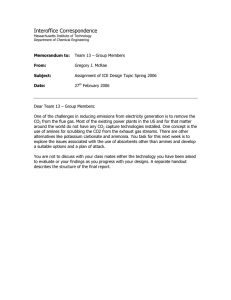
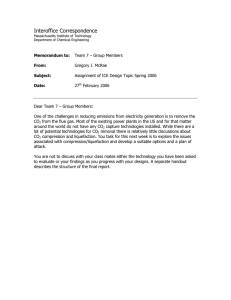
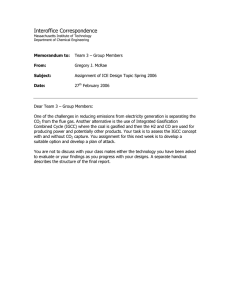
International Journal of Greenhouse Gas Control 110 (2021) 103423 Contents lists available at ScienceDirect International Journal of Greenhouse Gas Control journal homepage: www.elsevier.com/locate/ijggc The experience in the research and design of a 2 million tons/year flue gas CO2 capture project for coal-fired power plants Shijian Lu a, b, d, *, Mengxiang Fang c, Qingfang Li b, Hongfu Chen b, Fu Chen a, Wentan Sun d, Hui Wang b, Haiyan Liu b, Jian Zhang b, Xinjun Zhang b, Haili Liu b a Low Carbon Energy Institute, China University of Mining and Technology, 1University Road, Xuzhou, Jiangsu 221116, PR China Sinopec Petroleum Engineering Corporation, 49 Jinan Road, Dongying, Shandong 257026, PR China College of Energy Engineering, Zhejiang University, 866 yuhangtang Road, Xihu District, Hangzhou, Zhejiang 310058, PR China d School of Politics and Public Administration, Xinjiang University, No.666 Shengli Road, Xinjiang Uygur Autonomous Region, Urumqi 830046, PR China b c A R T I C L E I N F O A B S T R A C T Keywords: Flue gas CO2 capture Chemical absorption Economic analysis Research and design experience The world’s largest 2 million tons/year CO2 capture project from flue gas of coal power plants for EOR at Shengli oilfield of China was introduced. The blend amine absorbent performance, chemical absorption process, energysaving method, and the layout area of engineering were interpreted. The health, safety, and environmental affect was analyzed and economic analysis was also carried out. The conclusion showed that the project has technical and economic feasibility. The study showed that the total energy consumption per unit product is 121.4 kg (standard coal equivalent (SCE))/tCO2, and the comprehensive regeneration energy consumption of the project is less than 2.2GJ/tCO2. The total investment of the project is 1329.4 million CNY; the after-tax internal rate of return reaches 8% when the ex-factory price of CO2 is 301.84 CNY /t(excluding tax). 1. Introduction In 2019, China’s carbon emissions exceeded 11.3 billion tons, more than twice that of the United States and three times greater than that of the European Union, accounting for about 30 percent of the global emission. The amount of carbon emission reduction required to achieve carbon neutrality is much higher than that of the other economies (United Nations Environment Programme, 2020). At the Paris Climate Conference in November 2015, President Xi Jinping promised that CO2 emissions of China would peak in the year 2030, and CO2 emissions per unit of gross domestic product (GDP) would be decreased by 60–65% from 2005 levels (UNEP 2020a, 2020b, 2020c). On September 22, 2020, President Xi Jinping said at the UN General Assembly that China will increase its intended nationally determined contribution (INDC), adopt more forceful policies and measures, and strive to peak its CO2 emissions by 2030 and achieve carbon neutrality by 2060 (Zhang and Zhang, 2020). CO2 emission reduction has become one substantial strategy for the sustainable development of China. The State Council and various ministries and commissions have issued policies and targets to conduct emission reduction. According to the prediction of Jiang Kejun based on the 1.5 ℃ scenario (Jiang, 2019), compared with 2020, the average annual CO2 emissions will be reduced by nearly 10 billion tons by 2050, through measures including sharply reducing the use of traditional coal, greatly developing clean energy such as nuclear power, solar power and wind power, and accelerating the development of fossil fuel plus CCUS (CO2 Capture Utilization and Storage)technology. Among them, CCUS, which has the potential to reduce the overall cost of emission reduction and increase the flexibility to achieve greenhouse gas emission reduction (IPCC Working Group 3 Meeting, 2005), has become one of the main approaches to carbon emission reduction and the bottom line technol­ ogy to achieve carbon neutrality in 2060. CCUS technology is the only one that can directly reduce the carbon emission in crucial areas and reduce the existing CO2 concentration to balance the inevitable carbon emission (IEA, 2020). According to IPCC’s prediction based on various scenarios, if the CO2 emission reduction cannot reach more than 41% before 2030, the CCUS technology will become the main force to guarantee a 1.5 ℃ target (UNEP, 2020d). The further analysis proposed by International Energy Agency shows that under the sustainable development scenario, CCUS will account for 19.2% of the annual carbon emission reduction contribution and 15% of the cumulative carbon emission reduction contribution by 2070 (UNEP, * Corresponding author at: Low Carbon Energy Institute, China University of Mining and Technology, 1University Road, Xuzhou, Jiangsu 221116, PR China. E-mail address: lushijian@cumt.edu.cn (S. Lu). https://doi.org/10.1016/j.ijggc.2021.103423 Received 26 January 2021; Received in revised form 9 July 2021; Accepted 29 July 2021 Available online 19 August 2021 1750-5836/© 2021 Published by Elsevier Ltd. S. Lu et al. International Journal of Greenhouse Gas Control 110 (2021) 103423 2020e). At present, coal is the most important energy consumption in China, and coal-fired power plants are the primary source of CO2 emissions (IPCC Working Group 3 Meeting, 2005). The CO2 capture and use in oil displacement of coal-fired power plants and the underground storage at the same time have noticeable ecological and environmental benefits and can increase the output of crude oil and guarantee the national energy supply. As one important capture technology of post-combustion, chemical absorption technology has been used in industry for many years in China and around the world. Petra Nova Power Plant in the United States elected and put into operation the world largest flue gas CO2 capture project with an annual output of 1.4 million tons of CO2 in 2016. In Saskatchewan, Canada, Boundary Dam Power Plant constructed and put into operation the flue gas CO2 capture project with an annual output of 1 million tons of CO2 in 2015. In China, a 120000 t/a flue gas CO2 capture project at Huaneng Shanghai Shidongkou the second power plant, and 100 t/d flue gas CO2 capture and oil displacement storage project at Shengli Power Plant was built. Shaanxi Guohua Jinjie power plant 150,000 tons/year of power plant flue gas CO2 capture and sequestration project, the largest flue gas CO2 capture demonstration project in China, is under construction. In summary, comprehensive design experience, construction experience, and operation experience for flue gas CO2 capture project have been formed in China. Based on its characteristics, Sinopec has actively carried out carbon emission reduction, CO2 capture, and recovery, and has already carried out a series of CO2 flooding utilization and storage projects in Shengli Oilfield, Zhongyuan Oilfield, Jiangsu Oilfield, and Northwest Oilfield, etc., and achieved good results. With the support of China’s national carbon-neutral vision, Sinopec plans to carry out 2 million tons/year CO2 capture and EOR project. This paper introduced the system design and feasibility study of the project. Table 2 Flue gas composition of Unit 4 of Shengli power plant. Mole fraction /(mol%) 31.999 64.065 44.011 — 18.015 — 6.68 26.8 mg/Nm3 12.47 0.56 mg/Nm3 9.43 42.3mg/Nm3 O2 SO2 CO2 The smoke concentration H2O NOX 31.999 64.065 44.011 — 18.015 — 6.65 24.3 mg/Nm3 11.73 0.67 mg/Nm3 9.42 42.3 mg/Nm3 Component Molecular weight Mole fraction /(mol%) O2 SO2 CO2 The smoke concentration H2O NOX 31.999 64.065 44.011 — 18.015 — 5.56 24.6 mg/Nm3 12.54 0.96 mg/Nm3 14.3 44.5 mg/Nm3 2.1. Absorbent selection This capture project adopts the chemical absorption method. The reaction principle is as follows: organic amine-based absorbent absorbs CO2 from flue gas at low temperature to form amino carbonate. Then, amino carbonates decompose in the regeneration tower at high tem­ peratures. During the processes, CO2 is released, and the absorbent re­ absorbs CO2 after recovering heat and cooling. The absorbent is composed of primary amine, secondary amine, tertiary amine and ste­ rically hindered amine, which has the characteristics of high absorption rate and large absorption capacity. When primary amine and secondary amine react with CO2, the total reaction formula is as follows: (1) CO2 +2R1R2NH = R1R2NH2+ + R1R2NCOO- When tertiary amine and sterically hindered amine react with CO2, the total reaction formula is shown in formula 2: (2) CO2 + R1R2R3N + H2O↔R1R2R3NH+ + HCO3- Compared with the MEA method at the same molarity, the active amine absorption capacity and regenerative energy consumption were Table 4 Design parameters of flue gas composition. Table 1 Flue gas composition of Unit 3 of Shengli Power Plant. Molecular weight Mole fraction /(mol%) CO2 of 10% volume fraction, SO2 of 35 mg/Nm3, NOX of 50 mg/Nm3 (wet basis). The design parameters of flue gas composition are shown in Table 4. There are many acid salts in the flue gas, and the condensate water is acidic, which affects the material selection of pipeline, deep purification tower, and absorption tower. The samples of condensed precipitation water and washed water were analyzed. The ion and salt content shows in Tables 5 and 6. Sinopec has carried out a plan to capture and purify 2 million tons of CO2 per year at the Shengli coal fired power plant in Shengli Oil Field. These coal fired units include two subcritical power generation units of 300 MW (No. 3 and No. 4 unit) and one supercritical power generation unit of 660 MW (No. 5).This project will serve as the largest postcombustion CO2 capture project, both domestic and overseas currently. The project includes CO2 capture, CO2 recycling, and pipeline transportation to the dense oil reservoir region of the Xianhe oil pro­ duction plant and Chunliang oil production plant by pipeline. The CO2 capture facility is designed to handle the flue gas volume of 1.60 × 106 Nm3/h. The facility operates smoothly within the range of 50%–110% of production capacity, and the maximum load of the unit is 110% of the designed standard capacity. The continuous operation hours of the facility is 8000 h. The temperature of flue gas from power plant is about 52 ℃ and pressure is about -0.2 kPag. The composition of flue gas after desulfur­ ization of units 3, 4, and 5 (dry base) was shown in the test results in Tables 1– 3. Due to the different coal in the process of power plant operation, the concentration of CO2, SO2, and NOX in flue gas would vary with a different situation, technology package of the project is designed with O2 SO2 CO2 The smoke concentration H2O NOX Molecular weight Table 3 Flue gas composition of Unit 5 of Shengli power plant. 2. Project profile and primary feature Component Component 2 Component Molecular weight Mole fraction /(mol%) CO2 O2 N2 44.011 31.999 28.014 10 7.28 69.27 SO2 SO3 Particle concentration HCl HF H2O NOX 64.065 80.064 / 36.461 20.006 18.015 / 35 mg/Nm3 / 5 mg/Nm3 / / 13.45 50 mg/Nm3 S. Lu et al. International Journal of Greenhouse Gas Control 110 (2021) 103423 the 150,000 t/ a flue gas CO2 capture project of Shaanxi Guohua Jinjie power plant. The composition of absorbent is shown in Table 7. The properties of the blend amine absorbent are shown in Tables 8, 9. Table 5 Sample analysis of condensed precipitation water in flue gas. serial number Measurements Unit Test results Basis of detection(Chinese standard) 01 02 pH lithium 2.25 0.04 GB/T 6920-1986 HJ 812-2016 03 sodium 04 ammonium 05 potassium 06 magnesium 07 calcium 08 fluoride 09 chloride 10 bromide 11 nitrate 12 Sulfuric acid root hydroxyl / mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L 13 14 15 Bicarbonate root Carbonic acid root 2.2. Performance parameters 11.95 Under the premise of ensuring the quantity and quality of raw gas, the device’s maximum designed load is 110% of the normal for stable operation within the range of 50–110% of the rated production capacity. The continuous operation time of the device is 8000 h per year.CO2 gas production: 127,563 Nm3/h(Dry basis), The CO2 content is greater than 99.5%(Dry basis). CO2 Capture rate ≥ 80%. The technical parameters are described in Table 10. 10.08 0.83 3.51 5.22 2.75 3. Process description 15.21 3.1. Process flow description 6.60 The process flow chart is shown in Fig. 1.The flue gas from the outside enters into the tower from the lower part of the deep purification tower and comes into contact with the aqueous solution spraying down from the top of the tower to carry out mass transfer and heat transfer. SO2 and part of NOx in the flue gas are washed away, and the temper­ ature drops to 40 ℃. The 40 ℃ flue gas, after removed SO2 flowed from the top of the tower then pressurized into the absorber by a fan. The washing water at the bottom of the deep purification tower is pressurized by the deep purification tower pump and cooled below 40 ℃ by the washed water cooler, and then enters the deep purification tower for circulating operation. To ensure the desulfurization rate, a small amount of sodium hy­ droxide is added to the washing water. It is designed that the washed water be discharged from the outlet of the deep purification tower pump to the industrial wastewater treatment system. After the pressure boost from the induced draft fan, the flue gas from the separator enters the absorber from the lower part of the absorber and then contacts with the lean solution from the upper part of the absorber in reverse flow. 80% of the CO2 in the flue gas is absorbed by the solution in the absorption section, and there is amine in the flue gas from the absorption section to the washing section. Then the amine is washed down through the washing section of the upper part of the absorber, and the exhaust gas returns to the flue gas of the power plant. Lean solution from the lean liquid cooler is filtered to remove im­ purities in the solution, and then it enters from the absorption section of the absorber. From top to bottom, CO2 is absorbed from the flue gas. The rich solution after CO2 absorption enters the rich liquid heat exchanger after being pressurized by the rich liquid pump. The upper part of the absorber is used as a washing section. The washing water enters from the top of the absorber and comes into contact with the rising flue gas to wash away the amine in the flue gas. The washing water after washing amine flows into the washing liquid storage tank from the lower part of the washing section of the absorber, and then is pressurized by the exhaust gas washing pump, and then enters the washing liquid cooler. It is cooled to 40 ℃ and then enters the top of the absorber for washing. In such a circulating operation, the washing water will overflow from the washing liquid storage tank to the underground tank regularly as supplementary water. The washing water 8.83 388.94 0 0 Methods for Monitoring and Analysis of Water and Wastewater (Fourth Edition) 0 Table 6 Sampling analysis of flue gas washed water. serial number Measurements Unit Test results Basis of detection (Chinese standard) 01 03 pH lithium 6.99 165.27 GB/T 6920-1986 HJ 812-2016 04 sodium 05 ammonium 06 potassium 07 magnesium 08 calcium 09 fluoride 10 chloride 11 bromide 12 nitrate 13 Sulfuric acid root hydroxyl / mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L mg/ L 14 15 Bicarbonate root 10.67 3.65 3.59 5.26 2.66 HJ 84-2016 16.39 6.57 13.02 397.37 0 10.4 Methods for Monitoring and Analysis of Water and Wastewater (Fourth Edition) 0 improved.The regeneration energy consumption of absorbent is less than 2.9GJ/tCO2, and the absorption capacity is increased by more than 30% compared with MEA.The absorbent is reliable and safe,which has been applied in several flue gas CO2 capture demonstration projects in China, including the 40,000 t / a flue gas CO2 capture and oil displacement storage project of Shengli Power Plant, the 100,000 t / a flue gas CO2 capture project of Shanghai Shidongkou Power Plant, and Table 7 Composition of absorbent. 3 Composition of absorbent Mass fraction Mixed amine Antioxidants Corrosion inhibitor Water 20–30% 0.15–0.25% 0.08–0.15% 70–80% S. Lu et al. International Journal of Greenhouse Gas Control 110 (2021) 103423 Table 8 Physical and chemical properties of the absorbent. Absorbent concentration Density /(g/cm3)(30110℃) Viscosity(cp)/ (30-110℃) Surface tension /(N/m) (30-110℃) Saturated vapor pressure /(kPa)(30-110℃) Specific heat capacity /(kJ.kg-1.K-1)(40-110℃) Heat of reaction /(kJ/ molCO2)(40-80℃) 3.3mol/L 5mol/L 0.9903~0.9376 0.9869~0.9304 1.87~0.39 3.02~0.49 0.0441~0.0320 0.0415~0.0301 3.97~134.92 3.76~129.20 3.82~3.95 3.64~3.81 78-97 78-97 Table 9 Key process parameters for industrial application of absorbent. Absorbent concentration Absorption temperature range /(℃) Desorption temperature range /(℃) Desorption pressure range /(kPag) Absorption pressure range /(kPag) Amine recovery heating temperature range /(℃) 3.3mol/L 30~50 100~120 30~50 100~120 Atmospheric pressure ~50 Atmospheric pressure ~50 120~155 5mol/L Atmospheric pressure ~100 Atmospheric pressure ~100 The rich solution exchanged heat with the water vapor and CO2 from the bottom of the desorber, and the CO2 was regenerated. Then it entered the solution reboiler and further heated and desorbed out the CO2. Lean solution flowed out from the bottom of the desorber. The regenerated lean solution flowing from the bottom of the desorber recovered heat through the lean and rich heat exchanger, which was cooled to 40 ℃ by the lean solution cooler and then entered the absorber, forming a continuous absorption and desorption cycle. Desorber outflow of water vapor, CO2 after gas heat exchanger and power plant phase II, phase III of condensation heat transfer, heat transfer of gas by the gas cooler cooled to 50 ℃, gas water mixture to enter the gas-liquid separator for gas-water separation, gas phase as a product gas into subsequent compression drying process, the top liquid back into regeneration. After long-term use of the solution, the accumulated impurities can be filtered through the filter, and the amine solution can also be distilled through the amine recovery heater. Part of the lean liquid is continu­ ously added to the amine recovery heater by the lean solution pump, the liquid level of the amine recovery heater is controlled, and the amine and water are distilled to the regeneration tower through steam heating. The final distillation impurities are discharged as a waste liquid. After the capture process, the CO2 is separated by the separator to remove the free water, which is carried with and then enters the compressor. The CO2 at the compressor outlet is pressurized to a su­ percritical state with a pressure of 10.95 Mpa and a temperature of 50 ℃. The compressor is pressurized with stage 11, and the stage 8 outlet Table 10 Technical parameters. 1 2 Item Unit Quantity Product gas CO2≥99.5%(dry gas) Operating parameters t/h 250 Circulating cooling water (capture part) Steam is used in reboiler (0.3MPag) Steam (1.0MPag) is used in amine recovery heaters Amine solvent supplement Antioxidant Corrosion inhibitor Electricity (capture part) t/ tCO2 ཞ52.8 t/ tCO2 ≤1.37 t/ tCO2 ≤0.08 kg/tCO2 kg/ tCO2 kg/ tCO2 kW/ tCO2 kg/ tCO2 kg/ tCO2 ≤0.8 ≤0.025 ≤0.025 ≤65 Desalted water (capture part) Sodium hydroxide 120~155 ཞ48 ཞ0.596 can be replenished with water separated from the regenerating sepa­ rator by the rehydration pump or directly replenished with desalted water. The rich solution enters the rich solution heat exchanger after being pressurized by the rich solution pump and conducts heat exchange with the lean solution after being regenerated from the desorber. The tem­ perature rises after heat recovery, and the rich solution enters the desorber from the upper part of the desorber. Fig. 1. The process flow chart. 4 S. Lu et al. International Journal of Greenhouse Gas Control 110 (2021) 103423 goes into the downstream dewatering unit. The CO2 (8-stage exit) from the compression units enters the drying tower for dehydration. The dehydration process uses high-temperature composite silica gel as the adsorption carrier. After dehydration, the water in the product gas drops to below 10 ppm (water dew point < -40 ℃). Silica gel regeneration is equal pressure regeneration of pre-drying of moisture; cold blowing in the cold blowing of moisture, CO2 after regeneration, and cold blowing is returned to the dehydration system for drying after cooling and separation. After supercharging and dewater­ ing, the gas enters the entrance of stage 9 of the compressor and con­ tinues to be supercharged and exported. Table 12 Main operation parameters of deep purification tower. Technological process Process parameters Height Diameter The temperature of flue gas entering the tower Flue gas outlet temperature Washing water into the tower temperature Flow of washing water into the tower Flue gas flow into the tower 25 m 20 m 50 ℃ 40 ℃ 40 ℃ 4000 m3/h 71,544 kmol/h Table 13 Main operation parameters of absorber. 3.2. Main operating conditions Following the material balance by Aspen Plus and ProII process, the absorbent performance verified by the pilot test, operation experience from a CO2 capture project of 40,000 t/ a coal-fired power plant, the design parameters and operation conditions of CO2 capture project are obtained. The main operating conditions of the capture system are shown in Table 11, including flue gas inlet flow rate, CO2 content in inlet gas, inlet temperature, solution circulation volume, absorption temperature, desorption temperature, etc. 3.2.1. Deep purification tower The main operation parameters of deep purification tower are shown in Table 12, including flue gas inlet flow, inlet temperature and outlet temperature, and washing water inlet flow and temperature. Technological process Process parameters Height Diameter The temperature of flue gas entering the tower Flue gas outlet temperature Lean solution inlet temperature Rich solution out tower temperature Lean solution flow into the tower Washing water into the tower temperature Flow of washing water into the tower Flue gas flow into the tower 64 m 20 m 45 ℃ 48 ℃ 40 ℃ 56 ℃ 5600 m3/h 40 ℃ 2800 m3/h 66877 kmol/h Table 14 Main operation parameters of the desorber. 3.2.2. Absorber The main operating conditions of absorption tower are shown in Table 13, including flue gas inlet flow, inlet temperature and outlet temperature, lean liquid inlet flow and temperature, rich liquid outlet temperature, solution circulation, washing water inlet temperature and flow, etc. Technological process Process parameters Height Diameter Flow of rich solution into the tower Inlet temperature of rich solution Lean solution outlet tower temperature 40 m 13 m 5600 m3/h 100 ℃ 105 ℃ Table 15 Main operation parameters of amine recovery heater. 3.2.3. Desorber Table 14 shows the main operating parameters of the desorber, including the circulation amount of rich liquid into the tower, the temperature of rich liquid into the tower and the temperature of lean liquid out of the tower. 3.2.4. Amine recovery heater Table 15 shows the main operating parameters of amine recovery heater, including inlet temperature, inlet flow rate, outlet temperature and amine recovery heater pressure. Technological process Process parameters Amine recovery heater solution temperature Amine recovery heater solution flow rate Amine recovery heater gas temperature Amine recovery heater pressure 61 ℃ 230 m3/h 135 ℃ 1.0 MPag 3.2.5. Regeneration gas-liquid separator Table 16 shows the main operating parameters of amine recovery heater, including regeneration gas flow and regeneration gas tempera­ ture after separation. Table 11 Main operation parameters of the capture system. 3.3. Characteristics of energy saving process 5,600m3/h CO2 content ཞ10.70 (v)% CO2 content ཞ2.35 (v)% CO2 content≥99.5 (v)% / The 2 million tons/year CO2 capture project adopts a new energysaving process of "interstage cooling + MVR heat pump + desorption heat energy recovery",by applying which comprehensive regeneration energy consumption is less than 2.2 GJ/tCO2. The energy consumption level of regeneration reaches the leading level of flue gas CO2 capture demonstration project. The energy saving process is shown in the brown box in Fig. 1. The interstage cooling process reduces the temperature of the semi-rich liquid and improves the CO2 absorption of the solution; 40℃ 105℃ 40ཞ50℃ / / / Table 16 Main operation parameters of regeneration gas-liquid separator. 100℃ ≤50℃ / / Technological process Process parameters CO2 concentration Flue gas flow into absorber (wet base) Flue gas out of absorber (wet base) 1559,089Nm3/h System regenerated gas (dry base) 127,563Nm3/h The amount of lean liquid into the absorber Lean absorbent of inlet absorber Bottom temperature of the desorber Flue gas temperature of inlet absorber Desorber temperature Regeneration gases Cooling temperature 3 1522474 Nm /h 5 Technological process Process parameters Regeneration gas flow out of system (dry basis) Regeneration gas temperature 127563 Nm3/h 50 ℃ S. Lu et al. International Journal of Greenhouse Gas Control 110 (2021) 103423 MVR heat pump process is used to recover flash steam heat of lean liquid for heating and desorption of rich liquid, the mass of flash steam is 130120 kg/h, the latent heat value of flash recovery steam is 190 GJ/h; The rengeneration gas exchanges heat with the condensate of the generator set to recover the desorbed heat. and take measures to reduce the escape and loss of amine solution as far as possible. The wastewater discharged by this unit mainly consists of a residual solution of amine recovery heater, deep purification tower discharge, and system cleaning water. The residual solution of the amine recovery heater is recommended to be mixed with pulverized coal incineration treatment. The deep purification tower discharge and system cleaning water are discharged into the industrial wastewater treatment system, and the discharge standard is according to the Comprehensive Sewage Discharge Standard (Chinese standard: GB8978-2017 of China). Low noise equipment should be selected as far as possible in the design; installing silencers for noisy air vent systems; workers entering noisy workplaces should wear more personal protective equipment. 4. Plane arrangement and consumption quota According to the composition of the plant’s internal construction and structures, the plant is divided into process unit area, transformer and distribution area, steam supply unit area, circulating cooling water area, and closed cooling tower group area, and the central control room is arranged in the low-voltage distribution area. It covers a total area of 300 × 170 m. The layout of main equipment is shown in Fig. 2. The consumption quota of raw materials, public utilities, and main consumption are shown in Table 17. 5.3. Safety and health There are two kinds of poisonous and harmful substances in the production process: (1)Composite amine: organic amine, alkaline, is moderate harm to chemical media, respiratory system, and certain harm to skin, so it’s necessary to avoid inhalation. When preparing a composite amine aqueous solution, it is necessary to wear protective gloves, goggles, and masks. Meanwhile, an eye-washing device is set near the underground tank. Once it splashes into the eyes or sticks to the skin, rinse it with plenty of water immediately. (2)CO2: Under normal conditions, CO2 is a colorless, odorless gas, soluble in water, molecular formula CO2. The molecular weight is 44.01 and the solubility is 0.144 g/100g water (25 ℃). Carbon dioxide is heavier than air, with a density of 1.977 g/L under standard conditions, about 1.5 times that of air. Carbon dioxide is non-toxic, but it does not provide breathing for animals. It is a choking gas. The air content is usually 0.03% (volume); if the content reaches 10%, people will grad­ ually stop breathing and finally suffocated to death. It is necessary to set up a carbon dioxide infrared acoustooptic alarm device in the field. Once the concentration exceeds 1%, an alarm will be sent immediately. At the same time, a wind vane is set at a high point, and a positive pressure respirator and a mobile positive pressure fan are equipped in the control room. Once the concentration exceeds the limit, operators are evacuated to the upper wind direction. Emergency personnel is equipped with a positive pressure respirator for emergency disposal, and a mobile fan is used to purge CO2 from the factory. 5. Health, safety,and environmental protection 5.1. Major pollution sources and pollutant discharges The device’s solution process is a closed-loop design, and all leaking solutions and condensate are returned to the underground tank. Under normal production conditions, waste liquid discharge is shown in Table 18. The amine recovery heater’s residual solution is mainly the amine absorbing agent’s degradation substance, such as 1- (2-hydrox­ yethyl) -imidazolinone, N- (2-hydroxyethyl) -ethylenediamine, N-phe­ nylethanolamine amino-acetic acid, and the amino compound formed by amino-acetic acid and organic amine. The noise of this unit mainly comes from the induced draft fan, chemical process pump, and other power equipment. The noise sources are shown in the table below (Table 19). 5.2. Wastes control measures The exhaust gas discharged by this device mainly contains CO2, SO2, and NOx. The emission standard shall be implemented following the Comprehensive Emission Standard for Air Pollutants (Chinese standard: GB16297-2017). As the exhaust gas will carry a small amount of amine solution, after being discharged into the atmosphere, it will photolysis to produce a trace of nitrosamines harmful substances, so it is necessary to study and analyze the escape amount of absorbent in the design process, Fig. 2. The equipment layout. 6 International Journal of Greenhouse Gas Control 110 (2021) 103423 S. Lu et al. 6. Energy consumption and net emission reduction analysis Table 17 Raw materials, utilities, and major consumption quotas. Serial number Description & specification Unit Quantity Remark 1 Design scale: product gas (dry gas) Flue gas (dry gas) Nm3/ h Nm3/ h t 127563 / 1387038 / ཞ500 t ཞ5 The original driving 2500 m3 solution t t/a ཞ5 ཞ2000 t/a ཞ50 t/a t/a ཞ50 ཞ1192 t/h ཞ13200 kW ཞ16250 t/h ཞ342.5 t/h ཞ20 t/h ཞ4000 t/h ཞ12 t/tCO2 ཞ1.056 2 Chemicals 3 4 5 Chemicals Utilities Rate of expenditure Amine solvent Corrosion inhibitor Antioxidant Amine solvent Corrosion inhibitor Antioxidant Sodium hydroxide Circulating water (capture) Electricity (capture) 0.3MPag steam 1.0MPa steam is used in amine recovery heaters Industrial water (circulating volume in the system) Desalted water Circulating water Electricity (capture) 0.3 MPag steam 1.0 MPa steam (for amine recovery heaters) Amine solvent Corrosion inhibitor Antioxidant Sodium hydroxide Industrial water Desalted water 6 Floor space / 6.1. Comprehensive energy consumption For the energy and working medium of the project, the energy conversion coefficient refers to the data published by the National Bu­ reau of Statistics of China. The energy discounting coefficient of the energy produced by the project unit and the energy consumed by the working medium for energy consumption shall be calculated based on the actual input and output. (1)Electric power According to the General Rules for The Calculation of Comprehensive Energy Consumption (China standard: GB/T 2589-2008), the value of electricity is calculated by the coal consumption of thermal power generation standard the current year. When the power standard coal coefficient’s value is 0.1229 kg of SCE /kW•h, the equivalent value is 0.295 kg of SCE /(kW•h) of the power plant’s generation standard coal consumption in 2019. (2)Steam The standard enthalpy of saturated steam was used to calculate the index of steam deflection. (3)Desalted water The typical coal coefficient of desalination water is 0.4857 kg of SCE /t. (4)Fresh water The standard coal coefficient of freshwater is 0.0857 kg of SCE /t. Table 20 shows utility consumption in capture system,Table 21 shows utility consumption in compression and drying part,and the utility consumption is converted into energy consumption value ac­ cording to the standard. The total energy consumption per unit product, which contains capture, compression, and drying, is 121.4 kg of SCE/tCO2 (Tables 22 and 23). Annual replenishment runs 1.0 MPag steam for amine recovery heater; 0.3 MPa steam for reboiler Open cold water tower about 2% evaporation rate, and floating rate 6.2. Calculation of net emission reduction The total energy consumption per unit product is 121.4 kg of SCE /tCO2. Since the collection scale of this project is 2 million tons/year, the annual comprehensive energy consumption of this project is 24.3 × 104tce(tons of standard coal equivalent). Also, because a total of 2.6 ton CO2 is produced by 1ton standard coal, and 631,300 tons of CO2 is emitted annually, the actual annual emission reduction is 1,368,700 tons of CO2. kW•h/ tCO2 t/tCO2 ཞ65 ཞ1.37 Used in reboiler t/tCO2 ཞ0.08 / kg/ tCO2 kg/ tCO2 kg/ tCO2 kg/ tCO2 t/tCO2 ≤1.0 / 7. Economical analysis ≤0.025 / 7.1. Total investment costs ≤0.025 / ≤0.596 / / 84 m3 washed water per hour (flue gas cooling precipitation water) Preparation of fresh absorbent, regenerating tower replenishment 170 × 100 kg/ tCO2 m2 ཞ48 ཞ17000 The total investment is the sum of the construction investment, the construction period interest, and the paving working capital. In contrast, the paving working capital is not considered for the time being. The total investment is 1329.4 million CNY. 7.2. Cost estimated CO2 capture cost estimated based on following conditions: (1) The unit operates estimated at 8000 h/ a year. (2) The primary cost consumption and unit price are shown in the following table: (3) The net salvage value rate is 3%, under the precondition that fixed assets depreciation life is 12 years. (4) The staff of this project all depends on The Shengli power plant, not including the labor wages and welfare. 7 International Journal of Greenhouse Gas Control 110 (2021) 103423 S. Lu et al. Table 18 Discharge of waste liquid. 1 2 3 Name of the wastewater Discharge Ingredient Concentration Character Emissions control advice Amine recovery heater residue Deep purification tower drainage Carbon capture system cleaning water 2000t/a N- acetyl ethanolamine, amino acetic acid, etc / interval The boiler burning Sodium sulfate, sodium nitrate, sodium hydroxide , and sodium chloride, etc amine liquid <1wt% continuous <3wt% interval Industrial wastewater treatment system Industrial wastewater treatment system 3 84 m /h 3000 m3/ time (5) Maintenance and repair fee: calculated at 3.0% of the original value of the fixed assets (deducting the interest during the con­ struction period). (6) Financial expenses: mainly include interest on working capital and interest on long-term borrowings. Interest on loans is calcu­ lated by the method of paying interest on principal repayment of the same amount. (7) After regenerated heating power plant condensate directly, the power plant can save heat and other costs of 44.28 million CNY per year. Table 19 List of noise equipment. 1 2 3 4 Major noise source Centrifugal pump Induced draft fan Metering pump 21 in quantity Noise source sound level Number dB (A) Operating room sound level dB (A) Noise control 16 ≤85 3 ≤85 2 ≤80 70ཞ80 8 h of chemical contact time in the production workshop and workplace shall not exceed 85dB (A) According to the above estimation of consumption and price pa­ rameters, the annual total unit cost of the first CO2 station of the power plant is 285.91 CNY /t. Table 20 Energy consumption of capture part. Serial number Name Unit 1 Electriccity 2 Desalted water 10 MWh/ a 104t/a 4 Quantity 12413.3 12 Convert to standard coal coefficient Unit 0.1229kg of SCE/ (kW.h) 0.4857 kg of SCE/t 4 3 Steam 10 t/a 272 72.81 kg of SCE/t 4 Fresh water 104t/a 300 0.0857kg of SCE/t Total Unit energy consumption 7.3. Operating revenue estimation Quantity Operatingrevenue = CO2 salesrevenue + carbontrading 10 kg of SCE/a 104 kg of SCE /a 104 kg of SCE /a 104 kg ce/a 104 kg of SCE /a kg of SCE/ tCO2 Based on the above-mentioned pricing principle, the CO2 sales price is determined on the condition that the internal rate of return reaches 8% after the total investment income tax. 1525.6 5.824 Annualoperatingincome = totalannualproduction × salesprice 19804.3 25.71 21361.4 106.8 VAT = currentoutputtax − currentinputtax (4) Urbanmaintenanceandconstructiontax = businesstax × 7% (5) Educationsurcharge = businesstax × 5% (6) 7.4. Financial evaluation Item Unit Quantity Convert to standard coal coefficient Unit Quantity 1 Electriccity 104kW•h/ a 20160 0.1229kg of SCE/(kW.h) 2477.7 2 Steam 104t/a 6.4 68.19 kg of SCE/t 3 Freshwater 104t/a 100 0.0857kg of SCE/t 104kg of SCE/ a 104 kg of SCE /a 104 kg of SCE /a 104 kg of SCE /a kg of SCE /tCO2 Unit energy consumption (3) Carbon trading is based on the trading price of 18.6 CNY /t in Tianjin, China on December 20, 2020 (1)Profit and profit distribution Based on the Enterprise Income Tax Law of the People’s Republic of China (effective from January 1, 2008), the income tax rate is 25%. (2)analysis of profitability According to the People’s Republic of China’s law on enterprise in­ come tax law regulation, 25% of income tax according to the amount of taxable income. The statutory surplus reserve fund shall be drawn at 10% of the net profit after income tax. (3)Solvency analysis According to the payment method of equal amount of principal repayment interest, the project shall repay the construction investment loan. The working capital loan shall be repaid in the second year after borrowing and use, and the interest shall be included in the total cost of the year. The repayment period of the loan shall be considered as 15 years. (4)Financial viability analysis It can be seen from the cash flow statement of the financial plan that the cash inflow of operating activities in each year during the calculation period is greater than the cash outflow, indicating that the project has economic viability. Table 21 Energy consumption of Compression and drying part. Total (2) 436.4 8.6 2922.7 14.6 8 S. Lu et al. International Journal of Greenhouse Gas Control 110 (2021) 103423 Table 22 Consumption and price parameters. Serial number Name Consumption unit quantity Unit price (excluding tax) unit amount 1 1.1 1.2 1.3 1.4 1.5 1.6 2 2.1 2.2 2.3 2.4 3 Capture device Equipment power consumption Desalted water Steam Freshwater NaOH Amine liquid Compression, drying ,and liquefaction Equipment power consumption Steam Adsorbent Fresh water Sewage treatment fee / 104kW•h/a 104t/a GJ/h 104t/a 104kg/a t/a / 104kW•h/a GJ/h / 104t/a / / 12413 12 777.93 300 94.4 2000 / 20160 18.49 / 80 / / CNY/kW•h CNY /t CNY /GJ CNY /t ten thousand CNY /year year/t / CNY/kW•h CNY /GJ ten thousand CNY /a CNY /t CNY /t / 0.5787 21.3 32 2.725 380 35000 / 0.5787 32 70 2.725 12.98 Remark / / / By steam calorific value / / / / / by steam calorific value / / equivalent to one ton of CO2 products Table 23 Profitability analysis. Rangeability -20% -15% -10% -5% 0% 5% 10% 15% 20% Investment in fixed assets Operating cost CO2 yield Product price 11.30% 10.37% 9.52% 8.72% 8.00% 7.33% 6.70% 6.10% 5.53% 15.91% -4.57% -4.57% 14.06% 0.03% 0.03% 12.15% 3.25% 3.25% 10.14% 5.75% 5.75% 8.00% 8.00% 8.00% 5.69% 10.29% 10.29% 3.13% 12.45% 12.45% 0.16% 14.46% 14.46% -3.51% 16.33% 16.33% Fig. 3. Sensitivity analysis diagram. 7.5. Uncertainty analysis (1) Break-even analysis The break-even point of the project (expressed in the utilization rate of production capacity) is calculated by the normal year during the second year of the operation period (peak production year): It is estimated that the average break-even point during the project’s operation period is 62.49%; that is, the enterprise can break even when the annual sales volume of CO2 reaches 1,249,800 tons. (2) Sensitivity analysis BEP = Fixedtotalcost/(salesrevenue − Variablecost − Operatingtaxesandsurcharges) ×100% 9 (7) S. Lu et al. International Journal of Greenhouse Gas Control 110 (2021) 103423 According to the project’s actual situation, fixed asset investment, gas transmission volume, operating cost, and gas selling price are taken as sensitivity factors to measure the impact of their changes on the economic benefits of the project. Fig. 3 shows the sensitivity analysis results. (3) CO2 pricing After the above analysis, based on the after-tax internal rate of return (IRR) of 8%, when the ex-factory price of CO2 is 301.84 CNY/t (excluding tax), it is economically feasible. (4) During the operation period of the recommended scheme; the average break-even point is 62.49%. That is, the enterprise can break even when the annual sales volume of CO2 reaches 1,249,800 tons. Based on the after-tax internal rate of return (IRR) is 8%, when the first station of CO2’s ex-factory price is 301.84 CNY /t(excluding tax), it is economically feasible. Declaration of Competing Interest None. 8. Conclusion References (1) Chemical absorption method is used for flue gas decarburization. The selected absorbent has a higher absorption capacity, stronger anti-oxidation and degradation performance, lower energy con­ sumption for regeneration, and a broader application prospect. (2) A new energy-saving process of "interstage cooling + MVR heat pump + desorption heat energy recovery" is applied, and the comprehensive regeneration energy consumption of the project is less than 2.2 GJ/tCO2. The energy consumption level of regen­ eration reaches the leading level of flue gas carbon capture demonstration project. (3) The total investment of this project is the sum of construction investment, interest during the construction period, and working capital for laying the foundation. The total investment (excluding tax) is 1329.4 million CNY. United Nations Environment Programme, 2020. Emissions Gap Report 2020[R]. UNEP. UNEP https://www.sohu.com/a/45594310_117499. 2020. UNEP http://news.cnr.cn/special/G20hz/news/20160904/t20160904_523110619.ht ml. 2020. UNEP http://www.china.com.cn/19da/2017-10/18/content_41751715.htm. 2020. Lu, Shijian, Liu, Hang, Zhao, Dongya, Zhu, Quanmin, 2017. The research of net carbon reduction model for CCS-EOR projects and cases study. International Journal of Simulation and Process Modelling 12 (5), 401–407. Jiang, et al., 2019. Nat. Hazards 99, 1277–1293. IPCC working group 3 meeting, Montreal, Canada, September 22-September 24, 2005. IEA, 2020. Special Report on Carbon Capture Utilization and Storage, Energy Technology Perspectives. IEA. UNEP http://www.IPCC.ch/sr15/chapter/spm/. 2020. UNEP https://www.iea.org/reports/energy-technology-perspectives 2020. 10