,Melting Practice
W"adely varyin« temperatures . are rrquir,d i
•·
,
.
T .
n
tne)f
ttifferent metals and aJloys for castmgs. his has resulted ; lllg .
atililation 0 ~ many, types of mtlting furnac~s for the f~~the· _
uc1 r.on-fenous metals and . alloys. The choice of furn
°11s
.
.
f
t'
.
aces
fo
aeltiDI metals and alloys or cas 1ngs as g~verned by the
.r
melfinc, the ftexibility of the unit and the quality deman:~t of
the inished product. · Melting is the most difficult probJ e ~n
bmdry and methods of melting should be standardized
~~
tbe metals and alloys.
·
·
f:~
t
tl Crucible FurDaces
'
.
lfeltin~ in crucible fu~naces is · one of the oldest and the
limp)est t,chniques of ~eltmg.. In such furnaces, the meltin
pot is a crucible made of clay ~::d graphite. The crucible furna!
•Y be coke-fired, or oil 1:>r ga_s-fired. Fig. 8.1 shows a pit tppe •
cue-fired crucible fur~ace. ·This furnace is made of a cylindrical
r steel shaft, closed at the bottom w~~h a grate. The metal is
thirged in the crucible which is embeded in the burning _coke•
.Air iupp'y for combustion in achieved by nat1:1ral draft. Fig. 8.2 ·
lhc,ws a gas-~ ·crucible . furnace which makes use of hot gas
ior beating the crucible. · Hot gases are passed through compartmelits that contain the cr~cibles. .
\
.
Crucible furnaces are occasionatry used for brass, bronze,
or aluminium melting. ·
.
'
-
•~/Elect ric Furnace,
Electric fu~aces are : finding i~cr~asing importanfe_in ·the
..::f/_ _
I
136 ·
•
~
MILTING f1ACT1c1
REFRACT:ORY
8RICI< LINING ---....
CRUCIBLE ---,rn..--.~
---vr~:-TJl;i;i"1-
METAL
COKE
•
• •
GATE
.
l
4
,.
/
/, _ , ✓-,
/~ .
•
•
Fig, 8.1-Pit ,t ype coke-fired cru~ibJe fur~ace•
. .. . . .
: ,:.... :- . .. .·
..
...
..
· ·i
. ·•.
·, .
...~:.
.. . .
-.
.,
CRUCIBLE
.
.
•• I
•
I
........
.
'
••'
'
...
..
GAS
..
... .
....... ,..
•
AIR._.
I,
'I
.;~•, ~ , ~ ~ ~ ~ - - - , ~ - - - : • • :'!'
,(
• :
•
•. • t
-
I
;
. '•
••I·•:
' II •
'
Fig, 8.1..;.Gu-fired crucible fumace
I
'
.
.
I
~--ir-
.
/
,OVI IDlf TICBNOLOGY
'
Electric fu'rnaces rnay
melting practice now a dafl:
be cl"a11~
s:
as follow
I. Dittct arc electric furnace.
2. Indirect-arc eltctric furnace.
s. High~frequtncy induction furnace.
4. Low-frequency induction f~r_nace.
Direct arc electric furnace
.
· Prlllclple: An arc is strurk dir,r.tl\' between th
and tbe metal to be melttd. Hrat is produced due t e electrOde
lbe resis.
tance to the 8ow of elrctricity offer. ed by mefallic cboarge.
tLECTROOS
"
CHARGING
DOOR
HEA.1TH
F~. 8 3-Dir ect-a rc electri'~ furnace.
IH LTUf~ PllAcnCI
C 01aructlon : °The, furnace consists ;1 ·
; shell with a spherical or flat bottom- ;. beaYJ lteel
~ 31• ·The
c1liodribeartb and walls are lined with aiagne/telgb
1
rick._
.;ro•ce
~I the furnace can_ be removed for Cbargin
I
g. Three
,ool d rnade of graphite or amorphous carbo
,Jectro fetnd can be raised or lc;>wered. The ca n ~s ibrough
pa~aty of such
·
the roo a nges upt·o about 50 tons.
n.
ace ra
futfl ,\pplicadon• : Used ~or melting _and refining steel·
. ·ass, bronze and gun metal and many nickel allo ' grey
' ,.. ~
. e
.
irOII, bf
furnace
electric
dirCCt -.re
Priociple• : - Charge is struck between two electrodes ~d
Jo
dous beat is produced.
treineo
· ConstrUction : The ·furnace - consists of a cylindrical 0
shaped refractory-lined shell with- two electrodes h ~
1
t,arrall~lllounted (Fig. _8.4). !he. shell is mounted·on rollers due to
.
·
·
t. .Yh a rocking
to the furnar.e. Such
can be . given
motion
.
.
•h•C
.
.
furllaces may be . upto- 2000 lb• an capacity.:
ELECTRODES
F111.
8.4-Indirect-arc electric furnace .
Applications : Used for m-elting ~peciaJly brass, bronze,
copper and nickel alloys. Small quantities.of ferrous alloys may
also be produced.
·
'
•
POUSDRY TECH~OLOGV
uo
Adnntaeea of electric-arc furnaces :
1. There is no contamination of metal from
suorces and, therefore, they 1&re suita:t>le for meltin tJttel\tl
I lllet,11
high purity.
Qf
2. Temperature control is rasy. ,
3. Thermal efficiency is high, about 70%,
4. Loss of alloying additions is very less.
s. Furnace atmosphere can be controll,d• .
Dlaad•111ta1e or electric-arc furnace, :
1. Very high ~t of el!dricity limits their use
Hip-frequency induction fucnace
Principle ud conatruction : These furnaces co .
llSJSt .of
• • th e metal to be melted
· Ie conta101ng
a refractory cruc1b
sarrounded by a coil with ·an alternating current (Fig. 8.S).. Ind
J1et~c charge is th~ exP.9sed to magnetic fields produr.ed ~y~
CRUCl8tE
•
PRIMARY
CIRCllT--......,..~
-· METAL- .-.
•
---
•• •
-
.'....•.·. ' .. . '..:. . ... .
• .; • • •
I : ' • ·• •
. . :- · .•. ..·.... ..·.. ..... . .. .,, ..
.
• •
• •
.
.
..
•
•
• • r"
.
\.·
I
•
:· '
'
.
..
~
..
MHL1 ING PKACT(CI
141
·ng currents are set up in the charge
d
"Jterna tl
.
an the
,. iJ.
• heated. The current carried by the coil may .range
"0
1s
OO
,tiarge
0 c.p.s. upto 500, 0 c.p.s. The cap1clty ranges upto
frortl 10,00fig. S.6 shows the movement of the melt .during induc1.5 toriS·
beating.
taon
01=0
- -------·r -
,_... .
' · -~-
-
Fig. 8 6-Movement of melt during induction
melting
Low-frequency induction furnace
Principle and constrction : The principle and construction are the same as those · of the high frequency induction
furnace, except that in this type of furna.ce, alternating current
at 50 or 60 c p. s. is u_sed.
'
Applications :
I .' Higll-fre11uency fu'inace : Used for tool steel~, nickelchromium hE-at-resisting alloys, stainless steels, magnet steels
and· costly alloys.
,
I I-Low frequency fu,nace : llsed as holding furnaiesJ or
die casting, ~!ld permanent casting of non-ferrous metals·aud
~~~.
Advantages and disadvant~ges :
I-Induction fu,nace in general
Advantages : (i) Possibility of ' obtaining very accurate
analysis.
(ii) No metal cnntamination by electrodes
or fue l.
•
142
ro~oKY TECHNOLOGY
Dis,dr,1it,gts : (iJ As the heat is developed "itb·
metal itself, the slag is cold
good reactivity.
111
lb,
ilDd ha. 'a
{ii) Needs fine quality raw 111 t .
, the furnace is a tr1aq, II
.. m
refming
l>rattiCll))
impossible.
J[.Higl-frr~.:.tncy furnace
of i>fodn •
Chig a
great variety of products.
AiraflUgts: (I) There is pos~ibi!ity
(2J Cold charge of practically aU s'
•zes can
be used.
l)iub,nt,.ge : High initial cost.
i""''"
I I l-In1relJVtfl'Y
Ahllll4ge: Better efficiency.
Disui•nt.gei : (I) T~e melt can only be started "1th
big lumps or a quantity of r 'd
· •qui
metal.
(2) Low capacity of hourly producti
on
.h
compared wit the total capacity of
·
the furnace.
•
1.3 Open-hearth Furnace
Frinciple : Open-hearth furnace involves the regenerative principle of beating in which the gaseous fuel and air are
prtbeated by the s~nsible heat of the outgoing products of
combustion.
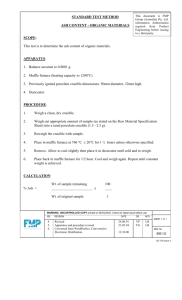
Con1truction : As shown in Fig. 8 7, the furnace consists
of a long shallow ·refractory hearth for holding the metal. Flame
and hot gases traverse the bath and pass out at the opposite
end of the furnace. The waste gases pas~ through the checker
work which absorbs the sensible hea~ of the outgoing gases.
After some time, the cycle is reversed and the air plus fuel gas
mixture is passed through the checker work which has been
heated by the waste gases. Now the other checker work gets
heated by the outgoing gases• . Again, aftersome time the cycle
is reversed. lu this way, maximum use of the sensible heat of
Jll!.LTUIG PHACTIC&
148
ROOF
GAS
. j_µ, _Oi ECK ERS
STACK
)REVERSING
,/ _VALVE
,
I
A•R
Fig. 8.7- 0pen -bea rth furna ce
outgoing gase s is mad P. - The capa city of open
-hea rth furnace
varies from 25- to 100 tons .
I
App lica tion : _ Use d in the stee l foun dries
large qu_a ntiti es of stee l.
for making
84.
Air Fur nac e
Prin cipl e : The prin cipl e of _an air furnace is
that of a
reve rber ator y furn ace in whi ch heat ing of the char
ge is done by
the· flame defl ecte d from the long low roof of t~e
furnace.
Con stru ctio n :
As show n in Fig. 8.8, the construction of
an air furn ace is alm ost the sam e as ' that of the
open -hea th
furnace with _the only diffe renc e that in this case
no rege nera tive
principle is used . The char ge is heat ed by the
flam e from fuel
in a burn er or fire box at one end of the hear th.
The fueJ is
usually pulv eriz ed coal ~r oil. The capa city of
an air furnace
varies frofn 20 to 50 tons .
•~-
MKLTIN~ PRACTICE
Meltiog Practice for
1
s.11 \
Ca1t Iron
, For ~elttn~ ~ast iron, auy of the fo)lowing fomacet may
be u::ied, :
1. CupJJ~s ..
, 2. Reve.r~r~tory furnaces.
3, Electric i..furnaces.
I
g,H- t. Cupola
I
Cupola is _widely u~edl for ~ast iron meJting because of its
foUowing advantages .:
(i} Fastest _aud continuou~ Jetting.
(ii) ~ow cost of melting. •
(iii) • Easy to operate.
(iv} Composition control possible.
(v) Temper.a ture control possible. '
I
•
•
8.11·2. Construction of a cupola.
A cross sectional view of a cupola is shown in Fig. 8.18.
The figure io, self explanatory. The principal parts of a cupola
are as follows :
Shaft : The• shaft consists of a shell made of steel
plates ahout J inch thick. The shell is lined with refractory
bricks. The shell is mounted in an up:ight positio~ on a base
plate which is ·supportP-d hy four legs.
'fnyerea : . Tuyeres ~re the opening.; through which ai{;
under pressure is forced into cupola from the wind box via a pipet
· from the blowing equipment. ·
Spark arrester: During the cupola operation, the sta~k.
gases carry with tbem a large quantity of incandescent dust
which is deposited o~ the shop roof and around the plant. To
catch this dust and to prevent fires a spark arrester is fixed at
the top of the stack.
8.11-3. Cupola dimensions
/
· I
The various dimensions of cupolas are as follows : '
1. . Outside (iiameter = 900 to 2700 mm.
2. Inside diameter . - 500 to 2 lOO mm.
poUNDJlY TiCHNOLoGY
188
SPAPll
,rr--,r-
ARPESTEA-;,(_,~:,.__ _
STAC-"
FURNACE
SHELl
T.R£k£ATING
ZOt-4!
FIRST MEtAL
Q4ANGE
FIRE BRICK
LINING
NTIA\.COt<E,BEO
I
.l~ .·
·MEUING ZONE
BlAST
INLET
REOUCnoL ~o~e
TUVERES
t '· ,
.~d □
--'1
, --
COMBUSTION ZONE
·,
~
- ~ ~ - - T A P HOLE
PRO~
--.. BOrTOM DOOR
I
l .,1
,
,✓•
~
/
/~ / /--r-///
fig. 8.l8-Cro,s-Se,.tioo:1t view of a c:1p >la.
,
.
1
.
•IW.nllG PUCTICI
..,...
187
- upto 12 meters•
3. Height
., Zooc• lo a cupola
,re
The various zones in a cupola are shown in Fig. 8.18 and
✓
as follows :
t. Hearth or Crucible : This is the portion located
een the lower edge of the tuyeres and the bottom of the
t,et•la No combustion takes place in this zone.
·
coPo ·
2 Tuyere zone : This is the space occopied fly the
tuyeres.
3. Osldizlng zone or Combuation zone: This zone
is located above the hearth and here inten!ive combustion of the
fuel takes place by the oxygen of the blast due to which lot of
beat is produced in the cupola. Heat is also evolved due to the
xidation of silicon and manganese. Dae to this high heat, mol;en drops of cast iron trickle into the hearth. The reactions
which take place in this zone are _:
C. + 0 1 ➔
+ ·0 1
➔
C01
+ Heat
+
Heat.
2Mn + 0 1 ➔2Mn0 + Heat
4 Reducing zone : . The reducing s,me is ll)Clted.above
the combustion zone to the top of the coke bed. ·10 this &nne, tha
reduction of C01 to CO occurs and the ttmperatme drops from
1600°C {in the combustion zone) to l200°C at the cob bed. Dae to
the reducing atmosphere. the charge i!l piottcted from any oxidizing inftoence. The following rraction takes place iD this &one:
. . ~01 + C (~oke) ➔ . ~O - Heat
S. Melting z~ne : This is the layer of iron jmt above
the coke bed. The•cbarge starts melting here and trickles down
through the coke,· to the bottom· of the cupol~. A considerable
carbon pick-up by the molten metal also occurs in this zone according to th~ f~llowing reaction : _ ·
:¾Fe ·+ 2CO ➔ p,._ C + CO,
6. Preheating zone : This zone occupies the space between the upper limit of the melting zone to the chargiQg door. In
this zone, moislure and volatile matter are evaporated and the
· ·
materials are heated up.
Si .
SiOi
-- -: -- -- -c., -:c~
. .· -. .,.• , , -;,, --~: ,. ·'· ., , , ...,,; -'-·.,,,.·.-.... .
·.11•9.··_ Di sad va nta ge s~~f th ~:~ ~o la
-
1t
;
•
•
•
I
·; ~
,
•.
,•' '
••,
'
••
•;,.."''/
,• .
"
•
.
·. ~ ·. _-1~.. Th~fe' i~ -~XceSSfv~ :_ •i~~; · ~frilatal du e to o~idati~n-~d
.·
··ca r b~ n ab~orl)tioii~ ~ · ., · .: . . ... . .. ~ : . · ~ : }:... _ · .
:. ·· · ' · · : :· .
~
:.••<
• .
•
'•,
.· . . - .': 2. :It~is no t possible to ,ta k~ sa m¢ es ~-of tno
lton metal and · ·
~ telt-- them ·
chemic.al analysis befor :· -tapping is· made.·~ ·thus,
: rii elt ing to: de fin ite ch em ica l com po•s iti on ·is .difficult
.
·. ~:,; ~- ·
•
C
•
•
•
-
•
•
•
•
'
•.'
"'.
-0~
•
•
'
•
••
~·
. • •
1• •
r •
•
•
"
l
•.
•
(
:
>
• ,'
•
,!
S'
I
.~
•
_;•~-.~ • : • .~:._ -: · •
•
.- •
I
.
.
.
4
..
• lt I •
•
•
is
•
!
•
! ...,..
'"'
• •
:
• I
'
. , ••
.,.
: •
•
i
•
•
_.
'
•
•
•
t
::
,;
., ..
_ . ·. 3. It n~ t possible _-. to :t na ke ~ig h . all ov ad
ditions ins~~~
. the .. cupola .ci~e to : the he av y los~· O·f alloys th
at m·a y ~ happen
to _di~e~t ;·co nt ac t·. wit~ .c~~buiti<?n gas~s. Hence, ~lloyin.g_~
ad dit ion s are ma de in ladle. · · ·- - ·- ·
-~ · · · · ~· :-
. · .-d~e
-
•
\
•
•
,.
• •
t
,,
•
•
f
•
•
•
1
•
'
•
'
1
1
•
'
~
•
I
-. I
•
•
•
: ·•
-
•
:. ·
4. · Cu po la ca nn ot be us ed io • refine me tal s. sulph
ur..ls
. . picked up duriDg mf>lting which is de let eri ou s for
the proper~ies__:_:
'·
'
of iro n.
Ca rbo n, sil ico n, ma ng an ese etc . are los t du e to ·oxida
tion~
...
. .. ,.
5.
\
..
•
A large am ou nt of h~ at is wa ste d du e to the escape
.of .
ho t gases frolll 1:be cu po la aS the_CupOla to p iS. oPen to
the at ~~
phere
.
,_______~~-·~ ~ --..
.