Ammonia Synthesis Simulation with Ru/C and Fe+Ru Catalysts
advertisement

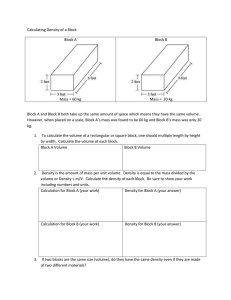
Process simulation of ammonia synthesis over optimized Ru/C catalyst and multibed Fe + Ru configurations Antonio Tripodi, Matteo Compagnoni, Elnaz Bahadori, Ilenia Rossetti1 Chemical Plants and Industrial Chemistry Group, Dip. Chimica, Università degli Studi di Milano, INSTM Unit Milano-Università and CNR-ISTM, via C. Golgi, 19, I-20133 Milano, Italy Supplementary Information Figure S1: Scheme of the micro-pilot plant adopted. 1) Inlet gas from cylinder; 2) Shut off globe valve; 3) Filter (2 μm); 4) MSK mass flowmeter; 5) non-return valve; 6) Bursting disc; 7) Vent; 8) Chemical trap for possible poisons, containing an iron commercial catalyst coupled with eletric oven; 9) Testing reactor coupled with electric oven; 10) PTFE-membrane relief valve; 11) Threeway valve; 12) Flowmeter; 13) Chemical absorption trap for ammonia (H2SO4). 1 Corresponding author: ilenia.rossetti@unimi.it – fax: +39-02-50314300 Equilibrium for H2:N2=3:1 80% NH3 fraction (mol/mol) 70% 60% 70 bar - PRKS 50% 100 bar - PRKS 40% 150 bar - PRKS 30% 20% 10% 0% 300 350 400 450 500 550 600 T (°C) Figure S2: Equilibrium fractions for ammonia for a mixture containing 3 moles of hydrogen per mole of nitrogen at different pressures (in bar) – calculation performed minimizing the total Gibbs free energy with APV32 Pure-Component databanks and SRK equation of state data. Figure S3: A) Example of data simulation for the test at T = 430°C, P = 70 bar and H2/N2 = 3 v/v. Experimental points (orange circles), simulated values (green squares). B) Parity plot for the outlet ammonia vol%. A. Kinetic and Thermodynamic models According to the reviewed literature, as summarized above, the gap between the intrinsic reaction kinetic and the whole process modelling is still to be fulfilled. The very example of ammonia process provided by Aspen Tech itself can be examined in this way: in fact, the reactor model resorts to an external subroutine, where many parameters are derived by plant experience and could be used only if they were derived for the same catalyst for whom the kinetic expression is given (see [1]. Notice, for example, that the expression of the rate upon a volume basis makes it hardly useful when void fractions, pellet sizes and bulk densities different from those of the referenced catalyst are considered, leaving the only tunable parameter ‘catalyst activity’ to be varied almost arbitrarily). On the other hand, the overall mass balances rely on a separation block whose calculation was recently reassessed according to undisclosed plant data, that may be different from those used to adjust the kinetic subroutine. Moreover, it is altogether unclear whether the species’ activities calculated by the recommended model (RKS-BM: Redlich-Kwong-Soave with Boston-Mathias modification) through the recycle line are coherent with those calculated by the kinetic subroutine formula: even if the reactor and separator blocks can be still considered reliable, (as long as they should reproduce real plant equipment), this poses at least a theoretical issue concerning the consistency of the overall calculation, especially because the recycle structure makes the outcome of one thermodynamic model to be influenced by the other’s. Since in this work different intrinsic kinetics models are compared without attempting a detailed reactor’ simulation (i.e. neglecting the corrections for the mass-transport phenomena), the review of the background thermodynamic was done on the separation section, and the same model used for the whole simulation. The recommended RKS-BM model was compared to the other commonly employed NRTL-RK system (Non-Random Two Liquid, also used in the same provided example in other blocks upstream) reproducing literature data [2–5] as reported in Figures S4 and S5 below. In general, the two systems behaves similarly reproducing the ternary NH3-N2-H2 system (especially at higher pressures), while the NRTL-RK system returned better results evaluating the ammonia vapor fraction in more complex plant mixtures. Nevertheless, the RKS-BM package assures a fairly good calculation of the nitrogen and hydrogen vapor content, unlike the other. Considering that: i) the overall loop simulation is heavily influenced by the recycled vapor flow, but is much less sensitive to the ammonia residual fraction (see following section), and that ii) the 4-species mixture employed is not as demanding as the 5-chemicals system reviewed, the RKS-BM system was retained. NH3-N2-H2 VLE (1) 0,18 NH3-N2-H2 VLE (2) 100 bar (exp1) 0,12 N2 vapor flow (kg/h) NH3 vapor fraction (vol/vol) 50 bar (exp1) 300 bar (exp1) 100 bar (exp2) 300 bar (exp2) 0,06 0 50 bar (RKSBM) 50 bar (NRTLRK) 50 bar (exp3) 100 bar (RKSBM) 100 bar (NRTLRK) 100 bar (exp3) 48 47 -30 -20 -10 T (°C) 0 10 -20 -10 0 10 T (°C) NH3-N2-H2 VLE (3) 50 bar (RKSBM) 50 bar (NRTLRK) 50 bar (exp3) 100 bar (RKSBM) 100 bar (NRTLRK) 100 bar (exp3) 10,60 NH3-N2-H2 VLE (4) 1,0E+04 (1-yNH3) / (1-xNH3) (mol/mol) 10,61 H2 vapor flow (kg/h) 49 -30 °C -30 °C (exp4) 50 °C (NRTLRK) 50 °C 50 ° (exp4) -30 °C (NRTLRK) 1,0E+03 1,0E+02 1,0E+01 1,0E+00 10,59 -20 -10 T (°C) 0 10 0 100 200 P (bar) 300 400 Figure S4: comparison between the RKS-BM calculation (solid lines) for a ternary mixture ammonia-nitrogen-hydrogen (30.0:49.1:10.6 kg/h) with liquid and vapor phases in equilibrium, the NRTL-RK one (dashed lines) and 4 different datasets: ‘exp1’ from [3], ‘exp2’-‘exp3’ from [2] and references therein, ‘exp4’ as reported in [5]. NH3-N2-H2-Ar-CH4 Vapor-Liquid Equilibrium NH3 vapor fraction (mol/mol) 0,4 49 bar (exp5) 98 bar (exp5) 294 bar (exp5) 0,3 0,2 0,1 0 0 10 20 30 40 50 60 T (°C) Figure S5: comparison between the RKS-BM calculation (solid lines) of the 5-species mixture ammonia-nitrogen-hydrogen-methane-argon (50.0:49.1:10.6:12.8:13.3 kg/h), the NRTL-RK one (dashed lines, same input) and dataset ‘exp5’ that reports plant data as found in [4]. B. Computational Details: Equilibrium Constant The quadratic term reported in Eq. (7) was at first neglected according to Aspen Plus © format for the temperature dependence of equilibrium constants. An alternative strategy was to adjust the other terms so to reproduce the same Keq(T) function in the considered temperature range, leading to a slightly different expression with respect to the one reported in Table 1: ln 𝐾′𝑒𝑞 = + 1.9 + 4609 − 2.71 ∗ ln 𝑇 + 0.00039 𝑇 𝑇 The adjustment was made minimizing the sum of the square differences: ∑𝑖(𝐾(𝑇𝑖 ) − 𝐾′(𝑇𝑖 ))2 via a Newton method implemented within the MS-Excel™ solver plug-in. Notice that Table 1 reports the coefficients with opposite sign, since the input form of Aspen Plus expects the inverse of the equilibrium constant. C. Computational Details: Recycle Convergence Despite its apparent simplicity, the coupled reactor–separator behavior hides tricky features that may not be handled correctly by the acceleration features of the default ‘Wittig’ convergence algorithm and prove difficult to solve even for the ‘Broyden’ method (a quasi-Newton one). Referring to the block scheme of Figure, denoting with s the fraction of any species recycled after the separator-purge and with x the amount of ammonia produced within the reactor, then the balances are expressed by 3 linear equations in the unknown flowrates F: 𝐴 × 𝐹 = 𝐵 where: 1 𝐴𝑁𝐻3 = [1 0 0 −1 𝑠𝑁𝐻3 1 0 ], −1 0 𝐵𝑁𝐻3 = [−𝑥] 0 (S1) 1 0 𝐴𝑁2 = [1 −1 0 𝑠𝑁2 1 0 ], −1 𝑛0 14 𝐵𝑁2 = [ 𝑥 ] 17 0 (S2) 1 0 𝐴𝐻2 = [1 −1 0 𝑠𝐻2 1 0 ], −1 ℎ0 3 𝐵𝐻2 = [ 𝑥 ] 17 0 (S3) with the column of every matrix representing the streams 1,2 and 3 of Figure S6, and n0, h0 are the fresh nitrogen and hydrogen makeup flowrates. Figure S6: simple block-scheme of an ammonia synthesis cycle, used to write the 9-equations linear system [2,6]. The first issue of such a system is recognized as in any case: ∆𝐴 = 𝑠(1 − 𝑠), where s is actually much less than 1 only for ammonia. In other words, the recycled flows of nitrogen and hydrogen tends to diverge non-linearly as the purge fraction is decreased. This causes the ‘Flash2’ block to separate less liquid, since the thermodynamic model calculates a higher dew point as the mixture becomes richer in the non-condensable species, so the parameter s can decrease, between two simulation steps, even if the purge fraction is constant. Besides the inherent difficulty for the numerical methods to calculate the A-1 matrix as Δ ≈ 0, the convergence iterations may bring the succession ∆𝑘 → ∆𝑘+1 to approach 0 and the successions 𝐹𝑘 → 𝐹𝑘+1 , (𝐹𝑘+1 − 𝐹𝑘 )𝑘′ to diverge. These combined features may result in: i) an earlier calculation error (if Δ is too little), ii) a tolerance error (typical for the Secant or Wittig algorithms as ∆𝐹⁄𝐹 becomes too large), iii) a nested ‘division-by-0’ error (typical for the Newton method, sensitive to the derivative 𝜕 ∆𝐹⁄𝜕𝐹 ) or iv) a ‘flash-failure’ error as the separator block cannot handle any liquid phase formation. Another numerical perturbation for the convergence steps lies in the nitrogen split fraction at the flash block, that varies according to the liquid phase formation. A help to the system stability comes from the removal of hydrogen operated in the reactor, but this feature may not be sufficient if i) the ammonia fraction in the separator is still too low (and hence the liquid phase outflow cannot match the fresh feed inflow) or ii) the catalyst load is too low. Also checking carefully the above system parametrization beforehand, the numerical stability of these closed-cycle simulation relies critically on the supposed purge fraction and a sound initial guess of the tear-stream exiting the reactor (shifting upwards the ammonia flow and downward the hydrogen one is often of help). Notice that purging a non-negligible gas flow of 1%, the value of ∆𝐴 for hydrogen can be so low as to make tolerance warning or errors be issued, even if the reports are practically correct. As an example, consider the simulations sequence reported in: the reactor calculation of the kinetic model Ошибка! Источник ссылки не найден. (for 3 adiabatic beds initially loaded with 3 kg of catalyst each, fed at 400 °C and 100 bar) yields ca. 9 kg/h of ammonia at open recycle. This result is used as the first guess for the reactor outlet stream in a semi-closed loop, whose result is in turn the first guess for a further calculation until the cycle is closed. After every run the simulation results were reinitialized, to evaluate the convergence capability of the algorithm when it relies only on the controlled input represented by the tear-stream specification. Moreover, this option becomes mandatory when automated case-by-case simulations are planned, since the calculus is not much sensitive to the recirculating flow values of hydrogen and nitrogen and may fail to update them. The first convergence issue (between cases 6 and 7) reflects the sudden decrease of the calculated Δ as the purge fraction becomes low. Then, it can be noticed that the algorithm works better while coping with specie’s build-up (case 9) than with specie’s depletion (cases 10-11 and 12-13), which is due to the fact that the hydrogen removal within the liquid ammonia is always negligible respect to its removal at the purge. Nevertheless, cases 14-16 seem to show that the proper initialization of the tear stream is the most important procedure to adopt, since the same cycle conditions handled (yet not easily) in case 13 become troublesome to reach from different starting points (even if already closer to the results): a more careful inspection of the simulation reports for case 14 (here not shown) indicates that the tearstream last pass deviation (𝐹𝑘+1 − 𝐹𝑘 ) is acceptable from a practical point of view, as confirmed by the results of the manual calculation (bracketed numbers, performed with Matlab®) using the values of x and s retrieved from the Aspen Plus blocks. In this case, the key to reorder the convergence is to surmise a wrong tear stream flow of Nitrogen (very sensitive to build-up like hydrogen, but on higher absolute values), which is most likely due to the oscillating behavior of the error that may spring from starting points too near to the results with this kinds of algorithms. The marked dependence of the tear convergence on a suitable (rather than precise) tear-stream initial guess, actually prevents the use of the automated ‘sensitivity analysis’ tool over a widespread range of system conditions. As for the manual calculation correctness, it depends on the alignment of s and x to their realistic values, and has to be checked a-posteriori because these parameters are strongly non-linear functions of the species’ flows (even at fixed temperature and pressure) and their explicit representation would turn the system into a non-linear one. It can be readily verified that the nitrogen vapor separation is the main issue of the iterative calculation: the bracketed results for case 14 were retrieved supposing a vapor/total N2 fraction of 0.999 (kg/kg), while increasing this quantity by 0.1% (to 0.9999) the recycled flow increases by 20% (from 1099 to 1292), amounting to a sensitiveness of the order of 102. These considerations help to clarify the choice of the RKS-BM method, as also shown by the test calculation sequence listed from case 17 onward. While cases 18-20 were tired just to check the already known tear-stream sensitiveness also with the NRTL-RK, the step between cases 17-18 and cases from 22 on confirm that the total recycle flow and the computational load are strongly influenced by the correct description of all the species present in the vapor phase: on this basis, the NRTL-RK model was put aside despite its better reproduction of the ammonia split. Case Purged vapor (kg/kg) Tear stream Flow guess (kg/h) N2 H2 NH3 CH4 Tear stream Flow results (kg/h) N2 H2 NH3 CH4 Iterations Converged open 99% - - - - 41.2 8.89 10.1 0.283 4 yes 1 80% 41.2 8.89 10.1 0.283 50.0 10.8 11.5 0.350 6 yes 2 60% 50.0 10.8 11.5 0.350 65.6 14.2 13.0 0.465 8 yes 3 40% 65.6 14.2 13.0 0.46 96.5 20.8 15.4 0.697 10 yes 4 20% 96.5 20.8 15.4 0.697 184 39.8 21.4 1.39 13 yes 5 10% 184 39.8 21.4 1.39 348 75.1 31.3 2.77 15 yes 6 5% 348 75.1 31.3 2.77 656 141 47.6 5.52 21 yes yes 7 1% 656 141 47.6 5.52 2929 632 153 27.4 332 8 0.5% 2929 632 153 27.4 5695 1229 278 54.8 23 yes 8529 1840 386 55.7 13 yes Inlet reactor Temperature lowered from 400 to 350 °C 9 0.5% 5695 1229 278 54.8 Catalyst load increased to 10 kg x bed – 20 kg x bed 10 0.5% 8529 1840 386 55.7 5712 1232 279 54.8 22 yes 11 0.5% 5712 1232 279 54.8 2728 588 165 51.6 24 yes Pressure decreased to 75 bar – increased to 125 bar 12 0.5% 2728 588 165 51.6 5949 1283 343 55.1 26 yes 13 0.5% 5949 1283 343 55.1 1161 250 98.9 43.8 412 yes Pressure and Temperature restored to 100 bar – 400 °C 13 0.5% 1161 250 98.9 43.8 417 89.5 76.6 32.7 30 yes Catalyst load decreased to 10 kg x bed 14 0.5% 417 89.5 76.6 32.7 (1099) (282) (106) - 552 no 15 0.5% 1181 254 106 45.2 1181 254 106 45.4 542 yes 16 0.5% 1200 250 100 40 1181 254 106 45.4 362 yes 17 1% 420 90 73 20 879 189 88.4 24.4 26 yes 238 85.3 7.78 432 yes Separation block model: NRTL-RK 18 1% 879 189 88.4 24.4 558 19 1% 600 200 80 5 - 27 no 20 1% 550 200 80 5 - 552 no 21 1% 500 200 80 5 558 432 yes 238 85.3 7.77 Separation block model: RKS-BM 22 1% 500 200 80 5 - 552 no 23 1% 780 200 80 5 - 552 no 24 1% 500 150 80 5 - 552 no 25 1% 900 180 80 5 879 189 88.4 24.4 392 yes 26 0.5% 880 180 85 24 1180 255 106 45.5 452 yes Table S1: test calculation sequence to check the recycle convergence performances (algorithm: Broyden, tolerance: 10-5). 2 Convergence steps exceed the default value of 30. [1] (2008). [2] C.A. Vancini, La sintesi dell’Ammoniaca, Hoepli, Milan, 1961. [3] A.T. Larson,, C.A. Black, J. Am. Chem. Soc. 47(4) (1925) 1015–20. 10.1021/ja01681a014. [4] K. V. Reddy,, A. Husain, Ind. Eng. Chem. Process Des. Dev. 19(4) (1980) 580–6. 10.1021/i260076a013. [5] M.R. Sawant,, A.W. Patwardhan,, V.G. Gaikar,, M. Bhaskaran, Fluid Phase Equilib. 239(1) (2006) 52– 62. 10.1016/j.fluid.2005.10.014. [6] B. Evans,, S. Hawkins,, G. Schulz ed., Ullmann’s Encyclopedy of Industrial Chemistry, VCH, Weinheim, 1991.