Uploaded by
bushidoandbalance
Calibrated Wrench/Torque Method: Bolt Pretensioning Guide
advertisement

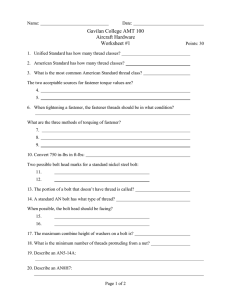
Calibrated Wrench/Torque Method As with every bolt pretensioning method, Calibrated Wrench may only be performed after all steel plies in a connection have been drawn into firm contact, i.e. snug-tightened. Failure to do so will result in inadequate bolt pretension and loose connections. The Calibrated Wrench pretensioning method is performed by applying a calculated average torque value to fasteners based on daily testing representative fastener assembly samples using the exact configuration of installation tools and power supplies under as nearly identical conditions as possible as actual installation conditions, within one day or less. The representative fastener assembly samples are primarily defined by production lot combination of each assembly and further divided by fastener condition, individual component state, jobsite environment, time removed from protective storage and every arrangement thereof. The use of formulas or charts with specific values is not permitted. Counting seconds, particular sounds, vibrations, or lack thereof, while tightening are not acceptable substitutions for actual daily testing. Except for projects having very few bolt combinations that will be tensioned in a minimal number of days, calibrated wrench is the most expensive method to tension bolts. Torque testing will be nearly constant since all test results apply only to a specific tool, a single unique bolt assembly, fully tensioned on the day of testing. Torque charts and equations are expressly forbidden by the RCSC/AISC specification; “Torque values determined from tables or from equations that claim to relate torque to pretension without verification shall not be used.” (AISC/RCSC 8.2.2) Pre-installation Verification Per AISC/RCSC section 7 preinstallation verification, fastener assembly testing must be conducted, onsite, by the installation crew, using actual installation tools. Contrary to popular opinion Preinstallation Verification testing DOES NOT pass or fail fastener assemblies. Testing is intended to discover possible issues between fasteners, tools and installers, before field bolting operations commence. The next few sections describe instances that may be highlighted by preinstallation testing results. Fasteners Are the fastener assemblies capable of achieving 105%, or more, of minimum required bolt tension at all? Torque must be applied to the fastener assembly until the tension calibrator indicates adequate tension or the bolt fails, whichever occurs first. Failure occurs by either the bolt breaking before minimum 1 tension, or tensile load climbs and then falls, as indicated by the tension calibrator, without ever achieving minimum tension. Applying additional lubricant may alleviate failure. However, if additional lubricant solves bolt failure, all fasteners represented by lubricated test samples, must be similarly lubricated. Tools Do the installation tools have enough output torque to tighten adequately lubricated fastener assemblies, to at least 105% of minimum required tension? If the full effort of an installation tool applied to a fastener assembly, does not result in at least 105% of required minimum tension, the tool must be replaced for testing as well as for installation. While not always true, an adequate installation tool should have a drive chuck at least as large as the fasteners being tightened. For example; when tightening ¾” bolts, the installation tool should have a square drive chuck of ¾” or more. Also, a tool’s manual may claim a higher output torque than the tool can produce. Such claims are usually stated vaguely, such as, claiming the tool’s motor can produce some high amount of torque. This statement may describe no-load torque output but once load is applied, the high torque described will not be realized. Installation Crews Do the installers understand how to employ the selected method? The installers must understand that a snugged tightened condition must be achieved before the tensioning method is employed. Once a snug condition exists, the installers must fully understand the method they employ and not confuse, or combine, fundamentals of individual methods. Such as applying a torque value to rotate the nut to turn angle listed for Turn of Nut or employing a torque wrench as an inspection technique after the turn is complete. Doing so combines elements of Calibrated Wrench and Turn of Nut. Snug-tightened Joints Every bolted joint must be snug-tightened before a pre-tensioning method can be performed. Snugtighten is defined as the effort applied to bring the steel plies into firm contact. AISC/RCSC describes the effort as the full effort of an ironworker or a few impacts of an impact wrench (section 8.1) until the nut cannot removed by hand. An attempt at manual nut removal is the only requirement for inspection (section 9.1). There is no pretension requirement for a “snugged” joint. Per AISC’s Specification for Structural Steel Buildings Section J3: “There are no specific minimum or maximum tension requirements for snug-tight bolts.” Snug-tightening may result in a pretension near or greater than the minimum required per AISC/RCSC table 7.1 and the required turn may strip or break the bolt when employed. This is especially true of bolt diameters ¾” and below. 2 Verification Basics The following content applies to AISC/RCSC Pre-installation testing only. Individual projects, State DOTs and Federal Highway specifications may differ substantially and will not be covered here. The following represents Applied Bolting Technology’s interpretation of AISC/RCSC Pre-installation testing based on The Research Council on Structural Connections’, Specification for Structural Joints Using High-Strength Bolts (AISC/RCSC 348) and the American Institute of Steel Construction’s Specification for Structural Steel Buildings (AISC 360). Anyone interested in a different interpretation is welcome to read the documents themselves. Verification testing can be summarized as snug tightening, at least three sample fastener assemblies, in or with, a tension calibrator, applying the selected pre-tensioning method, and confirming at least 105% of minimum required tension has been achieved. While each method accomplishes this with different tools, fastener components, or tightening techniques, all 4 tensioning methods follow these basic principles of snug fastener, apply method, and verify conformity to specification. Lastly, all acceptable methods are expected to permanently deform the fastener into its inelastic region 1. Sampling Pre-installation verification testing begins with sampling. Per AISC/RCSC section 7.2: “A representative sample of not fewer than three complete fastener assemblies of each combination of diameter, length, grade and lot to be used in the work shall be checked at the site of installation in a tension calibrator to verify that the pretensioning method develops a pretension that is equal to or greater than that specified in Table 7.1. Regardless of method, it is critical that assembly samples be TRULY REPRESENTATIVE, that is, in similar condition as fasteners being actively pretensioned. Testing a “new” fastener, removed directly from sealed shipping receptacles, does not constitute a representative sample, unless only new condition fasteners are actively being pretensioned. Fasteners that have been snug tightened & exposed to the weather, for any amount time, must be verified as is, if this condition accurately represents the fasteners’ being tightened in the steelwork. TRULY REPRESENTATIVE samples are especially important for TC bolts and Calibrated Wrench installation and testing because these methods are negatively affected by weathering and lubrication degradation. 1 RCSC 16.2-47 “In any of the foregoing installation methods, it can be expected that a portion of the bolt assembly (the threaded portion of the bolt within the grip length and/or the engaged threads of the nut and bolt) will reach the inelastic region of behavior. This permanent distortion has no undesirable effect on the subsequent performance of the bolt.” 3 Tension Calibrator Steps 1. To be performed daily with every installation tool and repeated with any changes to the tool’s supply (adding additional air lines etc.). 2. Place each unique configuration of sample fastener assembly in, or with, a bolt tension measurement device, with washers positioned in accordance with section 6.2.2 and table 6.1, if necessary. 3. Snug the fastener in accordance with AISC/RCSC section 8.1 and inspect per section 9.1. 4. Apply the assumed torque to the nut only, with the bolt head restrained. It is not permitted to turn the bolt head. 5. Verify the resulting pretension meets or exceeds the minimum required bolt pretension as listed in table 7.1. 6. If the resulting pretension does not meet or exceed the value in table 7.1, increase the applied torque or clean and lubricate additional samples and reattempt all steps described here. 7. Complete 3 successful tests and direct bolt tightening crews to use the highest torque value observed during testing. Bolting Methodology RCSC/AISC 8.2.2. Calibrated Wrench Pretensioning: The pre-installation verification procedures specified in Section 7 shall be performed daily for the calibration of the installation wrench. Torque values determined from tables or from equations that claim to relate torque to pretension without verification shall not be used. The phrase “without verification” means a tension calibrator must be employed to verify enough torque has been applied. Since DuraSquirt DTIs are tension calibrators2, an alternative to nonstop testing is possible if DuraSquirt DTIs are used in conjunction with Calibrated Wrench. DuraSquirt DTIs provide verification necessary regardless of tool, torque applied or bolt condition. If A DuraSquirt DTI squirts completely, enough torque has been applied. There is no need to determine an actual torque value. If the DTI fully squirts, it is properly tensioned. For a full description of this procedure follow the link below: https://www.appliedbolting.com/pdf/DuraSquirt-RCSC 2.12.pdf 2 RCSC/AISC 16.2-59, section 7.1 “Direct tension indicators (DTIs) may be used as bolt tension measurement devices” 4 Day 1 Fastener Sampling: Collect 3 samples of all complete fastener assemblies based on each combination of diameter, grade, length and production LOT and collect additional complete sample assemblies when: 1. 2. 3. 4. The lot of any component of the fastener assembly is changed; The finish and tolerance on the bolt and nut threads changes; The uniformity, degree and condition of lubrication changes; The shop or job-site conditions that contribute to dust and dirt or corrosion on the threads changes. 5. The friction that exists to a varying degree between the turned element (the nut face or bearing area of the bolt head) and the supporting surface changes; 6. The lot of any component of the fastener assembly is relubricated; 7. When significant differences are noted in the surface condition of the bolt threads, nuts or washers; Collect every permutation of items 1 through 7 daily adding additional 3 complete sample assemblies and tests when the following factors are encountered 8. The variability of the air supply parameters on impact wrenches that results from the length of air lines or number of wrenches operating from the same source; 9. The condition, lubrication and power supply for the torque wrench, which may change within a work shift; 10. The repeatability of the performance of any wrench that senses or responds to the level of the applied torque. 11. When any major component of the wrench including lubrication, hose and air supply are altered. 12. Every tool and supply and/or combination of tools and supply 13. For every permutation of items 8 through 12. Day 1 of Testing & Bolting Operations: Conduct the Preinstallation Verification procedure described in section 7 of the Research Council on Structural Connection's (RCSC) Specification for Structural Joints Using High Strength Bolts on all samples collected per the previous section. 1. Place each fastener assembly of each 3-piece sample group in or with a bolt tension measurement device and tighten until the appropriate pretension required per AISC/RCSC table 7.1. 2. Record the torque required to achieve step 1 above. The highest value recorded will be applied to all representative bolts in the steel work. 3. Snug the steel plies of the connection whose sample group has completed testing. 4. Using the average Torque value recorded for a specific sample group; apply recorded torque to all fasteners' representatives defined by the sample group within a reasonable time * and while 5 all conditions remain similar to that observed during testing or repeat steps 1 through 3 if conditions are not similar. NOTE: the unturned element must be restrained from rotating during this operation. 5. Repeat number 1 - 4 for every combination of installation components (wrenches, hoses, compressors etc.) that will be performing the bolting operations for Day 1. Day 2 and every day thereafter: 1. Disregard all torque values calculated from previous Day of Fastener Sampling described here if applicable. 2. Repeat Day 1 of Fastener Sampling described here. 3. Repeat Day 1 of Testing & Bolting operations described here. 4. Repeat Step 1 above of this series of instructions (i.e. Day 2 and every day thereafter). Inspection: Observe that all sampling and testing described here has been conducted. Routinely confirm specific torque results for precise hardware combinations are only applied using the exact equipment that was used during testing. Inspection of installed bolts must be conducted by watching installation personnel apply the predetermined torque to bolts in the steelwork. The use of any type of torque inspection wrench is not permitted: AISC/RCSC 16.2-9.2.2: …it shall be ensured by routine observation that the bolting crew properly applies the calibrated wrench to the turned element. Time elapsed between unpacking, sampling, testing, snugging and pre-tensioning to be minimal or all affected hardware must be re-tested. Fasteners installed, not but not fully pretensioned within a reasonable time3, must be removed from the work, separated according to Day 1 Sampling described earlier and fully tested per Day 1 Testing & Bolting Operations described here. Warning: Calibrated Wrench, or torque installation, is only suited for small projects having few production LOTs, lengths, and diameters of components, to be installed using the minimum number electric torque wrenches (or similarly reliable) possible that can complete all bolting operations (unpacking, testing, stuffing, snugging, pre-tensioning & inspecting) in a single day or less. Furthermore, Calibrated Wrench or torque installation is specifically prohibited for any project that references the Canadian Institute of Steel Construction's (CISC) Handbook of Steel Construction. 3 Reasonable time shall not exceed a single day but may be less than one work shift depending on specific project conditions described herein. 6 Pretension for Pre-Installation Verification Testing per AISC/RCSC Table 7.1, inch series. Minimum Bolt Pretension Per AISC/RCSC Table 5.2, inch series. Bolt diameter in. A325/120 bolts A490/150/144 bolts Bolt diameter in. A325/120 bolts A490/150/144 bolts 1/2 13 16 1/2 12 15 5/8 20 25 5/8 19 24 3/4 29 37 3/4 28 35 7/8 41 51 7/8 39 49 1 54 67 1 51 64 1 1/8 67 84 1 1/8 64 80 1 1/4 85 107 1 1/4 81 102 1 3/8 102 127 1 3/8 97 121 1 1/2 124 155 1 1/2 118 148 Equal to 105% of minimum bolt pretension, rounded to the nearest kip. Equal to 0.70 times the minimum tensile strength of bolts, rounded to the nearest kip. Minimum Bolt Pretension for PreInstallation Verification Testing, metric series. Minimum Bolt Pretension, metric series. Per AISC table J3.1M Bolt diameter mm A325M/8.8 bolts A490M/10.9 bolts Bolt diameter mm A325M/8.8 bolts A490M/10.9 bolts M12 51 76 M12 49 72 M16 96 120 M16 91 114 M20 149 188 M20 142 179 M22 185 232 M22 176 221 M24 215 270 M24 205 257 M27 280 351 M27 267 334 M30 342 428 M30 326 408 M36 499 625 M36 475 595 Equal to 105% of minimum bolt pretension, rounded to the nearest kN. Equal to 0.70 times the minimum tensile strength of bolts, rounded to the nearest kN. 7