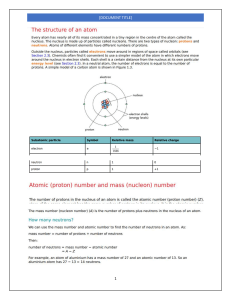
JOB PROCEDURE FOR FABRICATION & ERECTION PROCEDURE NO: TANK PROJECT : JOB NO. : OWNER : PMC : EPC : CRUDE STORAGE TANKS INCLUDING TANKPADS AND ASSOCIATED CIVIL WORKS Issued for Review & Approval Prepared By Date Checked By Description CONTENTS Page 1 of 24 Reviewed By Approved By 01 PURPOSE 02 SCOPE 03 REFERENCE CONTROLLING SPECIFICATION 04 INCOMING MATERIALS SPECIFICATION & VERIFICATION 05 WELDING FILLER MATERIALS 06 MATERIALS AND FABRICATION REQUIRMENTS 07 ERECTION 08 INSPECTION AND TESTING ANNEXURE - I : HYDROTEST ANNEXURE - II : OIL CHALK TEST ANNEXURE – III : RF PAD PNEUMATIC TEST ANNEXURE – IV : VACUUM BOX TEST PROCEDURE ANNEXURE – V : CALCULATION FOR NUMBER OF JACKS 09 1.0. HEALTH, SAFETY & ENVIRONMENT PURPOSE The purpose of this procedure is to provide guidelines for the construction of Crude Storage Tanks including Tank pads and associated civil works at Rajasthan Refinery Complex at Pachpadra (Package-5) 2.0 SCOPE This procedure covers detailed activities for fabrication, erection, testing & painting of the floating roof tanks. All the task/ activities need to be carried out with utmost care with good workmanship and in accordance with the relevant specifications to achieve satisfactory completion of the work. Page 2 of 24 3.0. REFERENCE DOCUMENTS The following codes and standards shall be followed, as applicable. a) Job specification for storage tanks, B224-323-80-43-SP-6004 REV. A b) Standard specification for weld able structural quality steel plates for storage tanks and vessels: 6-120014 Rev 06 c) Standard specification for storage tanks: 6-13-0053 Rev 07 d) Shop & field painting: B224-000-79-41-PLS-01 e) Bureau of Indian standards: IS803, IS875(Part3), IS2007, IS2008, IS1893 f) API standards: API650, API620, API STD2000, API RP2003, API RP545 g) ASME Sec II Part A, Part C ASME Sec V, ASME Sec IX – Latest Edition. 4.0. RESPONSIBILITIES AND AUTHORITIES The responsibility and authorities for the execution of Construction of storage tanks are as per following matrix: Resident construction manager. Shall report to project manager at H.O. responsibility to provide all resource required at site to implement / execute this activity. Lead Discipline Engineer. Shall report to Resident Construction Manager. Responsible for overall implementation and coordination of all the discipline activities and monitoring the activities. Site Engineer. Shall repot to the Lead Discipline Engineer responsible to execute the jobs as per contract specifications and approved “inspection and test plans (ITP’)” Lead QA/QC Engineer. Shall report to “Resident Construction Manager”. Responsible for Implementation of approved “Quality Assurance Plan:’ “Inspection & Test Plan” Page 3 of 24 5.0. Lead Welding/ NDT Engineer. Shall report to “Resident Construction Manager” Responsible for all welding and NDT works involved in the site activities including establishing the welding and NDT procedure as required. Inspector. (Mechanical) Shall report to Lead QA/QC Engineer Responsible to inspect/ check/ verify the activities as per approved ITP’s. Inspector. (Welding) Shall report to “Lead welding/NDT Engineer”. Responsible for carrying out regular inspection of welding works and preparation of inspection reports. Safety Officer. Shall report to Resident Construction Manager Responsible for overall implementation of health, safety, security and environment (HSSE) Management system of the project. Safety Steward/ Supervisor. Shall report to “Safety Officer” Responsible to ensure safe working of the personal involved in this activity. PERSONNEL TO BE DEPLOYED Deployment of personnel/ manpower shall be a per the approved organization chart and as per the contractual requirements as a minimum. 6.0. ABRIVATIONS, TERMS AND DEFINITIONS ASME API AWS ITP BTC MTC IMIR WPS PQR NDT SMAW DFT 7.0. American Society of Mechanical Engineers American Petroleum Institute American Welding Society Inspection & Test Plan Batch Test Certificate Manufacture’s/Mill Test Certificate Incoming Material Inspection Report Welding Procedure Specification Procedure Qualification Record Non Destructive Test Shielded Metal Arc Welding Dry Film Thickness METHODOLODGY Page 4 of 24 7.1. MATERIALS All tankage materials as specified within contract shall be supplied by B&R. All materials shall be procured from approved vendors and verified to ensure the materials for its conformity to contract specification requirements and the same shall be documented through IMIR towards verification of goods at site on receipt and acceptance thereof. All materials shall be color coded as per approved procedure on receipt at site. 7.2. WELDING CONSUMABLES Only approved brand of electrodes for this work by PMC shall be used with BTC duly stamped in original by manufacturer’s representatives. Selection of filler materials. Electrodes shall be based on approved WPS. Welding electrode specification shall confirm to ASME section II, part C. Following classification of electrodes shall be used for welding. a) b) c) 7.3. 7.3.1. Low hydrogen electrode shall be used for all manual arc welds of shell course having thickness of 12 mm and above. Low hydrogen electrode shall be used for attachments welds of shell to bottom or/and annular plate to annular plate butt joints. For all other welding, high cellulose type electrodes as per the AWS classification SFA 5.1 shall be used. FABRICATION MATERIAL IDENTIFICATION Marking, tolerance requirements and technique shall be accordance with the relevant engineering drawings / applicable codes & standards. b) After acceptance of the materials, plates shall be spread over sleepers by using mobile cranes for materials identification on the heat nos., batch nos., material grade, etc. c) Marking shall be done on plates as per cutting layout / approved drawings. Hard stamp transferring shall be done on the plate like hear no., material specification, batch no. etc. for proper traceability. Remaining cu portion of plats, this identification / traceability should be transferred. a) 7.3.2. CONTROL OF MATERIAL After acceptance of the plate materials shall be stacked with easy identification / traceability. B&R-QA/QC will maintain all related inspection documents of the accepted materials in the form of relevant inspection record. c) Any rejected/ damaged materials shall be either tagged or color-coded for easier identification and shall be returned to B&R-store for maintaining records of rejected / damaged materials as per ware housing procedure / non confirmation procedure. d) Different plate materials shall be stored in separate lots for easier identification. e) All materials whether loose or prefabricated shall be stored in a manner that will prevent any deterioration from pitting / corrosion, debris, grease, paint spray or any other foreign materials. a) b) Page 5 of 24 7.3.3. FABRICATION PROCEDURE (FLOATING & CONE ROOF TANKS) A. Upon receipt of the plate material at site, B&R to ensure that the correct grade, quality, condition, edge preparations, identifications, correlation with test certificates and dimensions have been supplied and are in accordance with the applicable standards and specifications. B. After acceptance of the plate materials, plates shall be spread over wooden sleepers / channel blocks so that earth soil will not touch with materials by using cranes for executing material the job. Plate shall be cross checked for dimensions wherever required, marked according to the approved engineering / fabrication drawings and hard stamp transferring shall be done on the plate of traceability like heat no., materials specification and item no. etc. For spreading of plates, suitable mobile crane trailer shall be used for transportation and shifting of plate materials. Marking shall be done after identification of the plate material in accordance with the approved drawings. Field / cutting allowance shall be maintained. After marking & identification completed, cutting / edge preparation shall be made by pug cutting machine or hand cutting (for structure) with all safety precautions and care shall be taken to ensure that the required degree of beveling is being maintained. After completion of cutting / edge preparation, the cut edge shall be grinded off smooth prior to fitment at shop / field. While marking for annular plates, suitable templates shall be used for marking. Such templates shall be prevented for damage and shall be checked for correction of the profile before utilizing for marking. The annular plates after completion of cutting and edge preparation, shall be fabricated at yard, fitted and welded as per the approved engineering drawing to the extent feasible (for e.g. 2 annular plates shall be shop fitted and welded) at the site before going to erection. As soon as annular joint welding is completed radiography shall be carried out on marked joints & upon R.T/ other NDT clearance shell erection on annular plate will be carried out. The shell plates shall be first stamp transferred, squared, marked, identified cut, and rolled to the required radius as specified in the approved engineering drawing. The rolled radius shall be checked for correctness of rolling using templates. In order to ensure that the plates are fully rectangular, the diagonals measured across the rectangle formed by scribing lines 50mm from each edge, shall not differ by more than 3mm. fabricated plate materials shall be transported and stacked in separate stacks for further execution of assembly works and preferably be shifted & stacked near the tank foundation. All the plates, like bottom sketch and shell plates shall be fabricated after squaring, stamp transferring, identification, beveling and wherever feasible shall be shop fitted and shop welded at the fabrication yard as par the approved engineering drawing, approved procedures. Only qualified welder shall be utilized on the job. All the remaining plates like bottom plates, roof plates, where only fillet lap welding is required, squaring is not necessarily required, but straightening of curved plates shall be performed including stamp transferring and identification. C. D. E. F. G. H. I. J. K. L. Page 6 of 24 M. Optimum care shall be token to avoid distortion during welding by providing adequate stiffening arrangements and following sequential welding developed on a chart by B&R to avoid/minimize distortion (if any) will be removed. N. Care shall be taken when applying and removing of temporary attachments to prevent damage to the surface of the material. After removal of such items remaining weld metal or protrusion shall be ground smooth with surface or the part. Cavity/ under cut, if within minimum thickness tolerance of plate then only repair is allowed & after repair shall be Dye penetrant Test to ensure rectification. O. All materials whether loose or prefabricated shall be stored in manner that will prevent any deterioration form debris, grease or any other foreign matter. P. The fabrication activities shall be as par the following sequences, however as per the priority requirements & availability of materials, the fabrication can be altered to. Annular and bottom plates for tanks as per the fabrication drawing. Shall plates form top shell course to bottom shell course Roof plates. All nozzles inside edge to be flush with shell and have a smooth 6 mm radius. Pad plates, then clean out doors, manhole and all nozzles, etc. roof structural, gratings shall be supplied in prefabricated condition and shall be ready for installation. Q. All inspection shell is performed as per the approved ITP. R. The records & reports shall be maintained as pre the approved ITP and ITP. S. After completion of each fabrication activities, the clearance shell will be obtained from the PMC as per approved ITP for further erection &welding process. 7.4. ERECTION (BOTTOM, SHELL, DECK PLATE, CONE ROOF STRUCTURE AND PLATE) Erection of the tank components & shell course will be as per the following sequence: 7.4.1 Annular & bottom sketch plates after painting underside of the bottom/ annular plates. Top shell course erection & welding and also ensure the orientation of vertical joints. Curb Angle & wind girders/stiffeners. Deck Nozzles and shell nozzles on the respective shell. Marking of nozzles shall be done as per drawing elevation and orientation & shell nozzles should not foul with the welded joints. Ensure the elevation and orientation of nozzles while erection of the subsequent shells courses and corresponding nozzles. Structural steel fabrication shall be carried out to the required shapes for making the structure. Electro-forged type of grating shall be provided. The roof plate shall rest on self-supported structures as indicated in the drawing/standard. Laps in roof plate shall be 25 mm minimum. Laps shall be arranged with the lower edge of the upper plate underneath the upper edge of the lower plate. Roof shall be joined to the shell by means of continuous fillet (5 mm max.) weld on the curb angle. Roof to shell joint shall be frangible type, otherwise suitable emergency venting shall be provided as per API 2000 for Fire Case for Oil Tanks. Roof plates shall not be welded to the supporting structure. The same shall rest on the structure. ANNULAR/BOTTOM PLATES Page 7 of 24 a) b) c) d) e) f) g) h) i) j) k) l) 7.4.2 Before commencement of erection of the bottom plates, the levels of the foundations including slope /undulations shall be checked and accepted for erection of the bottom base jointly by civil foundation contractor /PMC. Annular plates shall be erected using proper layout to ensure maintaining minimum distances required between annular joints & vertical joints and orientation and shall be fitted up on the foundation meeting approved for construction drawing. Bottom plates shall be erected form the center towards the periphery and shall be fitted up using proper layout for center line reference. Adequate care shall be taken to ensure that the minimum lap along with minimum distance required between various joints as per code & approved engineering drawing is maintained and fitted up. After completion of the fitment clearance obtained, welding shall commence. Welding shall be carried out; as per welding sequence sketch to avoid/minimize distortion by SMAW process. All welding shall be carried out by qualified welders as per the approved WPS’s. Wherever required, prior to welding temporary reinforcement shall be installed and tack welded to prevent from deformation. The temporary reinforcement shall be removed after completion of welding and all temporary welds shall be ground smooth & inspected visually for acceptance. Adequate care shall be taken for fitment and welding of the three plat laps which shall be as per the approved engineering drawing/applicable standards. After welding is completed, NDT shall be carried out as per the approved engineering drawing. All sump plates shall be fitted and welded to the bottom plates as per the approved engineering drawing. SHELL PLATES a) After erection & welding of the annular plates, the erection shoe shall be erected, aligned to the tank diameter and track welded to the Annular/Bottom sketch plates along the periphery. The distance between erection shoes shall be 2 meters to 2.5 meters maximum. b) The shell course shall be erected after NDT clearance of annular joints by using Mobile crane/Crane. c) The curb angle shall be erected and fitted after welding the top shell course. Page 8 of 24 d) Prior to commencement of the next shell course, all the required stage wise inspection shall checked and inspected as required by code/specification/ITP. The vertical joints shall be welded by SMAW process and subsequent shell courses shall be erected by jacking method. e) All vertical seams shall be fitted maintaining a root gap and tacked on the inside face. First side welding of all vertical and horizontal seams will be done from out sides and back chipped & welded from inside. Circularity/Ovality of peaking, banding of vertical and horizontal joints to be checked before and after welding. f) The vertical joints shall be welded progressive up hill in a back step sequence on the root and first filling pass, with subsequent filling and finishing pass being applied by a continuous sequence up hill. The joint would have peaked in further during the welding cycle. g) During erection of the subsequent shell course vertical seam orientation/distance between vertical seam shall be ensured, the vertical joints shall be fitted and welded by SMAW process. Peaking of vertical joints to be ensured before and after welding. Banding of the horizontal joints need to ensure and all the require stage inspection shall be checked and accepted as required by code/specification/ITP. h) Proper platform shall be provided for movement of crews for welding both inside and outside the shells. Before inside welding back chip grinding of vertical and horizontal weld seam from inside will be done to achieve sound weld metal. i) After completion of the subsequent shell courses, the circumference seam joint shall be aligned and fitted. Fitment clearance shall be obtained if required as per the approved ITP and care shall be taken to ensure that the minimum root gap shall be maintained by providing spacers. j) After completion of the vertical and circumference seam welding, the rolled/formed curb angle shall be welded. k) The wind girds / stiffeners shall be erected, aligned, fitted and welded to the respective shell course at elevation specified in approved drawings by SMAW process. l) All the prefabricated roof nozzles and shell nozzles on the erected shell shall be erected, fitted and welded as per the orientation and elevation indicated in the approved engineering drawing. m) All stage wise NDT including Radiography marking shall identify on maps generated by B&R requirements shall be completed prior to commencement of next shell jacking. n) Prior to commencement of jacking of further shell courses, the lifting equipment is assembled according to drawing. The shell plates for the subsequent shell courses are positioned outside the already erected shell courses. o) The completed part of the tank (shell with wind girder) is ready for lifting by hydraulic jacking. 7.4.3 HYDRAULIC JACKING METHOD a) The hydraulic jack comprises of the following Vertical post base plate Page 9 of 24 Stay lug bottom Hydraulic jack Sliding chair Fend of lug Lifting arm Stay Lifting lug Vertical jack post b) After erection of the jacking angle and stitch welded to the shell inner ring, the hydraulic jack vertical base plate shall be stitch welded to the tank bottom plate, and all the hydraulic jack accessories as listed above shall be installed including the hydraulic power pack and hoses connected to the hydraulic jack. c) The tank hydraulic power pack shall be installed in such a way to have a clear visibility of the hydraulic jack operation during lifting of the tank. d) The number of the hydraulic jack is selected by the following: The maximum weight of the tank to be lifted (i.e. tank shells, wind girder) The maximum distance between the lifting points of the shells. The normal distance between the two hydraulic jacks arrangement is between 3 meter and 4.5 meter subject to total weight of tank. e) Prior to commencement of jacking, a trial lift of 300 mm shall be taken up in order to ensure that all the equipment are working in order including flow of oil from the hydraulic pump to the lifting jack, including the lifting height which should be uniform and in case of any discrepancy, the same shall be rectified. After ensuring all the hydraulic jacks are in order, the jacking shall commence. f) After ensuring the above, the hydraulic jacking system shall commence and the shells shall be lifted and the hydraulic jack system shall be locked by closing the operating lever of the hydraulic jack and its stop valve. g) If there is any un-even lift during the lifting operation, the lever of the hydraulic jack shall be closed on all the jacks then the un-even height of the hydraulic jack, the closing valve shall be opened and adjust to the uniform level. After completion of the above, once again the hydraulic jacking shall commence after ensuring that all the valves are open. h) This procedure is repeated till the lifting height of the shell course and all the levers are closed. i) The hydraulic jack is lower down and the jacking angle shall be shifted to the next shell course. j) In the above process the adjustment of the tank level can also be made by lifting or lowering with the one or more jacks at a time, when the valves on the other jacks should be kept closed. k) Care should be taken to ensure that the shells are not lifted unnecessarily high. l) Care should be taken to ensure that this operation is not being carried out under heavy winds and also check for the tank stability. m) The next shell ring shall be positioning and fitted. Page 10 of 24 n) The vertical seam and circumference seam joints shall be fitted and welded as outline above. o) In the above process, the remaining shell courses shall be created, aligned, fitted and welded buy SMAW process as outlined above. p) Care to be taken to ensure that before erection and assembly of the bottom most shell course, the erection shoe shall be removed. q) After erection and fitment of the bottom most shell course, the jacking arrangement shall be dismantled. r) The spiral stairway of the tank shall be installed ensuring correct orientation progressively from the top of the shell moving downwards to the bottom during the jacking process. s) If any erection cleats, brackets, any loss of parent metal during the above activity shall be rectified by welding and surface ground off to a smooth finish and shall be inspected as per code/EIL specification & visually. t) As outlined above, after completion of shell courses, the tank bottom plate welding shall be carried out in a sequence prepared by B&R to minimize distortion by SMAW process. 7.4.4 ERECTION OF DECK a) Marking and laying of deck bottom plate over staging angles. b) While fit up of the short seams and long seams lap to be maintained as per Drawing. c) Weld the short seams by welding alternative joint or sequence maintained in the drawing to prevent the distortion. d) Provide proper support lengthwise of the long seam and weld the joints as per drawing sequence. e) After laying & welding deck bottom plates, fit up weld the rim plates which will be rolled as per diameter given in the drawing. f) Between two rim rings compartment plates will be fitted. g) Laying deck top plate of ring portion, fit up and welding will be carried out. 8.0 INSPECTION & TESTING All the inspection shall be carried out in accordance with approved ITP, relevant codes and requirement of drawing and specifications. a) Bottom plate welds shall be checked with vacuum box test. Shell to annular joint inside root run weld shall be checked by oil chalk test. Page 11 of 24 b) After completion, tank shall be hydrostatically tested by filling water and all weld joints shall be hammered and inspected for any leakage. In case of any defect it shall be repaired and retested as per code. c) All nozzle reinforcement pads shall be checked by pneumatic test. d) Vacuum box testing shall be carried out as per approved procedure. e) All vertical, horizontal, bottom, annular and deck joint shall be identified with joint number. f) All inspection activities shall be recorded in their respective formats. g) Wherever changes had been made during the course of execution of the job, the same shall be informed to the CLINT/PMC for AS BUILT records. h) Safety, Health and Environment policy shall be followed as per the guidelines. i) Wherever preheating during welding is required as per the procedure for higher thickness, the same shall be carried out. j) Only approved brands of electrodes, filler wire and flux shall be used on the job and for conducting WPS & PQR and necessary tests as may be required as per the code API 650, ASME Sec. ix shall be carried out. k) Document shall be complied and submitted to client after completion of the job as per provision of the contract. l) All the inspection activities shall be carried out as per the Field Inspection Coordination procedure & after completion of the construction of the tank and accepted in all respects, an ACCEPTANCE CERTIFICATE shall be obtained from the client for records. ITP NO: B&R/TK/MECH/ITP-01 Note: “In case of any conflict between the above procedure and contract specification requirements, the later shall only be governed” Page 12 of 24 ANNEXURE – I: HYDRO TESTING OF TANKS 1. Scope: This procedure describes the step sequence for hydro testing of tanks after entire tank is constructed and mechanically cleared but before completion of any permanent external pipe connected to the tank shell for the following: i) Testing of the shell ii) Testing of foundation 2. Qualification of Personnel: Experienced supervisor shall be engaged to monitor, maintaining of records for the day of day settlement and observation of other check points during the hydro testing. 3. Equipment 3.1 Arrangement for the hose connection with tank i.e. coupling, valves, NRV, flanges etc. 3.2 Water filling, De watering pumps and hoses. 3.3 Instrument for the settlement checking. 3.4 Sets of spanner, Gaskets & Fasteners. 4. Reference Documents i) API 650 Latest Edition ii) Standard specification for storage tanks: 6-13-0053 Rev 07 5. Procedure Page 13 of 24 Hydro testing shall be carried out by water filling. After completion of tank fabrication and welding following points shall be checked before water filling & clearance shall be taken from PMC for hydro testing. a) All radiography work including repair and re radiography shall be completed. b) All temporary lugs, cleat, brackets and tack weld shall be ground smooth from inside and outside of shell before water filling. c) All the shell nozzles properly blind with cover flange and tighten with bolts & nuts keeping gasket in position. d) Final written clearance from mechanical execution and welding & NDE for hydro testing. e) Water access line & required pumps shall be arrange before water filling. f) Draining arrangement shall be kept ready. g) Water filling line & Draining line body valve to be provided. Valves to be checked before starting test. 5.1 Testing with water (Hydrostatic Testing) Before carry out testing, 5.1.1 Ensure free from all trash, debris, grease, oil, weld scale, weld spatter, and any other foreign metal from the interior of the tank. 5.1.2 Furnishing, laying, and removing all lines from the water source tie-in location and to the water disposal point. 5.1.3 Filling and emptying the tank, cleaning, rinsing, drying, or other prescribed activity to make ready for testing. 5.1.4 Taking settlement measurement, furnishing all other test materials and facilities, including blinds, bolting, and gaskets. 5.1.5 Checking for proper drainage during or following the hydro test. If water is retained, additional drainage shall be provided subject to approval. 5.1.6 For carbon steel equipment where water contact exceeds 14 days, including filling and draining (e.g., consider adding an oxygen scavenger and a biocide, and raise the PH by the addition of caustic). 5.1.7 The minimum fill and discharge rate shall not exceed 5 meters per day unless otherwise restricted. Page 14 of 24 5.1.8 Internal bottom elevation measurements shall be made before and after hydrostatic testing. Measurements shall be made at maximum intervals of 3m (10 ft) measured on diametrical lines across the tank. The diametrical lines shall be spaced at equal angles, with a maximum separation measured at the tank circumference of 10 m (32ft). A minimum four diametrical lines shall be used. 5.1.9 While it is normal to test all tanks before commissioning, this filling shall be done under controlled conditions to ensure that foundation failure does not occur during filling. All tanks shall be arranged to provide adequate measured load / settlement records. 5.1.10 Allow the settlements of tank during Hydro test till as per design/ applicable codes/ as per Drg. (if any). 5.1.11 Again re-start loading gradually as before point 5.1.2. 5.1.12 Once the tank is full, keep it for observation for 24 hours (min) 5.2. 5.2.1. 5.2.2. 5.2.3. 5.2.4. 5.2.5. 5.2.6. Procedure for shell & foundation test Level chairs shall be welded on the outer periphery of shell at fixed height from a bench mark/ reference outside the tank and marked this level with water level 500 mm on the 1st bottom shell course at 8 (min)equidistance points (2 points per quadrant) along the circumference and each point shall be marked as s1, s2, s3, …. With paint for easy identification. Distance between settlement markers shall be as per API 650 During hydro testing filling water @1.0mtr water column per day in the tank for a height up to 4.0 mtr, water filling shall be done in 4 stages i.e., 25%, 50 %, 75%, 100% of tank height & settlements measured after stabilization in case of differential settlement between two consecutive points greater than 13 mm per 10 m (1/2in. per 32 ft) of circumference or a uniform settlement over 50 mm (2in.) shall be reported for evaluation. Settlement reading shall be taken at every 1m during water filling. Filling of tank shall be stopped until; cleared by client/PMC. Filling rate shall be not exceeding 5 meter per day. Water shall be pumped into the tank preferably from the bottom most ensuring that flow does not make any impingement on the bottom. It also preferred that controlled filling is done. Testing shall be done with water. Water pumping shall be done over a period of 16-18 hours per day. The remaining period of the day shall be used for stabilization of subsoil/foundation. Settlement reading shall be taken every day & record to observe any abnormal settlement. If no abnormality is observed water filling shall be started continue as above till the stage filling i.e., 25%, 50%, 75%, 100% of tank height as mentioned in the earlier paragraph is achieved. After achieving each stage a minimum load stabilization period as mention below shall be observed. 24 hrs between each stage for tank with a capacity more than 10,000 m3 & 12 hrs for tanks of capacity under 10,000 m3. Water level shall be maintained at each stage and no further filling till the primary consolidation is complete. The settlement of thank shall be considered as stabilized when the rate of settlement for all the peripheral points is less than 5mm in 24 hours. Page 15 of 24 5.2.7. During filling operation, the differential settlement between two adjacent points at the periphery at the distance of 3 mtrs. Shall not be exceed 10 mm. Record shall be kept for continuous monitoring of settlement. The above mentioned method shall be adopted for each stage filling up to filling height of tanks. Filling height of cone roof tank shall be up to the curb angle. Continuous inspection shall be maintained for the whole filling period. When tank is full all the welded joints shall be checked by hammering with wooden hammer at a distance of 1” on either side from the welded joints. In case of any defect it shall be repaired and retested. Repair shall be done with water level is 300 mm below the joint being repaired. After successful completion of hydro test of shell and inspection of weld joints, the tank shall be emptied. The rate of unloading shall be in the same or lesser number of stage as deemed appropriate by the engineer-in-charge. But shall not exceed 5 meters per day. Each stage of loading, the settlement reading of each point selected along the circumference of the tank shall be compared with the settlement reading over the previous 24 hours, to judge the stabilization of the settlement at this stage of loading. After completion of Hydro Test the water shall be drained and tank shall be thoroughly cleaned. All roof vents nozzles shall be kept open to avoid vacuum formation except when required for testing of vacuum valves. Procedure for cone roof testing Before starting water draining, tank roof shall be tested for any leakage. All roof openings will be closed before pressurizing the roof with air. Pressurize the air space between roof and water with air up to the pressure of 25 mm of water column or as API-650. Pressurizing is done with oxygen cylinder. Clean welded joints with wire brush and apply the soap solution on all welded joints of the roof. Check for any leakage. If any leakage is observed, repair the same and re-test the repaired portion. Start the dewatering. For vacuum test the tank shall be emptied up to 1 meter level from the bottom. The openings shall be closed and draining continued with care until the vacuum of 25mm water gauge or the design vacuum whichever is higher is obtained and checked by vacuum gauge. However, for tanks having diameter 20 m and above, design check for vacuum shall be made before proceeding with the test. 5.2.8. 5.2.9. 5.2.10. 5.2.11. 5.2.12. 5.2.13. 5.3. 5.3.1. 5.3.2. 5.3.3. 5.3.4. 5.3.5. 5.3.6. Caution: The whole test shall be conducted under close supervision of qualified personnel. Pressure shall be monitored continuously and should not exceed above specified limit. Continuous monitoring will be done by U-type manometer. 6. Documentation Report shall be prepared for all observations in format with duly signed by EIL/ Owner. Document no. B&R/HRRL/ME/TK/ITP-01 (attached). 7. Safety Ware filling rate shall be controlled. Statement reading shall be monitored continuously. Note: “In case of any conflict between the above procedure and contract specification requirements, the later shall only be governed” Page 16 of 24 ANNEXURE-II: OIL CHALK TEST PROCEDURE 1.0. SCOPE This procedure is intended to check the fillet weld between annular to shell joint & sump bottom to sump neck for strategic storage of crude oil project at HRRL. 2.0. Surface preparation The surface to be examined and all adjacent areas within at least 1 inch shall be dry and free from all dirt, grease, lint, scale, welding flux, weld spatters, paints, oil, and other extraneous matter that could obscure surface openings or otherwise interfere with in the examination. 3.0. Applicable Code i) API 650 Latest Edition ii) Standard specification for storage tanks: 6-13-0053 Rev 07 4.0. Procedure Page 17 of 24 Inspect the first pass of the internal shell-to-bottom weld by applying wet chalk by means of paint brush on the weld joint. Allow the weld joint to dry thoroughly then spray diesel/kerosene oil by means of spray gun on the opposite side of joint. 5.0. Inspection and Acceptance After applying oil from the outer side of the joint wait for 4 hours and inspection shall be carried out. Joint shall be visually inspected and if there is an appearance of yellow spot on the joint then the spot shall be considered defective. The yellow spot occurs as oil travel through the leak portion on the joint due to capillary action. 6.0. Repair and re-test If any defects were found the same shall be repaired and the above test shall be repeated. 7.0. Report Upon satisfactory visual inspection and acceptance a report shall be prepared as per approved format no: ME/TK/ITP-01 (attached) Note: “In case of any conflict between the above procedure and contract specification requirements, the later shall only be governed” ANNEXURE – III: RF PAD PNEUMATIC TESTING PROCEDURE 1. SCOPE This procedure shall be applicable for man way / nozzle R.F. Pad Tanks at Crude Storage Tanks including Tank Pads and Associated Civil Works at Rajasthan Refinery Complex at Pachpadra (Package-5). 2. Construction code i) API 650, API 620 & ASME Sec VIII Div.1 (Latest Edition) 3. ii) Standard specification for storage tanks: 6-13-0053 Rev 07 Test Medium Air 4. Test Temperature: Ambient 5. 6. Pneumatic test Pressure: Pneumatic test shall be conducted at 1.05kg/cm2 (g) pressure. Test gauges & calibration Page 18 of 24 Dial indicating pressure gauge used in used in test shall be graduated over a range of about the intended maximum test pressure but in no case the range shall be less than1.5 or more than 4 times that pressure. 7. 6.1. All gauges shall have valid calibration certificate traceable to national standard. 6.2. Hosepipe, fitting and other accessories used shall be capable of developing and with standing test pressure. Test Procedure 7.1. After completion of all welding from inside and outside of R.F. pad Man way / Nozzle shall be visually checked for surface discontinuities, slag, pores, cleat marks etc… fill air through Tell Tale hole (Tapped Hole 6 mm dia) up to required test pressure. Suitable arrangement like nipples shall be fixed to the tapped hole for fixing of gauge and air inlet. 7.2. Apply soap solution over the weld surface of R.F. Pad to be checked from both sides. 7.3. The weld surface is checked for air leakage, which indicates through air bubbles. 7.4. If any such indication reveals, the weld area shall be marked, repaired and retested as per the above procedure. 7.5. After the completion of pneumatic test, the tell tale hole shall be filled with hard grease as applicable. 8. Safety Precautions 8.1. 8.2. 9. Caution is to be exercised at all times during the Pneumatic Test, especially under pressure. The pad shall not be subjected to any form of shock loading during the pneumatic test e.g hammering etc. Documentation RF Pad pneumatic test shall be reported as per the approved format no: B&R/HRRL/ME/TK/ITP-01 (attached) Note: “In case of any conflict between the above procedure and contract specification requirements, the later shall only be governed” Page 19 of 24 ANNEXTURE – IV: VACUUM BOX TEST PROCEDURE 1.0. Intent: The intent of this procedure to detect through and through weld defects causing leak for the welds where it is possible to apply direct pressure and observe leak from non pressure side and to take necessary corrective action. 2.0. Scope: The scope of this vacuum box technique of leak testing procedure is to locate leaks in pressure boundary of bottom plates weld joints of storage tanks. This is accomplished by applying a soap solution to a local area of the pressure boundary surface and creating a differential pressure across that local area of the boundary causing formation of bubble as leakage air passes through the solution. 3.0. Reference Code and Specification: 1. API Standard: API 650. (Latest Edition) 7.3.4 & 8.6 Eleventh Edition 2. Standard specification for storage tanks: 6-13-0053 Rev 07 4.0. Equipment: Vacuum box test is performed by a box with transparent window of toughened glass (i.e., 30” long X 6” wide metallic box with a glass at top sketch attached refer attachment 1). The open bottom is sealed against the tank surface by a spongy rubber gasket. The test scheme shall have suitable connections, necessary valves and calibrated vacuum gauge. The test scheme shall be demonstrated with sample test block by application of soap solution at site before conducting the test on the job. 5.0. Bubble Solution: 1. A bubble forming solution shall produce a film that does not break away from the area to be tested and the bubbles formed shall not break rapidly due to air drying or low surface tension. The number of bubbles contained in the solution should be minimized to reduce the problem of discriminating between existing bubbles and those caused by leakage. Page 20 of 24 2. Solution shall be used for bubble formation. Also bubble-forming solution shall be chloride and sulphide free for SS & DSS tanks. 6.0. Vacuum Source: The required vacuum source can be devolved in the by any convenient method, either air ejector or by vacuum pump. The vacuum gauge shall register a partial vacuum of 3 to 5 psi below atmospheric pressure. 7.0. Personnel: The personnel shall be competent and familiar in performing this method. 8.0. Surface Preparation: The surface to be examined and all adjacent areas shall be dry and free from all dirt, grease, lint, scale, welding flux, weld spatters, paint, oil and other extraneous matter that could obscure surface openings or otherwise interfere with the examination. Suitable method of cleaning method of cleaning to achieve results as desired above shall be adopted. 9.0. Surface Temperature: The temperature of the surface of the part to be examined shall not be below 40c or above 520c throughout the examination. 10.0. Procedure: Approximately 30” of seam under test is applied with a soap solution for detecting leaks. The foaming shall be minimized during application of soap solution. An overlap of 2” minimum for adjacent placement of the box shall be used for each subsequent examination. 11.0. Evolution: The bubbles produced by the air sucked through the welded seam indicate the presence of defect. The tested areas are accepted only when no continuous bubble formation is observed. The required partial vacuum shall be maintained at least 10 sec. during which examination shall be completed, if not it shall be repeated. Page 21 of 24 12.0. Repair / Retest: 12.1. In case of defects indicated by this test, the position shall be marked and repaired following qualified welding procedure used for the job. After repairing, examinations including visual and any other NDT shall be carried out as required. Subsequently, vacuum test shall be completed. 12.2. Minimum of 50 mm length of weld or as required by actual weld repair whichever is greater shall be deposited using the same production WPS. 13.0. Cleaning: After test, the area shall be cleaned. 14.0. Report/ Record: Upon satisfactory inspection, a report shall be prepared as per approved format no: ME/TK/ITP-01 Rev.0. (Attached) 15.0. HEALTH, SAFETY & ENVIORNMENT: Following measures but not limited to here under shall be taken for the execution of this work. Risk assessment of all activities associated with this procedure shall be done before starting any activity: a) b) c) d) e) Entire working area shall be within the plant boundary limit. Only authorized equipment/ personal will be allowed within the working are. All utilities shall be identified and protected. All lifting tools and tackles shall be periodically inspected against any damages. All instruments / equipment’s shall be maintained in good working condition as per maintenance schedule. All workman supervisors and engineers shall use proper personal protection gears. Note: “In case of any conflict between the above procedure and contract specification requirements, the later shall only be governed” ANNEXURE-V: CALCULATION FOR NUMBER OF JACKS REQUIRED FOR EACH ATNKS. First of all total weight shall (except bottom course & bottom plate), along with attachments eg. Wind girders, stiffeners, roof structure: roof plate, stair case has to be calculated. Then the total weight has to be divided by 8, (though each jack is capable of having lifting capacity of 12 MT but considering the safety factor Page 22 of 24 & nonfunctioning of one or two jacks during jacking of tank shell course a particular hydraulic stroke it has been considered as 8 MT only) this gives the minimum number of jacks to be used. Example Jack Calculation for Tank Tank dimension X-(XX mtr.Dia x XX mtr. Ht.) Total Wt. of the Tank Y=T.W (Max) Weight of Annular & Bottom Plate A=NEG MT So Shell and Roof weight B=(Y-A) = O.W MT So weight calculated for one jack c=B x 110 % ( Thickness tolerance ) /15*=Jack Load MT No. of Jack Provided = zzz Nos. The weight per jack is less then the actual jack Ton Value MT , considering the factor of safety of 85 % *15 is the assumption of no. of jack The basic mechanism of jacking is that, there is a hardened, serrated square bar attached to the trussel box which acts as a ladder and rail for the jack. The jacks are having four jaws two on top and two on bottom, during hydraulic inputs these jaws acts with crimping and crawling mechanism over the square bar for climbing upwards. And the shell attached to jack through lifting lugs & lifting arm also gets lifted in the process. The maximum lifting height during one single stroke is 100mm. All the jacks fixed with the shell are commonly connected with the power pack for hydraulic operation. However each jack having isolation valve for its single operation. Shell Lifting Cleat Details: Within the two shells lifting cleats the top one is for lifting and it takes the load exerted by the individual jacks. The bottom cleat is for holding type. It does not take direct load. For both of the cleat there are two components one is base plate and another is its jack attachment cleat. For the top cleat the base plates have to be welded with tank shell in four corners in rounded nature. But for the bottom cleat only side stitch welding is sufficient. All the components of shell cleat will have a minimum thickness of 8 mm. 9. HEALTH, SAFETY & ENVIRONMENT Following measures but not limited to here under shall be taken for the execution of piping works. Risk assessment of all activities associated with this procedure shall be done before starting any activity: Page 23 of 24 a) b) c) d) e) f) Entire working area shall be within the plant boundary limit. Only authorized equipment/ personnel will be allowed within the working area. All utilities shall be identified and protected. All lifting tools and tackles shall be periodically inspected against any damages and shall possess the valid fitness certificate from the competent authority. All instruments/ equipment’s shall be maintained in good working condition as per maintenance schedule. All workman supervisors and engineers shall use proper personnel protection gears. All employees shall follow the employee health & safety. “In case of any conflict between the above procedure and contract specification requirements, the later shall only be governed” Page 24 of 24