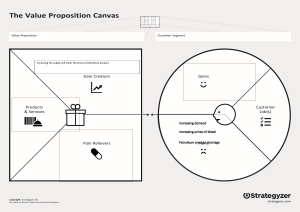
AN EXPERIMENTAL STUDY ON PERFORMANCE AND EMISSION ANALYSIS OF SINGLE CYLINDER WATER COOLED DIESEL ENGINE USING NEEM OIL METHYL ESTER AND BLENDS A Project Report Submitted in Partial Fulfillment of the Requirements for the Award of Degree of MASTERS OF TECHNOLOGY IN MECHANICALENGINEERING BY Mr. S.ASHOK KUMAR 178X1D2106 Under the Guidance of Mr. G.RAJU, Associate Professor MECHANICAL ENGINEERING DEPARTMENT KALLAM HARANADHAREDDY INSTITUTE OF TECHNOLOGY (Approved by AICTE New Delhi; Affiliated to JNTU Kakinada) CERTIFIED BY ISO 9001-2015 and Accredited by NAAC with A Grade, with NBA. GUNTUR-522019, ANDHRA PRADESH. 2019 DEPARTMENT OF MECHANICAL ENGINEERING KALLAM HARANADHA REDDY INSTITUTE OF TECHNOLOGY CERTIFICATE This is to certify that the project report titled “AN EXPERIMENTAL STUDY ON PERFORMANCE AND EMISSION ANALYSIS OF SINGLE CYLINDER WATER COOLED DIESEL ENGINE USING NEEM OIL METHYL ESTER AND BLENDS” by Mr. S.ASHOK KUMAR (178X1D2106). The student of final year M- tech under my supervision and guidance submitted in partial fulfillment of requirement for the award of the Degree of MASTERS OF TECHNOLOGY in MECHANICAL ENGINEERING (Thermal Engineering) to the Jawaharlal Nehru Technological University, Kakinada during the period 2017-2019 The results embodied in this project report have not been submitted to any other university or institute for the award of any Degree. Project Guide (Mr. G.Raju) Head of the Department (Dr. S C V Ramana Murty Naidu) External Examiner ACKNOWLEDGEMENT I would like to express my deepest gratitude to my supervisor Mr. G RAJU Associate Professor for his valuable and stable guidance in the preparation of this dissertation. He has been kind enough to devote considerable amount of his valuable time in guiding me at every stage. I owe a deep source of gratitude to my Head of the Department Dr.S.C.V.Ramana Murthy Naidu for offering valuable suggestions and constant encouragement throughoutthe project. I take an immense pleasure in thanking Dr.B.S.B.REDDY, principal of KHIT College, GUNTUR for having permitted me to carry out this project work. I express my sincere gratitude to Mr. V.NageswaraRao Associate Professor, for his valuable suggestions. I have been extending my thanks to my faculty members, and non-teaching staff of Mechanical Department for their wishes constructive criticism. I sincerely thank my parents, friends and all others for their moral support and help given to me in the completion of this project. DECLARATION I hereby declare that the project report titled “AN EXPERIMENTAL STUDY ON PERFORMANCE AND EMISSION ANALYSIS OF SINGLE CYLINDER WATER COOLED DIESEL ENGINE USING NEEM OIL METHYL ESTER AND BLENDS” submitted to the Department of Mechanical Engineering, Kallam HaranadhaReddy Institute of Technology is the record of original work done by me under the guidance of Mr. G RAJU Associate Professor. The information and data given in the report is authentic to best of our knowledge. This project report is not submitted to any other university or institution for the award of any degree, diploma or fellowship or published any time before. S.ASHOK KUMAR 178X1D2106 INDEX LIST OF FIGURES ............................................................................................................... 4 LIST OF TABLES .................................................................................................................. 5 LIST OF GRAPHS ................................................................................................................ 6 ABSTRACT .......................................................................................................................... 3 CHAPTER 1 ......................................................................................................................... 7 Introduction And Objectives ................................................................................................. 7 1.1.1 Pyrolysis ................................................................................................................................... 9 1.1.2 Micro-Emulsification ................................................................................................................ 9 1.1.3 Transesterification .................................................................................................................. 10 1.3 Parameters effecting transesterification process ........................................................................ 10 1.3.1. Oil temperature ...................................................................................................................... 11 1.3.2. Reaction temperature ............................................................................................................. 11 1.3.3. Catalyst type and concentrations............................................................................................ 11 1.3.4. Alcohol to oil ratio ................................................................................................................. 12 1.3.5. Mixing intensity ..................................................................................................................... 12 1.3.6. Purity of reactants .................................................................................................................. 12 1.3.7. Stirring effect ......................................................................................................................... 13 1.3.8. Moisture and water content effect.......................................................................................... 13 1.4. Raw materials used for production of biodiesel ..................................................................... 13 1.4.1 Vegetable oils ......................................................................................................................... 13 1.4.2 Alcohol.................................................................................................................................... 14 1.4.3 Catalyst ................................................................................................................................... 14 1.4.4 Animal fats .............................................................................................................................. 14 1.4.5 Waste vegetable oils ............................................................................................................... 14 1.4.6 Storability and Handling ......................................................................................................... 14 1.4.7 Stability of biodiesel ............................................................................................................... 15 CHAPTER 2 ....................................................................................................................... 17 LITERATURE REVIEW ................................................................................................... 17 CHAPTER-3 ....................................................................................................................... 24 DIFFERENT TYPES OF SEEDS ...................................................................................... 24 3.1 JATROPHA: .............................................................................................................................. 24 1|Page 3.2 SOYBEANS: ............................................................................................................................. 24 3.3 OILPALM:................................................................................................................................. 24 3.4 SUNFLOWER SEED: ............................................................................................................... 24 3.5 SWEET SORGHUM: ................................................................................................................ 24 3.6 PEANUT SEEDS: ..................................................................................................................... 25 3.7 GINGELLY SEEDS: ................................................................................................................. 25 CHAPTER 4 ....................................................................................................................... 27 4.1 Methodology And Materials ......................................................................................... 27 4.1.1 Raw materials ......................................................................................................................... 27 4.2.1 Evaluation of engine performance .......................................................................................... 39 4.3 Exhaust emission evaluation Apparatus and parameters investigated ....................................... 45 CHAPTER-5 ....................................................................................................................... 47 RESULTS & DISCUSSIONS ............................................................................................ 47 CHAPTER-6 ....................................................................................................................... 61 CONCLUSION ................................................................................................................... 61 REFERENCES ..................................................................................................................... 62 2|Page ABSTRACT The impact of vehicular emissions on air depends, among other factors, on the composition of fuel and the technology used to build the engines. The reduction of vehicular emissions requires changes in the fuel composition, and improving the technologies used in the manufacturing of engines and for the after-treatment of gases. In general, improvements to diesel engines have targeted not only emission reductions, but also reductions in fuel consumption. However, changes in the fuel composition have been shown to be a more rapid and effective alternative to reduce pollution. Some factors should been taken into consideration when searching for an alternative fuel to be used in diesel engines, such as emissions, fuel stability, availability and its distribution, as well as its effects on the engine durability. Biodiesel now a day is emerging as an alternative fuel which is a good replacement to the petroleum diesel. Several processes of biodiesel fuel production have been developed, Transesterification is found to be an effective technique for the vegetable oil formulation as a fuel. The Transesterifiction of waste cooking oil and refined bleached deodorized oil with short chain alcohols, in the presence of base catalyst potassium hydroxide and methanol as solvent, by means single step batch Transesterification process in order to obtain BIODIESEL fuel was studied. In the present study the TRANSESTERIFICTION process is conducted to obtain the bio fuel from Neem oil. By using this process make a biodiesel, mix their blenders and compare with diesel, suggest which one is best. The main aim of the present experiment is to convert the vegetable oil to biodiesel by reducing viscosity close to that of conventional oil and to analyze the performance characteristics of a single cylinder, water cooled, compressed injection diesel engine fueled with Neem biodiesel blends. Finally concluded that the bio fuels having the better performance than diesel in different aspects. 3|Page LIST OF FIGURES Fig no 1 2 3 4 5 6 7 8 9 10 11 12 4|Page Description Transesterification reaction for producing biodiesel Flow chart of Biodiesel production from non-edible oils Bio-fuel feed stock Pre heating of neem oil on magnetic stirrer with hot plate Two layers formed after the acid catalyzed stage Separated layers after base catalyzed stage Final methyl ester of neem oil formed after the hot water washing Schematic diagram for the procedure of crude neem oil methyl ester (biodiesel) production Pictorial view of the variable compression ratio compression ignition engine. Flow line diagram of variable compression ratio compression ignition engine setup Horiba analyzer Flue gas analyzer Page no 11 22 27 29 30 31 31 33 40 41 45 45 LIST OF TABLES Table no 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 5|Page Description Annual production of non-edible oil seeds in India US and Indian standards for biodiesel Source Properties parameters of neem oil methyl ester Fatty acid composition of neem oil the various points VCR Engine the exhaust emission parameters Results of B10 Results of B10 Results of B20 Results of B20 Results of B30 Results of B30 Results of B100 Results of B100 Results of D100 Results of D100 Gas emission reports Page no 8 16 32 39 42 45 47 47 48 48 49 49 50 50 51 51 52 LIST OF GRAPHS Gra ph no 1 2 3 4 5 6 7 8 9 10 11 12 6|Page Description Page no COMPARISION OF BRAKE POWER(KW) COMPARISION OF FUEL CONSUMPTION (KW) COMPARISION OF BRAKE THERMAL EFFICIENCY (ɳbth) COMPARISION OF MECHANICAL EFFICIENCY (ɳm) COMPARISION OF VOLUMETRIC EFFICIENCY (ɳVOL) COMPARISION OF AIR FUEL RATIO COMPARISION OF CO COMPARISION OF HC COMPARISION OF CO2 COMPARISION OF O2 COMPARISION OF NOX COMPARISION OF SMOKE 53 53 54 54 55 55 56 56 57 57 58 58 CHAPTER 1 INTRODUCTION AND OBJECTIVES The use of vegetable oils and its derivatives has been used as alternative diesel fuels. From the times of petroleum crisis in 1970 as the demands and prices has been increased day by day more interests are seen towards substitution of fossil fuels with biodiesel. Also biodiesel production has been in great interests because of concern seen towards world growing environment problems in the last few decades (Balat et al. 2008). Now a days biodiesel is emerging as an alternative fuel as viable alternative to petroleum diesel. So many methods are used for production of biodiesel conventionally such as pyrolysis, micro emulsification, dilution, transesterification etc. (Khandelwal et al. 2012). Biodiesel Biodiesel is defined technically as: “The mono alkyl esters of long fatty acids derived from renewable lipid feedstock such as vegetable oils or animal fats, for use in compression ignition (diesel) engines” (National Biodiesel Board, 1996). The vegetable oils and animal fats used to produce biodiesel mainly have triacylglycerol’s TAGs Chemically, TAG are classified as esters of fatty acids (FA) with glycerol (1, 2, 3-propanetriol). Now these TAG constitute of different FA (fatty acids) further each fatty acid attached to a glycerol. These FA present in TAG had different profiles or structures which further play an important role in deciding the physical and chemical properties of the FA which further influence the properties of corresponding animal fats and vegetable oils. The biodiesel can be produced 7|Page from a large variety of vegetable oils such as, cottonseed, coconut, peanut, soybean, rapeseed/canola, sunflower, palm safflower non-edible oils such as soapnut, mahua, jatropha, Karanja, neem, etc. and animal fats as tallow. Due to the complete miscibility of biodiesel in petro diesel in many countries it is used as blends with the petro diesel and these blends are often denoted as for example B20 which is actually 20% of biodiesel and 80% of petro diesel and must not be misinterpreted with biodiesel only (Knothe et al. 2005). 1.1.1 Biodiesel from Non-Edible Oils As petroleum prices raising biofuel production has been of great interests these days. Therefore feedstock with low cost has been needed as it is not so economical to produce biofuels from food grade oils. Hence for the production of biofuels non-edible oils have been found to give the good crude oils for production and also in addition they have been made economical in nature. Also the feedstock depends mainly on availability and price and the nonedible oils are available in large amounts in world like jatropha oil, mahua oil, linseed oil, cotton seed oil, olive oil, neem oil, and rice bran oil and at very economical prices as compared to edible oils. The major difficulty in commercialization of biodiesel is its cost of feedstock which could be reduced by using non edibles instead of edibles and also it sort the issues of food verses fuel which arise due to use if edible oil for biodiesel production. Table 1: Annual production of non-edible oil seeds in India: (Khandelwal et al. 2012) Type Production (MT) Oil% Neem 500 30 Karanja 200 27-29 Kusum 80 34 Pilu 50 33 Ratanjot 30-40 Jaoba 50 Bhikal 37 Wild Walnut 60-70 Undi 04 50-73 Thumba 100 21 Different factors that influences the production of biodiesel from nonedible oils are mixing intensity, reaction temperature, ratio of alcohol to oil, catalyst type, concentration, effect of free fatty acids, handling and storage of biodiesel and bio degradability (Knothe et al. . Reaction is performed nearly at the boiling point of alcohol, which is controls the reaction 8|Page rate, whereas with increase in ratio of alcohol to oil, conversion rate increases but recovery has been decreased due to poor effective catalysts for transesterification than acidic catalyst. More biodiesel yields have been obtained with methanol as compared to butanol and ethanol. Ethanol gave least biodiesel yields. Presence of moisture imposes more negative effects on biodiesel production than presence of free fatty acids. FFA content should be less than 2% after acid esterification otherwise there is significant drop in ester conversion. Methods used for Biodiesel processing As the vegetable oils and animal fats i.e. triglycerides and their derivatives i.e. alkyl esters are good alternative for petroleum diesel but here we face some problems with the substitution for petro diesel fuel because of having high viscosities, unsaturated structure and as volatilities are low. In general these are the problems we faced that are handled by developing derivatives triglycerides which have been made them approximated to the properties and with hydrocarbon based diesel fuels by following methods: 1.1.1 Pyrolysis Pyrolysis is the process of conversion of one substance into another by means of heat or with the aid of catalyst, caused by the application of thermal energy in the absence of air or oxygen. The liquid fractions of thermally decomposed vegetable oil are likely to approach diesel fuels. The pyrolyzate had lower viscosity, flash point and pour point than diesel fuel and equivalent calorific values. The cetane number of the pyrolyzat was lower. The pyrolized vegetable oils contain acceptable amount of sulfur, water and sediment and give acceptable copper corrosion values but un-acceptable ash, residue and pour point. 1.1.2 Micro-Emulsification To solve the problem of high viscosity of vegetable oil, micro-emulsions with solvents such as methanol, ethanol and butanol have been used. Micro-emulsions are defined as transparent thermodynamically stable colloidal dispersions. The droplet diameter in micro emulsions range from 100-1000 0A. All micro emulsion with butanol, hexanol and octonal will meet the maximum viscosity limitations for diesel engines. 9|Page Dilution Vegetable oil can be directly mixed with diesel fuel and may be used for running an engine. The blending of vegetable oil with diesel fuel was experimented successfully by various researchers. It has been proved that the use of 100% vegetable oils was also possible with some minor modifications in fuel systems. 1.1.3 Transesterification The most common method for biodiesel production is transesterification. It is also called alcoholysis which as the name suggests is the displacement of an alcohol from an ester by another alcohol i.e. basically conversion of one ester into other. In the process the equilibrium reaction takes place by mixing the reactants. It can be enhanced by raising temperature up to certain limits, adding catalyst to it and further by using excess of alcohol to achieve high yields of esters. Figure describing the basic transesterification reaction: Figure 1: Shows the transesterification reaction taking place for producing biodiesel. Here in above reaction R is the mixed fatty acid chains and methyl part is CH3. If methanol is used in the above reaction then it is called methanolysis. Generally the process is base or acid catalyzed but with base catalyst (sodium or potassium hydroxide) the process goes comparatively faster than acid catalyzed reaction. 1.3 Parameters effecting transesterification process 10 | P a g e The most influencing parameters in the transesterification process: 1. Oil temperature 2. Reaction temperature 3. Catalyst and concentration 4. Alcohol to oil ratio 5. Mixing intensity 6. Purity of reactants 7. Stirring effect 8. Moisture and water content effect 1.3.1. Oil temperature The oil temperature is to be mixed with catalyst and methanol has been pre heated up to certain temperature then it might be affected the reaction. As it is observed that by pre heating the oil the oil to biodiesel conversion and recovery increases to an extent. Also the tests had been conducted by pre heating the oil to 600C as above it process may result in methanol losses due to low boiling temperature of methanol. 1.3.2. Reaction temperature The reaction temperature has been effect significantly on the rate of reaction if done on room temperature given enough time it can proceed to completion whereas by attaining a certain reaction temperature it increases the rate of reaction. In generally the reaction is conducted at atmospheric pressure which is nearer the boiling point of methanol (60 to 700 C). On further increase in temperature a negative effect is seen on conversions. Studies shows that by giving enough time at ambient temperatures the reaction goes satisfactorily using alkaline catalyst. Also it was observed that at low temperatures conversion had been unaffected but bio diesel recovery had significantly affected. 1.3.3. Catalyst type and concentrations In process of Transesterification, the reaction as compared to acidic catalyst the alkaline catalyst is more efficient. Sodium alkoxides are most effectively used for the purpose also 11 | P a g e potassium alkoxides can be used either. The transesterification reaction rate increases a several times in presence of alkaline catalyst than the reaction taking place in same amount of acidic catalyst. Alkaline catalyst also have an advantage over the acidic as they are less corrosive to equipment used hence mostly the reactions are carried out with alkaline catalyst instead of acidic catalyst. The optimum alkaline catalyst %age by weight is taken 0.5 to 1 % as after increasing the catalyst concentration it will not increase conversion but it will only add to the cost of reaction as the catalyst has to be removed at the end of process from reaction at the time of recovery. Also if high concentration of catalyst is used then the conversions are reduced due to generation of more glycerol during recovery. It was seen that for high FFA content oils high amount of catalyst was required to have efficient conversions. 1.3.4. Alcohol to oil ratio Ratio of alcohol to oil is one of the important factors that affecting the ester yield. As according to stoichiometry of transesterification reaction the molar ratio of 3:1 of alcohol to triglycerides is required to give 3:1 molar ratio of fatty ester to glycerol. Also by raising the molar ratio of alcohol to triglycerides i.e. by increasing alcohol amount the yield and reaction rate could be increased but up to some limits of molar ratio after that with further increases in alcohol the conversion must be increased but there is hindrance in the separation of glycerol. So studies have been seen that optimum molar ratios are required and that depends on the type of oil and quality of oil used. 1.3.5. Mixing intensity Mixing intensity is a significant tool if applied during correct stage of transesterification reaction since the single phase is established mixing becomes in significant. So it can be used as a vital tool to scale up the process. So in the studies it has been observed that after adding alcohol and catalyst to the oil if the stirring has done for 5 to 10 minutes then it results in high rate of conversions and recovery of ester. 1.3.6. Purity of reactants Purity of reactants is one of the considerable factor that affect the conversion levels in the transesterification reaction. The free fatty acids in oils with impurities have difficulty in 12 | P a g e conversion to esters but can be overcome at high temperatures and pressure. Now is seen that 67% to 84% conversions are there in esters using crude oils whereas in refined oils it 94 to 97% under same operating conditions. Also it is observed that refined and crude oils shows equally good conversions of esters as if the oils are filtered. Quality of oil is also important in this aspect. Also the recovery of biodiesel is less from the oil settled down having impurities in it like wax etc. 1.3.7. Stirring effect Stirring effect is one of the noticeable tool in yield of biodiesel. An optimum rate of stirring must be required to have a good yield of esters i.e. whenever it is less than a certain limit then the reaction can be incomplete while by increasing it more can lead to no changes in yield from a certain speed. The mode of stirring also has a role in stirring i.e. whether it is mechanical stirring or the magnetic stirrer is used. 1.3.8. Moisture and water content effect When the presence of water in the oil it put a great negative effect on the yield of esters. So effect of presence of water in oil has much worse effects than having FFA in it. As a very small amount of water can reduce the ester yield. Due to the presence of water and FFA there is much reduction in alkyl ester yields because they form soap, consumed catalyst and make catalyst ineffective. The removal of moisture content from oil is done by heating it on 383K. 1.4. Raw materials used for production of biodiesel 1.4.1 Vegetable oils The vegetable oil has not contained moisture because with the moisture present in it the catalyst can be consumed by it which then reduces catalyst concentration. It has to be free of impurities and sediments. If any impurities and sediments are present, as they get collected at bottom of vessel in which reaction is taking place and then hinder in the separation of phases of glycerol during the biodiesel recovery. FFA content of oils should be less than 1% although high FFA oils are also used but the yield depends on the catalyst and oil type. 13 | P a g e 1.4.2 Alcohol Methanol and ethanol are used in near to absolute purity. Methanol is used more in reactions as compared to ethanol because of simple structure hence easy transesterification reaction. 1.4.3 Catalyst Mostly used catalyst in the reactions is sodium and potassium hydroxides but also the alkalides of the both can be used instead. It is seen that the best grades of potassium hydroxides have 14-15% water in it that can’t be removed. As the carbonates cause cloudiness in final ester so the catalyst should be low in carbonates. Also it is seen that sodium hydroxide pallets give good results when used. As the catalyst amount used is less in the reaction so good quality of catalyst can be used. 1.4.4 Animal fats The animal fats that are presently used in biodiesel production are lard, tallow, beef, guang- pi. The most commonly used animal fat is tallow as it has high saturated fats which cause its melting point more than ambient temperatures. 1.4.5 Waste vegetable oils Every year million tons of waste cooking oil has been stored around the world and has been considered as a never ending source of energy. These oils constitute degraded products of vegetable oils and other materials. Also by testing these oils it has been seen that there has very less difference in used and unused oils and also with the simple heating and solid waste removal from the oils make them ready for the use in biodiesel production. The cetane number of the esters produced from these frying oils is seen to be close to the esters of the vegetable oils. 1.4.6 Storability and Handling Biodiesel and its blends should not be treated as petro diesel. Biodiesel cannot give rise to poisonous fumes as there are no volatile organic compounds present in it also no traces of lead and sulphur are present so as to produce harmful or corrosive gases. On eye contact to biodiesel it can cause eye irritation. As per fire hazard is concerned then the firefighting measures should be taken as classified. Also for the storage of biodiesel it is recommended 14 | P a g e according to experience that it should not be kept more than 6 months or else some antioxidant additives must be added for long term storage. It is recommended that as biodiesel being a mild solvent it creates sediments in the tanks it is stored so the tanks used for storage must be made of steel, aluminum etc. so as to avoid it. It is also seen that the viscosity and FFA increases in some cases in the biodiesel storage. 1.4.7 Stability of biodiesel As compared to fossil fuel diesel the maturity in biodiesel comes faster due to the chemical structure formation of the esters contained in it. Three stability criteria are generally seen its stability i.e. oxidation stability, storage stability and thermal stability. Table 2: US and Indian standards for biodiesel Source: http://www.svlele.com/biodiesel_std.htm Standards for Biodiesel ASTM D-6751 IS 15607 : 2005 Density Not Mentioned 860 - 900 Kg / m3 Ester Content Not Mentioned 96.5 % Flash point (closed cup) 130°C min. (150°C average) 120°C Water and sediment 0.050% by vol., max. 500 mg / Kg, max Kinematic viscosity at 40°C 1.9-6.0 mm2/s 2.5-6.0 mm2/s Oxidation Stability Not Mentioned 6 hours min, at 110°C Ramsbottom carbon residue, % mass 0.10 Sulfated ash 0.020% by mass, max. Sulfur 0.05% by mass, max. 50 mg / Kg max Copper strip corrosion 3 hrs. 50°C No. 3 max Class 1 Cetane Number 47 min. 51 min. Carbon residue 0.050% by mass, max. Acid number, mg KOH/g 0.80 max. 0.50 max. Methanol or Ethanol Not Mentioned 0.2 % m/m, max Free glycerin 0.020 % mass 0.020 % mass 15 | P a g e Total glycerin (Free glycerin and unconverted glycerides combined) 0.24% by mass, max. 0.25% by mass, max. Group I Metal (Na+K) 5 mg/Kg, max 5 mg/Kg, max Group II Metal (Ca+Mg) Not Mentioned 5 mg/Kg, max Phosphorus content 0.001 max. % mass 10 mg/Kg, max Distillation 90% @ 360°C Not Mentioned OBJECTIVES Preparing the neem oil biodiesel using transesterification process by optimizing the production parameters. Investigation of performance and exhaust emission characteristics of biodiesel blends on variable compression ratio compression ignition engine. Optimizing and finding out the best compression ratio and biodiesel blend considering the performance and exhaust emission parameters. 16 | P a g e CHAPTER 2 LITERATURE REVIEW Mohammed EL_Kassaby et al. [2] studied the effect of compression ratio on an engine fueled with waste oil produced biodiesel/diesel fuel (B10, B20, B30, and B50) and normal diesel fuel (B0). Engine performance test results indicated that the BSFC for all blends decreases as the compression ratio increases and at all compression ratios BSFC remains higher for the higher blends as the biodiesel percent increase. Engine emission test results indicated that ) On an average, the CO2 emission increased by 14.28%, the HC emission reduced by 52%, CO emission reduced by 37.5% and NOx emission increased by 36.84% when compression ratio was increased from 14 to18. Rinu Thomas and M. Sreesankaran et al. [42] studied the Experimental evaluation of the effect of compression ratio on performance and emission of SI engine fuelled with gasoline and n-butanol blend at different loads. Engine emission test results indicated that the use of B20 blend reduced CO emission at higher loads as well as higher compression ratios compared to diesel. Engine performance test results indicated that SFC of the engine gradually decreases with increase in load. D.H. Qi*, L.M. Geng et al [41] had evaluated Combustion and performance evaluation of a Diesel engine fueled with biodiesel produced from soybean crude oil. Engine performance Test results indicated that BSFC and BTE are higher for biodiesel than for diesel. Engine Emission results indicated that Biodiesel provided significant reduction in CO, HC, NOx and Smoke under speed characteristic at full engine load. At lower engine loads, the peak cylinder Pressure, the peak rate of pressure rise and the peak of heat release rate during premixed combustion phase were higher for biodiesel than for diesel. 17 | P a g e R.Silambarasan& R. Senthil [30] studied the effects of Nano additives on performance and emission characteristics of a diesel engine fueled with Annona methyl ester The zinc oxide particles was added to various blends of A20 such as 80% diesel C 20% Annona methyl ester, 80% diesel C 20% Annona methyl ester C 50 ppm zinc oxide particles, 80% diesel C 20% Annona methyl ester C 50 ppm zinc oxide. The AME (A20) was mixed with zinc oxide particles with the aid of an ultrasonicator.6 Results show that addition of zinc oxide additive improves the brake thermal efficiency (BTE) and reduces specific fuel consumption at full load conditions. The zinc oxide additives effective in control of hydrocarbon (HC), carbon monoxide (CO), smoke and oxides of nitrogen (NOx) at full load conditions. Mustafa Balat and Havva Balat 2008 described that the problems with substituting triglycerides for diesel fuels were mostly associated with their high viscosities, low volatilities and polyunsaturated character. The viscosity of vegetable oils, when used as diesel fuel, can be reduced in at least four different ways: (1) dilution with hydrocarbons (blending), (2) emulsification, (3) pyrolysis (thermal cracking), and (4) transesterification (alcoholysis). Transesterification was the most common method and leads to monoalkyl esters of vegetable oils and fats, now called biodiesel when used for fuel purposes. The main factors affecting transesterification were molar ratio of glycerides to alcohol, catalyst, reaction temperature and pressure, reaction time and the contents of free fatty acids and water in oils. The commonly accepted molar ratios of alcohol to glycerides are 6:1–30:1. Bio-diesel is a cleaner-burning diesel replacement fuel made from natural, renewable sources such as new and used vegetable oils and animal fats. Just like petroleum diesel, bio-diesel operates in compression-ignition engines or Diesel engines. The bio-diesel was characterized by determining its density, viscosity, high heating value, cetane index, cloud and pour points, characteristics of distillation, and flash and combustion points according to ISO norms. Viscosity is 18 | P a g e the most important property of bio - diesel since it affects the operation of the fuel injection equipment, particularly at low temperatures when the increase in viscosity affects the fluidity of the fuel. Ghaly et al. (2010) reported that the research on the production of biodiesel has increased significantly in recent years because of the need for an alternative fuel which endows with biodegradability, low toxicity and renewability. Theansuwan and Triratanasirichai (2011) concluded that the biodiesel produced by transesterification showed similar properties to the standard biodiesel. Agarwal et al. (2008) investigated that the process of transesterification is found to be an effective method of reducing viscosity of vegetable oil. Lawrence et al. (2011) revealed that prickly poppy methyl ester (PPME) blended with diesel could be conveniently used as a diesel substitute in a diesel engine. The test further showed that there was an increase in break thermal efficiency, brake power and reduction of specific fuel consumption for PPME and its blends with diesel. Deepanraj et al. (2011) described that the lower blends of biodiesel increased the brake thermal efficiency and reduced the fuel consumption. In addition to this, biodiesel blends produce lower engine emissions than diesel. Rahimi et al. (2009) used Diesterol (combination of diesel fuel, bioethanol and sunflower methyl ester) as a fuel for diesel engines. The authors revealed that, as the percentage of bioethanol in the blends is increased, the percentage of CO concentration in the emission is reduced. This trend is due to the fact that bioethanol has less carbon than diesel. Mani et al. (2009) investigated the diesel engine runs with waste plastic oil as fuel. The authors concluded that, the smoke was reduced by 40% than diesel. 19 | P a g e Muralidharan and Govindarajan (2011) prepared biodiesel from non-edible pongamiapinnata oil by transesterification and used as a fuel in C.I engine. The authors reported that blend B5 exhibits lower engine emissions of unburnt hydrocarbon, carbon monoxide, oxides of nitrogen and carbon dioxide at full load. M.Mathiyazhagan et al. 2011 researched on the non-edible oils as feed stocks for biodiesel production to reduce the cost of biodiesel. Normally alkali catalyzed method was followed for biodiesel production process. However the non-edible oils having high FFA content which is not suitable for normal transesterification process. Hence a two-step catalyzed method was used to prepare the biodiesel. High FFA content of non-edible oils was efficiently converted into biodiesel fuel. Figure 2.1 shows the flow diagram of biodiesel production from non-edible oils. 20 | P a g e Figure 2: Flow chart of Biodiesel production from non-edible oils Balajietal.2015 investigated the impact of A-toco pherol acetate on the oxidation stability and emission of NOx in a DI diesel engine fueled with methyl ester of neem oil. They examined oxidation stability through Rancimat apparatus and emissions were tested in a four-stroke water cooled computerized model of DI engine. It was observed that the A- tocopherolacetateadditionincreasedtheoxidationstabilityandlowerstheNOxemissions. This addition of A-tocopherol increased the HC, CO, smoke emission and specific brake energy consumption. They reported that the oxidation stability improved up to 57.05 %for MENO + ATmixtures. Venkatraman and Devaradjane (2011) performed the experiments in a single cylinder DI diesel engine fueled with a blend of pungam methyl ester for the proportion of PME10, PME20 and PME30 by volume with diesel fuel for validation of simulated results. The authors observed that there is a good agreement between simulated and experimental results. 21 | P a g e Kumar et al. (2003) conducted the experiments using pure jatropha oil, jatropha methyl ester, blends of jatropha and methanol and dual fuel operation (0–80% methanol by volume is inducted and jatropha acts as pilot fuel). The authors reported that, brake thermal efficiency for jatropha esters, dual fuel operation and diesel was 29%, 28.7% and 30.2% respectively. Srivastava and Verma (2008) carried out the experiments using methyl ester of karanja oil. The authors reported that, the maximum thermal efficiency with methyl ester of karanja oil was about 24.9%, whereas that of the diesel was 30.6% at maximum power output. The authors concluded that, the methyl ester of karanja oil is a suitable substitute of diesel. Ramadhas et al. (2008) studied the dual fuel mode operation using coir-pith derived producer gas and rubber seed oil as pilot fuel. The authors reported that, non-edible oils can be used as pilot fuel, which eliminates the use of petroleum diesel. Nwafor (2004) studied the potential of rapeseed methyl ester and its blends with diesel fuel as alternative substitute for diesel fuel. The author described that, the fuel consumption of rapeseed methyl ester was little higher than diesel fuel operation. Forson et al. (2004) found that, jatropha oil could be conveniently used as a diesel substitute, in a diesel engine. Wanget al. (2006) confirmed that, the vegetable oils possess almost, the same heat values as that of diesel fuel. The engine power output and the fuel consumption of the vegetable oil and its blends are almost the same when the engine is fueled with diesel. Heroor et al. (2013) focused on the production of biodiesel from neem oil, by using transesterification process. Biodiesel obtained from neem oil exhibit high lubricity, clean burning fuel and can be employed as alternative fuel in existing diesel engines. They determined various fuel properties including flash point and fire point. The emissions of pollutant and different properties of engine fuel with prepared biodiesel were investigated. The results indicated that emission of carbon monoxide and smoke were significantly reduced. It was also observed that the 22 | P a g e nitrogen oxide gas emission was not changed much. When the injection pressure was at 200 and 220, then the neem blends showed almost same amount of BSFC as compared to conventional diesel. They also seen that the highest peak pressure of diesel as at 200 bar injection pressure, followed by B30, B20 and B10 and this increment remain similar as load was further increased. The blends B20 and B30 were almost similar as that of diesel, for all values of applied loads. No variation was observed in peak pressures for blends of neem oil and neem biodiesel. However, the peak pressure was highest at 200 bar, in the case of blends of neem oil. 23 | P a g e CHAPTER-3 DIFFERENT TYPES OF SEEDS 3.1 JATROPHA: Jatropha is ranked in the sixth place because it has not yet been commercially grown in the region, although the potential is there. There is still a lot to be discovered in terms of its agronomic suitability to produce the required volume for Biodiesel. 3.2 SOYBEANS: Soybean is ranked second because of the same reasons as above. It is already widely grown by both large and small holder farmers as a food crop and an industrial crop. Soybean is used for vegetable oil and animal feed. Expanded use for Biodiesel will create additional demand and stimulate production, and this can be achieved with in one season by increasing the area under production. 3.3 OILPALM: Oil palm scores high for Biodiesel in terms of oil yield and capacity to produce large volumes in those parts of the region with suitable climate. Factors not in its favors include the time lag to full production and the fact that most parts of the region do not have the right climate for palm oil production. It is ranked third place. 3.4 SUNFLOWER SEED: Sunflower seed is ranked fourth because compared to soybean its oilcake is not easily marketable for stock feed, but its production can be quickly expanded for Biodiesel. 3.5 SWEET SORGHUM: Although not yet widely grown as a commercial crop, sweet sorghum can be grown in drier parts of the region with benefits for small-scale farmers. It can be used to complement sugar cane for 24 | P a g e the production of ethanol, while the by-products will be used for animal feed. It is ranked fifth place. 3.6 PEANUT SEEDS: Peanuts, or “groundnuts” as they are known in some parts of the world, are the edible seeds of a legume, Arachishypogea, and they are high in protein, oil and fiber. Peanuts produced in the U.S. are mostly used in food and confection products, but more than 50 percent 0f the worldwide production is crushed for its oil. 3.7 GINGELLY SEEDS: Gingerly oil is another name for sesame oil. It’s also known steel oil. Sesame oil, or steel oil, is a Light yellow, emulsified liquid with a mild odour and unobtrusive taste. It contains high levels of anti-oxidants, which preserve its chemical composition. It has a long shelf life and resists becoming rancid. Storing the oil in a dark glass bottle will preserve it for longer period 3.8 NEEM OIL SEEDS: The neem oil plant is a fast growing plant with long productive life span of 150 to 200 years, its ability to survive on drought and poor soils at a very hot temperature of 44°C and a low temperature of up to 4°C. The seeds of Neem contain 30-40 % oil. The aforementioned characteristics of neem oil plants and its fatty acid composition of the oil (Table 2) make it to be a useful renewable source for biodiesel production. 25 | P a g e Figure 3: Bio-fuel feed stock 26 | P a g e CHAPTER 4 METHODOLOGY AND MATERIALS The increasing demands of fuels these days due increasing automobiles on planets have increased the risk of depletion of fossil fuels in the world. Also the increasing health problems around the world due to automobiles and use of fossil fuels as due to increase in pollution has reached to the demands of a clean burning and less polluting fuel so due to these demands as an alternative fuel biodiesel has emerged as a very good fuel in the automobile sector. The biodiesel cannot be used as direct fuel in the currently used engines without modification so it is preferred to be used as blends with petro diesels. So this chapter deals with the methodology opted for biodiesel production and then for evaluation of the exhaust emission and performance on the variable compression ratio engine using the different blends of biodiesel. The biodiesel was produced in the Kallam Haranadha Reddy Institute of Technology, Guntur, Andhra Pradesh (India) and the engine experiments and testing was done in internal Combustion Engine Laboratory, Department of Mechanical Engineering, Kallam Haranadha Reddy Institute of Technology, Guntur, Andhra Pradesh (India). Further the methodology is divided in to two parts: First part shows the optimum production of biodiesel from non-edible oil i.e. neem (Azadirachta indica) oil. Second part shows the emission and performance of the biodiesel blends tested on an engine. Methodology for the production of biodiesel from Neem oil: Here in this from starting the raw materials used for biodiesel production is discussed and after it with the each step with which the whole production process was undergone. The biodiesel properties are also discussed in this section. 4.1.1 Raw materials Crude neem oil Methanol (methyl alcohol) 27 | P a g e Potassium hydroxide (KOH) as base catalyst Sulphuric acid (H2SO4) as acid catalyst Dewaxed and degummed crude neem oil was bought from the local general store. The Methanol (methyl alcohol), Potassium hydroxide (KOH) and Sulphuric acid (H2SO4) were available in the open market. The transesterification was then carried out in the labs on a hot plate magnetic stirrer. Biodiesel preparation As the crude neem (Azadirachta indica) oil was used for the preparation of biodiesel therefore due to high Free Fatty Acid FFA content of neem oil i.e. approx. 7% the transesterification process was carried out in two stages. The first stage included an acid catalyzed transesterification reaction and in second the base catalyzed transesterification reaction was carried out. Neem oil biodiesel transesterification process (two stage process) First stage (acid catalyzed transesterification reaction) The known quantity of crude neem oil was taken in a conical flask. Then the oil in the flask was heated on a heating plate up to 650C temperature. A mixture of a known amount of methanol and Sulphuric acid as acid catalyst was added to the flask and mixed with the pre heated crude neem oil in the flask. Figure 4: Pre heating of neem oil on magnetic stirrer with hot plate. 28 | P a g e The preheated oil mixture was constantly stirred for 35 min at a constant temperature of 500C on the magnetic stirrer with hot plate. After the constant stirring of 35mins at constant temperature the mixture as for the impurities to settle down was poured in separating funnel. After 5-6 hours the impurities settled down were separated from the remaining oil. Figure 5: Two layers formed after the acid catalyzed stage. Second stage (base catalyzed transesterification reaction) The oil remained in the separating funnel was again measured and then pre heated up to 650C. After that the known amount of methanol and potassium hydroxide mixture was added in the preheated remaining oil. After that a constant stirring of 35 mins was again subjected at a constant temperature of 500C 29 | P a g e on the pre heated remaining oil in the flask on a hot plate magnetic stirrer. After the constant stirring of 35 minutes the mixture was poured in separating funnel to glycerol produced to settle down. After 3-4 hours of settling down a layer of glycerol was made on the bottom which was separated and removed. The remaining in the funnel is methyl ester (biodiesel) of neem oil i.e. yield 93% approximately which is further purified by hot water washing and drying to remove the excess of methanol, water, KOH from the oil. Figure 6: Separated layers after base catalyzed stage Figure 7: Final methyl ester of neem oil formed after the hot water washing. The various properties of a methyl ester i.e. biodiesel are evaluated with different methods are shown in the table for the neem oil methyl ester (neem oil biodiesel) 30 | P a g e Table 3: Properties parameters of neem oil methyl ester Units NEEM OIL METHYL ESTER (BIODIESEL) IS: 1350(PART II), 1970, Reaff. Nov. 2010 (Bomb Calorimeter) kcal/kg 9965 Ash Content IS:1448 (PART-4) % by mass 0.02 Flash Point Pensky Martens Closed Cup Test (PMCC) oC 250 Fire Point Pensky Martens Closed Cup Test (PMCC) oC 255 FFA content Titration with 0.1N NaOH % 0.311 Cloud Point Cloud and Pour point apparatus, IS: 1448 [P: 10]: 1970 oC 6.8 Pour Point Cloud and Pour point apparatus, IS: 1448 [P: 10]: 1970 oC -2 Iodine value SP:18 (PART 13)-1984 PARAMETERS TEST METHOD Calorific value 58.40 --- Moisture Kinematic viscosity @40oC 31 | P a g e Dean-Stark Method Redwood Viscometer, IS : 1448 [P: 25] 1976 % cst Not Detected 5.88 Figure 8: Schematic diagram for the procedure of crude neem oil methyl ester (biodiesel) production 32 | P a g e Table 4: Fatty acid composition of neem oil (Khandelwal) Fatty Acid Structure Amount % Palmitic acid 16:0 17.8 Stearic acid 18:0 14.4 Oleic acid 18:1 51.3 Linoleic acid 18:2 14.7 Arachidic acid 20:0 1.6 Myristic acid 14:0 0.03 Methodology for the experimental testing of emission and performance on an engine The second part of methodology deals with the method used for the experimental testing on the engine using different biodiesel blends. The different apparatus and method used in the process is discussed and also the different performance and exhaust emission parameters are discussed. 4.2.1 Evaluation of engine performance Evaluation of engine performance is explained as Firstly an engine description Secondly the method or operation scheme used Thirdly the parameters that are evaluated. 39 | P a g e Engine description The picture of the engine on which the experiments are carried out is shown i.e. of the variable compression ratio compression ignition engine along with the online performance evaluation system is shown in figure. Figure 9: Pictorial view of the variable compression ratio compression ignition engine. 40 | P a g e Figure 10: Flow line diagram of variable compression ratio compression ignition engine setup The present project was carried out to investigate performance of single cylinder, VCR Diesel engine to compare it both Diesel fuel and Bio-Diesel. Technical specifications of the engine are given bellow. The engine was connected to dynamometer. The engine was first operated on Diesel first and then on different types of produced Bio-Diesels. The different blends of different oils were subjected to performance tests on engine. The performance data were analyzed form of graphs reading brake thermal efficiency, indicated power, specific fuel consumption, air fuel ratio, frictional power, speed vs. load and finalise which fuels are better performance. 41 | P a g e Table 5: shows the various points in the flow line diagram of variable compression ratio compression ignition engine. T1 Inlet temperature of water jacket in calorimeter and engine jacket T2 Outlet temperature of water from engine jacket T3 Outlet temperature of water from calorimeter T4 Inlet temperature of exhaust gases into calorimeter T5 Outlet temperature of exhaust gases from calorimeter F1 Fuel supply to engine cylinder F2 Air flow to engine cylinder F3 Water flow to the engine jacket F4 Water flow to calorimeter N Non-contact type speed sensor(Engine shaft speed) W Load sensor(Eddy current dynamometer) Specifications of the engine Make Type: Kirloskar Engine Type: Single Cylinder 4-Stroke, Water Cooled Compression ratio: Variable ranging from 12 to 18 Rated power: 3.75 kW@1500 R.P.M Stroke: 110 mm Bore: 87.5 mm Connecting rod length: 234 mm Loading device: Eddy current dynamometer Load indicator: Digital, Range 0-50 Kg, and Supply 230V AC Load sensor: Load cell, type strain gauge, range 0-50 Kg Speed indicator: Digital with non-contact type speed sensor 42 | P a g e Temperature sensor: Thermocouple, Type K Rota meter: Engine cooling 40-400 LPH; Calorimeter 25-250 LPH For the constant compression ratio a tilting cylinder block arrangement is used without stopping engine. Necessary instruments are provided in the setup for combustion pressure measurements. Necessary provisions are made for load, interfacing flow, fuel flow, temperature measurements. A standalone panel box is there in the setup consisting air box, process indicator and engine indicator manometer, fuel measuring unit, transmitters for air and fuel flow measurements, fuel tank. An Engine Performance Analysis software package Procedure followed in experiments Initially fuel tank fills with diesel. After that adjust the compression ratio 14:1 of the engine. Then water supply is allowed. As the cooling water flow for engine is setup at 250 LPH and calorimeter flow at 75 LPH. Ensuring the adequate water flow rate for piezo sensor cooling and dynamometer. Check the electrical connections and then start the power supply to the computer through UPS. The lab view engine performance analysis software package “Engine soft” id opened for the performance evaluation on the screen. By opening the valve at the burette the diesel is supplied to the engine. The value of calorific value and specific gravity is adjusted through the configure option present in the software. After that select the run option on software and start the engine and let it run for few minutes 43 | P a g e Then choose the log option in the software. Fuel supply is turned on. After that in 1 minute the display changes to input mode at that time values of water flows in cooling jacket and calorimeter are entered and the file is named ( for first reading only) in the software. At that time for no load conditions the first reading gets logged on. Then the fuel knob is turned back to previous (normal) position Then the experiment is repeated for different loads. The different reading corresponding to the different load will display on the monitor after that which are saved for a particular compression ratio. The compression ratio is then changed by adjusting the screw arrangement. Then the same experiment is repeated for the different compression ratio and the readings are saved for the same. Now for the next fuel blend testing change the fuel in the fuel tank and then accordingly adjust the calorific value and specific gravity of the fuel in the software. Repeat the procedure for different fuel at different compression ratio and record the readings in the computer. After that bring the engine to no load condition and turn off the computer as well as the engine so as to stop the experiment. After that in few minutes also stop the water supply. Maintenance and precaution instructions Check the oil level in engine before startup and making sure that sufficient oil is present in the engine. Fuel line and fuel tank should be cleaned before starting engine and should be free from foreign particles. The water supply should always be turned on few minutes before starting the engine. Evaluated parameters Brake power (BP) Brake thermal efficiency (BTE) Brake specific fuel consumption (BSFC) Brake mean effective pressure (BMEP) Mechanical efficiency (ME) 44 | P a g e 4.3 Exhaust emission evaluation Apparatus and parameters investigated Two equipment were used to measure the exhaust emission parameters both having individual sensors attached to them. The figure and figure shows the horiba analyzer and flue gas analyzer Figure 11: Horiba analyzer Figure 12: Flue gas analyzer Table 6: shows the exhaust emission parameters and their respective test methods with unit. Parameters Carbon monoxide CO (ppm) Carbon monoxide CO2 (%) Nitrogen oxides NO (ppm) Nitrogen oxides NO2 (ppm) Nitrogen oxides NOx (ppm) 45 | P a g e Test Methods Flue Gas Analyzer (KM19106) Flue Gas Analyzer (KM19106) Flue Gas Analyzer (KM19106) Flue Gas Analyzer (KM19106) Flue Gas Analyzer (KM19106) Operational Procedure followed At a particular load condition sensor is inserted in the exhaust gas outlet. The exhaust gas pass through the sensors of the analyzer attached to it. The readings of the gases passed are then displayed on the screen of the analyzer. After that when the reading is stabilized 3 readings are noted and the mean value is evaluated. Sensors are then removed from the outlet so that the readings settle down to zero. The procedure is repeated for the different fuel and different load conditions. 46 | P a g e CHAPTER-5 RESULTS & DISCUSSIONS RESULTS OF BIODIESEL: B10 Torque (Nm) BP (kW) FP (kW) IP (kW) BMEP (bar) IMEP (bar) BTHE (%) ITHE (%) Mech Eff. (%) 0.20 0.03 2.25 2.28 0.04 2.64 0.80 55.14 1.45 8.38 1.31 2.25 3.56 1.59 4.32 18.50 50.18 36.87 16.50 2.55 2.05 4.60 3.13 5.66 26.94 48.63 55.41 24.65 3.77 2.01 5.78 4.68 7.18 30.38 46.57 65.24 33.03 5.00 1.81 6.80 6.28 8.55 32.50 44.26 73.42 Table 7: Results of B10 RESULTS OF BIODIESEL: B10 Air Flow Fuel (kg/h) Flow (kg/h) SFC (kg/kW h) Vol Eff. (%) A/F Ratio HBP (%) HJW (%) HGas (%) HRad (%) 31.31 0.36 10.75 85.73 88.02 0.80 18.30 25.37 55.53 29.52 0.61 0.46 84.72 48.41 18.50 21.78 20.05 39.67 28.88 0.81 0.32 84.05 35.52 26.94 22.67 20.45 29.93 28.29 1.07 0.28 83.12 26.51 30.38 20.53 19.88 29.21 27.59 1.32 0.26 82.02 20.88 32.50 21.89 20.56 25.05 Table 8: Results of B10 47 | P a g e RESULTS OF BIODIESEL: B20 Torque (Nm) BP (kW) FP (kW) IP (kW) BMEP (bar) IMEP (bar) BTHE (%) ITHE (%) Mech Eff. (%) 0.20 0.03 2.26 2.29 0.04 2.67 0.80 56.01 1.44 8.38 1.31 2.37 3.68 1.59 4.46 18.68 52.39 35.65 16.50 2.55 2.07 4.62 3.13 5.67 27.26 49.31 55.27 24.65 3.77 2.01 5.78 4.68 7.17 30.69 47.01 65.29 33.03 4.99 1.86 6.85 6.28 8.62 31.57 43.36 72.82 Table 9: Results of B20 RESULTS OF BIODIESEL: B20 Air Flow Fuel (kg/h) Flow (kg/h) SFC (kg/kW h) Vol Eff. (%) A/F Ratio HBP (%) HJW (%) HGas (%) HRad (%) 31.11 0.36 10.92 85.56 86.54 0.80 23.64 25.63 49.92 29.38 0.62 0.47 84.37 47.67 18.68 29.58 20.05 31.70 29.29 0.82 0.32 85.12 35.64 27.26 27.95 20.02 24.76 28.19 1.08 0.29 82.83 26.14 30.69 27.23 19.56 22.52 27.46 1.39 0.28 81.76 19.80 31.57 27.70 20.09 20.64 Table 10: Results of B20 48 | P a g e RESULTS OF BIODIESEL: B30 Torque (Nm) BP (kW) FP (kW) IP (kW) BMEP (bar) IMEP (bar) BTHE (%) ITHE (%) Mech Eff. (%) 0.20 0.03 2.30 2.33 0.04 2.68 0.82 57.12 1.457 8.38 1.33 2.26 3.58 1.59 4.34 18.98 47.22 41 16.50 3.5 2.10 4.65 3.13 5.73 27.96 44.34 59 24.65 3.95 2.04 5.81 4.68 7.22 31 45.35 69.5 33.03 5.85 1.82 6.80 6.28 8.57 33.23 41.68 76.9 Table 11: Results of B30 RESULTS OF BIODIESEL: B30 Air Flow (kg/h) Fuel Flow (kg/h) SFC (kg/kW h) Vol Eff. (%) A/F Ratio HBP (%) HJW (%) HGas (%) HRad (%) 31.32 0.36 10.97 88.59 85.92 0.82 35.90 24.03 39.26 29.46 0.68 0.52 49 43.52 17.32 28.02 18.29 36.37 28.78 0.94 0.37 36 30.70 24.27 25.43 17.85 32.45 28.16 1.15 0.3 27 24.58 29.41 26.20 19.16 25.23 27.50 1.46 0.29 21 18.86 30.52 25.55 19.34 24.59 Table 12: Results of B30 49 | P a g e RESULTS OF BIODIESEL: B100 Torque (Nm) BP (kW) FP (kW) IP (kW) BMEP (bar) IMEP (bar) BTHE (%) ITHE (%) Mech Eff. (%) 0.20 0.03 2.20 2.23 0.04 2.70 0.63 44.15 1.42 8.38 1.32 2.32 3.63 1.59 4.40 16.71 46.17 36.19 16.50 2.54 2.13 4.67 3.13 5.76 23.78 43.70 54.40 24.65 3.75 2.02 5.77 4.68 7.20 27.80 42.74 65.04 33.03 5.00 1.84 6.84 6.28 8.58 28.68 39.22 73.13 Table 13: Results of B100 RESULTS OF BIODIESEL: B100 Air Flow Fuel (kg/h) Flow (kg/h) SFC (kg/kW h) Vol Eff. (%) A/F Ratio HBP (%) HJW (%) HGas (%) HRad (%) 29.79 0.49 15.50 85.08 60.62 0.63 28.22 17.87 53.29 29.50 0.76 0.58 84.49 38.60 16.71 25.12 18.28 39.89 28.68 1.04 0.41 83.76 27.65 23.78 24.39 18.13 33.70 28.05 1.31 0.35 82.87 21.40 27.80 27.09 19.38 25.73 27.51 1.69 0.34 81.74 16.25 28.68 25.69 21.53 24.10 Table 14: Results of B100 50 | P a g e RESULTS OF DIESEL: D100 Torque (Nm) BP (kW) FP (kW) IP (kW) BMEP (bar) IMEP (bar) BTHE (%) ITHE (%) Mech Eff. (%) 0.21 0.03 1.87 1.90 0.04 2.23 0.75 53.87 1.83 8.19 1.31 1.95 3.26 1.56 3.88 16.95 50.46 40.10 16.52 2.6 1.84 4.44 3.14 5.36 26.63 47.22 58.51 24.54 3.81 1.79 5.60 4.66 6.86 29.02 47.63 67.95 33.05 5.02 1.66 6.68 6.28 8.36 30.14 45.46 75.10 Table 15: Results of D100 RESULTS OF DIESEL: D100 Air Flow Fuel (kg/h) Flow (kg/h) SFC (kg/kW h) Vol Eff. (%) A/F Ratio HBP (%) HJW (%) HGas (%) HRad (%) 31.56 0.30 8.61 84 86 0.98 -0.59 23.48 76.13 30.85 0.55 0.42 83 46 20.23 12.33 21.25 46.18 30.08 0.80 0.31 83.2 34 27.63 15.99 20.86 35.52 29.49 1.00 0.26 82.1 24 32.36 17.01 21.16 29.46 28.41 1.25 0.25 82 19 34.14 16.49 21.27 28.10 Table 16: Results of D100 51 | P a g e Gas Emission Report Equipment: AVL Digas 444 N Gas Analyze AVL Smoke meter 437 C S. No. Veh.ID No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 NEEM OIL B100 0.11 NEEM OIL B100 4.62 NEEM OIL B100 9.09 NEEM OIL B100 13.58 NEEM OIL B100 18.2 NEEM OIL B30 0.11 NEEM OIL B30 4.62 NEEM OIL B30 9.09 NEEM OIL B30 13.58 NEEM OIL B30 18.2 NEEM OIL B20 0.11 NEEM OIL B20 4.62 NEEM OIL B20 9.09 NEEM OIL B20 13.58 NEEM OIL B20 18.2 NEEM OIL B10 0.11 NEEM OIL B10 4.62 NEEM OIL B10 9.09 NEEM OIL B10 13.58 NEEM OIL B10 18.2 DIESEL 0.11 DIESEL 4.62 DIESEL 9.09 DIESEL 13.58 DIESEL 18.2 CO % 0.099 0.037 0.006 0.033 0.551 0.001 0.008 0.014 0.032 0.085 0.054 0.021 0.013 0.025 0.352 0.033 0.014 0.011 0.019 0.276 0.069 0.019 0.032 0.055 HC PPM 22 28 31 38 29 4 6 28 33 74 5 8 17 26 58 5 15 23 36 52 5 15 23 33 CO2 % 1.81 4.04 6.04 8.25 10.8 1.31 3.39 4.87 6.73 9.21 1.74 3.83 5.46 7.43 10.2 1.59 3.72 5.43 7.39 10.2 1.68 3.74 5.68 7.95 0.409 41 10.5 O2 % 17.88 14.78 12.22 9.23 4.93 18.02 14.92 12.27 9.36 5.5 17.93 14.9 12.55 9.54 5.58 17.97 14.96 12.41 9.56 5.68 18.53 15.8 13.56 11.04 7.51 Table 17: Emission Parameters 52 | P a g e NOX PPM 70 306 785 1111 1461 139 634 1241 1725 1911 142 647 1266 1739 1935 152 660 1278 1777 1942 134 494 1032 1501 SMOKE % 19.2 27.9 42.8 65.3 93.8 9 23.3 29.1 36.4 65.4 4.9 12.7 19.2 41.8 71.2 4.2 11.3 18.9 40.8 70.1 8.6 16.8 28.9 49.3 1796 80.3 COMPARISION OF DIFFERENT PARAMETERS 1. COMPARISION OF BRAKE POWER(KW): BP Vs LOAD 7 6 BP (KW) 5 B10 4 B20 3 B30 2 B100 1 D100 0 0.11 4.62 9.09 13.58 18.2 LOAD (kg) Graph 1- Brake Power Vs Load 2. COMPARISION OF FUEL CONSUMPTION (KW): BSFC Vs LOAD BSFC (kg/kWhr) 20 15 B10 B20 10 B30 5 B100 D100 0 0.11 4.62 9.09 13.58 18.2 LOAD (kg) Graph 2- Basic Specific Fuel Consumption Vs Load 53 | P a g e 3. COMPARISION OF BRAKE THERMAL EFFICIENCY (ɳbth): B TH eff Vs LOAD 35 30 B TH eff (%) 25 B10 20 B20 15 B30 10 B100 5 D100 0 0.11 4.62 9.09 13.58 18.2 LOAD (kg) Graph 3- Brake thermal efficiency Vs Load 4. COMPARISION OF MECHANICAL EFFICIENCY (ɳm): MECH eff Vs LOAD 90 80 MECH eff (%) 70 60 B10 50 B20 40 B30 30 20 B100 10 D100 0 0.11 4.62 9.09 13.58 18.2 LOAD ( kg) Graph 4- Mechanical efficiency Vs Load 54 | P a g e 5. COMPARISION OF VOLUMETRIC EFFICIENCY (ɳVOL): VOL eff VS LOAD 87 86 VOL eff (%) 85 84 B10 83 B20 82 B30 81 B100 80 D100 79 0.11 4.62 9.09 13.58 18.2 LOAD (kg) Graph 5- Volumetric efficiency Vs Load 6. COMPARISION OF AIR FUEL RATIO: A/F RATIO A/F RATIO Vs LOAD 100 90 80 70 60 50 40 30 20 10 0 B10 B20 B30 B100 D100 0.11 4.62 9.09 13.58 LOAD (kg) Graph 6- Air Fuel Ratio Vs Load 55 | P a g e 18.2 EMISSION PARAMETERS 7. COMPARISION OF CO: CO Vs LOAD 0.6 0.5 CO (%) 0.4 B10 0.3 B20 0.2 B30 0.1 B100 D100 0 0.11 4.62 9.09 13.58 18.2 LOAD (kg) Graph 7- CO Vs Load 8. COMPARISION OF HC: HC Vs LOAD 80 70 HC (%) 60 50 B10 40 B20 30 B30 20 B100 10 D100 0 0.11 4.62 9.09 13.58 LOAD (kg) Graph 8- HC Vs Load 56 | P a g e 18.2 9. COMPARISION OF CO2: CO2 Vs LOAD 12 CO2 (%) 10 8 B10 6 B20 4 B30 B100 2 D100 0 0.11 4.62 9.09 13.58 18.2 LOAD (kg) Graph 9- CO2 Vs Load 10. COMPARISION OF O2: O2 O2 Vs LOAD 20 18 16 14 12 10 8 6 4 2 0 B10 B20 B30 B100 D100 0.11 4.62 9.09 13.58 LOAD (kg) Graph 10- O2 Vs Load 57 | P a g e 18.2 11. COMPARISION OF NOX: NOX Vs LOAD 2500 NOX (PPM) 2000 B10 1500 B20 1000 B30 500 B100 D100 0 0.11 4.62 9.09 13.58 18.2 LOAD (kg) Graph 11- NOX Vs Load 12. COMPARISION OF SMOKE: SMOKE (%) SMOKE Vs LOAD 100 90 80 70 60 50 40 30 20 10 0 B10 B20 B30 B100 D100 0.11 4.62 9.09 13.58 LOAD (kg) Graph 12- SMOKE Vs Load 58 | P a g e 18.2 DISCUSSION: From the above consider parameters, the following discussions are going on: COMPARISON OF BRAKE POWER: In the comparison of Brake Power NB10, NB20, NB30, NB100 and D100 at different load conditions, NB30 has more Brake Power than remaining NEEM OIL METHYL ESTER Blends at each load which is shown in the graph number 1. COMPARISON OF SPECIFIC FUEL CONSUMPTION: The graph number 2 shown Specific Fuel Consumption of NB10, NB20, NB30, NB100 and D100 at different load conditions, at specific loads means at 9.09 kg, 13.58kg and 18.2kg, NB30 is similar to D100 since NB30 Air consumption also similar Diesel. So NB30 is more advantageous than remaining blends. COMPARISON OF BRAKE THERMAL EFFICIENCY: Since Brake power of NB30 is more which has been we noticed in the Graph number 1 so obviously we got more Brake Thermal Efficiency of NB30 than remaining Blends at each load conditions. The comparison of Brake Thermal Efficiency with loads is mentioned in the Graph Number 2. COMPARISON OF MECHANICAL EFFICIENCY: Mechanical Efficiency of Neem Oil Methyl Ester Blends with different load conditions as shown in the Graph Number3, this graph indicates NB30 has more mechanical efficiency than remaining Blends. So it is more considerable one. COMPARISON OF VOLUMENTRIC EFFICIENCY: Similarly while comparing all the Neem Oil Methyl Ester Blends at different load conditions; NB30 has higher volumetric efficiency, which is shown in the graph 5 so it is considerable. COMPARISON OF AIR FUEL RATIO: In the Air Fuel Ratio of different Blends at different load conditions as shown in the Graph 6 which indicates Air Fuel Ratio of NB30 has quiet higher than Pure Diesel. Since it has high specific fuel consumption than diesel so we got high Air Fuel Ratio of NB 30. 59 | P a g e COMPARISON OF EMISSION PARAMETERS: COMPARISON OF CO: In the comparison of Exhaust Gas Carbon Monoxide of NB10, NB20, NB30, NB100 and D100 at different load conditions NB30 has slight Low values than remaining Blends which is plotted in the Graph 7. COMPARISON OF HC: The Exhaust Emission of Hydro Carbon of NB10, NB20, NB30, NB100 and D100 at different load conditions is plotted in the Graph 8.Which indicates us NB30 has slight Low values than remaining Blends at specific loads 0.11kg, 4.62kg and 13.58kg because in general Bio-Diesel have less percentage of Hydro Carbon. COMPARISON OF CO2: The Graph 9 showed the comparison of Carbon Dioxide with different loads. In this comparison of exhaust gas Carbon Dioxide of NB10, NB20, NB30, NB100 and D100 at different load conditions NB30 has slight Low values than remaining Blends. COMPARISON OF O2: In the comparison of O2 of NB10, NB20, NB30, NB100 and D100 at different load conditions NB30 has slight Low values than remaining Blends. So NB30 is considerable than other blends. This is mentioned in the graph number 10. COMPARISON OF NOX: The NOX exhaust gas at different load condition of NB10, NB20, NB30, NB100 and D100 at has plotted in graph 11; NB100 has slight Low emission values in the each load condition than remaining Blends. COMPARISON OF SMOKE: Smoke Capacity with loads of different blends NB10, NB20, NB30, NB100 and D100 at different load conditions has plotted in the graph12.NB30 has slight Low values than remaining Blends since biodiesel contains very low percentage of Carbons. So NB 30 is best preferable Blend than among the other Blends 60 | P a g e CHAPTER-6 CONCLUSION Biodiesel was prepared from the Neem oil using Transesterification process which includes a two stage process first stage is acid catalyzed stage and the second stage is base catalyzed stage. In the process Following are the conclusions based on the experimental results obtained while operating a single cylinder Water Cooled Diesel engine fuelled with bio-diesel of Neem Oil Methyl Ester and their Diesel blends. Neem Oil, based methyl esters (Biodiesel) can be directly used in Diesel engines Without any engine modification. In the comparison of brake thermal efficiency NB30 having better performance then compare to other fuels For NB30 fuels, it takes high amount of air in suction stroke with less specific fuel consumption. Simply air fuel ratio is more than all blends. So, it is the best fuel. It is not advisable to use NB100 in CI engines unless its properties are comparable with Diesel fuel. 61 | P a g e REFERENCES Agarwal, D., Kumar, L., Agarwal, A.K., 2008. Performance evaluation of a vegetable oil fuelled compression ignition engine. Renew. Energy 33, 1147–1156. Deepanraj, B., Dhanesh, C., Senthil, R., et al, 2011. Use of palm oil biodiesel blends as a fuel for compression ignition engine. Am. J. Appl. Sci. 8, 1154–1158. Forson, F.K., Oduro, E.K., Hammond-Donkoh, E., 2004. Performance of jatropha oil blends in a diesel engine. Renew. Energy 29, 1135–1145. Ghaly, A.E., Dave, D., Brooks, M., et al, 2010. Production of biodiesel by enzymatic transesterification: review. Am. J. Biochem. Biotechnol. 6, 54–76. Kumar, M.S., Ramesh, A., Nagalingam, B., 2003. An experimental comparison of methods to use methanol and jatropha oil in a compression ignition engine. Biomass Bioenergy 25, 309–318. Lawrence, P., Mathews, K., Deepanraj, B., 2011. The effect of prickly poppy methyl ester blends on CI engine performance and emission characteristics. Am. J. Environ. Sci. 7, 145– 149. Mani, M., Subash, C., Nagarajan, G., 2009. Performance, emission and combustion characteristics of a DI diesel engine using waste plastic oil. Appl. Therm. Eng. 29, 2738– 2744. Muralidharan, K., Govindarajan, P., 2011. The effect of bio-fuel blends and fuel injection pressure on diesel engine emission for sustainable environment. Am. J. Environ. Sci. 7, 377– 382. Nwafor, O.M.I., 2004. Emission characteristics of diesel engine operating on rapeseed methyl ester. Renew. Energy 29, 119–129. Prabhakar, S., Annamalai, K., Lalvani, K., JoshuaRamesh, Issac, 2012. Experimental study of hybrid vegetable oil blends in diesel engine. J. Sci. Ind. Res. 71, 612–615. Rahimi, H., Ghobadian, B., Yusuf, T., et al, 2009. Diesterol: an environment-friendly IC engine fuel. Renew. Energy 34, 335–342. 62 | P a g e Ramadhas, A.S., Jayaraj, S., Muralidharan, C., 2008. Dual fuel mode operation in diesel engines using renewable fuels: rubber seed oil and coir-pith producer gas. Renew. Energy 33, 2077–2083. Srivastava, P.K., Verma, Madhumita. 2008. Methyl ester of karanja oil as an alternative renewable source energy. Fuel 87, 1673–1677. Suresh Kumar, K., Velraj, R., Ganesan, R., 2008. Performance and exhaust emission characteristics of a CI engine fueledwithmethyl ester (PPME) and its blends with diesel. Renew. Energy 33, 2294–2302. Theansuwan, W., Triratanasirichai, K., 2011. The biodiesel production from roast Thai sausage oil by transesterification reaction. Am. J. Eng. Appl. Sci. 4, 130–132. Venkatraman, M., Devaradjane, G., 2011. Computer modeling of a CI engine for optimization of operating parameters such as compression ratio, injection timing and injection pressure for better performance and emission using diesel-diesel biodiesel blends. Am. J. Appl. Sci. 8, 897–902. Wang, Y.D., Al-Shemmeri, T., Eames, P., et al, 2006. An experimental investigation of the performance and gaseous exhaust emissions of a diesel engine using blends of a vegetable oil. Appl. Therm. Eng. 26, 1684–1691. Gerhard Knothe, Robert O. Dunn and Marvin O. Bagby, “Biodiesel: the use of vegetable oils and their derivatives as alternative diesel fuels” Oil Chemical Research, National Center for Agricultural Utilization Research, Agricultural Research Service, U.S. Department of Agriculture, Peoria, IL 61604, Fuels and Chemicals from Biomass, 1997 G. Balaji, M. Cheralathan, “Experimental investigation of antioxidant effect on oxidation stability and emissions in a methyl ester of neem oil fueled DI diesel engine” Renewable Energy, vol.no:74 pp. 910-916, 2015 Frontiers in Automobile and Mechanical Engineering IOP Publishing IOP Conf. Series: Materials Science 899X/197/1/012020. 63 | P a g e and Engineering 197 (2017) 012020 doi: 10.1088/1757- M.D. Kass, S.A. Lewis, M.M. Swartz, S.P. Huff, D.W. Lee, R. M. Wagner, J.M.E. Storey, Utilizing water emulsification to reduce NOx and particulate emissions associated with biodiesel, Trans. ASABE 52 (2009)5–13. J. SadhikBasha, R. B. Anand. Role of Nano additive blended biodiesel emulsion fuel on the working characteristics of a diesel engine. Journal of Renewable and Sustainable Energy, 2011; 3 (2): 023106 DOI:10.1063/1.3575169. 64 | P a g e