BS ISO 3951-1:2022
l
>0
*
RM
;
[»]
[S|
[imfil
m)
mi
:V‘
i:
an
•
S
Sampling procedures for inspection by variables
Part 1: Specification for single sampling plans indexed by acceptance quality limit
(AQL) for lot-by-lot inspection for a single quality characteristic and a single AQL
bsi.
BRITISH STANDARD
BS ISO 3951-1:2022
National foreword
This British Standard is the UK implementation of ISO 3951-1:2022. It
supersedes BS ISO 3951-1:2013, which is withdrawn.
The UK participation in its preparation was entrusted to Technical
Committee SS/5, Acceptance sampling schemes.
A list of organizations represented on this committee can be obtained on
request to its committee manager.
Contractual and legal considerations
This publication has been prepared in good faith, however no
representation, warranty, assurance or undertaking (express or
implied) is or will be made, and no responsibility or liability is or will be
accepted by BSI in relation to the adequacy, accuracy, completeness or
reasonableness of this publication. All and any such responsibility and
liability is expressly disclaimed to the full extent permitted by the law.
This publication is provided as is, and is to be used at the
recipient's own risk.
The recipient is advised to consider seeking professional guidance with
respect to its use of this publication.
This publication is not intended to constitute a contract. Users are
responsible for its correct application.
© The British Standards Institution 2022
Published by BSI Standards Limited 2022
ISBN 978 0 539 12657 0
ICS 03.120.30
Compliance with a British Standard cannot confer immunity from
legal obligations.
This British Standard was published under the authority of the
Standards Policy and Strategy Committee on 31 August 2022.
Amendments/corrigenda issued since publication
Date
Text affected
BS ISO 3951-1:2022
INTERNATIONAL
STANDARD
ISO
3951-1
Third edition
2022-08
Sampling procedures for inspection by
variables —
Part 1:
Specification for single sampling plans
indexed by acceptance quality limit
(AQL) for lot-by-lot inspection for a
single quality characteristic and a
single AQL
Regies d'echantillonnage pour les controles par mesures
—
Partie 1: Specification pour les plans d'echantillonnage simples
indexes d’apres un niveau de qualite acceptable (NQA) pour un
contrdle lot par lot pour une caracteristique quality unique et
un NQA unique
Reference number
ISO 3951-1:2022(E)
ISO
© ISO 2022
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
A
COPYRIGHT PROTECTED DOCUMENT
© ISO 2022
All righls reserved. Unless otherwise specified, or required in the context of its implementation, no part of this publication may
be reproduced or utilized otherwise in any form or by any means, electronic or mechanical, including photocopying, or posting on
the internet or an intranet, without prior written permission. Permission can be requested from cither ISO at the address below
or ISO’s member body in the country of the requester.
ISO copyright office
CP 401 • Ch. de Blandonnet 8
CII-1214 Vernier, Geneva
Phone: +41 22 749 01 11
Email: copyright@iso.org
Website: www.isn.org
Published in Switzerland
ii
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Contents
Page
Foreword
v
Introduction
vi
1
Scope
1
2
Normative references
1
3
Terms and definitions
2
4
Symbols
6
5
Choice of a sampling plan
Choice between variables and attributes
5.1
7
7
8
8
9
5.2
5.3
5.4
6
General
Choice between the s-method and tr-method
Choice of inspection level and AQL
Standard procedures for the s-method
6.1
General
Single specification limits
6.2
Double specification limits
6.3
10
Standard procedures for the a-method
71
General
7.2
Single specification limits
7.3
Double specification limits
11
8
Thep*-method
12
9
Switching between inspection severities
9.1
Rules for switching between inspection severities
Records for switching between inspection severities
9.2
13
14
.15
10
Relation to ISO 2859-1
10.1 Similarities
10.2 Differences
15
15
16
11
Allowing for measurement uncertainty
17
12
Normality, data transformations and outliers
Normality
12.2 Data transformations
12.3 Outliers
17
7
13
12
17
17
18
Monitoring and recording of inspection results
Monitoring of inspection results
Process capability and performance assessment
Monitoring of process parameters
18
.18
18
Tables
14.1
14.2
14. 3
14.4
14.5
15
11
11
12.1
13.1
13.2
13.3
14
10
10
11
Form k for single sampling plans: s-method
Form k for single sampling plans: o-method
Form p* single sampling plans
Values of f0 for maximum process standard deviation (MPSD)
Supplementary acceptance constants for qualifying towards reduced inspection
Examples
15.1 General
15.2 Examples for the s-method
15.3 Examples for the o-method
15.4 Examples for the p*-method
Annex A (informative) Procedures for obtaining s and o
© ISO 2022 - All rights reserved
18
19
19
26
33
40
40
41
41
41
48
52
55
iii
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Annex B (informative] Accommodating measurement variability
Annex C (informative) Sampling strategies
58
63
Annex D (informative) Operating characteristics for the u-method
65
Annex E (informative) Operating characteristic for the s-method
single sampling plans, normal inspection
- tabulated values for
66
Annex F (informative) Consumer's risk qualities
75
Annex G (informative) Producer's risks
82
Annex H (informative) Construction of acceptance diagrams for double specification limits
90
Annex I (informative) Use of the underlying software
101
Bibliography
106
iv
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Foreword
ISO (the International Organization for Standardization) is a worldwide federation of national standards
bodies (ISO member bodies). The work of preparing International Standards is normally carried out
through ISO technical committees. Each member body interested in a subject for which a technical
committee has been established has the right to be represented on that committee. International
organizations, governmental and non-governmental, in liaison with ISO, also take part in the work.
ISO collaborates closely with the International Electrotechnical Commission (IEC) on all matters of
electrotechnical standardization.
The procedures used to develop this document and those intended for its further maintenance are
described in the ISO/IEC Directives, Part 1. In particular, the different approval criteria needed for the
different types of ISO documents should be noted. This document was drafted in accordance with the
editorial rules of the ISO/IEC Directives, Part 2 (see www.iso.org/directives).
Attention is drawn to the possibility that some of the elements of this document may be the subject of
patent rights. ISO shall not be held responsible for identifying any or all such patent rights. Details of
any patent rights identified during the development of the document will be in the Introduction and/or
on the ISO list of patent declarations received (see www.iso.org/patents).
Any trade name used in this document is information given for the convenience of users and does not
constitute an endorsement.
For an explanation of the voluntary nature of standards, the meaning of ISO specific terms and
expressions related to conformity assessment, as well as information about ISO's adherence to
the World Trade Organization (WTO) principles in the Technical Barriers to Trade (TBT), see
www.iso.org/iso/foreword.html.
This document was prepared by Technical Committee
Subcommittee SC 5, Acceptance sampling.
ISO/TC 69, Applications of statistical methods,
This third edition cancels and replaces the second edition (ISO 3591-1:2013), which has been technically
revised.
The main changes are as follows:
—
—
procedures have been introduced to accommodate measurement uncertainty;
many of the sampling plans have been adjusted to improve the match between their operating
characteristic curves and the operating characteristic curves of the corresponding plans for single
sampling by attributes in ISO 2859-1.
A list of all parts in the ISO 3951 series can be found on the ISO website.
Any feedback or questions on this document should be directed to the user's national standards body. A
complete listing of these bodies can be found at www.iso.org/members.html.
© ISO 2022 - All rights reserved
V
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Introduction
This document specifies an acceptance sampling system of single sampling plans for inspection by
variables. It is indexed in terms of the acceptance quality limit (AQL). A more comprehensive and
technical treatment of the AQL scheme is given in ISO 3951-2. This document is complementary to
ISO 2859-1.
The objectives of the methods laid down in this document are to ensure that lots of acceptable quality
have a high probability of acceptance and that the probability of not accepting inferior lots is as high as
practicable. This is achieved by means of the switching rules, which provide the following:
a) an automatic protection to the consumer (by means of a switch to tightened inspection or
discontinuation of sampling inspection) should a deterioration in quality be detected; and
b) an incentive (at the discretion of the responsible authority) to reduce inspection costs (by means of
a switch to a smaller sample size) should consistently good quality be achieved.
In this document, the acceptance of a lot is implicitly determined from an estimate of the percentage of
nonconforming items in the process, based on a random sample of items from the lot.
This document is intended for application to a continuing series of lots of discrete products all supplied
by one producer using one production process. If there are different producers or production processes,
this document is applied to each one separately.
This document is intended for application to a single quality characteristic that is measurable on
a continuous scale and is normally distributed. For two or more such quality characteristics, see
ISO 3951-2. For information on normality and data transformations, see Clause 12.
It is assumed in the body of this document that measurement error is negligible (see ISO 10576-1:2003).
For information on allowing for measurement error, see Annex B.
For double specification limits, this document covers combined control. For other types of control, refer
to ISO 3951-2.
—
CAUTION
The procedures in this document are not suitable for application to lots that have
been screened for nonconforming items.
Inspection by variables for nonconforming items, as described in this document, includes several
possible modes, the combination of which leads to a presentation that may appear quite complex to the
user:
—
—
—
unknown standard deviation, or originally unknown then estimated with fair precision, or known
since the start of inspection;
a single specification limit, or combined control of double specification limits;
normal inspection, tightened inspection, or reduced inspection.
The choice of the most suitable variables plan, if one exists, requires experience, judgement, and some
to help those responsible for specifying sampling plans in making this choice. They suggest the
considerations that should be kept in mind when deciding whether a variables plan is suitable and the
choices to be made when selecting an appropriate standard plan.
The basic definitions and notations are provided in Clauses 3 and 4. The basic operational rules are
contained in Clauses 5 through 2. Clause 10 informs about the relations between this document and
on accounting
for measurement uncertainty, the normality assumption, and monitoring of inspection results and
the underlying process. All tables needed for the sampling procedure can be found in Clause 14 and
examples for the s-method and the o-method for both one and two specification limits can be found in
'
vi
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Nine annexes are provided. Annex A indicates how the sample standard deviation, s, and the presumed
iv:
for accommodating measurement uncertainty. Annex C shows five different sampling strategies.
Annex D gives the general formula for the operating characteristic of the tr-method and provides tables
with values of the operating characteristics of single sampling plans with known a. Annex E gives the
general formula for the operating characteristic of the s-method and provides tables with values of the
operating characteristics of single sampling plans with unknown a. Annex F provides the statistical
theory underlying the calculation of the consumer’s risk qualities, together with tables showing these
quality levels for normal, tightened, and reduced inspection, as well as for the s-method and cr-method.
Annex G provides similar information for the producer's risks. Annex H give details of how Acceptance
diagrams for double specification limits are constructed, Annex I shows the use of the underlying
software (R package to support implementation of this document).
© ISO 2022 - All rights reserved
vii
BS ISO 3951-1:2022
BS ISO 3951-1:2022
ISO 3951-1:2022(E]
INTERNATIONAL STANDARD
Sampling procedures for inspection by variables
—
Part 1:
Specification for single sampling plans indexed by
acceptance quality limit (AQL) for lot-by-lot inspection for
a single quality characteristic and a single AQL
1 Scope
This document specifies single sampling plans for lot-by-lot inspection under the following conditions:
a)
where the inspection procedure is applied to a continuing series of lots of discrete products, all
supplied by one producer using one production process:
b] where only a single quality characteristic, x, of these products is taken into consideration, which is
measurable on a continuous scale;
c]
where production is under statistical control and the quality characteristic, x, is distributed
according to a normal distribution or a close approximation to the normal distribution:
d] where a contract or standard defines a lower specification limit, L, an upper specification limit,
U, or both. An item is qualified as conforming if its measured quality characteristic, x, satisfies as
appropriate one of the following inequalities:
1]
xÿL [i.e. the lower specification
limit is not violated};
2) x ≤ U (i.e. the upper specification limit is not violated];
3} x ≥ L and x ≤ U (i.e. neither the lower nor the upper specification limit is violated}.
Inequalities 1) and 2] are cases with a single specification limit, and 3} is a case with double specification
limits.
Where double specification limits apply, it is assumed in this document that conformity to both
specification limits is equally important to the integrity of the product. In such cases, it is appropriate
to apply a single AQL to the combined percentage of a product outside the two specification limits. This
is referred to as combined control.
2 Normative references
The following documents are referred to in the text in such a way that some or all of their content
constitutes requirements of this document. For dated references, only the edition cited applies. For
undated references, the latest edition of the referenced document (including any amendments] applies.
ISO 2859-1, Sampling procedures for inspection by attributes
acceptance quality limit (AQL) for lot-by-lot inspection
ISO 3534-1, Statistics
probability
—
ISO 3534-2, Statistics
—
Vocabulary and symbols
Vocabulary and symbols
© ISO 2022 - All rights reserved
—
—
—
Part 1: Sampling schemes indexed by
Part 1: General statistical terms and terms used in
Part 2: Applied statistics
1
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
—
Part 2: General specification for single
ISO 3951-2, Sampling procedures for inspection by variables
sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection of independent quality
characteristics
3 Terms and definitions
For the purposes of this document, the terms and definitions given in ISO 2859-1, ISO 3534-1 and
ISO 3534-2 and the following apply.
ISO and IEC maintain terminological databases for use in standardization at the following addresses:
—
—
ISO Online browsing platform: available at https://www.iso.org/obp
IEC Electropedia: available at https://www.electropedia.org/
3.1
inspection by variables
inspection by measuring the magnitude(s) of a characteristicÿ) of an item
[SOURCE: ISO 3534-2:2006, 4.1.4]
3.2
sampling inspection
inspection of selected items in the group under consideration
[SOURCE: ISO 3534-2:2006, 4.1.6]
3.3
acceptance sampling inspection
acceptance inspection where the acceptability is determined by means of sampling inspection (3.2)
[SOURCE: ISO 3534-2:2006, 4.1.8]
3.4
acceptance sampling inspection by variables
acceptance sampling inspection (3.3) in which the acceptance of the process is determined statistically
from measurements from inspection by variables (3.1)
—
[SOURCE: ISO 3534-2:2006, 4.2.11 modified
“on specified quality characteristics of each item in a
sample from a lot" has been replaced by "from inspection by variables"]
3.5
process fraction nonconforming
rate at which nonconforming items are generated by a process
Note 1 to entry: It is expressed as a proportion.
3.6
acceptance quality limit
AQL
(acceptance sampling) worst tolerable quality level (3.7)
Note 1 to entry: This concept only applies when an acceptance sampling scheme with rules for switching and for
discontinuation, such as ISO 2859-1 and ISO 3951, is used.
Note 2 to entry: See 5.4.
[SOURCE: ISO 3534-2:2006, 4.6.15 modified
entry has been added.]
2
—
Notes 2 to 4 to entry have been deleted and Note 1 to
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
3.7
quality level
quality expressed as the fraction nonconforming
[SOURCE: ISO 3534-2:2006, 4.6.16 modified
removed".]
—
"or rate of number of nonconformities” has been
3.8
limiting quality
LQ
quality level [3.7). when a lot is considered in isolation, which, for the purposes of acceptance sampling
inspection (3.3). is limited to a low probability of acceptance
Note 1 to entry: In this document: 10 %.
[SOURCE: ISO 3534-2:2006, 4.6.13, modified
—
Note 1 to entry has been added.]
3.9
nonconformity
non-fulfilment of a requirement
[SOURCE: ISO 3534-2:2006, 3.1.11]
3.10
nonconforming unit
unit with one or more nonconformities
[SOURCE: ISO 3534-2:2006, 1.2.15]
3.11
/?*-method acceptance sampling plan
acceptance sampling (3.3) plan by variables where the the estimated fraction nonconforming p is
compared to the maximum acceptable value p*.
Note 1 to entry: The method is applicable to both the s-method (3.121 and the o-method (3.13) and gives equivalent
results. It has the advantage that it deals directly with the fraction nonconforming.
3.12
s-method acceptance sampling plan
acceptance sampling (3.3) plan by variables using the sample standard deviation
[SOURCE: ISO 3534-2:2006, 4.3.10 modified
"acceptance sampling plan” has been added]
—
"s method" has been replaced by "s-method" and
3.13
ff-method acceptance sampling plan
acceptance sampling (3.3) plan by variables using the presumed value of the process standard deviation
Note 1 to entry: See Clause 7.
[SOURCE: ISO 3534-2:2006, 4.3.9 modified — "sigma method" has been replaced by "a-method" and
"acceptance sampling plan” has been added]
3.14
specification limit
conformance boundary specified for a characteristic
[SOURCE: ISO 3534-2:2006, 3.1.3, modified
"conformance boundary specified".]
© ISO 2022 - All rights reserved
—
"limiting value stated" has been replaced with
3
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
3.15
lower specification limit
L
specification limit f 3.14) that defines the lower conformance boundary
[SOURCE: ISO 3534 2:2006, 3.1.5, modified
boundary".]
—
"limiting value" has been replaced with "conformance
3.16
upper specification limit
U
specification limit (3.14) that defines the upper conformance boundary
[SOURCE: ISO 3534-2:2006, 3.1.4, modified
boundary".]
—
"limiting value" has been replaced with "conformance
3.17
combined control
requirement when both upper and lower limits are specified for the quality characteristic and an AQL
f3.fi) that applies to the combined percent nonconforming beyond the two limits is given
Note 1 to entry: See 5.4.
Note 2 to entry: The use of combined control implies that nonconformity beyond either specification limit (3.14) is
believed to be of equal, or at least roughly equal, importance to the lack of integrity of the product.
3.18
form k acceptance constant
k
constant depending on the specified value of the acceptance quality limit (3Ji) and the sample size, used
in the criteria for accepting the lot in an acceptance sampling (3.3) plan by variables
Note 1 to entry: See Clause fi and Clause 7.
—
"acceptability constant" has been replaced with
[SOURCE: ISO 3534-2:2006, 4.4.4, modified
"acceptance constant". The original Note 1 to entry has been deleted, a new Note 1 to entry has been
added.]
3.19
form p* acceptance constant
p*
constant depending on the specified value of the acceptance quality limit (32a) and the sample size, used
in the criteria for accepting the lot in an acceptance sampling (3.3) plan by variables
—
"acceptability constant" has been replaced with
[SOURCE: ISO 3534-2:2006, 4.4.4, modified
"acceptance constant". The original Note 1 to entry has been deleted, a new Note 1 to entry has been
added.]
3.20
quality statistic
Q
function of the specification limit [3.14], the sample mean and the sample or process standard deviation,
used in assessing the acceptance of a lot
Note 1 to entry: For the case of a single specification limit, the lot can be accepted or rejected on the result of
comparing Q with theform k acceptance constant (3.18).
Note 2 to entry: See Clause 6 and Clause 7.
In the Note 1 to entry, "may be sentenced" has been
[SOURCE: ISO 3534-2:2006, 4.4.9, modified
replaced with " can be accepted or rejected". Note 2 to entry has been added.]
4
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
3.21
lower quality statistic
QL
function of the lower specification limit (3.15). the sample mean, and the sample or process standard
deviation
N ote 1 to entry: For a single lower specification limit, the lot can be accepted or rejected on the result of comparing
QL with the form k acceptance constant (3.18).
—
[SOURCE: ISO 3534-2:2006, 4.4.11, modified
3.22
upper quality statistic
Note 2 to entry has been added.]
Qu
function of the upper specification limit (3.16). the sample mean, and the sample or process standard
deviation
Note 1 to entry: For a single upper specification limit, the lot can be accepted or rejected on the result of
comparing Qu with theform k acceptance constant (3.18).
[SOURCE: ISO 3534-2:2006, 4.4.10, modified
—
Note 2 to entry has been added.]
3.23
maximum process standard deviation
MPSD
®max
largest process standard deviation for a given sample size code letter and AQL (3.6) for which it is
possible to satisfy the acceptance criterion for a double specification limit under all inspection severities
[i.e. normal, tightened and reduced) when the process variability is known
Note 1 to entry: The MPSD depends on whether the double specification limits are combined, separate or complex,
but does not depend on the inspection severity.
Note 2 to entry: See 5.2.
[SOURCE: ISO 3534-2:2006, 4.4.8, modified
—
Note 2 to entry has been added.]
3.24
switching rule
instruction within an acceptance sampling (3.3) scheme for changing from one acceptance sampling
plan to another of greater or lesser severity based on demonstrated quality history
Note 1 to entry: Normal, tightened, or reduced inspection or discontinuation of inspection are examples of
'severity of sampling’.
Note 2 to entry: See Clause 9.
[SOURCE: ISO 3534-2:2006, 4.3.4, modified
—
Note 2 to entry has been added.]
3.25
measurement
set of operations to determine the value of some quantity
—
[SOURCE: ISO 3534-2:2006, 3.2.1, modified "having the object of determining a value of a quantity"
has been replaced with " to determine the value of some quantity". Notes 1 and 2 to entry have been
deleted.]
© ISO 2022 - All rights reserved
5
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
4 Symbols
factor that relates the maximum process standard deviation to the difference between
U and L (see
fc
FBETA(a
ji) (x )
Ft(v,S) (*)
the distribution of the standard beta distribution with parameters a and
document a = /3 = n/2-1 throughout.
/? . In this
the distribution function of the non-central t-distribution with v degrees of freedom
and non-centrality parameter <5
the upper p-quantile of the standardized normal distribution i.e. x such that
l-<I>(x) = p, which corresponds to the process fraction nonconforming p
k
form k acceptance constant for use with a single quality characteristic and a single
specification limit (see 14.1 for the s-method acceptance sampling plan or 14.2 for the
a-method acceptance sampling plan)
L
lower specification limit (as a subscript to a variable, it denotes its value at L)
M
unknown process mean
N
lot size (number of items in a lot)
n
sample size (number of items in a sample)
P
estimate of the process fraction nonconforming
PL
estimate of the process fraction nonconforming below the lower specification limit
Pii
estimate of the process fraction nonconforming above the upper specification limit
P
form p* acceptance constant i.e. the maximum acceptable value for the estimate of the
process fraction nonconforming
Pa
probability of acceptance
0(X)
the distribution function of the standardized normal distribution
Q
quality statistic
QL
lower quality statistic
NOTE Q| is defined as (x-L)/s when the process standard deviation is unknown, and
as (x -L)/<t when it is presumed to be known.
Qu
upper quality statistic
NOTE
is defined as (l/-x)/s when the process standard deviation is unknown, and
as (U -x)/(7 when it is presumed to be known.
S
sample standard deviation of the measured values of the quality characteristic (also
an estimate of the standard deviation of the process), i.e.
-K
Xcxy-m2
1=1
n-1
(See Annex A.)
6
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
a
process standard deviation
NOTE a2 , the square of the process standard deviation, is known as the process
variance.
°max
maximum process standard deviation (MPSD)
aroot
weighted root mean square ofs
U
upper specification limit (as a suffix to a variable, it denotes its value at U)
Xj
measured value of the quality characteristic for the ;th item of the sample
X
the arithmetic mean of the measured values of the quality characteristic in the sam¬
ple, i.e.
n
I*/
n
5 Choice of a sampling plan
5.1 Choice between variables and attributes
The first question to consider is whether it is desirable to inspect variables rather than attributes. The
following points should be taken into account.
a)
In terms of economics, it is necessary to compare the total cost of the relatively simple inspection
of a larger number of items by means of an attributes scheme with the generally more elaborate
procedure required by a variables scheme, which is usually more time-consuming and costly per
item.
b) In terms of the knowledge gained, the advantage lies with inspection by variables as the information
obtained indicates more precisely the quality of the product. Therefore, earlier warning can be
given if the quality is slipping.
c)
An attributes scheme can be more readily understood and accepted. For example, two phenomena
of variables sampling are difficult to understand:
1) lots containing 100 % conforming items can be rejected, occasionally even with a high
probability (see example 3 in 15.1):
2) there are cases of larger AQL and smaller lot size where lots containing 100 % nonconforming
items are accepted.
d) From a comparison of the size of the samples required for the same AQL from standard plans
for inspection by attributes, such as from ISO 2859-1, and the standard plans in this document,
the smallest samples are generally required by the a-method (used when the process standard
deviation is presumed to be known). The sample sizes for the s-method (used when the process
standard deviation is presumed to be unknown) are larger than for the a-method but are, in
general, substantially smaller than for sampling by attributes.
e)
Inspection by variables is particularly appropriate in conjunction with the use of control charts for
variables.
f)
Variables sampling has a substantial advantage when the inspection process is expensive, for
example, in the case of destructive testing.
g) A variables scheme becomes relatively more complicated to operate as the number of measurements
to be taken on each item increases.
© ISO 2022 - All rights reserved
7
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
NOTE
For two or more quality characteristics, that need to be treated together using a single AQL, this
document does not apply. See ISO 3951-2 for details.
5.2 General
The sampling schemes found in this document, with their rules for switching and for discontinuation of
sampling inspection, are designed to encourage suppliers to keep the process fraction nonconforming
consistently better than the respective AQLs.
Otherwise, there is a high risk that the inspection severity be switched to tightened inspection, under
which the criteria for lot acceptance become more demanding. Once on tightened inspection, unless
action is taken to improve the process, it is very likely that the rule requiring discontinuation of
sampling inspection be invoked pending such improvement.
The following procedures shall be followed before starting an inspection by variables:
a) check that an AQL has been designated, and that it is one of the preferred AQLs for use with this
NOTE
If an AQL other than a preferred AQL is designated, then this document is only applicable under
the advice of a statistical expert.
b) check that the inspection level to be used has been designated. If none has been given, the inspection
level 11 shall be used (see 5.4}:
c]
determine the quality characteristic x and an upper limit U and/or a lower limit L for x;
d) for a quality characteristic with double specification limits, check that nonconformities beyond
each limit are of equal importance. If this is not the case, refer to ISO 3951-2;
If the lot size, the inspection level, U, L or the AQL change during the process, the user might need
NOTE
to stop and begin again with 5J_.
e)
check whether the s-method (Clause 6) is to be used initially or whether the standard deviation is
stable and known, in which case the cr-method (Clause 7) should be used (see 5.3):
f] for the a-method and a quality characteristic with double specification limits, a process capability
study in the following sense should be done:
1) enter Table 11 in 14.4 with the AQL to determine the value of the factor/ÿ;
2) calculate the maximum allowable value of the process standard deviation using the formula
oma*=W-Wa;
3) If a exceeds amax, the process is not capable and sampling inspection is pointless until it is
demonstrated that the process variability has been adequately reduced.
g] obtain the sample size code letter with the inspection limit (normally level II] and the lot size from
Table 1.
5.3 Choice between the s-method and cr-method
If the inspection by variables method as proposed in this document is chosen, the decision shall be
made whether to use the s-method or the cr-method. The cr-method is the more economical in terms of
sample size, but before this method can be applied, it is necessary to have a reliable value of a, usually
obtained from previous process analyses.
In the case that no reliable assumptions on the value of a can be made, it shall be necessary to begin
with the s-method, but subject to the agreement of the responsible authority and provided the quality
remains satisfactory, the operational rules of this document permit a change to the a-method and
consequently the use of a smaller sample size.
8
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
If the variability is under control, a reliable estimation for the process standard deviation can be made
from the observed data, in which case it may be economical to change to the a-method. The size of the
sample is generally smaller and the acceptance criterion is simpler using the a-method (see Clause 7).
On the other hand, it shall still be necessary to calculate the sample standard deviation, s, for record
and continued monitoring purposes of the product quality and to keep the pattern or control charts up
to date (see Clause 13). Methods of determining sand a are given in Annex A.
In case of using the a-method, it is recommended to perform, periodically and systematically,
comparisons of observed data, i.e. observed process standard deviations with the assumption made on
a. In the framework of continued monitoring, this can be done in several ways:
—
use of descriptive, graphical methods, e.g. pattern charts;
—
use of statistical control charts;
—
descriptive numerical analysis; or
—
statistical tests, e.g. Bartlett’s test for the comparison of variances.
If based on these analyses there is doubt in the reliability of the assumptions made on a, it can be
necessary to switch to the s-method.
5.4 Choice of inspection level and AQL
The AQL is the quality level that is the worst tolerable nonconforming process fraction when a
continuing series of lots is submitted for acceptance sampling. Although individual lots determined to
be of "bad" quality may be accepted by the AQL with fairly high probability, the designation of an AQL
does not suggest that this is a desirable quality level.
The AQL, together with the sample size code letter, is used to index the sampling plans in this document.
For a standard sampling plan, the inspection level, in conjunction with the size of the lots and the AQL,
determines the size of the sample to be taken and governs the severity of the inspection. The appropriate
operating characteristic from Annex E shows the extent of the risk that is involved in such a plan.
The 16 AQLs given in this document, ranging in value from 0,01 % to 10 % nonconforming, are
described as "preferred AQLs”. They are only preferred in the sense that they are the AQL values used
in the tabulations and charts. It follows that, if for any product or service, an AQL other than a preferred
AQL is designated, then this document is only applicable under the advice of a statistical expert.
The AQL to be used shall be designated in the product specification or in the contract, or by the
responsible authority. Where both upper and lower specification limits are given, this document
addresses only the case of an overall AQL applying to the combined percent nonconforming beyond the
two limits; this is known as "combined control.” (See ISO 3951-2 for "separate” and "complex” control of
double specification limits.)
From the definition of the AQL, it follows that the desired protection can only be ensured when a
continuing series of lots is provided for inspection.
The designation of an AQL shall not imply that the supplier has the right to supply knowingly any
nonconforming product.
The choice of inspection level and AQL is governed by a number of factors but is mainly a balance
between the total cost of inspection and the consequences of nonconforming items passing into service.
Three inspection levels, I, II, and III, are given in Table 1 for general use. Inspection level II shall be used
unless special circumstances indicate that another level is more appropriate. Level I may be used when
less discrimination is needed, and level III when greater discrimination is required. Four additional
special levels, S-l, S-2, S-3, and S-4, are also given in Table 1 and may be used when relatively small
sample sizes are necessary and larger sampling risks can be tolerated, or when very high process
capability has been demonstrated.
© ISO 2022 - All rights reserved
9
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Table 1
Lot or batch size
S-l
2 to 8
9 to 15
16 to 25
26 to SO
51 to 90
91 to 150
151 to 280
281 to 500
B
B
B
B
B
B
B
B
C
C
C
C
—
Sample size code letters and inspection levels
Special inspection levels
S-2
S-3
B
B
B
B
B
B
B
B
C
B
C
B
C
C
D
D
S-4
B
B
B
C
C
D
E
E
General inspection levels
I
III
II
B
B
B
C
B
B
C
B
D
C
D
E
C
E
F
G
D
F
G
E
H
F
H
K
G
K
H
L
E
F
C
501 to 1 200
D
E
1 201 to 3 200
G
D
M
F
L
G
3 201 to 10 000
N
F
D
H
K
M
10 001 to 35 000
N
L
P
D
E
G
35 001 to 150 000
Q
G
150 000 to 500 000
D
E
M
P
N
500 000 and over
Q
D
E
H
K
R
sample
correspond
in
in
NOTE The
to those given ISO 2859-1 and
size code letters and inspection levels this document
ISO 3951-2.
6 Standard procedures for the s-method
6.1 General
The s-method shall be used if information about the process standard deviation is missing or
unreliable. Using the s-method, the standard deviation is estimated directly from each sample. As soon
as the conditions for the use of the o-method are warranted, one may switch from the s-method to the
er-method (see 5.3).
6.2 Single specification limits
Before starting the inspection by variables, see Clause 5.
The procedure for a single specification limit is as follows.
a)
Enter Table 2. Table 3. or Table 4. as appropriate, with the code letter and the AQL to obtain the
sample size, n, and the acceptance constant, k.
b) Take a random sample of size n, measure the characteristic* in each item, and then calculate x , the
sample mean, and s, the sample standard deviation (see Annex A).
NOTE
c)
Some sampling strategies are provided in Annex C.
Calculate the quality statistic <ÿ=((7 -x)/s or Qh=[x-L)/s and compare it with the acceptance
constant k. The lot is accepted if Quÿk or QL ≥ k ; or rejected if Qu < k or QL < k .
d) Proceed with Clause 9.
For examples of single lower and upper specification limits using the s-method, sec Example 1 and
Example 2 in 15.1.
10
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
6.3
Double specification limits
The procedure for double specification limits for the s-method is as follows.
a]
Enter Table 2. Table 3. or Table 4. as appropriate, with the code letter and the AQL to obtain the
sample size, n, and the acceptance constant, k.
b) Take a random sample of size, n, measure the characteristic x in each item, and then calculate x ,
the sample mean, and s, the sample standard deviation [see Annex A].
NOTE
c]
Some sampling strategies are
Determination of acceptance.
1)
If x < L or x>U , reject the lot; or continue with the next step.
2)
Plot (s,x ) on the acceptance diagram, which can be obtained using the accCurve function in
the underlying software (see 1.5).
NOTE The standardized values
(£y,x5 )
where
ss =
S
and
X-L
xs = U—L
may be used in which case
(ss ,xs ) is plotted on the standardized acceptance diagram, which can be obtained using the accCurve
function in the underlying software without providing the standardized lower and upper specification
limits L = 0, U = 1 (see L5).
3). If the plotted point is outside the acceptance region the lot is rejected; otherwise the lot is
accepted.
d) Proceed with Clause 9.
For examples of combined control of double specification limits using the s-method, see Example 3 to
Example 6 in 15.2.
7 Standard procedures for the <r-method
7.1 General
The (j-method shall only be used when there is valid evidence that the standard deviation a of the
process can be considered constant with a known value.
7.2 Single specification limits
Before starting the inspection by variables, see Clause 5.
The procedure for a single specification limit is as follows.
a)
Enter Table 5. Table 6. or Table 7. as appropriate, with the code letter and the AQL and obtain the
sample size, n, and the acceptance constant, k.
b] Take a random sample of size n, measure the characteristic x in each item, and then calculate x , the
sample mean, and s, the sample standard deviation (see Annex A).
NOTE 1
NOTE 2
c)
The sample standard deviation is needed for the records (see Clause 131.
-[x-L)/a and compare it with the acceptance
Calculate the quality statistic Qy =(l/-x)/<7 or
constant k. The lot is accepted if Qy > k or QL > k ; or rejected if Qy < k or QL < k .
© ISO 2022 - All rights reserved
11
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
For examples of single lower and upper specification limits using the a-method, see Example 1 and
Example 2 in 15.2.
7.3 Double specification limits
The procedure for double specification limits is as follows.
a)
Enter Table 2. Table 3. or Table 4. as appropriate, with the code letter and the AQL and obtain the
sample size, n, and the acceptance constant, k.
b) Take a random sample of size n, measure the characteristic x in each item, and then calculate x , the
sample mean, and s, the sample standard deviation [see Annex A).
c)
NOTE 1
Some sampling strategies are provided in Annex C.
NOTE 2
The sample standard deviation is needed for the records [see Clause 131.
Determination of acceptance.
1) If x < L or x > U , reject the lot; or continue with the next step.
2) Calculate the quality statistics QL=(X-L)/O and Qu
lot; or continue with the next step.
3} If
<7 <0,75CT max
= (U-x)/a .UQL<k or Qu<k, rejectthe
accept the lot; otherwise continue with the next step.
4] If neither QL or QQ are close to k accept the lot; otherwise use the p*-method in Clause 8.
d) Proceed with Clause 9.
For an example of combined control of double specification limits using the u-method, see Example 3 in
15.2.
8 The p*-niethod
The p*-method acceptance sampling plan is an alternative to the standard procedures in Clause 6 and
Clause 7. For the application of this method, distribution functions are calculated.
The procedure for the p*-method for a single limit and double limits is as follows.
a)
Enter Tables 8. 9 or 10 in 14.3 with the code letter and the AQL, to obtain the sample size, where
n=ns is the sample size for the s-method, and n = na is the sample size for the o-method, and to
obtain the acceptance constant, i.e. the maximum fraction nonconforming, p*.
b) Take a random sample of size n, measure the characteristic* in each item, and then calculate x , the
sample mean, and s, the sample standard deviation (see Annex A).
NOTE 1
Some sampling strategies are
in the case of known standard deviation, a, the sample standard deviation is needed for the
NOTE 2
records (see Clause 13).
c)
Estimated fraction nonconforming:
1) unknown standard deviation: For a lower specification limit, calculate
p; , for an upper limit,
calculate pf/ , and for two specification limits, calculate both,
12
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
PL=F
BETAÿ-1ÿ-1 ]
Jn 12
1
Jn 12
1
4n
1 x-L
2 s n-1
!-(?£
BETAÿ-1ÿ-1 max-jo,ÿ n-1
=F
>
lU-x
1
=F
2 s n-1
BETA]
v/n 1
12
2
Jmaxjo.i
1-QU
& in
n-1
2) known standard deviation: For a lower specification limit, calculate pL , for an upper limit,
calculate , and for two specification limits, calculate both,
L-x
pÿ*{— M
J x-U
Po=*\ — h
.
NOTE
-
The fraction nonconforming can
d) Acceptance criteria:
1) single limit: A lot shall be accepted if pL ≤ p * for a lower limit, and if
limit; if p; > p * or pf/ > p * respectively, the lot is rejected:
< p * for an upper
2) double limits: A lot shall be accepted if pL + py < p * ; if pL + pÿ > p* , the lot is rejected;
e)
Proceed with Clause 9.
For examples of single specification limits see Example 1 and Example 3 in 15.3. For examples of
combined control of double specification limits see Example 2 and Example 4 in 15.3.
9 Switching between inspection severities
Switching rules discourage the producer from operating at a quality level that is worse than the AQL.
This document prescribes a switch to tightened inspection when inspection results indicate that the
AQL is being exceeded. It further prescribes a discontinuation of sampling inspection altogether if
tightened inspection fails to stimulate the producer into rapidly improving this production process.
Tightened inspection and the discontinuation rule are integral and, therefore, obligatory procedures of
this document if the protection implied by the AQL is to be maintained.
This document also provides the possibility of switching to reduced inspection when inspection results
indicate that the quality level is stable and reliable at a level better than the AQL. This practice is,
however, optional (at the discretion of the responsible authority).
When it has been necessary to discontinue acceptance sampling inspection, inspection as outlined by
this document shall not be resumed until action has been taken by the producer to improve the quality
of the submitted product.
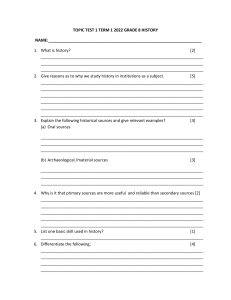
The sampling system specified by this document can only work efficiently if the switching rules in 91
are obeyed (see also Figure 1). and therefore records of some values of the inspection plan need to be
kept (see 9.2).
© ISO 2022 - All rights reserved
13
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Skirt
lots have been
- 10 succesive
accepted,
- these lots would have been
accepted if the AQL had been
one step tighter,
•
2 of 5 or fewer
consecutive lots
not accepted
production is in statistical
control, and
S lots not
accepted
- reduced inspection is
considered desirable by the
responsible authority.
Reduced
Inspection
Normal
-
Stop
inspection
htened
spcction
Inspection
T.ot not accepted or
- production not ill statistical
5 consecutive
lots accepted
control or
Supplier
improves quality
- other conditions warrant
Figure 1
—
Outline of the switching rules
9.1 Rules for switching between inspection severities
Normal inspection is used at the start of inspection (unless otherwise designated]. It shall be used
during inspection until tightened inspection becomes necessary or reduced inspection is allowed. For
further information about the three inspection severities see 5.4.
This document prescribes a switch to tightened inspection when inspection results indicate that the
AQL is being exceeded, and also provides the possibility of switching to reduced inspection when
inspection results indicate that the quality level is stable and reliable at a level better than the AQL. The
switch to reduced inspection is, however, optional (at the discretion of the responsible authority).
The standard switching rules are as follows.
a) Within normal inspection:
1) when two lots are rejected within any five or fewer successive lots, tightened inspection shall
be instituted;
NOTE Tightened inspection is generally achieved by increasing the value of the acceptance constant k.
2) after 10 successive lots have been accepted, reduced inspection may be instituted, provided
that
i)
these lots would have been accepted if the AQL had been one step tighter (e.g. 0,65 %
instead of 1,0 %),
NOTE 1
To determine this, it is useful to keep a record of the values of Qv or QL, respectively.
Next, follow the procedures in Clause 6 or Clause 7 respectively, with the sample size code letter, the
new AQL, the values of Qu or QL and the last 10 values of x and s.
NOTE 2
method), refer to the supplementary acceptance constants provided in Table 13.
or Table 6 [a-
ii) production is in statistical control (see 5.3). and
iii) reduced inspection is considered desirable by the responsible authority.
14
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
NOTE 1 When the previous 10 lots have been accepted under original inspection, reduced inspection can
be instituted without the condition that these lots would have been accepted if the AQL had been one step
tighter, subject to the approval of the responsible authority.
NOTE 2
Reduced inspection is conducted on a much smaller sample than normal inspection and the value
of the acceptance constant is also decreased.The values of n and k for reduced inspection are given in Table 4
for the s-method and Table 7 for the o-method.
b) Within reduced inspection: Normal inspection shall be reinstated if at least one of the following
occur:
1) a lot is rejected;
2) production is no longer in statistical control or is delayed; or
3) reduced inspection is no longer considered desirable by the responsible authority.
c)
Within tightened inspection:
1)
when five successive lots have been accepted, normal inspection shall be reinstated;
2) if the cumulative number of lots rejected in a sequence of consecutive lots on original tightened
inspection reaches five, the acceptance procedures of this document shall be discontinued.
Inspection under the provisions of this document shall not be resumed until action has been taken by
the supplier to improve the quality of the submitted product or service and the responsible authority
has agreed that this action is likely to be effective. Tightened inspection shall then be used again.
9.2 Records for switching between inspection severities
As a variables sampling inspection plan can only operate efficiently if records are kept, this is an
important part of the inspection. For further information about the advantages of keeping records, and
control charts especially, see Clause 13. In particular, the following values should be kept:
a)
the values of x and s , the lot size, the inspection level, the inspection severity, the code letter, U, L
and the AQL (especially when they changed since the last inspection);
When one of the prescribed values changes, apart from the inspection severity, one needs to start again
with Clause 5.
b) whether the lot was accepted;
Any lot rejected by the sampling plan shall not be resubmitted either in whole or in part without the
permission of the responsible authority.
c)
if the lot has been accepted; the values of Q(/ and QL , if they have been evaluated.
NOTE
These values are important for switching to reduced inspection.
10 Relation to ISO 2859-1
10.1 Similarities
The similarities are as follows.
a)
This document is complementary to ISO 2859-1; the two documents share a common principle and,
as far as possible, their procedures and vocabulary are the same.
b)
Both use the AQL to index the sampling plans, and the preferred values used in this document are
identical to those given for percent nonconforming in ISO 2859-1 (i.e. from 0,01 % to 10 %).
© ISO 2022 - All rights reserved
15
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
c)
In both this document and in ISO 2859-1, lot size and inspection level (inspection level II) determine
a sample size code letter. General tables give the sample size to be taken and the acceptance
criterion, indexed by the sample size code letter and the AQL. Separate tables are given for the smethod and cr-method, and for normal, tightened, and reduced inspection.
d) The switching rules are essentially equivalent.
10.2 Differences
a)
Determination of acceptance. In ISO 2859-1, acceptance for an attributes sampling plan for
percent nonconforming is determined by the number of nonconforming items found in the sample.
Acceptance for a plan for inspection by variables is based on the distance of the estimated value
of the process mean from the specification limit(s) in terms of the estimated or presumed value
of the process standard deviation. In this document, two methods are considered: the s-method,
for use when the process standard deviation, a , is unknown, and the a-method, for use when a is
presumed to be known.
b) Normality. In ISO 2859-1, there is no requirement relating to the distribution of the characteristics.
However, in this document, it is necessary for the efficient operation of the plans that the
measurements be distributed according to a normal distribution (see 12.1). or a close approximation
to a normal distribution, or that the data is appropriately transformed to a normal distribution (see
122).
c)
Operating characteristic curves (OC curves). The OC curves of the variables plans in this
document are not identical to those of the corresponding attributes plans in ISO 2859-1. The curves
for s-method plans have been matched by minimizing the area between the curves representing the
squares of the OC values, which gives greater emphasis to the match at the top of the OC curves. In
most cases, the resulting match between the OC curves is so close that, for most practical purposes,
the attributes and variables of OC curves may be considered to be identical.
The (j-method plans are derived by minimizing the area between the squared OC functions
NOTE
subject to keeping the same Form p* acceptance constant as for the corresponding s-method plan, i.e. only
the sample size is open to choice, so the match is, in general, less perfect.
d) Producer's risk. For process quality precisely at the AQL, the producer’s risk that a lot not be
accepted tends to decrease with increments in sample size coupled with decrements in AQL, as
top right to bottom left. The progressions of probabilities are similar, but not identical, to those in
ISO 2859-1.
NOTE
e)
Sample sizes. The variables sample sizes for given combinations of sample size code letter and AQL
are usually smaller than the corresponding attributes sample sizes. This is particularly true for the
a-method. Moreover, due to the method by which the variables plans were derived, their sample
sizes vary over AQL for a given sample size code letter.
f)
Double sampling plans. Double sampling plans by variables are presented separately in
ISO 3951-3.
g) Multiple sampling plans. There are no multiple sampling plans by variables in any part of ISO 3951
series.
h) Average outgoing quality limit (AOQL). The AOQL concept is mainly of value when 100 %
inspection and rectification is feasible for non-accepted lots. It follows that the AOQL concept
cannot be applied under destructive or expensive testing. As variables plans shall generally be
used under these circumstances, no tables of AOQL have been included in this document.
16
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
11 Allowing for measurement uncertainty
The master tables, i.e. the tables in Clause 14. are based on the assumption that the quality
characteristic, x, of the items in the lots is normally distributed with unknown process mean, ju, and
either known or unknown process standard deviation, a. The assumption is also made that* can be
measured without measurement error, i.e. that measurement of an item with the true value, xi( results
in the value jq. However, the tables in Clause 14 can also be used, with appropriate adjustments, in the
result of measurement error.
Ideally, as a prerequisite for the application of the proposed sampling schemes, the measurement
uncertainty, i.e. the measurement standard deviation, is determined by a structured measurement
analysis followed by a measurement system capability assessment. If the measurement standard
deviation is not higher than 10 % of the process standard deviation, the measurement system can be
considered as capable and no further adjustments on sample sizes are required.
For measurement standard deviation higher than 10 % of the process standard deviation, the sample
size needs to be increased, although the acceptance constant remains the same. Moreover, if neither
the measurement standard deviation nor the process standard deviation is known, more than one
measurement needs to be made on each sampled item and the total variability of the measurements
needs to be separated into the components.
Details are provided in Annex B.
12 Normality, data transformations and outliers
12.1 Normality
The assumption of a normal distribution for the inspected quality characteristic x is the fundamental
requirement for the application of the proposed variables sampling plans. Therefore, it is essential to
assess the data normality before applying the sampling plans, which can be done by several approaches:
a] assessment based on practical, engineering experience and expertise;
b) assessment based on graphical, descriptive methods, such as histograms, quantile/quantile or
normal probability plots (see ISO 5479); or
c)
statistical tests for departure from normality, such as those given in ISO 5479 or in ISO 5725-2:2019,
Clause 2.
12.2 Data transformations
For non-normal distributed data, the first approach is usually to try to find a suitable transformation
/of the observed data x, so that Z - f(x) now follows an (approximate) normal distribution. The most
commonly used data transformations are (see ISO 16269):
—
—
power transformations;
Box-Cox transformations;
—
Johnson transformations;
—
transformations using Pearson functions.
For the transformed data, the goodness of fit to a normal distribution can be assessed using normal
probability plots and/or statistical tests for normality. For subsequent capability analyses and
assessments, the targets and specification limits of the quality characteristic x have to be transformed
in the same way as the observed process data.
© ISO 2022 - All rights reserved
17
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
12.3 Outliers
An outlier (or an outlying observation) is one that appears to deviate markedly from other observations
in the sample in which it occurs. A single outlier, even when it lies within specification limits, increase
variability, changes the mean, and may consequently lead to non-acceptance of the lot (see ISO 16269-4).
Generally, outliers can be a result of
a) (unexpectedly high) natural process variability, and/or
b)
presence of special causes not representing the controlled and capable process status.
For case b), it might be considered to exclude the outlying observations for the quality assessment,
whereas for case a), these values have to be considered in the analysis. Nevertheless, a sensitivity
analysis including and excluding the outliers can help to assess the impact of these values on the
decision on lot acceptance.
When outliers are detected, the disposition of the lot should be a matter for the responsible authority
and may involve negotiation between the vendor and the vendee.
13 Monitoring and recording of inspection results
13.1 Monitoring of inspection results
The results of the quality assessment using the inspection by variables sampling plans proposed in
the corresponding tables should be monitored continuously. The monitoring results should be analysed
to detect changes or trends in the quality level of the product, so that warning can be given before an
unacceptable quality level is reached. The adequate data recording of quality assessment results is a
necessary prerequisite for monitoring.
Independent of the performed inspection, continuous monitoring should serve to assess the inherent
product and process quality level of the production. Monitoring allows the user of this document to
obtain a long-term view of the production quality in addition to the information on lot-by-lot decisions.
13.2 Process capability and performance assessment
Before implementing this document, it is recommended to assess the process capability, i.e. the ability
of the production process to fulfil predefined quality requirements. These assessments shall be done
in a scientifically planned manner or performance study. Several methods for estimating process
capability or performance depending on the assumed process data distribution model are provided in
ISO 22514-2.
13.3 Monitoring of process parameters
For variable inspection procedures, monitoring of product and process quality mainly focuses on
process mean and process standard deviation. Whatever method used, s-method or cr-method, records
should be kept of the values of x and s, preferably in the form of pattern or control charts.
An introduction to the use of control charts is given in ISO 7870, and special control chart applications
for assessing process means and standard deviations can be found for standard Shewhart control
charts in ISO 7870-2 or ISO 8258 and, for more complex CUSUM (cumulated sum) charts, in ISO 7870-4.
The process standard deviation should be monitored particularly when using the cr-method in order
to verify that the values of s obtained from the samples fall within the limits of the prescribed value
of a. With the s-method, the standard deviation shall be monitored to indicate whether a switch to
the cr-method is possible. In particular, the values of s or a, respectively, and whether they exceed their
control limit should be kept.
18
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
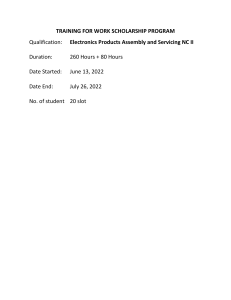
14 Tables
14.1 Form k for single sampling plans: s-method
© ISO 2022 - All rights reserved
19
NJ
Table 2
©
Code
letter
—
Single sampling plans of form k for normal inspection: s-method
o
Acceptance quality limit (in percent nonconforming]
0,015
0,025
0,04
0,065
n
n
n
n
n
n
n
n
n
k
k
k
k
k
k
k
k
k
0,01
0,10
0,15
0,25
0,40
1,0
1.5
2,5
n
n
n
n
n
n
n
k
k
k
k
k
k
k
3
4
4
0,950
0,735
0,586
0,65
B
G
H
J
K
L
©
5
c
tNJ
r-:
M
N
4
6
6
5
1,061
0,939
0,550
6
9
9
6
7
1,323
1,218
0,887
0,507
9
13
13
9
9
9
P
3
Q
1,569
1,475
1,190
0,869
0,618
17
18
13
14
14
14
1,889
1,769
1,682
1,426
1,147
0,935
0,601
15
22
23
18
20
21
21
21
2,079
1,972
1,893
1,659
1,411
1,227
0,945
0,724
18
28
30
24
27
30
32
33
33
2,254
2,153
2,079
1,862
1,636
1,471
1,225
1,036
0,806
23
36
38
31
37
41
46
49
52
53
2,425
2,331
2,263
2,061
1,853
1,702
1,482
1,316
1,120
0,911
28
44
47
40
48
54
63
69
75
79
82
0,946
2,580
2,493
2,428
2,237
2,043
1,904
1,702
1,552
1,377
1,195
34
54
58
50
61
71
84
94
105
115
124
1,239
2,737
2,653
2,592
2,412
2,230
2,101
1,914
1,777
1,619
1,456
40
64
69
60
76
89
108
124
143
159
178
1,488
2,882
2,802
2,722
2,573
2,400
2,279
2,104
1,977
1,832
1,683
47
75
82
71
93
110
137
159
186
213
247
1,716
3,023
2,948
2,892
2,728
2,564
2,449
2,285
2,166
2,031
1,894
88
96
86
112
134
171
202
239
277
332
3,161
1,928
2,879
2,723
2,614
2,459
2,347
2,220
2,092
101
3.089
110
3,036
63
102
132
159
207
244
293
348
424
3,288
3,219
3,167
3,016
2,867
2,762
2,615
2,508
2,388
2,268
2,114
TO
£
1,696
11
55
i
NOTE The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951-2 in ail cases where a correspondence can reasonably be considered.
CL.
10,0
1,476
I)
F
6,5
1,242
C
K
4,0
t/5
w O
v©
on OJ
M v©
LL Ln
60
©
t-i
■
N)
O
©
55
c
3
Table 2 (continued)
Acceptance quality limit (ill percent nonconforming)
Code
letter
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1.5
2,5
4,0
6,5
10,0
≥
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
ti¬
k
k
k
k
k
k
k
k
k
k
k
k
k
k
k
k
I
ll
£
5
I
Key
116
127
120
155
189
247
298
562
428
541
3,351
3,301
3,156
3,012
2,912
2,771
2,670
2,556
2,443
2,298
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951 -2 in all cases where a correspondence can reasonably be considered.
Co
©
w
vO
CD
°°
E7)
o
'JI CO
l_k
T o
Ln
O
to
to
£
m
K)
©
to
ro
KJ
Table 3
tsj
—
Single sampling plans of form k for tightened inspection: s-method
o
Acceptance quality limit (in percent nonconforming]
Code
letter
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0.65
1,0
1,5
2,5
4,0
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
k
k
k
k
k
k
k
k
k
k
k
k
k
k
k
C
H
J
K
L
M
r-:
N
P
£
3
Q
9
6
0,887
9
13
13
9
9
1,696
1,569
1,475
1,190
0,869
11
17
18
13
14
14
1,889
1,769
1,682
1,426
1,147
0,935
15
22
23
18
20
21
21
2,079
1,972
1,893
1,659
1,411
1,227
0,945
18
28
30
24
27
30
32
33
2,254
2,153
2,079
1,862
1,636
1,471
1,225
0,954
23
36
38
31
37
41
46
50
53
2,425
2,331
2,263
2,061
1,853
1,702
1,482
1,245
1,010
28
44
47
40
48
54
63
71
78
82
1,045
2,580
2,493
2,493
2,237
2,043
1,904
1,702
1,489
1,281
34
54
58
50
61
71
84
99
111
122
1,325
2,737
2,653
2,592
2,412
2,230
2,101
1,914
1,720
1,533
40
64
69
60
76
89
108
131
150
170
1,564
2,882
2,802
2,744
2,573
2,400
2,279
2,104
1,924
1,752
75
82
73
93
110
137
169
201
233
1,785
3,023
2,948
2,892
2,728
2,564
2,449
2,285
2,117
1,958
88
96
86
112
134
171
214
260
233
1,992
3,161
3,089
3,036
2,879
2,723
2,614
2,459
2,300
2,152
101
110
102
132
159
207
262
323
395
3,288
3,219
3,167
3,016
2,867
2,762
2,615
2,464
2,324
2,174
NOTE The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951-2 in ail cases where a correspondence can reasonably be considered.
CL.
6
0,939
1,218
63
TO
6
1,061
9
55
i
4
1,242
1,323
47
c
4
0,735
6
K
G
3
0,950
1,476
I)
tNJ
10,0
k
B
©
6,5
n
F
GO
w O
on OJ
M sD
LL Ln
7r
SQ
60
O
60
£0
t-i
■
O
©
55
c
Table 3 (continued)
Acceptance quality limit (in percent nonconforming)
3
i
≥
Code
letter
t£-
R
£
5
I
Key
0,25
0,40
0,65
1,0
1,5
2.5
4,0
6,5
10,0
n
n
n
n
n
n
n
n
n
n
k
k
k
k
k
k
k
k
k
k
0,025
0,04
0,065
0,10
0,15
n
n
n
n
n
k
k
k
k
k
0,01
0,015
n
k
90
116
127
120
155
189
247
520
398
498
3,408
3,351
3,301
3,156
3,012
2,912
2,771
2,628
2,495
2,354
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH The sample size code letters in this document correspond to those given in ISO 2859-1 arid ISO 3951-2 in all cases where a correspondence can reasonably be considered.
Co
CD
°°
©
w E7)
vO
o
ui CO
l_k
T o
Ln
o
to
to
u
£
m
K)
©
to
to
NJ
Table 4
Code
letter
—
Single sampling plans of form k for reduced inspection: s-method
0,015
0,025
0,04
0,065
n
n
n
n
n
n
n
n
n
k
k
k
k
k
k
k
k
k
0,01
0,10
0,15
0,25
0,40
1,0
1.5
2,5
n
n
n
n
n
n
n
k
k
k
k
k
k
k
0,65
B-n
hi
M
N
P
tNJ
Q
r-:
i
R
£
3
Key
3
4
4
4
7
0,950
0,850
0,735
0,586
0,218
4
6
6
6
5
9
1,242
1,155
1,061
0,939
0,550
0,162
8
9
9
6
7
8
1,323
1,218
0,887
0,507
0,231
9
11
13
13
9
9
9
12
1,696
1,642
1,569
1,475
1,190
0,869
0,628
0,237
11
15
17
18
13
14
14
14
13
1,889
1,835
1,769
1,682
1,426
1,147
0,935
0,601
0,454
15
19
22
23
18
20
21
21
21
21
2,079
2,033
1,972
1,893
1,659
1,411
1,227
0,945
0,830
0,626
18
24
28
30
24
27
30
32
33
33
33
0,806
1,254
2,209
2,153
2,079
1,862
1,636
1,471
1,225
1,126
0,954
23
30
36
38
31
37
41
46
48
50
52
1,120
2,425
2,385
2,331
2,263
2,061
1,853
1,702
1,482
1,394
1,245
28
37
44
47
40
48
54
63
66
71
75
1,377
2,580
2,543
2,493
2,428
2,237
2,043
1,904
1,702
1,622
1,489
34
44
54
58
50
61
71
84
90
99
105
1,619
2,737
2,701
2,653
2,592
2,412
2,230
2,101
1,914
1,642
1,720
40
52
64
69
60
76
89
108
117
131
143
1,832
2,882
2,848
2,573
2,400
2,279
2,104
2,037
1,924
61
75
2.802
82
2,744
47
73
93
110
137
149
169
186
3,032
2,991
2,948
2,892
2,728
2,564
2,449
2,285
2,222
2,117
2,031
71
88
96
86
112
134
171
187
214
239
3,089
3.036
2,879
2,723
2,614
2,459
2,399
2,300
2,220
3,131
TO
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection.
NOTE The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951-2 in all cases where a correspondence can reasonably be considered.
a.
10,0
1,406
H
L
6,5
6
G
K
4,0
1,476
K
©
5
c
o
Acceptance quality limit (in percent nonconforming]
w O
cn OJ
M sO
LL Ln
60
O
60
£0
t-i
■
o
©
55
c
Table 4 (continued)
I
≥
t££
5
Acceptance quality limit (ill percent nonconforming)
Code
letter
0,01
0,10
0,015
0,025
0,04
0,065
n
n
n
n
n
n
k
k
k
k
k
k
0,25
0,40
0,65
1,0
n
n
n
n
k
k
k
k
0,15
1.5
2,5
4,0
6,5
10,0
n
n
n
n
n
n
k
k
k
k
k
k
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951-2 in all cases where a correspondence can reasonably be considered.
I
Co
©
w
VO
CD
°°
Co
o
cn co
l_k
o
T
Ln
O
to
to
cn
£
m
t-r
Ki
©
to
to
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
14.2 Form k for single sampling plans: cr-method
26
© ISO 2022 - All rights reserved
©
55
c
3
Table 5
Code
letter
i
≥
t£'
£
—
Single sampling plans of form k for normal inspection: n-method
Acceptance quality limit (in percent nonconforming)
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
10,0
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
k
k
k
k
k
k
k
k
k
k
k
k
k
B
5
I
E
1
C
II
K
L
M
Q
to
k
4
3
0,709
0,571
0,417
3
5
5
4
0,945
0,821
0,436
4
6
6
5
5
1,406
1,240
1,120
0,770
0,431
4
7
8
7
7
7
1,595
1,506
1,419
1,115
0,792
0,555
5
8
9
8
10
9
11
1,845
1,720
1,635
1,366
1,094
0,877
0,564
5
9
10
9
12
13
13
15
2,006
1,934
1,856
1,610
1,370
1,186
0,906
0,694
6
10
11
10
13
16
16
19
23
2,218
2,122
2,046
1,820
1,599
1,439
1,191
1,009
0,786
7
11
12
11
15
19
21
24
29
34
2,401
2,302
2,234
2,025
1,823
1,677
1,456
1,293
1,102
0,897
7
12
13
13
17
21
27
29
35
42
53
2,541
2,468
2,401
2,210
2,018
1,882
1,683
1,533
1,361
1,182
0,937
8
13
15
14
19
24
32
34
42
52
66
2,710
2,629
2,573
2,387
2,209
2,083
1,900
1,761
1,606
1,446
1,231
8
14
16
15
21
27
36
39
50
61
79
2,844
2,780
2,726
2,550
2,382
2,264
2,094
1,963
1,821
1,674
1,481
9
15
17
17
24
30
40
45
57
72
94
2,996
2,929
2,874
2,709
2,550
2,437
2,274
2,155
2,022
1,887
1,710
10
17
19
19
26
33
45
51
65
82
110
3,141
3,069
3,023
2,865
2,711
2,603
2,450
2,337
2,212
2,086
1,923
N
P
k
1,115
C
■
D
k
3
11
18
20
20
28
35
49
57
72
92
125
3,275
3,207
3,155
3,002
2,856
2,752
2,607
2,500
2,381
2,262
2,110
NOTH The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951 -2 in all cases where a correspondence can reasonably be considered.
Co
CD
w
°°
Co
H
Ln
O
to
K)
©
cn o
l_k CO
o
T
1
vO
£
m
*
P
to
ro
KJ
Table 5 (continued)
CO
O
Code
letter
R
Key
Acceptance quality limit (in percent nonconforming)
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
10,0
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
k
k
k
k
k
k
k
k
k
k
k
k
k
k
k
k
19
21
22
30
38
54
64
81
105
142
3,339
3,289
3,145
3,002
2,903
2,764
2,663
2,550
2,438
2,294
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTE The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951-2 in ail cases where a correspondence can reasonably be considered.
©
t?.
C
t--:
re
I
TO
3
a.
CO
w O
on OJ
M sO
60
O
£0
£
■
o
3K
©
55
c
Table 6
≥
t£'
£
Single sampling plans of form k for tightened inspection: cr-method
Acceptance quality limit (in percent nonconforming]
3
i
—
Code
letter
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
10,0
/i
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
k
k
k
k
k
k
k
k
k
k
k
k
k
k
B
5
I
C
■
il
K
L
P
Q
to
3
5
5
0,945
0,021
4
6
6
5
1,240
1,12«
0,770
4
7
8
7
7
1,506
1,419
1,115
0.792
5
8
9
8
10
9
1,845
1,720
1,635
1,366
1,094
0,877
5
9
10
9
12
13
13
2,006
1,934
1,856
1,610
1,370
1,186
0,906
6
10
11
10
13
16
16
20
2,218
2,122
2,046
1,820
1,599
1,439
1,191
0,929
7
11
12
11
15
19
21
25
32
2,401
2,302
2,234
2,025
1,823
1,677
1,456
1,223
0,994
7
12
13
13
17
21
27
31
39
49
2,541
2,468
2,401
2,210
2,018
1,882
1,683
1,471
1,267
1,035
8
13
15
14
19
24
32
37
47
61
2,710
2,629
2,573
2,387
2,209
2,083
1,900
1,705
1,521
1,316
8
14
16
15
21
27
36
43
55
72
2,780
2,726
2,550
2,382
2,264
2,094
1,912
1,742
1,556
9
IS
17
17
24
30
40
49
65
85
2,996
2,929
2,874
2,709
2,550
2,437
2,274
2,106
1,950
1,779
10
17
19
19
26
33
45
55
74
99
3,142
3,076
3,023
2,865
2,711
2,603
2,450
2,291
2,145
1,987
N
0,571
1,115
2,844
M
0,709
1,595
E
G
k
4
1,406
D
F
k
5
11
18
20
20
28
35
49
61
83
112
3,275
3,207
3,155
3,002
2,856
2,752
2,607
2,456
2,318
2,169
NOTH The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951 -2 in all cases where a correspondence can reasonably be considered.
Co
©
w
CD
°°
Co
vO
o
l_k
CO
H
Ln
T1 o
O
to
£
m
*
K)
©
to
ro
w
Table 6 (continued)
o
Acceptance quality limit (in percent nonconforming]
Code
letter
R
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
10,0
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
k
k
k
k
k
k
k
k
k
k
k
k
k
k
k
k
14
19
21
22
30
38
54
68
92
126
3,391
3,289
3,145
3,002
2,903
2,764
2,621
2,490
2,350
3,391
Key
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTE The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951-2 in ail cases where a correspondence can reasonably be considered.
©
t?.
C
t--:
re
I
TO
3
a.
w
lyQ O
on OJ
M sO
£
to '
O
to
£0
ri
o
3K
©
55
c
3
Table 7 — Single sampling plans of form k for reduced inspection: a-method
Code
letter
i
≥
t£'
£
Acceptance quality limit (in percent nonconforming)
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
10,0
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
k
k
k
k
k
k
k
k
k
k
k
k
k
k
k
k
3
4
4
3
6
0,700
0,670
0,571
0,417
0,187
5
4
8
0,436
0,145
R-n
5
I
E
3
5
5
1,115
1,047
0,945
0,821
4
S
6
6
5
5
7
1,406
1,314
1,240
1,128
0,770
0,431
0,204
■
F
G
H
K
L
M
N
P
Q
R
Key
W
4
6
7
8
7
7
7
11
1,595
1,581
1,506
1,419
1,115
0,792
0,555
0,220
5
7
8
9
8
10
9
11
11
1,845
1,788
1,720
1,635
1,366
1,094
0,877
0,564
0,424
5
7
9
10
9
12
13
13
14
16
2,006
1,982
1 ,934
1,856
1,610
1,370
1,186
0,906
0,796
0,601
6
8
10
11
10
13
16
16
18
20
23
2,218
2,171
2,122
2,046
1,820
1,599
1,439
1,191
1,096
0,929
0,786
7
9
11
12
11
15
19
21
22
25
29
2,401
2,355
2,302
2,234
2,025
1,823
1,677
1,456
1,369
1,223
1,101
7
10
12
13
13
17
21
27
26
31
35
2,541
2,518
2,468
2,401
2,210
2,018
1,882
1,683
1,601
1,471
1,361
8
10
13
15
14
19
24
32
31
37
42
2,710
2,669
2,573
2,573
2,387
2,209
2,084
1,900
1,825
1,705
1,606
8
11
14
16
15
21
27
36
38
43
50
2,844
2,822
2,726
2,726
2,550
2,382
2,264
2,092
2,024
1,912
1,821
9
12
15
17
17
24
30
40
45
49
57
2,996
2,969
2,929
2,874
2,709
2,550
2,437
2,274
2,212
2,106
2,022
13
17
19
19
26
33
45
50
55
65
3,113
3,076
3,023
2,865
2,711
2,603
2,459
2,390
2,291
2,212
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carryout 100 % inspection.
NOTE The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951*2 in all cases where a correspondence can reasonably be considered.
Co
©
W
CD
°°
GO
vO O
Gri CO
l_k
T1 o
H
Gn
O
*
£
©
to
bO
NJ
u:
Table 7 (continued)
IsJ
Code
letter
o
Acceptance quality limit (in percent nonconforming)
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
10,0
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
n
k
k
k
k
k
k
k
k
k
k
k
k
k
k
k
k
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH The sample size code letters in this document cor respond to those given in ISO 2859-1 and ISO 3951-2 in all cases where a correspondence can reasonably be considered.
5/>
C
to
I
TO
3
i
CL.
t/5
w O
on OJ
M sO
NJ
O
£3
£
■
O
3K
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
14.3 Form p* single sampling plans
© ISO 2022 - All rights reserved
33
w
Table 8
Code
letter
—
Single sampling plans of form p* for normal inspection (ns sample size for s-method,
na sample size for tx-method)
0,01
0,015
0,025
0,04
«r na
rts n„
ns na
ns r>o
P*
Pr
p'
P*
0,065
ns
n„
0,10
ns
0,15
n0
P*
p*
0,25
0,40
0,65
ns na
ns na
ns na
p*
p*
P*
p*
1.0
na
"s
1,5
2,5
ns na
ns na
P*
P*
P*
4,0
ns
6,5
n„
C
4
3
0,086 0
6
II
9
4
0,032 8
F
11
15
G
H
18
I
23
7
0,004 8
K
28
L
34
8
0.001 9
M
40
c
tNJ
r-:
N
47
i
55 10
P
0,000 5
TO
£
3
Q
63 11
101 18
0,000 3
0,000 5
9
8
64
14
P*
0,000 6
20
0,001 0
0,001 6
132
28
0,001 8
0,009 8
40
13
13
11
0.172 9
0,027 5
0,048 0
41
15
0,016 8
0,029 6
0,042 4
54
63
17
21
0,026 9
84
0,003 1
0,003 9
0,006 6
0,011 6
69
60
76
89
0,002 6
112
26
0,002 9
159 35
0,002 6
0,004 6
134
33
0,004 1
207
49
0,004 2
0,007 3
110
30
0,006 6
171 45
0,006 6
244
57
0,005 8
0,010 5
137
40
0,010 6
202
51
0,009 1
293 72
0,008 2
19
48
0,018 8
24
13
37
71
27
21
33
0,010 7
21
0,277 1
21 13
24
0,016 7
108
36
0,016 9
159
45
0,014 7
239
65
0,012 9
32
0,026 8
124
39
0,023 4
186 57
0,020 7
277
82
0,017 9
27
0,043 1
94
34
0,036 9
143
50
0,032 9
213
72
0,028 7
332
21
16
19
0,109 4
0,150 0
49
52
24
29
0,314 9
9
7
0,274 3
14
11
15
0,236 2
33
23
0,210 9
53
34
0,067 8
0,093 2
0,131 1
0,1814
69
75 35
79
82
29
0,059 4
105 42
0,052 0
159
61
0,045 7
247
94
0,042 8
110
0,026 7
0,017 1
NOTE The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951-2 in ail cases where a correspondence can reasonably be considered.
CL.
16
0,068 6
46
348 92 424 125
0,011 5
13
9
0,108 5
61 19
15
0,176 1
21
12
14
32
14
16
0,124 5
20
0,196 1
0,076 3
0,006 2
0,004 1
0,000 9
31
0,007 9
0,072 0
9
10
7
30
50
93
102
0,015 9
38 12
47
13 8
9
0,043 8
0,005 0
0,002 4
0,001 5
0,012 7
11
5
9
18
7
27
58 15
71 17
86 19
0,007 5
36
7
0,114 3
9
0,194 6
24
10
4
14
0,108 2
0,025 2
0,003 0
0,002 0
0,001 2
11
6 5
5
0,307 4
0,064 7
18
0,020 1
5
3
0,051 9
0,041 4
30
6
6
0,179 3
4
0,304 7
13 8
0,033 0
28
9
4
0,255 0
7
13
23
10
6 5
0,145 3
4
P*
0,087 2
22
9
6
ns
0,052 2
0,019 6
0,012 4
10
8
54 13
82 17
96 19
20
12
0,001 2
0,000 7
0,000 8
44
75 15
88 17
110
7
6
5
5
17
9
4
10,0
ns na
P*
3 3
E
t/5
w O
on OJ
M sD
LL Ln
SQ
0,192 5
©
o
Acceptance quality limit (in percent nonconforming)
0,083 6
115
52
0,072 2
178
79
0,068 0
42
0,1 15 7
124
66
0.107 4
53
0,172 2
60
O
60
■
O
©
55
c
3
Table 8 (continued)
i
≥
S'
£
R
0,01
Key
0,015
0,025
0,04
n, n„
n, n„
P*
p*
116
P*
P*
19
0,000 3
5
I
Acceptance quality limit (in percent nonconforming)
Code
letter
127
21
0,000 4
120
22
0,000 6
155
0,065
0,001 1
0,15
189
P*
P*
38
0,0016
247
54
0,002 6
0,25
n»
»<
p*
50
0,10
298
n,i
0,40
>h
P*
64
0,003 6
362
n«
0,65
",
P*
81
0,005 1
438
105 541
0,007 1
n„
p*
1,0
n,r
P*
1,5
2,5
4,0
6,5
10,0
P*
P*
p*
P"
'1,
P*
142
0,010 7
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951 -2 in all cases where a correspondence can reasonably be considered.
Co
©
w
CD
°°
to
VO
o
l_k
CO
T o
Ln
O *
to to
cn
£
m
©
to
ro
Table 9
U3
O'
Code
letter
—
Single sampling plans of form p* for tightened inspection (ns sample size for s-method,
na sample size for tr-method)
0,01
0,015
0,025
0,04
«r na
rts n„
ns na
r>s rta
P*
P*
Pr
p'
0,065
ns
n„
0,10
ns
0,15
n„
P*
p*
0,25
0,40
0,65
ns na
ns na
ns na
p*
p*
1.0
P*
p*
na
"s
1,5
2,5
ns na
ns na
P*
P*
4,0
ns
6,5
n„
ns na
P*
0,192 5
C
4
3
0,086 0
6
II
E
11
5
0,019 6
15
G
H
18
6
0.007 5
I
23
28
K
L
34
8
0,001 9
M
40
c
tNJ
r-:
N
47
i
55 10
P
0,000 5
TO
£
3
Q
63 11
101 18
0,000 3
0,000 5
9
8
64
14
0,000 8
20
0,000 6
0,009 8
0,005 0
0,006 2
0,010 7
58 15
50
61
0,003 1
0,003 9
0,006 6
0,011 6
69
60
76
89
16
15
0,004 1
0,000 9
20
0,001 0
0,001 6
132
28
0,001 8
13
0,003 0
93 24
102
13
54 13
0,002 4
0,001 5
12
40
73 17
86 19
0,012 7
38
0,007 9
0,002 0
0,001 2
0,020 1
30
10
47
12
82 17
96 19
11
0,002 6
112
26
0,002 9
159
35
0,002 6
14
21
0,007 3
110
30
0,004 6
0,006 6
134 33
171 45
0,004 1
207
49
0,004 2
0,006 6
262
61
0,006 6
9
28
0,004 8
75 15
0,000 7
36
22
0,012 4
44
0,0012
88 17
110
7
7
5
19
27
0,010 5
137
40
0,010 6
214
55
0,010 4
11
0,015 9
31
11
0,114 3
8
18 9
13 8
14
0,033 0
0,041 4
0,072 0
0,124 5
0,176 1
23
18
12
21 13
21
10
74
0,015 4
0,196 1
14
9
13
0,076 3
0,108 5
0,172 9
32
33
13
0,027 5
0,048 0
37
41
15
32
19
0,026 8
131
43
27
0,043 1
99
37
0,041 9
150
55
0,026 5
0,039 4
201 65
233 85
0,024 7
0,036 8
312
99
0,022 9
0,014 7
NOTE The sample size code letters in this document correspond to those given in 150 2859-1 and ISO 3951-2 in ail cases where a correspondence can reasonably be considered.
CL.
7
30
0,026 9
0,016 7
10
9
27
84
260
7
0,043 8
10
0,018 8
49
20
9
0,194 6
0,025 2
323 83 395 112
0,009 8
9
0,108 2
24
71
0,016 9
5
0,064 7
63
169
6
0,051 9
17
0,042 4
36
5
0,032 8
0,029 6
0,016 7
6
6
0,179 3
13 8
54 21
108
9
0,255 0
7
13
17
24
6
5
4
0,087 2
0,016 8
48
9
6
0,145 3
4
16
0,068 6
46
21
16
0,109 4
0,170 3
53
0,067 8
0,105 9
71
78
31
0,067 4
111
47
0,062 1
170
72
0,058 5
20
50
25
39
0,099 6
122
61
0,092 2
32
0.156 3
82
w
t/5
LL
Ln
60
■
SQ O
Ol OJ
M sD
t-i
O
0,052 2
9 4
F
4
ns
P*
P*
P*
10,0
3 3
©
O
Acceptance quality limit (in percent nonconforming)
49
0,148 0
N)
O
©
55
c
3
Table 9 (continued)
i
≥
S'
£
R
5
I
Acceptance quality limit (in percent nonconforming)
Code
letter
Key
0,01
0,015
0,025
0,04
n, n„
n, n„
P*
p*
P*
14
116 19
0,000 2
0,000 3
90
P*
127
21
0,000 4
120
0,065
0,000 6
0,15
155
p*
P*
30
0,001 1
189
38
0,001 6
0,25
n»
»<
p*
22
0,10
247
n,i
P*
54
0,002 6
320
0,40
n«
>h
0,65
",
P*
68
0,004 1
398
n„
p*
92
0,006 2
498
1,0
n,r
P*
1,5
2,5
4,0
6,5
10,0
P*
P*
p*
P"
'1,
P*
126
0,009 2
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951 -2 in all cases where a correspondence can reasonably be considered.
Co
©
w
CD
°°
to
VO
o
l_k
CO
T o
Ln
O *
to to
w
£
m
©
to
ro
w
co
Table 10
Code
letter
—
na sample size for a-method)
Single sampling plans of form p* for reduced inspection (ns sample size for s-method,
0,01
0,015
0,025
0,04
«r na
rts n„
ns na
P*
Pr
p'
r>s rta
P*
0,065
ns
n„
0,10
ns
0,15
n„
P*
p*
0,25
0,40
0,65
ns na
ns na
ns na
p*
p*
P*
p*
1.0
na
"s
1,5
2,5
ns na
ns na
P*
P*
P*
3
B-ll
3
0,192 5
E
4
3
0,086 0
6
1;
4
0,052 2
9 4
f.
H
11
5
0,019 6
I
15
K
18
6
0,007 5
L
23
7
0.004 8
M
28
N
©
5
c
r-:
Key
8
10
9
0,006 2
44
12
19
7
0,003 9
0,006 6
0,011 6
60
76
89
16
15
0,001 2
0,001 5
0,002 0
0,002 4
0,004 1
61 12
75 15
82 17
73 17
93 24
0,000 7
0,001 0
0,001 2
0,001 5
71 13
88 17
96 19
86 19
0,000 8
0,000 9
0,001 6
0,002 6
112
26
0,003 2
0,004 6
134 33
0,004 1
21
0,007 3
110
30
0,006 6
171
45
0,006 6
27
0,010 5
137
40
0,010 6
187
50
0,007 9
0,016 7
108
36
0,016 9
149
45
0,012 6
214
55
0,010 4
0,274 3
0,408 8
14
13 1 1
11
0,072 0
0,124 5
0,176 1
0,2771
0,328 4
20
21
21
21
21
12
13
13
14
16
0,204 5
0,267 5
33
33
15
19
21
0,026 9
84
32
0,026 8
117
38
0,020 1
169
49
0,016 7
239
27
0,043 1
90
31
0,031 8
131
43
0,026 5
16
0,068 6
46
21
16
0,109 4
48
22
18
0,129 6
0,170 3
52
25
0,080 6
0,105 9
26
71 31
75 35
0,067 4
0,083 6
0,051 3
99
37
0,041 9
143
105 42
0,052 0
50
0,032 9
186 57
0,020 7
65
0,012 9
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection,
20
50
0,067 8
66
NOTE The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951-2 in all cases where a correspondence can reasonably be considered.
a.
11
0,172 9
0,042 4
0.003 1
9
12
33
63
69
14
7
8 7
0,413 0
0,108 5
0,029 6
24
0,196 1
9
8
32
54
0,018 8
7
5
9
0,438 3
0,076 3
0,016 8
71
9
7
0,314 9
0,418 8
30
13
48
19
10
6 5
0,194 6
6
0,043 8
0,009 8
0,010 7
0,304 7
7
27
10
40
14
3
24
0,007 9
17
0,255 0
4
0,025 2
41
61
14
11
9
0,048 0
0,006 2
0,002 5
18
10
0,027 5
50
64
0,041 4
23
9
37
0,005 0
0,001 9
0,033 0
22
0,015 9
58 15
7
13 8
31 11
0,004 0
9
18 9
12
13
6
8
47
13
9
15
0,026 7
4
5 4
0,108 2
ns
P*
0,307 4
0,114 3
0,012 7
38
54 13
52 11
13 8
4
10,0
P*
6 5
14
0,020 1
11
7
13
ns na
0,179 3
0,064 7
30
0,010 2
9 6
0,087 2
n„
6 5
0,0519
0,016 1
36
8 5
0,070 9
ns
6,5
0,145 3
17
28
10
6
0,216 7
5
0,120 9
4
0,0416
7
24
8
11
6
4
4,0
P*
0,032 8
0,012 4
10
R
9
37
30
5
0,003 0
44
47
0,000 6
TO
3
40
8
7
Q
i
£
34
P
tNJ
O
Acceptance quality limit (in percent nonconforming)
29
0,131 1
23
0,210 9
Do
w O
vo
cn OJ
M sD
LL Ln
60
O
■
£0
O
N)
©
55
c
Table 10 (continued)
i
≥
S'
£
5
Acceptance quality limit (in percent nonconforming)
Code
letter
0,01
0,015
n, n„
P*
P*
0,025
0,04
ns nn
n, n„
P*
p*
0,065
"s
p*
0,10
8.?
p*
0,15
»x
"a
P*
0,25
»x
n,i
P*
0,40
"x
n«
p*
0,65
1,0
1,5
«x
",
p*
P*
2,5
nn
n?
P*
P*
4,0
6,5
10,0
"x
"x
P*
p*
P"
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH The sample size code letters in this document correspond to those given in ISO 2859-1 and ISO 3951-2 in all cases where a correspondence can reasonably be considered.
I
Co
©
w
CD
°°
Co
cn o
l_k CO
o
T
vO
g
to
u
£
m
Ln
KJ
©
to
to
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
14.4 Values of/a for maximum process standard deviation (MPSD)
Table 11
—
Values oifa for maximum process standard deviation for combined control of
double specification limits: a-method
Acceptance quality limit
h
(in percent nonconforming]
0,010
0,128 5
0,015
0,1319
0,025
0,040
0,136 5
0,065
0,146 6
0,10
0,15
0,152 0
0,157 5
0,25
0,165 4
0,40
0,173 7
0,65
0,183 7
1,0
0,194 1
1,5
0,205 6
2,5
0,223 1
4,0
6,5
0,243 5
0,271 0
10
0,304 0
0,141 2
NOTE
The MPSD is obtained by multiplying tbe standardized MPSD,/ÿ, by the difference between the upper
specification limit, U, and the lower specification limit, L, i.e. MPSD - ( U-L)f„.
The MPSD indicates the greatest allowable magnitude of the process standard deviation when using
plans for combined control of double specification limits when the process variability is known. If the
process standard deviation is less than the MPSD, then there is a possibility, but not a certainty, that the
lot shall be accepted.
14.5 Supplementary acceptance constants for qualifying towards reduced inspection
Table 12
—
Supplementary acceptance constants for qualifying towards reduced inspection
Sample size code
letter
AQL
Acceptance constant for AQL that is one step tighter
s-method
%
<T-method
k
k
p*
4,0
1,114
8,502
0,918
2,5
1,409
3,041
1,325
1.5
n/a
n/a
1,562
%
B
C
D
E
1,0
1,601
1,825
F
0,65
2,029
n/a
2,013
G
H
0,40
2,209
2,161
0,25
0,15
2,390
0,10
2,689
n/a
n/a
n/a
n/a
K
2,530
1,752
2,379
2,523
2,667
NOTE For this document, n/a is not applicable."
40
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Table 12 (continued)
Sample size code
letter
AQL
%
Acceptance constant for AQL that is one step tighter
(7-method
s-method
k
P*
k
%
L
M
N
P
Q
R
0,065
2,857
0,040
2,995
0,025
3,143
0,015
3,254
0,010
3,385
0,010
3,449
n/a
n/a
n/a
2,847
n/a
n/a
n/a
3,246
2,972
3,131
3,382
3,446
NOTE For this document, n/a is "not applicable."
These constants were calculated so that the probability of acceptance at the next lower AQL is the
NOTE
same as the probability of acceptance at the given AQL. For example, the normal inspection s-method sampling
n = 3 and k = 0,950. This can be
shown to have a probability of acceptance of 96,440 4 % at process quality level 4,0 %. The next smaller AQL is
2,5 %. The s-method form k acceptance constant that provides the same probability of acceptance 96,440 4 %
with the same sample size n = 3 can be shown to be k = 1,114. Thus, in order to be acceptable at a one level tighter
AQL, the sample mean needs to be at least 1,114 times the sample standard deviation within specification, rather
than the 0,950 times the sample standard deviation needed to be considered merely acceptable.
15 Examples
15.1 General
Examples are included for the s-method fl5.21. the a-method (15.3} and the p*-method (15.4) with
details of the calculations and acceptance decisions given. The examples used for the p*-method are
a subset of those used for the s-method and the o-method and this illustrates the equivalence of the
methods. The software that supports the use of this standard, described in Annex I. can carry out all
the calculations and acceptance decisions and produce the information given here.
15.2 Examples for the s-method
EXAMPLE 1
Single upper specification limit using the s-method.
The maximum temperature of operation for a certain device is specified as 60 °C and the operating
temperature is known from previous experience to be normally distributed. Production is
inspected in lots of 100 items and the process standard deviation is unknown. Inspection level
II, normal inspection with AQL of 2,5 % is to be used. From Table 1, the sample size code letter
is found to be F; from Table 2, it is seen that the sample size, n, is 13 and the form k acceptance
constant is 1,426. Suppose that the measurements are as follows: 53 °C; 57 °C; 49 °C; 58 °C; 59 °C;
54 °C; 58 °C; 56 °C; 50 °C; 50 °C; 55 °C; 54 °C; 57 °C. Conformity with the acceptance criterion is to
be determined.
Information needed
Values obtained
Sample size: n
13
Form /(acceptance constant: k
1,426
Sample mean: x =
54,62 °C
© ISO 2022 - All rights reserved
41
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
3,330 °C
-x? /{n-1)
Sample standard deviation: s
Upper specification limit: U
60 °C
Upper quality statistic:
1,617
= (U-x)/s
Acceptance criterion: \s Quÿk?
Yes (1,617 > 1,426]
The quality statistic is greater than or equal to the acceptance constant; therefore, the lot is accepted.
Note that the acceptance test, QÿJÿk, is equivalent to checking that (s,x) is below the acceptance
X
60
57,5
55
52,5
50
2
47,5
45
42,5
40
5
0
10
15
S
Key
acceptance region boundary
1
reject
sample
2
accept
Figure 2
EXAMPLE 2
—
Example of the use of an acceptance diagram, s-method
Single, lower specification limit using the s-method.
A certain pyrotechnic delay mechanism has a specified minimum delay time of 4,0 s. The process
standard deviation is unknown. Production is inspected in lots of 1 000 items and inspection level
II, normal inspection, is to be used with an AQL of 0,1 % applied to the lower limit. From Table 1,
it is seen that the sample size code letter is ). However, on entering Table 2 with sample size code
letter J and AQL of 0,1 %, it is found that there is an arrow pointing to the cell below. This means
that an entirely suitable plan is unavailable, and the next best plan is given by sample size code
letter K, with sample size, n = 28 and form k acceptance constant 2,580. A random sample of size 28
is drawn. Suppose the sample delaytimes, in seconds, are as follows:
42
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
6,95
6,04
6,68
6,63
6,65
6,52
6,59
6,40
6,44
6,34
6,04
6,15
6,29
6,63
6,44
7,15
6,70
6,59
6,51
6,80
5,94
6,35
7,17
6,83
6,25
6,96
7,00
6,38
Conformity with the acceptance criterion is to be determined.
Information needed
Values obtained
Sample size: n
28
Form k acceptance constant: k
2,580
Sample mean: x =
6,551s
jXCxj-x?/
Sample standard deviation: s =
0,325 1 s
(n-l)
Lower specification limit: L
4,0 s
Lower quality statistic: QL= (x-L)/s
7,847
Acceptance criterion: Is QL ≥ k ?
Yes [7,847 > 2,580)
The quality statistic is greater than or equal to the acceptance constant; therefore, the lot is accepted.
, is equivalent to checking that (s,x) is above the acceptance
Note that the acceptance test,
X
7
6,5
6
2
5,5
5
4,5
4
0,2
0,1
0
0,3
0,4
0,5
0,6
0,7
0,8 S
Key
acceptance region boundary
1
reject
sample
2
accept
Figure 3
—
© ISO 2022 - All rights reserved
Example of the use of an acceptance diagram, s-method
43
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
EXAMPLE 3
Combined control of double specification limits using the s-method.
Torpedoes supplied in batches of 100 are to be inspected for accuracy in the horizontal plane.
Positive or negative angular errors are equally unacceptable, so combined control of the double
specification limits is appropriate. The specification limits are set at 10 m either side of the point of
aim at a distance of 1 km, with an AQL of 4 %. Because testing is destructive and very costly, it has
been agreed between the producer and the responsible authority that special inspection level S-2 is
to be used. From Table 1, the sample size code letter is found to be B; from Table 2, it is seen that the
sample size, n, is 3 and the form k acceptance constant is 0,950. Three torpedoes are tested, yielding
errors -5,0 m, 6,7 m, and 8,8 m. Conformity with the acceptance criterion is to be determined.
Information needed
Value obtained
Sample size: n
3
Acceptance constant: k
0,950
1
Sample mean: x=—
3,5 m
«
V
nj = i
xj
Sample standard deviation: s=
nr
I
U=
(xf -xf
7,436 m
/fn-1]
i
Upper specification limit: U
10,0 m
Lower specification limit: L
-10,0 m
Determination of acceptance. Neither x<L or x>U so (s,x) can be plotted on the acceptance
diagram, as shown in Figure 4. The point is outside the acceptance region; therefore the lot is
rejected.
NOTE
44
This lot is rejected even though all inspected items in the sample are within the specification limits.
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
X
10
8
6
4
2
2
0
-4
-6
-8
-10
3
0
5
4
8
6
9
10 S
Key
acceptance region boundary
1
reject
sample
2
accept
Figure 4
EXAMPLE 4
—
Example of the use of an acceptance diagram, s-method
Combined control of double specification limits using the s-method.
Items are being manufactured in lots of size 25. The lower and upper specification limits on their
diameters are 82 mm to 84 mm. Items with diameters that are too large are equally unsatisfactory
as those with diameters that are too small, and it has been decided to control the total fraction
nonconforming using an AQL of 10 % at inspection level II. Normal inspection is to be instituted at
the beginning of inspection operations. From Table 1, the sample size code letter is found to be C;
from Table 2, it is seen that the sample size, n, is 5 and the form k acceptance constant is 0,550. The
diameters of five items from the first lot are measured, yielding diameters of 82,41 mm, 82,20 mm,
83,10 mm, 82,09 mm and 82,70 mm. Conformity with the acceptance criterion is to be determined.
Information needed
Value obtained
Sample size: n
5
Sample mean: x
=
82,50 mm
1 "
-
£ XJ
n
Sample standard deviation: s
=
(xj
- xf
/
(n
- 1}
0,408 2 mm
/=i
Upper specification limit: U
84,0 mm
Lower specification limit: L
82,0 mm
© ISO 2022 - All rights reserved
45
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Determination of acceptance. Neither x<L or x >U so
=Jj~[,xs ~
*
j
can be plotted on
the standardized acceptance diagram, as shown in Figure 5. The point is not outside the acceptance
region; therefore the lot is accepted.
X
1
0,9
0,8
0,7
0,6
2
0,5
0,4
L
0,3
0,2
0,1
0
0
0,1
0,2
0,3
0,5
0,4
0,6 S
Key
acceptance region boundary
1
2
sample
Figure 5
EXAMPLE 5
—
reject
accept
Example of the use of a standardized acceptance diagram, s-method
Combined control of double specification limits using the s-method.
The minimum temperature of operation for a certain device is specified as 60 °C and the maximum
temperature as 70 °C. Production is in inspection lots of 80 items. Inspection level II, normal
inspection, with AQL of 2,5 %, is to be used. From Table 1, the sample size code letter is found to
be E; from Table 2, it is seen that the sample size, n, is 13 and the form k acceptance constant is
1,475. Suppose the measurements obtained are as follows: 63,5 °C; 61,9 °C; 65,2 °C; 61,7 °C; 68,4 °C;
67,1 °C; 60,0 °C; 66,4 °C; 62,8 °C; 68,0 °C; 63,4 °C; 60,7 °C; 65,8 °C. Conformity with the acceptance
criterion is to be determined.
Information needed
Value obtained
Sample size: n
13
Sample mean: x =
64,223 °C
Sample standard deviation: s
46
-*f /("-1)
2,789 9 °C
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Upper specification limit: U
70,0 °C
Lower specification limit: L
60,0 °C
Determination of acceptance. Neither x<L or x>U so (s,x) can be plotted on the acceptance
diagram, as shown in Figure 6. The point is outside the acceptance region; therefore, the lot is
rejected.
X
70
68
66
2
64
62
60
0,5
0
2
1,5
2,5
3 S
Key
acceptance region boundary
1
reject
sample
2
accept
Figure 6
EXAMPLE 6
—
Example of the use of an acceptance diagram, s-method
Combined control of double specification limits using the s-method.
For a medical inhalation device, the cap removal force has a specification interval of [5 N, 10 N].
No reliable information on process standard deviation is available, so that the s-method has to be
used. The usual lot size is ~100 000 units and with inspection level II, AQL = 1 %, from Table 1, the
sample size code letter is found to be N; from Table 2, it is seen that the sample size, n, is 186 and
the form k acceptance constant is 2,031. The observed measurement values were within a range of
7,03 N to 7,42 N and data normality can be assumed. Conformity with the acceptance criterion is to
be determined.
Information needed
Value obtained
Sample size: n
186
Sample mean: x =
£x/n
Sample standard deviation: s =
7,21 °C
1)
0,053 8 °C
Lower specification limit: L
5 °N
Upper specification limit: U
10 °N
© ISO 2022 - All rights reserved
47
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Determination of acceptance. Neither x<L or x >U so
=Jj~[,xs ~
*
j
can be plotted on
the standardized acceptance diagram, as shown in Figure 7. The point is not outside the acceptance
region; therefore, the lot is accepted.
X
1
0,9
0,8
0,7
0,6
2
0,5
0,4
0,3
0,2
0,1
0
0
0,05
0,1
0,15
0,25
0,2
0,3 S
Key
acceptance region boundary
1
reject
sample
2
accept
Figure 7 — Example of the use of a standardized acceptance diagram, s-method
15.3 Examples for the er-method
EXAMPLE 1
Single, lower specification limit using the a-method.
The specified minimum yield point for certain steel castings is 400 N/mm2. The next lot of
500 items is submitted for inspection. Inspection level II, normal inspection, with AQL of 0,65 %,
an AQL of 0,65 %, it is seen that the sample size, n, is 11 and
the form k acceptance constant is 2,046. Suppose the yield points of the sample specimens in N/
mm2 are: 431; 417; 469; 407; 450; 452; 427; 411; 429; 420; 400. Conformity with the acceptance
criterion is to be determined.
Information needed
Value obtained
Sample size: n
11
Form k acceptance constant: k
2,046
Sample mean: x =
428,5 N/mm2
Known a
21 N/mm2
Lower specification limit: L
400 N/mm2
Lower quality statistic: Qf = ( x-L)/a
1,355
Acceptance criterion: Is QLx ≥ k ?
No (1,355 < 2,046)
48
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
The sample does not meet the acceptance criterion; therefore, the lot is rejected.
>/c, is equivalent to checking that (s,x) is above the acceptance
Note that the acceptance test,
region boundary. This is shown in the following Figure 8.
X
500
490
480
470
460
2
450
440
430
420
410
400
10
20
15
25 S
Key
acceptance region boundary
1
reject
sample
2
accept
Figure 8
EXAMPLE 2
—
Example of the use of an acceptance diagram, o-method
Single, upper specification limit using the a-method.
The actuation force of a medical inhalation device has to be below the upper specification limit of
20 N in order to guarantee usability. Based on an extensive process validation study, the process
standard deviation can be assumed to be known, so that in this case the a method can be applied.
With an average lot size of ~200 000 units, with normal inspection level II with an AQL - 0,4 %,
seen that the sample
size, n, is 51 and the form k acceptance constant is 2,337. The observed measurement values were
within a range of 12,41 N to 18,98 N and data normality can be assumed. Conformity with the
acceptance criterion is to be determined.
Information needed
Value obtained
Sample size: n
51
Form k acceptance constant: k
2,337
Sample mean: x
15,8 N
Known o
1,42 N
© ISO 2022 - All rights reserved
49
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Specification limit: U
20 N
Upper quality statistic:
= (U-x)/o
2,958 N
Acceptance criterion: Is Quÿk?
Yes (2,958 > 2,337}
The sample meets the acceptance criterion; therefore, the lot is accepted.
Note that the acceptance test, Qy ≥k, is equivalent to checking that (s,x) is below the acceptance
region boundary. This is shown in the following Figure 9.
X
20
17,5
15
12,5
2
10
7,5
5
2,5
0
3
2
0
5 S
4
Key
acceptance region boundary
1
reject
sample
2
accept
Figure 9
EXAMPLE 3
—
Example of the use of an acceptance diagram, o-method
Combined control of double specification limits using the o-method.
The specification for electrical resistance of a certain electrical component is (520 ± 50) O. Production
is at a rate of 1 000 items per inspection lot. Inspection level II, normal inspection, with a single AQL of
1,5 %, is to be used for the two specification limits (470 O and 570 O). a is known to be 18,5 O.
Information needed
Value obtained
0,205 6
Upper specification limit: U
570 n
Lower specification limit: L
470 0
Known a
18,5 0
50
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
It is noted that the known a of 18,5 ft is less than [U - L) x MPSD = 20,56 ft so there is evidence that
there is a possibility that lots will be accepted so acceptance sampling can be undertaken. Entering
that the 19 sample values of the resistance, in ft, are as follows: 515; 491; 479; 513; 521; 536; 483;
509; 514; 507; 484; 526; 532; 499; 530; 512; 492; 522; 488. Conformity with the acceptance criterion
is to be determined.
Further information needed
Value obtained
Sample size: n
19
1,677
Sample mean: x
508,1 ft
Lower quality statistic QL=(X-L)/O
2,059
Upper quality statistic Qy =(U-x)/a
3,346
L < x < U ; k<QL and k < Qu with neither QL or Qu close to k, even though a > 0,75 <j
therefore the lot is accepted.
=15,417;
Note that this acceptance test is equivalent to checking that (s,x) is inside the acceptance region
boundary. This is shown in the following Figure 10.
X
570
560
550
540
530
2
520
510
500
490
480
470
2
0
4
6
8
10
12
14
16
18
20
22 S
Key
acceptance region boundary
1
reject
sample
2
accept
Figure 10
—
© ISO 2022 - All rights reserved
Example of the use of an acceptance diagram, cr-method
51
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
15.4 Examples for the p*-method
EXAMPLE 1
Single upper specification limit using the s-method. Example 1 from 15.1.
The maximum temperature of operation for a certain device is specified as 60 °C and the operating
temperature is known from previous experience to be normally distributed. Production is
inspected in lots of 100 items and the process standard deviation is unknown. Inspection level II,
constant, is 0,072 0. Suppose that the measurements are as follows: 53 °C; 57 °C; 49 °C; 58 °C; 59 °C;
54 °C; 58 °C; 56 °C; 50 °C; 50 °C; 55 °C; 54 °C; 57 °C. Conformity with the acceptance criterion is to
be determined.
Information needed
Values obtained
Sample size: n
13
Form p* acceptance constant: p*
0,072 0
Sample mean: x =
54,62 °C
■l¥
Sample standard deviation: s
3,330 °C
Upper specification limit: U
60 °C
Estimated fraction nonconforming
< 1. n
Pu=FBETA\in
— —
yi 2
0,046 3
1 1 U-x
'2 2
n
max 0.
1
Acceptance criterion: Is
py
Yes (0,046 3 ≤ 0,072 0)
≤ p*
The sample meets the acceptance criterion; therefore, the lot is accepted.
EXAMPLE 2
Combined control of double specification limits using the s-method. Example 5 from 15.1.
The minimum temperature of operation for a certain device is specified as 60 °C and the maximum
temperature as 70 °C. Production is in inspection lots of 80 items. Inspection level II, normal
is 0,064 7. Suppose the measurements obtained are as follows: 63,5 °C; 61,9 °C; 65,2 °C; 61,7 °C;
68,4 °C; 67,1 °C; 60,0 °C; 66,4 °C; 62,8 °C; 68,0 °C; 63,4 °C; 60,7 °C; 65,8 °C. Conformity with the
acceptance criterion is to be determined.
Information needed
Value obtained
Sample size: n
13
Form p* acceptance constant: p*
0,064 7
Sample mean: x =
64,223 °C
Sample standard deviation: s
-xf/(n-l)
2,789 9 °C
Upper specification limit: U
70,0 °C
Lower specification limit: L
60,0 °C
52
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
0,059 2
Estimated fraction nonconforming
— sfn V
1 1x L
22 s n-1
—
h = FBETA{ — 1,-1 I
max<0,
Pu=F
max { 0, -2 2
U
J
2
1
'I
1U
—
s
x
Jn } ~\
0,011 6
n-lj
P = PL+PU
0,070 8
Acceptance criterion: Is p < p *
No [0,070 8 > 0,064 7)
The sample does not meet the acceptance criterion; therefore the lot is rejected.
EXAMPLE 3
Single, lower specification limit using the o-method. Example 1 from 15.2.
The specified minimum yield point for certain steel castings is 400 N/mm2. The next lot of
500 items is submitted for inspection. Inspection level II, normal inspection, with AQL of 0,65 %, is
the form p* acceptance constant is 0,015 9. Suppose the yield points of the sample specimens in N/
mm2 are: 431; 417; 469; 407; 450; 452; 427; 411; 429; 420; 400. Conformity with the acceptance
criterion is to be determined.
Information needed
Value obtained
Sample size: n
11
Form p* acceptance constant: p*
0,042 4
Sample mean: x
428,5 N/mm2
Known a
21 N/mm2
Lower specification limit: L
400 N/mm2
Estimated fraction nonconforming
0,082 4
Pl‘
J L-x
[~
n
/7-1
Acceptance criterion: Is pL ≤ p * ?
No (0,082 4 > 0,072 0)
The sample does not meet the acceptance criterion; therefore, the lot is rejected.
EXAMPLE 4
Combined control of double specification limits using the er-method. Example 3 from 15.2.
The specification for electrical resistance of a certain electrical component is (520 ± 50) fi. Production
is at a rate of 1 000 items per inspection lot. Inspection level II, normal inspection, with a single AQL of
1,5 %, is to be used for the two specification limits (470 H and 570 fl). a is known to be 18,5 H.
Information needed
Value obtained
Factor from Table 11:fa
0,205 6
Upper specification limit: U
570 ft
Lower specification limit: L
470 n
Known a
18,5 n
© ISO 2022 - All rights reserved
53
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
It is noted that the known o of 18,5 fl is less than [U - L) x MPSD = 20,56 0 so there is evidence that
there is a possibility that lots will be accepted so acceptance sampling can be undertaken. Entering
Table 8. it is seen that the sample size, n, is 19 and that the form p* acceptance constant is 0,042 4.
Suppose that the 19 sample values of the resistance, in fl, are as follows: 515; 491; 479; 513; 521;
536; 483; 509; 514; 507; 484; 526; 532; 499; 530; 512; 492; 522; 488. Sample acceptability is to be
determined.
Further information needed
Value obtained
Sample size: n
19
Form p* acceptance constant: p*
0,042 4
Sample mean: x
508,0 n
Lower specification limit: L
470 fl
Upper specification limit; U
570 n
Estimated fraction nonconforming
0,017 4
L-x
*-\~i
-
\x-U
n
n -1
n
n-1
0,000 3
P = PL+PU
0,017 7
Acceptance criterion: Is p ≤ p *
Yes (0,017 7 < 0,042 4]
The sample meets the acceptance criterion; therefore, the lot is accepted.
54
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Annex A
[informative)
Procedures for obtaining s and a
A.l Procedure for obtaining s
A.1.1 Definition
The observed value of a sample standard deviation is generally denoted by the symbol s. It is defined in
Formula [A.l],
;=1
[A.l)
n-1
where
x<
is the value of the quality characteristic of the /h item in a sample of n articles, expressed as a
decimal fraction;
x
is the mean value of the Xj, i.e.
1
n
(A.2)
j=i
A. 1.2 One-pass formula
Formula (A.l) for s is accurate but requires two passes through the sample data. A number of alternative
methods exist and these are analysed in Reference [17] and are described here. An algebraically
equivalent formula, which only requires a single pass through the sample data, is:
-K
7=1
7=1
n[n-l)
(A-3)
A.1.3 Potential numerical inaccuracy
Although Formula [A. 3) is well suited for manual calculations it can produce poor results for difficult
problems where the variability is very small relative to the mean, i.e. sis very small in comparison with
© ISO 2022 - All rights reserved
55
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
x . Although Formula (A. 3) can be improved by subtracting a suitable arbitrary constant, a, from all the
values before computings, i.e.
n
nÿxj-afJ=1
n
2
xj -a
£
U=i
(A.4)
n(n-l)
it should be noted that there is no generally accepted guidance on how to choose this arbitrary constant
and if cither of these formulae is used the result may be suspect should s/x turn out to be much less
than 1.
A.1.4 An updating algorithm for sequential data
Both Formula (A.1) and (A.4) require complete recalculation in situations where additional sample data
is to be added to the initial sample, for example in double sampling or sequential sampling. In these
situations an updating algorithm due to West, which makes the sample mean and sample standard
deviation at any stage in the updating process and which is almost as accurate as that for Formula (A.l)
is preferable:
=Xj,T1 =0
Xj-Mj-1
j= 2,-,n
j
Tj =Tj~\ + O'- !)(*_/
xi
~
M j-1
j
(A.5)
j=2,--,n
Xj=Mj
‘l-WU-D
A.l. 5 Spreadsheets and pocket calculators
Many spreadsheets and pocket calculators have a standard deviation function. Unfortunately,
sometimes the sample size, n, is used by the machine in the denominator of Formula (A.l) instead of
n - 1. If it is planned to use a spreadsheet or calculator, it is important to check that the formula used
is equivalent to Formula (A.l). A simple check is to find the standard deviation of the three numbers 0,
1, and 2. The sample size n is 3, the sample mean is 1, the deviations from the mean are -1, 0, and 1, the
squares of the deviations are 1, 0, and 1, the sum of squares of the deviations is 2. So from Formula (A.l).
one obtains:
VT=i
(A.6)
If the spreadsheet or calculator is erroneously using n instead of n - 1 in the denominator, then the
result of the calculation is:
0,816 5
Use of n in the denominator shall be avoided, for otherwise the acceptance criterion is weakened and
any protection to the consumer is lost. The result obtained from the spreadsheet or calculator shall be
scaled by (n - l)/n to obtain the correct result.
NOTE
56
It is instructive to work through the use of Formula (A.3) for this example. It is found that
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
5_
|3x(02+l2+2z]-(0 + l + 2]* |3x(0 + l + 4j-32
V
3x(3-l)
"V
3x2
f 3x5-9
“V
6
_
j£_1
V6
as before.
A.2 Procedure for obtaining <7 root
A.2.1 Definition
If it appears from the control chart that the value of s is in control, <rr00t can be presumed to be the
weighted root mean square of s given by the following Formula (A.7):
in
aroot
i=i
~
i
m
(A.7)
It". -1)
I /=1
where
m
is the number of lots;
nf
is the sample size from the ith lot;
s,
is the sample standard deviation from the zth lot.
A.2.2 Simplication for equal sample sizes
If the sample sizes from each of the lots are equal, then Formula (A.7) simplifies to
I*?
<w=V—
I m
© ISO 2022 - All rights reserved
(A.8)
57
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Annex B
(informative)
Accommodating measurement variability
B.l General
The master tables, i.e. the tables in Clause 14, are based on the assumption that the true values of the
quality characteristic, x, of the items in the lots are normally distributed with unknown process mean,
ju, and either known or unknown process standard deviation, a; the assumption is also made that x can
be measured without measurement error, i.e. that the measurement of an item with the true value,
jq, results in the value xt. This annex explains how the tables in Clause 14 can be used in the result of
measurement error. For further technical background, see Reference [19],
In the case of measurement error, the measured value of an item with true value, xj( differs from Xj. It is
assumed that
—
—
—
the measurement method is unbiased, i.e. the expected value of the measurement error is zero;
measurement error inflates the perceived process variation and is independent of the actual process
standard deviation;
measurement error is normally distributed with known or unknown measurement standard
deviation,
am.
It follows that the distribution of the measured values is a normal distribution with mean p, and
standard deviation, given by Formula [B.l]:
total
NOTE
-V0-2 +am
(B.l)
fftotai is always larger than a if measurement error exists.
If it is known that am < a/10, i.e. the ratio y=am /a of measurement standard deviation to process
standard deviation is less than 10 %, the total standard deviation is given by Formula (B.2):
CTtotal < yja2 +(0,1CT)2
=<TVI + 0,01 = 1,005a
(B.2)
i.e. the standard deviation is increased by less than 0,5 %, which is negligible and hence, the sampling
plans do not need to be adjusted for measurement error.
In cases where
adjustments.
a)
am
≥
0,1a, the sampling plans of this document shall be used with the following
Increase the sample size, n, in order to compensate for the perceived inflated variability, but do not
alter the acceptance constant, k or p*.
b) When the process standard deviation, a, is known, use a in calculating the test statistic, x±ka or
p ; otherwise, use an estimate s of a in calculating the test statistic x ±ks or p.
Further details are given in EL2 to EL4 for three distinct cases.
58
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
B.2 Process standard deviation a and measurement standard deviation
both known
a)
am are
Increase the sample size, n, of the sampling plan to
n* = n (l + y2)
(B.3)
b) Use the process standard deviation, a, in calculating the test statistic x±ka or p .
B.3 Process standard deviation a is unknown but measurement standard
deviation
is known
am
a)
Increase the sample size, n, of the sampling plan as given by Formula (B.4):
n* = n(l + y2)
(B.4)
where y is an estimated upper bound of Y=om / cr .
NOTE
As y increases, the operating characteristic curve of the sampling plan turns clockwise around the
indifference quality point (pso %, 0,5), i.e. the point where the probability of acceptance of the lot is 50 %. If y is
overestimated (y larger than y), the sampling plan is better than required, i.e. its probabilities of acceptance
are larger than required for P > p50 % and smaller than required for P > p50 %. Hence, overestimation of y
ensures a sampling plan that is better than required.
b) Use the estimate given by Formula (B.5):
(B.5)
of the process standard deviation instead of s in calculating the test statistic x ± ks or p .
If
s2 -crÿ, < 0 , use s* = 0.
B.4 Process standard deviation a and measurement standard deviation
both unknown
am are
Increase the sample size, n, in accordance with Formula (B.4). perform duplicate (or multiple)
measurements on each sampled item, and use the measurement results to estimate the process
standard deviation separately from the measurement standard deviation, as shown below. Use this
estimate instead ofs in calculating the test statistic x ± ks or p .
a)
Estimation of the process and measurement standard deviations.
To denote the jth measurement on the /th item by x-, the mean for the /th item by x , and the overall
mean by x . The number of measurements for the /th item shall be denoted by nf. The total sum of
© ISO 2022 - All rights reserved
59
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
squares of the measurements about their overall mean can be partitioned as given in the following
Formula (B.6):
n n;
n
n,
-*J2
-*J*
/=1 j=1
/=1 y=i
n n,-
= XS[('9 -Sf.f+Pl. -f.)2 +2(*s
-*)]
i=l y=1
=XSÿ-*/.52+S,%cÿ-*J2+2Ecÿ-*j|;cxff-xj
/=1 7=1
n
=
11/
X 2>i/
1=1 7=1
"
=
"i,
1=1
;=1
[B.6)
;=i
)2 + 5> ft-. - )2 + 0
1=1
,
1=1 7=1
n
i=l
W+B
where
W is the within-items sum of squares;
B
is the between-items sum of squares.
The expectations of these sums of squares are given in Formula (B.7):
Em=olYSni-l)=oliN-n)
[B.7)
i=1
where JV =
is the total number of observations, and following Formula (B.B):
/=1
ElB)=o*(n-l)+(N-n)a2
Hence,
[B.8)
<7ÿ can be estimated by Formula (B.9)
ol=W/[N-ri]
(B.9)
and a2 can be estimated by Formula [B.10)
s2 =<J2=[B-(n-l)6l]/(N-n)
(B.10)
EXAMPLE
A manufactured component has a dimension with an upper specification limit of 13,05 cm. The process
standard deviation, a, and measurement standard deviation, <7m, are unknown, but from previous
experience, it is known that the ratio am/o is greater than 0,1 but less than 0,2. Lots of size 1 000 of
these components are to be inspected. Normal inspection is to be instituted with an AQL of 0,15 %.
From Table 1. it is found that the sample size code letter is J. As only one specification limit is being
controlled, form k can be used; from Table 2. the sampling plan for an AQL of 0,15 % in the absence of
sampling error is n = 23, k = 2,425.
60
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
As (Jm / a exceeds 0,1, it is necessary to adjust the sample size to allow for measurement uncertainty.
In the presence of the worst conceivable measurement error, the appropriate sample size (from
Formula B.3) is given by
n* = n(l +
yz ) = 23 (1 +(0, 2)2 ) = 23x1, 04 = 23,92.
The sample size should be an integer so, in order to provide at least the required AQL protection, n* is
rounded up to n* = 24. A random sample of 24 of the components is taken from the next lot, and, in order
to be able to assess the measurement uncertainty, each component is measured twice. The results for
the sample from the first lot are as shown in Table B.l.
Table B.l
Item,
i
xn
xi2
Item,
i
—
*il
Sample results for the example of B.4
Item,
i
xi2
%
xi2
Item,
i
xil
Xi2
Item,
i
xil
xi2
1
12,9972 12,999 7
6
13,0231 13,021 9
11
12,9562 12,962 1
16
12,9578 12,952 7
21
13,0009 12,9993
2
12,9848 1 2,973 1
7
1 2,993 0 12,993 7
12
12.9886
12,986 7
17
12,976 5 12,967 4
22
1 3,003 4 12,9945
3
12,9646 1 2,963 0
8
12,958 9 12,943 9
13
13,0071 13,008 3
18
12,9991 13,001 0
23
1 2,965 1 12,962 5
4
12,954 3 12,953 9
9
12,958 9 12,952 4
14
12,978 7 12,973 8
19
13,0029 13,006 7
24
12,986 5 12,985 2
5
12,976 3 12,980 2
10
13,0150 13,016 4
15
12,927 4 12,927 7
20
12,9688 12,976 2
The accuracy of subsequent calculations can be improved by subtracting an arbitrary constant that
reduces the number of significant figures. Denote the constant by c and set c = 12,9. The resulting values
of ~ Xy - 12,9 arc as given in Table B.2.
Table B.2
Item,
/
1
2
3
4
5
—
Sample results with subtraction of 12,9 for the example of B.4
Item,
Item,
Item,
Item,
Ti2
Til
Ti2
Tii
Ti2
Tn
Til
Ti2
i
i
i
i
0,097 2 0,099 7 6
0,123 1 0,1219 11 0,056 2 0,062 1 16 0,057 8 0,052 7 21 0,1009 0,099 3
0,084 8 0,071 1 7
0,093 0 0,093 7 12 0,088 6 0,086 7 17 0,0765 0,067 4 22 0,103 4 0,0945
0,064 6 0,063 0 8
0,058 9 0,043 9 13 0,1071 0,108 3 18 0,099 1 0,101 0 23 0,065 1 0,062 5
0,054 3 0,053 9 9 0,058 9 0,052 4 14 0,078 7 0,073 8 19 0,102 9 0,099 2 24 0,086 5 0,085 2
0,076 3 0,080 2 10 0,115 0 0,116 4 15 0,027 4 0,027 7 20 0,068 8 0,076 2
Til
Ti2
24 2
y,7 =3,839 9.
The sum of the ytj is
i=l j=l
The sample mean value ofy is y - 3,839 9/48 = 0,079 998.
Hcncc, the sample mean value ofx is
x
=
c + y = 12,9 + 0,079 998 = 12,979 998.
24 2
The total sum of squares ofy is T =
=0,332 791 15 .
/=1 y=i
The total sum of squares, T, about the overall sample mean is given by Formula (B.11):
24 2
24
/=1 y=l
1=1
I
2
\2
/2
(B.ll)
j=1
= 0,332 791 15 -0,307 184 00
= 0,025 607 15
© ISO 2022 - All rights reserved
61
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
The within-items sum of squares, W, is given hv Formula (B.12):
24 2
= £5>,y-7,J2
/=1 j= l
24 2
24 f 2
Y
[B.12)
/2
/=1 y=i
/=1ÿ=1
= 0,332 791 15-0,332 407 52
= 0,000 383 63
subtraction,
the between-item sum of squares, B, is given by Formula (B.13):
By
B = T-W
= 0,025 607 15-0,000 383 63
= 0,025 223 52
[B.13)
The measurement error variance is estimated as
\
6 =W/(N-n) = 0.000 383 63 / (48 - 24) = 0, 000 015 984 6
The process variance is estimated as
s2 =d2 =[B-(u-l)ff2]/(jV-n)
= [0,025 223 52-23x0,000 015 984 6] /(48 -24)
= 0,024 855 87/24
= 0,001 035 66
so the process standard deviation is estimated as
s=c = \/0,001 035 66=0,032 182
1/ -2, 425s = 13,05-2,425x0, 032 182 = 12,972
As x =12,980 > 12,972, the lot is rejected.
62
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Annex C
[informative)
Sampling strategies
The sampling strategy is an important part of statistical sampling. Figure C.l illustrates how the n
sample units are obtained from the lot.
For industrial applications, the following sampling strategies can be differentiated.
a] (Simple) Random sampling (SRS) - Each item in the lot has the same probability to be selected for
the sample.
b) Convenience sampling (CS) - Items that are most convenient and easy to select are taken.
c)
Systematic sampling (SyS)
spread over the lot.
- The items in the sample are systematically (by time, number, etc.)
d) Stratified sampling (StS) - The lot is divided into sub lots (strata) from which (random) samples are
taken. Usually sub lots and sub lot samples have equal size, but also different sizes of sub lots and/
or samples are feasible.
e)
Cluster sampling (CIS) - The lot is divided into sub lots (clusters) from which sub lots are (randomly)
selected. For these selected sub lots all items are sampled (100 % inspection).
The drawings in Figure C.l illustrate the different sampling strategies for a two-dimensional population,
e.g. tablets spread open for a drying process.
U
□ □
□
D
□ □
□□
□
□
□□
□
D
□
□
□
□
□
□
□
□
□
□
□
b) CS
a) SRS
n
0
□□
□
□ □
□
□
□
□
□
□
D
□
□□
□
□
□ o
3
□
□
d) StS
□
□
□
°
°°°o "D“D
□
□
□
0
□
□
□
D
□
□
□
□
□
□
□
□
□
□
□
□
□
□
n
□
□
□
□
□
□
□
□
□
□
□
c) SyS
□
□
□ □ □
□Q
□
□
□
□□
□
° °□
□□
□
□
□
□
e) CIS
Figure C.l — Examples of different sampling strategies with a two-dimensional population
Generally, there is no statistical guidance on which sampling strategy is superior to the others. Some
statistical comparisons of different sampling strategies has been carried out (see Reference [3]).
However, this standard and associated probabilities does assume that random sampling is being used
no matter which sampling strategy is selected. There is risk for the validity of the results if convenience
(biased) sampling is used.
© ISO 2022 - All rights reserved
63
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
ISO 2859-4:2020 specifies: "The items selected for the sample shall be drawn from the lot by simple
random sampling. However, when the lot consists of sub-lots or strata, identified by some rational
criterion, stratified sampling shall be used in such way that the size of the subsample from each sublot
or stratum is proportional to the size of that sublot or stratum”.
Under general conditions, i.e. if there are no technically or practically founded assumptions on the
existence of specific nonconformity patterns, a sampling strategy, including a systematic as well as a
random component, yields successful sampling in most practical applications.
64
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Annex D
[informative)
Operating characteristics for the er-method
D.l Probability of acceptance for the a-method
The exact probability of lot acceptance for a single specification limit at process fraction nonconforming,
p, when the process standard deviation is known is given by Formula (D.l):
Pa = l-0[(k-Kp)sfH]
[D.l)
where
<£(.) is the distribution function of the standardized normal distribution;
n
is the sample size;
Kp
is the upper p-quantile of the standardized normal distribution;
k
is the a-method acceptance constant.
D.2 Example
Consider the calculation of the probability of acceptance at a process quality of 2,5 % nonconforming for
a a-method plan with an AQL of 1,0 % and sample size code letter M under normal inspection. Entering
acceptance constant, k, is 1,963. The process fraction nonconforming under consideration is p - 0,025 0,
and Kp = 1,960. Hence,
Pu =1-0 [(1,963-1, 96O)V39] = l-0(-0, 018 7) = l-0, 5075 = 0, 492 5.
D.3 Comparison with tabulated value for the s-method
It is instructive to observe that this probability of acceptance for the a-method is very roughly in
agreement with the corresponding probability of acceptance for the s-method. From the column of the
P - 0,024 3, corresponds to a probability of acceptance of 50 %, i.e. to Pa = 0,500.
© ISO 2022 - All rights reserved
65
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Annex E
(informative)
Operating characteristic for the s-method - tabulated values for
single sampling plans, normal inspection
E.l Probability of acceptance for the s-method
The exact probability of acceptance for a single specification limit at process fraction nonconforming
p, when the process standard deviation is unknown is given by Formula (E.l). In addition. Figure E.l
shows the operating characteristic curves for single sampling plans for normal inspection, Code Letter
B.
Pa
1
Ft(n-l,Kp>fn){k'ÿ)
(E.l)
where
Ft(V.ÿ) (.)
is the distribution function of the noncentral t-distribution with v degrees of freedom
and noncentrality 8;
n
is the sample size;
KP
is the upper p-quantile of the standardized normal distribution;
k
is the cr-method acceptance constant.
Y
100
90
AQL (%)
4,0
80
6,5
10
60
50
40
30
20
10
0
0
4
8 12 16 20 24 28 32 36 40 44 48 52 56 60 64 68 72 76 80
X
Key
process quality fin percent nonconforming)
X
Y
percent of lots expected to be accepted (Pa)
Figure E.l
66
—
Operating characteristic curves for single sampling plans, normal inspection,
Code Letter B
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Table E.l
—
Tabulated values for operating characteristic curves for single sampling plans sample size code letter B: s-method
Acceptance quality limit (normal inspection) in percent - sample size code letter B
Pa
6,5
10,0
1,34
2,06
3,35
1,94
3,73
5,11
3,73
5,98
7,80
9,32
20,49
36,55
53,01
62,60
78,03
11,85
14,40
21,92
%
4,0
99,0
0,458
95,0
90,0
75,0
50,0
25,0
10,0
5,0
1,0
Pa
%
13,65
99,0
7,37
20,19
95,0
10,64
24,33
90,0
18,18
32,15
75,0
25,10
29,57
41,87
50,0
35,40
38,75
52,27
57,47
60,26
43,34
56,44
64,00
52,11
61,22
66,43
25,0
49,17
71,75
73,82
76,56
75,33
1,0
10,0
5,0
10,0
6,5
Acceptance quality limit (tightened inspection) in percent - sample size code letter B
1,5
2,5
6,5
10,0
4,0
Acceptance quality limit (reduced inspection) in percent - sample size code letter D
Table E.2
Pa
—
Tabulated values for operating characteristic curves for single sampling plans sample size code letter C: s-method
Acceptance quality limit (normal inspection) in percent - sample size code letter C
Pa
4,0
6,5
0,827
1,20
1,87
4,91
15,80
%
99,0
2,25
2,99
4,22
9,38
22,38
95,0
2,03
3,60
4,61
6,20
12,72
26,44
90,0
33,97
75,0
2,5
%
99,0
0,224
95,0
1,02
90,0
10,0
75,0
5,45
7,23
8,72
10,98
19,96
50,0
13,04
13,79
15,82
18,73
30,33
43,14
50,0
25,0
25,31
23,30
29,01
42,51
52,70
25,0
10,0
39,48
34,03
39,88
54,11
61,19
10,0
5,0
48,59
46,77
60,93
66,05
5,0
1,0
65,06
41,10
54,73
25,69
36,51
43,52
56,84
59,65
72,67
74,43
1,0
10,0
6,5
Acceptance quality limit (tightened inspection) in percent - sample size code letter C
1,0
10,0
1,5
4,0
6,5
2,5
Acceptance quality limit (reduced inspection) in percent - sample size code letter E
4,0
© ISO 2022 - All rights reserved
67
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Table E.3
—
Tabulated values for operating characteristic curves for single sampling plans sample size code letter D: s-method
Acceptance quality limit (normal inspection) in percent - sample size code letter D
Pa
%
1.5
99,0
0,194
95,0
90,0
Pa
2,5
4,0
6,5
10,0
0,488
0,828
1,23
2,23
6,34
14,51
99,0
0,746
1,35
1,97
2,69
4,84
11,05
20,81
95,0
1,40
2,18
2,98
3,93
6,99
14,39
24,74
90,0
75,0
3,53
4,49
6,95
32,10
75,0
8,24
8,89
12,01
12,05
20,07
21,33
50,0
30,92
41,18
50,0
25,0
16,26
15,70
19,08
30,50
41,97
50,76
25,0
10,0
26,37
23,94
5,56
10,11
16,75
24,51
27,08
41,37
52,48
59,36
10,0
5,0
33,48
29,70
29,85
32,49
48,20
58,72
64,32
5,0
1,0
47,88
41,62
40,84
43,42
60,87
69,71
72,95
1,0
%
6,5
10,0
4,0
2,5
Acceptance quality limit (tightened inspection) in percent - sample size code letter D
0,65
1,5
2,5
6,5
1,0
10,0
4,0
-
Acceptance quality limit (reduced inspection) in percent sample size code letter F
Table E.4
—
Tabulated values for operating characteristic curves for single sampling plans sample size code letter E: s-method
-
Pa
Acceptance quality limit (normal inspection) in percent sample size code letter E
%
1.0
99,0
95,0
0,168
0,552
0,975
90,0
75,0
50,0
25,0
10,0
Pa
1,5
2,5
4,0
0,313
0,549
0,785
1,36
3,79
7,26
18,19
0,839
1,25
1,68
2,92
6,70
11,44
23,93
%
99,0
95,0
1,35
1,87
2,44
4,22
8,83
14,25
27,36
90,0
2,28
2,77
3,46
4,31
7,36
13,40
19,89
33,57
6,5
10,0
5,13
5,56
6,30
7,51
12,55
20,06
27,50
41,03
10,08
10,05
12,16
19,74
28,31
36,27
48,83
16,68
15,80
10,58
15,84
17,70
27,80
36,81
44,82
5,0
21,59
20,02
19,62
21,62
33,22
42,23
50,06
55,90
60,05
75,0
50,0
25,0
10,0
5,0
1.0
32,44
29,31
27,87
30,01
44,13
52,64
59,79
67,51
1,0
6,5
10,0
2,5
1,5
4,0
Acceptance quality limit (tightened inspection) in percent - sample size code letter E
10,0
0,40
2,5
4,0
6,5
1,0
1,5
| 0ÿ65
Acceptance quality limit (reduced inspection) in percent sample size code letter G
-
68
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Table E.5
—
Tabulated values for operating characteristic curves for single sampling plans sample size code letter F: s-method
Acceptance quality limit (normal inspection) in percent - sample size code letter F
Pa
%
0,65
99,0
0,102
Pa
1,0
1,5
2,5
4,0
6.5
10,0
0,231
0,365
0,552
0,940
2,57
4,67
10,19
13,02
99,0
%
95,0
0,339
0,584
0,821
1,14
1,95
4,43
7,33
14,24
17,73
95,0
90,0
0,605
0,918
1,22
1,63
2,79
5,79
9,13
16,76
20,63
90,0
75,0
1,45
1,84
2,84
4,81
8,72
12,84
21,60
26,06
50,0
3,35
3,63
2,25
4,13
4,92
8,21
13,09
18,00
27,80
75,0
50,0
25,0
10,0
5,0
1,0
25,0
6,82
6,57
7,04
8,01
13,05
18,71
24,25
34,73
32,84
40,23
10,0
11,70
10,45
10,74
11,79
18,74
24,78
30,70
41,44
47,19
5,0
15,50
13,39
13,48
14,54
22,71
28,83
34,86
45,58
51,41
1,0
24,31
20,15
19,69
20,67
31,17
37,07
43,08
53,43
59,23
2,5
6,5
4,0
10,0
1,5
Acceptance quality limit (tightened inspection) in percent - sample size code letter F
0,25
0,65
1,5
2,5
6,5
1,0
10,0
0,40
4,0
1,0
-
Acceptance quality limit (reduced inspection) in percent sample size code letter H
Table E.6
—
Tabulated values for operating characteristic curves for single sampling plans sample size code letter G: s-method
-
Pa
Acceptance quality limit (normal inspection) in percent sample size code letter G
Pa
%
0,40
0,65
1,0
1,5
2,5
4,0
6,5
99,0
0,077 2
0,144
0,231
0,335
1,58
2,88
6,02
7,85
9,85
95,0
0,236
0,362
0,514
0,697
0,601
1,23
2,73
4,51
8,54
10,76
13,12
11,96
15,56
99,0
90,0
0,406
0,568
0,762
1,00
1,75
5,63
10,16
12,59
15,13
17,74
90,0
21,79
75,0
10,0
%
95,0
75,0
0,932
1,14
1,41
1,76
3,00
3,57
5,41
7,97
13,34
16,09
18,93
50,0
2,10
2,28
2,60
5,16
11,32
26,84
4,21
4,49
8,32
11,99
15,53
29,16
32,40
25,0
10,0
7,37
6,85
6,97
12,17
16,21
20,04
20,65
25,86
31,05
23,75
4,25
17,57
22,53
27,56
50,0
25,0
3,10
5,14
7,73
8,24
34,46
37,76
10,0
8,86
9,67
14,96
19,12
23,06
30,81
37,78
41,09
5,0
14,13
1,0
10,0
4,0
2,5
0,65
1,5
6,5
Acceptance quality limit (tightened inspection) in percent - sample size code letter G
10,0
0,15
0,25
0,65
1,5
4,0
6,5
1,0
0,40
2,5
1,0
5,0
9,86
1,0
15,94
8,90
13,82
13,30
© ISO 2022 - All rights reserved
21,13
25,29
29,30
37,26
34,34
40,81
44,22
47,47
69
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Table E.7
—
Tabulated values for operating characteristic curves for single sampling plans sample size code letter H: s-method
Acceptance quality limit (normal inspection) in percent - sample size code letter H
Pa
%
7,49
10,21
99,0
8,29
9,77
12,90
95,0
9,57
11,18
14,51
90,0
10,25
12,03
13,82
17,49
75,0
11,24
13,22
15,22
17,21
21,21
50,0
10,06
14,55
16,71
18,91
21,07
25,34
25,0
13,14
18,01
20,28
22,64
24,92
29,37
10,0
12,76
15,24
20,30
22,61
25,04
27,38
31,91
5,0
14,25
17,25
19,72
24,99
27,34
29,87
32,28
36,89
1,0
1,5
2,5
4,0
6,5
0,65
1,0
1,5
2,5
4,0
99,0 0,047 8 0,096 6
0,153
0,225
0,398
1,01
1,85
3,85
5,03
6,22
95,0
0,146
0,237
0,334
0,457
0,797
1,73
2,88
5,43
6,85
90,0
0,253
0,368
0,492
0,650
1,13
2,26
3,60
6,46
8,01
75,0
0,586
0,734
0,901
1,13
1,92
3,45
5,09
8,49
50,0
1,35
1,47
1,67
1,98
3,31
5,29
7,27
25,0
2,79
2,72
2,90
3,30
5,38
7,80
10,0
4,96
4,47
4,54
5,01
7,96
10,71
5,0
6,75
5,87
5,82
6,30
9,87
1.0
11,27
9,32
8,90
9,36
0,65
1,0
0,25
0,40
Pa
10,0
0,40
%
6,5
10,0
Acceptance quality limit (tightened inspection) in percent - sample size code letter H
0,15
0,25
0,65
1,5
2,5
1,0
10,0
0,10
0,40
4,0
6,5
-
Acceptance quality limit (reduced inspection) in percent sample size code letter K
Table E.8
—
Tabulated values for operating characteristic curves for single sampling plans sample size code letter J: s-inethod
Acceptance quality limit (normal inspection) in percent - sample size code letter ]
P«
%
0,25
0,15
0,40
0,65
1,0
1,5
2.5
4,0
P<,
6,5
10,0
%
99,0 0,033 4 0,0625
0,102
0,144
0,251
0,645
1,15
2,39
3,11
3,84
4,62
6,30
8,06
9,86
99,0
95,0 0,097 1 0,150
0,216
0,288
0,498
1,09
1,79
3,37
4,24
5,12
6,04
7,96
9,95
11,97
95,0
90,0
0,164
0,232
0,315
0,408
0,701
1,42
2,23
4,01
4,97
5,93
6,92
8,97
11,08
13,21
90,0
75,0
0,372
0,459
0,569
0,707
1,20
2,16
3,17
5,29
6,39
7,48
8,60
10,86
13,16
15,46
75,0
50,0
0,841
0,915
1,04
1,24
2,07
3,31
4,56
7,05
8,30
9,54
10,79
13,27
15,75
18,24
50,0
25,0
1,74
1,71
1,81
2,08
3.39
4,90
6,37
9,20
10,59
11,97
13,34
16,00
18,65
21,30
25,0
10,0
3,11
2,84
2,86
3,18
5,09
6,78
8,41
11,51
12,99
14,48
15,94
18,74
21,52
24,29
10,0
5,0
4,27
3,76
3,68
4,03
6,37
8,13
9,84
13,06
14,59
16,14
17,64
20,50
23,34
26,17
1.0
7,27
6,08
5,70
6,09
9,38
11,16
12,93
16,32
17,91
19,53
21,10
24,04
26,96
29,89
5.0
1.0
0,40
0,65
1,0
1,5
2,5
4,0
0,25
6,5
10,0
-
Acceptance quality limit (tightened inspection) in percent sample size code letter J
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
6,5
Acceptance quality limit (reduced inspection) in percent - sample size code letter I,
70
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Table E.9
—
Tabulated values for operating characteristic curves for single sampling plans sample size code letter K: s-method
Po
Acceptance quality limit (normal inspection) in percent - sample size code letter K
0,40
0,65
1,0
1,5
99,0 0,022 7 0,042 2 0.0664 0,0944 0,169
0,420
0,741
1,53
1,98
2,45
2,94
3,99
5,09
6,22
8,64
%
0,15
0,10
0,25
2,5
4,0
6,5
10,0
%
10.49
99,0
0,064 0 0,0988 0,139
0,187
0,328
0,703
1,14
2,15
2,70
3,27
3,84
5,06
6,30
7,57
10,23
12,25
95,0
90,0
0,107
0,151
0,202
0,263
0,457
0,912
1,43
2,56
3,16
3,78
4,40
5,71
7,03
8,37
11,16
13,27
90,0
75,0
0,239
0,295
0,364
0,453
0,772
1,38
2,02
3,38
4,08
4,78
5,48
6,93
8,38
9,84
12,83
15,09
75,0
50,0
0,539
0,585
0,667
0,794
1,32
2,12
2,92
4,52
5,32
6,11
6,91
8,51
10,09
11,69
14,88
17,29
50,0
25,0
1,12
1,09
1,16
1,33
2,17
3,15
4,10
5,93
6,83
7,71
8,59
10,33
12,04
13,76
17,14
19,68
25,0
10,0
2.01
1,82
1.85
2,05
3,27
4,39
5.45
7.46
8,45
9,39
10.33 12,18 13,98
15,81
19,33
21,98
10,0
95,0
5,0
2.78
2,43
2,39
2.61
4.10
5,29
6,41
8,50
9.53
10,51
11,49
13.39 1 5,24
17,12
20.72
23,43
5,0
1,0
4,83
3,98
3,75
3,99
6,11
7,35
8,53
10,73
11,82
12,84
13,88
15,87
19,76
23,47
26,27
1,0
0.25
0,40
0,65
1,0
1.5
2,5
0,15
4,0
17,79
6,5
10,0
-
Acceptance quality limit (tightened inspection) in percent sample size code letter K
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
Acceptance quality limit (reduced inspection) in percent - sample size code letter M
Table E.10 — Tabulated values for operating characteristic curves for single sampling plans sample size code letter L: s-method
P„
Acceptance quality limit (normal inspection) in percent - sample size code letter L
0,40
0,65
1,0
99,0 0,014 9 0,026 6 0,0432 0,0610 0,108
0,264
U.47U
0,959
1,24
1,53
1,84
2.48
95.0 0,041 0 0,061 8 0,089 0 0.119
0,207
0,440
0,720
1,34
1,68
2,03
2,40
3,14
%
0,065
0,10
0,15
0,25
2,5
1,5
Pa
4,0
3,15
3,86
5,34
6,5
%
6,47
99,0
3,91
4,70
6,33
7,58
95,0
90,0
0,068 0 0,0944 0,128
0,166
0,287
0,570
0,894
1,60
1,97
2,35
2,75
3,55
4,37
5,21
6,92
8,23
90,0
75,0
0,150
2.11
2,54
2,98
3,42
4.32
5,22
6,14
7,99
9,39
75,0
50,0
25,0
0,184
0,229
0,285
0,483
0,862
1,27
0,336
0,367
0,418
0,497
0,827
1,33
1,82
2,83
3,32
3,83
4,32
5,32
6,31
7,32
9,31
10,82
50,0
0,697
0.690
0.729
0,8.35
1,36
1,98
2.57
3,73
4.28
4,85
5,39
6,50
7,57
8,66
10,78
12,39
25,0
10,0
1,27
1,16
1,16
1,29
2,06
2,78
3,43
4,72
5,31
5,94
6,52
7,71
8,85
10,00
12,24
13,93
10,0
5,0
1,76
1,56
1,51
1,65
2,60
3,37
4,04
5,40
6,02
6.67
7,27
8.50
9.68
10.87
13,16
14,91
5,0
1,0
3,11
2,60
7,52
8,22
8,84
10,16
11,39
12,64
15,03
16,85
1,0
0,10
2,39
2,54
3.92
4,72
5,42
6,87
0,15
0,25
0,40
0,65
1.0
1,5
2,5
4,0
6,5
Acceptance quality limit (tightened inspection] in percent - sample size code letter L
0,025
0,04
0,065
0.10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
Acceptance quality limit (reduced inspection) in percent - sample size code letter N
© ISO 2022 - All rights reserved
71
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Table E.ll
—
Tabulated values for operating characteristic curves for single sampling plans sample size code letter M: s-method
p.
%
p„
Acceptance quality limit (normal inspection] in percent - sample size code letter M
0,04
0,10
0,065
0,15
0,25
99.0 0,009 7 0,017 2 0,0278 0,039 1 0,008 5 0,170
0,40
0,65
0,299
0,610
0,787
2,5
1,5
1,0
0,973
1,17
1,58
2,00
2,44
3,36
4,0
%
4,09
99,0
95,0 0,0263 0,039 5 0,0568 0,0755 0,131
0,282
0,457
0,85
1,07
1,29
1,52
1,99
2,48
2,98
4,00
4,79
95,0
90.0 0.0434 0,060 1 0,0816 0,106
0.181
0,364
0,567
1,01
1,25
1,49
1.74
2,25
2,77
3,30
4,38
5,20
90,0
0,305
0,548
0,803
1,34
1,61
1,89
2,17
2,74
3,31
3,89
5,06
5,95
75,0
50,0
0,095 2
0,117
0,145
0,180
50.0
0.213
0,233
0,265
0.315
0,524
0,842
1,16
1,80
2.11
2,43
2,75
3,38
4.02
4,65
5,92
6,87
25,0
0,444
0,439
0,465
0,532
0,068
1,26
1,64
2,37
2,73
3,09
3,44
4,13
4,84
5,52
6,89
7,89
25,0
10,0
0.813
0,746
0,743
0.826
1,33
1,77
2,19
3,02
3,40
3,79
4,17
4,91
5,68
6,39
7,85
8,91
10,0
75,0
5,0
1,14
1,00
0,97
1,06
1,68
2,16
2,60
3,46
3,06
4,27
4,66
5,43
6,23
6,97
8,47
9,55
5,0
1,0
2,04
1,69
1,55
1,65
2,57
3,05
3,51
4,44
4,85
5,29
5,70
6,51
7,37
8,14
9,73
10,86
1,0
0,10
0,15
0,25
0,40
0,65
1.0
0,065
2,5
1,5
4,0
-
Acceptance quality limit (tightened inspection) in percent sample size cede letter M
0,015
0,025
0,065
0,04
0,10
0,15
0,25
0,40
0,65
1,0
1,5
Acceptance quality limit (reduced inspection] in percent - sample size code letter P
Table E.12 — Tabulated values for operating characteristic curves for single sampling plans sample size code letter N: s-method
p,
p«
Acceptance quality limit (normal inspection) in percent - sample size code letter N
0,15
0,25
0,40
99,0 0.006 4 0,0111 0,017 6 0,025 0 0,0445 0,109
0,190
0,387
0,497
0,614
0,735
0,991
1,26
1,54
2,12
2,57
99.0
95,0 0,0169 0,025 1 0,035 8 0,0480 0,083 7 0,178
0,289
0,538
0,673
0,81 3
0,956
1 ,25
1,56
1.07
2,51
3,01
95,0
%
0,025
0,04
0,065
0,10
90,0
0.027 6 0,0380 0,0513 0,066 8 0,115
75,0
0,060 2 0,073 7 0,091 2
0,65
1,5
1,0
2,5
%
0,230
0,358
0,639
0,787
0,940
1,10
1,41
1,74
2,07
2,75
3,27
90,0
0,114
0,193
0,345
0,506
0,842
1.01
1,19
1,37
1,72
2,00
2,45
3,19
3,74
75,0
50,0
50,0
0,134
0,146
0,167
0,190
0,330
0,531
0,730
1,13
1,33
1,53
1,73
2,13
2,53
2,93
3,73
4,33
25,0
0,200
0,277
0,293
0,335
0.547
0,796
1,03
1.50
1.72
1,95
2,17
2,61
3,05
3,40
4,35
4,98
25,0
10,0
0,515
0,473
0,471
0,521
0,836
1,12
1,39
1,91
2,15
2,40
2,64
3,12
3,58
4,05
4,97
5,64
10,0
5,0
0,725
0,640
0,618
0,671
1,06
1.37
1,65
2,20
2,45
2.71
2,96
3,45
3,94
4,42
5,37
6,06
5,0
1,0
1,32
1,09
1,00
1,05
1,63
1,95
2,25
2,83
3,10
3,38
3,64
4,16
4,67
5,18
6,19
6,91
1,0
0,065
0,10
0,15
0.25
0,40
0,65
0,04
1,5
1,0
2,5
Acceptance quality limit (tightened inspection) in percent - sample size code letter N
0,01
0,015
0,025
0.04
0,065
0,10
0,15
0,25
0.40
0,65
1.0
Acceptance quality limit (reduced inspection) in percent - sample size code letter Q
72
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Table E.13
—
Tabulated values for operating characteristic curves for single sampling plans sample size code letter P: s-method
Acceptance quality limit (normal inspection) in percent - sample size code letter P
Pa
%
0,015
0,025
0,065
0,04
0,10
0,15
0,25
0,65
0,40
1,0
1,5
%
90.0 0,0041 0,0070 ,0113 ,0158 ,0286 ,0682 0,119 0,243 0,312 0,385 0,461 0,620 0,787 0,960
1,32
1,60
99,0
95,0 0,0108 0,0158 ,0227 ,0301 ,0531 0,112
1,17
1,57
1,88
95,0
90,0 0,0175 0,0239 0,0323
0,180 0,337 0,421 0,509 0,598 0,783 0,973
.0419 ,0728 0,143 0,223 0,399 0,492 0,588 0,685 0,883
1,09
1,29
1,72
2,04
90,0
0,316 0,526 0,634
1,08
1,30
1,53
1,99
2,34
75,0
1,08
1,33
1,58
1,83
2,33
2,70
50,0
1,22
1,36
1,63
1,91
2,18
2,72
3,12
25,0
1,50
1,66
1,95
2,25
2,54
3,11
3,53
10,0
75,0 0,0378 0,0461 0,0573 ,0710
0,121
0,215
50,0 0,0838 0,0914 0,104
0,206
0,331 0,456 0,705 0,831 0,956
0,498
1,08
1,35
0,173
,124
0,743 0,854
25,0
0,175
0,183
,210
0,341
10,0
0,323 0,297 0,296
.328
0,522 0,705 0,873
1,19
5,0
0,456
0,404 0,389
,423
0,665
0,862
1,04
1,38
1,54
1,70
1,86
2,17
2,47
2,78
3,36
3,80
5,0
1,0
0,836 0,694 0,632
,668
1 ,03
1,24
1,42
1,78
1,95
2,12
2,30
2,62
2,94
3,27
3,88
4,35
1,0
0,025
0,065
0.10
0,15
0,25
0,40
0,04
0,647 0,936
0,65
1,5
1,0
Acceptance quality limit (tightened inspection] in percent - sample size code letter P
0,01
0,015 0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
Acceptance quality limit (reduced inspection) in percent - sample size code letter R
Table E.14
—
Tabulated values for operating characteristic curves for single sampling plans sample size code letter Q: s-method
Acceptance quality limit (normal inspection) in percent - sample size code letter Q
Pa
%
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
Pa
0,65
0,40
1,0
%
99,0 0,002 7 0,007 3 0,010 2 0,018 4 0,0440 0,076 7 0,156
0,246
0,295
0,396
0,504
0,614
0,845
1,02
99,0
95,0 0,0070 0,014 6 0,019 3 0,0341 0,071 5 0,116
0,216
0,325
0,383
0,500
0,622
0,747
1,00
1,20
95,0
90,0 0,0113 0,020 7 0,026 9 0,046 7 0,0919 0,143
0,256
0,376
0,438
0,565
0,695
0,827
1,10
1,30
90,0
75,0 0,0242 0,036 6 0,045 5 0,0775 0,138
0,202
0,336
0,476
0,546
0,609
0,833
0,978
1,27
1,49
75,0
50,0 0,053 6 0,066 7 0,079 5 0,132
0,212
0,292
0,451
0,613
0,693
0,853
1,01
1,17
1,49
1,73
50,0
25,0
0,112
0,117
0,135
0,219
0,319
0,41 5
0.599
0,782
0,872
1 ,05
1,22
1,40
1,74
2,00
25,0
10,0
0,208
0,190
0,212
0,336
0,453
0,562
0,766
0,968
1,06
1,26
1,44
1,63
2,00
2,27
10,0
5,0
0,294
0,250
0,274
0,430
0,555
0,670
0,883
1,10
1,20
1,40
1,59
1,79
2,16
2,44
5,0
1,0
0,544
0,410
0,435
0,669
0,799
0,920
1,14
1,37
1,48
1,70
1,90
2,11
2,50
2,80
1,0
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
Acceptance quality limit (tightened inspection) in percent - sample size code letter Q
© ISO 2022 - All rights reserved
73
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Table E.15
—
Tabulated values for operating characteristic curves for single sampling plans sample size code letter R: s-method
Acceptance quality limit (normal inspection) in percent - sample size code letter R
Pa
0,01
%
0,015
0,025
0,04
0,065
0,10
0,25
0,15
99,0 0,007 0 0,0046 0,006 5 0,0115 0,027 7 0,048 2 0,097 6 0,312
0,155
Pa
0,40
0,461
0,249
0,315
0,384
0,65
%
0,528
99,0
95,0 0,015 8 0,009 2 0,012 2 0,0212 0,0449 0,072 6 0,135
0,421
0,204
0,598
0,313
0,389
0,467
0,627
95,0
90,0 0,0239 0,013 0 0,016 8 0,029 0 0,057 6 0,089 7 0,160
0,492
0,235
0,685
0,353
0,434
0,517
0,686
90,0
75,0 0,046 1 0,022 9 0,028 5 0,048 2 0,0862 0,126
0,210
0,634
0,297
0,854
0,430
0,521
0,611
0,795
75,0
0,182
0,282
0,831
0,382
1,08
0,533
0,633
0,732
0,932
50,0
50,0 0,0914 0,041 6 0,0496 0,082 4 0,132
25,0
0,173
0,073
0,084
0,137
0,200
0,259
0,376
1,08
0,489
1,36
0,656
0,766
0,873
1 ,09
25,0
10,0
0,297
0,119
0,132
0,212
0,284
0,352
0,481
1,35
0,605
1,66
0,786
0,906
1,02
1,25
10,0
5,0
0,404
0,157
0,172
0,272
0,349
0,420
0,556
1,54
0,685
1,86
0,874
0,999
1,12
1,35
5,0
1,0
0,694
0,259
0,274
0,426
0,505
0,579
0,723
1,95
0,861
2,30
1,06
1,20
1,32
1,57
1,0
0,010
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
Acceptance quality limit (tightened inspection) in percent - sample size code letter R
74
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Annex F
[informative)
Consumer's risk qualities
F.l The consumer’s risk quality for the s-method plans
For a given sampling plan, the consumer’s risk quality is the process quality for which the probability of
accepting a given lot is 10 %.
For the s-method, the consumer's risk quality is the solution in p such that the probability of acceptance
is 0,10 i.e.
1-
where
n
is the sample size,
k
is the s-method acceptance constant,
Kv
is the upper p-quantile of the standardized normal distribution
Ft(n_i K
CO
is the distribution function of the non-central t-distribution with n-1 degrees of
freedom and non-centrality parameter Kp 4n .
F.2 Tables for the consumer's risk qualities for the s-method plans
Table F.5 for normal, tightened, and reduced inspection, respectively.
F.3 The consumer's risk quality for the o-method plans
For the cr-method, the consumer’s risk quality is the solution in p such that the probability of acceptance
is 0,10 and is given by the formula:
l-<2>[fc-K-0|10 /Vn]sl-<p[k-l,281 6/Vn]
where
n
is the sample size,
k
is the 0-method acceptance constant
d>fj
is the distribution function of the standardized normal distribution.
F.4 Tables for the consumer's risk qualities for the tr-method plans
Consumer's risk qualities for the 0-method plans of this document are given in Table F.2. Table F.4. and
Table F.6 for normal, tightened, and reduced inspection, respectively.
© ISO 2022 - All rights reserved
75
Table F.l — Consumer's risk quality (in percent) for normal inspection: s-method
Code
letter
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1.5
2,5
4,0
6,5
53,0
52.3
56,4
39,5
36,5
39,9
54,1
26,4
24,5
27,1
41,4
51,2
16,7
is,a
17,7
27, a
36,a
44, a
11,7
10,7
11,8
18,7
24,8
30,7
41,4
34,5
B
n
B
F
7,37
6,97
7,73
12,2
16,2
20,0
27,6
4,54
5,01
7,96
10,7
13,1
18,0
22,6
29,4
3,11
2,86
3,18
5,09
6,78
8,41
11,5
14,5
18,7
24,3
22,0
H
K
I,
N
0,323
P
2,01
1,85
2,05
3,27
4,39
5,45
7,46
9,39
12,2
15,8
1,26
1,16
1,29
2,06
2,78
3,43
4,72
5,94
7,71
10,0
13,9
8,91
0,812
0,743
0,826
1,33
1,77
2,19
3,02
3,79
4,91
6,39
0,515
0,471
0,521
0,830
1,12
1,39
1,91
2,40
3,12
4,05
5,64
0,296
0,328
0,521
0,705
0,873
1,19
1,50
1,95
2,54
3,53
2,27
M
Q
0,207
0,190
0,211
0,336
0,453
0,562
0,766
0,968
1,26
1,63
R
0,119
0,132
0,209
0,284
0,352
0,481
0,605
0,768
1,02
1,42
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection. When the sample size exceeds the lot size the eonsumers’s risk will be greater than that given in the
table.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTE
©
5
C
re
re
I
TO
£
3
1
a.
10,0
4,96
G
The consumer's risk quality is the process fraction nonconforming at which 10 % of lots are expected to be accepted.
t/5
w O
on OJ
M sO
LL Ln
7r
lyQ
C
Key
o
Acceptance quality limit (in percent nonconforming]
60
O
t-i
■
N)
£0
O
©
55
c
Table F.2 — Consumer's risk quality (in percent] for normal inspection: a-method
Code
letter
i
≥
B
£
C
Acceptance quality limit (in percent nonconforming)
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
E
5
I
F
H
I
K
0,193
R
0,116
Key
10,0
62,7
35,4
35,5
40,2
50,1
22,2
23,7
27,3
42,2
55,3
15,4
16,7
26,4
37,9
47,2
10,2
10,3
11,4
18,1
24,6
32,6
43,0
6,59
7,34
11,0
15,9
20,3
29,1
35,0
4,50
4,30
4,85
7,85
10,7
13,2
19,2
23,7
30,2
2,76
2,77
3,12
5,07
6,79
8,33
12,0
15,1
19,4
24,9
1,98
1,80
2,04
3,18
4,39
5,45
7,54
9,76
12,6
16,2
22,3
14,2
1,20
1,15
1,25
2,05
2,78
3,43
4,72
6,16
7,95
20,2
0,738
0,807
1,32
1,78
2,18
3,02
3,94
5,05
6,55
9.06
0,510
0.469
0.510
0,021
1.11
1,30
1,91
2,40
3,20
4,13
5,73
0,311
0,284
0,317
0,523
0,696
0,865
1,19
1,55
2,00
2,59
3,59
0,184
0,206
0,330
0,448
0,562
0,768
0,990
1,29
1,66
2,30
0,131
0,204
0,202
0,352
0,400
0,616
0,003
1,04
1,45
N
P
6,5
52,fi
0,840
L
M
Q
4,0
51,2
7,59
G
■
2,5
17,0
D
£
1,5
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection. When the sample size exceeds the lot size the consumers’s risk will be greater than that given ill the
table.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH
Hie consumer’s risk quality is the process fraction nonconforming at which 10 % of lots are expected to he accepted.
Co
©
CD
GO
w Co
vO
o
cn GO
l_k
o
T
Ln
O
Hi
£
m
©
to
«o
Ol
KJ
to
to
Table F.3 — Consumer's risk quality (in percent) for tightened inspection: s-method
-J
co
Code
letter
O
Acceptance quality limit (in percent nonconforming]
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
2,5
4,0
B
53,0
52,3
36,5
39,9
26,4
24,5
27,1
41,4
16,7
is, y
17,7
27,8
36, y
10,7
11,8
18,7
24,8
30,7
n
F
11,7
7,37
6,97
7,73
12,2
16.2
20,0
27,6
4,96
4,54
5,01
7,96
10,7
13,1
18,0
24,9
2,86
3,18
5,09
6,78
8,41
11.5
15,9
21,5
19,3
G
H
3,11
K
I,
Key
0,116
2,05
3,27
4,39
5,45
7,46
10,3
14,0
1,29
2,06
2,78
3,43
4,72
6,52
8,85
12,2
7,85
0,743
0,826
1,33
1,77
2,19
3,02
4,17
5,68
0,471
0,521
0,830
1,12
1,39
1,91
2,64
3,58
4,97
0,32.3
0,296
0,328
0,521
0,705
0,873
1,19
1,66
2,25
3,11
0,207
0,190
0,211
0,336
0,453
0,562
0,766
1,06
1,44
2,00
0,119
0,132
0,209
0,284
0,352
0,481
0,666
0,906
1,25
8
R
1,85
1,16
0,812
N
Q
2,01
1,26
0,515
M
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection. When the sample size exceeds the lot size the consumers’s risk will be greater than that given in the
table.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTE
©
5
C
re
I
TO
£
3
1
a.
10,0
39,5
C
B
6,5
The consumer's risk quality is the process fraction nonconforming at which 10 % of lots are expected to be accepted.
Do
w O
v rs
cn OJ
M sO
LL Ln
7r
60
O
60
£0
t-i
■
O
©
55
c
Table F.4
Code
letter
i
≥
B
t£-
C
—
Consumer’s risk quality (in percent) for tightened inspection: cr-method
Acceptance quality limit (in percent nonconforming)
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
E
5
I
F
H
I
K
0,510
N
R
Key
0,115
35,5
40,2
22,2
23,7
27,3
42,2
15,4
16,7
26,4
37.9
32,6
10,2
10,3
11,4
18,1
24,6
6,59
7,34
11,0
15,9
20,3
29,1
4,50
4,30
4,85
7,85
10,7
13,2
19,2
26,0
2,76
2,77
3,12
5,07
6,79
8,33
12,0
16,7
22,1
1,98
1,80
2,04
3,18
4,39
5,45
7,54
10,7
14,4
19,7
12,5
1,20
1,15
1,25
2,05
2,78
3,43
4,72
6,75
9,10
0,738
0,807
1,32
1,78
2,18
3,02
4,31
5,83
7,99
0,469
0,518
0,821
1,11
1,38
1,91
2,72
3,67
5,05
3,16
0,311
0,284
0,317
0,507
0,696
0,865
1,19
1,71
2,30
0,193
0,184
0,206
0,330
0,448
0,562
0,768
1,10
1,47
2,03
0,116
0,131
0,204
0,282
0,352
0,480
0,684
0,924
1.27
P
Q
10,0
52,8
17,0
0,840
L
M
6,5
51,2
7,59
G
■
4,0
35,4
D
£
2,5
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection. When the sample size exceeds the lot size the consumers’s risk will be greater than that given in the
table.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH
The consumer’s risk quality is the process fraction nonconforming at which 10 % of lots are expected to he accepted.
Co
CD
w
K
o
©
VO
GO
cn GO
l_k
o
T
Ln
O
to to
3
£
m
©
to
to
Table F.5 — Consumer's risk quality (in percent) for reduced inspection: s-inethod
CO
o
Code
letter
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
L
M
N
1,26
52,3
56,4
61,1
39,9
54,1
60,8
26,4
23,9
24,5
27,1
41,4
51,2
59,4
16,7
15,0
15,0
17,7
27,0
36,0
44,0
55,7
11,7
10,5
10,7
11,8
18,7
24,8
30,7
41,4
47,2
7,37
6,85
6,97
7,73
12,2
16,2
20,0
27,6
31,0
37,8
4,96
4,48
4,54
5,01
7,96
10,7
1 3,1
1 0,0
20,3
24,9
29,4
2,84
2,86
3,10
5,09
6,70
0,41
11,5
13,0
15,9
18,7
12,2
2,01
1,82
1,85
2,05
3,27
4,39
5,45
7,46
8,45
10,3
1,16
1,16
1,29
2,06
2,78
3,43
4,72
5.31
6,52
7,71
4,91
0,812
0,745
0,743
0,826
1,33
1,77
2,19
3,02
3,40
4,17
0,515
0,473
0,471
0,521
0,830
1,12
1,39
1,91
2,15
2,64
3,12
K
0,297
0,296
0,320
0,521
0,705
0,073
1,19
1,35
1,66
1,95
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection. When the sample size exceeds the lot size the consumers's risk will be greater than that given in the
table.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH
©
5
C
r-:
I
TO
£
3
1
a.
10,0
49,2
Q
P
6,5
36,5
G
3,11
4,0
34,1
F
l<
2,5
53,0
E
II
1.5
39,5
8-D
Key
O
Acceptance quality limit (in percent nonconforming]
The consumer's risk quality is the process fraction nonconforming at which 10 % of lots are expected to lie accepted.
Do
w O
vo
on OJ
M sO
LL Ln
60
t-i
■
O
60
£0
O
3K
©
55
c
i
Table F.6
Code
letter
≥
B-n
t£-
b
—
Consumer's risk quality (in percent) for reduced inspection: a-method
Acceptance quality limit (in percent nonconforming)
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
G
5
I
H
■
K
4,50
I.
M
1,98
P
Q
0,510
R
0,292
1,5
2,5
4,0
6,5
10,0
51,2
48,5
52,8
62,7
63,3
31,0
35,5
40,2
58,1
62,0
22,2
22,9
23,7
27,3
42,2
55,3
61,1
17,0
14,5
15,4
16,7
26,4
37,9
47,2
56,8
48,5
10,2
9,61
10,3
11,4
18,1
24,6
32,6
43,0
7,59
6,71
6,59
7,34
11,0
15,9
20,3
29,1
32.5
39,0
4,30
4,30
4,85
7,85
10,7
13,2
19,2
21,4
26,0
30,2
19,4
2,76
2,69
2,77
3,12
5,07
6,79
8.33
12,0
13,7
16,7
1,73
1,80
2,04
3,18
4,39
5,45
7,54
8,86
10,7
12,6
7,95
1,20
1,18
1,15
1,25
2,05
2,78
3,43
4,72
5,54
6,75
0,840
0,743
0,738
0,807
1,32
1,78
2,18
3,02
3,47
4,31
5,05
0,467
0,469
0,510
0,021
1,11
1,38
1,91
2,16
2,72
3,20
0,284
0,317
0,523
0,696
0,865
1,19
1,36
1,71
2,00
N
Key
1,0
35,4
F
£
0,65
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection. When the sample size exceeds the lot size the consumers’s risk will be greater than that given in the
table.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH
The consumer’s risk quality is the process fraction nonconforming at. which 10 % of inis are expected to be accepted.
Co
©
w
vO
CD
°°
Co
o
'JT CO
l_k
T o
Ln
O t-x
CO
to K3
©
£
m
to
to
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Annex G
(informative)
Producer's risks
G.l The producer's risk for the s-method plans
The producer's risk is the probability of not accepting a given lot when the process fraction
nonconforming is equal to the AQL, i.e. 1 minus the probability of accepting a given lot when the process
fraction nonconforming is equal to the AQL.
For the s-mcthod, the producer's risk is given by the following Formula (G.l):
Vi/,-*)11’'"1
(G.l)
where
n
is the sample size,
P
is the AQL expressed as a fraction nonconforming,
k
is the s-method acceptance constant,
KP
is the upper p-quantile of the standard normal distribution
function of
KP >/n) 0 n-l and non-centrality
parameter 4nKp .
is
distribution
the non-central t-distribution with degrees of freedom
G.2 Tables for the producer’s risks for the s-method plans
Producer’s risks for the s-method plans of this document are given in Table G.l. Table G.3. and Table G.5
for normal, tightened, and reduced inspection, respectively.
G.3 The producer's risk for the a-method plans
For the a-method, the producer’s risk is given by by the following Formula (G.2):
0[ÿk-Kp)]
(G.2)
where
82
n
is the sample size,
P
is the AQL expressed as a fraction nonconforming,
k
is the cr-method acceptance constant,
Kr
is the upper p-quantile of the standard normal distribution,
0(.)
is the distribution function of the standard normal distribution.
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
G.4 Tables for the producer's risk for the er-method plans
for normal, tightened, and reduced inspection, respectively.
© ISO 2022 - All rights reserved
83
Table G.l
00
Code
letter
—
Producer's risk (in percent) for normal inspection: s-method
o
Acceptance quality limit (in percent nonconforming]
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1.5
2,5
B
7,46
ii,93
10,8
5,82
10,8
7,52
10,3
8,74
2,50
10,3
6,08
10,4
9.07
4,62
3,10
10,8
7,12
8,54
8,14
3,77
3,34
0,908
9,81
7,62
9,99
7,49
3,94
3.35
1,45
1,10
9,88
6,98
9,99
7,95
3,37
3,07
1.21
1,30
0,853
0,91
6,61
9,63
8,64
3,91
2,71
1,26
1,20
1,27
1,13
0,568
G
H
I,
5,79
9,08
7,54
3,99
3,14
0,891
1,12
1,01
1,48
6,29
8,16
7,54
3,78
3,51
1,24
0,891
1,08
1,37
1,05
0,787
9,01
6,54
8,99
6,77
3,51
3,12
1,39
1,19
0,685
1,23
6,26
9,48
7,30
2,97
2,98
1,20
1,43
1,07
0,803
0,741
0,09
6,12
9,15
7,08
3,60
2,55
1,18
1,27
1,42
1,44
0,462
0,759
N
P
9,16
9,45
8,76
M
Q
8,47
5,32
0,60
7,20
3,74
2,93
0,006
1,10
1,07
1,66
R
6,00
7,90
7,07
3,52
3,35
1,14
0,821
1,05
1,42
1,18
Key
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection. When the sample size exceeds the lot size the producers's risk will be greater than that given in the
table.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTE
©
5
C
re
ru
re
I
TO
£
3
1
a.
10,0
8,00
B
K
6,5
12,2
C
F
4,0
10,(3
n
The producer's risk is the probability of not accepting a given lot when the process fraction nonconforming is equal to the AQL.
00
w O
on OJ
M sO
LL Ln
7r
lyQ
60
O
60
£0
t-i
■
O
©
55
c
Table G.2
Code
letter
i
≥
B
t£-
C
—
Producer’s risk (in percent) for normal inspection: a-method
Acceptance quality limit (in percent nonconforming)
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
D
E
5
I
F
G
■
7,47
H
I
K
L
M
N
7,30
P
Q
7,06
R
4,89
Key
1,5
2,5
4,0
6,5
10,0
3,57
2,96
6,72
7.17
3.59
6,06
4,54
6,33
3,89
6,37
4,81
2,86
7,17
3,94
6,29
4,62
2,81
2,74
0,865
7,65
4,32
5,42
4,66
1,89
2,80
7,44
4,96
6,87
4,66
2,04
2,09
1,41
1,15
4,68
7,35
5,48
1,98
1,86
1,26
1,38
0,871
6,69
4,70
7,38
6,40
2,56
1,59
1,05
1,25
1,32
1,24
7,32
4,16
7,17
5,56
2,74
2,10
0,572
1,08
1,06
1,58
0,602
1,07
7,64
4,82
6,30
5,80
2,67
2,48
0,788
0,854
1,09
1,39
7,52
5,16
7,26
5,29
2,56
2,19
0,933
1,17
0,682
1,28
0,829
5,02
7,95
5,82
2,04
2,12
0,844
1,36
1.07
0,808
0,774
0,481
6,70
4,77
7,55
6,30
2,64
1,82
0,832
1,23
1,42
1,46
4,16
7,25
5,85
2,84
2,26
0,578
1,02
1,07
1,69
0,776
6,71
5.76
2,73
2.68
0,830
0,738
1,04
1,43
1,20
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection. When the sample size exceeds the lot size the producers's risk will be greater than that given in the
table.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH
The producer's risk is the probability of not accepting a given lot when the process fraction nonconforming is equal to the AQL.
Co
CD
°°
w Co
vO
cn o
©
GO
l_k
o
T
Ln
O r-a
to K3
OD
U1
£
m
©
to
to
CO
Table G.3
as
Code
letter
—
Producer's risk (in percent) for tightened inspection: s-method
O
Acceptance quality limit (in percent nonconforming]
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1.5
2,5
4,0
6,5
17,6
14,7
19,0
16,7
21,7
18,1
15,7
22,7
18,6
16,2
15,8
22,4
20,7
15,4
13,9
20,6
18,7
13,2
13,0
B
C
n
B
F
17,3
17,2
15,4
19,7
18,8
13,1
15,0
9,41
16,9
15,7
20,8
16,8
12,7
1 3,6
10,2
5,66
14,9
22,1
18,8
11,4
13,8
9,92
7,33
5,18
4,11
G
H
16,4
K
I,
16,1
N
15,7
8
Q
R
Key
12,4
15,1
14,3
20,7
19,0
12,5
11,6
9,13
6,21
6,13
13,1
20,5
18,4
1 3,7
13,8
7,85
6,26
5,82
6,19
5,00
16,5
14,2
18,7
18,1
12,6
14,8
9,52
4,65
5,34
15,9
15,0
20,5
16,3
12,3
13,8
10,7
6,36
3,84
4,76
14,5
21,8
18,2
11,2
13,9
10,1
7,75
6,00
3,38
4,86
M
14,5
13,9
20,5
18,7
12,4
11,5
9,18
6,35
6,64
12,9
20,4
18,1
13,5
13,8
7,80
6,33
6,01
6,68
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection. When the sample size exceeds the lot size the producers's risk will be greater than that given in the
table.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTE
©
5
C
re
re
I
TO
£
3
1
a.
10,0
The producer's risk is the probability of not accepting a given lot when the process fraction nonconforming is equal to the AQL.
Do
w O
v rs
cn OJ
M sO
LL Ln
7r
60
O
60
£0
t-i
■
O
3K
©
55
c
Table G.4
Code
letter
i
≥
B
t£-
C
—
Producer's risk (in percent) for tightened inspection: cr-method
Acceptance quality limit (in percent nonconforming)
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
0,40
0,65
1,0
1,5
E
5
I
F
H
I
13,0
K
N
R
Key
11,0
7,75
10,2
15,2
13,4
10,5
17,2
12,6
11,5
17,4
14,5
9,78
14,1
10,2
16,5
13,9
9,18
11,3
12,0
16,1
14,7
9,35
11,8
8,77
14,4
12,6
17,7
13,4
9,68
10,6
9,80
5,73
14,1
12,3
19,3
15,9
8,94
10,9
8,86
7,29
5,19
12,0
18,3
16,2
10,2
9,37
7,54
5,99
6,15
4,19
6,10
14,1
11.1
18,2
16,1
11,5
11,7
6,29
6,07
5,79
12,3
16,7
16,0
10,8
12,7
7,96
4,50
5,31
4,97
14,2
13,3
18,7
14,3
10,4
11,9
9,26
6,18
3,79
4,73
3,40
14,2
12,7
20,1
16,3
9,49
12,1
8,77
7,61
5,94
13,0
12,3
18,8
17,0
10,7
10,1
8,07
6,26
6,54
4,84
11,4
18,9
16,5
12,0
12,4
6,74
6,24
5,96
6,67
P
Q
10,0
12,5
14,7
L
M
6,5
8,17
14,3
G
■
4,0
13,6
D
£
2,5
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection. When the sample size exceeds the lot size the producers's risk will be greater than that given in the
table.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH
The producer's risk is the probability of not accepting a given lot when the process fraction nonconforming is equal to the AQL.
Co
CD
w
K
o
©
VO
GO
cn GO
l_k
o
T
Ln
O r-a
CO
Ol
to K3
©
£
m
to
to
Table G.5 — Producer's risk (in percent) for reduced inspection: s-method
CO
oo
O
Code
letter
Acceptance quality limit (in percent nonconforming]
0,01
0,015
0,025
0,04
0,065
0,10
0,15
1,0
1.5
4,92
4,28
3,18
3.30
3,37
3,38
2,67
3,22
0,25
0,40
0,65
2,5
4,0
3,77
2,70
3.29
3.91
0,257
2,65
3,69
4,52
2,05
0,041
3,08
4,33
3,41
0,571
0.1 59
3,30
3,98
3,67
1,18
0,655
0.017
3,80
2,87
0,915
0,544
0,082
0,214
8-D
E
F
G
II
N
2,36
2,70
3,10
4,34
3,23
0,838
0,573
0.112
0,338
0,290
2,28
2,84
3,77
3,20
0,978
0,421
0,092
0,256
0,379
0,353
2,81
2,45
2,38
3,69
3,08
1,03
0,557
0,072
0,273
0,370
1,27
2,49
2,35
2,53
3,09
2,68
0,849
0,581
0,087
0,184
0,325
1,01
2,26
2,57
3,40
2,34
0,822
0,503
0,107
0,272
0,235
1,08
0,685
2,09
2,14
2,36
3,56
2,66
0,631
0,457
0,084
0,309
0,333
Q
2,19
1,89
2,30
3,30
2,65
0,743
0,349
0,074
0,256
0,419
1,07
K
2,09
2,01
3,25
2,49
0,838
0,459
0,052
0,244
0,363
1,42
P
Key
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection. When the sample size exceeds the lot size the producers's risk will be greater than that given in the
table.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTH
©
5
C
r-:
I
TO
£
3
1
a.
10,0
2,67
L
M
6,5
2,97
l<
The producer's risk is the probability of not accepting a given lot when the process fraction nonconforming is equal to the AQL.
w 00
O
on oo
M sO
Ln
LL
7r
vo
60
O
60
£0
t-i
■
o
3K
©
55
c
Table G.6
≥
B-D
t£-
E
5
O-
Producer’s risk (in percent) for reduced inspection: tr-method
Code
letter
£
—
Acceptance quality limit (in percent nonconforming)
0,01
0,015
0,025
0,04
0,065
0,10
0,15
0,25
F
G
1,72
H
1,57
1,12
0,65
1,0
1,5
2,5
4,0
6,5
10,0
0,570
0,519
0,913
2,87
0,367
1,80
0,601
1,16
1,88
1,55
0,065
1,56
1,18
1,14
2,08
1,42
0,772
0,217
1,35
1,54
1,49
1,68
1,27
0,561
0,560
0,021
1,90
1,15
0,307
0,439
0,081
0,222
1,58
1,46
1,56
2,36
1,59
0,278
2,63
0,116
0,359
0,323
1,64
1,21
1,51
2,23
1,80
0,438
0,173
0,105
0,275
0,443
0,871
1,55
1,37
1,36
2,36
1,88
0,524
0,234
0,054
0,278
0,418
1,32
1,06
J
K
L
M
N
P
Q
R
Key
0,40
1,59
1,36
1,55
2,06
1,57
0,447
0,293
0,042
0,185
0,326
1,47
1,53
1,72
2,25
1,49
0,456
0,266
0,047
0,261
0,235
1,09
1,46
1,44
1,61
2,50
1,82
0,361
0,240
0,039
0,230
0,327
0,682
1,51
1,26
1,62
2,43
1,84
0,407
0,181
0,038
0,158
0,412
1,07
1,44
1,31
2,31
1,67
0,498
0,258
0,026
0,161
0,368
1,42
There is no suitable plan in this area; use the first sampling plan in the appropriate column.
If the sample size equals or exceeds the lot size, carry out 100 % inspection. When the sample size exceeds the lot size the producers's risk will
be greater than that given in the table.
There is no suitable plan in this area; use the last sampling plan in the appropriate column.
NOTE
The producer's risk is the probability of not accepting a given lot when the process fraction nonconforming is equal to the AQL.
Co
O
CD
to
w E7)
on o
l_k CO
o
5r
vO
On
O
to
03
vC
£
m
*
K)
©
to
ro
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Annex H
(informative)
Construction of acceptance diagrams for double specification
limits
H.l General
Earlier issues of this document contained standardized acceptance diagrams for combined control of
double specification limits. A realization that most users would want to have the particular acceptance
curves they need to use in an unstandardized form with the specification limits relevant to their
application, perhaps presented in a document to be agreed with the responsible authority and perhaps
supported by a spreadsheet to calculate results and plot results has led to a decision not to include these
standardized curves. It was decided that a software package to support use of the standard generally
(see Annex I) and guidance on how acceptance diagrams are drawn in this Annex would be provided.
H.2 s-method acceptance diagrams for double specification limits under separate
control
It is instructive to start with an acceptance diagram for double specification limits under separate
control. If the same AQL is applied to both limits then the sample size n and acceptance constant k will
be the same for both limits. The acceptance region is the union of the acceptance regions for the lower
and upper specification limits and can be constructed by drawing the lines
x = L+ks and x -U -ks
from s = 0 to their intersection at s=(U -L)/(2k) . Using the same sampling plan as 15.1 Example 4 i.e.
U = 84 mm, L = 82 mm, n - 5 and k= 0,550 we obtain the diagram below in figure H.l.
90
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
X
84
83,8
83,6
83,4
83,2
2
83
82,8
82,6
82,4
82,2
82
0
1,5
0,5
2 S
Key
x=L+ks
1
reject
x=U-ks
2
accept
Figure H.l
—
acceptance region, s-method, separate control
This standard presents sampling plans in two ways: the k method and the p* method with equivalent
acceptance criteria
Q=
x -L
U-x
≥ k or pL ≤ p * and Q ≥ k or Pjj ≤ p *
s
s
Note that Q is the slope of a line from the specification limits though x,s and k is the slope of the
acceptance boundary lines so the acceptance criteria can be thought of in terms of slopes; if Q is steeper
than k accept otherwise reject.
H.3 s-method acceptance diagrams for double specification limits under
combined control
The equivalence between the k and p* methods is provided by formulae in 8 d) 1)
PL=F
PU
BE77lÿ-1.|-1
-All
s
LI lx - L
maxi 0.
'2
2
J{max In 1 --11 U-x
j°,—
s
n-lJJ
yfn
\
n- 1 j
(H.l]
(H.2)
If ( x-L)/s is set to k in Formula (H.l) then the equation will yield pL = p* similarly if ( U -x)js in
Formula (H.2) is set to k then the equation will yield pu - p * . This means that for separate control all
along the lower acceptance boundary pL
© ISO 2022 - All rights reserved
= p* and all along the upper acceptance boundary
= p* .
91
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
At the apex pL+pu -2p * but this is alright because each specification limit is under separate control.
The relationship between k and p is obtained by inverting these cases:
CH.3)
Suppose now it is decided to put both specification limits under combined control and the acceptance
criterion becomes pL+ Py < p * . It is clear that the triangular acceptance region we had under separate
control has to be adjusted to exclude a region where the combined control acceptance criterion is not
met. This is done by using the relationship in Formula (H.3] to construct pairs of lines representing pK
and
py
'
=p - pL
x - L + k(n,pLÿs = L + kLs and x
= U - k (n,pf
-pL
Js =
U - kyS
The intersections of these pairs of lines are points (s,x) on the acceptance region boundary with
P = PL+PU =P where
s
U-L
kU+kL
and x
U kL +Lk(j
kU +kL
This is illustrated in Figure H.2 where three lines for pL = 0,p* /4,p* /2 corresponding to
Py = p*,3p * /4,p * /2 have been added. Note that the value of s where p* is shared equally between
pL and Py defines the maximum sample standard deviation (MSSD) that was used in previous issues of
this document in preliminary screening for unacceptable samples.
X
84
83,8
83,6
83,4
83,2
83
82,8
82,6
82,4
82,2
82
0
0,5
2 S
1,5
Key
x = L + ks
x
Figure H.2
—
= U - ks
acceptance region, s-method, combined control - construction lines
pL
=0,p*/4,p*/2andpu =p*,3p*/4,p*/2
The acceptance region for double specification limits under combined control is the union over
0 < pL ≤ p * of the triangular regions enclosed by the construction lines and the x axis. The boundary
92
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
of this region is the locus over 0 < pL ≤ p * of the points (s,x) . This is illustrated in Figure H.3 where
the acceptance region boundary has been added. Note that the horizontal scale has been adjusted.
X
84
83,8
83,6
83,4
83,2
:
2
83
/
82,8
7
82,6
82,4
82,2
82
0
0,2
0,4
1,2 S
0,8
0,6
Key
acceptance region
boundary
Figure H.3
—
1
reject
2
accept
acceptance region, s-method, combined control with construction lines
p, =0,p*/4,p*/2 and py = p*,3 p * / 4,p * / 2
The acceptance diagram can be completed as shown in Figure H.4 by removing the construction lines
and the sample mean and sample standard deviation for the data in the example can be plotted. The
sample mean and sample standard deviation are within the accept region agreeing with the result of
the numerical procedure in 15.1.
X
84
83,8
83,6
83,4
83,2
2
83
82,8
82,6
82,4
82,2
82
0
0,2
0,4
0,6
0,8
1,2 S
Key
Figure H.4
—
acceptance region boundary
1
reject
sample
2
accept
Acceptance region, s-method, combined control with sample mean and standard
deviation
© ISO 2022 - All rights reserved
93
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
H.4 cr-method - determination of combined specification limits acceptance
criteria
The first step in setting up any cr-method sampling scheme is to establish a value of the process
standard deviation that can be considered to be known. See JL3. This is best done by collecting data
over time, maybe whilst using the s-method, and using Statistical Process Control [see References [12]
and [14]) to assess whether this assumption can be justified. If the standard deviation is under control,
i.e. there is no more variation in it than can be explained by sampling variation, then an estimate of the
Next, for the use of combined specification limits the question of process capability arises i.e. is the
estimated process standard deviation sufficiently small to allow for the possibility, but not the certainty
of lots drawn from the process being acceptable. This uncertainty arises from the possibility that the
means of lots may be too high or too low to allow acceptance. Table 11 gives values fG for maximum
process standard deviation (MPSD) to help make this determination e.g. in paragraph 15.2 Example 3
the AQL is 1,5 % and the specification limits are 520±50 £2 .
“
= 0,205 6 and multiplying this by U - L=100 gives 20,56 ft as a MPSD. Since the known value of sigma
given in the example is 18,5 ft it is concluded that there is the possibility of lots being acceptable.
Acceptance sampling using the cr-method can therefore begin.
The calculation of the MSSD relevant to the s-method is described earlier and defines the maximum
point on the acceptance region for an s-method combined double specification limit acceptance region.
It should be noted that the calculation of the MPSD is quite different and it does not define the maximum
point on an acceptance diagram in the same way. It will instead usually truncate the acceptance
diagram that could be drawn for the a-method. The MPSD is calculated on the basis that since the value
of a is known and the minimum fraction defective that can possibly be obtained from such a process
will be when the mean is midway between the specification limits the process capability can be
assessed by noting whether the area under a standardized normal distribution beyond z=±(U-L) la
is greater than the AQL. If it is the process may be rejected without sampling. This criterion can be
rewritten as:
reject the process if -0-1
AQL
2
l>
U-L
2a
where 0 l is the inverse of the distribution function of the standardized normal distribution. So for
AQL = 1,5 % = 0,015 as a fraction and with U= 1 and L- 0 we get:
1
2,434>—
la
=>
1
fa = 2x2,434 = 0,2056
It is not necessary to draw an acceptance diagram to determine cr-method acceptance criteria but
may be useful to determine actions to adjust a process where the sample is close to being rejected.
The acceptance region is constructed in the same way as that for the s-method except the equivalence
between the k-method and p*-method is provided by formulae in 8 d) 2):
L-x
h=«-
94
n
n -1
(H.4)
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
x-U
Pu =*
o
n
n- 1
(H-5)
and the relationship between k and p* is obtained by inverting these:
[H.6)
The triangular acceptance region for separate control, together with three pairs of construction lines
for pL = 0,p* /4,p* /2 corresponding to py = p*,3p * /4,p * /2 is shown Figure H.5.
X
570
560
550
540
530
520
510
500
490
480
470
10
0
15
25
20
30 O
Key
x = L+ks
x-U-ks
Figure H.5
region, a
combined control - construction lines
— acceptance
*
O.p*
and
2
*/ 2
p,
pu = p*,3 p * /
/
/
-method,
-
4.p
4,p
Although in principle the normal distribution has an infinite interval (-00,00) in practice it should be
limited in computer arithmetic to approximately (-8,29,8,29) where 8,29 is the point at which the
distribution function of the standardized normal distribution becomes 1 and this should be used when
the formulae use p = 0 .
As for the s-method the acceptance region is the union over 0 ≤ pL ≤ p* of the triangular regions
enclosed by the construction lines and the x axis. The acceptance region boundary is the locus over
0 ≤ pL ≤ p* of the points (<T,x) . For both the acceptance region and its boundary points that are
beyond the MPSD are excluded. This is illustrated in Figure H.6 where the acceptance region boundary
is shown with the points outside and in Figure H.7 where the acceptance region boundary is shown
with these points excluded.
© ISO 2022 - All rights reserved
95
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
X
570
560
550
540
530
520
510
500
2
490
480
470
0
10
15
20
25
30 O
Key
acceptance region boundary
Figure H.6
—
1
reject
2
accept
Acceptance region MPSD included, a -method, combined control with construction
lines pL = 0, p * j 4, p * / 2 and pv = p*. 3 p * / 4, p * / 2
X
570
560
550
540
530
520
510
500
490
2
480
470
0
10
15
20
25
30
a
Key
acceptance region boundary
= L + kLs
x = U + kvs
x
1
reject
2
accept
Figure H.7 — acceptance region MPSD excluded, a -method, combined control with construction
lines pL = 0,p */ 4,p*/ 2 and p0 = p*, 3 p * / 4,p*/ 2
The acceptance diagram can be completed as shown in Figure H.8 by removing the construction lines
and plotting the sample mean and known standard deviation for the data in the example. The sample
mean and known standard deviation are within the accept region agreeing with the result of the
numerical procedure in 15.2. However, there is value in a graphical approach in that is readily seen that
the sample mean of the lot under consideration is low and the known value of sigma is not far short of
96
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
the process capability limit MPSD. This shows that an effort to adjust the mean and reduce the process
standard deviation might be rewarded.
X
570
560
550
540
*
530
520
510
500
490
480
470
'i
2
0
5
10
15
20
25
30 O
Key
acceptance region boundary
sample
Figure H.8
— acceptance region,
1
2
reject
accept
c-method, combined control with sample mean and standard
deviation
With this particular sampling plan we can also illustrate the accuracy of the approximate method, in
7 c) 3), that uses separate limits. The known value of a and the separate limits are shown in Figure H.9.
It can be seen that this is a reasonable assumption. There some sampling plans in the tables where
truncation does not occur e.g. reduced inspection and small AQLs. If <7 >0,75(7m ix and either <?L or Qu
is close to k the sample values (<7,x) have to plotted on the acceptance region to make the correct
acceptance decision.
© ISO 2022 - All rights reserved
97
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
X
550
T
I
540
I
530
--
I
_
2
520
I
+
510
I
T
I
500
1
490
16
17
19
20
21 O
acceptance region boundary
U-kcr
1
reject
sample
L-kcr
2
accept
18
Key
o
Figure H.9
—
acceptance region, cr-method, combined control with sample mean and standard
deviation and separate limits
H.5 standardized acceptance diagrams for double specification limits under
separate control
Standardized acceptance diagrams for the s-method are constructed by following the process in H.3
_
using the standardized variables (s$ ,xs ) where
ss
£
—
— and xs
=ÿ
x-L
. For the example above this
U-L
produces the standardized acceptance region shown in Figure H.10.
98
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
X
1
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
2
0,1
0,2
0,4
0,3
0,5
0,6 S
Key
acceptance region boundary
sample
Figure H.10
—
1
2
reject
accept
standardized acceptance region, s-method, combined control with sample mean
and standard deviation
Standardized acceptance diagrams for the s-method are constructed by following the process in H.4
x-L
. For the example above
using the standardized variables (crÿ,Fs) where <7S =
and xs =
U —L
U-L
this produces the standardized acceptance region shown in Figure H.ll.
°
X
1
0,9
.
0,8
I
0,7
0,6
+
1
■
.1
I
0,5
0,4
0,3
I
0,2
-
0,1
0
0
0,05
0,1
0,15
0,2
0,25
0,3 <7
Key
acceptance region
boundary
sample
a
Figure H.ll
—
U-ka
L~ka
1
reject
2
accept
standardized acceptance region, cr-method, combined control with sample mean
and standard deviation and separate limits er5 = 0,185
© ISO 2022 - All rights reserved
99
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
H.6
Spreadsheet implementation
Whilst the software that supports the use of this standard is an R package [see Annex I), most
spreadsheets have functions that enable acceptance diagrams to be constructed. To illustrate this we
give the Microsoft Excel formulae for [H.3) and (H.6).
fH.3! corresponds to (l-2*BETA.INV(phat;n/2-l;n/2-l)*(n-l)/SQRT(n)
where phat and n are cells containing these numbers. With n - 5 and p
k = 1,034 to 3 significant figures.
= 0,307 4/2 i.e. p*/2 we obtain
The MSSD for the sample in 15.1 Example 4 can be calculated by dividing twice this value into ( U - L),
which for the standardized limits (0,1) gives 0,484 to 3 significant figures.
(1U) corresponds to -NORM.INV(phat;0;l)*SQRT((n-l)/n))
Where phat and n are cells containing these numbers. With n - 19 and p
1,975 to 3 significant figures.
- 0,021 2 i.e. we obtain k =
The maximum intersection point on the construction lines for combined control for the sample in 15.2
Example 3 can be calculated by dividing twice this value into (1/ - L), which for the standardized limits
(0,1) equals 25,31 n to 3 significant figures matching the value in Figure H.5 but as noted the acceptance
region is truncated at MPSD = 20,56 II.
100
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Annex I
[informative)
Use of the underlying software
This annex describes the use of the software that supports the use of this standard. The software is
informative and therefore not a requirement for the use of this standard. The software is available on
https://standards.iso.org/iso/3951/-l/ed-3/en/.
The user should execute the steps from the document itself, get confidence intervals for the lot fraction
nonconforming, plot and export OC-functions. Furthermore, the consumer’s risk quality (CRQ) and the
producer's risk [PR) can be calculated for all the sampling plans presented in this standard. For the case
with two specification limits and unknown a, the software can calculate the acceptance curve for a
given sampling plan. All examples given in this annex refer to the Examples in Clause 15.
Therefore, an R [a language and environment for statistical computing) package to implement this
document is presented.
1.1
Execution of the standard
The function IS03951_1 provides the decision on whether a lot with given measured values X; can be
accepted or not.
Accordingly, the function calculates at first the sample mean and the sample standard deviation from
the measured values and then the acceptance curve for the case with two specification limits and
unknown a and the quality statistic
and/or for the other three cases. Afterwards the acceptance
curve and the corresponding point (x, s) are plotted or a result of the following kind is given:
"The quality statistic Q = 1,616 9 is greater or equal then the acceptance constant k = 1,426, therefore
the lot is accepted.”
Table 1.1 — Function IS03951_1
IS03951_l(n, k, L = NA, U = NA, sMcthod, x, s=NA, sigma = NA, f_sigma = NA)
Arguments
n
k
L
U
sMethod
x
s
sigma
f_sigma
Output
Text prompt
© ISO 2022 - All rights reserved
Sample size.
Acceptance constant.
Lower specification limit. Default value: NA for no lower limit.
Upper specification limit. Default value: NAfor no upper limit.
Logical value indicating whether the standard deviation is unknown (True) or
stable and known (False).
Vector with all measured values. If the sample mean x and the sample standard
deviation s have been calculated already, simply setx = x and s = s (see below).
Sample standard deviation, if already calculated. Default value: NA to calculate s
from the measurements x.
Known standard deviation (only for the method with known standard devia¬
tion).
Value for the maximum process standard deviation (only for the method with
known standard deviation).
Whether the lot can be accepted and the relevant calculated values
101
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Table 1.1 (continued)
Values
List with:
the sample size, n;
the acceptance constant, k;
the quality statistics (for all cases except the cases with unknown a and two
spec, limits);
the estimated and the maximum fraction nonconforming; and
the calculated value of 0max (for the case with known crmax and two spec, limits).
Examples
s-Method, lower specification IS03951_l(n=28, k=2.580, L=4. sMethod=T, x=c(6.95,6.04,6.68,6.63, 6.65,6.52,6
.59,6.40, 6.44, 6.34, 6.04, 6.15,6.29, 6.63, 6.44, 7.15,6.7,6.59,6.51, 6.8, 5.94, 6.35,
limit
7.17, 6.83, 6.25, 6.96, 7.0, 6.38)j
s-Method, upper specifica¬
tion limit
S-Method, two specification
IS03951_l(n=13, k=1.426, U=60, sMethod=T, x=c(53, 57, 49. 58. 59. 54, 58, 56, 50,
50, 55, 54, 57))
1S03951_1 (n=5, k=0.550, L=82, U=84, sMethod=T, x=c(82.4,82.2,83.1,82.3))
limits
o-Method, lower specifica¬
tion limit
IS03951_l(n=ll, k=2.046, L=400, sMethod=F, x=c(431, 417, 469, 407, 450, 452,
427, 411, 429, 420, 400), sigma=21)
a-Method, upper specifica¬
tion limit
o-Method, two specification
IS03951_l(n=51, k=2.337, U=20, sMethod=F, x=c(15,8), sigma=l,42)
limits
lS03951_l(n=19, k=1.677, L=470, U=570, sMcthod=F, x=c(515, 491, 479, 513, 521,
536, 483, 509, 514, 507, 484, 526, 532, 499, 530, 512, 492, 522, 488), sigma=18,5,
f_sigma=0.205 6)
1.2
Operating characteristic functions
Annex E gives some tabulated values of the OC function for single sampling plans with unknown cr.
Since the amount of space in this standard is limited and there are four different OC functions (known
and unknown 6 , one and two specification limits), it is not possible to present all OC charts and values.
Since this standard uses only the sampling plans for one specification limit, one needs to set only
one specification limit in both cases, since the OC functions for two spec, limits are not used in this
document.
The function OC calculates values of the corresponding OC for given process qualities p . Furthermore,
the OC chart is plotted and can he exported to the working directory in form of a picture or a pdf-file.
Table 1.2
—
Function OC
OC(n, k, sMethod, L=NA, U=NA, sigma=NA, p = c(0.99, 0.95, 0.9, 0.75, 0.5, 0.25,
0.1, 0.05, 0.01), output "no_output", plot=T)
=
Arguments
n
k
sMethod
L
U
sigma
P
102
Sample size.
Acceptance constant.
Logical value indicating whether the standard deviation is unknown (True) or
stable and known (False).
Lower specification limit. Default value: NA for no lower limit.
Upper specification limit. Default value: NA for no upper limit.
Known process standard deviation (for the sigma-method).
Vector of probabilities to calculate the OC-values. Default value: c(0.99, 0.95, 0.9,
0.75, 0.5, 0.25, 0.1, 0.05, 0.01).
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Table 1.2 (continued)
Output
Output
Values
Files
Examples
s-Method, lower specification
limit
s-Method, upper specification
Specify a filetype to save a plot of the OC in your working directory, possibilities: "PDF", ’’JPEG", "PNG". Default value: "no_output". _
Matrix with the two columns p and OC(p), calculated from the given values of p.
Plot of the OC as a PDF, JPEG or PNG, if demanded.
OC(n=28, k=2.580, L=4, sMethod=T, output="PDF")
OC(n=13, k=1.426, U=60, sMethod=T, output="JPEG"J
limit
s-Method, two specification
limits
OC(n=5, k-0.550, L=82, U-84, sMethod-T, output="PNG")
0-Method, lower specification OC(n=ll, k=2.046, L=400, sMethod=F, sigma=21, p=seq(0,l, by=0,l))
limit
0-Method, upper specification OC(n=51, k-2.337, U-20, sMethod-F, sigma-1,42)
limit
o-Method, two specification
OCfn-19, k=1.677, L-470, U=570, sMethod=F, sigma=18.5)
limits
1.3
Confidence intervals
The functions confint calculates one-sided and two-sided confidence interval for the fraction
nonconforming based on the Lieberman-Resnikoff OC functions, which means that the fraction
nonconforming pL p(l or pL (/ are overlapped by the given confidence interval with the probability y. The
confidence intervals are only informative and have no normative meaning.
Since the intervals depend on the sample mean and the specification limits, it is not feasible to present
the boundaries of the intervals in tables in this document.
Table 1.3 — Function confint
conflntfn, k, x_bar, s, L=NA, U=NA, sMethod, gamma=0.95)
Arguments
n
k
x_bar
s
L
U
sMethod
gamma
Output
Sample size.
Acceptance constant.
Sample mean.
Sample standard deviation or the known process standard deviation.
Lower specification limit. Default value: NA for no lower limit.
Upper specification limit. Default value: NA for no upper limit.
Logical value indicating whether the standard deviation is unknown (True) or
stable and known (False).
Confidence level. Default value: 95 %.
List with the three intervals with a lower boundary, an upper boundary and
two (non-trivial) boundaries.
Examples
s-Method, upper specification confint(n=13, k=1.426, x_bar=54.615 38, s=3.330 127, U=60, sMethod=T)
limit
s-Method, two specification
confint(n=3, k=0.95, x_bar=3.5, s=7.435 725, L=-10, U=10, sMethod=T)
limits
o-Mcthod, lower specification confint(n=ll, k=2.046, x_bar=428.454 5, s=21, L=400, sMethod=F)
limit
© ISO 2022 - All rights reserved
103
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Table 1.3 (continued)
c-Method, two specification
limits
confint (n=19, k=1.677, x_bar=508.052 600, s=18.5, L=470, U=570, sMethod=F)
Consumer's risk quality and the producer's risk
1.4
The following definitions of the CRQ and the PR, along with some tabulated values are given in the
Annexes E and F:
"For a given sampling plan, the consumer’s risk quality is the process quality for which the probability
of accepting a given lot is 10 %.”
"The producer’s risk is the probability of not accepting a given lot when the process fraction
nonconforming is equal to the AQL, i.e. 1 minus the probability of accepting a given lot when the process
fraction nonconforming is equal to the AQL.”
The function risk calculates the CRQ and the PR based on the corresponding operating characteristic
Function for a given sampling plan.
Since this document uses only the sampling plans for one specification limit, one needs to set only one
specification limit in both cases, since the sampling processes with one and two specification limits
have the same CRQ and PR.
Table 1.4
—
Function risk
risk(n, k, sMethod, sigma=NA, L - NA, U = NA, aql, lq = 0.1)
Arguments
n
k
sMethod
sigma
L
U
aql
lq
Output
Values
Examples
s-method, normal insp. with
AQL = 10 % and code letter B
o-method, normal insp. with
AQL 2,5 % and code letter C
a -method, normal inspection
with AQL = 1,5 % and code
letter I
Sample size.
Acceptance constant.
Logical value indicating whether the standard deviation is unknown (True) or
stable and known (False).
Known process standard deviation (for the case with known sigma and two
specification limits).
Lower specification limit. Default value: NA for no lower limit.
Upper specification limit. Default value: NA for no upper limit.
Acceptance quality limit (in fraction nonconforming).
Limiting quality. Default value: 0.1 (for all sampling plans in this document).
List with the values of the Consumer's Risk Quality and the Producer’s Risk.
risk(n=4, k=0.586, sMethod=T, L=0, aql=0.1)
risk(n=3, k=1.115, sMethod=F, L=0, aql=0.025)
=
1.5
risk(n=19, k=1.677, sMethod=F, U=570, aql=0.015, sigma=18.5)
Constructing the acceptance curve for the case with two specification limits
and the s-method
For the case with two specification limits and unknown a one can only give the boundary of acceptance
region to check whether a lot can be accepted. A lot with sample mean x and sample standard deviation
s is therefore accepted if the point ( x,s ) lies under the acceptance curve.
104
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
The function accCurve calculates the acceptance region for two specification limits and unknown
standard deviation for a given sampling plan [n, k).
Table 1.5
—
Function accCurve
accCurve(n, k, L = 0, U = 1, compl
= T, onlyC = F, nPoints = 10A4, plot = T)
Arguments
n
Sample size.
k
Plot
Acceptance constant.
Lower specification limit. Default value: 0 to get a curve that can be easily
transformed to fit any specification limit.
Upper specification limit. Default value: 1 to get a curve that can be easily
transformed to fit any specification limit.
Logical value indicating whether the whole or the half curve (with L<=
x<=(L+U)/2] should be constructed.
Logical value indicating whether only the non-linear part of the curve
(L+delta<=x<=U-delta) should be constructed. Can be combined with compl
(set compl=F, onlyC=T) to get only the half of the nonlinear part (L+delta<=x<=(L+U)/2).
Number of support points for the curve and the lines.
Logical value indicating whether the curve should be plotted.
Output
Values
Matrix with the x- and y-values of the acceptance curve.
L
U
Compl
onlyC
nPoints
Examples
Curve for the code letter E, aql m <- accCurve(n=13, k=1.475, compl=F)
= 2.5 % and normal inspec¬
tion:
The curve with x_bar ranging m <- accCurve(n=186, k=2.03l, L=5, U-10]
from L to U for the code letter
N, aql = 1 % and normal in¬
spection:
© ISO 2022 - All rights reserved
105
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
Bibliography
—
MSA. AIAG, Michigan,
[1]
AUTOMOTIVE INDUSTRY ACTION GROUP. Measurement Systems Analysis
Fourth Edition, 2010
[2]
BOTHE D.R., 1997. Measuring process capability, New York: Irwin - McGraw-Hill.
[3]
COCHRAN W.G., 2007. Sampling Techniques. 3rd Edition. New York: Wiley.
[4]
DUNCAN A. J., 1986. Quality Control and Industrial Statistics, New York: Irwin - McGraw-Hill.
[5]
GOB R. 2001. Methodological Foundations of Statistical Lot Inspection, pp. 3-24, In: Lenz, HJ.
and Wilrich, P.-Th. [Editors], Frontiers in Statistical Quality Control 6, Physica-Verlag. Heidelberg:
New York.
[6]
ISO 80000-2:2019, Quantities and units
[7]
ISO 2854, Statistical interpretation of data
and variances
[8]
ISO 28590:2017, Sampling procedures for inspection by attributes
series of standardsfor samplingfor inspection by attributes
[9]
ISO 5479:1997, Statistical interpretation of data
[10]
ISO 16269-3, Guide to statistical interpretation
normal distribution
[11]
ISO 16269-4:2010, Statistical interpretation of data
[12]
ISO 5725-2, Accuracy (trueness and precision) of measurement methods and results
Part 2:
Basic method for the determination of repeatability and reproducibility of a standard measurement
method
[13]
ISO 7870-1:2019, Control charts
[14]
ISO 7870-2:2013, Control charts
[15]
ISO 10576-1:2003, Statistical methods Guidelinesfor the evaluation of conformity with specified
requirements Part 1: General principles
[16]
Capability and performance
ISO 22514-2:2017, Statistical methods in process management
Part 2: Process capability and performance of time-dependent process models
[17]
CHAN Tony F., LEWIS John Gregg, Computing Standard Deviations: Accuracy. Communications
of the ACM, September 1979, Volume 22, Number 9, pp 526-531.
[18]
LIEBERMAN G. J. RESNIKOFF G. J., Sampling plans for inspection by variables. In: Journal of the
American Statistical Association 50. 1955, pp. 457-516.
[19]
MELGAARD H. THYREGOD P. Acceptance sampling by variables under measurement uncertainty,
2001, pp. 47-57, In; Lenz, HJ, and Wilrich, P,-Th, pp. 47-57. Frontiers in Statistical Quality Control
6, Physica-Verlag, Heidelberg: New York.
[20]
MONTGOMERY D.C., Introduction to Statistical Quality Control, 6th Edition. 2009, New York: John
Wiley & Sons.
[21]
—
Part 2: Mathematics
—
Techniques of estimation and tests relating to means
—
—
Introduction to the ISO 2859
Testsfor departurefrom the normal distribution
of data
—
—
Part 3: Tests for departure from the
Part 4: Detection and treatment of outliers
—
—
RESNIKOFF
G.J.
—
—
Part 1: General guidelines
Part 2: Shewhart control charts
—
—
—
LIEBERMAN G.J., Tables of the Non-Central t-Distribution. 1966, California:
Stanford University Press.
106
© ISO 2022 - All rights reserved
BS ISO 3951-1:2022
ISO 3951-1:2022(E)
[22]
SCHILLING E.G., NEUBAUER, D.V., Acceptance sampling in quality control, 2nd Edition. 2009, USA:
CRC Press.
[23]
STEPHENS K. S., The handbook
Press.
of applied acceptance sampling. 2001, Milwaukee: ASQ Quality
[24]
WILRICH P.-TH, Single sampling plans for inspection by variables in the presence of measurement
error. All. Stat. Arch. 2000, pp. 239-250
[25]
R Foundation for Statistical Computing [online database]. Available from http://www.R-project
.org [viewed 17 September 2020].
© ISO 2022 - All rights reserved
107
NO COPYING WITHOUT BSI PERMISSION EXCEPT AS PERMITTED BY COPYRIGHT LAW
British Standards Institution (BSI)
BSI is the national body responsible for preparing British Standards and other
standards-related publications, information and services.
BSI is incorporated by Royal Charter. British Standards and other standardization
products are published by BSI Standards Limited.
About us
Reproducing extracts
We bring together business, industry, government, consumers, innovators
and others to shape their combined experience and expertise into standards
-based solutions.
For permission to reproduce content from BSI publications contact the BSI
Copyright and Licensing team.
The knowledge embodied in our standards has been carefully assembled in
a dependable format and refined through our open consultation process.
0rgari7ations of all sixes and across all sectors choose standards to help
them achieve their goals.
Information on standards
We can provide you with the knowledge that your organization needs
to succeed. Find out more about British Standards by visiting our website at
bsigroup.corn/stardards or contacting our Customer Services team or
Knowledge Centre.
Buying standards
You can buy and download PDF versions of BSI publications, including British and
adopted European and international standards, through our website at bsigroup.
com/shop, where hard copies can also be purchased.
If you need international and foreign standards from other Standards Development
Organizations, hard copies can be ordered from our Customer Services team.
Copyright in BSI publications
All the conLent in BSI publications, including Britis'i Standards, is the property
of and copyrighted by BSI or some person or entity that owns copyright in the
information used (such as the international standardization bodies} and has
formally licensed such information to BSI for commercial publication and use.
Save for the provisions below, you may not transfer, share or disseminate any
portion of the standard to any other person. You may not adapt, distribute,
commercially exploit or publicly display the standard or ary portion thereof in any
manner whatsoever without BSI's prior written consent.
Storing and using standards
Standards purchased in soft copy format:
•
A British Standard purchased in soft copy format is I icensed to a sole named
user for personal or internal company use only.
•
The standard may be stored on more than one device provided that it is
accessible by the sole named user only and that only one copy is accessed at
any one time.
•
A single paper copy may be printed for personal or internal company use only.
Standards purchased in hard copy format:
•
A British Standard purchased in hard copy format is for personal or internal
company use only.
•
It may not he further reproduced - in any format - to create an additional copy.
This includes scanning of the document.
If you need more than one copy of the document, or if you wish to share the
document on an internal network, you can save money by choosing a subscription
product (see 'Subscriptions'),
bsi
Subscriptions
Our range of subscription services are designed to make using standards
easier for you. For further information on our subscription products go to bsigroup.
com/subscriptions.
With British Standards Online (BSOL) you'll have instant access to over 55,000
British and adopted European and international standards from your desktop.
It's available 24/7 and is refreshed daily so you'll always be up to date.
You can keep in touch with standards developments and receive substantial
discounts on the purchase price of standards, both in single copy and subscription
format, by becoming a BSI Subscribing Member.
PLUS is an updating service exclusive to BSI Subscribing Members. You will
automatically receive the latest hard copy of your standards when they're
revised or replaced.
To find out more about becoming a BSI Subscribing Member and the benefits
of membership, please visit bsigroup.com/shop.
With a Multi-User Network Licence (MUNL) you are able to host standards
publications on your intranet. Licences can cover as few or as many users as you
wish. With updates supplied as soon as they're available, you can be sure your
documentation is current. For further information, email cservices@bsigroup.com.
Revisions
Our British Standards and other publications are updated by amendment or revision.
We continually improve the quality of our products and services to benefit your
business, ir you find on inaccuracy or ambiguity within a British Standard or other
BSI publication pease inform the Knowledge Centre.
Useful Contacts
Customer Services
Tel: +44 .545 086 9001
Email: cservices@bsigroup.com
Subscriptions
Tel: +44 845 086 9001
Email: subscripttons@bsigroup.com
Knowledge Centre
Tel: +44 20 8996 7004
Email: knowledgecentre@bsigroup.com
Copyright & Licensing
Tel: +44 20 8996 7070
Email: copyright@bsigroup.corn
BSI Group Headquarters
389 Chiswick High Road London W4 4AL UK