Chapter 01
Semiconductor Basics
Dr. Daoli Zhang
Office: Rm C836 OEI Bldg
Email: zhang-daoli@163.com
WeChat: SIC-HUST
Outline
1. Introduction
2. GaAs Crystal Structure
3. Bonding in III-V Semiconductors
4. Energy Band Structure
5. Crystal Defects
6. Other Properties
III–V Integrated Circuit Fabrication Technology
Introduction
Gallium arsenide as a semiconductor material was originally investigated because of its
superior electronic transport properties and other related advantageous material
properties. Electron mobility in GaAs and other III–V compounds is higher than in
silicon and these materials are useful in optical devices because of the nature of their
band structure. GaAs can be made in semi-insulating form and this makes it possible to
make monolithic circuits with ease on GaAs substrates. Radiation hardness was another
driving force behind the original funding of research by the government and the defense
industry. However, silicon devices have made tremendous progress in speed and
complexity and this makes it difficult for GaAs circuits to compete in digital circuits.
However, because of the simplicity and shortness of the GaAs integrated circuit (IC)
fabrication process and the fact that high power and speed can be achieved
simultaneously, GaAs circuits have established a niche in analog ICs. Future possibilities
of combining optical and electronic functions into single chips and the possibility of
combining superfast III–V compounds into silicon substrates keep the interest in III–V
electronics alive.
III–V Integrated Circuit Fabrication Technology
Introduction
Silicon and germanium are elemental semiconductors. Silicon happens to have
properties that are well suited to large-scale integration. GaAs is a compound and its
properties make it difficult to process it. Loss of arsenic due to dissociation and lack of a
good native oxide make it less attractive from the device processing point of view. Good
insulating behavior more or less makes up for the problems of lower thermal
conductivity. Low hole mobility in GaAs leads to slower p-type channel devices. However,
deft processing innovations have turned some of these disadvantages into advantages.
The lack of oxide has been addressed by use of Schottky gates, simplifying the process
and helping radiation hardness. Enhancement and depletion mode field-effect transistor
(FET) circuits have been designed and built. III–V devices are commonly made using
epitaxial wafers and the advances in epitaxial growth have led to devices not otherwise
possible with diffusion-dominated silicon-like processing.
III–V Integrated Circuit Fabrication Technology
Introduction
Defense and space applications were the reason for funding of GaAs process
development by the government and the defense industry. As the industry matured,
emphasis shifted to commercial products like front-end receivers. Emphasis shifted from
digital to mixed-signal and analog circuits with the advent of the wireless era. Use of high
frequencies to avoid spectrum crowding, new modulation, and channel division
techniques needing linear amplifiers finally established a niche for III–V semiconductors
that cannot be filled by silicon-based systems.
GaAs is a direct bandgap material and is used for fabricating optical devices like lightemitting diodes (LEDs) and lasers. Some of the processing methods, from crystal growth
to packaging, are common to IC fabrication and thus drive the technology. Despite the
recent downturn of the telecommunications industry (2005), the market for highfrequency devices operating near 40 GHz is bound to make a comeback.
III–V Integrated Circuit Fabrication Technology
Introduction
III–V Device Applications
Here are a few applications of GaAs devices:
GaAs metal semiconductor FETs (MESFETs) and epi-FETs: Front-end receiver (FER)
gate arrays, low-noise amplifier (LNA), X and Ku band applications
GaAs pseudomorphic high-electron-mobility transistors (PHEMTs): Power amplifier
(PA) switches, low-noise amplifiers
GaAs heterojunction bipolar transistors (HBTs): PA, prescalers, multiplexer (mux),
demultiplexer (demux), A to D converters
InP HBTs: 40 GHz optical applications
InP HEMTs: 300 GHz
GaN diodes, FETs: Power conversion
GaN HEMTs: High-power amplifiers
III–V Integrated Circuit Fabrication Technology
GaAs Crystal Structure
GaAs is formed by combining group III gallium with group
V arsenic to form a single-crystalline semiconductor
compound. Solid materials can be classified into three
broad categories: amorphous, polycrystalline, and
crystalline. Most semiconductor materials are single
crystalline, although some practical applications require
amorphous or polycrystalline material because of form
requirements like flexibility and cost. In amorphous solids,
there is no geometrical regularity or periodicity. The atoms
are randomly distributed without any long- or short-range
order and the bonding to neighbors is not uniform,
although the solid is tightly bound. In a crystalline material,
the structure has perfect order and the periodicity extends
to the edges of the solid, with only a few imperfections or
impurities in the whole solid. Polycrystalline solids are in
between these two in structure. Smaller single-crystal
grains are spread through the solid in random order, with
grain boundaries in between (Figure 1).
Figure 1 Simplified 2D representations of
crystalline, amorphous, and polycrystalline solids.
III–V Integrated Circuit Fabrication Technology
GaAs Crystal Structure
The basic building block of a crystalline solid is
called a unit cell. Figure 2 shows the unit cell for a
cubic solid. The unit cell for most semiconductors
is of the face-centered cubic (fcc) type, where the
unit cell has one atom on the corners of the cube
and one atom in the center of each face. III–V
compounds like GaAs have the zincblende
structure, which can be regarded as two
interpenetrating fcc lattices (Figure 3), one of Ga
and the other of As. For silicon, which has a
diamond structure, the two sublattices are
identical. The lattice constant is defined as the
distance between the corners of the unit cell. It
can be seen in Figure 3 that each Ga or As has four
neighbor atoms forming a tetrahedron. The unit
cell size of GaAs is 5.65 Å. Crystalline and few
other properties of GaAs are compared to silicon.
Figure 2 Arrangement of unit cells in single-crystal and
polycrystalline materials.
Figure 3 Unit cell of a GaAs crystal and as two fcc lattices.
III–V Integrated Circuit Fabrication Technology
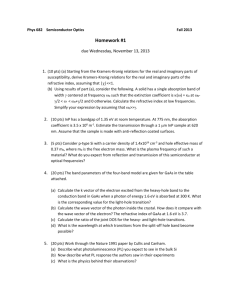
GaAs Crystal Structure
Crystal growth and etching behavior of solids can
be better explained if the structure in different
directions and along different planes is well
understood. Figures 4 and 5 show the zinc-blende
unit cell truncated along the face diagonal and the
body diagonal. The terminology of Miller indices
is used to describe directions at planes within the
crystal. A set of three integers enclosed in square
brackets is used to specify direction in the lattice.
[abc] defines a direction whose vector is
ax^+by^+cz^, where x^, y^, and z^ are unit
Cartesian vectors along x, y, and z. Surfaces
perpendicular to [abc] are designated as (abc).
Some common crystalline directions and planes
are shown in Figure 4.
Also, <abc> indicates a family of [abc] directions
that are equivalent. {abc} indicates a family of
planes equivalent to (abc).
Figure 4 Truncation of a GaAs unit cube by the (110) plane
and the (111) plane.
Figure 5 GaAs wafer with (100) orientation showing
cleavage planes and anisotropy in etch cross sections.
III–V Integrated Circuit Fabrication Technology
GaAs Crystal Structure
Single-crystal boules of semiconductors are grown and then
sliced into wafers for circuit fabrication along certain
orientations. The most commonly used wafer orientation for
GaAs is (100). The {111} family of planes contains only one
type of atoms, either Ga or As. The letter A or B is attached to
the plane family designation to denote Ga or As planes.
{111}A contains only Ga atoms and {111}B contains only As
atoms. This distinction is important for understanding
etching and other directional properties of III–V
semiconductors. GaAs wafers can be easily cleaved or broken
into a die by scribing along the crystal orientations. Figure 5
shows the top view and cross sections of a wafer oriented
along the (100) plane. The two cross sections show different
behaviors in the two perpendicular directions due to atomic
density differences, as shown in Figure 6, which will be
discussed further in wet etching. The density of atoms in
different directions is also important for epi-growth and ion
implantation.
(a) 110
(b) 112
Figure 6 View of a GaAs lattice from two
different directions (a) along the [110] axis and
(b) along the [112] axis.
III–V Integrated Circuit Fabrication Technology
GaAs Crystal Structure
Table 2 Room temperature properties of GaAs
Table 1 Comparison of silicon and GaAs
Semiconductor
Crystal structure
Lattice constant
Density
Melting point
Thermal expansion coefficient
Thermal conductivity
Energy gap
Dielectric constant
Intrinsic carrier concentration
GaAs
Zinc blende
5.646 Å
5.32 g/cm3
1238°C
6.86×10–6 @ 300K
0.46 W/cm-°C
1.42 eV
12.85
8 × 106/cm3
Si
Diamond
5.431 Å
2.328 g/cm3
1412°C
2.6×10–6@ 300K
1.5 W/cm-°C
1.12 eV
11.9
1.45 × 1010/cm3
Property
Crystal structure
Lattice constant
Density
Atomic density
Molecular weight
Bulk modulus
Sheer modulus
Coefficient of thermal expansion
Specific heat
Lattice thermal conductivity
Dielectric constant
Bandgap
Threshold field
Peak drift velocity
Electron mobility (undoped)
Hole mobility (undoped)
Melting point
Parameter
Zinc blende
5.646 Å
5.32 g/cm3
4.5×1022 atoms/cm3
144.64
7.55×1011 dyn/cm2
3.26×1011 dyn/cm2
5.8 × 10–6 /K
0.327 J/g-K
0.55 W/cm-°C
12.85
1.42 eV
3.3 kV/cm
2.1 × 107 cm/sec
8500 cm2/V-sec
400 cm2/V-sec
1238°C
III–V Integrated Circuit Fabrication Technology
Bonding in III–V Semiconductors
Elemental semiconductors are held together by covalent
bonds, in which valence electrons are shared by
neighboring atoms. Insulating materials are generally
ionic crystals, where the bonding is due to attraction
between ions; in NaCl the ions are created by the
transfer of an electron from Na to Cl. In III–V
compounds, the bonding is mostly covalent but does
have considerable ionic character. The ionic nature goes
up for II–VI semiconductors. Figure 7 shows a schematic
bonding diagram. All Ga and As atoms have eight shared
electrons surrounding them (five from As and three from
Ga). At higher temperatures thermal energy excites some
electrons into higher energy states where they are free to
move around as carriers. This free-electron
concentration, which goes up with temperature, is called
intrinsic carrier concentration. This concentration is very
small, of the order of 1010/cm3 at room temperature
(compared to 1023/cm3 atomic concentration).
Figure 7 Atomic bonding in (a) p-type Bedoped GaAs and (b) n-type Si-doped GaAs.
III–V Integrated Circuit Fabrication Technology
Bonding in III–V Semiconductors
Large concentrations of carriers are introduced in a controlled manner in
semiconductors by using doping techniques. If a silicon atom is placed in place of a
gallium atom on a GaAs lattice, the extra electron from the outer shell of Si is relatively
free to move around at ordinary temperatures. This gives rise to an n-type semiconductor.
On the other hand, if a Ga atom is replaced by a Be atom, which has only two electrons in
the outer shell, it results in a missing electron or a hole. Electrons from a neighboring
atom can jump into this hole and thus the hole can move around. This creates a p-type
semiconductor, where the conduction is said to take place by movement of holes. The
dynamics and mobility of charge carriers vary with material and crystal structure and can
be better discussed after the introduction of band structure.
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
Electrons in free space can have a continuous range of
energies. In an isolated atom, electrons can have only
discrete energy values, which can be determined by
quantum mechanics. As atoms are brought close together
to form molecules and crystals, the energy levels get split
into bands of energies (Figure 8). The Pauli exclusion
principle is still followed—no two electrons can occupy the
same quantum state. The bands of interest in
semiconductors are the ones formed by the outer shells of
Figure 8 Energy band diagram showing
electrons. These are called the valence and the conduction
creation of bands as discrete atoms come
band and are separated by the energy bandgap. The size of
together to form a solid.
the gap determines if a material is an insulator, a
semiconductor, or a conductor (Figure 9). In a
semiconductor at 0 K temperature, the electrons are
confined to the valence band and the material behaves as
an insulator. At higher temperature, the same electrons
have sufficient thermal energy to make a transition to the
Figure 9 Energy band diagram of undoped (a)
and heavily n-type doped semiconductor (b).
conduction band, where they are free to move and carry a
current.
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
The probability of an electron having enough
energy to make the transition is given by the
Fermi distribution function. Figure 10 shows
the Fermi level within the bandgap of a
semiconductor. The Fermi level, EF, is defined
as the energy at which the probability function
is
equal
to
one-half.
For
intrinsic
semiconductors, EF is at the center of the gap.
For doped crystals, n- or p-type extrinsic
semiconductors, the Fermi level is near the
conduction band or the valence band. The
energy band diagram is referenced to a
potential called the vacuum potential. The
electron affinity, χ, is the energy required to
excite the electron from the conduction band
to the vacuum level.
Figure 10 Energy band diagrams of a semiconductor
showing electron affinity and Fermi level.
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
The energy band diagrams of three types of
materials are shown in Figure 11. In insulators, the
magnitude of the gap is of the order of 5 eV and
above. In metals, the conduction and valence bands
overlap and or are partially filled, so electrons can
move freely into other states. Since there is no gap,
the number of electrons is large and conductivity is
high. In semiconductors, the situation is between
these—the gap is small. As mentioned earlier, just as
the effective mass of electrons varies depending
upon the crystal direction, the bandgap also varies.
Band diagrams for GaAs and Si are shown in Figure
12 along [111] and [100] crystal directions. In GaAs,
a direct bandgap material, the lowest gap is seen to
be lowest at k = 0. In Si the lowest gap is along [100],
and the gap is indirect. The details of the band
structure are very important for the understanding
of optical and electronic devices.
Insulator
Semiconductor
Metal
Figure 11 Energy band diagrams of three types of materials.
Figure 12 (a) Energy band diagrams along two crystal
directions for GaAs (left) and Si (right). (b) Comparison of
energy bandgaps of Si and GaAs along [100]; the effective
electron mass in the lower valley of the GaAs conduction
band is also shown.
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
Band Structure and Mobility
When an electron moves in free space its speed or momentum
is determined by the applied field. In a crystal, an electron also
encounters the periodic potential of the atoms, which varies
along different directions in the crystal. An easy approach to
deal with this complex problem is to assume the electron to
have an effective mass me, which differs from the mass in free
space. The kinetic energy of the electron, Ek, is given by
p2
Ek
2me
where p is the electron’s momentum. The effective masses of
electrons (and holes) can be different in different
semiconducting materials. In GaAs, the electron wave is
accelerated with respect to the lattice due to the applied field,
and the effective mass is 0.067 me, whereas the holes are
decelerated, or the holes are heavy. Electron velocities in
devices based on n-type GaAs are higher and result in a better
high-frequency response. The energy band structures of GaAs
and Si are shown in Figure 12b. Drift velocity of electrons in
GaAs is shown in Figure 13.
Figure 13 Electron velocity as a
function of electric field, illustrating the
mobility differences between silicon and
GaAs (at two different doping levels).
Peak mobility of GaAs in the linear region can
be about six times greater than silicon. At
typical fields may be a factor of 2 higher.
Electron mobility is also influenced by impurity
scattering in doped semiconductors and will be
discussed further under HEMTs.
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
Free Carrier Concentration and Fermi
Level
The concentration of electrons and holes in a
semiconductor
is
determined
by
the
distribution of electrons in the valence and
conduction bands and the concentration of
donors and acceptors and the location of
their levels in the energy bandgap. The Pauli
exclusion principle leads to the Fermi–Dirac
distribution (Figure 14).
Figure 14 Schematic diagram for an intrinsic (a), n-type
(b), and p-type (c) semiconductor, showing a band
diagram, density of states, Fermi–Dirac distribution, and
carrier concentration.
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
Figure 15a shows the E–k diagram for electrons in a
semiconductor in which the band is almost empty,
with its bottom near levels that are full, like a donor.
Figure 15b shows the corresponding diagram for a
band that is full, the top of which is near energy levels
of acceptors, as in a p-type semiconductor. The shape
of the energy curve varies with the direction in a
crystal lattice. In the diagram, the x direction is shown.
In the following discussion, electron concentrations
are supposed to be low (nondegenerate), and
equilibrium is assumed.
The number of electrons is calculated by integrating
the product of N(E), the density of states, and the
electron distribution over the whole energy range. In Figure 15 E–k (energy–wave number diagram) for motion
the case of electrons in the conduction band, that is, of electrons in the conduction band (a), which is almost
empty, and in the valance band (b), which is almost full,
from Ec to infinity (∞) n N E F E dE
except for some holes.
Ec
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
The electron concentration is given by the Fermi–Dirac distribution function.
The electron distribution function
Ec E F E
Fn E exp
kT
In the case of the conduction band, the electrons are mostly near the bottom of the conduction band (see
h 2k 2
Figure 15 for E1 and E2 definitions).
E1 E Ec
where me is the effective mass of electrons.
2me
For holes, similarly (see Figure 15b)
h 2k 2
E Ev E2 Ev
2mh
For holes the distribution represents the probability that a valence band state with energy E is vacant.
1
E F E E2
EF E
exp
1 Fp E exp
E
E
kT
F
kT
1 exp
kT
where E = Ev – E2. On the basis of the above equations and assumptions, the electron concentration can be
3
shown to be
*
2
Ec E F
2
πm
kT
e
where
n N exp
N 2
c
kT
c
h2
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
And similarly for holes
E Ev
p N v exp F
kT
2 πmh* kT
Nv 2
2
h
3
2
The product pn is given by
E Ev
np N c N v exp c
kT
In a pure semiconductor, where Na = Nd = 0, electrons and holes are created by thermal excitation, so n =
p. Namely, n = p = ni.
Eg
ni N c N v exp
kT
where Ec – Ev=Eg is the bandgap.
E v Ec 3kT me
Also,
E F Ei
2
4
ln
mh
The Fermi level is close to the center of the energy bandgap, the deviation being a function of the ratio of
the effective mass of holes and electrons.
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
Energy Levels in Doped Semiconductors
As described earlier, donor or acceptor levels are introduced into a pure semiconductor to make these n or
p type. These levels are close to the conduction band or valence band. A donor atom in GaAs, like Si (see
Figure 7b) is neutral when filled with its electron but has a positive charge when empty. Similarly a Be
atom is neutral when empty but has a negative charge when it picks up an electron. The donor atom can be
considered as a hydrogen atom, so using the hydrogen atom model
m0 e 4
EH
13.6eV
2 2 2
where ε0 is the permittivity of free space and m0 is the electron mass.
32 π ε0 h
The donor level in a semiconductor can be derived to be
ε
mce
Ed 0 E H
m0
εs
where mce is the effective mass of donor electrons. For GaAs this works out to Ed = 0.007 eV. This number
is close to the measured values of shallow donors. In practice, Shubnikov–de-Hass and cyclotron
resonance measurements are used to calculate values of effective mass.
When a dopant is introduced, the Fermi level must adjust to maintain charge neutrality: n=Nd+ + p
Nd
Here Nd+, the number of ionized donors, is given by
Nd
E F Ed
The Fermi level can be determined from the right
1 2 exp
kT
equation (numerically) using values of Nc, Nd, Nv, Ec, Ed, Ev,
and temperature.
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
Energy Levels in Doped Semiconductors
The electron concentration can be derived as
N Na
E
n d
N c exp F
2Na
kT
where E = E – E .
d
c
D
Nc Nd
E
exp D
2
2kT
For Nd>>½Ncexp(–Ed/kT) >> Na.
For Nd >> Na
n
It is plotted for Si in Figure 16a. Only within a certain
temperature range, the electron density is equal to the
donor concentration, n ≈ Nd. At high temperatures, the
intrinsic electrons dominate, and at low temperatures,
carrier freeze-out takes place.
The concentration of electrons in an n-type material in
equilibrium is nn0 ≈ Nd
Eg
2
np ni exp
From Equation for ni above
kT
and from charge neutrality n + Na = p + Nd.
Figure 16 (a) Electron density as a function of
temperature for an n-type semiconductor. (b) Fermi level
position for GaAs as a function of temperature
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
Hole concentration in an n-type material at equilibrium
is np0 ≈ Na
Useful equations for doped semiconductors for the
position of the Fermi level and carrier concentrations
are listed below:
N c EF = (Ec + Ev)/2
Ec E F kT exp
Nd
nn 0
kT
and
E F Ei
e
exp
ni
Similarly for p-type materials pp0≈ Na
N
E F E v kT exp v
np0 = ni2/ pp0 = ni2/ Na
Na
pp 0
kT
Figure 16 (a) Electron density as a function of
Ei E F
exp
e
ni
temperature for an n-type semiconductor. (b) Fermi level
Figure 16b shows the position of the Fermi level for position for GaAs as a function of temperature
GaAs as a function of temperature for various n- and ptype doping levels, depending on the above equations.
Note that at higher temperatures and low doping levels
the Fermi level approaches the energy band center.
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
Impurities in GaAs
As
mentioned
earlier,
n-type
extrinsic
semiconductors are produced by incorporating
donors into the lattice. These donors introduce excess
electrons that are freed up with small energy
excitation, so the energy states introduced by these
(Ed) are very close to the conduction band, only a few
kT below. See Figure 17a, where shallow dopants are
defined as those within 3 kT. Conversely acceptors
introduce states (Ea) near the valence band. It is easy
for a valence band electron to jump into one of these
states and create a hole. Thus Ea states are close to
the valence band. If the doping concentrations are
high, the states turn into a narrow band of states and
the energy gap becomes very narrow. Carrier freezeout at low temperatures disappears under such
conditions. Positions of common impurities of
interest in GaAs are shown in Figure 17b.
Figure 17 (a) Energy band diagram of GaAs with
impurities (simplified to show only the crystal
lattice center). (b) Measured ionization energies of
common impurities of interest in GaAs.
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
Group VI elements, like S, Se, and Te, are
incorporated substitutionally on the As
sublattice. Having one more electron than As,
these act as n-type donors and contribute
one electron to the conduction band. These
impurities are shallow in the energy gap, as
shown in Figure 17b and listed in Table 3.
Group IV impurities Ge, Si, Sn, etc., are
incorporated substitutionally, mostly on the
Ga sublattice, but are amphoteric like carbon
and do go on the As sublattice. The net free
n-type carrier concentration depends on the
compensation on the As sublattice, which
further depends upon the temperature of
processing.
Table 3 Ionization energy of shallow impurities in GaAs
Impurity
Type
S
Se
Te
Sn
C
Ge
Si
Cd
Zn
Be
Mg
Li
n
n
n
n
n/p
n/p
n/p
p
p
p
p
p
Ionization energy (eV)
From conduction band
0.0061
0.0059
0.0058
0.0060
0.0060
0.0061
0.0058
From valence band
~0.026
0.040
~0.035
0.035
0.031
0.028
0.028
0.023, 0.05
III–V Integrated Circuit Fabrication Technology
Energy Band Structure
Specific impurities
Silicon: Si is always present in III–V starting materials and crystals due to the fact that quartz or silica is used for
processing. Silicon is commonly used as an n-type dopant. As discussed above, this is an amphoteric dopant, so activation
efficiency depends upon how the Si is incorporated.
Se and Te: Se is a good dopant because it goes only on the As site, so the carrier concentration can be high after ion
implantation. Te is heavier and is not a good candidate for implantation; however, it is a good dopant for heavily doped n-type
epigrown ternary layers.
Tin, Sn: This is always n type and was used for liquid-phase epitaxy (LPE) and for diffusion.
Carbon: Carbon is a shallow acceptor and a deep donor (on the Ga site). High levels of carbon can be incorporated. This
dopant will be discussed in more detail in other chapters.
Beryllium: This has good solid solubility, but it is a fast diffuser.
Copper: This is a deep triple acceptor and a fast diffuser. Traditionally, copper has been carefully avoided in the
fabrication process, and good barriers are used to avoid device degradation if copper is used as an interconnect or a backside
metal.
Chromium: Historically Cr doping was used to make semi-insulating GaAs, because Cr provides a level in the center of
the energy band diagram. However, the adoption of carbon has replaced Cr.
Oxygen: Oxygen is hard to avoid as an impurity during the fabrication process of crystals and wafers. It also goes to both
Ga and As sites. Carbon and oxygen may be present in GaAs in the 1015 to 1016/cm3 range but still have electron concentration
levels below 1014/cm3. In spite of this, it is better to avoid these impurities, because the electron mobility goes down as the
background compensated impurity concentration goes up.
III–V Integrated Circuit Fabrication Technology
Crystal Defects
Real semiconductor materials contain defects of the
point, line, and surface type. These defects have a strong
effect on device performance and reliability. Defects are
produced during growth of the material or introduced
during processing. Defects can also be intentional like
those due to doping. A few types of common defects are
described below.
Point Defects
Point defects can be missing atoms, vacancies, extra
atoms, interstitials, misplaced atoms, or impurities.
These have important effects on electronic properties as
well as diffusion behavior. Simple point defects are listed
below:
Vacancies: These are missing atoms, for example, Ga
or As for GaAs, also called Schottky defects.
Interstitials: These are extra atoms, for example, an
extra Si atom, as shown in Figure 18.
Figure 18 Simple point defects in crystals. Vacancy (a),
interstitial (b), and Frenkel pair (c).
III–V Integrated Circuit Fabrication Technology
Crystal Defects
Frenkel defects: This is a pair of vacancy and interstitial defects close to each other, for example, a Si
vacancy and a Si interstitial atom in a Si crystal.
Antistructure defect: It is possible for a Ga atom to be on an As site and vice versa.
Impurities present in the crystal are also point defects.
In III–V compounds the type of vacancies depends upon the constituents and the growth
conditions. Thus P vacancies are expected in InP growth due to higher vapor pressure of
phosphorus. In GaAs, Ga and As vacancies are present depending upon the processing
conditions. Ga and As vacancies act as deep acceptors and deep donors, respectively. EL2
is an important defect in GaAs that is present in crystals grown from As-rich melt or in
epilayers grown under As-rich conditions. This defect causes levels in the middle of the
energy bandgap of GaAs, thus creating an electron trap. A lightly doped p-type material
becomes semi-insulating in the presence of these defects. Another deep-level defect
complex, known as the DX center, was first seen in donor-doped AlGaAs and exhibits
metastable behavior and persistent photoconductivity. All these defects interfere with
device behavior and must be minimized.
III–V Integrated Circuit Fabrication Technology
Crystal Defects
Dislocations
A dislocation is an array of point defects forming a line in a
perfect crystal. These are formed due to stress during growth
or by enhanced point diffusion under thermal or mechanical
stress. These defects cause electron trapping and affect device
performance. The presence of these defects causes reduction of
electron mobility in HEMT-type devices, recombination
centers in HBT, and lower quantum efficiency in LEDs and
laser devices. Also, the presence of these causes enhanced rate
of diffusion and thus affects reliability. During development of
crystal growth and epitaxial processes, considerable attention
is given to defect reduction.
There are two main types of dislocations, edge and screw. An
edge dislocation is an extra plane of atoms in an otherwise
perfect crystal. An extra plane ABCD, as shown in Figure 19,
results in a line dislocation AD. Distortion in concentrated
along this line. An edge dislocation is produced by applying
shear force; the plane along which the force is applied in
known as the slip plane.
Figure 19 Schematic diagram of an edge
dislocation along the line AD.
III–V Integrated Circuit Fabrication Technology
Crystal Defects
Application of shear stress can also
cause creation of a line defect, known as
screw dislocation, illustrated in Figure
20.
Dislocations can move along a slip
plane under application of stress. They
can also climb, which is move 90° to
the slip plane, by displacement of atoms
to interstitial sites.
Figure 20 Screw dislocation produced by the
application of shear stress.
III–V Integrated Circuit Fabrication Technology
Crystal Defects
Other Defects
A high degree of dislocations may lead to formation of large defects, a
common one being twins. When one portion of a crystal is not oriented
exactly with the rest, a twin is formed, as shown in Figure 21. The
atoms at the boundary are in intimate contact with others, but a clear
discontinuity exists. Twinning occurs when a portion of the growing
crystal is not free to move during growth, but is somehow restricted,
for example, by the boat or vertical container. If a large number of
broken bonds is present, and the orientation difference is over a
certain limit, a grain boundary is formed. A low-angle grain boundary
is shown in Figure 22. A number of these may be present in a large
crystal.
Figure 21 A twin produced
misorientation in a crystal.
by
Figure 22 Low-angle
grain boundary between
two sections of a crystal.
III–V Integrated Circuit Fabrication Technology
Other Properties
Thermal characteristics: Thermal conductivity of GaAs is low, one-third that of silicon,
0.55W/cm-K. High thermal resistance limits the packing density of devices on GaAs. Too
high a packing density would cause the temperature of the junction region to be too high
for long-term, stable performance. Thus power-handling capability and reliability are
related to the junction temperature during normal operation. Analog circuits that handle
high power must be modeled and tested for thermal considerations.
The coefficient of thermal expansion for GaAs is also larger, 5.8×10-6/K, so a mismatch
to packaging materials is more likely.
III–V Integrated Circuit Fabrication Technology
References
1. C. Kittel, Solid State Physics, John Wiley and Sons (1971).
2. D. Biswas and D. A. Neamen, Semiconductor Physics and Devices, 4th Ed., Mc Graw Hill, Special Indian Edition
(2012).
3. F. A. Kroger, The Chemistry of Imperfect Crystals, Vol. 1, North-Holland, Amsterdam; American Elsevier, New
York (1973).
4. S. M. Sze, Semiconductor Device: Physics and Technology, John Wiley, New York (1985).
5. R. F. Pierret, Semiconductor Fundamentals, Addison-Wesley, New York (1989).
6. S. Markram-Ebied, Nature of EL2: the main native midgap electron trap in VPE and bulk GaAs, in SemiInsulating III-V Materials, Ed., D. Look, Shiva, England (1984).
7. J. S. Blakemore, J. Appl. Phys., 53, R123 (1982).
8. R. Williams, Modern GaAs Processing Methods, Artech House (1990).
9. W. Liu, Handbook of III-V Heterojunction Bipolar Transistors, John Wiley and Sons, New York (1998).
10. S. K. Ghandhi, VLSI Fabrication Principles, Silicon and Gallium Arsenide, Wiley Interscience, New York (1983).
11. S. Wang, Fundamentals of Semiconductor Theory and Device Physics, Prentice Hall International (1989).
12. A. Dolittle, Georgia Tech University ECE 4813.
13. P. Asbeck et al., GaAs based heterojunction bipolar transistors for very high performance electronic circuits, Proc.
IEEE, 81, 1709 (1993).
III–V Integrated Circuit Fabrication Technology
III–V Integrated Circuit Fabrication Technology