERS, AND JOINTS
TABLE 17-8
Straight sided splines (all dimensions in mm)
Nominal size
id D
No. of
splines, i
Minor
diameter,
d
Major
diameter,
D
Width,
B
6 23 26
6 26 30
6 28 32
8 32 36
8 36 40
8 42 46
8 46 50
8 52 58
8 56 62
8 62 68
10 72 78
10 82 88
10 92 98
10 102 108
10 112 120
6
6
6
8
8
8
8
8
8
8
10
10
10
10
10
23
26
28
32
36
42
46
52
56
62
72
82
92
102
112
26
30
32
36
40
46
50
58
62
68
78
88
98
108
120
6 11 14
6 13 16
6 16 20
6 18 22
6 21 25
6 23 28
6 26 32
6 28 34
8 32 38
8 36 42
8 42 48
8 46 54
8 52 60
8 56 65
8 62 72
10 72 82
10 82 92
10 92 102
10 102 112
10 112 125
6
6
6
6
6
6
6
6
8
8
8
8
8
8
8
10
10
10
10
10
11
13
16
18
21
23
26
28
32
36
42
46
52
56
62
72
82
92
102
112
14
16
20
22
25
28
32
34
38
42
48
54
60
65
72
82
92
102
112
125
a
These values are based on the generating process.
Source: IS 2327, 1963.
b
g,
max
k,
mix
r,
max
Light-Duty Series
6
22.1 1.25 3.54
6
24.6 1.84 3.85
7
26.7 1.77 4.03
6
30.4 1.89 2.71
7
34.5 1.78 3.46
8
40.4 1.68 5.03
9
44.6 1.61 5.75
10
49.7 2.72 4.89
10
53.6 2.76 6.38
12
59.8 2.48 7.31
12
69.6 2.54 5.45
12
79.3 2.67 8.62
14
89.4 2.36 10.08
16
99.9 2.23 11.49
18
108.8 3.23 10.72
0.3
0.3
0.3
0.4
0.4
0.4
0.4
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.3
0.3
0.3
0.4
0.4
0.4
0.4
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.2
0.2
0.2
0.3
0.3
0.3
0.3
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
Medium-Duty Series
3
9.9
1.55
3.5
12.0 1.50
4
14.5 2.10
5
16.7 1.95
5
19.5 1.98
6
21.3 2.30
6
23.4 2.94
7
25.9 2.94
6
29.4 3.30
7
33.5 3.01
8
39.5 2.91
9
42.7 4.10
10
48.7 4.00
10
52.2 4.74
12
57.8 5.00
12
67.4 5.43
12
77.1 5.40
14
87.3 5.20
16
97.7 4.90
18
106.3 6.40
0.3
0.3
0.3
0.3
0.3
0.3
0.4
0.4
0.4
0.4
0.4
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.3
0.3
0.3
0.3
0.3
0.3
0.4
0.4
0.4
0.4
0.4
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.2
0.2
0.2
0.2
0.2
0.2
0.3
0.3
0.3
0.3
0.3
0.3
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
d1 ,a
min
e,a
max
fa
0.32
0.16
0.45
1.95
1.34
1.65
1.70
0.15
1.02
2.54
0.86
2.44
2.50
2.40
2.70
3.00
4.50
6.30
4.40
Centering
on
g
g
g
g
Inside centering is not always possible with generating processes.
17.12
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Inside
diametera
Inside
diameter
or flanksb
Inside
diametera
Inside
diameter
or flanksb
KEYS, PINS, COTTERS, AND JOINTS
KEYS, PINS, COTTERS, AND JOINTS
17.13
TABLE 17-9
Tolerances for straight-sided splines (all dimensions in mm)
Tolerance on
Minor
diameter of
hub, d
Major
diameter of
hub, D
Soft or hardened
Soft or
hardened
Soft or
hardened
Shaft sliding or fixed
D9
F10
H7
H11
Shaft sliding inside hub
h8
e8
f7
a11
Shaft fixed in hub
Shaft sliding inside hub
Shaft fixed in hub
p6
h8
u6
h6
e8
k6
j6
—
—
a11
a11
a11
Assembly of
splined hub
and shaft
Splined hub
Width of hub B
For centering on inner
diameter or flanks
For centering on inner
diameter
Splined shaft
For centering on flanks
Particular
Formula
Involute-sided spline
AMERICAN STANDARD (Table 17-7) The addendum a and dedendum b for a flat root, Table 17-7
The area resisting shear, Table 17-7
The minimum height of contact on one tooth
The corresponding area of contact of all z teeth
a¼b¼m¼
A ¼
ð17-21Þ
DL
2
ð17-22Þ
0:8 0:8D
¼
P
z
ð17-23Þ
0:8D
zL ¼ 0:8DL
z
ð17-24Þ
h ¼ 0:8m ¼
A¼
1
P
DL
z
The torque capacity of teeth in shear
Mt ¼
The torque capacity of the spline in bearing with
b ¼ 2dc
Mtb ¼ 0:8D2 Ldc
D
¼ 0:7854D2 Ld
2 d
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð17-25Þ
ð17-26Þ
KEYS, PINS, COTTERS, AND JOINTS
17.14
CHAPTER SEVENTEEN
TABLE 17-10
Straight-sided splines for machine tools (all dimensions in mm)
4 Splines
6 Splines
Nominal size,
ia d D
Minor
diameter, d
Major
diameter, D
Width, B
4 11 15
4 13 17
4 16 20
4 18 22
4 21 25
4 24 28
4 28 32
4 32 38
4 36 42
4 42 48
4 46 52
4 52 60
4 58 65
4 62 70
4 68 78
11
13
16
18
21
24
28
32
36
42
46
52
58
62
68
15
17
20
22
25
28
32
38
42
48
52
60
65
70
78
3
4
6
6
8
8
10
10
12
12
14
14
16
16
16
a
i ¼ number of splines
Source: IS 2610, 1964.
Nominal size,
ia d D
Minor
diameter, d
Major
diameter, D
Width, B
6 21 25
6 23 28
6 26 32
6 28 34
6 32 38
6 36 42
6 42 48
6 46 52
6 52 60
6 58 65
6 62 70
6 68 78
6 72 82
6 78 90
6 82 95
6 88 100
6 92 105
6 98 110
6 105 120
6 115 130
6 130 145
21
23
26
28
32
36
42
46
52
58
62
68
72
78
82
88
92
98
105
115
130
25
28
32
34
38
42
48
52
60
65
70
78
82
90
95
100
105
110
120
130
145
5
6
6
7
8
8
10
12
14
14
16
16
16
16
16
16
20
20
20
20
24
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
KEYS, PINS, COTTERS, AND JOINTS
TABLE 17-11
Undercuts, chamfers, and radii for straight-sided splinesa (all dimensions in mm)
External splines
Designation,
id D
Type A
Type B
Type M
Internal splines
B
d1 , min
g, max
f , min
h
r1 , max
m
n
r2
k, max
r3 , max
Projected
tip width
of hub
4 11 15
4 13 17
4 16 20
4 18 22
4 21 25
4 24 28
4 28 32
4 32 38
4 36 42
4 42 48
4 46 52
4 52 60
4 56 65
4 62 70
4 68 78
3
4
6
6
8
8
10
10
12
12
14
14
16
16
16
9.6
11.8
15.0
16.9
20.1
23.0
26.8
30.3
34.5
40.2
44.4
49.5
56.2
59.5
64.4
0.2
0.2
0.3
0.3
0.3
0.3
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
1.50
2.37
2.87
4.35
5.00
7.30
7.39
9.56
11.03
15.41
16.79
21.63
23.26
23.61
27.57
5.0
5.5
6.7
7.7
8.9
10.4
12.1
14.2
15.9
19.0
20.7
23.7
26.4
28.3
31.2
0.10
0.10
0.15
0.15
0.15
0.15
0.25
0.25
0.25
0.25
0.25
0.25
0.25
0.25
0.25
2.82
3.76
5.64
5.64
7.52
7.52
9.40
9.40
11.28
11.28
13.16
13.16
15.04
15.04
15.04
1.70
1.70
1.70
1.70
1.70
1.70
1.63
2.55
2.55
2.55
2.55
3.40
2.98
3.40
4.25
0.3
0.3
0.3
0.3
0.6
0.6
0.6
0.6
0.6
1.0
1.0
1.0
1.0
1.0
1.0
0.2
0.2
0.3
0.3
0.3
0.3
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.15
0.15
0.25
0.25
0.25
0.25
0.40
0.40
0.40
0.40
0.40
0.40
0.40
0.40
0.40
0.5
0.5
0.7
0.7
0.7
0.7
1.0
1.0
1.0
1.0
1.3
1.3
1.6
1.6
1.6
a
Four splines; see Fig. 17-4a.
Source: IS 2610, 1964
TABLE 17-12
Undercuts, chamfers, and radii for straight-sided splinesa (all dimensions in mm)
External splines
Designation,
id D
Type A
B
d1 , min
g, max
f , min
h
r1 , max
m
n
r2
k, max
r3 , max
Projected
tip width
of hub
6 21 25
6 23 28
6 26 32
6 28 34
6 32 38
6 36 42
6 42 48
6 46 52
6 52 60
6 58 65
6 62 70
6 68 78
6 72 82
6 78 90
6 82 95
6 88 100
6 92 105
6 98 110
6 105 120
6 115 130
6 130 145
5
6
6
7
8
8
10
12
14
14
16
16
16
16
16
16
20
20
20
20
24
19.50
21.30
23.40
25.90
29.90
33.70
39.94
44.16
49.50
55.74
59.50
64.40
68.30
73.00
79.60
82.90
87.10
93.40
98.80
108.4
123.9
0.3
0.3
0.4
0.4
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.6
0.6
0.6
0.6
0.6
1.95
1.34
1.65
1.70
2.83
4.95
6.02
5.81
5.89
8.29
8.03
9.73
12.67
13.07
13.96
17.84
18.96
19.22
19.25
24.75
29.20
9.7
11.0
11.8
12.9
14.8
16.5
19.3
21.1
23.9
26.7
28.6
31.4
33.4
36.2
38.0
41.3
43.1
46.4
49.2
54.2
61.8
0.15
0.15
0.15
0.25
0.25
0.25
0.25
0.25
0.25
0.25
0.25
0.25
0.25
0.25
0.25
0.25
0.30
0.30
0.30
0.30
0.30
4.70
5.64
5.64
6.58
7.52
7.52
9.40
11.28
13.16
13.16
15.04
15.04
15.04
15.04
15.04
15.04
18.80
18.80
18.80
18.80
22.56
1.70
2.13
2.55
2.55
2.55
2.55
2.55
2.55
3.40
3.98
3.40
4.25
4.25
5.10
5.53
5.10
5.53
5.10
6.38
6.38
6.38
0.6
0.6
0.6
0.6
0.6
0.6
1.0
1.0
1.0
1.0
1.0
1.0
1.6
1.6
1.6
1.6
1.6
2.0
2.0
2.5
2.5
0.3
0.3
0.4
0.4
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.6
0.6
0.6
0.6
0.6
0.2
0.2
0.3
0.3
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.4
0.5
0.5
0.5
0.5
0.5
0.7
0.7
1.0
1.0
1.0
1.0
1.0
1.3
1.3
1.6
1.6
1.6
2.0
2.0
2.0
2.0
2.0
2.0
2.4
2.4
2.4
a
Type B
Type M
Internal splines
Six splines see Fig. 17-4b.
17.15
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
KEYS, PINS, COTTERS, AND JOINTS
17.16
CHAPTER SEVENTEEN
Particular
Formula
The theoretical torque capacity of straight-sided
spline with sliding according to SAE
Mt ¼ 6:895 106 i
Dþd
hL
4
SI
ð17-26aÞ
where
i ¼ number of splines
D; d ¼ diameter as shown in Table 17-7, m
d ¼ inside diameter of spline, m
D ¼ pitch diameter of spline, m
L ¼ length of spline contact, m
h ¼ minimum height of contact in one tooth of
spline, m
Mt in N m
Dþd
Mt ¼ 1000i
hL
USCS ð17-26bÞ
4
where Mt in lb in; d, D, L, and h in in
D3me ð1 D4i =D4me Þ
4D2
where
Equating the strength of the spline teeth in shear to
the shear strength of shaft, the length of spline for a
hollow shaft
L¼
ð17-26cÞ
Di ¼ internal diameter of a hollow shaft, m (in)
Dme ¼ minor diameter (external), m (in)
D3me
4D2
ð17-26dÞ
D3me ð1 D4i =D4me Þ
D2
ð17-26eÞ
The length of spline for a solid shaft
L¼
The effective length of spline for a hollow shaft used in
practice according to the SAE
Le ¼
For solid shaft Di ¼ 0.
For diametrical pitches used in involute splines (SAE
and ANSI)
Refer to Table 17-13.
TABLE 17-13
Diametral pitchesa used in involute splines (SAE and ANSI)
2:5
5
a
3
6
4
8
5
10
6
12
8
16
10
20
12
24
16
32
20
40
24
48
32
64
40
80
48
96
Diametral pitches are designated as fractions; the numerator of these fractions is the diametral pitch, P.
INDIAN STANDARD (Figs. 17-4 and 17-5,
Tables 17-14 and 17-15)
The value of profile displacement (Fig. 17-4)
xm ¼ 12 ðd1 mz 1:1mÞ
The value xm varies from 0:05m to þ0:45m
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð17-27Þ
KEYS, PINS, COTTERS, AND JOINTS
KEYS, PINS, COTTERS, AND JOINTS
Particular
17.17
Formula
The number of teeth
z¼
The minor diameter of the internal spline (Fig. 17-4a)
d2 ¼ mz þ 2xm 0:9m ¼ d1 2m
ð17-29Þ
The major diameter of the external spline (Fig. 17-4a)
d3 ¼ mz þ 2xm þ 0:9m ¼ d1 0:2m
ð17-30Þ
The minor diameter of the external spline (Fig. 17-4a)
d4 mx þ 2xm 1:1m ¼ d1 2:2m
ð17-31Þ
1
ðd 2xm 1:1mÞ
m 1
ð17-28Þ
FIGURE 17-4(a) Reference profile of an involute-sided spline. (Source: IS 3665, 1966.)
FIGURE 17-4(b) Nomenclature of the involute spline profile.
FIGURE 17-5 Measurement between pins and measurement over pins of an involute-sided spline. (Source: IS 3665, 1966.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
17.18
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
6
7
7
8
9
11
12
14
14
16
17
18
18
20
21
22
22
24
24
26
28
28
30
31
32
34
34
36
38
38
40
15 11
17 13
18 14
20 16
22 18
25 21
28 24
30 26
32 28
35 31
38 33
37 34
40 36
42 38
45 41
47 43
48 44
50 46
ð52 48Þ
55 51
ð58 54Þ
60 56
ð62 58Þ
65 61
ð68 64Þ
70 66
ð72 68Þ
75 71
ð78 74Þ
80 76
ð82 78Þ
12
14
14
16
18
22
24
28
28
32
34
36
36
40
42
44
44
48
48
52
56
56
60
62
64
68
68
72
76
76
80
do
10.392
12.124
12.124
13.856
15.588
19.053
20.785
24.299
24.249
27.713
29.445
31.177
31.177
34.641
36.373
38.105
38.105
41.569
41.569
45.033
48.497
48.497
51.962
53.694
55.426
58.890
58.890
62.354
65.818
65.818
69.283
db
14.6
16.6
17.6
19.6
21.6
24.6
27.6
29.6
31.6
34.6
36.6
37.6
39.6
41.6
44.6
46.6
47.6
49.6
51.6
54.6
57.6
59.6
61.6
64.6
67.6
69.6
71.6
74.6
77.6
79.6
81.6
d3
10.6
12.6
13.6
15.6
17.6
20.6
23.6
25.6
27.6
30.6
32.6
33.6
35.6
37.6
40.6
42.6
43.6
45.6
47.6
50.6
53.6
55.6
57.6
60.6
63.6
65.6
67.6
70.6
73.6
75.6
77.6
d4
Note: Values within parentheses are nonpreferred.
z
Nominal
size
d1 d 2
14.68
16.68
17.68
19.68
21.68
24.68
27.68
29.69
31.69
34.69
36.69
37.69
39.69
41.69
44.69
46.69
47.69
49.69
51.69
54.70
57.70
59.70
61.70
64.70
67.70
69.70
71.70
74.70
77.70
79.70
81.70
d5 , min
Dimensions (in mm) for involute splines of module 2
TABLE 17-14
10.92
12.92
13.92
15.92
17.92
20.92
23.92
25.91
27.91
30.91
32.91
33.91
35.91
37.91
40.91
42.91
43.91
45.91
47.91
50.90
53.90
55.90
57.90
60.90
63.90
65.90
67.90
70.90
73.90
75.90
77.90
d6 , max
þ0.4
þ0.4
þ0.9
þ0.9
þ0.9
þ0.4
þ0.9
0.1
þ0.9
þ0.4
þ0.4
0.1
þ0.9
0.1
þ0.4
þ0.4
þ0.9
0.1
þ0.9
þ0.4
0.1
þ0.9
0.1
þ0.4
þ0.9
0.1
þ0.9
þ0.4
0.1
þ0.9
0.1
xm
3.603
3.603
4.181
4.181
4.181
3.603
4.181
3.326
4.681
3.603
3.603
3.026
4.181
3.026
3.603
3.603
4.181
3.026
4.181
3.603
3.026
4.181
3.026
3.600
4.181
3.026
4.181
3.603
3.026
4.181
3.026
l o ¼ so
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
3.5
Pin
diameter,
d
7.629
9.324
10.379
12.736
14.460
17.478
20.738
22.484
24.738
27.711
29.571
30.566
32.739
34.589
37.604
39.720
40.740
42.621
44.740
47.724
50.624
52.740
54.650
57.648
60.740
62.663
64.740
67.729
70.672
72.740
74.676
Measurement
between
pins,
Mi
Internal spline
2.42
2.19
1.61
1.66
1.64
1.96
1.68
2.41
1.69
1.88
1.86
2.15
1.70
2.08
1.84
1.84
1.70
2.00
1.71
1.82
1.95
1.71
1.93
1.80
1.71
1.90
1.71
1.79
1.88
1.72
1.87
Deviation
factor,
fi
5.5
5.0
6.0
6.0
5.5
4.5
5.0
4.0
4.5
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
4.0
Pin
diameter
d
22.212
22.695
25.588
28.206
28.790
29.898
34.161
34.144
37.016
39.000
40.857
42.181
45.137
46.195
48.938
51.074
51.912
54.218
55.939
59.109
62.235
63.984
66.242
69.058
72.021
74.253
76.036
79.166
82.263
84.063
86.267
Measurement over
pins,
Ma
1.11
1.13
1.06
1.11
1.13
1.28
1.23
1.46
1.30
1.42
1.42
1.50
1.15
1.52
1.46
1.47
1.43
1.54
1.44
1.50
1.56
1.47
1.57
1.53
1.49
1.59
1.50
1.55
1.60
1.52
1.61
2
2
2
2
—
—
3
3
3
3
4
3
4
4
4
4
5
4
5
5
5
6
5
6
6
6
7
7
7
7
7
Deviation
factor,
fa
z0
External spline
9.121
9.214
9.714
9.807
—
—
15.621
14.807
15.807
15.493
21.028
15.179
21.621
20.807
21.400
21.493
27.435
21.179
27.621
27.307
26.993
33.435
27.179
33.214
33.807
32.993
39.435
39.121
38.807
39.807
38.993
Tooth
thickness
deviation
factor, 0.866
Tooth
thickness
over z0 teeth
KEYS, PINS, COTTERS, AND JOINTS
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
6
7
8
10
10
11
12
13
14
14
15
16
17
18
18
19
20
22
22
23
24
26
26
27
28
30
30
31
32
34
34
35
36
38
38
40
20 15
22 17
25 20
28 23
30 25
32 27
35 30
37 32
38 33
40 35
42 37
45 40
47 42
48 43
50 45
ð52 47Þ
55 50
ð58 53Þ
60 55
ð62 57Þ
65 60
ð68 63Þ
70 65
ð72 67Þ
75 70
ð78 73Þ
80 75
ð82 77Þ
85 80
ð88 83Þ
90 85
ð92 87Þ
95 90
ð98 93Þ
100 95
105 100
15.0
17.5
20.0
25.0
25.0
27.5
30.0
32.5
35.0
35.0
37.5
40.0
42.5
45.0
43.0
47.5
50.0
55.0
55.0
57.5
60.0
65.0
65.0
67.5
70.0
75.0
75.0
77.5
80.0
85.0
85.0
87.5
90.0
95.0
95.0
100.0
do
d3
12.990 19.5
15.155 21.5
17.321 24.5
21.651 27.5
21.651 29.5
23.816 31.5
25.981 34.5
28.146 36.5
30.311 37.5
30.311 39.5
32.476 41.5
34.641 44.5
36.806 46.5
38.971 47.5
38.971 49.5
41.136 51.5
43.301 54.5
47.631 57.5
47.631 59.5
49.796 61.5
51.962 64.5
56.292 67.5
56.292 69.5
58.457 71.5
60.622 74.5
64.952 77.5
64.952 79.5
67.117 81.5
69.282 84.5
73.612 87.5
73.612 89.5
75.777 91.5
77.942 94.5
82.272 97.5
82.272 99.5
86.603 104.5
db
Note: Values within brackets are nonpreferred.
z
Nominal
size
d1 d 2
d5 , min
14.5 19.58
16.5 21.58
19.5 24.58
22.5 27.58
24.5 29.58
26.5 31.59
29.5 34.59
31.5 36.59
32.5 37.59
34.5 39.59
36.5 41.59
39.5 44.59
41.5 46.59
42.5 47.59
44.5 49.59
46.5 51.59
49.5 54.59
52.5 57.60
54.5 59.60
56.5 61.60
59.5 64.60
62.5 67.60
64.5 69.60
66.5 71.60
69.5 74.60
72.5 77.60
74.5 79.60
77.5 81.60
79.5 84.60
82.5 87.60
84.5 89.60
86.5 91.60
89.5 94.60
92.5 97.60
94.5 99.60
99.5 104.60
d4
14.92
16.92
19.92
22.92
24.92
26.91
29.91
31.91
32.91
34.91
36.91
39.91
41.91
42.91
44.91
46.91
49.91
52.90
54.90
56.10
56.90
59.90
64.90
66.90
69.90
72.90
74.90
77.90
79.90
82.90
84.90
86.90
89.90
92.90
94.60
99.90
d6 , max
TABLE 17-15
Dimensions (in mm) for involute spline of module 2.5
þ1.125
þ0.875
þ1.125
þ0.125
þ1.125
þ0.875
þ1.125
þ0.875
þ0.125
þ1.125
þ0.875
þ1.125
þ0.875
þ0.125
þ1.125
þ0.875
þ1.125
þ0.125
þ1.125
þ0.875
þ1.125
þ0.125
þ1.125
þ0.875
þ1.125
þ0.125
þ1.125
þ0.875
þ1.125
þ0.125
þ1.125
þ0.875
þ1.125
þ0.125
þ1.125
þ1.125
xm
5.226
4.937
5.226
4.071
5.226
4.937
5.226
4.937
4.071
5.226
4.937
5.226
4.937
4.071
5.226
4.937
5.226
4.071
5.226
4.937
5.226
4.071
5.226
4.937
5.226
4.071
5.226
4.937
5.226
4.071
5.226
4.937
5.226
4.071
5.226
5.226
l o ¼ so
4.6
4.5
4.5
4.55
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
4.5
Pin
diameter,
d
10.552
12.105
15.552
19.116
20.552
22.265
25.552
27.308
28.316
30.552
32.340
35.552
37.365
38.387
40.552
42.384
45.552
48.424
50.552
52.413
55.552
58.448
60.552
62.434
65.552
62.464
70.552
72.449
75.552
78.476
80.552
82.461
85.552
88.485
90.552
95.552
Measurement
between
pins,
Mi
Internal spline
1.71
1.85
1.72
2.30
1.72
1.81
1.72
1.80
2.26
1.72
1.79
1.73
1.78
2.07
1.73
1.78
1.73
1.99
1.73
1.77
1.73
1.94
1.73
1.77
1.73
1.90
1.73
1.76
1.73
1.88
1.73
1.76
1.73
1.86
1.73
1.73
Deviation
factor,
fi
9.0
7.0
7.0
5.0
6.5
6.0
6.0
5.5
5.0
6.0
5.5
5.5
5.5
5.0
5.5
5.5
5.5
5.0
5.5
5.0
5.0
5.0
5.0
5.0
5.0
5.0
5.0
5.0
5.0
5.0
5.0
5.0
5.0
5.0
5.0
5.0
Pin
diameter
d
33.258
30.558
34.113
33.006
38.151
38.835
42.093
42.764
43.096
47.204
47.881
51.035
52.974
53.156
56.100
58.052
61.157
63.198
66.206
66.846
69.924
73.229
74.954
76.920
79.981
83.253
85.004
86.978
90.026
93.273
95.045
97.024
100.063
103.288
105.079
110.094
Measurement over
pins,
Ma
1.03
1.08
1.13
1.37
1.19
1.23
1.25
1.30
1 43
1.28
1.33
1.33
1.36
1.47
1.36
1.38
1.38
1.51
1.40
1.45
1.44
1.53
1.46
1.48
1.47
1.55
1.48
1.50
1.49
1.57
1.50
1.52
1.51
1.58
1.52
1.53
2
2
2
2
3
3
3
3
3
3
3
4
4
4
4
4
4
4
5
5
5
5
5
5
6
6
6
6
6
6
7
7
7
7
7
8
Deviation
factor,
fa
z0
External spline
12.026
11.892
12.252
11.491
19.293
19.160
19.526
19.392
18.759
19.759
19.625
26.793
26.660
26.026
27.026
29.892
27.259
26.491
34.193
34.160
34.526
33.759
34.759
34.625
41.793
41.026
42.026
41.892
42.259
41.491
49.293
49.160
49.526
48.759
49.759
56.793
Tooth
thickness
deviation
factor, 0.866
Tooth
thickness
over z0 teeth
KEYS, PINS, COTTERS, AND JOINTS
17.19
KEYS, PINS, COTTERS, AND JOINTS
17.20
CHAPTER SEVENTEEN
Particular
The value of tooth thickness and space width of spline
Formula
l o ¼ so ¼ m
þ 2xm tan 2
ð17-32Þ
PINS
Taper pins
The diameter at small end (Figs. 17-6 and 17-7, Tables
17-16 and 17-17)
dps ¼ dpl 0:0208l
ð17-33Þ
The mean diameter of pin
dm ¼ 0:20D to 0:25D
ð17-34Þ
FIGURE 17-6 Tapered pin.
FIGURE 17-7 Sleeve and tapered pin joint for hollow
shafts.
Sleeve and taper pin joint (Fig. 17-7)
AXIAL LOAD
The axial stress induced in the hollow shaft (Fig. 17-7)
due to tensile force F
¼
4
F
ðd22 d12 Þ 2ðd2 d1 Þdm
ð17-35Þ
The bearing stress in the pin due to bearing against
the shaft an account of force F
c ¼
F
2ðd2 d1 Þdm
17-36Þ
The bearing stress in the pin due to bearing against
the sleeve
c ¼
F
2ðd3 d2 Þdm
ð17-35Þ
The shear stress in pin
¼
2F
dm2
ð17-38Þ
The shearing stress due to double shear at the end of
hollow shaft
¼
F
2ðd2 d1 Þl2
ð17-39Þ
The shear stress due to double shear at the sleeve end
¼
F
2ðd3 d2 Þl1
ð17-40Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.60
1.59
1.60
1.54
0.20
1.50
0.30
Max
Min
Max
Min
amax
rnom
c
dh6
dh11
2.00
1.94
0.25
2.00
0.35
2.00
1.99
2.01
2.00
2
1.50
2.44
0.30
2.50
0.40
2.50
2.49
2.51
2.50
2.5
3.00
2.94
0.40
3.00
0.50
3.00
2.99
3.01
3.00
3
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
1.50
1.46
0.20
Max
Min
Source: IS 549, 1974.
a
dh10
1.5
dnom
2.00
1.96
0.25
2
2.50
2.46
0.30
2.5
3.00
2.94
0.35
3
TABLE 17-17
Dimensions (in mm) for solid and split taper pins
Source: IS 2393, 1980.
1.61
1.60
Max
Min
dm6
1.5
TABLE 17-16
Dimensions (in mm) for cylindrical pins
4.00
3.95
0.40
4
4.00
3.92
0.50
4.00
0.63
4.00
3.98
4.01
4.00
4
5.00
4.95
0.63
5
5.00
4.92
0.63
5.00
0.80
5.00
4.98
5.01
5.00
5
6.00
5.95
0.80
6
6.00
5.92
0.80
6.00
6.00
5.98
6 01
6.00
6
8.00
7.94
1.00
8
8.00
7.91
1.00
8.00
1.60
8.00
7.98
8.02
8.01
8
10.00
9.94
1.20
10
10.00
9.91
1.20
10.00
2.00
10.00
9.98
10.02
10.01
10
12.00
11.93
1.60
12
12.00
11.89
1.60
12.00
2.50
12.00
11.97
12.02
12.01
12
Nominal diameter, dnom , mm
16.00
15.63
2.00
16
16.00
15.89
2.00
16.00
3.00
16.00
15.97
16.02
16.01
16
20.00
19.92
2.50
20
20.00
19.87
2.50
20.00
3.50
20.00
19.97
20.02
20.01
20
25.00
24.92
3.00
25
25.00
24.87
3.00
25.00
4.00
25.00
24.97
25.02
25.01
25
32.00
31.90
4.00
32
32.00
31.84
4.00
32.00
5.00
32.00
31.96
32.02
32.01
32
40.00
39.90
5.00
40
40.00
39.84
5.00
40.00
6.30
40.00
39.96
40.02
40.01
40
50.00
49.90
6.30
50
50.00
49.84
6.30
50.00
8.00
50.00
49.96
50.02
50.01
50
KEYS, PINS, COTTERS, AND JOINTS
17.21
KEYS, PINS, COTTERS, AND JOINTS
17.22
CHAPTER SEVENTEEN
Particular
The axial stress in the sleeve
Formula
¼
4
TORQUE
The shear due to twisting moment applied
For the design of hollow shaft subjected to torsion
F
ðd32 d22 Þ 2ðd3 d2 Þdm
Mt
¼
2
d d
4 m 2
Refer to Chapter 14.
ð17-41Þ
ð17-42Þ
Taper joint and nut
The tensile stress in the threaded portion of the rod
(Fig. 17-8) without taking into consideration stress
concentration
t ¼ F
4
ð17-43Þ
dc2
FIGURE 17-8 Tapered joint and nut.
The bearing resistance offered by the collar
c ¼ 4
The diameter of the taper d2
F
ðd32 d22 Þ
ð17-44Þ
d2 > dnom
ð17-45Þ
t ¼
4F
d 2
ð17-46Þ
t ¼
F
ðd4 d2 Þb
ð17-47Þ
F
bðd4 d2 Þ
ð17-48Þ
Provide a taper of 1 in 50 for the length (l l1 Þ
Knuckle joint
The tensile stress in the rod (Fig. 17-9)
The tensile stress in the net area of the eye
Stress in the eye due to tear of
tn ¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
KEYS, PINS, COTTERS, AND JOINTS
KEYS, PINS, COTTERS, AND JOINTS
Particular
17.23
Formula
FIGURE 17-9 Knuckle joint for round rods.
Tensile stress in the net area of the fork ends
F
2aðd4 d2 Þ
ð17-49Þ
tr ¼
F
2aðd4 d2 Þ
ð17-50Þ
Compressive stress in the eye due to bearing pressure
of the pin
e ¼
F
d2 b
ð17-51Þ
Compressive stress in the fork due to the bearing
pressure of the pin
c ¼
F
2d2 a
ð17-52Þ
2F
d22
ð17-53Þ
Fb
8
ð17-54Þ
4Fb
d23
ð17-55Þ
Stress in the fork ends due to tear of
Shear stress in the knuckle pin
i ¼
¼
The maximum bending moment, Fig. 17-9 (panel b)
Mb ¼
The maximum bending stress in the pin, based on the
assumption that the pin is supported and loaded as
shown in Fig. 17-9b and that the maximum bending
moment Mb occurs at the center of the pin
b ¼
The maximum bending moment on the pin based on
the assumption that the pin supported and loaded
as shown in Fig. 17-10b, which occurs at the center
of the pin
Mb ¼
The maximum bending stress in the pin based on the
assumption that the pin is supported and loaded
shown in Fig. 17-10b
b ¼
F
2
b a
þ
4 3
ðapprox:Þ
4ð3b þ 4aÞF
3d23
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð17-56Þ
ð17-57Þ
KEYS, PINS, COTTERS, AND JOINTS
17.24
CHAPTER SEVENTEEN
Particular
Formula
COTTER
The initial force set up by the wedge action
F ¼ 1:25Q
ð17-58Þ
The force at the point of contact between cotter and
the member perpendicular to the force F
H ¼ F tanð þ Þ
ð17-59Þ
The thickness of cotter
t ¼ 0:4D
ð17-60Þ
The width of the cotter
b ¼ 4t ¼ 1:6D
ð17-61Þ
4F
d 2
ð17-62Þ
Cotter joint
The axial stress in the rods (Fig. 17-10)
Axial stress across the slot of the rod
¼
¼
4F
d12 4d1 t
ð17-63Þ
Tensile stress across the slot of the socket
¼
The strength of the cotter in shear
F ¼ 2bt
ð17-65Þ
Shear stress, due to the double shear, at the rod end
¼
F
2ad1
ð17-66Þ
¼
F
2cðd4 d1 Þ
ð17-67Þ
4F
ð17-68Þ
Shear stress induced at the socket end
The bearing stress in collar
Crushing strength of the cotter or rod
4F
ðd32 d12 Þ 4tðd3 d1 Þ
c ¼
ðd22 d12 Þ
F ¼ d1 tc
FIGURE 17-10 Cotter joint for round rods.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð17-64Þ
ð17-69Þ
KEYS, PINS, COTTERS, AND JOINTS
KEYS, PINS, COTTERS, AND JOINTS
Particular
Crushing stress induced in the socket or cotter
17.25
Formula
c ¼
F
ðd4 d1 Þt
ð17-70Þ
F¼
ðd22 d12 Þ
c
4
ð17-71Þ
Shear stress induced in the collar
¼
F
d1 e
ð17-72Þ
Shear stress induced in the socket
¼
F
d1 h
ð17-73Þ
The maximum bending stress induced in the cotter
assuming that the bearing load on the collar in the
rod end is uniformly distributed while the socket
end is uniformly varying over the length as shown in
Fig. 17-10b
b ¼
Fðd1 þ 2d4 Þ
4tb2
ð17-74Þ
Gib and cotter joint (Fig. 17-11)
The width b of both the Gib and Cotter is the same as
far as a cotter is used by itself for the same purpose
(Fig. 17-11). The design procedure is the same as
done in cotter joint Fig. 17-10.
FIGURE 17-11 Gib and cotter joint for round rods.
FIGURE 17-12 Coupler or turn buckle.
The equation for the crushing resistance of the collar
Threaded joint
COUPLER OR TURN BUCKLE
Strength of the rods based on core diameter dc , (Fig.
17-12)
2
d 4 c t
ð17-75Þ
The resistance of screwed portion of the coupler at
each end against shearing
F ¼ ad
ð17-76Þ
From practical considerations the length a is given by
a ¼ d to 1.25d for steel nuts
ð17-77aÞ
ð17-77bÞ
The strength of the outside diameter of the coupler at
the nut portion
a ¼ 1:5d to 2d for cast iron
F ¼ ðd12 d 2 Þt
4
F¼
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð17-78Þ
KEYS, PINS, COTTERS, AND JOINTS
17.26
CHAPTER SEVENTEEN
Particular
Formula
2
ðd d22 Þt
4 3
The outside diameter of the turn buckle or coupler at
the middle is given by the equation
F¼
The total length of the coupler
l ¼ 6d
ð17-79Þ
ð17-80Þ
REFERENCES
1. Maleev, V. L., and J. B. Hartman, Machine Design, International Textbook Company, Scranton,
Pennsylvania, 1954.
2. Shigley, J. E., and L. D. Mitchell, Mechanical Engineering Design, McGraw-Hill Book Company, New York,
1983.
3. Faires, V. M., Design of Machine Elements, The Macmillan Company, New York, 1965.
4. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Engineering College Cooperative
Society, Bangalore, India, 1962.
5. Lingaiah, K., and B. R. Narayana Iyengar, Machine Design Data Handbook, Vol. I (SI and Customary Metric
Units), Suma Publishers, Bangalore, India, 1986.
6. Lingaiah, K., Machine Design Data Handbook, Vol. II (SI and Customary Metric Units), Suma Publishers,
Bangalore, India, 1986.
7. Juvinall, R. C., Fundamentals of Machine Component Design, John Wiley and Sons, New York, 1983.
8. Deutschman, A. D., W. J. Michels, and C. E. Wilson, Machine Design—Theory and Practice, Macmillan
Publishing Company, New York, 1975.
9. Bureau of Indian Standards.
10. SAE Handbook, 1981.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Source: MACHINE DESIGN DATABOOK
CHAPTER
18
THREADED FASTENERS AND
SCREWS FOR POWER
TRANSMISSION
SYMBOLS5;6;7
Ab
Abr
Ac
Ag
Ar
A
d
d2
d1
dc
dm ¼ d2
D
D1
D2
Db
Di
Do
e
Eb , Eg
F
Fa
Ff
Fi
Ft
h
area of cross section of bolt, m2 (in2 )
area of base of preloaded bracket, m2 (in2 )
core area of thread, m2 (in2 )
loaded area of gasket, m2 (in2 )
stress area, m2 (in2 )
shear area, m2 (in2 )
nominal diameter of screw m (in)
major diameter of external thread (bolt), m (in)
pitch diameter of external thread (bolt), m (in)
minor diameter of external thread (bolt), m (in)
mean diameter of thrust collar, m (in)
mean diameter of square threaded power screw, m (in)
diameter of shaft, m (in)
major diameter of internal thread (nut), m (in)
minor diameter of internal thread (nut), m (in)
pitch diameter of internal thread (nut), m (in)
diameter of bolt circle, m (in)
inside diameter of a pressure vessel or cylinder, m (in)
mean diameter of inside screw of differential or compound
screw, m (in)
mean diameter of outside screw of differential or compound
screw, m (in)
eccentricity, m (in)
moduli of elasticity of bolt and gasket, respectively, GPa (Mpsi)
permissible load on bolt, kN (lbf )
tightening load on the nut, kN (lbf )
applied or external load, kN (lbf )
final load on the bolt, kN (lbf )
initial load due to tightening, kN (lbf )
preload in each bolt, kN (lbf )
tangential force, kN (lbf )
thickness of a pressure vessel, m (in)
thickness of a cylinder, m (in)
18.1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.2
h2
ho
CHAPTER EIGHTEEN
thickness of the flange of the cylindrical pressure vessel, m (in)
depth of tapped hole (Fig. 18-1), m (in)
FIGURE 18-1 Flanged bolted joint.
i
I
K
K
l
lc
lg
L
Mb
Mt
n
p
pc
P
t
t1
W
o , i
c
i , o
a
b
0b
number of threads in a nut
number of bolts
moment of inertia of bracket base, area (Fig. 18-6), m4 or cm4
(in4 )
constant (Eq. (18-4a))
stress concentration factor
lever arms (with suffixes), m (in)
distance from the inside edge of the cylinder to the center line of
bolt, m (in)
lead, m (in)
required length of engagement of screw or nut (also with
suffixes), m (in)
gasket thickness, m (in)
length of bolt nut to head (Fig. 18-2), m (in)
bending moment, N m (lbf in)
twisting moment, N m (lbf in)
factor of safety
pressure, MPa (psi)
circular pitch of bolts or studs on the bolt circle of a cylinder
cover, m (in)
pitch of thread, m (in)
thread thickness at major diameter, m (in)
thread thickness at minor diameter, m (in)
axial load, kN (lbf )
helix angle, deg
respective helix angles of outside and inside screws of
differential or compound screws, deg
friction angle, deg
half apex angle, deg
coefficient of friction between nut and screw
coefficient of collar friction
respective coefficient of friction in case of differential or
compound screw
efficiency
stress (normal), MPa (psi)
allowable stress, MPa (psi)
bending stress, MPa (psi)
bending stress due to eccentric load [Eq. (18-61)]
allowable bearing pressure between threads of nut and screw,
MPa (psi)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
c
d
w
a
w
18.3
compressive stress, MPa (psi)
design stress, MPa (psi)
working stress, MPa (psi)
applicable shear stress, MPa (psi)
allowable shear stress, MPa (psi)
permissible working shear stress, MPa (psi)
SUFFIXES
vertical
horizontal
v
h
Particular
Formula
SCREWS
The empirical formula for the proper size of a set
screw
d¼
The maximum safe holding force of a set screw
F ¼ 54;254d 2:31
D
þ 8 mm where D in mm
8
ð18-1Þ
SI
ð18-2aÞ
USCS
ð18-2bÞ
where F in kN and d in m
F ¼ 2500d 2:31
where F in lbf and d in in
Applied torque
Mt ¼ 0:2Fa nominal diameter of bolt)
ð18-3Þ
Ff ¼ KFa þ Fi
2
ð18-4Þ
Gasket joint (Fig. 18-2)
Final load on the bolt
3
E b Ab
7
6
L
7
6
7
where K ¼ 6
4Eb Ab Eg Ag 5
þ
L
lg
Refer also to Table 18-1 for values of K
FIGURE 18-2 Gasket joint.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð18-4aÞ
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.4
CHAPTER EIGHTEEN
Particular
Formula
TABLE 18-1
Values of K for use in Eq. (18-4)
Type of joint
K
Soft, elastic gasket with studs
Soft gasket with through bolts
Copper asbestos gasket
Soft copper corrugated gasket
Lead gasket with studs
Narrow copper ring
Metal-to-metal joint
1.00
0.90
0.60
0.40
0.10
0.01
0.00
According to Bart, the tightening load for a screw of a
steamtight, metal-to-metal joint
F ¼ 2804:69d
SI
ð18-5aÞ
USCS
ð18-5bÞ
SI
ð18-6aÞ
USCS
ð18-6bÞ
SI
ð18-7aÞ
where F in kN and d in m
F ¼ 1600d
where F in lbf and d in in
Tightening load for screw of a gasket joint
F ¼ 1402:34d
where F in kN and d in m
F ¼ 8000d
where F in lbf and d in in
Cordullo’s equation for the tightening load on the
nuts
F ¼ w ð0:55d 2 6:45 103 dÞ
where F in kN, w in MPa, and d in m
F ¼ w ð0:55d 2 0:036dÞ
USCS
ð18-7bÞ
where F in lbf, w in psi, and d in in
Bolted joints (Fig. 18-2)
The flange thickness of the cylinder or pressure vessel
h2 ¼ 1:25d to 1:5d <j 1:1h to 1:25h
ð18-8Þ
The bolt diameter
d ¼ 0:67h to 0:8h
ð18-9Þ
Circular pitch of the bolts or studs on the cylinder
cover to ensure water and steamtight joint
pc ¼ 7d for pressure from 0 to 0.33 MPa
(0 to 48 psi) as per American Navy
Standards
ð18-10Þ
pc ¼3:5d for pressure from 1.2 MPa
(175 psi) to 1.37 MPa (200 psi)
ð18-11Þ
pc ¼ 3d
ð18-12Þ
for tight joint
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
Particular
The average stress for screw for sizes from 12.5 to
75 mm
18.5
Formula
av ¼
490:33
d
SI
ð18-13aÞ
USCS
ð18-13bÞ
where av in MPa and d in m
av ¼
2;800;000
d
where av in psi and d in in
Unwin’s formula for allowable stresses in bolts of
ordinary steel to make a fluidtight joint
d ¼ 17;537:4d 2 þ 11 for rough joint
SI
ð18-14aÞ
USCS
ð18-14bÞ
s ¼ 33;828:9d 2 þ 17:3 for faced joint SI
ð18-14cÞ
where d in MPa and d in m
d ¼ 6030d 2 þ 1600
where d in psi and d in in
where d in MPa and d in m
d ¼ 3070d 2 þ 2500
USCS
ð18-14dÞ
where d in psi and d in in
TENSION BOLTED JOINT UNDER
EXTERNAL LOAD
Spring constant of clamped materials and
bolt (Fig. 18-3A)
The spring constant or stiffness of the threaded and
unthreaded portion of a bolt is equivalent to the
stiffness of two springs in series.
The basic equations for deflection (), and spring
constant (k) of a tension bar/bolt subject to tension
load.
1
1
1
¼ þ
k k1 k 2
ð18-15aÞ
¼
Fl
AE
ð18-15bÞ
k¼
F AE
¼
l
ð18-15cÞ
The effective spring constant/total spring rate in case
of long bolt consisting of the threaded and
unthreaded portion having different area of crosssections, the clamped two or more materials of two
or more different elasticities which act as spring with
different stiffness sections in series.
1
1
1
1
1
¼ þ þ þ þ
kelf k1 k2 k3
kn
ð18-15dÞ
Spring constant of the clamped material
km ¼
D2eff Em
Am Em
¼
l
4
l
ð18-15eÞ
Spring constant of the threaded fastener
1
l
l lt
l
l
¼ t þ
¼ t þ unt
kb At Eb Ab Eb At Eb Ab Eb
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð18-15f Þ
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.6
CHAPTER EIGHTEEN
Particular
Formula
FIGURE 18-3A
FIGURE 18-3B Bolt joint diagram due to external load
acting on the joint.
Approximate effective area of clamped material
Am ¼
ðD2 d 2 Þ
4 eff
where
Deff ¼ effective diameter, m
d ¼ round bolt of diameter equal to shank, m
lt ¼ threaded length of bolt, m
lunt ¼ unthreaded portion of bolt length, m
PRELOADED BOLT (Fig. 18-3B)
The external load
Fa ¼ Fab þ Fam
ð18-15gÞ
The bolted joint in Fig 18-3A subjected to external
load Fa is such that the common deflection is given by
¼
Fb Fm
¼
kb km
ð18-15hÞ
The load shared by bolt
The resultant/total bolt load
Fab ¼
kb
F
kb þ km a
Fb ¼ Fab þ Fi ¼ Fi þ kb ¼
ð18-15iÞ
kb
F þ Fi ð18-15jÞ
kb þ km a
¼ CFa þ Fi
The resultant load on the clamped material
Fm ¼ Fab Fi ¼ Fi km ¼
ð18-15kÞ
km
F Fi ð18-15lÞ
kb þ km a
¼ ð1 CÞFa Fi
where C is called the joint constant or stiffness
parameter
Fm ¼ portion of load Fa taken by member/material,
kN
Ft ¼ preload, kN
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.7
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
Particular
The joint constant or stiffness parameter
Formula
kb
kb þ km
C¼
or
The preload to prevent joint separation occurs when
Fm ¼ 0
Fi ¼ ð1 CÞFao
The external load required to separate joint
Fao ¼
The tensile stress in the bolt
Preload under static and fatigue loading as per the
recommendation of R, B and W,a and Bowman
C¼
1
1þ
km
kb
ð18-15mÞ
where Fao ¼ external load that cause separation of
joint
b ¼
Fi
1C
ð18-15nÞ
Fb CFa Fi
¼
þ
At
At
At
ð18-15oÞ
where At ¼ tensile stress area, m2 or mm2
0:75Fp for reused bolt connections
Ft ¼
0:90Fp for permanent bolt connections
ð18-15pÞ
where Fp is proof load, N
The proof stress load that has to be used in Eq. (18-15p)
Fp ¼ At sp
ð18-15qÞ
where sp ¼ proof strength, taken from tables 18-5c
and 18-5d
sp 0:85sy
The load factor
n¼
Fao
Fa
The load factor guarding against joint separation
n¼
Fi
Fa ð1 CÞ
or Fao ¼ nFa
ð18-15rÞ
ð8-15sÞ
GASKET JOINTS
For design of gasket bolted joint
Refer to Chapter 16 under Bolt loads in gasket joints.
PRELOADED BOLTS UNDER DYNAMIC
LOADING
The mean forces felt by the bolt
The alternating forces felt by the bolt
a
Fb þ Fi
2
ð18-15tÞ
Fb Fi
2
ð18-15uÞ
Fmn ¼
Fal ¼
Russel, Bardsall and Ward Corp., Helpful Hints for Fastener Design and Application, Mentor, Ohio 1976, p. 42.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.8
CHAPTER EIGHTEEN
Particular
The stress due to the preload Fi
The fatigue safety factor by using modified Goodman
criterion
The alternating component of bolt stress
Formula
i ¼ Kfm
Fi
Ai
ð18-15vÞ
nf ¼
se ðsut i Þ
se ðm i Þ þ sut a
ð18-15wÞ
a ¼
Fb Fi
kb
Fa
CFa
¼
¼
2At
kb þ km 2At 2At
ð18-16aÞ
The mean stress
m ¼ a þ
The factor of safety according to the Goodman
criterion
n¼
Fi
CP Fi
¼
þ
At 2At At
sa
a
ð18-16cÞ
sa ¼ sm Fi
At
sm ¼ sut 1 sa
se
Solving of Eqs. (18-16c) and (18-16d) simultaneously
sa ¼
sut 1þ
ð18-16bÞ
Fi
At
sut
se
sy
sy
¼
max m þ a
ð18-16dÞ
ð18-16eÞ
ð18-16f Þ
The factor of safety on the basis of yield strength
n¼
For specification of SAE, ASTM and ISO standard
steel bolts
Refer to Tables 18-5c and 18-5d
The depth of tapped hole (Fig. 18-2)
ho ¼ 1:25d in steel castings
ð18-16hÞ
ho ¼ 1:50d to 1:75d in cast iron
ð18-17Þ
ho ¼ 1:75d to 2d in aluminum
ð18-18Þ
The distance l from the inside edge of the cylinder to
the center line of bolts (Fig. 18-2)
l ¼ 1:25d to 1:5d
ð18-19Þ
The diameter of bolt circle
Db ¼ D1 þ 2d
ð18-20Þ
The safe load on each bolt
F 0 ¼ A r d
ð18-21Þ
The number of bolts
i¼
D2b p
4F 0
ð18-22Þ
Another expression for the number of bolts
i¼
Db
pc
ð18-23Þ
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð18-16gÞ
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
Particular
18.9
Formula
TABLE 18-2
Approximate bolt tension and torque values
TABLE 18-3
Load and working stress for metric coarse threads
Minimum bolt tension
Equivalent torque
Bolt size,
mm
kN
lbf
kN m
lbf ft
12.7
15.9
19.6
22.2
25.4
21.6
31.8
51.2
76.9
113.9
139.7
189.1
225.4
286.9
11,500
17,300
25,600
31,400
42,500
50,600
64,500
1.353
2.442
4.835
6.374
9.620
13.013
18.289
1,000
1,800
3,570
4,700
7,090
9,600
13,500
Major
diameter,
d, mm
Stress
Design stress, w
area, Ar ,
MPa
psi
mm2
kN
16
20
24
30
36
42
48
56
0.016
0.025
0.035
0.056
0.082
0.112
0.147
0.203
2.97
667
5.59 1,260
9.59 2,160
18.04 4,060
30.89 6,940
48.35 10,870
71.10 16,000
111.80 25,130
18.9
22.8
27.2
32.2
37.1
43.1
48.3
55.2
2,740
3,300
3,950
4,670
5,380
6,250
7,000
8,000
Permissible load
lbf
Stress in tensile bolt
Seaton and Routhwaite formula for working stress
for bolt made of steel containing 0.08 to 0.25%
carbon and with diameter of 20 mm and over
Applied load
w ¼ CðAr Þ0:418
ð18-24Þ
Refer to Table 18-2 for bolt tension and torque values
and Table 18-3 for w .
Fa ¼ CðAr Þ1:418
ð18-25Þ
where
C ¼ 7:8 108 (5000) for carbon steel bolts of
u ¼ 414 MPa (60 kpsi)
¼ 23:3 108 (15,000) for alloy–steel bolts
¼ 0:33 108 (1000) for bronze bolts
The values of C inside parentheses are for US Customary System units, and values without parentheses
are for SI units.
Rotsher’s pressure-cone method for stiffness
calculation of Fastenera
The elongation of frustum of a cone (Fig. 18-3C)
¼
Fa
ð2t tan þ D dÞðD þ dÞ
ln
ð19-25aÞ
Ed tan ð2t tan þ D þ dÞðD dÞ
The spring stiffness of the frustum
k¼
Fa
¼
Ed tan ð2t tan þ D dÞðD þ dÞ
ln
ð2t tan þ D þ dÞðD dÞ
a
ð18-25bÞ
Courtesy: Shigley J. E. and C. R. Mischke, Mechanical Engineering Design, 5th Edn., McGraw-Hill Publishing Company, New
York, 1989.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.10
CHAPTER EIGHTEEN
FIGURE 18-3C Compression of a member assumed to be
confined to the frustum of a hollow cone.
FIGURE 18-3D Forms of threads for power screw.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
Particular
The spring stiffness of the frustum when cone angle of
frustum ¼ 308
For the members of the joint having same modulus of
elasticity E with symmetrical frusta back to back which
constitute as two springs in series and using the grip as
l ¼ 2t and dw as the diameter of the washer face, the
effective spring constant for the system.
The effective spring constant for the case of back to
back cone frusta with a washer face dw ¼ 1:5d and
¼ 308 from Eq. (18-25d).
18.11
Formula
k¼
0:577 dE
ð1:15t þ D dÞðD þ dÞ
ln
ð1:15t þ D þ dÞD dÞ
ke ¼
ke ¼
ð18-35cÞ
Ed tan ðl tan þ dw dÞðdw þ dÞ
2 ln
ðl tan þ dw þ dÞðdw dÞ
0:577 dE
0:577l þ 0:5d
2 ln 5
0:577l þ 2:5d
ð18-25dÞ
ð18-25eÞ
Power screw
The helix angle of a V-thread (Fig. 18-3E)
The tangential force for a square thread at mean
radius of screw
l
d2
ð18-26Þ
tan þ 1 tan ð18-27Þ
¼ tan1
Ft ¼ W
Refer to Table 18-4 for .
TABLE 18-4
Coefficient of friction for power screws
Lubricant
Coefficient of friction, Machine oil and graphite
Lard oil
Heavy machine oil
0.07
0.11
0.14
FIGURE 18-3E Helix angle of a single-start thread.
Torque required to raise the load by a power screw
Mtu ¼ Mtsu þ Mte
Wd2 d2 þ l cos d
¼
þ c W c
d2 cos l
2
2
ð18-28Þ
where d2 ¼ pitch diameter of thread
The tangential force for V-thread or angular thread at
mean radius (Fig. 18-4)
The total frictional torque including collar friction
torque for square thread
cos Ft ¼ W
tan 1
cos " #
d2 tan þ dc
þ c
Mt ¼ W
2 1 tan 2
tan þ
ð18-28aÞ
ð18-29Þ
Refer to Table 18-4 for and Table 18-5a for c .
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.12
CHAPTER EIGHTEEN
FIGURE 18-3G Differential screw.
FIGURE 18-3F Power screw.
FIGURE 18-4 Forces acting on a triangular thread.
TABLE 18-5a
Coefficient of friction on thrust collar, c
TABLE 18-5b
Torque factor K for use in Eq. (18-30c)
Material
Coefficient
of running
friction
Coefficient
of starting
friction
Soft steel on cast iron
Hardened steel on cast iron
Soft steel on bronze
Hardened steel on bronze
0.121
0.092
0.084
0.063
0.170
0.147
0.101
0.081
Bolt condition
K
Nonplated, black finish
Zinc-plated
Lubricated
Cadmium-plated
With Bowman anti-seize
With Bowman-grip nuts
0.30
0.20
0.18
0.16
0.12
0.09
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
Particular
The total frictional torque for V-thread, including
collar friction torque
The mean diameter of collar
Substituting the value of dc in Eq. (18-30a) and after
simplifying
18.13
Formula
3
1
d2 B
dc 7
cos C
Mt ¼ W 6
4 @
tan A þ c 2 5
2
1
cos ð18-30aÞ
dc ¼ ðd þ 1:5dÞ=2
ð18-30bÞ
M t ¼ K Fi d
ð18-30cÞ
2
0
tan þ
where K is the torque factor
W ¼ Fi ¼ preload, N (lbf)
The torque factor
0
1
tan
þ
d
cos C þ 0:625
K ¼ 2 B
@
A
c
2d 1 tan cos ð18-30dÞ
where d2 ¼ dm
Refer to Table 18-5b for K .
tan Wl
¼
tanð þ Þ 2 Mt
The efficiency of square thread neglecting collar
friction
¼
The efficiency formula for an angular-type thread
with half apex angle and an allowance for nut or
end friction on a radius rc
¼
The efficiency formula for square thread
d tan ¼ tan þ2 d þ c dc
1 tan 2
d2 tan tan þ = cos d þ c dc
1 tan = cos 2
¼
l
½d2 tanð þ Þ þ c dc ð18-31Þ
ð18-32Þ
ð18-33Þ
ð18-34Þ
LOADING
Lowering the load
The tangential force at mean or pitch radius r2 ¼ rm
The frictional torque at mean or pitch radius r2 ¼ rm
The condition for overhauling for square threads
Ft ¼ W tanð þ Þ
Mt ¼
ð18-35Þ
Wd2
tanð Þ
2
ð18-36Þ
d2 þ c dc
d2 c dc
ð18-37Þ
tan Since the flat faces of hexagonal nut is same as the diameter of washer face which is 1.5 times the nominal diameter d.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.14
CHAPTER EIGHTEEN
Particular
Formula
Differential screws (Fig. 18-3G)
The loading efficiency of a differential screw, not
including the collar friction
¼
Do tan o Di tan i
tan o þ o
tan i þ i
Do
Di
1 o tan o
1 i tan i
ð18-38Þ
Compound screws
The loading efficiency of a compound screw, not
including collar friction
The number of threads necessary in the nut
The length of nut
¼
i¼
Do tan o þ Di tan i
tan o þ o
tan i þ i
Do
þ Di
1 o tan o
1 i tan i
4W
0b ðd 2 di2 Þ
ln ¼ iP ¼
4WP
0b ðd 2 d12 Þ
ð18-39Þ
ð18-40Þ
ð18-41Þ
TABLE 18-5c
Metric mechanical-property classes for steel bolts, screws, and studsa
Property
class
Size
range
inclusive
Minimum
proof
strength, sp
MPa
Minimum
tensile
strength, st
MPa
Minimum
yield
strength, sy
MPa
Material
4.6
M5–M36
225
400
240
Low or medium carbon
4.8
M1.6–M16
310
420
340
Low or medium carbon
5.8
M5–M24
380
520
420
Low or medium carbon
8.8
M16–M36
600
830
660
Medium carbon, Q and T
9.8
M1.6–M16
650
900
720
Medium carbon, Q and T
10.9
M5–M36
830
1040
940
Low-carbon martensite, Q and T
12.9
M1.6–M36
970
1220
1100
Alloy, Q and T
a
The thread length for bolts and cap screws is
8
L 125
>
< 2d þ 6
LT ¼ 2d þ 12 125 < L 200
>
:
2d þ 25 L > 200
where L is the bolt length. The thread length for structural bolts is slightly shorter than given above.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Head
marking
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.15
TABLE 18-5d
Grade identification marks and mechanical properties of bolts and screws
Min. strength (103 psi)
Proof
Tensile
Yield
Material
and
treatment
33
60
36
Low or medium carbon
33
55
60
74
36
57
Low carbon
Low or medium carbon
SAE Grade 4
1
1
4 to 12
1
1
4 to 12
1
3
4 to 4
7
1
8 to 12
1
1
4 to 12
SAE Grade 5 and
1
4 to 1
ASTM A449
SAE Grade 5, ASTM A449
Identifier
Grade
A
SAE Grade 1
ASTM A307
SAE Grade 2
Size
range
(in)
33
60
36
65
115
100
Medium carbon, cold drawn
85
120
92
Medium carbon, Q and T
118 to 112
74
105
81
ASTM A449
134 to 3
55
90
58
C
SAE Grade 5.2
1
4 to 1
85
120
92
Low-carbon martensite, Q and T
D
ASTM A325, Type 1
1
2 to 1
118 to 112
85
120
92
Medium carbon, Q and T
74
105
81
B
E
ASTM A325, Type 2
1
2 to 1
118 to 112
85
74
120
105
92
81
Low carbon martensite, Q and T
F
ASTM A325, Type 3
1
2 to 1
118 to 112
85
120
92
Weathering steel, Q and T
74
105
81
1
1
4 to 22
105
125
109
234 to 4
95
115
99
SAE Grade 7
1
1
4 to 12
105
133
115
Medium carbon alloy, Q and T
SAE Grade 8
1
1
4 to 12
1
1
to
1
4
2
120
150
130
Medium carbon alloy, Q and T
ASTM A354, Grade BD
120
150
130
Alloy-steel, Q and T
J
SAE Grade 8.2
1
4 to 1
120
150
130
Low-carbon martensite, Q and T
K
ASTM A490, Type 1
1
1
2 to 12
120
150
130
Alloy-steel, Q and T
L
ASTM A490, Type 3
1
1
2 to 12
120
150
130
Weathering steel, Q and T
G
H
I
ASTM A354, Grade BC
Alloy-steel, Q and T
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.16
CHAPTER EIGHTEEN
Particular
The required length of engagement for adequate shear
strength (assuming that the load is distributed over
the threads in contact)
Neglecting the radial clearance between threads, or
allowance at the major and minor diameters and considering the threads as a series of collars the equation
for thread engagement
The normal length of thread engagement as per
Indian standard
Formula
lc ¼
nPF
A ð18-42Þ
leðscrewÞ ¼
nPF
d1 t1 ðscrewÞ
ð18-43Þ
leðnutÞ ¼
nPF
dtðnutÞ
ð18-44Þ
leNðminÞ ¼ 8:92Pd 0:2
SI
ð18-45aÞ
SI
ð18-45bÞ
SI
ð18-46aÞ
SI
ð18-46bÞ
where leN , P, and d in m
leNðminÞ ¼ 2:24Pd 0:2
where leN , P, and d in mm
leNðmaxÞ ¼ 26:67Pd 0:2
where leN , P, and d in m
leNðmaxÞ ¼ 6:7Pd 0:2
where leN , P, and d in mm
Note:
If leN has to be between the limits, the length of the
thread is said to be normal ðNÞ
If leN has to be below the minimum level, length of
thread is said to be short ðSÞ
If leN has to be above the maximum level, length of
thread is said to be long ðLÞ
Eccentric loading
The load on bolt 1, Fig. 18-5 (panel a)
The general expression for the load carried by ith bolt,
Fi
The maximum load on the bolt, Fig. 18-5(b)
Fll1
lða b cos Þ
F1 ¼ 2
¼F
l1 þ l22 þ l32 þ l42
4a2 þ 2b2
Fi ¼ F
Fmax ¼
The maximum load on the bolt, Fig. 18-5(c)
2lða b cos Þ
ð2a2 þ b2 Þi
2Flða þ bÞ
ð2a2 þ b2 Þi
"
2Fl a þ b cos
Fmax ¼
ð18-47Þ
ð18-48Þ
ð18-49Þ
1808
i
#
ð2a2 þ b2 Þi
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð18-50Þ
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
Particular
18.17
Formula
FIGURE 18-5 Fastening of a flanged bearing.
Fastening of a bracket
Bracket with no preload
F1 ¼
Fll1
2
2ðl1 þ l22 þ l32 Þ
ð18-51Þ
F2 ¼
Fll2
2ðl12 þ l22 þ l32 Þ
ð18-52Þ
F3 ¼
Fll3
2ðl12 þ l22 þ l32 Þ
ð18-53Þ
Tensile load taken by the bolts, Fig. 18-6(a)
Shear stresses
(i) If shear load is taken completely by the lug, shear
load on lug is given by
F1 ¼ F
ð18-54Þ
(ii) If shear load is taken completely by the bolt shear
load on each bolt is given by
Fb ¼
F
i
ð18-55Þ
(iii) If shear load is shared equally between the bolt
and the lug
F10 ¼
F
2
ð18-56Þ
Fb0 ¼
F
2i
ð18-57Þ
Fex
Fei0 ¼ P i2
xi
ð18-58Þ
Shear load due to the eccentricity e, Fig. 18-6(b), in
each bolt is given by
where xi ¼ distance between the center of bolts and
the center of the particular bolt
Resultant shear load
Fex
Fr ¼ Fb ðor Fb0 Þ þ P i2
xi
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð18-59Þ
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.18
CHAPTER EIGHTEEN
Particular
Formula
FIGURE 18-6 Preloaded bracket.
Preloaded bracket
Compression stress in contact area between the
bracket base and the wall, Fig. 18-6(c)
c ¼
iFi
Ac
ð18-60Þ
Bending stress due to eccentric load, Fig. 18-6(d)
0b ¼
Mb c1 Flc1
¼
Ic
Ic
ð18-61Þ
Resultant compressive stress in the contact area
0c ¼
iFi Mb c1 iFi Flc1
¼
Ac
Ic
Ac
Ic
ð18-62Þ
Tensile stress in any individual bolt is given by
0b ¼
Fi Mb cb
þ
Ab
Ic
ð18-63Þ
Fi >
Mb c1 Ac
iIc
ð18-64Þ
With a 25% margin on the preload to account for
overloads, condition to avoid separation of the base
and wall
Fi ¼
1:25Mb c1 Ac
iIc
ð18-65Þ
Bolt load taking into consideration 25% margin on
the preload to account for overloads
Fb ¼
1:25Mb c1 Ac Mb cb
þ
iIc
Ic
ð18-66Þ
Condition to avoid separation of the base and wall
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
Particular
With an additional horizontal load Fh , the preload Fi
is given by
18.19
Formula
Fi ¼
1:25Mb c1 Ac
iIc
Fh
i
ð18-67Þ
where (þ) is used when Fh is away from the wall
and () when Fh is toward the wall
1:25Mb c1 Ac
iIc
With the addition of a horizontal load Fh , the bolt
load is given by
Fb ¼
Moment on the bracket
Mb ¼ Fl
Fh Mb cb
þ
i
Ic
Fh Ab
Ac
Fh e0
ð18-68Þ
ð18-69Þ
Shear loads
Shear load due to the eccentricity e in each of the bolts
with no horizontal load
M x
Fi ¼ P1 2i
xi
ð18-70Þ
where
M1 ¼ Fe Mb c1 pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
a2 þ b2
16Ic
P
0:25Mb x0i c1 A2b
Ic A c
ð88-70aÞ
where x0i ¼ distance of the center of a particular
bolt to the center of the base of the
bracket
Shear load due to eccentricity e in each of the bolts
with a horizontal load, Fh
M x
Fi ¼ P1 2i
xi
ð18-71Þ
where
" 0:25Mb c1
M1 ¼ Fe
Ic
4
Ab
Ac
Vertical applied load due to the friction component of
the preload
Fv ¼ Condition for the nonexistence of the support for the
shearload
F <
Fh pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
a2 þ b2
Ac
0:25Mb c1
Ic
1:25Mb c1 Ac
iIc
1:25Mb c1 Ac
iIc
Fh
Fh
Ac
X #
x0i
ð18-72Þ
Fh
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
ð18-73Þ
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.20
CHAPTER EIGHTEEN
Particular
Formula
GENERAL
See Tables 18-6 to 18-22 and Figs. 18-7 to 18-16 for
further particulars on threaded fasteners and screws
for power transmission.
For British Standard ISO metric precision hexagon
bolts, screws and nuts, and machine screws and
machine screw nuts.
Refer to Tables 18-23 and 18-24.
For hexagon bolts, finished hexagon bolts, regular
square nuts, hexagon and hexagon jam nuts, finished
hexagon slotted nuts, regular hexagon and hexagon
jam nuts, carriage bolts, countersunk, buttonhead
and step bolts, machine screw heads, pan, truss and
1008 flat heads, slotted head cap screws, square head
setscrews, slotted headless setscrews, etc.
Refer to Tables from 18-25 to 18-42.
For bolts, screws and nuts metric series—American
National Standards hexagon cap screws, formed hex
screws, heavy hex screws, recommended diameter–
length combinations for screws, hexagon bolts,
heavy hex bolts, heavy hex structural bolts, hexagon
nuts, slotted hex nuts, etc.
Refer to Tables from 18-43 to 18-52.
All dimensions in inches.
TABLE 18-6
Allowable bearing pressure for screws, 0b
Material
Safe bearing pressure, 0b
Type
Screw
Nut
MPa
psi
Rubbing velocity, m/s [fpm ¼ (ft/min)]
Hand press
Jack screw
Jack screw
Hoisting screw
Hoisting screw
Lead screw
Steel
Steel
Steel
Steel
Steel
Steel
Bronze
Cast iron
Bronze
Cast iron
Bronze
Bronze
17.2–24.0
12.3–17.2
10.8–17.2
4.4–6.9
5.4–9.8
1.0–1.5
2500–3500
1800–2500
1600–2500
600–1000
800–1400
150–240
Low speed, well lubricated
Low speed, not over 0.04 (8)
Low speed, not over 0.05 (10)
Medium speed, 0.1 to 0.2 (20–40)
Medium speed, 0.1 to 0.2 (20–40)
High speed, 0.25 and over (50)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
Particular
18.21
Formula
H ¼ 0:86603 P;
H
¼ d 2H1 ¼ d 1:082 P;
2
3
D2 ¼ d2 ¼ d H ¼ d 0:64952 P;
4
H
d1 ¼ d2 ¼ d 1:22687 P;
3
D D1 5
H1 ¼
¼ H ¼ 0:54127 P;
8
2
d d1 17
¼ H ¼ 0:61343 P;
h3 ¼
24
2
H
r ¼ ¼ 0:1443 P; rc ¼ 0:10825 P;
6
d1 þ d2 2
stress area ¼ Ac ¼
4
2
D1 ¼ d2 FIGURE 18-7 Basic profile ISO metric screw threads.
Designation: A pitch diameter combination of thread
size 8 mm and pitch 1 mm shall be designated as
M8 1. M8 shall designate pitch diameter combination of thread size 8 mm and pitch 1.25 mm.
In practice the root is
rounded and cleared
beyond a width of P
8
H1
D
D2
Internal
threads.
h3
External
threads.
H
H
4
6
P
D1
Internal thread
diameters
H
8
r
H
2
H
H
2
d
d2
d1
External thread
diameters
FIGURE 18-8 ISO metric screw thread design profiles of
external and internal threads.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.22
CHAPTER EIGHTEEN
TABLE 18-7
Basic dimensions for design profiles of ISO metric screw threads
Minor diameter, mm
Basic
diameter,
mm
1
2
2.5
3.0
4.0
5.0
6.0
7.0
8.0
10
12
14
16
18
20
22
24
25
Lead angle at basic
pitch diameter
Pitch, P,
mm
Major
diameter,
d, mm
Pitch
diameter,
d2 , mm
External threads,
d1
Internal threads,
D1
deg
min
Tensile
stress area,
Ac , mm2
0.25
0.20
0.40
0.25
0.45
0.35
0.50
0.35
0.70
0.50
0.80
0.50
1.00
0.75
1.00
0.75
1.25
1.00
1.50
1.25
1.00
1.75
1.50
1.25
1.00
2.00
1.50
1.25
2.00
1.50
2.50
2.00
1.50
2.50
2.00
1.50
2.50
2.00
1.50
3.00
2.00
1.50
3.00
1.0
1.0
2.0
2.0
2.5
2.5
3.0
3.0
4.0
4.0
5.0
5.0
6.0
6.0
7.0
7.0
8.0
8.0
10.0
10.0
10.0
12
12
12
12
14
14
14
16
16
15
18
18
20
20
20
22
22
22
24
24
24
25
0.837620
0.870096
1.740192
1.837620
2.207716
2.272668
2.675240
2.772668
3.545337
3.675240
4.480385
4.675240
5.350481
5.512861
6.350481
6.512861
7.188101
7.350481
9.025721
9.188101
9.350481
10.863342
11.025721
11.188101
11.350481
12.700962
13.025721
13.188101
14.700962
15.025721
16.376202
16.700962
17.025721
18.376202
18.700962
19.025721
20.376202
20.700962
21.025721
22.051443
22.700962
23.025721
23.051443
0.693283
0.754626
1.509252
1.693283
1.947909
2.070596
2.386565
2.570596
3.141191
3.386565
4.018505
4.386565
4.773131
5.079848
5.773131
6.079848
6.466413
6.773131
8.159696
8.466413
8.773131
9.852979
10.159686
10.466413
10.773131
11.546261
12.159696
12.466413
13.546261
14.159696
14.932827
15.546261
15.159696
16.932827
17.516261
18.159696
18.932827
19.546261
20.159696
20.319392
21.556261
22.159696
21.319392
0.729367
0.783494
1.566987
1.729367
2.012861
2.121114
2.458734
2.621114
3.242228
3.458734
4.133975
4.458734
4.917468
5.188101
5.917408
6.188101
6.646835
6.917468
8.376202
8.646835
8.917468
10.105569
10.376202
10.646835
10.917468
11.834936
12.376202
12.646835
13.834936
14.376202
15.293671
15.834936
16.376202
17.293671
17.834936
18.376202
19.293671
19.834936
20.376202
20.752405
21.834936
22.376202
21.752405
5
4
4
2
3
2
3
2
3
2
3
2
3
2
2
2
3
2
3
2
1
2
2
2
1
2
2
1
2
1
2
2
1
2
1
1
2
1
1
2
1
1
2
27
11
11
29
43
20
24
18
36
29
15
57
24
29
52
6
10
29
2
29
57
56
29
2
36
52
6
44
29
49
47
11
36
29
57
26
14
46
18
49
39
11
36
0.46
0.53
2.07
2.45
3.39
3.70
5.03
5.61
8.78
9.79
14.2
16.1
20.1
22.0
28.9
31.3
36.6
39.2
58.0
61.2
64.5
84.3
88.1
92.1
96.1
115
125
129
157
167
192
204
216
245
258
272
303
318
333
353
384
401
385
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.23
TABLE 18-7
Basic dimensions for design profiles of ISO metric screw threads (Cont.)
Minor diameter, mm
Basic
diameter,
mm
30
35
42
45
52
60
72
80
90
100
110
Lead angle at basic
pitch diameter
Pitch, P,
mm
Major
diameter,
d, mm
Pitch
diameter,
d2 , mm
External threads,
d1
Internal threads,
D1
deg
min
Tensile
stress area,
Ac , mm2
3.50
3.00
2.00
1.50
1.50
4.5
4.0
3.0
2.0
1.5
4.5
4.0
3.0
2.0
1.5
5.0
4.0
3.0
2.0
1.5
5.5
4.0
3.0
2.0
1.5
6
4
3
2
6
4
3
2
6
4
3
2
6
4
3
2
6
4
3
30
30
30
30
35
42
42
42
42
42
45
45
45
45
45
52
52
52
52
52
60
60
60
60
60
72
72
72
72
80
80
80
80
90
90
90
90
100
100
100
100
110
110
110
27.726683
28.051443
28.700962
29.025721
34.055721
39.072114
39.401924
40.051443
40.700962
41.025771
42.077164
42.401924
43.051443
43.700962
44.025771
48.752405
49.401924
50.051443
50.700962
51.025721
56.427645
57.401924
58.051443
58.700962
59.025721
68.102886
69.401924
70.051443
70.700962
76.102886
77.401924
78.051443
78.700962
86.102886
87.401924
88.051449
88.700962
96.102886
97.401924
98.051443
98.700962
106.102886
107.401924
108.051443
25.705957
26.319392
27.546261
28.159696
33.159696
36.479088
37.092523
38.319392
39.546261
40.159696
39.479088
40.092523
41.319392
42.546261
43.159696
45.865653
47.092523
48.319392
49.546261
50.159696
53.252219
55.092523
56.319392
57.546261
58.159696
64.638784
67.092523
68.319392
69.546261
72.638724
75.092523
76.319392
77.546261
82.638784
85.092523
86.319292
87.546261
92.638784
95.092523
96.319392
97.546261
102.638784
105.092523
106.319392
26.211139
26.752405
27.834936
28.376202
33.376202
37.128607
37.669873
38.752405
39.834936
40.376202
40.128607
40.669873
41.752405
42.834936
43.376202
46.587341
47.669873
48.752405
49.834936
50.376202
54.046075
55.669873
56.752405
57.834936
58.376202
66.504809
67.669873
68.752405
69.834936
73.504809
75.669873
76.752405
77.834936
83.504809
85.669873
86.752405
87.834936
93.504809
95.669873
96.752405
97.834936
103.504809
105.669873
106.752405
2
1
1
0
0
2
1
1
0
0
1
1
1
0
0
1
1
1
0
0
1
1
0
0
0
1
1
0
0
1
0
0
0
1
0
0
0
1
0
0
0
1
0
0
18
57
16
57
48
6
51
22
52
40
57
43
16
50
37
52
29
6
43
32
47
16
57
37
28
36
3
47
31
26
57
42
28
16
50
37
25
8
45
33
22
2
41
30
561
581
621
642
860
1120
1150
1210
1260
1290
1300
1340
1400
1460
1490
1760
1830
1900
1970
2010
2360
2490
2570
2650
2700
3460
3660
3760
3860
4340
4570
4680
4790
5590
5840
5970
6100
7000
7280
7420
7560
8560
8870
9020
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.24
CHAPTER EIGHTEEN
TABLE 18-7
Basic dimensions for design profiles of ISO metric screw threads (Cont.)
Minor diameter, mm
Basic
diameter,
mm
120
150
160
180
200
250
300
Lead angle at basic
pitch diameter
Pitch, P,
mm
Major
diameter,
d, mm
Pitch
diameter,
d2 , mm
External threads,
d1
Internal threads,
D1
deg
min
Tensile
stress area,
Ac , mm2
6
4
3
6
4
3
6
4
3
6
4
3
6
4
3
6
4
3
6
4
120
120
120
150
150
150
160
160
160
180
180
180
200
200
200
250
250
250
300
300
116.102886
117.401924
118.051443
146.102886
147.401924
148.051443
156.102886
157.401924
158.051443
176.102886
177.401924
178.051443
196.102886
197.401924
198.051453
246.102886
247.401924
248.051443
296.102886
297.401924
112.638784
115.092523
116.319392
142.538784
145.092523
146.319392
152.638784
155.092523
156.319392
172.638784
175.092523
176.319392
192.638784
195.092523
196.319392
242.638784
245.092523
246.319392
295.638784
292.092523
113.504819
115.669873
116.752405
143.504809
145.669873
146.752405
153.504809
155.669873
156.752405
173.504809
175.669873
176.752405
193.504809
195.669873
196.752405
243.504809
245.669873
246.752405
293.504809
295.669873
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
57
37
28
45
30
22
42
28
21
37
25
18
33
22
17
27
18
13
22
15
10300
10600
10800
16400
16800
17000
18700
19200
19400
23900
24400
24700
29700
30200
30500
46900
47600
48000
68100
68900
Source: IS: 4218-1967 (Part III).
FIGURE 18-9 Basic profile of square threads.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.25
TABLE 18-8
Basis dimensions (in mm) for square threads
Nominal
diameter
Major diameter
Bolt, d
Nut, D
Minor
diameter,
d1
10
14
20
26
30
36
40
44
50
55
60
75
80
85
90
95
90
95
100
110
120
130
140
150
160
170
180
190
200
220
240
10
14
20
26
30
36
40
45
50
55
60
65
70
75
80
85
90
95
100
110
120
130
140
150
160
170
180
190
200
220
240
10.5
14.5
20.5
26.5
30.5
36.5
40.5
44.5
50.5
55.5
60.5
65.5
70.5
75.5
80.5
85.5
90.5
95.5
100.5
110.5
120.5
130.5
140.5
150.5
160.5
170.5
180.5
190.5
200.5
220.5
240.5
8
12
18
23
27
33
37
41
47
52
57
61
66
71
76
84
86
91
96
106
114
124
134
144
154
164
172
182
192
212
232
22
24
26
28
30
36
40
44
50
52
55
60
65
70
22
24
26
28
30
36
40
44
50
52
55
60
65
70
22.5
24.5
26.5
28.5
30.5
36.5
40.5
44.5
50.5
52.5
55.5
60.5
65.5
70.5
17
19
21
23
24
30
33
37
42
44
46
51
55
60
Pitch, P
e
r
h2
b
h1
a
H
2
1
0.12 0.75 0.25 1
0.25 1.25
3
1.5
0.12 1.25 0.25 1.5
0.25 1.75
3
1.5
0.12 1.25 0.25 1.5
0.25 1.75
4
2
0.12 1.75 0.25 2
0.25 2.25
6
3
0.25 2.5
0.5
3
0.25 3.25
8
4
0.25 3.5
0.5
4
0.25 4.25
5
2.5
0.25 2
0.5
2.5
0.25 2.75
6
3
0.25 2.5
0.5
3
0.25 3.25
7
3.5
0.25 3
0.5
3.5
0.25 3.75
8
4
0.25 3.5
0.5
4
0.25 4.25
9
4.5
0.25 4
0.5
4.5
0.25 4.75
10
5
0.25 4.5
0.5
5
0.25 5.25
Area of
core, Ac ,
mm2
50.3
113
201
415
573
855
1075
1320
1735
2124
2552
2922
3421
3959
4536
5153
5809
5504
7248
8825
10207
12076
14103
16286
18627
21124
23235
26016
28953
35299
42273
Normal Series
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
227
284
346
415
452
707
855
1075
1385
1521
1662
2043
2376
2827
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.26
CHAPTER EIGHTEEN
TABLE 18-8
Basis dimensions (in mm) for square threads (Cont.)
Nominal
diameter
Major diameter
Bolt, d
Nut, D
Minor
diameter,
d1
75
80
85
90
95
100
110
120
130
140
150
160
170
180
190
200
300
75
80
85
90
95
100
110
120
130
140
150
160
170
180
190
200
300
75.5
80.5
85.5
90.5
95.5
100.5
110.5
121
131
141
151
161
171
181
191
201
301
65
70
73
78
83
88
98
106
116
126
134
144
154
162
172
182
274
22
24
26
28
30
36
40
50
60
70
75
80
90
120
150
180
200
300
400
22
24
26
28
30
36
40
50
60
70
75
80
90
120
150
180
200
300
400
22.5
24.5
26.5
28.5
30.5
36.5
40.5
50.5
61
71
76
81
91
121
151
181
201
301
401
14
16
18
20
20
26
28
38
46
54
59
64
72
98
126
152
168
256
352
Pitch, P
e
r
h2
b
h1
12
6
0.25
5.5 0.5
6
14
7
0.5
6
1
7
16
8
0.5
7
1
8
18
9
0.5
8
1
9
26
13
0.5
12
1
13
8
4
0.25 3.5
0.5
4
10
5
0.25
4.5 0.5
5
12
14
6
7
0.25
0.5
5.5 0.5
6
1
6
7
16
8
0.5
7
1
8
18
22
24
28
32
44
48
9
11
12
14
16
24
24
0.5
0.5
0.5
0.5
0.5
0.5
0.5
8
10
11
13
15
21
23
1
1
1
1
1
1
1
9
11
12
14
16
22
24
a
H
Area of
core, Ac ,
mm2
3318
3848
4185
4778
0.25 6.25 5411
6082
7543
8825
0.5
7.5 10568
12469
14103
0.5
8.5 16286
18627
20612
0.5
9.5 23235
26016
0.5 13.5 58965
Coarse Series
164
201
254
314
314
0.25 5.25 531
616
0.25 6.25 1134
0.5
7.5 1662
2290
0.5
8.5 2734
3217
0.5
9.5 4072
0.5 11.5 8332
0.5 12.5 12469
0.5 14.5 18146
0.5 16.5 22167
0.5 22.5 51472
0.5 24.5 97314
0.25
4.25
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.27
Pitch, mm
Depth of
thread, mm
Depth of
engagement, mm
e, mm
b, mm
r, mm
2
3
4
5
6
7
8
9
10
12
14
16
18
20
22
24
26
28
32
36
40
44
48
1.736
2.603
3.471
4.339
5.207
6.074
6.942
7.810
8.678
10.413
12.149
13.884
15.620
17.355
19.091
20.826
22.562
24.298
27.769
31.240
34.711
38.182
41.653
1.5
2.25
3
3.75
4.5
5.25
6
6.75
7.5
9
10.5
12
13.5
15
16.5
18
19.5
21
24
27
30
33
36
0.528
0.792
1.055
1.319
1.583
1.847
2.111
2.375
2.638
3.166
3.694
4.221
4.749
5.277
5.804
6.332
6.860
7.388
8.443
9.498
10.554
11.609
12.664
0.236
0.353
0.471
0.589
0.707
0.824
0.942
1.060
1.178
1.413
1.649
1.884
2.120
2.355
2.591
2.826
3.062
3.298
3.769
4.240
4.711
5.182
5.653
0.249
0.373
0.497
0.621
0.746
0.870
0.994
1.118
1.243
1.491
1.740
1.988
2.237
2.485
2.734
2.982
3.231
3.480
3.977
4.474
4.971
5.468
5.965
Designation: A sawtooth thread of nominal diameter 48 mm and pitch 3 mm shall be designated as ST 48 3.
FIGURE 18-10 Basic profile of sawtooth threads. (Source: IS 4696, 1968.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.28
CHAPTER EIGHTEEN
TABLE 18-9
Basic dimensions (in mm) for sawtooth threads
Bolt
Nut
Nominal
diameter
Major
diameter, d
Minor
diameter, d1
Area of core,
mm2
10
12
14
16
20
22
30
36
40
50
55
60
65
70
75
80
85
90
95
100
120
150
180
200
10
12
14
16
20
22
30
36
40
50
55
60
65
70
75
80
85
90
95
100
120
150
180
200
6.528
8.528
10.538
12.528
16.528
16.794
24.794
30.794
34.794
44.794
49.794
54.794
58.058
63.058
68.058
73.058
78.058
83.058
88.058
93.058
109.586
139.586
166.116
186.116
33.5
57.1
87.1
123
215
222
483
745
951
1576
1947
2358
2647
3123
3638
4192
4785
5418
6090
6801
9432
15303
21673
27206
22
24
26
30
36
40
44
50
55
60
70
80
90
100
110
130
150
180
200
22
24
26
30
36
40
44
50
55
60
70
80
90
100
110
130
150
180
200
13.322
15.322
17.322
19.586
25.586
27.852
31.852
36.116
39.380
44.380
52.644
62.644
69.174
79.174
89.174
102.702
122.232
148.760
168.760
139
184
236
301
514
709
797
1024
1218
1547
2177
3082
3758
4923
6246
8775
11734
17381
22368
Pitch
diameter, d2
Pitch, P
Major
diameter, D
Minor
diameter, D1
Fine Series
8.636
10.636
12.636
14.636
18.636
19.954
27.954
32.954
37.954
42.954
57.954
57.954
62.272
67.272
72.272
77.272
82.272
87.272
92.272
97.272
115.909
145.909
174.545
194.545
2
2
2
2
2
3
3
3
3
3
3
3
4
4
4
4
4
4
4
4
6
6
8
8
10
12
14
16
20
22
30
36
40
50
55
60
65
70
75
80
85
90
95
100
120
150
180
200
7
9
11
13
17
17.5
25.5
31.5
35.5
45.5
50.5
55.5
59
64
69
74
79
84
89
94
111
141
168
188
Normal Series
18.590
20.590
22.590
25.909
31.909
35.227
39.227
44.545
48.863
53.863
63.181
73.181
81.817
91.817
101.817
120.459
139.089
167.726
187.726
5
5
5
6
6
7
7
8
9
9
10
10
12
12
12
14
16
18
18
22
24
26
30
36
42
44
50
55
60
70
80
90
100
110
130
150
180
200
14.5
16.5
18.5
21
27
31.5
33.5
38
41.5
46.5
55
65
72
82
92
109
126
153
173
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.29
TABLE 18-9
Basic dimensions (in mm) for sawtooth threads (Cont.)
Bolt
Nut
Nominal
diameter
Major
diameter, d
Minor
diameter, d1
Area of core,
mm2
22
24
26
30
40
50
60
70
80
90
100
150
200
22
24
26
30
40
50
60
70
80
90
100
150
200
8.116
10.116
12.116
12.644
19.174
29.174
35.702
42.232
52.232
58.760
65.290
108.348
144.462
51.4
80.7
115
126
289
668
1001
1401
2143
2712
3348
9220
16391
Pitch
diameter, d2
Coarse Series
16.545
18.545
20.545
23.181
31.817
41.817
50.453
59.089
69.089
77.726
86.362
138.634
178.179
Pitch, P
Major
diameter, D
Minor
diameter, D1
8
8
8
10
12
12
14
16
16
18
20
24
32
22
24
26
30
40
50
60
70
80
90
100
150
200
10
12
14
15
22
32
39
46
56
63
70
114
152
Radii, mm
Nominal
diameter,
d, mm
8–12
14–38
40–100
105–200
Pitch, P, mm
Depth of
thread,
h1 , mm
Depth of
engagement,
h2 , mm
Nut
Bolt, r
R
R1
2.550
3.175
4.233
6.350
1.270
1.588
2.117
3.175
0.212
0.265
0.353
0.530
0.606
0.757
1.010
1.515
0.650
0.813
1.084
1.625
0.561
0.702
0.936
1.404
Designation: A knuckle thread of nominal diameter 10 mm and pitch of 2.54 mm shall be designated as K10 2:54.
FIGURE 18-11 Basic profile of knuckle threads. (Source: IS 4695: 1968.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.30
CHAPTER EIGHTEEN
TABLE 18-10
Basic dimensions (in mm) for knuckle threads
Bolt
Nut
Nominal
diameter
Major
diameter, d
Minor
diameter, d1
Area of
core, mm2
Pitch
diameter, d2
Major
diameter, D
Minor
diameter, D1
8
9
10
12
14
16
20
24
30
36
40
44
50
55
60
65
70
75
80
85
90
95
100
110
120
130
140
150
160
170
180
190
200
8
9
10
12
14
16
20
24
30
36
40
44
50
55
60
65
70
75
80
85
90
95
100
110
120
130
140
150
160
170
180
190
200
5.460
6.460
7.460
9.460
10.825
12.825
16.825
20.825
26.825
32.825
35.767
39.767
45.767
50.767
55.767
60.767
65.767
70.767
75.767
80.767
85.767
90.767
95.767
103.650
113.650
123.650
133.650
143.650
153.650
163.650
173.650
183.650
193.650
23.4
32.8
43.7
70.3
92.0
129.2
222.3
340.6
565.2
846.3
1005
1242
1645
2024
2443
2900
3397
3933
4509
5123
5777
6471
7203
8438
10145
12008
14029
16207
18542
21034
23683
26489
29453
6.730
7.730
8.730
10.730
12.412
14.412
18.412
22.412
28.412
34.412
37.883
41.883
47.883
52.883
57.883
62.883
67.883
72.883
77.883
82.883
87.883
92.883
97.883
106.825
116.885
126.825
136.825
146.825
156.825
166.825
176.825
186.825
196.825
8.254
9.254
10.254
12.254
14.318
16.318
20.318
24.318
30.318
36.318
40.423
44.423
50.423
55.423
60.423
65.423
70.423
75.423
80.423
85.423
90.423
95.423
100.423
110.635
120.635
130.635
140.635
150.635
160.635
170.635
180.635
190.635
200.635
5.714
6.714
7.714
9.714
11.142
16.142
17.142
21.142
27.142
33.142
36.190
40.190
46.190
51.190
56.190
61.190
66.190
71.190
76.190
81.190
86.190
91.190
96.190
104.285
114.985
124.285
134.285
144.285
154.285
164.285
174.285
184.285
194.285
Source: IS 4695, 1968.
TABLE 18-11
Pitch-diameter combinations for ISO metric threads
Pitch, P, mm
Maximum diameter, mm
0.5
0.75
1.00
1.50
2.00
3.00
22
33
80
150
200
300
TABLE 18-12
Tolerance grades 3, 4, 5 for precision; 6 for medium;
and 7, 8, and 9 for coarse qualities for bolts and nuts
Minor diameter of nut threads
Major diameter of bolt threads
Pitch diameter of nut threads
Pitch diameter of bolt threads
3
4
4
4
4
5
5
5
6
6
6
6
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
7
7
7
8
8
8
8
9
0.907
1.337
1.337
1.814
1.814
2.309
2.309
2.309
FP 18
FP 14
FP 38
FP 12
FP 34
FP 1
FP 114
FP 112
41.910
47.803
33.249
26.441
20.955
16.662
13.157
9.728
Major, d2
40.431
46.324
31.770
25.279
25.793
19.806
15.301
9.147
Pitch, P
Basic diameter, internal
and external threads
38.952
44.845
30.291
24.117
18.631
14.940
11.445
8.566
Minor, d1
FP 5
FP 6
FP 4
FP 312
FP 3
FP 214
FP 214
FP 2
Designation
2.309
2.309
2.309
2.309
2.309
2.309
2.309
2.309
Pitch, P
138.430
193.830
113.030
100.330
87.884
75.184
62.710
59.614
Major, d2
136.951
162.351
111.551
98.851
86.407
73.705
64.231
58.135
Pitch, P
Basic diameter, internal
and external threads
135.472
160.872
110.072
97.372
84.926
72.226
62.752
56.656
Minor, d1
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
FIGURE 18-12 Pipe threads for fastening purposes. (Source: IS 2643, 1964.)
Designation: An external pipe thread for fastening purposes of size 2 with class B tolerance shall be designated as Ext-FP 2B, and an internal pipe thread of size 2 shall be designated as
Int-FP 2.
Pitch, P
Designation
All dimensions in mm
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.31
5G
Fine
Medium
Coarse
6G
7G
N
Source: IS 4218 (Part IV), 1967.
S
Tolerance
quality
7G
8G
L
Small allowance
position G
TABLE 18-14
Preferred tolerance classes for nuts
a
Td in mm; P in mm; Td2 in mm; d in mm.
Source: IS 4218 (Part IV), 1967.
Td2 (6)
Td2 (6)
Nut
Bolt
Nut
Td1 (6)
Bolt
Crest diameter
Pitch diameter
Td (6)
Bolt/nut
Diameter
—
433P 190P1:22 for P
from 0.2 to 0.8 mm
230P0:7 for P from 1 mm
and above
90P0:4 d 0:1
90P0:4 d 0:1
5H
6H
7H
N
6H
7H
8H
L
—
3:15
180P2=3 pffiffiffiffi
P
0.63 Td2 (6)
0.85 Td2 (6)
—
0.63 Td (6)
4
S
6e
N
7e 6e
L
Large allowance position e
Source: IS 4218 (Part IV), 1967.
Fine
Medium
Coarse
Tolerance
quality
1.25 Td2 (6)
1.7 Td2 (6)
—
—
7
7g 6g
S
6g
8g
N
7g 6g
9g 8g
L
Small allowance position g
Td2 (6)
1.32 Td2 (6)
—
Td (6)
6
Tolerance grades
0.8 Td2 (6)
1.06 Td2 (6)
—
—
5
TABLE 18-15
Preferred tolerance classes for bolts
0.5 Td2 (6)
—
3
Value of
tolerance unit
No allowance
position H
4H
5H
S
Unit of
tolerance
TABLE 18-13
Tolerance for crest and pitch diameters of bolts and nutsa
3h 4h
5h 6h
S
2 Td2 (6)
—
—
—
9
4h
6h
N
5h 4h
7h 6h
L
No allowance position h
1.6 Td2 (6)
2.12 Td2 (6)
—
1.6 Td (6)
8
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.32
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.33
TABLE 18-16
Coarse-threaded series—UNC and NC (dimensions in inches)
Sizesa
1
2
3
4
5
6
8
10
12
1
4 UN
5
16 UN
3
8 UN
7
16 UN
1
2
1
2 UN
9
16 UN
5
8 UN
3
4 UN
7
8 UN
1 UN
118 UN
114 UN
138 UN
112 UN
134 UN
2 UN
214 UN
212 UN
234 UN
3 UN
314 UN
312 UN
334 UN
4 UN
Basic major
(nominal)
diameter, D
Threads
per inch
0.0730
0.0860
0.0990
0.1120
0.1250
0.1380
0.1640
0.1900
0.2160
0.2500
0.3125
0.3750
0.4375
0.5000
0.5000
0.5625
0.6250
0.7500
0.8750
1.0000
1.1250
1.2500
1.3750
1.5000
1.7500
2.0000
2.2500
2.5000
2.7500
3.0000
3.2500
3.5000
3.7500
4.0000
64
56
48
40
40
32
32
24
24
20
18
16
14
13
12
12
11
10
9
8
7
7
6
6
5
412
412
4
4
4
4
4
4
4
Minor diameter internal
thread classes 1B, 2B,
and 3B for engagement
2
3
3 D to 2 D
Basic pitch
diameter
Basic minor
diameter
external
thread
Root
areab in
in2 , A
Minimum
Maximum
0.0629
0.0744
0.0855
0.0958
0.1088
0.1177
0.1437
0.1629
0.1889
0.2175
0.2764
0.3344
0.3911
0.4500
0.4459
0.5084
0.5660
0.6850
0.8028
0.9188
1.0322
1.1572
1.2667
1.3917
1.6201
1.8557
2.1057
2.3376
2.5876
2.8376
3.0876
3.3376
3.5876
3.8376
0.0538
0.0641
0.0734
0.0813
0.0943
0.0997
0.1257
0.1389
0.1649
0.1887
0.2443
0.2983
0.3499
0.4056
0.3978
0.4603
0.5135
0.6273
0.7387
0.8466
0.9497
1.0747
1.1705
1.2955
1.5046
1.7274
1.9774
2.1933
2.4433
2.6933
2.9433
3.1933
3.4433
3.6933
0.0023
0.0032
0.0042
0.0052
0.0070
0.0078
0.0124
0.0152
0.0214
0.0280
0.0469
0.0699
0.0962
0.1292
0.1243
0.1664
0.2071
0.3091
0.4286
0.5629
0.7178
0.9071
1.0760
1.3182
1.7780
2.3436
3.0610
3.7782
4.6886
5.6972
6.8039
8.0088
9.3119
10.7132
0.0585
0.0699
0.0805
0.0894
0.1021
0.1091
0.1346
0.1502
0.1758
0.2013
0.2577
0.3128
0.3659
0.4226
0.4160
0.4783
0.5329
0.6481
0.7614
0.8722
0.9789
1.1039
1.2046
1.3296
1.5455
1.7728
2.0228
2.2444
2.4944
2.7444
2.9944
3.2444
3.4944
3.7444
0.0623
0.0737
0.0845
0.0939
0.1062
0.1140
0.1389
0.1555
0.1807
0.2067
0.2630
0.3182
0.3717
0.4284
0.4223
0.4843
0.5391
0.6545
0.7681
0.8797
0.9875
1.1125
1.2146
1.3396
1.5575
1.7861
2.0361
2.2594
2.5094
2.7594
3.0094
3.2594
3.5094
3.7594
a
Unified diameter-pitch relationships are marked UN.
The actual root area of a screw will be somewhat less than A, but, since the tensile strength of a screw of ductile material is greater than that of a
plain specimen of the same material and of a diameter equal to the root diameter of the screw, the tensile strength of a screw may be assumed to
correspond to A as given.
For complete manufacturing information and tolerances, see ASA Standard B1.1, 1949.
b
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.34
CHAPTER EIGHTEEN
TABLE 18-17
Fine-thread series UNF and NF (dimensions in inches)
Minor diameter internal
thread classes 1B, 2B,
and 3B for engagement
2
3
3 D to 2 D
Basic pitch
diameter
Basic minor
diameter
external
thread
Root
areab in
in2 , A
Minimum
Maximum
80
72
64
56
48
0.0519
0.0640
0.0759
0.0874
0.0985
0.0447
0.0560
0.0668
0.0771
0.0864
0.0016
0.0025
0.0035
0.0047
0.0059
0.0479
0.0602
0.0720
0.0831
0.0931
0.0514
0.0635
0.0753
0.0865
0.0968
0.1250
0.1380
0.1640
0.1900
0.2160
44
40
36
32
28
0.1102
0.1218
0.1460
0.1697
0.1928
0.0971
0.1073
0.1299
0.1517
0.1722
0.0074
0.0090
0.0133
0.0181
0.0233
0.1042
0.1147
0.1358
0.1601
0.1815
0.1079
0.1186
0.1416
0.1641
0.1857
1
4 UN
5
16 UN
3
8 UN
7
16 UN
0.2500
0.3125
0.3750
0.4375
28
24
24
20
0.2268
0.2854
0.3479
0.4050
0.2062
0.2614
0.3239
0.3762
0.0334
0.0541
0.0824
0.1112
0.2150
0.2714
0.3332
0.3875
0.2190
0.2754
0.3372
0.3916
1
2 UN
9
16 UN
5
8 UN
3
4 UN
7
8 UN
0.5000
0.5625
0.6250
0.7500
0.8750
20
18
18
16
14
0.4675
0.5264
0.5889
0.7094
0.8286
0.4387
0.4943
0.5568
0.6733
0.7874
0.1512
0.1919
0.2435
0.3560
0.4869
0.4497
0.5065
0.5690
0.6865
0.8023
0.4537
0.5106
0.5730
0.6908
0.8068
1 UN
118 UN
114 UN
138 UN
112 UN
1.000
1.1250
1.2500
1.3750
1.5000
12
12
12
12
12
0.9459
1.0709
1.1959
1.3209
1.4459
0.8978
1.0228
1.1478
1.2728
1.3978
0.6331
0.8216
1.0347
1.2724
1.5346
0.9148
1.0398
1.1648
1.2893
1.4148
0.9198
1.0448
1.1698
1.2948
1.4198
Sizesa
Basic major
(nominal)
diameter, D
Threads
per inch
0
1
2
3
4
0.0600
0.0730
0.0860
0.0990
0.1120
5
6
8
10
12
a
Unified diameter-pitch relationships are marked UN.
The actual root area of a screw will be somewhat less than A, but, since the tensile strength of a screw of ductile material is greater than that of a
plain specimen of the same material and of a diameter equal to the root diameter of the screw, the tensile strength of a screw may be assumed to
correspond to A as given.
For complete manufacturing information and tolerances, see ASA Standard B1.1, 1949.
b
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.35
TABLE 18-18
Extra-fine thread series—NEF
Basic major
(nominal)
diameter, D,
in
Threads
per inch
1
4
5
16
3
8
7
16 UN
0.2160
0.2500
0.3125
0.3750
0.4375
1
2 UN
9
16
5
8
11
16
3
4 UN
13
16 UN
7
8 UN
15
16 UN
Minor diameter internal
thread classes 1B, 2B,
and 3B for engagement
2
3
3 D to 2 D, in
Basic pitch
diameter, in
Basic minor
diameter
external
thread, in
Root
areab in
in2 , A
Minimum
Maximum
32
32
32
32
28
0.1957
0.2297
0.2922
0.3547
0.4143
0.1777
0.2117
0.2742
0.3367
0.3937
0.0248
0.0352
0.0591
0.0890
0.1217
0.1855
0.2189
0.2807
0.3429
0.4011
0.1895
0.2229
0.2847
0.3469
0.4051
0.5000
0.5625
0.6250
0.6875
0.7500
28
24
24
24
20
0.4768
0.5354
0.5979
0.6604
0.7175
0.4562
0.5114
0.5739
0.6364
0.6887
0.1635
0.2054
0.2587
0.3181
0.3725
0.4636
0.5204
0.5829
0.6454
0.6997
0.4676
0.5244
0.5869
0.6494
0.7037
1 UN
1
116
0.8125
0.8750
0.9375
1.0000
1.0625
20
20
20
20
18
0.7800
0.8425
0.9050
0.9675
1.0264
0.7512
0.8137
0.8762
0.9387
0.9943
0.4432
0.5200
0.6030
0.6921
0.7765
0.7622
0.8247
0.8872
0.9497
1.0064
0.7662
0.8287
0.8912
0.9537
1.0105
118
3
116
114
5
116
138
1.1250
1.1875
1.2500
1.3125
1.3750
18
18
18
18
18
1.0889
1.1514
1.2139
1.2764
1.3389
1.0568
1.1193
1.1818
1.2443
1.3068
0.8772
0.9840
1.0969
1.2160
1.3413
1.0689
1.1314
1.1939
1.2564
1.3189
1.0730
1.1355
1.1980
1.2605
1.3230
7
116
112
9
116
5
18
111
16
1.4375
1.5000
1.5625
1.6250
1.6875
18
18
18
18
18
1.4014
1.4639
1.5264
1.5889
1.6514
1.3693
1.4318
1.4943
1.5568
1.6193
1.4726
1.6101
1.7538
1.9035
2.0594
1.3814
1.4439
1.5064
1.5689
1.6314
1.3855
1.4480
1.5105
1.5730
1.6355
134 UN
2 UN
1.7500
2.0000
16
16
1.7094
1.9594
1.6733
1.9233
2.1991
2.9053
1.6865
1.9365
1.6908
1.9408
Sizesa
12
a
Unified diameter-pitch relationships are marked UN.
The actual root area of a screw will be somewhat less than A, but, since the tensile strength of a screw of ductile material is greater than that of a
plain specimen of the same material and of a diameter equal to the root diameter of the screw, the tensile strength of a screw may be assumed to
correspond to A as given.
For complete manufacturing information and tolerances, see ASA Standard B1.1, 1949.
b
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.36
CHAPTER EIGHTEEN
TABLE 18-19
8-pitch thread series—8N (dimensions in inches)
Minor diameter internal thread
classes 1B, 2B, and 3B for
engagement 23 D to 32 D
Sizea also
basic major
(normal)
diameter, D
Basic minor
diameter
external
thread
Minimum
1 UN
118
114
138
112
158
134
178
2
218
214
212
234
0.8466
0.9716
1.0966
1.2216
1.3466
1.4716
1.5966
1.7216
1.8466
1.9716
2.0966
2.3466
2.5966
0.8722
0.9972
1.1222
1.2472
1.3722
1.4972
1.6222
1.7472
1.8722
1.9972
2.1222
2.3722
2.6222
Minor diameter internal thread
classes 1B, 2B, and 3B for
engagement 23 D to 32 D
Maximum
Sizea also
basic major
(nominal)
diameter, D
Basic minor
diameter
external
thread
Minimum
Maximum
0.8797
1.0047
1.1297
1.2547
1.3797
1.5047
1.6297
1.7547
1.8797
2.0047
2.1297
2.3797
2.6297
3
314
312
334
4
414
412
434
5
514
512
534
6
2.8466
3.0966
3.3466
3.5966
3.8466
4.0966
4.3466
4.5966
4.8466
5.0966
5.3466
5.5966
5.8466
2.8722
3.1222
3.3722
3.6222
3.8722
4.1222
4.3722
4.6222
4.8722
5.1222
5.3722
5.6222
5.8722
8.8797
3.1297
3.3797
3.6297
3.8797
4.1297
4.3797
4.6297
4.8797
5.1297
5.3797
5.6297
5.8797
a
Unified diameter-pitch relationships are marked UN.
For complete manufacturing information and tolerances, see ASA Standard B1.1, 1949.
FIGURE 18-14 American Standard screw thread.
FIGURE 18-15 Whitworth screw thread.
FIGURE 18-13 608 unified and American Standard
screw-thread forms.
FIGURE 18-16 British Association screw thread.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.37
TABLE 18-20
12-pitch thread series—12N (dimensions in inches)
Sizea also
basic major
(normal)
diameter, D
Minor diameter internal thread
classes 1B, 2B, and 3B for
engagement 23 D to 32 D
Minor diameter internal thread
classes 1B, 2B, and 3B for
engagement 23 D to 32 D
Maximum
Sizea also
basic major
(nominal)
diameter, D
Basic minor
diameter
external
thread
Minimum
Maximum
0.4160
0.4783
0.5405
0.6029
0.4223
0.4843
0.5463
0.6085
2 UN
218
214 UN
238
1.8978
2.0228
2.1478
2.2728
1.9148
2.0398
2.1648
2.2898
1.9198
2.0448
2.1698
2.2948
0.6478
0.7103
0.7728
0.8353
0.6653
0.7276
0.7900
0.8524
0.6707
0.7329
0.7952
0.8575
212 UN
258
234 UN
278
2.3978
2.5228
2.6478
2.7728
2.4148
2.5398
2.6648
2.7898
2.4198
2.5M8
2.6698
2.7948
1
1
UN
116
1
18
3
UN
116
0.8978
0.9603
1.0228
1.0853
0.9148
0.9773
1.0398
1.1023
0.9198
0.9823
1.0448
1.1073
3 UN
318
314 UN
338
2.8978
3.0228
3.1478
3.2728
2.9148
3.0398
3.1648
3.2898
2.9198
3.0448
3.1698
3.2948
114
5
UN
116
138
7
UN
116
1.1478
1.2103
1.2728
1.3353
1.1648
1.2273
1.2898
1.3523
1.1698
1.2323
1.2948
1.3573
312 UN
358
334 UN
378
3.3978
3.5228
3.6478
3.7728
3.4148
3.5398
3.6648
3.7898
3.4198
3.5448
3.6698
3.7948
112
158
134 UN
178
1.3978
1.5228
1.6478
1.7728
1.4148
1.5398
1.6648
1.7898
1.4198
1.5448
1.6698
1.7948
4 UN
414 UN
412 UN
434 UN
3.8978
4.1478
4.3978
4.6478
3.9148
4.1648
4.4148
4.6648
3.9198
4.1698
4.4198
4.6698
5 UN
514 UN
512 UN
534 UN
6 UN
4.8978
5.1478
5.3978
5.6478
5.8978
4.9148
5.1648
5.4148
5.6648
5.9148
4.9198
5.1698
5.4198
5.6698
5.9198
Basic minor
diameter
external
thread
Minimum
1
2
9
16
5
8
11
16
0.3978
0.4603
0.0228
0.5853
3
4
13
16
7
8
15
16 UN
a
Unified diameter-pitch relationships are marked UN.
For complete manufacturing information and tolerances, see ASA Standard B1.1, 1949.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.38
CHAPTER EIGHTEEN
TABLE 18-21
16-pitch thread series—16N (dimensions in inches)
Sizea also
basic major
(nominal)
diameter, D
Minor diameter internal thread
classes 1B, 2B, and 3B for
engagement 23 D to 32 D
Minor diameter internal thread
classes 1B, 2B, and 3B for
engagement 23 D to 32 D
Maximum
Sizea also
basic major
(nominal)
diameter, D
Basic minor
diameter
external
thread
Minimum
Maximum
0.6865
0.7490
0.8115
0.8740
0.6908
0.7553
0.8158
0.8783
214 UN
5
216
238
7
216
2.1733
2.2358
2.2983
2.3608
2.1865
2.2490
2.3115
2.3740
2.1908
2.2533
2.3158
2.3783
0.9233
0.9853
1.0483
1.1108
0.9365
0.9990
1.0615
1.1240
0.9408
1.0033
1.0658
1.1283
212 UN
258
234 UN
278
2.4233
2.5483
2.6733
2.7983
2.4365
2.5615
2.6865
2.8115
2.4408
2.5658
2.6908
2.8158
114 UN
5
UN
116
3
18 UN
7
UN
116
1.1733
1.2358
1.2983
1.3608
1.1865
1.2490
1.3115
1.3740
1.1908
1.2533
1.3158
1.3783
3 UN
318
314 UN
338
2.9233
3.0483
3.1733
3.2983
2.9365
3.0615
3.1865
3.3115
2.9408
3.0658
3.1908
3.3158
112 UN
9
116
158
111
16
1.4233
1.4858
1.5483
1.6108
1.4365
1.4990
1.5615
1.6240
1.4408
1.5033
1.5658
1.6283
312 UN
358
334 UN
378
3.4233
3.5483
3.6733
3.7983
3.4365
3.5615
3.6865
3.8115
3.4408
3.5658
3.6908
3.8158
134 UN
113
16
178
115
16
1.6733
1.7358
1.7983
1.8608
1.6865
1.7490
1.8115
1.8740
1.6908
1.7533
1.8158
1.8783
4 UN
414 UN
412 UN
434 UN
3.9233
4.1733
4.4233
4.6733
3.9365
4.1865
4.4365
4.6865
3.9408
4.1908
4.4408
4.6908
2 UN
1
116
1
28
3
216
1.9233
1.9858
2.0483
2.1108
1.9365
1.9990
2.0615
2.1240
1.9408
2.0033
2.0658
2.1283
5 UN
514 UN
512 UN
534 UN
6 UN
4.9233
5.1733
5.4233
5.6733
5.9233
4.9365
5.1865
5.4365
5.6865
5.9365
4.9408
5.1908
5.4408
5.6908
5.9408
Basic minor
diameter
external
thread
Minimum
3
4
13
16 UN
7
8 UN
15
16 UN
0.6733
0.7358
0.7983
0.8608
1 UN
1
UN
116
1
18 UN
3
UN
116
a
Unified diameter-pitch relationships are marked UN.
For complete manufacturing information and tolerances, see ASA Standard B1.1, 1949.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.39
TABLE 18-22
Proportions of power threads (dimensions in inches)
Square threads
Size in
Threads per inch
Minor diameter
Acme threads
Threads per inch
Regular minor diameter
Stub minor diameter
1
4
5
16
3
8
7
16
10
0.163
16
0.188
0.213
9
8
0.2153
0.266
14
12
0.241
0.292
0.270
0.325
7
0.3125
12
0.354
0.388
1
2
5
8
3
4
7
8
612
0.366
10
0.400
0.440
512
0.466
8
0.500
0.550
5
0.575
6
0.583
0.650
412
0.681
6
0.708
0.775
1
4
0.783
5
0.800
0.880
118
312
0.8750
5
0.925
1.005
114
312
1.000
5
1.050
1.130
138
3
1.0834
4
1.125
1.225
112
3
1.284
4
1.250
1.350
134
212
1.400
4
1.500
1.600
2
214
214
214
1.612
1.862
4
3
1.750
1.917
1.850
2.050
212
2
2.063
3
2.167
2.300
234
2
2.313
3
2.417
2.550
3
134
2.500
2
2.500
2.700
312
158
2.962
2
3.000
3.200
4
112
3.168
2
3.500
3.700
412
2
4.000
4.200
5
2
4.000
4.700
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.40
CHAPTER EIGHTEEN
TABLE 18-23
British Standard ISO Metric Precision Hexagon Bolts, Screws and Nuts (BS 3692: 1967)
For general dimensions see Tables 2, 3, 4 and 5.
Source: Courtesy British Standards Institution, 2 Park Street, London W1A 2BS, 1986.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
TABLE 18-24
British standard machine screws and machine screw nuts—metric series
For dimensions, see Tables 1 through 5.
Source: Courtesy British Standards Institution, 2 Park Street, London W1A 2BS, 1986.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
18.41
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
2.0000
2.2500
2.5000
2.7500
3.0000
3.2500
3.5000
3.7500
4.0000
2
214
212
234
3
314
312
334
4
3.125
3.438
3.688
3.938
4.188
2.094
2.375
2.625
2.875
1.594
1.719
1.844
1.969
3.0000
3.3750
3.7500
4.1250
4.5000
4.8750
5.2500
5.5250
6.0000
412
478
514
538
6
4.350
4.712
5.075
5.437
5.800
2.900
3.262
3.625
3.988
2.175
2.356
2.538
2.719
1.450
1.631
2.812
1.994
1.5000
1.6875
1.8750
2.0625
2.2500
2.4375
2.6250
2.8125
0.725
0.906
1.088
1.269
0.425
0.484
0.544
0.603
Min
0.7500
0.9375
1.1250
1.3125
0.4375
0.5000
0.5625
0.6250
3
338
334
418
7
16
1
2
9
16
3
8
3
4
15
16
1 38
3
1 16
1
12
1 11
16
1 78
1
2 16
1
24
7
2 16
2 38
2 13
16
Max (basic)
Width across flats
F
5.196
5.629
6.062
6.495
6.928
3.464
3.897
4.330
4.763
2.598
2.815
3.031
3.248
1.732
1.949
1.165
2.382
0.866
1.083
1.299
1.516
0.505
0.577
0.650
0.722
Max
4.959
5.372
5.786
6.198
6.612
3.306
3.719
4.133
4.546
2.480
2.686
2.893
3.100
1.653
1.859
2.066
2.273
0.826
1.033
1.240
1.447
0.484
0.552
0.620
0.687
Min
Width across corners
G
178
2
218
5
216
212
7
132
138
117
32
111
16
1
3
132
3
132
3
32
13
64
13
64
3
32
3
16
23
64
13
32
35
64
30
64
11
16
23
32
23
32
13
16
Nom
1.935
2.064
2.193
2.385
2.576
1.263
1.423
1.583
1.744
0.974
0.038
1.134
1.198
0.627
0.718
0.813
0.878
0.323
0.403
0.483
0.563
0.163
0.211
0.243
0.291
Max
1.815
1.936
2.057
2.241
2.424
1.175
1.327
1.479
1.632
0.902
0.962
1.054
1.114
0.591
0.658
0.749
0.810
0.302
0.378
0.455
0.531
0.150
0.195
0.226
0.272
Min
Semifinished height
H
0.062
0.062
0.062
0.062
0.062
0.062
0.062
0.062
0.062
0.062
0.062
0.062
0.062
0.047
0.062
0.062
0.062
0.031
0.031
0.047
0.047
0.031
0.031
0.031
0.031
Max
0.047
0.047
0.047
0.047
0.047
0.047
0.047
0.047
0.047
0.047
0.047
0.047
0.047
0.031
0.047
0.047
0.047
0.016
0.016
0.031
0.031
0.010
0.010
0.010
0.016
Min
Radius of fillet
R
2
3
216
5
216
212
211
16
111
32
112
121
32
113
16
1
1
116
5
132
7
132
11
64
7
32
1
4
19
64
11
32
27
64
1
2
37
64
42
64
3
4
27
32
20
32
Max
2.060
2.251
2.380
2.572
2.764
1.388
1.548
1.708
1.869
1.036
1.100
1.196
1.260
0.700
0.780
0.876
0.940
0.364
0.444
0.524
0.604
0.188
0.235
0.268
0.316
Nom
1.815
1.936
2.057
2.241
2.424
1.175
1.327
1.479
1.632
0.902
0.962
1.054
1.114
0.591
0.658
0.749
0.810
0.302
0.378
0.455
0.531
0.150
0.195
0.226
0.272
Min
Regular height
H1
0.188
0.188
0.188
0.188
0.188
0.125
0.188
0.188
0.188
0.125
0.125
0.125
0.125
0.062
0.125
0.125
0.125
0.031
0.062
0.062
0.062
0.031
0.031
0.031
0.031
Max
Radius of fillet
R1
Courtesy: Viegas, J. J., ‘‘Standards for Mechanical Elements’’, Horald A. Rothbart, Editor, Mechanical Design and Systems Handbook, McGraw-Hill Publishing company, New York, 1964.
1.5000
1.6250
1.7500
1.8750
112
138
134
178
1.063
1.188
1.313
1.469
0.530
0.675
0.800
0.938
0.5000
0.6250
0.7500
0.8750
1.0000
1.1250
1.2500
1.3750
0.280
0.342
0.405
0.468
0.2500
0.3125
0.3750
0.4375
1
114
114
138
3
4
3
16
3
8
7
16
1
2
5
8
3
4
7
8
Body
diam,
Max
18.42
Nominal
size or basic
major diam
of thread
TABLE 18.25
Hexagon Bolts21
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
CHAPTER EIGHTEEN
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.43
TABLE 18-26
Regular unfinished square bolts21
Width across flats
F
Nominal size
or basic major
diam of thread
Body diam,
max
1
4
5
16
3
8
7
16
0.2500
0.3125
0.3750
0.4375
0.280
0.342
0.405
0.468
3
8
1
2
9
16
5
8
1
2
5
8
3
4
7
8
0.5000
0.6250
0.7500
0.8750
0.530
0.675
0.800
0.938
1
118
114
138
112
158
1.0000
1.1250
1.2500
1.3750
1.5000
1.6250
1.063
1.188
1.313
1.469
1.594
1.719
Width across corners
G
Height
H
Min
Max
Min
Nom
Max
Min
Radius of
fillet R,
Max
0.3750
0.5000
0.5625
0.6250
0.362
0.484
0.544
0.603
0.530
0.707
0.795
0.884
0.498
0.665
0.747
0.828
11
64
13
64
1
4
19
64
0.188
0.220
0.268
0.316
0.156
0.186
0.232
0.278
0.031
0.031
0.031
0.031
3
4
15
16
118
115
16
0.7500
0.9375
1.1250
1.3125
0.725
0.906
1.088
1.269
1.061
1.326
1.591
1.856
0.995
1.244
1.494
1.742
21
64
27
64
1
2
19
32
0.348
0.444
0.524
0.620
0.308
0.400
0.476
0.568
0.031
0.062
0.062
0.062
112
111
16
178
1
216
1
24
7
216
1.5000
1.6875
1.8750
2.0625
2.2500
2.4375
1.450
1.631
1.812
1.994
2.175
2.356
2.121
2.386
2.652
2.917
3.182
3.447
1.991
2.239
2.489
2.738
2.986
3.235
21
32
3
4
27
32
29
32
0.684
0.780
0.876
0.940
1.036
1.132
0.628
0.720
0.812
0.872
0.964
1.056
0.062
0.125
0.125
0.125
0.125
0.125
Max (basic)
1
3
132
Note: Bolt is not finished on any surface.
Minimum thread length shall be twice the diameter plus 14 in for length up to and including 6 in and twice the diameter plus 12 in for lengths over 6 in.
Thread shall be coarse thread series class 2A.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.44
CHAPTER EIGHTEEN
TABLE 18-27
Finished hexagon bolts21
Nominal size
or basic major
diam of thread
Body diam,
Width across flats
min (max
F
equal to
nominal size) Max (basic)
Min
1
4
5
16
3
8
7
16
0.2500
0.3125
0.3750
0.4375
0.2450
0.3065
0.3690
0.4305
7
16
1
2
9
16
5
8
0.4375
0.5000
0.5625
0.6250
1
2
9
16
5
8
3
4
7
8
0.5000
0.5625
0.6250
0.7500
0.8750
0.4930
0.5545
0.6170
0.7410
0.8660
3
4
13
16
15
16
118
5
116
1
118
114
138
1.0000
1.1250
1.2500
1.3750
0.9900
1.1140
1.2390
1.3630
112
158
134
178
1.5000
1.6250
1.7500
1.8750
2
214
212
234
3
2.0000
2.2500
2.5000
2.7500
3.0000
Width across corners
G
Height
H
Radius of fillet
R
Max
Min
Nom
Max
Min
Max
Min
0.428
0.489
0.551
0.612
0.505
0.577
0.650
0.722
0.488
0.557
0.628
0.698
5
32
13
64
15
64
9
32
0.163
0.211
0.243
0.291
0.150
0.195
0.226
0.272
0.023
0.023
0.023
0.023
0.009
0.009
0.009
0.009
0.7500
0.8125
0.9375
1.1250
1.3125
0.736
0.798
0.922
1.100
1.285
0.866
0.938
1.083
1.299
1.516
0.840
0.910
1.051
1.254
1.465
5
16
23
64
25
64
15
32
35
64
0.323
0.371
0.403
0.483
0.563
0.302
0.348
0.378
0.455
0.531
0.023
0.041
0.041
0.041
0.062
0.009
0.021
0.021
0.021
0.047
112
111
16
178
1
216
1.5000
1.6875
1.8750
2.0625
1.469
1.631
1.812
1.994
1.732
1.949
1.165
2.382
1.675
1.859
1.066
2.273
39
64
11
16
25
32
27
32
0.627
0.718
0.813
0.878
0.591
0.658
0.749
0.810
0.062
0.125
0.125
0.125
0.047
0.110
0.110
0.110
1.4880
1.6130
1.7380
1.8630
214
1
216
5
28
213
16
2.2500
2.4275
2.6250
2.8125
2.175
2.356
2.538
2.719
2.598
2.815
2.031
2.248
2.480
2.686
2.893
3.100
15
16
1
3
132
5
132
0.974
1.038
1.134
1.198
0.902
0.962
1.054
1.114
0.125
0.125
0.125
0.125
0.110
0.110
0.110
0.110
1.9880
2.2380
2.4880
2.7380
2.9880
3
338
334
418
412
3.0000
3.3750
3.7500
4.1250
4.5000
2.900
3.262
3.625
3.988
4.350
3.464
3.897
4.330
4.763
5.196
3.306
3.719
4.133
4.546
4.959
7
132
138
117
32
111
16
178
1.263
1.423
1.583
1.744
1.935
1.175
1.327
1.479
1.632
1.815
0.125
0.188
0.188
0.188
0.188
0.110
0.173
0.173
0.173
0.173
Note: Bold type indicates unified thread.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.45
TABLE 18-28
Regular square nuts21
Width across flats
F
Nominal size
or basic major
diam of thread
Max (basic)
Width across corners
G
Thickness
H
Min
Max
Min
Nom
Max
Min
1
4
5
16
3
8
7
16
0.2500
0.3125
0.3750
0.4375
7
16
9
16
3
8
3
4
0.4375
0.5625
0.6250
0.7500
0.425
0.547
0.606
0.728
0.619
0.795
0.884
1.061
0.584
0.751
0.832
1.000
7
32
17
64
31
64
3
8
0.235
0.283
0.346
0.394
0.203
0.249
0.310
0.356
1
2
5
8
3
4
7
8
0.5000
0.6350
0.7500
0.8750
13
16
1
118
5
116
0.8125
1.0000
1.1250
1.3125
0.788
0.969
1.088
1.269
1.149
1.414
1.591
1.856
1.082
1.330
1.494
1.742
7
16
35
64
21
32
49
64
0.458
0.569
0.680
0.792
0.418
0.525
0.632
0.740
1
118
114
138
112
158
1.0000
1.1250
1.2500
1.3750
1.5000
1.6250
112
111
16
178
1
216
214
7
216
1.5000
1.6875
1.8750
2.0625
2.2500
2.4375
1.450
1.631
1.812
1.994
2.175
2.356
2.121
2.386
2.652
2.917
3.182
3.447
1.991
2.239
2.489
2.738
2.986
3.235
7
8
0.903
1.030
1.126
1.237
1.348
1.460
0.847
0.970
1.062
1.169
1.276
1.384
1
3
132
113
64
5
116
27
164
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.46
CHAPTER EIGHTEEN
TABLE 18-29
Hexagon and hexagon jam nuts21
Nominal
size or
basic major
diam
of thread
Width across flats
F
Max (basic)
Width across corners
G
Finished and regular
semi-finished hexagon
nuts thickness
H
Finished and regular
semi-finished jam
nuts thickness
H
Min
Max
Min
Nom
Max
Min
Nom
Max
Min
1
4
5
16
3
8
7
16
0.2500
0.3125
0.3750
0.4375
7
16
1
2
9
16
11
16
0.4375
0.5000
0.5625
0.6875
0.428
0.489
0.551
0.675
0.505
0.577
0.650
0.794
0.488
0.557
0.628
0.768
7
32
17
64
21
64
3
8
0.226
0.273
0.337
0.385
0.212
0.258
0.320
0.365
5
32
3
16
7
32
1
4
0.163
0.195
0.227
0.260
0.150
0.180
0.210
0.240
1
2
9
16
5
8
3
4
7
8
0.5000
0.5625
0.6250
0.7500
0.8750
3
4
7
8
15
16
118
5
116
0.7500
0.8750
0.9375
1.1250
1.3125
0.736
0.861
0.922
1.088
1.269
0.866
1.010
1.083
1.299
1.516
0.840
0.982
1.051
1.240
1.447
7
16
31
64
35
64
41
64
3
4
0.448
0.496
0.559
0.665
0.776
0.427
0.473
0.535
0.617
0.724
5
16
6
16
3
8
27
64
31
64
0.323
0.324
0.387
0.446
0.510
0.302
0.301
0.363
0.398
0.458
1
118
114
138
1.0000
1.1250
1.2500
1.3750
112
111
16
178
1
216
1.5000
1.6875
1.8750
2.0625
1.459
1.631
1.812
1.994
1.732
1.949
2.165
2.382
1.653
1.859
2.066
2.273
55
64
31
32
1
116
111
64
0.887
0.999
0.094
1.206
0.831
0.939
1.030
1.138
35
64
39
64
23
32
25
32
0.575
0.639
0.751
0.815
0.519
0.579
0.687
0.747
112
158
134
178
1.5000
1.6250
1.7500
1.8750
214
7
216
5
28
213
16
2.2500
2.4375
2.6250
2.8125
2.175
2.356
2.538
2.719
2.598
2.815
3.031
3.248
2.480
2.686
2.893
3.100
9
132
25
164
112
139
64
1.317
1.429
1.540
1.651
1.245
1.353
1.460
1.567
27
32
29
32
31
32
1
132
0.880
0.944
1.009
1.073
0.808
0.868
0.929
0.989
2
214
212
234
3
2.0000
2.2500
2.5000
2.7500
3.0000
3
338
334
418
412
3.0000
3.3750
3.7500
4.1250
4.5000
2.900
3.262
3.625
3.988
4.350
3.464
3.897
4.330
4.763
5.196
3.306
3.719
4.133
4.546
4.959
123
32
159
64
9
264
23
264
237
64
1.763
1.970
2.193
2.415
2.638
1.675
1.874
2.089
2.303
2.518
3
132
113
64
129
64
137
64
145
64
1.138
1.251
1.505
1.634
1.763
1.050
1.155
1.401
1.522
1.643
Note: Bold type indicates unified threads.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.47
TABLE 18-30
Finished hexagon slotted nuts21
Nominal size
or basic major
diam of thread
Width across flats
F
Max (basic)
Width across corners
G
Thickness
H
Slot
Min
Max
Min
Nom
Max
Min
Width, S
Depth, T
1
4
5
16
3
8
7
16
0.2500
0.3125
0.3750
0.4375
7
16
1
2
9
16
11
16
0.4375
0.5000
0.5625
0.6875
0.428
0.489
0.551
0.675
0.505
0.577
0.650
0.794
0.488
0.557
0.628
0.768
7
32
17
64
21
64
3
8
0.226
0.273
0.337
0.385
0.212
0.258
0.320
0.365
0.078
0.094
0.125
0.125
0.094
0.094
0.125
0.156
1
2
9
16
5
8
3
4
7
8
0.5000
0.5625
0.6250
0.7500
0.8750
3
4
7
8
15
16
118
5
116
0.7500
0.8750
0.9375
1.1250
1.3125
0.736
0.861
0.922
1.088
1.269
0.866
1.010
1.083
1.299
1.516
0.840
0.982
1.051
1.240
1.447
7
16
31
64
35
64
41
64
3
4
0.448
0.496
0.559
0.665
0.776
0.427
0.473
0.535
0.617
0.724
0.156
0.156
0.156
0.188
0.188
0.156
0.188
0.219
0.250
0.250
1
118
114
138
1.0000
1.1250
1.2500
1.3750
112
111
16
178
1
216
1.5000
1.6875
1.8750
2.0625
1.450
1.631
1.812
1.994
1.732
1.949
2.165
2.382
1.653
1.859
2.066
2.273
55
64
31
32
1
116
11
164
0.887
0.999
1.094
1.206
0.831
0.939
1.030
1.138
0.250
0.250
0.312
0.312
0.281
0.344
0.375
0.375
112
138
134
178
1.5000
1.6250
1.7500
1.8750
214
7
216
5
28
213
16
2.2500
2.4375
2.6250
2.8125
2.175
2.356
2.538
2.719
2.598
2.815
2.031
3.248
2.480
2.686
2.893
3.100
9
132
125
64
112
139
64
1.317
1.429
1.540
1.651
1.245
1.353
1.460
1.567
0.375
0.375
0.438
0.438
0.438
0.438
0.500
0.562
2
214
212
234
3
2.0000
2.2500
2.5000
2.7500
3.0000
3
338
334
418
412
3.0000
3.3750
3.7500
4.1250
4.5000
2.900
3.262
3.625
3.988
4.350
3.464
3.897
4.330
4.763
5.196
3.306
3.719
4.133
4.546
4.959
123
32
159
64
9
264
223
64
237
64
1.763
1.970
2.193
2.415
2.638
1.675
1.874
2.089
2.303
2.518
0.438
0.438
0.562
0.562
0.625
0.562
0.562
0.688
0.688
0.750
Note: Bold type indicates unified threads.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.48
CHAPTER EIGHTEEN
TABLE 18-31
Regular hexagon and hexagon jam nuts
Nominal
size or
basic major
diam
of thread
Width across flats
F
Max (basic)
Width across corners
G
Thickness
regular jam nuts
H
Thickness regular nuts
H
Min
Max
Min
Nom
Max
Min
Nom
Max
Min
1
4
5
16
3
8
7
16
0.2500
0.3125
0.3750
0.4375
7
16
9
16
5
8
3
4
0.4375
0.5625
0.6250
0.7500
0.425
0.547
0.606
0.728
0.505
0.650
0.722
0.866
0.484
0.624
0.691
0.830
7
32
17
64
21
64
3
8
0.235
0.283
0.346
0.394
0.203
0.249
0.310
0.356
5
32
3
16
7
32
1
4
0.172
0.204
0.237
0.260
0.140
0.170
0.201
0.231
1
2
9
16
5
8
3
4
7
8
0.5000
0.5625
0.6250
0.7500
0.8750
13
16
7
8
1
118
158
0.8125
0.8750
1.0000
1.1250
1.3125
0.788
0.847
0.969
1.088
1.269
0.938
1.010
1.155
1.299
1.516
0.898
0.966
1.104
1.240
1.447
7
16
1
2
35
64
21
32
49
64
0.458
0.521
0.569
0.680
0.792
0.418
0.479
0.525
0.632
0.740
5
16
11
32
3
8
7
16
1
2
0.332
0.365
0.397
0.462
0.526
0.292
0.323
0.353
0.414
0.474
1
118
114
158
112
1.0000
1.1250
1.2500
1.3750
1.5000
112
111
16
178
1
216
1
24
1.5000
1.6875
1.8750
2.0625
2.2500
1.450
1.631
1.812
1.994
2.175
1.732
1.949
2.165
2.382
2.598
1.653
1.859
2.066
2.273
2.480
7
8
0.903
1.030
1.126
1.237
1.348
0.847
0.970
1.062
1.169
1.276
9
16
5
8
3
4
13
16
7
8
0.590
0.655
0.782
0.846
0.911
0.534
0.595
0.718
0.778
0.839
1
0
132
13
164
3
116
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.49
TABLE 18-32
Carriage bolts
Countersunk
Nominal
diam
of bolt
D
Diam
of head
max,
A
No. 10
0.520
0.645
0.770
0.895
1.020
1.145
1.400
1.650
1
4
3
16
3
8
7
16
1
2
5
8
3
4
Fin neck
Feed
thickness
F
Depth of
square and
countersink
max,
E
Width of
square,
max,
B
Diam of
head,
max,
A
Height of
head,
max,
H
Depth of
fins,
max,
P
Distance
across
fins,
max,
W
Thickness
of
fins,
max,
M
0.016
0.016
0.031
0.031
0.031
0.031
0.031
0.047
0.250
0.312
0.375
0.437
0.500
0.562
0.687
0.812
0.199
0.260
0.324
0.388
0.452
0.515
0.642
0.768
0.469
0.594
0.719
0.844
0.969
1.094
0.114
0.145
0.176
0.208
0.239
0.270
0.088
0.104
0.135
0.151
0.182
0.198
0.395
0.458
0.551
0.645
0.739
0.833
0.098
0.114
0.145
0.161
0.192
0.208
Square neck
Ribbed neck
Nominal
diam
of bolt
D
Diam of
head,
max,
A
Height of
head,
max,
H
Depth of
square,
max,
P
Width of
square,
max,
B
No. 10
0.469
0.594
0.719
0.844
0.969
1.094
1.344
1.594
1.844
2.094
0.114
0.145
0.176
0.208
0.239
0.270
0.344
0.406
0.469
0.531
0.125
0.156
0.187
0.219
0.250
0.281
0.344
0.406
0.469
0.531
0.199
0.260
0.324
0.388
0.452
0.515
0.642
0.768
0.895
1.022
1
4
5
16
3
8
7
16
1
2
5
8
5
8
7
8
1
Ribs below head P
Length of ribs Q
L 78
L1
L 78
L ¼ 1, L ¼ 1 18
L 1 14
Number
of
ribs
0.031
0.031
0.031
0.031
0.031
0.031
0.094
0.094
0.063
0.063
0.063
0.063
0.063
0.063
0.094
0.094
0.188
0.188
0.188
0.188
0.188
0.188
0.188
0.188
0.313
0.313
0.313
0.313
0.313
0.313
0.313
0.313
0.500
0.500
0.500
0.500
0.500
0.500
0.500
0.500
9
10
12
12
14
16
19
22
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.50
CHAPTER EIGHTEEN
TABLE 18-33
Countersunk, Buttonhead, and Step bolts
Countersunk bolt
Nominal
diam
of bolt
D
Buttonhead
Step bolt
Head
diam,
max,
A
Head
depth
H
Head
diam,
max,
A
Head
height,
max,
H
Head
diam,
max,
A
Head
height,
max,
H
Depth of
square,
max,
P
Width of
square,
max,
B
24
20
18
16
14
—
0.493
0.618
0.740
0.803
—
0.140
0.176
0.210
0.210
0.469
0.594
0.719
0.844
0.969
0.114
0.145
0.176
0.208
0.239
0.656
0.844
1.031
1.219
1.406
0.114
0.145
0.176
0.208
0.239
0.125
0.156
0.187
0.219
0.250
0.199
0.260
0.324
0.388
0.452
0.935
1.169
1.402
1.637
1.869
0.250
0.313
0.375
0.438
0.500
1.094
1.344
1.594
1.844
2.094
0.270
0.344
0.406
0.469
0.531
1.594
0.270
0.281
0.515
1
13
11
10
9
8
118
114
138
112
7
7
6
6
2.104
2.337
2.571
2.804
0.563
0.625
0.688
0.750
No. 10
1
4
5
16
3
8
7
16
1
2
5
8
3
4
7
8
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.51
TABLE 18-34
Machine-screw heads
Flat head
Nominal
size
No. 0
No. 1
No. 2
No. 3
No. 4
No. 5
No. 6
No. 8
No. 10
No. 12
1
4
5
16
3
8
7
16
1
2
9
16
5
8
3
4
Max
diam
D
Head
diam,
max,
A
Height
of
head,
max,
H
0.060
0.073
0.086
0.099
0.112
0.125
0.138
0.164
0.190
0.216
0.250
0.3125
0.375
0.4375
0.500
0.5625
0.625
0.750
0.119
0.146
0.172
0.199
0.225
0.252
0.279
0.332
0.385
0.438
0.507
0.635
0.762
0.812
0.875
1.000
1.125
1.375
0.035
0.043
0.051
0.059
0.067
0.075
0.083
0.100
0.116
0.132
0.153
0.191
0.230
0.223
0.223
0.260
0.298
0.372
Round head
Width
of
slot,
min,
J
Depth
of
slot,
min,
T
0.016
0.019
0.023
0.027
0.031
0.035
0.039
0.045
0.050
0.056
0.064
0.072
0.081
0.081
0.091
0.102
0.116
0.131
0.010
0.012
0.015
0.017
0.020
0.022
0.024
0.029
0.034
0.039
0.046
0.058
0.070
0.066
0.065
0.077
0.088
0.111
Total
height
of
head,
max,
O
Head
diam,
max,
A
Height
of
head,
max,
H
Width
of
slot,
min,
J
Depth
of
slot,
min,
T
0.113
0.138
0.162
0.137
0.211
0.236
0.260
0.309
0.359
0.408
0.472
0.590
0.708
0.750
0.813
0.938
1.000
1.250
0.053
0.061
0.069
0.078
0.086
0.095
0.103
0.120
0.137
0.153
0.175
0.216
0.256
0.328
0.355
0.410
0.438
0.547
0.016
0.019
0.023
0.027
0.031
0.035
0.039
0.045
0.050
0.056
0.064
0.072
0.081
0.081
0.091
0.102
0.116
0.131
0.029
0.033
0.037
0.040
0.044
0.047
0.051
0.058
0.065
0.072
0.082
0.099
0.117
0.148
0.159
0.183
0.195
0.242
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Total
height
of
head,
max,
O
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.52
CHAPTER EIGHTEEN
TABLE 18-34
Machine-screw heads (Cont.)
Oval head
Nominal
Size
No. 0
No. 1
No. 2
No. 3
No. 4
No. 5
No. 6
No. 8
No. 10
No. 12
1
4
5
16
3
8
7
16
1
2
9
16
5
8
3
4
Max
diam
D
Head
diam,
max,
A
Height
of
head,
max,
H
0.060
0.073
0.086
0.099
0.112
0.125
0.138
0.164
0.190
0.216
0.250
0.3125
0.375
0.4375
0.500
0.5625
0.625
0.750
0.119
0.146
0.172
0.199
0.225
0.252
0.279
0.332
0.385
0.438
0.507
0.635
0.762
0.812
0.875
1.000
1.125
1.375
0.035
0.043
0.051
0.059
0.067
0.075
0.083
0.100
0.116
0.132
0.153
0.191
0.230
0.223
0.223
0.260
0.298
0.372
Fillister head
Width
of
slot,
min,
J
Depth
of
slot,
min,
T
Total
height
of
head,
max,
O
0.016
0.019
0.023
0.027
0.031
0.035
0.039
0.045
0.050
0.056
0.064
0.072
0.081
0.081
0.091
0.102
0.116
0.131
0.025
0.031
0.037
0.043
0.049
0.055
0.060
0.072
0.084
0.096
0.112
0.141
0.170
0.174
0.176
0.207
0.235
0.293
0.056
0.068
0.080
0.092
0.104
0.116
0.128
0.152
0.176
0.200
0.232
0.290
0.347
0.345
0.354
0.410
0.467
0.578
Head
diam,
max,
A
Height
of
head,
max,
H
Width
of
slot,
min,
J
Depth
of
slot,
min,
T
Total
height
of
head,
max,
O
0.098
0.118
0.140
0.161
0.183
0.205
0.226
0.270
0.313
0.357
0.414
0.518
0.622
0.625
0.750
0.812
0.875
1.000
0.045
0.053
0.062
0.070
0.079
0.088
0.096
0.113
0.130
0.148
0.170
0.211
0.253
0.265
0.297
0.336
0.375
0.441
0.016
0.019
0.023
0.027
0.031
0.035
0.039
0.045
0.050
0.056
0.064
0.072
0.081
0.081
0.091
0.102
0.116
0.131
0.015
0.020
0.025
0.030
0.035
0.040
0.045
0.054
0.064
0.074
0.087
0.110
0.133
0.135
0.151
0.172
0.193
0.226
0.059
0.071
0.083
0.095
0.107
0.120
0.132
0.156
0.180
0.205
0.237
0.295
0.355
0.368
0.412
0.466
0.521
0.612
Note: Edges of head on flat- and oval-head machine screws may be rounded.
Radius of fillet at base of flat- and oval-head machine screws shall not exceed twice the pitch of the screw thread.
Radius of fillet at base of round- and fillister-head machine screws shall not exceed one-half the pitch of the screw thread.
All four types of screws in this table may be furnished with cross-recessed heads.
Fillister-head machine screws in sizes No. 2 to 38 in, inclusive, may be furnished with a drilled hole through the head along a diameter at right angles
to the slot but not breaking through the slot.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.53
TABLE 18-35
Machine screw heads—pan, hexagon, truss, and 1008 Flat heads
Pan head
Nominal
size
No. 2
No. 3
No. 4
No. 5
No. 6
No. 8
No. 10
No. 12
1
4
5
16
3
8
Max
diam
D
Head
diam,
max,
A
Height
of
slotted
head,
max,
H
Width
of slot,
min,
J
Depth
of slot,
min,
T
0.086
0.099
0.112
0.125
0.138
0.164
0.190
0.216
0.250
0.3125
0.375
0.167
0.193
0.219
0.245
0.270
0.322
0.373
0.425
0.492
0.615
0.740
0.053
0.060
0.068
0.075
0.082
0.096
0.110
0.125
0.144
0.178
0.212
0.023
0.027
0.031
0.035
0.039
0.045
0.050
0.056
0.064
0.072
0.081
0.023
0.027
0.030
0.032
0.038
0.043
0.050
0.060
0.070
0.092
0.113
Hexagon head
Radius
R
Height
of
recessed
head
max,
O
Head
diam,
max,
A
Height
of
head,
max,
H
Width
of slot,
min,
J
Depth
of slot,
min,
T
0.035
0.037
0.042
0.044
0.046
0.052
0.061
0.078
0.087
0.099
0.143
0.062
0.071
0.080
0.089
0.097
0.115
0.133
0.151
0.175
0.218
0.261
0.125
0.187
0.187
0.187
0.250
0.250
0.312
0.312
0.375
0.500
0.562
0.050
0.055
0.060
0.070
0.080
0.110
0.120
0.155
0.190
0.230
0.295
0.031
0.035
0.039
0.045
0.050
0.056
0.064
0.072
0.081
0.025
0.030
0.033
0.052
0.057
0.077
0.083
0.100
0.131
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.54
CHAPTER EIGHTEEN
TABLE 18-35
Machine screw heads—pan, hexagon, truss, and 1008 Flat heads (Cont.)
Truss head
Nominal
size
No. 2
No. 3
No. 4
No. 5
No. 6
No. 8
No. 10
No. 12
1
4
5
16
3
8
7
16
1
2
9
16
5
8
3
4
1008 flat head
Max
diam
D
Head
diam,
max,
A
Height
of
slotted
head,
max,
H
Width
of slot,
min,
J
Depth
of slot,
min,
T
Radius
R
0.086
0.099
0.112
0.125
0.138
0.164
0.190
0.216
0.250
0.3125
0.375
0.4375
0.500
0.5625
0.625
0.750
0.194
0.226
0.257
0.289
0.321
0.384
0.448
0.511
0.573
0.698
0.823
0.948
1.073
1.198
1.323
1.573
0.053
0.061
0.069
0.078
0.086
0.102
0.118
0.134
0.150
0.183
0.215
0.248
0.280
0.312
0.345
0.410
0.023
0.027
0.031
0.035
0.039
0.045
0.050
0.056
0.064
0.072
0.081
0.081
0.091
0.102
0.116
0.131
0.022
0.026
0.030
0.034
0.037
0.045
0.053
0.061
0.070
0.085
0.100
0.116
0.131
0.146
0.162
0.182
0.129
0.151
0.169
0.191
0.211
0.254
0.283
0.336
0.375
0.457
0.538
0.619
0.701
0.783
0.863
1.024
Height
of
recessed
head
max,
O
Head
diam,
max,
A
Height
of
head,
max,
H
Width
of slot,
min,
J
Depth
of slot,
min,
T
0.225
0.048
0.031
0.017
0.279
0.332
0.385
0.060
0.072
0.083
0.039
0.045
0.050
0.022
0.027
0.031
0.507
0.635
0.762
0.110
0.138
0.165
0.064
0.072
0.081
0.042
0.053
0.064
Note: Radius of fillet at base of truss- and pan-head machine screws shall not exceed one-half the pitch of the screw thread.
Truss-, pan-, and 1008 flat-head machine screws may be furnished with cross-recessed heads.
Hexagon-head machine screws are usually not slotted; the slot is optional. Also optional is an upset-head type for hexagon-head machine screws of
sizes 4, 5, 8, 12, and 14 in.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.55
TABLE 18-36
Machine-screw heads—binding head
Nominal
size
No. 2
No. 3
No. 4
No. 5
No. 6
No. 8
No. 10
No. 12
1
4
5
16
3
8
Max
diam
D
Head
diam,
max,
A
Total
height
of head,
max,
O
Width
of slot,
min,
J
Depth
of slot,
min,
T
Height
of oval,
max,
F
Diam
of
undercut,a
min,
U
Depth
of
undercut,
min,
X
0.086
0.099
0.112
0.125
0.138
0.164
0.190
0.216
0.250
0.3125
0.375
0.181
0.208
0.235
0.263
0.290
0.344
0.399
0.454
0.513
0.641
0.769
0.046
0.054
0.063
0.071
0.080
0.097
0.114
0.130
0.153
0.193
0.234
0.023
0.027
0.031
0.035
0.039
0.045
0.050
0.056
0.064
0.072
0.081
0.024
0.029
0.034
0.039
0.044
0.054
0.064
0.074
0.088
0.112
0.136
0.018
0.022
0.025
0.029
0.032
0.039
0.045
0.052
0.061
0.077
0.094
0.124
0.143
0.161
0.180
0.199
0.236
0.274
0.311
0.360
0.450
0.540
0.005
0.006
0.007
0.009
0.010
0.012
0.015
0.018
0.021
0.027
0.034
a
Use of undercut is optional.
Note: Binding-head machine screws may be furnished with cross-recessed heads.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.56
CHAPTER EIGHTEEN
TABLE 18-37
Slotted-head cap screws28
Fillister head
Nominal
size
(body
diam,
max)
D
Flat head
Round head
Width
of
slot
min,
J
Head
diam,
max,
A
Height
of
head,
max,
H
Total
height
of head,
max,
O
Depth
of
slot,
min,
T
Head
diam,
max,
A
Height
of
head
average,
H
Depth
of
slot,
min,
T
Head
diam,
max,
A
Height
of
head,
max,
H
Depth
of
slot,
min,
T
1
4
3
16
3
8
7
16
1
2
0.064
0.072
0.081
0.081
0.091
0.375
0.437
0.562
0.625
0.750
0.172
0.203
0.250
0.297
0.328
0.216
0.253
0.314
0.368
0.412
0.077
0.090
0.113
0.133
0.148
0.500
0.625
0.750
0.8125
0.875
0.140
0.176
0.210
0.210
0.210
0.046
0.057
0.069
0.069
0.069
0.437
0.562
0.625
0.750
0.812
0.191
0.246
0.273
0.328
0.355
0.097
0.126
0.135
0.167
0.179
9
16
5
8
3
4
7
8
0.812
0.875
1.000
1.125
1.312
0.375
0.422
0.500
0.594
0.656
0.466
0.521
0.612
0.720
0.802
0.169
0.190
0.233
0.264
0.292
1.000
1.125
1.375
1.625
1.875
0.245
0.281
0.352
0.423
0.494
0.080
1.092
0.115
0.139
0.162
0.937
1.000
0.125
0.410
0.438
0.547
0.208
0.220
0.227
1
0.102
0.116
0.131
0.147
0.166
118
114
138
112
0.178
0.193
0.208
0.240
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
2.062
2.312
2.562
2.812
0.529
0.600
0.665
0.742
0.173
0.197
0.220
0.244
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.57
TABLE 18-38
Socket-head cap screws
Hexagona
Socket
width
across
flats,
min,
J
Fluted socket
Number
of
flutes
Socket
diam
minor,
min,
K
Socket
diam
major,
min,
M
Width
of
socket
land,
max,
N
Nominal
size
Body
diam,
max,
D
Head
diam,
max,
A
Head
height
max,
H
Head
side
height,
max,
S
No. 0
No. 1
No. 2
No. 3
No. 4
0.060
0.073
0.0860
0.0990
0.1120
0.096
0.118
0.140
0.161
0.183
0.086
0.099
0.112
0.0803
0.0923
0.1043
1
16
5
64
5
64
6
6
6
0.063
0.080
0.080
0.073
0.097
0.097
0.016
0.022
0.022
No. 5
No. 6
No. 8
No. 10
No. 12
0.1250
0.1380
0.1640
0.1900
0.2160
0.205
0.226
0.270
5
16
11
32
0.125
0.138
0.164
0.190
0.216
0.1163
0.1284
0.1522
0.1765
0.2005
3
32
3
32
1
8
5
32
5
32
6
6
6
6
6
0.096
0.096
0.126
0.161
0.161
0.113
0.113
0.147
0.186
0.186
0.025
0.025
0.032
0.039
0.039
1
4
5
16
3
8
7
16
1
2
0.2500
0.3125
0.3750
0.4375
0.5000
3
8
7
16
9
16
5
8
1
4
1
4
5
16
3
8
7
16
1
2
0.2317
0.2894
0.3469
0.4046
0.4620
3
16
7
32
5
16
5
16
3
8
6
6
6
6
6
0.188
0.219
0.316
0.316
0.383
0.219
0.254
0.377
0.377
0.460
0.050
0.060
0.092
0.092
0.112
9
16
5
8
3
4
7
8
13
16
7
8
1
118
5
116
9
16
5
8
3
4
7
8
1
0.5625
0.6250
0.7500
0.8750
1.0000
1
0.5196
0.5771
0.6920
0.8069
0.9220
3
8
1
2
9
16
9
16
5
8
6
6
6
6
6
0.383
0.506
0.531
0.600
0.681
0.460
0.601
0.627
0.705
0.797
0.112
0.138
0.149
0.168
0.189
118
114
138
112
1.1250
1.2500
1.3750
1.5000
112
134
178
2
118
114
138
112
1.0372
1.1516
1.2675
1.3821
3
4
3
4
3
4
6
6
6
6
0.824
0.824
0.824
1.003
0.966
0.966
0.966
1.271
0.231
0.231
0.231
0.298
1
a
Maximum socket depth T should not exceed three-fourths of minimum head height H.
Note: Head chamfer angle E is 28 to 328, the edge between flat and chamfer being slightly rounded.
Screw point chamfer angle 35 to 408, the chamfer extending to the bottom of the thread. Edge between flat and chamfer is slightly rounded.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.58
CHAPTER EIGHTEEN
TABLE 18-39
Square-head set screws28
Width
across
flats
F
Nominal
size
No. 10
No. 12
1
4
5
16
3
8
7
16
1
2
9
16
5
8
3
4
7
8
1
118
114
138
112
0.190
0.216
0.250
0.3125
0.3750
0.4375
0.500
0.5625
0.6250
0.750
0.875
1.000
1.125
1.250
1.376
1.500
Width
across
corners
G
Height of head
H
Diam of
neck relief
K
Radius
of
head
X
Radius Width
of neck of neck
relief
relief
R
U
Max
Min
Min
Nom
Max
Min
Max
Min
Nom
Max
Max
0.1875
0.216
0.250
0.3125
0.375
0.4375
0.500
0.5625
0.625
0.750
0.875
1.000
1.125
1.250
1.375
1.500
0.180
0.208
0.241
0.302
0.362
0.423
0.484
0.545
0.606
0.729
0.852
0.974
1.096
1.219
1.342
1.464
0.247
0.292
0.331
0.415
0.497
0.581
0.665
0.748
0.833
1.001
1.170
1.337
1.505
1.674
1.843
2.010
9
64
5
32
3
16
15
64
7
32
31
64
3
8
27
64
15
32
9
16
21
32
3
4
27
32
15
16
1
132
1
18
0.148
0.163
0.196
0.245
0.293
0.341
0.398
0.437
0.485
0.582
0.678
0.774
0.870
0.966
1.063
1.159
0.134
0.147
0.178
0.224
0.270
0.315
0.361
0.407
0.452
0.544
0.635
0.726
0.817
0.908
1.000
1.091
0.145
0.162
0.185
0.240
0.294
0.345
0.400
0.454
0.507
0.620
0.731
0.838
0.939
1.064
1.159
1.284
0.140
0.156
0.170
0.225
0.279
0.330
0.385
0.439
0.492
0.605
0.716
0.823
0.914
1.039
1.134
1.259
15
32
35
64
5
8
25
32
15
16
3
132
1
14
113
32
9
116
7
18
3
216
212
213
16
318
7
316
3
34
0.027
0.029
0.032
0.036
0.041
0.046
0.050
0.054
0.059
0.065
0.072
0.081
0.092
0.092
0.109
0.109
0.083
0.091
0.100
0.111
0.125
0.143
0.154
0.167
0.182
0.200
0.222
0.250
0.283
0.283
0.333
0.333
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.59
TABLE 18-40
Square-head setscrew points28
Full-dog, half-dog, and
pivot pointa
Nom
Max
Min
Oval
(round)
point
radius
J,
nom
1
4
5
16
3
8
3
32
7
64
1
8
11
64
13
64
0.102
0.115
0.132
0.172
0.212
0.088
0.101
0.118
0.156
0.194
0.141
0.156
0.188
0.234
0.281
0.127
0.144
0.156
0.203
0.250
0.120
0.137
0.149
0.195
0.241
0.090
0.110
0.125
0.156
0.188
0.045
0.055
0.063
0.078
0.094
7
16
1
2
9
16
5
8
3
4
16
64
9
32
5
16
22
64
7
16
0.252
0.291
0.332
0.371
0.450
0.232
0.270
0.309
0.347
0.425
0.328
0.375
0.422
0.469
0.563
0.297
0.344
0.391
0.469
0.563
0.287
0.334
0.379
0.456
0.549
0.219
0.250
0.281
0.313
0.375
0.109
0.125
0.140
0.156
0.188
7
8
1
118
114
138
33
64
19
32
43
64
3
4
53
64
0.530
0.609
0.689
0.767
0.848
0.502
0.579
0.655
0.733
0.808
0.656
0.750
0.844
0.938
1.031
0.656
0.750
0.844
0.938
1.031
0.642
0.734
0.826
0.920
1.011
0.438
0.500
0.562
0.625
0.688
0.219
0.250
0.281
0.312
0.344
112
29
32
0.926
0.886
1.125
1.125
1.105
0.750
0.375
Diam of cap
and flat points C
Nominal
size
No. 10
No. 12
Min
Full
dog
and
pivot
Q
Half
dog
q
Diam P
Max
a
Pivot points are similar to full-dog point except that the point is rounded by a radius equal to J.
Where usable length of thread is less than the nominal diameter, half-dog point shall be used.
When length equals nominal diameter or less, Y ¼ 1188 28; when length exceeds nominal diameter, Y ¼ 908
Note: All dimensions are given in inches.
28
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.60
CHAPTER EIGHTEEN
TABLE 18-41
Slotted headless setscrews28
Radius of
headless
crown
I
Width
of
slot
J
Depth
of
slot
T
Ovalpoints
radius
R
Max
Min
Max
Min
Fill Q
Half q
0.125
0.138
0.164
0.190
0.216
0.125
0.138
0.164
0.190
0.216
0.023
0.025
0.029
0.032
0.036
0.031
0.035
0.041
0.048
0.054
0.094
0.109
0.125
0.141
0.156
0.067
0.074
0.087
0.102
0.115
0.057
0.064
0.076
0.088
0.101
0.083
0.092
0.109
0.127
0.144
0.078
0.087
0.103
0.120
0.137
0.060
0.070
0.080
0.090
0.110
0.030
0.035
0.040
0.045
0.055
1
4
5
16
3
8
7
16
0.250
0.3125
0.375
0.4375
0.250
0.313
0.375
0.438
0.045
0.051
0.064
0.072
0.063
0.078
0.094
0.109
0.188
0.234
0.281
0.328
0.132
0.172
0.212
0.252
0.118
0.156
0.194
0.232
0.156
0.203
0.250
0.297
0.149
0.195
0.241
0.287
0.125
0.156
0.188
0.219
0.063
0.078
0.094
0.109
1
2
9
16
5
8
3
4
0.500
0.5625
0.625
0.750
0.500
0.563
0.625
0.750
0.081
0.091
0.102
0.129
0.125
0.141
0.156
0.188
0.375
0.422
0.469
0.563
0.291
0.332
0.371
0.450
0.270
0.309
0.347
0.425
0.344
0.391
0.469
0.563
0.344
0.379
0.456
0.549
0.250
0.281
0.313
0.375
0.135
0.140
0.156
0.188
Nominal
size
D
5
6
8
10
12
Diam of cup and
flat points C
Diam of
dog point P
Length of
dog pointa
a
Where usable length thread is less than the nominal diameter, half-dog point shall be used.
When L (length of screw) equals nominal diameter or less, Y ¼ 1188 28; when L exceeds nominal diameter, Y ¼ 908 28.
Point angles ¼ 80 to 908; X ¼ 1188 58; Z ¼ 100 to 1108.
Allowable eccentricity of dog point axis with respect to axis of screw shall not exceed 3% of nominal screw diameter with maximum 0.005 in.
Note: All dimensions given in inches.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
0.087
0.102
0.115
No. 8
No. 10
No. 12
0.061
No. 4
0.067
0.054
No. 3
0.074
0.047
No. 2
No. 5
0.040
No. 1
No. 6
0.033
No. 0
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
0.101
0.088
0.076
0.064
0.057
0.051
0.045
0.039
0.033
0.027
Cup- and
Screw
flat-point
size
diameter
nominal
C
diam
D
Max Min
3
32
7
64
1
8
9
64
5
32
0.084
1
16
5
64
0.055
3
64
Ovalpoint
radius
R
1
8
1
8
3
16
3
16
3
16
1
16
5
64
3
32
7
64
1
8
3
16
3
16
1
4
1
4
1
4
5
64
3
32
7
64
1
8
5
32
0.103
0.120
0.109
0.127
0.137
0.087
0.144
0.078
0.070
0.075
0.092
0.062
0.066
0.083
0.053
0.045
0.037
0.057
0.049
0.040
0.11
0.09
0.08
0.07
0.06
0.056
0.050
0.043
0.037
0.030
0.055
0.045
0.04
0.035
0.03
0.028
0.025
0.022
0.019
0.015
0.075
0.075
0.062
0.050
0.050
0.040
0.040
0.028
0.028
0.022
118 28 90 28
Dog point
for these for these
lengths lengths
Diam P
Key
and
and
engagement†
under
over
Max Min
Full Q Half q min
Cone-point
angle Y
Fluted and hexagon socket types
TABLE 18-42
Fluted and hexagon socket-headless setscrews24
0.0947
0.0947
0.0791
0.0635
0.0635
0.051
0.051
0.0355
0.0355
0.0285
Max
1
16
1
16
5
64
3
32
3
32
0.050
0.050
0.035
0.035
0.028
Min
Socket
width
across flats
J
Hexagon type
0.098
0.098
0.082
0.056
0.053
0.051
0.038
0.038
0.026
0.026
Max
0.096
0.096
0.080
0.055
0.052
0.050
0.0375
0.0375
0.0255
0.0255
Min
Socket
diam,
minor,
J
0.115
0.115
0.098
0.079
0.071
0.062
0.050
0.050
0.035
0.035
Max
0.113
0.113
0.097
0.078
0.070
0.061
0.049
0.049
0.034
0.034
Min
Socket
diam,
major,
M
Fluted typea
0.025
0.025
0.022
0.023
0.022
0.014
0.017
0.017
0.012
0.012
Max
0.023
0.023
0.021
0.022
0.021
0.013
0.016
0.016
0.0115
0.0115
Min
Socket
land
width
N
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.61
0.808
0.886
1.039
0.848
0.926
1.086
1.244
2
1.193
114
138
112
134
2
112
118
1
9
16
5
8
3
4
7
8
1
4
5
16
3
8
7
16
1
2
27
32
15
16
1
132
1
18
5
116
27
64
15
32
9
16
21
32
3
4
3
16
15
64
9
32
21
64
3
8
Ovalpoint
radius
R
214
2
112
158
134
114
118
1
5
8
3
4
7
8
5
16
3
8
7
16
1
2
9
16
112
27
32
15
16
1
132
1
18
5
116
25
64
15
32
9
16
21
32
3
4
5
32
13
64
1
4
19
64
11
32
1.474
1.289
1.011
1.105
0.920
0.826
0.734
0.642
0.456
0.549
0.379
0.334
0.287
0.241
0.149
0.195
1
9
16
5
8
11
16
3
4
7
8
9
32
5
16
3
8
7
16
1
2
1
8
3
32
3
16
7
32
1
4
1
2
9
16
5
16
11
32
3
8
7
16
5
64
3
32
3
16
7
32
1
4
1
16
5
64
3
32
7
64
1
8
0.800
0.800
0.500
0.600
0.500
0.450
0.450
0.400
0.250
0.300
0.200
0.200
0.175
0.150
0.100
0.125
118 28 90 28
Dog point
for these for these
lengths lengths
Diam P
Key
and
and
engagementb
under
over
Max Min
Full Q Half q min
1.0040
0.0040
0.6290
0.7540
0.6290
0.5655
0.5655
0.5030
0.3155
0.3780
0.2520
0.2520
0.2207
0.1895
0.1270
0.1582
Max
1
1
9
16
3
8
3
8
3
4
1
4
5
16
3
8
1
2
9
16
1
8
5
32
3
16
7
32
1
4
Min
Socket
width
across flats
J
Hexagon type
1.007
1.007
0.744
0.828
0.685
0.604
0.535
0.509
0.319
0.386
0.254
0.254
0.221
0.190
0.128
0.163
Max
1.003
1.003
0.740
0.824
0.681
0.600
0.531
0.506
0.316
0.383
0.252
0.252
0.219
0.188
0.126
0.161
Min
Socket
diam,
minor,
J
1.275
1.275
0.869
0.970
0.801
0.709
0.631
0.604
0.380
0.463
0.298
0.298
0.256
0.221
0.149
0.188
Max
1.271
1.271
0.865
0.966
0.797
0.705
0.627
0.601
0.377
0.460
0.296
0.296
0.254
0.219
0.147
0.186
Min
Socket
diam,
major,
M
Fluted typea
0.298
0.298
0.207
0.231
0.189
0.168
0.149
0.138
0.092
0.112
0.068
0.068
0.060
0.050
0.032
0.039
Max
0.294
0.294
0.203
0.227
0.185
0.164
0.145
0.134
0.089
0.109
0.066
0.066
0.058
0.048
0.030
0.037
Min
Socket
land
width
N
b
The number of flutes for setscrews Nos. 0, 1, 2, 3, 5, and 6 is four. The number of flutes for Nos. 4, 8, and larger is six.
These dimensions apply to cup- and flat-point screws one diameter in length or longer. For screws shorter than one diameter in length, and for other types of points, socket to be as deep as
practicable.
Note: All dimensions are given in inches.
Source: Courtesy: John J. Viegas, Standards for Mechanical Elements, Harold A. Rothbart, Editor-in-Chief; Mechanical Design and Systems Handbook, McGraw-Hill Publishing Company, New
York, 1964.
a
0.733
0.767
114
138
112
134
0.655
0.689
118
0.502
0.579
0.530
0.609
0.347
0.425
0.270
0.291
0.371
0.450
0.232
0.252
0.309
0.194
0.212
0.332
0.118
0.156
0.132
0.172
1
9
16
5
8
3
4
7
8
1
4
5
16
3
8
7
16
1
2
Cup- and
Screw
flat-point
size
diameter
nominal
C
diam
D
Max Min
Cone-point
angle Y
Fluted and hexagon socket types
TABLE 18-42
Fluted and hexagon socket-headless setscrews24 (Cont.)
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.62
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.63
TABLE 18-43
American National Standard metric hex cap screws (ANSI B18.2.3.1M-1979, R1989)
Body diam,
Ds
Width across
flats,
S
Width across
corners,
E
Head
height,
K
Wrenching
height,
K1
Washer
face thickness,
C
Min
Min
Max
Min
3.65
4.15
5.50
3.35
3.85
5.10
2.4
2.8
3.7
0.5
0.5
0.6
0.2
0.2
0.3
6.63
6.17
4.5
0.6
0.3
Nominal
screw
diam, D and
thread pitch
Max
Min
Max
Min
Max
Min
Max
M5 0:8
M6 1
M8 1:25
5.00
6.00
8.00
4.82
5.82
7.78
8.00
10.00
13.00
7.78
9.78
12.73
9.24
11.55
15.01
8.79
11.05
14.38
M10 1:5
10.00
9.78
15.00
14.73
17.32
16.64
M10 1:5
10.00
9.78
16.00
15.73
18.48
17.77
6.63
6.17
4.5
0.6
0.3
M12 1:75
M14 2
M16 2
M20 2:5
M24 3
12.00
14.00
16.00
20.00
24.00
11.73
13.73
15.73
19.67
23.67
18.00
21.00
24.00
30.00
36.00
17.73
20.67
23.67
29.16
35.00
20.78
24.25
27.71
34.64
41.57
20.03
23.35
26.75
32.95
39.55
7.76
9.09
10.32
12.88
15.44
7.24
8.51
8.68
12.12
14.56
5.2
6.2
7.0
8.8
10.5
0.6
0.6
0.8
0.8
0.8
0.3
0.3
0.4
0.4
0.4
M30 3:5
M36 4
M42 4:5
M48 5
M56 5:5
30.00
36.00
42.00
48.00
56.00
29.67
35.61
41.38
47.38
55.26
46.00
55.00
65.00
75.00
85.00
45.00
53.80
62.90
72.60
82.20
53.12
63.51
75.06
86.60
98.15
50.85
60.79
71.71
83.76
93.71
15.48
23.38
26.97
31.07
36.20
17.92
21.62
25.03
28.93
33.80
13.1
15.8
18.2
21.0
24.5
0.8
0.8
1.0
1.0
1.0
0.4
0.4
0.5
0.5
0.5
M64 6
M72 6
M80 6
M90 6
M100 6
64.00
72.00
80.00
90.00
100.00
63.26
71.26
79.26
89.13
99.13
95.00
105.00
115.00
130.00
145.00
91.80
101.40
111.00
125.50
140.00
109.70
121.24
132.72
150.11
167.43
104.65
115.60
126.54
143.07
159.60
41.32
46.45
51.58
57.74
63.90
38.68
43.55
48.42
54.26
60.10
28.0
31.5
35.0
39.2
43.4
1.0
1.2
1.2
1.2
1.2
0.5
0.6
0.6
0.6
0.6
All dimensions are in millimeters.
This size with width across flats of 15 mm is not standard. Unless specifically ordered hex cap screws with 16 mm width across flats will be
furnished.
†
Transition thread length, X, includes the length of incomplete threads and tolerances gaging length and body length. It is intended for calculation
purposes.
‡ Basic thread lengths, B, are the same as given in Table 18-47.
For additional manufacturing and acceptance specifications, reference should be made to Standard.
Courtesy: American National Standards Institution, New York, USA. (ANSI B18.2.1M-1979, R1989)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.64
CHAPTER EIGHTEEN
TABLE 18-44
American National Standard metric formed hex screws (ANSI B18.2.3.2M-1979, R1989)
Nominal
screw
diam, D,
and thread
pitch
Max
M5 0:8
M6 1
M8 1:25
M10 1:5
M10 1:5
M12 1:75
M14 2
M16 2
M20 2:5
M24 3
5.00
5.00
8.00
10.00
10.00
12.00
14.00
16.00
20.00
24.00
Width across
flats,
S
Width across
corners,
E
Min
Max
Min
Max
Min
Max
4.82
5.82
7.78
9.78
9.78
11.73
13.73
15.73
19.67
23.67
8.00
10.00
13.00
15.00
16.00
18.00
21.00
24.00
30.00
36.00
7.64
9.64
12.57
14.57
15.57
17.57
20.16
23.16
29.16
35.00
9.24
11.55
15.01
17.32
18.48
20.78
24.25
27.71
34.64
41.57
8.56
10.80
14.08
16.32
17.43
19.68
22.58
25.94
32.66
39.20
3.65
4.15
5.50
6.63
6.63
7.76
9.09
10.32
12.88
15.44
Body diam,
Ds
Head
height,
K
Wrenching
height,
K1
Washer
face thickness,
C
Washer
face diam,
Dw
Min
Min
Max
Min
Min
3.35
3.85
5.10
6.17
6.17
7.24
8.51
9.68
12.12
14.56
2.4
2.0
3.7
4.5
4.5
5.2
6.2
7.0
8.8
10.5
0.5
0.5
0.6
0.6
0.6
0.6
0.6
0.8
0.8
0.8
0.2
0.2
0.3
0.3
0.3
0.3
0.3
0.4
0.4
0.4
6.9
8.9
11.6
13.6
14.6
16.6
19.6
22.5
27.7
32.2
All dimensions are in millimeters.
This size with width across flats of 15 mm is not standard. Unless specifically ordered M10 formed hex screws with 16 mm width across flats will be
furnished.
†
Transition thread length, X, includes the length of incomplete threads and tolerances on the grip gaging length and body length. It is intended for
calculation purposes.
‡
Basic thread lengths, B are the same as given in Table 18-47.
For additional manufacturing and acceptance specifications, reference should be made to the Standard.
Courtesy: American National Standards Institution, New York, USA. (ANSI B18.2.3.2M-1979, R1989)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.65
TABLE 18-45
American National Standard metric heavy hex screws (ANSI B18.2.3.3M-1979, R1989)
Nominal
screw
diam, D,
and thread
pitch
Max
M12 1:75
M14 2
M16 2
M20 2:5
M24 3
M30 3:5
M36 4
12.00
14.00
16.00
20.00
24.00
30.00
36.00
Width across
flats,
S
Width across
corners,
E
Min
Max
Min
Max
Min
Max
11.73
13.73
15.73
19.67
23.67
29.67
35.61
21.00
24.00
27.00
34.00
41.00
50.00
60.00
20.67
23.67
26.67
33.00
40.00
49.00
58.80
24.25
27.71
31.18
39.26
47.34
57.74
69.28
23.35
26.75
30.14
37.29
45.20
55.37
66.44
7.76
9.09
10.32
12.88
15.44
19.48
23.38
Body diam,
Ds
Head
height,
K
Wrenching
height,
K1
Washer
face thickness,
C
Washer
face diam,
Dw
Min
Min
Max
Min
Min
7.24
8.51
9.68
12.12
14.56
17.92
21.72
5.2
6.2
7.0
8.8
10.5
13.1
15.8
0.6
0.6
0.8
0.8
0.8
0.8
0.8
0.3
0.3
0.4
0.4
0.4
0.4
0.4
19.0
22.0
25.0
31.0
38.0
46.0
55.0
All dimensions are in millimeters
Basic thread lengths, B, are the same as given in Table 18-47.
Transition thread length, X, includes the length of incomplete threads and tolerances on the grip gaging length and body length. It is intended for
calculation purposes.
For additional manufacturing and acceptance specifications, reference should be made to the Standard.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.66
CHAPTER EIGHTEEN
TABLE 18-46
American National Standard metric hex flange screws (ANSI/ASME B18.2.3.4M-1984)
Nominal
screw
diam,
D,
and
thread
pitch
Max
Min
Max
Min
Max
M5 0:8
M6 1
M8 1:25
M10 1:5
M12 1:75
M14 2
M16 2
5.00
6.00
8.00
10.00
12.00
14.00
16.00
4.82
5.82
7.78
9.78
11.73
13.73
15.73
7.00
8.00
10.00
13.00
15.00
18.00
21.00
6.64
7.64
9.64
12.57
14.57
17.57
20.48
8.08
9.24
11.55
15.01
17.32
20.78
24.25
Body
diam,
Ds
Width
across
flats,
S
Width
across
corners,
E
Flange
diam,
Dc
Bearing
circle
diam,
Dw
Flange
edge
thickness
C
Head
height,
K
Wrenching
height,
K1
Fillet
radius,
R
Min
Max
Min
Min
Max
Min
Max
7.44
8.56
10.80
14.08
16.32
19.68
22.94
11.4
13.6
17.0
20.8
24.7
28.6
32.8
9.4
11.6
14.9
18.7
22.0
25.9
30.1
1.0
1.1
1.2
1.5
1.8
2.1
2.4
5.6
6.8
8.5
9.7
11.9
12.9
15.1
2.30
2.90
3.80
4.30
5.40
5.60
6.70
0.3
0.4
0.5
0.6
0.7
0.8
1.0
All dimensions are in millimeters.
Basic thread lengths, B, are the same as given in Table 18-47.
Transition thread length, X, includes the length of incomplete threads and tolerances on grip gaging length and body length.
This dimension is intended for calculation purposes only.
For additional manufacturing and acceptance specifications, reference should be made to the Standard.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.67
TABLE 18-47
Received diameter-length combinations for metric hex cap screws, formed hex screws, heavy hex screws, hex flange
screws and heavy hex flange screws
Diameter—Pitch
Nominal
Lengtha
M5
0.8
M6
1
M8
1.25
M10
1.5
M12
1.75
M14
2
M16
2
M20
2.5
M24
3
M30
3.5
M36
4
8
10
12
14
16
20
—
—
—
—
—
—
b
b
—
—
—
—
b
—
—
—
—
b
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
25
30
35
40
45
50
—
—
—
—
—
—
—
—
—
—
—
(55)
60
(65)
70
(75)
80
—
—
—
—
—
—
—
—
—
—
(85)
90
100
110
120
130
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
140
150
160
(170)
180
(190)
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
200
220
240
260
280
300
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
All dimensions are in millimeters.
a
Lengths in parentheses are not recommended. Recommended lengths of formed Hex Screws, Hex Flange Screws and Heavy Hex Flange Screws
do not extend above 150 mm. Recommended lengths of Heavy Hex Screws do not extend below 20 mm. Standard sizes for government use.
Recommended diameter-length combinations are indicated by the symbol . Screws with lengths above cross lines are threaded full length.
b
Does not apply to Hex Flange Screws and Heavy Hex Flange Screws.
For available diameters of each type of screw, see respective dimensional table.
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
THREADED FASTENERS AND SCREWS FOR POWER TRANSMISSION
18.68
CHAPTER EIGHTEEN
TABLE 18-48
American National Standard Metric Hex Bolts (ANSI B18.2.3.5M-1979, R1989)
Nominal
bolt
diam,
D,
and
thread
pitch
Max
Min
Max
Min
Max
Min
Max
M5 0:8
M6 1
M8 1:25
5.48
6.19
8.58
4.52
5.52
7.42
8.00
10.00
13.00
7.64
9.64
12.57
9.24
11.55
15.01
8.63
10.89
14.20
M10 1:5
10.58
9.42
15.00
14.57
17.32
M10 1:5
10.58
9.42
16.00
15.57
M12 1:75
M14 2
M16 2
M20 2:5
M24 3
12.70
14.70
16.70
20.84
24.84
11.30
13.30
15.30
19.16
23.16
18.00
21.00
24.00
30.00
36.00
M30 3:5
M36 4
M42 4:5
M48 5
M56 5:5
30.84
37.00
43.00
49.00
57.20
29.16
35.00
41.00
47.00
54.80
M64 6
M72 6
M80 6
M90 6
M100 6
65.52
73.84
82.16
92.48
102.80
63.80
70.80
78.80
88.60
98.60
a
For bolt lengths (mm)
Body
diam,
Ds
Width
across
flats,
S
Widths
across
corners,
E
Head
height,
K
>125
and
<200
Wrenching
height,
K1
<125
Min
Min
Basic thread length,b B
3.58
4.18
5.68
3.35
3.55
5.10
2.4
2.8
3.7
16
18
22
22
24
28
35
37
41
16.46
6.85
6.17
4.5
26
32
45
18.48
17.59
6.85
6.17
4.5
26
32
45
17.57
20.16
23.16
29.16
35.00
20.78
24.25
27.71
34.64
41.57
19.85 7.95
22.78 9.25
26.17 10.75
32.95 13.40
39.55 15.90
7.24
8.51
9.68
12.12
14.56
5.2
6.2
7.0
8.8
10.5
30
34
38
46
54
36
49
44
52
60
49
53
57
65
73
46.00
55.00
65.00
75.00
85.00
45.00
53.80
62.90
72.60
82.20
53.12
63.51
75.06
86.60
98.15
50.55
60.79
71.71
82.76
93.71
19.75
23.55
27.05
31.07
36.20
17.92
21.72
25.03
28.93
33.80
13.1
15.8
18.2
21.0
24.5
66
78
90
102
—
72
84
96
108
124
85
97
109
121
137
95.00
105.00
115.00
130.00
145.00
91.80
101.40
111.00
125.50
140.00
109.70
121.24
132.79
150.11
167.43
104.65
115.60
126.54
143.07
159.60
41.32
46.45
51.58
57.74
63.90
38.68
43.55
48.42
54.26
60.10
28.0
31.5
35.0
39.2
43.4
—
—
—
—
—
140
156
172
192
212
153
169
185
205
225
>200
All dimensions are in millimeters.
a
This size with width across flats of 15 mm is not standard. Unless specifically ordered, M10 set bolts with 16 mmm width across flats will be
furnished.
b
Basic thread length, B, is a reference dimension.
For additional manufacturing and acceptance specifications, reference should be made to the Stand