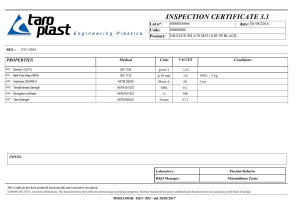
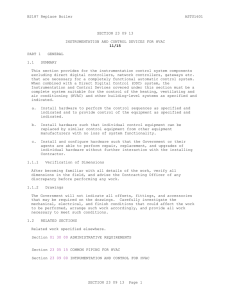
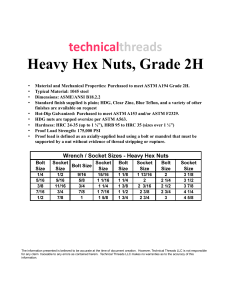
GERENCIA DE PROYECTOS INGENIERIA DE DETALLES IMPULSIÓN DE AGUA DE MAR TEA, NUEVA VICTORIA. N° DE PROYECTO 9500010981 INGENIERIA DE DETALLES ESPECIFICACIÓN TÉCNICA DE MATERIALES DE PIPING DOCUMENTO SQM Nº I0641-9673-ET-500-001 PAGINAS DOCUMENTO INTERNO 1 de 47 N° P289-ESP-PI-001 APROBACIONES REV. A B FECHA 05/mar/23 POR REV. JEFE PROYECTO SQM A. OLIVARES H. STACK F. DONOSO J. ESTAY K. OVIEDO XXXX H. STACK F. DONOSO F. PARGA COORDINACION INTERNA K. OVIEDO XXXX 14/abr/23 PARA APROBACIÓN H. STACK F. DONOSO C DESCRIPCION 24/may/23 XXX F. PARGA K. OVIEDO XXXX XXX PARA APROBACIÓN INDICE Páginas 1. 2. 3. 4. 5. 5.1 5.2 5.3 5.4 5.5 6. 6.1 6.2 6.3 6.4 6.5 6.6 6.7 6.8 6.9 6.10 6.11 6.12 6.13 7. 8. INTRODUCCIÓN .................................................................................................................. 3 OBJETIVO ............................................................................................................................. 4 LIMITE DE BATERÍA ......................................................................................................... 4 CÓDIGOS, NORMAS Y ESTÁNDARES INTERNACIONALES ................................... 4 DESIGNACIÓN DE ELEMENTOS PIPING...................................................................... 6 IDENTIFICACIÓN DE LÍNEAS ........................................................................................ 6 IDENTIFICACIÓN DE VÁLVULAS ................................................................................. 8 IDENTIFICACIÓN DE PLACAS ORIFICIO ..................................................................... 9 MISCELÁNEOS .................................................................................................................. 9 SOPORTES ........................................................................................................................ 10 CÓDIGOS DE CLASE DE MATERIAL........................................................................... 11 CLASE A11........................................................................................................................ 12 CLASE A12........................................................................................................................ 13 CLASE A13........................................................................................................................ 16 CLASE A14........................................................................................................................ 19 CLASE A15........................................................................................................................ 22 CLASE A16........................................................................................................................ 24 CLASE A17........................................................................................................................ 27 CLASE P2 .......................................................................................................................... 30 CLASE R11 ........................................................................................................................ 32 CLASE R12 ........................................................................................................................ 34 CLASE R13 ........................................................................................................................ 36 CLASE R14 ........................................................................................................................ 38 CLASE S11 ........................................................................................................................ 40 ESQUEMA DE CONEXIONES ......................................................................................... 42 ABREVIACIONES .............................................................................................................. 45 N° P289- ESP-PI-001-C Página 2 de 47 1. INTRODUCCIÓN SQM a través de la Gerencia de Proyectos, está en la fase de ejecución del Proyecto de Impulsión de Agua de Mar TEA, el cual consiste en un sistema de aducción, tuberías y estaciones de bombeo para levantar un máximo de 900 l/s desde la playa el sector de Puerto Patillo, ubicada a 62 km al sur de la ciudad de Iquique, hasta las pozas de recepción ubicadas en la zona de Pampa Hermosa Oeste a una elevación de 1024 msnm, cercano a la antigua oficina salitrera Victoria, con un largo total de ductos desde la aducción a la piscina de recepción de casi 44 km. La captación de agua de mar ubicada en sector Puerto Patillo se realizará a través de una torre de captación y un ducto submarino. La tubería de captación, contrapesos y paso por la rompiente alimentara una sentina con sistema de compuertas y filtro de rejas en las cual se disponen bombas verticales multietapa denominada estación bombeo auxiliar (EBA). La EBA alimentará una estación de bombeo principal (EBP) ubicada aproximadamente a 2 kilómetros de distancia, la cual recibirá el agua en un estanque de almacenamiento y utilizará un sistema de bombas centrífugas horizontales multietapa para su impulsión hasta las piscinas de recepción en el punto de destino, ubicadas en el sector de Pampa Hermosa, conducción que en total posee una longitud de 40 kilómetros aproximadamente. El pipeline en su trazado contará con tres piscinas de emergencia, ubicadas en puntos de acumulación a lo largo de su extensión. El presente servicio de ingeniería, solicitado por SQM a JRI Ingeniería S.A., se ampara en el Contrato N°9500010981, denominado “Ingeniería de Detalles Impulsión de Agua de Mar Tea, Nueva Victoria”. Este documento corresponde a la Especificación Técnica de Materiales Piping, el cual suscriben JRI y SQM. N° P289- ESP-PI-001-C Página 3 de 47 2. OBJETIVO El objetivo del presente documento corresponde a establecer los requerimientos mínimos para la selección de tuberías, válvulas, fittings, entre otros elementos de piping requeridos para el proyecto “Ingeniería de Detalles Impulsión de Agua de Mar Tea, Nueva Victoria”. 3. LIMITE DE BATERÍA El límite de baterías del presente documento corresponde al siguiente: Por aguas arriba: Por aguas abajo: 4. sentina de impulsión de la estación de bombeo auxiliar descarga de tubería de impulsión en pozas de recepción CÓDIGOS, NORMAS Y ESTÁNDARES INTERNACIONALES Los diseños deben considerar la última versión de los siguientes códigos y estándares: API (American Petroleum Institute) 5L 15LE 6D 1104 594 600 609 Specification for Line Pipe. Specification for Polyethylene Line Pipe (PE). Specification for Pipeline and Piping Valves Welding Pipelines and Related Facilities Check Valves: Flanged, Lug, Wafer, and Butt-welding Steel Gate Valves—Flanged and Butt-welding Ends, Bolted Bonnets Butterfly Valves: Double-flanged, Lug- and Wafer-type, and Butt-welding Ends ASME (American Society of Mechanical Engineers) B1.1 B1.20.1 B16.1 B16.5 B16.3 B16.34 B16.47 B16.9 B16.11 B16.20 B16.21 B16.25 B16.39 N° P289- ESP-PI-001-C Unified Inch Screw Threads (UN and UNR Thread Form). Pipe Threads, General Purpose (Inch). Gray Iron Pipe Flanges and Flanged Fittings. Pipe Flanges and Flanged Fittings. Malleable Iron Threaded Fittings. Valves-Flanged, Threaded and Welding End. Large Diameter Steel Flanges. Factory-Made Wrought Steel Butt Welding Fittings. Forged Steel Fittings, Socket-Welding and Threaded. Metallic Gaskets for Pipe Flanges Ring-Joint, Spiral-Wound, Jacketed. Nonmetallic Flat Gaskets for Pipe Flanges. Buttwelding Ends. Malleable Iron Threaded Pipe Unions. Página 4 de 47 B16.42 B18.2.1 B31.3 B31.4 B36.10 B36.19 Ductile Iron Pipe Flanges and Flanged Fittings. Square and Hex Bolts and Screws (Inch Series). Process Piping. Pipeline Transportation Systems for Liquids & Slurries Welded and Seamless Wrought Steel Pipe. Stainless Steel Pipe. ASTM (American Society for Testing and Materials) A53 A105 A106 A126 A193 A182 A194 A216 A234 A307 A312 A403 A694 A790 A815 A860 D1784 D3350 F714 N° P289- ESP-PI-001-C Pipe, steel, black and hot-dipped, zinc-coated, welded and seamless. Carbon Steel Forgings for Piping Applications. Seamless Carbon Steel Pipe for High-Temperature Service. Forged or Rolled Alloy and Stainless Steel Pipe Flanges Fittings and Valves and Parts for High-Temperature Service Alloy-Steel and Stainless Steel Bolting for High Temperature or High Pressure Service and Other Special Purpose Applications. Forged or Rolled Alloy and Stainless Steel Pipe Flanges, Forged Fittings, and Valves and Parts for High-Temperature Service Carbon and Alloy Steel Nuts for Bolts for High Pressure or High Temperature Service, or Both. Steel Castings, Carbon, Suitable for Fusion Welding, for High-Temperature Service. Pipe Fittings of Wrought Carbon Steel and Alloy Steel for Moderate and High Temperature Service. Carbon Steel Bolts and Studs, 60000 PSI Tensile Strength. Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel Pipes. Wrought Austenitic Stainless Steel Piping Fittings. Carbon and alloy steel forgings for pipe flanges, fittings, valves, and parts for high-pressure transmission service Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe Wrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping Fittings Wrought high-strength ferritic steel butt-welding fittings of seamless and electric fusion-welded construction Rigid Poly (Vinyl Chloride) (PVC) Compounds and Chlorinated Poly (Vinyl Chloride) (CPVC) Compounds. Polyethylene Plastics Pipe and Fittings Materials. Polyethylene (PE) Plastic Pipe (SDR-PR) Based on Outside Diameter. Página 5 de 47 F441 Chlorinated Poly (Vinyl Chloride) (CPVC) Plastic Pipe, Sch. 40 and 80. AWS (American Welding Society) D1.1 - 2010 D1.3 - 2008 D1.6 - 2007 Structural Welding Code – Steel. Structural Welding Code – Sheet Steel. Structural Welding Code – Stainless Steel. AWWA (American Water Works Association) C207 - 2007 C208 - 2007 Steel Pipe Flanges for Water Work Service. Dimensions for Fabricated Steel Water Pipe Fittings. MSS (Manufacturers Standardization Society of the Valve and Fittings Industry) SP-44 SP-55 SP-67 SP-75 SP-80 SP-97 Steel pipeline flanges specifications covers pressuretemperature ratings, materials, dimensions, tolerances and testings. Quality Standard for Steel Castings for Valves, Flanges and Fittings and Other Piping Components - Visual method for evaluation of Surface Irregularities. Butterfly Valves. Standard specification for high-test, wrought, butt-welding fittings Bronze Gate, Globe, Angle and Check Valves. Integrally Reinforced Forged Branch Outlet Fittings – Socket Welding, Threaded, and Buttwelding Ends. ISO (International Organization for Standardization) 4427 5. 5.1 Polyethylene (PE) pipes and fittings for water supply DESIGNACIÓN DE ELEMENTOS PIPING IDENTIFICACIÓN DE LÍNEAS Las cañerías serán identificadas utilizando la nomenclatura siguiente: DD – AAA – MMMMM – SS – XXXX Donde: N° P289- ESP-PI-001-C Página 6 de 47 DD: Diámetro nominal de la cañería. Las cañerías de acero se especifican en pulgadas y las cañerías de HDPE se especifican en milímetros. La equivalencia de diámetros de cañería entre ambos materiales se muestra en la Tabla 5-1 . AAA: Material de cañería, de acuerdo a Tabla 6-1 MMMMM: Identificación del área según codificación, ver Tabla 5-2. SS: Identificación del servicio de acuerdo a Tabla 5-3 XXXX: Número correlativo de la línea. Cada cambio de zona del proyecto reestablece la numeración. Los arranques de drenaje serán considerados como líneas individuales y tendrán su respectivo número de línea. Tabla 5-1 Equivalencia diámetros de cañerías N° P289- ESP-PI-001-C Diámetro Nominal Cañería Acero [in] Diámetro Nominal Cañería Acero [mm] Diámetro Exterior Cañería HDPE [mm] ½ ¾ 15 20 20 25 1 1½ 25 40 32 50 2 3 50 80 63 90 4 6 100 150 110 180 8 200 225 10 12 250 300 280 315 14 16 350 400 355 400 18 20 450 500 450 500 22 24 550 600 560 630 26 28 650 700 710 30 32 750 800 800 34 36 850 900 900 40 1000 1000 42 1050 Página 7 de 47 Tabla 5-2 Codificación zona de proyecto Código 96113 96116 Zona proyecto Estación de Bombeo Auxiliar / Trazado EBA Estación de Bombeo Principal / Trazado EBP / Estación Terminal Tabla 5-3 Codificación servicios Código 5.2 Servicios SW Agua de Mar BR Salmuera IDENTIFICACIÓN DE VÁLVULAS La nomenclatura utilizada para denominar las válvulas del proyecto en los documentos mencionados corresponde a la siguiente: DD”-TT-XYZZ Donde: DD: Diámetro nominal TT: Tipo de Accionamiento Tabla 5-4 XY: Tipo de válvula, según Tabla 5-5. ZZ: Identificador de Válvula según clase, material, construcción, entre otros. Tabla 5-4 Códigos de Válvulas Código Tipo de válvula HV Válvula accionamiento eléctrico FV Válvula accionamiento manual XV Válvula Automática Tabla 5-5 Códigos de Válvulas Código N° P289- ESP-PI-001-C Tipo de válvula 11 Válvula Retención 12 Válvula Mariposa Página 8 de 47 Código 5.3 Tipo de válvula 13 Válvula Cuchillo 14 Válvula Compuerta 15 Válvula Bola 16 Válvula Alivio 17 Válvula Ventosa IDENTIFICACIÓN DE PLACAS ORIFICIO La nomenclatura utilizada para denominar las placas orificio del proyecto en los documentos mencionados corresponde a la siguiente: DD- PP-XYZ Donde: DD: Diámetro en Pulgadas PP: Tipo de elemento, según Tabla 5-6. XYZ: Correlativo único de cada placa, considerando: X: Número de piscina de Drenaje Y: Número asociado a la Clase ASME Z: Número asignado diámetro de perforación Tabla 5-6 Códigos de Tipos de Placas Código FO VA 5.4 Tipo de Placa Placa Orificio Vacancia MISCELÁNEOS La nomenclatura utilizada para denominar los elementos misceláneos del proyecto en los documentos mencionados corresponde a la siguiente: MIS-XX N° P289- ESP-PI-001-C Página 9 de 47 Donde: XX: Identificador de elementos misceláneos, según Tabla 5-7. Tabla 5-7 Códigos de Elementos Misceláneos Código 01 02 03 5.5 Tipo de Misceláneos Unión desmontable Unión Flexible Manguerote SOPORTES La designación de soportes estará de acuerdo a: SX-YY Donde: SX: Tipo de soporte (Silla / Abrazadera / Perno U) YY: Identificador N° P289- ESP-PI-001-C Página 10 de 47 6. CÓDIGOS DE CLASE DE MATERIAL Tabla 6-1 Código de Clase de Material Clase Servicio Índice Servicio Límite Presión (psi) / Temperatura (°C) A11 Agua de Mar SW 1.595 / 38 API 5L X65, SAWL, PSL 2 revestimiento interno FBE ASTM A860 WPHY65 ASTM A694 Gr F65 B31.4 900 A12 Agua de Mar SW 1.015 / 38 API 5L X65, SAWL, PSL 2, revestimiento interno FBE ASTM A860 WPHY65 ASTM A694 Gr F65 B31.4 600 A13 Agua de Mar SW 783 / 38 API 5L X65, SAWL, PSL 2 revestimiento interno FBE ASTM A860 WPHY65 ASTM A694 Gr F65 B31.4 600 A14 Agua de Mar SW 740 / 38 API 5L X65, SAWL, PSL 2, revestimiento interno FBE ASTM A860 WPHY65 ASTM A694 Gr F65 B31.4 300 A15 Agua de Mar SW 285 / 38 API 5L X65, SAWL, PSL 2, revestimiento interno FBE ASTM A860 WPHY65 ASTM A694 Gr F65 B31.4 150 A16 Agua de Mar SW 285 / 38 ASTM A234 WPB ASTM A105 B31.4 150 A17 Agua de Mar SW 2.220 / 38 P2 Agua de Mar Salmuera SW BR 230 / 38 R11 Agua de Mar SW R12 Agua de Mar R13 Material Cañerías Material Fitting Material Flanges Código de Diseño Clase ASME ASTM A53 Gr. B / API 5L Gr. B Revestimiento interno Poliuretano moldeado 8mm API 5L X65, SAWL, PSL2 Revestimiento interno Poliuretano modelado 8mm HDPE ISO 4427 PE100 PN16 ASTM A234 WPB ASTM A105 B31.4 900 HDPE PE100 PN16 D16963 ASTM A105 ASTM A36 B31.4 150 285 / 38 ASTM A790 S31803 ASTM A815 Gr. S31803 ASTM A182 Gr. F51 B31.4 150 SW 2.220 / 38 ASTM A790 S31803 ASTM A815 Gr. S31803 ASTM A182 Gr. F51 B31.4 900 Agua de Mar SW 740 / 38 ASTM A790 S31803 ASTM A815 Gr. S31803 ASTM A182 Gr. F51 B31.4 300 R14 Agua de Mar SW 1.480 / 38 ASTM A790 S31803 ASTM A815 Gr. S31803 ASTM A182 Gr. F51 B31.4 600 Agua de Mar Agua de Osmosis SW S11 285 / 38 ASTM A312 Gr. TP316 ASTM A182 GR. F316 ASTM A403 WP316 ASTM A182 GR. F316 B31.3 150 N° P289- ESP-PI-001-0 BR Página 11 de 47 6.1 CLASE A11 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO MATERIALES CAÑERÍAS: API 5L X65 VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 900 RF DISEÑO: ASME B31.4 PRESIÓN: 1595 psi TEMPERATURA: 38 ºC DESCRIPCIÓN CODIGO A11 REV: DATE: CORROSION ALLOWANCE 0 mm REFERENCIA CAÑERÍA 32” TUBERÍA API 5L X65 PSL2, SAWL, ESP: 15,88 mm, ASME B36.10, BE, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO 3LPE FLANGES 32” FLANGE WN, MSS SP-44, CLASE 900 RF, ASTM A694 Gr F65, BORE 781,0 mm 32” FLANGE CIEGO, MSS SP-44, CLASE 900, ASTM A694 Gr F65 FITTINGS 32” 32” CURVA 90° 5D, ASME B16.49, API 5L X65 SAWL PSL2 ESP: 15,88 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO 3LPE CURVA 45° 5D, ASME B16.49, API 5L X65 SAWL PSL2 ESP: 15,88 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO 3LPE PERNOS Y EMPAQUETADURA 3¼” 32” 32” N° P289- ESP-PI-001-0 ESPARRAGO CS ASTM A193 Gr. B7 C/DOS TUERCAS C/DOS GOLILLAS HEXAGONALES ASTM A194 Gr.2H C/DOS GOLILLAS EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE 900, RF, FLG MSS SP-44, FLEXITE SUPER FILLER, 304 SS WINDING STRIP, 304 SS GUIDE RING, THK 3 mm KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES MSS SP-44, CLASE 900 RF THK 3 mm FLEXITALLIC ESTILO CGI O EQUIVALENTE Página 12 de 47 6.2 CLASE A12 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO MATERIALES CAÑERÍAS: API 5L X65 VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 600 RF DISEÑO: ASME B31.4 PRESIÓN: 1.015 psi TEMPERATURA: 38 ºC A12 REV: DATE: DESCRIPCIÓN CORROSION ALLOWANCE 0 mm REFERENCIA CAÑERÍA 10” 16” 32” TUBERÍA API 5L X65 PSL2, SAWL, SCH STD, ASME B36.10, BE REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURETANO TUBERÍA API 5L X65 PSL2, SAWL, SCH STD, ASME B36.10, BE REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURETANO TUBERÍA API 5L X65, SAWL, ESP: 11,11 mm, BE , REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURETANO FLANGES 32” FLANGE WN SCH STD, ASME B16.5, CLASE 600 RF, ASTM A694 Gr. F65 FLANGE WN STD STD, MSS SP-44, CLASE 600 RF, ASTM A694 Gr. F65, FLANGE WN RF, MSS SP-44, CLASE 600, ASTM A694 Gr. F65, BORE 790,6 mm 10” FLANGE CIEGO, ASME B16.5, CLASE 600, ASTM A694 Gr. F65 16” FLANGE CIEGO, MSS SP-44, CLASE 600, ASTM A694 Gr. F65 32” FLANGE CIEGO, MSS SP-44, CLASE 600, ASTM A694 Gr. F65 10” 16” FITTINGS 16” 16” 16” 14” 32” 32” N° P289- ESP-PI-001-0 CODO 90° RADIO LARGO, MSS SP-75, ASTM A860 WPHY65 SCH STD, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO CODO 45° RADIO LARGO, MSS SP-75, ASTM A860 WPHY65 SCH STD, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE RECTA BE, MSS SP-75, ASTM A860 WPHY65 SCH STD, CON PIG BARS, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO REDUCCIÓN CONCÉNTRICA BE, MSS SP-75, ASTM A860 WPHY65 SCH STD, CON PIG BARS, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE DE REDUCCIÓN BE, MSS SP-75, ASTM A860 WPHY65 ESP: 11,1 mm, CON PIG BARS, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO CURVA 90° 5D, ASME B16.49, API 5L X65 SAWL PSL2 ESP: 11,11 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO Página 13 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO 32” 32” 32” A12 MATERIALES REV: CAÑERÍAS: API 5L X65 DATE: VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 600 RF DISEÑO: ASME B31.4 CORROSION PRESIÓN: 1.015 psi ALLOWANCE TEMPERATURA: 38 ºC 0 mm DESCRIPCIÓN REFERENCIA CURVA 45° 5D, ASME B16.49, API 5L X65 SAWL PSL2 ESP: 11,11 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE RECTA, MSS SP-75, ASTM A860 WPHY65 ESP 11,11 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE REDUCCIÓN, MSS SP-75, ASTM A860 WPHY65 ESP 11,11 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO VÁLVULAS 32” HV-1504 10” – 24” FV-1209 10” XV-1703 VÁLVULA DE BOLA TRUNION, API 6D, PASO COMPLETO, RATING B16.34 CLASE 600, CUERPO Y BOLA ACERO ASTM A182 F51, ASIENTOS METAL-METAL, AVANCE SEGÚN ASME B16.10, ACTUADOR ELÉCTRICO VÁLVULA DE MARIPOSA; API 609 CATEGORÍA B CLASE 600, LUG; CUERPO Y DISCO: ASTM A182 F51, ASIENTO: RPTFE, ACTUADOR MANUAL CON CAJA DE ENGRANAJES VÁVULA VENTOSA, TRIPLE EFECTO, AWWA D512, CONEXIÓN ASME B16.5 CLASE 600 RF, CUERPO Y TRIM: ASTM A182 F51, SELLOS: TEFLON REFORZADO ACCESORIOS 16” FO-361 16” VA-361 PLACA ORIFICIO DIAMETROS SEGÚN MEMORIAS DE CÁLCULO, FABRICACIÓN EN ACERO INOXIDABLE ASTM A240 TP316, MONTAJE ENTRE FLANGES MSS SP-44 CLASE 600 VACANCIA SEGÚN MEMORIAS DE CÁLCULO, FABRICACIÓN EN ACERO INOXIDABLE ASTM A240 TP316, MONTAJE ENTRE FLANGES MSS SP-44 CLASE 600 PERNOS Y EMPAQUETADURA 1¼” – 2¼” 1¼” – 2¼” 1¼” – 2¼” 10” 16” 32” N° P289- ESP-PI-001-0 ESPARRAGO CS ASTM A193 Gr. B7 C/DOS TUERCAS HEXAGONALES ASTM A194 Gr.2H C/DOS GOLILLAS PERNO MAQUINA CS ASTM A307 Gr. B C/UNA TUERCA HEXAGONAL ASTM A194 Gr.2H C/DOS GOLILLAS PERNO MAQUINA LUG CS ASTM A307 Gr. B EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE 600, RF, FLG ASME B16.5, FLEXITE SUPER FILLER, 304 SS WINDING STRIP, 304 SS GUIDE RING, THK 3 mm EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE 600, RF, FLG MSS SP-44, FLEXITE SUPER FILLER, 304 SS WINDING STRIP, 304 SS GUIDE RING, THK 3 mm EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE 600, RF, FLG MSS SP-44, FLEXITE SUPER FILLER, 304 SS WINDING STRIP, 304 SS GUIDE RING, THK 3 mm FLEXITALLIC ESTILO CGI O EQUIVALENTE FLEXITALLIC ESTILO CGI O EQUIVALENTE FLEXITALLIC ESTILO CGI O EQUIVALENTE Página 14 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO 10” 16” 32” N° P289- ESP-PI-001-0 A12 MATERIALES REV: CAÑERÍAS: API 5L X65 DATE: VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 600 RF DISEÑO: ASME B31.4 CORROSION PRESIÓN: 1.015 psi ALLOWANCE TEMPERATURA: 38 ºC 0 mm DESCRIPCIÓN REFERENCIA KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES ASME B16.5, CLASE 600 RF, THK 3 mm EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE FLEXITALLIC 600, RF, FLG MSS SP-44, FLEXITE SUPER FILLER, 304 SS ESTILO CGI O WINDING STRIP, 304 SS GUIDE RING, THK 3 mm EQUIVALENTE EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE FLEXITALLIC 600, RF, FLG MSS SP-44, FLEXITE SUPER FILLER, 304 SS ESTILO CGI O WINDING STRIP, 304 SS GUIDE RING, THK 3 mm EQUIVALENTE Página 15 de 47 6.3 CLASE A13 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO MATERIALES CAÑERÍAS: API 5L X65 VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 600 RF DISEÑO: ASME B31.4 PRESIÓN: 783 psi TEMPERATURA: 38 ºC A13 REV: DATE: DESCRIPCIÓN CORROSION ALLOWANCE 0 mm REFERENCIA CAÑERÍA 10” 16” 32” TUBERÍA API 5L X65 PSL2, SAWL, SCH STD, ASME B36.10, BE REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURETANO TUBERÍA API 5L X65 PSL2, SAWL, SCH STD, ASME B36.10, BE REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURETANO TUBERÍA API 5L X65, SAWL, ESP: 9,53 mm, BE, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURETANO FLANGES 32” FLANGE WN SCH STD, ASME B16.5, CLASE 600 RF, ASTM A694 Gr. F65 FLANGE WN STD STD, MSS SP-44, CLASE 600 RF, ASTM A694 Gr. F65, FLANGE WN RF, MSS SP-44, CLASE 600, ASTM A694 Gr. F65, BORE 790,6 mm 10” FLANGE CIEGO, ASME B16.5, CLASE 600, ASTM A694 Gr. F65 16” FLANGE CIEGO, MSS SP-44, CLASE 600, ASTM A694 Gr. F65 32” FLANGE CIEGO, MSS SP-44, CLASE 600, ASTM A694 Gr. F65 10” 16” FITTINGS 16” 16” 16” 14” 32” 32” N° P289- ESP-PI-001-0 CODO 90° RADIO LARGO, MSS SP-75, ASTM A860 WPHY65 SCH STD, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO CODO 45° RADIO LARGO, MSS SP-75, ASTM A860 WPHY65 SCH STD, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE RECTA BE, MSS SP-75, ASTM A860 WPHY65 SCH STD, CON PIG BARS, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO REDUCCIÓN CONCÉNTRICA BE, MSS SP-75, ASTM A860 WPHY65 SCH STD, CON PIG BARS, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE DE REDUCCIÓN BE, MSS SP-75, ASTM A860 WPHY65 ESP: 9,53 mm, CON PIG BARS, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO CURVA 90° 5D, ASME B16.49, API 5L X65 SAWL PSL2 ESP: 9,53 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO Página 16 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO 32” 32” 32” A13 MATERIALES REV: CAÑERÍAS: API 5L X65 DATE: VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 600 RF DISEÑO: ASME B31.4 CORROSION PRESIÓN: 783 psi ALLOWANCE TEMPERATURA: 38 ºC 0 mm DESCRIPCIÓN REFERENCIA CURVA 45° 5D, ASME B16.49, API 5L X65 SAWL PSL2 ESP: 9,53 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE RECTA, MSS SP-75, ASTM A860 WPHY65 ESP 9,53 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE REDUCCIÓN, MSS SP-75, ASTM A860 WPHY65 ESP 9,53 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO VÁLVULAS 32” HV-1504 10” – 24” FV-1209 10” XV-1703 VÁLVULA DE BOLA TRUNION, API 6D, PASO COMPLETO, RATING B16.34 CLASE 600, CUERPO Y BOLA ACERO ASTM A182 F51, ASIENTOS METAL-METAL, AVANCE SEGÚN ASME B16.10, ACTUADOR ELÉCTRICO VÁLVULA DE MARIPOSA; API 609 CATEGORÍA B CLASE 600, LUG; CUERPO Y DISCO: ASTM A182 F51, ASIENTO: RPTFE, ACTUADOR MANUAL CON CAJA DE ENGRANAJES VÁVULA VENTOSA, TRIPLE EFECTO, AWWA D512, CONEXIÓN ASME B16.5 CLASE 600 RF, CUERPO Y TRIM: ASTM A182 F51, SELLOS: TEFLON REFORZADO ACCESORIOS 16” FO-461 16” VA-461 PLACA ORIFICIO DIAMETROS SEGÚN MEMORIAS DE CÁLCULO, FABRICACIÓN EN ACERO INOXIDABLE ASTM A 240 TP316, MONTAJE ENTRE FLANGES MSS SP-44 CLASE 600 VACANCIA SEGÚN MEMORIAS DE CÁLCULO, FABRICACIÓN EN ACERO INOXIDABLE ASTM A 240 TP316, MONTAJE ENTRE FLANGES MSS SP-44 CLASE 600 PERNOS Y EMPAQUETADURA 1¼” – 2¼” 1¼” – 2¼” 1¼” – 2¼” 10” 16” 32” N° P289- ESP-PI-001-0 ESPARRAGO CS ASTM A193 Gr. B7 C/DOS TUERCAS HEXAGONALES ASTM A194 Gr.2H C/DOS GOLILLAS PERNO MAQUINA CS ASTM A307 Gr. B C/UNA TUERCA HEXAGONAL ASTM A194 Gr.2H C/DOS GOLILLAS PERNO MAQUINA LUG CS ASTM A307 Gr. B EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE 600, RF, FLG ASME B16.5, FLEXITE SUPER FILLER, 304 SS WINDING STRIP, 304 SS GUIDE RING, THK 3 mm EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE 600, RF, FLG MSS SP-44, FLEXITE SUPER FILLER, 304 SS WINDING STRIP, 304 SS GUIDE RING, THK 3 mm EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE 600, RF, FLG MSS SP-44, FLEXITE SUPER FILLER, 304 SS WINDING STRIP, 304 SS GUIDE RING, THK 3 mm FLEXITALLIC ESTILO CGI O EQUIVALENTE FLEXITALLIC ESTILO CGI O EQUIVALENTE FLEXITALLIC ESTILO CGI O EQUIVALENTE Página 17 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO 10” 16” 32” N° P289- ESP-PI-001-0 A13 MATERIALES REV: CAÑERÍAS: API 5L X65 DATE: VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 600 RF DISEÑO: ASME B31.4 CORROSION PRESIÓN: 783 psi ALLOWANCE TEMPERATURA: 38 ºC 0 mm DESCRIPCIÓN REFERENCIA KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES ASME B16.5, CLASE 600 RF, THK 3 mm EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE FLEXITALLIC 600, RF, FLG MSS SP-44, FLEXITE SUPER FILLER, 304 SS ESTILO CGI O WINDING STRIP, 304 SS GUIDE RING, THK 3 mm EQUIVALENTE EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE FLEXITALLIC 600, RF, FLG MSS SP-44, FLEXITE SUPER FILLER, 304 SS ESTILO CGI O WINDING STRIP, 304 SS GUIDE RING, THK 3 mm EQUIVALENTE Página 18 de 47 6.4 CLASE A14 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO MATERIALES CAÑERÍAS: API 5L X65 VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 300 RF DISEÑO: ASME B31.4 PRESIÓN: 740 psi TEMPERATURA: 38 ºC A14 REV: DATE: DESCRIPCIÓN CORROSION ALLOWANCE 0 mm REFERENCIA CAÑERÍA 10” 16” 32” TUBERÍA API 5L X65, SAWL PSL2, SCH 20, BE , REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURETANO TUBERÍA API 5L X65, SAWL PSL2, SCH 20, BE , REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURETANO TUBERÍA API 5L X65 PSL2, SAWL, ESP 9,53 mm , BE, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURETANO FLANGES 32” FLANGE WN SCH 20, ASME B16.5, CLASE 300 RF, ASTM A694 Gr. F65 FLANGE WN SCH 20, MSS SP-44, CLASE 300 RF, ASTM A694 Gr F65 FLANGE WN, MSS SP-44, CLASE 300RF, ASTM A694 Gr F65, BORE 793,7 mm 10” FLANGE CIEGO, ASME B16.5, CLASE 300, ASTM A694 Gr. F65 16” FLANGE CIEGO, MSS SP-44, CLASE 300, ASTM A694 Gr F65 32” FLANGE CIEGO, MSS SP-44, CLASE 300, ASTM A694 Gr F65 10” 16” FITTINGS 16” 16” 16” 16” 32” 32” N° P289- ESP-PI-001-0 CODO 90 RADIO LARGO, MSS SP-75, ASTM A860 WPHY65 SCH 20, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO CODO 45 RADIO LARGO, MSS SP-75, ASTM A860 WPHY65 SCH 20, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE RECTA, MSS SP-75, ASTM A860 WPHY65 SCH 20, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO REDUCCIÓN CONCÉNTRICA BE, MSS SP-75, ASTM A860 WPHY65 SCH 20, CON PIG BARS, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE DE REDUCCIÓN BE, MSS SP-75, ASTM A860 WPHY65 ESP: 9,53 mm, CON PIG BARS, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO CURVA 90° 5D, ASME B16.49, API 5L X65 SAWL PSL2, ESP: 9,53 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO Página 19 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO 32” 32” 32” A14 MATERIALES REV: CAÑERÍAS: API 5L X65 DATE: VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 300 RF DISEÑO: ASME B31.4 CORROSION PRESIÓN: 740 psi ALLOWANCE TEMPERATURA: 38 ºC 0 mm DESCRIPCIÓN REFERENCIA CURVA 45° 5D, ASME B16.49, API 5L X65 SAWL PSL2, ESP: 9,53 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE RECTA, MSS SP-75, ASTM A860 WPHY65, ESP: 9,53 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE REDUCCIÓN, MSS SP-75, ASTM A860 WPHY65, ESP: 9,53 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO VÁLVULAS 32” HV-1503 10” – 24” FV-1208 10” XV-1702 VÁLVULA DE BOLA TRUNION, API 6D, PASO COMPLETO, RATING B16.34 CLASE 300, CUERPO Y BOLA ACERO ASTM A182 F51, ASIENTOS METAL-METAL, AVANCE SEGÚN ASME B16.10, ACTUADOR ELÉCTRICO VÁLVULA DE MARIPOSA; API 609 CATEGORÍA B CLASE 300, LUG; CUERPO Y DISCO: ASTM A182 F51, ASIENTO: RPTFE, ACTUADOR MANUAL CON CAJA DE ENGRANAJES VÁVULA VENTOSA, TRIPLE EFECTO, AWWA D512, CONEXIÓN ASME B16.5 CLASE 300 RF, CUERPO Y TRIM: ASTM A182 F51, SELLOS: TEFLON REFORZADO ACCESORIOS 16” FO-531 16” VA-531 PLACA ORIFICIO DIAMETROS SEGÚN MEMORIAS DE CÁLCULO, FABRICACIÓN EN ACERO INOXIDABLE ASTM A 240 TP316, MONTAJE ENTRE FLANGES MSS SP-44 CLASE 300 VACANCIA SEGÚN MEMORIAS DE CÁLCULO, FABRICACIÓN EN ACERO INOXIDABLE ASTM A 240 TP316, MONTAJE ENTRE FLANGES MSS SP-44 CLASE 300 PERNOS Y EMPAQUETADURA 1” – 1⅞” 1” – 1⅞” 1” – 1⅞” 10” 16” 32” N° P289- ESP-PI-001-0 ESPARRAGO CS ASTM A193 Gr. B7 C/DOS TUERCAS HEXAGONALES ASTM A194 Gr.2H C/DOS GOLILLAS PERNO MAQUINA CS ASTM A307 Gr. B C/UNA TUERCA HEXAGONAL ASTM A194 Gr.2H PERNO MAQUINA LUG CS ASTM A307 Gr. B EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE 300, RF, FLG ASME B16.5, FLEXITE SUPER FILLER, 304 SS WINDING STRIP, 304 SS GUIDE RING, THK 3 mm EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE 300, RF, FLG ASME B16.5, FLEXITE SUPER FILLER, 304 SS WINDING STRIP, 304 SS GUIDE RING, THK 3 mm EMPAQUETADURA ESPIROMETALICA, ASME 16.20, CLASE 300, RF, FLG MSS SP-44, FLEXITE SUPER FILLER, 304 SS WINDING STRIP, 304 SS GUIDE RING, THK 3 mm FLEXITALLIC ESTILO CGI O EQUIVALENTE FLEXITALLIC ESTILO CGI O EQUIVALENTE FLEXITALLIC ESTILO CGI O EQUIVALENTE Página 20 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO 10” 16” 32” N° P289- ESP-PI-001-0 A14 MATERIALES REV: CAÑERÍAS: API 5L X65 DATE: VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 300 RF DISEÑO: ASME B31.4 CORROSION PRESIÓN: 740 psi ALLOWANCE TEMPERATURA: 38 ºC 0 mm DESCRIPCIÓN REFERENCIA KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES ASME B16.5, CLASE 300 RF THK 3 mm KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES ASME B16.5, CLASE 300 RF THK 3 mm KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES MSS SP-44, CLASE 300 RF THK 3 mm Página 21 de 47 6.5 CLASE A15 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO MATERIALES CAÑERÍAS: API 5L X65 VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 150 RF DISEÑO: ASME B31.4 PRESIÓN: 285 psi TEMPERATURA: 38 ºC A15 REV: DATE: DESCRIPCIÓN CORROSION ALLOWANCE 0 mm REFERENCIA CAÑERÍA 10” 16” 32” TUBERÍA API 5L X65, SAWL PSL2, SCH 10, BE , REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURETANO TUBERÍA API 5L X65, SAWL PSL2, SCH 10, BE , REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURETANO TUBERÍA API 5L X65, SAWL PSL2, ESP: 9,53 mm, BE , REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURETANO FLANGES 32” FLANGE WN SCH 10, ASME B16.5, CLASE 150 RF, ASTM A694 Gr. F65 FLANGE WN SCH 10, MSS SP-44, CLASE 150 RF, ASTM A694 Gr F65, FLANGE WN RF, MSS SP-44, CLASE 150, ASTM A694 Gr F65, BORE 793,9 mm 10” FLANGE CIEGO, ASME B16.5, CLASE 150, ASTM A694 Gr. F65 16” FLANGE CIEGO, MSS SP-44, CLASE 150, ASTM A694 Gr F65 32” FLANGE CIEGO, MSS SP-44, CLASE 150, ASTM A694 Gr F65 10” 16” FITTINGS 16” 16” 16” 16” 32” 32” N° P289- ESP-PI-001-0 TEE RECTA, MSS SP-75, ASTM A860 WPHY65 SCH 10, CON PIG BARS, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO CODO 90 RADIO LARGO, MSS SP-75, ASTM A860 WPHY65 SCH 10, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO CODO 45 RADIO LARGO, MSS SP-75, ASTM A860 WPHY65 SCH 10, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO REDUCCIÓN CONCÉNTRICA BE, MSS SP-75, ASTM A860 WPHY65 SCH 10, CON PIG BARS, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE DE REDUCCIÓN BE, MSS SP-75, ASTM A860 WPHY65 ESP: 9,53 mm, CON PIG BARS, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO CURVA 90° 5D, ASME B16.49, API 5L X65 SAWL PSL2, ESP: 9,53 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO Página 22 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO 32” 32” 32” A15 MATERIALES REV: CAÑERÍAS: API 5L X65 DATE: VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 150 RF DISEÑO: ASME B31.4 CORROSION PRESIÓN: 285 psi ALLOWANCE TEMPERATURA: 38 ºC 0 mm DESCRIPCIÓN REFERENCIA CURVA 45° 5D, ASME B16.49, API 5L X65 SAWL PSL2, ESP: 9,53 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE RECTA, MSS SP-75, ASTM A860 WPHY65, ESP: 9,53 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO TEE REDUCCIÓN, MSS SP-75, ASTM A860 WPHY65, ESP: 9,53 mm, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO POLIURERTANO VÁLVULAS 32” HV-1501 10” – 24” FV-1206 10” XV-1701 VÁLVULA DE BOLA TRUNION, API 6D, PASO COMPLETO, RATING B16.34 CLASE 150, CUERPO Y BOLA ACERO ASTM A182 F51, ASIENTOS METAL-METAL, AVANCE SEGÚN ASME B16.10, ACTUADOR ELÉCTRICO VÁLVULA DE MARIPOSA; API 609 CATEGORÍA B CLASE 150, LUG; CUERPO Y DISCO: ASTM A182 F51, ASIENTO: RPTFE, ACTUADOR MANUAL CON CAJA DE ENGRANAJES VÁVULA VENTOSA, TRIPLE EFECTO, AWWA D512, CONEXIÓN ASME B16.5 CLASE 150 RF, CUERPO Y TRIM: ASTM A182 F51, SELLOS: TEFLON REFORZADO PERNOS Y EMPAQUETADURA ⅞” – 1½” ⅞” – 1½” ⅞” – 1½” 10” 16” 32” 10” 16” 32” N° P289- ESP-PI-001-0 ESPARRAGO CS ASTM A193 Gr. B7 C/DOS TUERCAS HEXAGONALES ASTM A194 Gr.2H C/DOS GOLILLAS PERNO MAQUINA CS ASTM A307 Gr. B C/UNA TUERCA HEXAGONAL ASTM A194 Gr.2H PERNO MAQUINA LUG CS ASTM A307 Gr. B EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN ASME B16.5 CLASE 150 RF EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN ASME B16.5 CLASE 150 RF EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN MSS SP-44 CLASE 150 RF KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES ASME B16.5, CLASE 150 RF THK 3 mm KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES MSS SP-44, CLASE 150 RF THK 3 mm KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES MSS SP-44, CLASE 150 RF THK 3 mm Página 23 de 47 6.6 CLASE A16 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO MATERIALES CAÑERÍAS: ASTM A53 /API 5L GR. B VALVULAS:FLANGES: ASTM A105 DISEÑO: ASME B31.4 PRESIÓN: 285 psi TEMPERATURA: 38 ºC DESCRIPCIÓN A16 REV: DATE: CORROSION ALLOWANCE 0 mm REFERENCIA CAÑERÍA 2” – 24” 26” – 36” 48” TUBERÍA ASTM A 53 Gr. B, ERW, SCH STD, BE, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURETANO TUBERÍA API 5L Gr. B, SAWL PSL2, ESP: 9,53 mm, BE, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURETANO TUBERÍA API 5L Gr. B, SAWL PSL2, ESP: 9,53 mm, BE, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURETANO FLANGES 2” – 24” 2” – 24” FLANGE WN SCH STD, ASME B16.5, CLASE 150 FF, ASTM A105 FLANGE WN SCH STD, ASME B16.5, CLASE 150 RF, ASTM A105 26” – 48” FLANGE WN SCH STD, MSS SP-44, CLASE 150 FF, ASTM A105 26” – 48” FLANGE WN SCH STD, MSS SP-44, CLASE 150 RF, ASTM A105 2” - 24” FLANGE CIEGO, ASME B16.5, CLASE 150, ASTM A105 26” – 48” FLANGE CIEGO, MSS SP-44, CLASE 150, ASTM A105 FITTINGS 6” – 36” 6” – 36” 6” - 36” 6” - 36” 6” - 36” 6” - 36” 32” N° P289- ESP-PI-001-0 CODO 90° RADIO LARGO SCH STD, ASME B16.9, ASTM, A234 WPB REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO CODO 45° RADIO LARGO SCH STD, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO REDUCCIÓN CONCÉNTRICA SCH STD, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO REDUCCIÓN EXCÉNTRICA SCH STD, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO TEE RECTA SCH STD, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO TEE DE REDUCCIÓN SCH STD, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO CURVA 90° 5D, ASME B16.49, API 5L Gr. B, SAWL PSL2, ESP: 9,53 mm, REVESTIMIENTO INTERNO POLIURETANO, Página 24 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO MATERIALES CAÑERÍAS: ASTM A53 /API 5L GR. B VALVULAS:FLANGES: ASTM A105 DISEÑO: ASME B31.4 PRESIÓN: 285 psi TEMPERATURA: 38 ºC DESCRIPCIÓN REVESTIMIENTO EXTERNO POLIURERTANO A16 REV: DATE: CORROSION ALLOWANCE 0 mm REFERENCIA CURVA 45° 5D, ASME B16.49, API 5L Gr. B, SAWL PSL2, ESP: 9,53 mm, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO TEE RECTA SCH STD, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO 32” 48” VÁLVULAS 8” XV-1601 2” – 3” FV-1506 4 – 6” HV-1301 8” – 36” HV-1302 8” – 36” HV-1303 3” – 4” FV-1204 6” – 24” FV-1206 16” XV-1101 10” XV-1701 VÁLVULA DE ALIVIO DE PRESIÓN, API 526, CONEXIÓN PARA FLANGES AME B16.5 CLASE 150 RF, CUERPO Y TRIM ASTM A182 F51 VÁLVULA DE BOLA, ASME B16.34/API608, RATING: ASME B16.34 CLASE 150 RF, PASO REDUCIDO, CUERPO Y BOLA: ASTM A182 F51, AVANCE SEGÚN ASME B16.10, ACTUADOR MANUAL CON PALANCA VÁLVULA DE CUCHILLO CUERPO ASTM A395 Gr. 65-45-15, CUCHILLO DUPLEX 2205, CONEXIÓN LUG PARA FLANGES CLASE 150 FF, ACTUADOR MANUAL CON VOLANTE VÁLVULA DE CUCHILLO CUERPO ASTM A395 Gr. 65-45-15, CUCHILLO DUPLEX 2205, CONEXIÓN LUG PARA FLANGES CLASE 150 FF, ACTUADOR MANUAL CON VOLANTE Y CAJA DE ENGRANAJES VÁLVULA DE CUCHILLO CUERPO ASTM A395 Gr. 65-45-15, CUCHILLO DUPLEX 2205, CONEXIÓN LUG PARA FLANGES CLASE 150 FF, ACTUADOR ELÉCTRICO VÁLVULA DE MARIPOSA; API 609 CATEGORÍA B CLASE 150, LUG; CUERPO Y DISCO: ASTM A182 F51, ASIENTO: RPTFE, ACTUADOR MANUAL CON PALANCA VÁLVULA DE MARIPOSA; API 609 CATEGORÍA B CLASE 150, LUG; CUERPO Y DISCO: ASTM A182 F51, ASIENTO: RPTFE, ACTUADOR MANUAL CON CAJA DE ENGRANAJES VÁLVULA RETENCIÓN, SWING CHECK, CUERPO Y TRIM, ASTM A182 F51, SELLO EN EPDM, RATING ASME B16.34, CONEXIÓN SEGÚN ASME B16.5 CL 150 RF, AVANCE SEGÚN ASME B16.10 VÁVULA VENTOSA, TRIPLE EFECTO, AWWA D512, CONEXIÓN ASME B16.5 CLASE 150 RF, CUERPO Y TRIM: ASTM A182 F51, SELLOS: TEFLON REFORZADO ACCESORIOS 16” MIS-01 16” MIS-02 N° P289- ESP-PI-001-0 UNIÓN DESMONTABLE TIPO VIKING JOHNSON PARA CONEXIÓN ENTRE FLANGES ASME B16.5 CLASE 150, ACERO DÚPLEX 2205 UNIÓN MECÁNICA FLEXIBLE TIPO DRESSER ESTILO 38, ACERO DÚPLEX 2205 Página 25 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO 8 – 16” MIS-03 A16 MATERIALES REV: CAÑERÍAS: ASTM A53 /API 5L GR. B DATE: VALVULAS:FLANGES: ASTM A105 DISEÑO: ASME B31.4 CORROSION PRESIÓN: 285 psi ALLOWANCE TEMPERATURA: 38 ºC 0 mm DESCRIPCIÓN REFERENCIA MANGUEROTE GOMA NATURAL REFORZADA TIPO VULCO 564 CON CONEXIÓN FLANGEADA ASME B16.5 CLASE 150 PERNOS Y EMPAQUETADURA ⅝” – 1½” ⅝” – 1½” ⅝” – 1½” 2” – 24” 2” – 24” 26” – 48” 26” – 48” 2” – 24” 2” – 24” 26” – 32” 26” – 32” N° P289- ESP-PI-001-0 ESPARRAGO CS ASTM A193 Gr. B7 C/DOS TUERCAS HEXAGONALES ASTM A194 Gr.2H C/DOS GOLILLAS PERNO MAQUINA CS ASTM A307 Gr. B C/UNA TUERCA HEXAGONAL ASTM A194 Gr.2H PERNO MAQUINA LUG CS ASTM A307 Gr. B EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN ASME B16.5 CLASE 150 FF EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN ASME B16.5 CLASE 150 RF EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN MSS SP-44 CLASE 150 FF EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN MSS SP-44 CLASE 150 RF KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES ASME B16.5, CLASE 150 FF THK 3 mm KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES ASME B16.5, CLASE 150 RF THK 3 mm KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES MSS SP-44, CLASE 150 FF THK 3 mm KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES MSS SP-44, CLASE 150 RF THK 3 mm Página 26 de 47 6.7 CLASE A17 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO MATERIALES CAÑERÍAS: API 5L X65 VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 900 RF DISEÑO: ASME B31.4 PRESIÓN: 1.595 psi TEMPERATURA: 38 ºC A17 REV: DATE: CORROSION ALLOWANCE 0 mm DESCRIPCIÓN REFERENCIA CAÑERÍA 6” – 20” 24” – 34” 36” TUBERÍA API 5L X65 PSL2, SAWL, SCH STD, BE, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURETANO TUBERÍA API 5L X65 PSL2, SAWL, SCH 30, ASME B36.10, BE, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO 3LPE TUBERÍA API 5L X65 PSL2, SAWL, ESP: 19,5 mm, ASME B36.10, BE, REVESTIMIENTO INTERNO FBE, REVESTIMIENTO EXTERNO 3LPE FLANGES 36” FLANGE WN SCH STD, ASME B16.5, CLASE 900 RF, ASTM A694 Gr F65 FLANGE WN SCH 30, MSS SP-44, CLASE 900 RF, ASTM A694 Gr F65 FLANGE WN ESP: 19,5 mm , MSS SP-44, CLASE 900 RF, ASTM A694 Gr F65 2” - 24” FLANGE CIEGO, ASME B16.5, CLASE 900, ASTM A694 Gr F65 26” – 36” FLANGE CIEGO, MSS SP-44, CLASE 900, ASTM A694 Gr F65 2” – 24” 26” – 32” FITTINGS 6” – 24” 26” – 32” 6” – 24” 26” – 32” 6” - 24” 26” – 32” 6” - 24” N° P289- ESP-PI-001-0 CODO 90° RADIO LARGO SCH STD, ASME B16.9, ASTM, A234 WPB REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO CODO 90° RADIO LARGO SCH 30, ASME B16.9, ASTM, A234 WPB REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO CODO 45° RADIO LARGO SCH STD, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO CODO 45° RADIO LARGO SCH 30, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO REDUCCIÓN CONCÉNTRICA SCH STD, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO REDUCCIÓN CONCÉNTRICA SCH 30, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO REDUCCIÓN EXCÉNTRICA SCH STD, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, Página 27 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO MATERIALES CAÑERÍAS: API 5L X65 VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 900 RF DISEÑO: ASME B31.4 PRESIÓN: 1.595 psi TEMPERATURA: 38 ºC DESCRIPCIÓN REVESTIMIENTO EXTERNO POLIURERTANO A17 REV: DATE: CORROSION ALLOWANCE 0 mm REFERENCIA REDUCCIÓN EXCÉNTRICA SCH 30, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO TEE RECTA SCH STD, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO TEE RECTA SCH 30, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO TEE DE REDUCCIÓN SCH STD, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO TEE DE REDUCCIÓN SCH 30, ASME B16.9, ASTM A234 WPB, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO CURVA 90° 5D, ASME B16.49, API 5L Gr. B, SAWL PSL2, ESP: 15,88 mm, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO CURVA 45° 5D, ASME B16.49, API 5L Gr. B, SAWL PSL2, ESP: 15,88 mm, REVESTIMIENTO INTERNO POLIURETANO, REVESTIMIENTO EXTERNO POLIURERTANO 26” – 32” 6” – 24” 26” – 32” 6” – 24” 26” – 32” 32” 32” VÁLVULAS 10” XV-1602 32” FV-1505 2” – 20” FV-1510 2” – 20” FV-1511 20” XV-1102 N° P289- ESP-PI-001-0 VÁLVULA DE ALIVIO DE PRESIÓN, API 526, CONEXIÓN PARA FLANGES AME B16.5 CLASE 900 RF, CUERPO Y TRIM ASTM A182 F51 VÁLVULA DE BOLA TRUNION, API 6D, PASO COMPLETO, RATING B16.34 CLASE 900, FLANGES MSS SP-44 CLASE 900, CUERPO Y BOLA ACERO ASTM A182 F51, ASIENTOS METALMETAL, AVANCE SEGÚN ASME B16.10, ACTUADOR ELÉCTRICO VÁLVULA DE BOLA, ASME B16.34/API 608, RATING: ASME B16.34 CLASE 900, FLANGE ASME B16.5 CLASE 900 RF, PASO REDUCIDO, CUERPO Y BOLA ASTM A182 F51, AVANCE SEGÚN ASME B16.10, ACTUADOR MANUAL CON CAJA DE ENGRANAJES VÁLVULA DE BOLA, ASME B16.34/API 608, RATING: ASME B16.34 CLASE 900, FLANGE ASME B16.5 CLASE 900 RF, PASO REDUCIDO, CUERPO Y BOLA ASTM A182 F51, AVANCE SEGÚN ASME B16.10, ACTUADOR ELÉCTRICO VÁLVULA RETENCIÓN, SWING CHECK, CUERPO Y TRIM, ASTM A182 F51, SELLO EN EPDM, RATING ASME B16.34, CONEXIÓN SEGÚN ASME B16.5 CL 150 RF, AVANCE SEGÚN ASME B16.10 Página 28 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO 10 XV-1701 A17 MATERIALES REV: CAÑERÍAS: API 5L X65 DATE: VALVULAS:FLANGES: ASTM A694 Gr F65 CLASE 900 RF DISEÑO: ASME B31.4 CORROSION PRESIÓN: 1.595 psi ALLOWANCE TEMPERATURA: 38 ºC 0 mm DESCRIPCIÓN REFERENCIA VÁVULA VENTOSA , TRIPLE EFECTO, AWWA D512, CONEXIÓN ASME B16.5 CLASE 900 RF, CUERPO Y TRIM ASTM A182 F51, SELLOS: TEFLON REFORZADO PERNOS Y EMPAQUETADURA ⅞” – 3½” ⅞” – 3½” ⅞” – 3½” 2” – 24” 26” – 36” 2” – 24” 26” – 36” N° P289- ESP-PI-001-0 ESPARRAGO CS ASTM A193 Gr. B7 C/DOS TUERCAS C/DOS GOLILLAS HEXAGONALES ASTM A194 Gr.2H C/DOS GOLILLAS PERNO MAQUINA CS ASTM A307 Gr. B C/UNA TUERCA HEXAGONAL ASTM A194 Gr.2H PERNO MAQUINA LUG CS ASTM A307 Gr. B EMPAQUETADURA ESPIROMETALICA, ASME 16.20, FLEXITE SUPER FILLER, 304 SS WINDING STRIP, 304 SS GUIDE RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN ASME B16.5 CLASE 900 RF EMPAQUETADURA ESPIROMETALICA, ASME 16.20, FLEXITE SUPER FILLER, 304 SS WINDING STRIP, 304 SS GUIDE RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN MSS SP-44 CLASE 900 RF KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA CONEXIÓN SEGÚN ASME B16.5 CLASE 900 RF KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA CONEXIÓN SEGÚN MSS SP-44 CLASE 900 RF FLEXITALLIC ESTILO CGI O EQUIVALENTE FLEXITALLIC ESTILO CGI O EQUIVALENTE Página 29 de 47 6.8 CLASE P2 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) SALMUERA (BR) DIAMETRO CODIGO MATERIALES PIPES: HDPE PE100 PN16 VALVES: FLANGES: ASTM A105 / A36 CLASE CL 150 FF DISEÑO: ASME B31.3 PRESSURE: 16bar TEMPERATURE: 38 ºC P2 REV: DATE: DESCRIPCIÓN CORROSION ALLOWANCE 0 mm REFERENCIA CAÑERÍA CAÑERÍA HDPE PE100 PN16, ISO 4427,SOLDADO POR TERMOFUSIÓN 63-1000 FITTING CODO MITRADO 90°, HDPE PE100 PN16,D16963, SOLDADO POR TERMOFUSIÓN CODO MITRADO 45°, HDPE PE100 PN16,D16963, SOLDADO POR TERMOFUSIÓN TEE RECTA, HDPE PE100 PN16,D16963, SOLDADO POR TERMOFUSIÓN TEE REDUCCIÓN, HDPE PE100 PN16,D16963, SOLDADO POR TERMOFUSIÓN REDUCCIÓN CONCÉNTRICA HDPE PE100 PN16,D16963, SOLDADO POR TERMOFUSIÓN REDUCCIÓN EXCÉNTRICA, HDPE PE100 PN16,D16963, SOLDADO POR TERMOFUSIÓN STUB END, HDPE PE100 PN16, D16963, SOLDADO POR TERMOFUSIÓN STUB END CON REBAJE PARA CONEXIÓN VÁLVULA MARIPOSA, HDPE PE100 PN16, D16963, SOLDADO POR TERMOFUSIÓN 63-1200 63-1200 63-12000 63-1200 63-1200 63-1200 63-1200 63-1200 FLANGES FLANGE BACKING CONEXIÓN ASME B16.5, BORE DIN 2673, ASTM A105 FLANGE BACKING CONEXIÓN AWWA C207 CL E, BORE DIN 2673, ASTM A36 2”- 24” 26”- 48” 2”- 48” FLANGE CIEGO, AWWA C207 CLASE E, ASTM A36, VÁLVULAS 2” – 3” FV-1506 4” – 6” HV-1301 8” – 36” HV-1302 8” – 36” HV-1303 N° P289- ESP-PI-001-0 VÁLVULA DE BOLA, ASME B16.34/API608, RATING: ASME B16.34 CLASE 150 RF, PASO REDUCIDO, CUERPO Y BOLA: ASTM A182 F51, AVANCE SEGÚN ASME B16.10, ACTUADOR MANUAL CON PALANCA VÁLVULA DE CUCHILLO CUERPO ASTM A395 Gr. 65-45-15, CUCHILLO DUPLEX 2205, CONEXIÓN LUG PARA FLANGES CLASE 150, ACTUADOR MANUAL CON VOLANTE VÁLVULA DE CUCHILLO CUERPO ASTM A395 Gr. 65-45-15, CUCHILLO DUPLEX 2205, CONEXIÓN LUG PARA FLANGES CLASE 150, ACTUADOR MANUAL CON VOLANTE Y CAJA DE ENGRANAJES VÁLVULA DE CUCHILLO CUERPO ASTM A395 Gr. 65-45-15, Página 30 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) SALMUERA (BR) DIAMETRO CODIGO 3” – 4” FV-1204 6” – 24” FV-1206 10” XV-1701 P2 MATERIALES REV: PIPES: HDPE PE100 PN16 DATE: VALVES: FLANGES: ASTM A105 / A36 CLASE CL 150 FF DISEÑO: ASME B31.3 CORROSION PRESSURE: 16bar ALLOWANCE TEMPERATURE: 38 ºC 0 mm DESCRIPCIÓN REFERENCIA CUCHILLO DUPLEX 2205, CONEXIÓN LUG PARA FLANGES CLASE 150, ACTUADOR ELÉCTRICO VÁLVULA DE MARIPOSA; API 609 CATEGORÍA B CLASE 150, LUG; CUERPO Y DISCO: ASTM A182 F51, ASIENTO: RPTFE, ACTUADOR MANUAL CON PALANCA VÁLVULA DE MARIPOSA; API 609 CATEGORÍA B CLASE 150, LUG; CUERPO Y DISCO: ASTM A182 F51, ASIENTO: RPTFE, ACTUADOR MANUAL CON CAJA DE ENGRANAJES VÁVULA VENTOSA, TRIPLE EFECTO, AWWA D512, CONEXIÓN ASME B16.5 CLASE 150 RF, CUERPO Y TRIM: ASTM A182 F51, SELLOS: TEFLON REFORZADO PERNOS Y EMPAQUETADURA ⅝” – 1½” ⅝” – 1½” ⅝” – 1½” 2” – 24” 26” – 48” 2” – 24” 26” – 32” N° P289- ESP-PI-001-0 ESPARRAGO CS ASTM A193 Gr. B7 C/DOS TUERCAS HEXAGONALES ASTM A194 Gr.2H C/DOS GOLILLAS PERNO MAQUINA CS ASTM A307 Gr. B C/UNA TUERCA HEXAGONAL ASTM A194 Gr.2H PERNO MAQUINA LUG CS ASTM A307 Gr. B EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN ASME B16.5 CLASE 150 RF EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN AWWA C207 CLASE E KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES ASME B16.5, CLASE 150 RF THK 3 mm KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES AWWA C207 CLASE E, THK 3 mm Página 31 de 47 6.9 CLASE R11 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO MATERIALES CAÑERÍAS: A790 Gr. S31803 VALVULAS:FLANGES: ASME 150 RF DISEÑO: ASME B31.4 PRESIÓN: 285 psi TEMPERATURA: 38 ºC DESCRIPCIÓN R11 REV: DATE: CORROSION ALLOWANCE 0 mm REFERENCIA CAÑERÍA 1” – 2” CAÑERÍA A790 Gr. S31803, SCH 10, ASME B36.10M, PE 3” – 4” CAÑERÍA A790 Gr. S31803, SCH 10, ASME B36.10M, BE FLANGES 1” - 2” FLANGE SW, ASME B16.5, CLASE 150 RF, ASTM A182 Gr. F51 3” – 4” FLANGE SO, ASME B16.5, CLASE 150 RF, ASTM A182 Gr. F51 1” - 4” FLANGE CIEGO, ASME B16.5, CLASE 150, ASTM A182 Gr. F51 FITTINGS CODO 90° SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 CODO 45° SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 TEE RECTA SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 TEE REDUCCIÓN SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 CODO 90° BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 CODO 45° BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 TEE RECTA BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 TEE REDUCCIÓN BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 REDUCCIÓN CONCÉNTRICA BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 REDUCCIÓN EXCÉNTRICA BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 1” – 2” 1” – 2” 1” – 2” 1” – 2” 3” – 4” 3” – 4” 3” – 4” 3” – 4” 3” – 4” 3” – 4” 3” – 4” SOCKOLET, MSS SP-97, SCH. STD, ASTM A815 Gr. S31803 VÁLVULAS 1" - 2" FV-1506 3” – 4” FV-1204 N° P289- ESP-PI-001-0 VÁLVULA DE BOLA, ASME B16.34/API608, RATING: ASME B16.34 CLASE 150 RF, PASO REDUCIDO, CUERPO Y BOLA: ASTM A182 F51, AVANCE SEGÚN ASME B16.10, ACTUADOR MANUAL CON PALANCA VÁLVULA DE MARIPOSA; API 609 CATEGORÍA B CLASE 150, LUG; CUERPO Y DISCO: ASTM A182 F51, ASIENTO: RPTFE, ACTUADOR MANUAL CON PALANCA Página 32 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO MATERIALES CAÑERÍAS: A790 Gr. S31803 VALVULAS:FLANGES: ASME 150 RF DISEÑO: ASME B31.4 PRESIÓN: 285 psi TEMPERATURA: 38 ºC DESCRIPCIÓN CODIGO R11 REV: DATE: CORROSION ALLOWANCE 0 mm REFERENCIA PERNOS Y EMPAQUETADURA ½” – ⅝” ½” – ⅝” ½” – ⅝” 1” – 4” 2” - 4” N° P289- ESP-PI-001-0 ESPARRAGO CS ASTM A193 Gr. B8M C/DOS TUERCAS HEXAGONALES ASTM A194 Gr.8M C/DOS GOLILLAS PERNO MAQUINA CS ASTM A193 Gr. B8M C/UNA TUERCA HEXAGONAL ASTM A194 Gr.8M PERNO MAQUINA LUG CS ASTM A193 Gr. B8M EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN ASME B16.5 CLASE 150 RF KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES ASME B16.5, CLASE 150 RF THK 3mm Página 33 de 47 6.10 CLASE R12 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO MATERIALES CAÑERÍAS: A790 Gr. S31803 VALVULAS:FLANGES: ASME 300 RF DISEÑO: ASME B31.4 PRESIÓN: 740 psi TEMPERATURA: 38 ºC DESCRIPCIÓN R12 REV: DATE: CORROSION ALLOWANCE 0 mm REFERENCIA CAÑERÍA 1” – 2” CAÑERÍA A790 Gr. S31803, SCH 10, ASME B36.10M, PE 3” – 4” CAÑERÍA A790 Gr. S31803, SCH 10, ASME B36.10M, BE FLANGES 1” - 2” FLANGE SW, ASME B16.5, CLASE 300 RF, ASTM A182 Gr. F51 3” – 4” FLANGE WN SCH 10, ASME B16.5, CLASE 300 RF, ASTM A182 Gr. F51 1” - 4” FLANGE CIEGO, ASME B16.5, CLASE 300, ASTM A182 Gr. F51 FITTINGS CODO 90° SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 CODO 45° SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 TEE RECTA SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 TEE REDUCCIÓN SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 CODO 90° BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 CODO 45° BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 TEE RECTA BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 TEE REDUCCIÓN BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 REDUCCIÓN CONCÉNTRICA BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 REDUCCIÓN EXCÉNTRICA BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 1” – 2” 1” – 2” 1” – 2” 1” – 2” 3” – 4” 3” – 4” 3” – 4” 3” – 4” 3” – 4” 3” – 4” 3” – 4” WELDOLET, MSS SP-97, SCH. STD, ASTM A815 Gr. S31803 VÁLVULAS 1" - 2" FV-1508 3” – 4” FV-1208 N° P289- ESP-PI-001-0 VÁLVULA DE BOLA, ASME B16.34/API608, RATING: ASME B16.34 CLASE 300 RF, PASO REDUCIDO, CUERPO Y BOLA: ASTM A182 F51, AVANCE SEGÚN ASME B16.10, ACTUADOR MANUAL CON PALANCA VÁLVULA DE MARIPOSA; API 609 CATEGORÍA B CLASE 300, LUG; CUERPO Y DISCO: ASTM A182 F51, ASIENTO: RPTFE, ACTUADOR MANUAL CON CAJA DE ENGRANAJES Página 34 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO MATERIALES CAÑERÍAS: A790 Gr. S31803 VALVULAS:FLANGES: ASME 300 RF DISEÑO: ASME B31.4 PRESIÓN: 740 psi TEMPERATURA: 38 ºC DESCRIPCIÓN CODIGO R12 REV: DATE: CORROSION ALLOWANCE 0 mm REFERENCIA PERNOS Y EMPAQUETADURA ⅝” – ¾” ⅝” – ¾” ⅝” – ¾” 1” – 4” 2” – 4” N° P289- ESP-PI-001-0 ESPARRAGO CS ASTM A193 Gr. B8M C/DOS TUERCAS HEXAGONALES ASTM A194 Gr.8M C/DOS GOLILLAS PERNO MAQUINA CS ASTM A193 Gr. B8M C/UNA TUERCA HEXAGONAL ASTM A194 Gr.8M PERNO MAQUINA LUG CS ASTM A193 Gr. B8M EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN ASME B16.5 CLASE 300 RF KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES ASME B16.5, CLASE 300 RF THK 3mm Página 35 de 47 6.11 CLASE R13 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO MATERIALES CAÑERÍAS: A790 Gr. S31803 VALVULAS:FLANGES: ASME 600 RF DISEÑO: ASME B31.4 PRESIÓN: 1.480 psi TEMPERATURA: 38 ºC DESCRIPCIÓN R13 REV: DATE: CORROSION ALLOWANCE 0 mm REFERENCIA CAÑERÍA 1” – 2” CAÑERÍA A790 Gr. S31803, SCH 10, ASME B36.10M, PE 3” – 4” CAÑERÍA A790 Gr. S31803, SCH 10, ASME B36.10M, BE FLANGES 1” - 2” FLANGE SW, ASME B16.5, CLASE 600 RF, ASTM A182 Gr. F51 3” – 4” FLANGE WN SCH 10, ASME B16.5, CLASE 600 RF, ASTM A182 Gr. F51 1” - 4” FLANGE CIEGO, ASME B16.5, CLASE 600, ASTM A182 Gr. F51 FITTINGS CODO 90° SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 CODO 45° SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 TEE RECTA SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 TEE REDUCCIÓN SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 CODO 90° BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 CODO 45° BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 TEE RECTA BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 TEE REDUCCIÓN BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 REDUCCIÓN CONCÉNTRICA BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 REDUCCIÓN EXCÉNTRICA BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A815 Gr. S31803 1” – 2” 1” – 2” 1” – 2” 1” – 2” 3” – 4” 3” – 4” 3” – 4” 3” – 4” 3” – 4” 3” – 4” 3” – 4” WELDOLET, MSS SP-97, SCH. STD, ASTM A815 Gr. S31803 VÁLVULAS 1" - 2" FV-1509 3” – 4” FV-1209 N° P289- ESP-PI-001-0 VÁLVULA DE BOLA, ASME B16.34/API608, RATING: ASME B16.34 CLASE 600 RF, PASO REDUCIDO, CUERPO Y BOLA: ASTM A182 F51, AVANCE SEGÚN ASME B16.10, ACTUADOR MANUAL CON PALANCA VÁLVULA DE MARIPOSA; API 609 CATEGORÍA B CLASE 600, LUG; CUERPO Y DISCO: ASTM A182 F51, ASIENTO: RPTFE, ACTUADOR MANUAL CON CAJA DE ENGRANAJES Página 36 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO MATERIALES CAÑERÍAS: A790 Gr. S31803 VALVULAS:FLANGES: ASME 600 RF DISEÑO: ASME B31.4 PRESIÓN: 1.480 psi TEMPERATURA: 38 ºC DESCRIPCIÓN CODIGO R13 REV: DATE: CORROSION ALLOWANCE 0 mm REFERENCIA PERNOS Y EMPAQUETADURA ⅝” – ⅞” ⅝” – ⅞” ⅝” – ⅞” 1” – 4” 2” – 4” N° P289- ESP-PI-001-0 ESPARRAGO CS ASTM A193 Gr. B8M C/DOS TUERCAS HEXAGONALES ASTM A194 Gr.8M C/DOS GOLILLAS PERNO MAQUINA CS ASTM A193 Gr. B8M C/UNA TUERCA HEXAGONAL ASTM A194 Gr.8M PERNO MAQUINA LUG CS ASTM A193 Gr. B8M EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN ASME B16.5 CLASE 600 RF KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES ASME B16.5, CLASE 600 RF THK 3mm Página 37 de 47 6.12 CLASE R14 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO MATERIALES CAÑERÍAS: A790 Gr. S31803 VALVULAS:FLANGES: ASME 900 RF DISEÑO: ASME B31.4 PRESIÓN: 2.220 psi TEMPERATURA: 38 ºC DESCRIPCIÓN CODIGO R14 REV: DATE: CORROSION ALLOWANCE 0 mm REFERENCIA CAÑERÍA 1” – 2” CAÑERÍA A790 Gr. S31803, SCH STD, ASME B36.10M, PE 3” – 4” CAÑERÍA A790 Gr. S31803, SCH STD, ASME B36.10M, BE FLANGES 1” - 2” FLANGE SW, ASME B16.5, CLASE 900 RF, ASTM A182 Gr. F51 3” – 4” FLANGE WN SCH STD, ASME B16.5, CLASE 900 RF, ASTM A182 Gr. F51 1” - 4” FLANGE CIEGO, ASME B16.5, CLASE 900, ASTM A182 Gr. F51 FITTINGS CODO 90° SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 CODO 45° SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 TEE RECTA SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 TEE REDUCCIÓN SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A815 Gr. S31803 CODO 90° BW, RADIO LARDO, ASME B16.9, SCH STD, ASTM A815 Gr. S31803 CODO 45° BW, RADIO LARDO, ASME B16.9, SCH STD, ASTM A815 Gr. S31803 TEE RECTA BW, RADIO LARDO, ASME B16.9, SCH STD, ASTM A815 Gr. S31803 TEE REDUCCIÓN BW, RADIO LARDO, ASME B16.9, SCH STD, ASTM A815 Gr. S31803 REDUCCIÓN CONCÉNTRICA BW, RADIO LARDO, ASME B16.9, SCH STD, ASTM A815 Gr. S31803 REDUCCIÓN EXCÉNTRICA BW, RADIO LARDO, ASME B16.9, SCH STD, ASTM A815 Gr. S31803 1” – 2” 1” – 2” 1” – 2” 1” – 2” 3” – 4” 3” – 4” 3” – 4” 3” – 4” 3” – 4” 3” – 4” 3” – 4” WELDOLET, MSS SP-97, SCH. STD, ASTM A815 Gr. S31803 VÁLVULAS 1" – 4" FV-1511 VÁLVULA DE BOLA, ASME B16.34/API608, RATING: ASME B16.34 CLASE 900 RF, PASO REDUCIDO, CUERPO Y BOLA: ASTM A182 F51, AVANCE SEGÚN ASME B16.10, ACTUADOR MANUAL CON CAJA DE ENGRANAJES PERNOS Y EMPAQUETADURA ⅝” – ⅞” N° P289- ESP-PI-001-0 ESPARRAGO CS ASTM A193 Gr. B8M C/DOS TUERCAS HEXAGONALES ASTM A194 Gr.8M C/DOS GOLILLAS Página 38 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) DIAMETRO CODIGO ⅝” – ⅞” ⅝” – ⅞” 1” – 4” 2” – 4” N° P289- ESP-PI-001-0 R14 MATERIALES REV: CAÑERÍAS: A790 Gr. S31803 DATE: VALVULAS:FLANGES: ASME 900 RF DISEÑO: ASME B31.4 CORROSION PRESIÓN: 2.220 psi ALLOWANCE TEMPERATURA: 38 ºC 0 mm DESCRIPCIÓN REFERENCIA PERNO MAQUINA CS ASTM A193 Gr. B8M C/UNA TUERCA HEXAGONAL ASTM A194 Gr.8M PERNO MAQUINA LUG CS ASTM A193 Gr. B8M EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN ASME B16.5 CLASE 900 RF KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES ASME B16.5, CLASE 900 RF THK 3mm Página 39 de 47 6.13 CLASE S11 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) AGUA DE OSMOSIS (RO) DIAMETRO CODIGO MATERIALES CAÑERÍAS: ASMT A312 Gr. TP316 VALVULAS:FLANGES: ASTM A182 GR. F316 ASME 150 RF DISEÑO: PRESIÓN: 285 psi TEMPERATURA: 38 ºC S11 REV: DATE: CORROSION ALLOWANCE 0 mm DESCRIPCIÓN REFERENCIA CAÑERÍA 1” – 2” CAÑERÍA ASTM A312 Gr. TP316, Sch 10, ASME B36.10M, PE 3” – 4” CAÑERÍA ASTM A312 Gr. TP316, Sch 10, ASME B36.10M, BE FLANGES FLANGE SW, ASME B16.5, CLASE 150 RF, ASTM A182 GR. F316 FLANGE WN SCH 10, ASME B16.5, CLASE 150 RF, ASTM A182 GR. F316 FLANGE CIEGO, ASME B16.5, CLASE 150, ASTM A182 GR. F316 1” – 2” 3” – 4” 1” – 4” FITTINGS 3” – 4” SOCKOLET, MSS SP-97, SCH. XS, ASTM A182 GR. F316 1” – 2” CODO 90° SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A182 GR. F316 CODO 45° SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A182 GR. F316 TEE RECTA SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A182 GR. F316 TEE REDUCCIÓN SW, RADIO LARGO, ASME B16.11 CLASE 3000, ASTM A182 GR. F316 CODO 90° BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A403 WP316 CODO 45° BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A403 WP316 TEE RECTA BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A403 WP316 TEE REDUCCIÓN BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A403 WP316 REDUCCIÓN CONCÉNTRICA BW, RADIO LARDO, ASME B16.9, SCH 10, ASTM A403 WP316 1” – 2” 1” – 2” 1” – 2” 3” – 4” 3” – 40” 3” – 40” 3” – 4” 3” – 4” VÁLVULAS 1" - 2" HV-1512 3" - 4" HV-1203 3" - 4" HV-1207 N° P289- ESP-PI-001-0 VÁVULA BOLA , MSS SP-72, ASME B16.34 CLASE 150 RF, CUERPO Y BOLA: ASTM A182 F51, ASIENTO Y SELLO: TEFLON REFORZADO, ACCIONAMIENTO MANUAL VÁLVULA DE MARIPOSA; API 609 CATEGORÍA B CLASE 150, WAFER; CUERPO Y DISCO: ASTM A182 F51, ASIENTO: RPTFE, ACTUADOR MANUAL CON PALANCA VÁLVULA DE MARIPOSA; API 609 CATEGORÍA B CLASE 150, LUG; CUERPO Y DISCO: ASTM A182 F51, ASIENTO: RPTFE, Página 40 de 47 PIPING MATERIALS CLASS SERVICIO: AGUA DE MAR (SW) AGUA DE OSMOSIS (RO) DIAMETRO CODIGO MATERIALES CAÑERÍAS: ASMT A312 Gr. TP316 VALVULAS:FLANGES: ASTM A182 GR. F316 ASME 150 RF DISEÑO: PRESIÓN: 285 psi TEMPERATURA: 38 ºC DESCRIPCIÓN ACTUADOR MANUAL CON PALANCA S11 REV: DATE: CORROSION ALLOWANCE 0 mm REFERENCIA PERNOS Y EMPAQUETADURA ½” – ⅝” ½” – ⅝” ½” – ⅝” 1” – 4” 1” – 4” N° P289- ESP-PI-001-0 ESPARRAGO CS ASTM A193 Gr. B8M C/DOS TUERCAS HEXAGONALES ASTM A194 Gr.8M C/DOS GOLILLAS PERNO MAQUINA CS ASTM A193 Gr. B8M C/UNA TUERCA HEXAGONAL ASTM A194 Gr.8M PERNO MAQUINA LUG CS ASTM A193 Gr. B8M EMPAQUETADURA, SIN ASBESTOS, MATERIAL FIBRA DE ARAMIDA CON NBR, ASME B16.21 TIPO FLAT RING, ESPESOR 1/16", PARA CONEXIÓN SEGÚN ASME B16.5 CLASE 150 RF KIT DE AISLACIÓN DIELÉCTRICA, TIPO F, EPOXY GLASS G10 O G11, PARA FLANGES ASME B16.5, CLASE 150 RF THK 3mm Página 41 de 47 7. ESQUEMA DE CONEXIONES A continuación, se muestran las matrices de conexiones, donde: TEE: TER: TSW: TRS: WEL: SOC: STUB: STBR: Tee Recta Tee Reducción Tee Socket Tee Reducción Socket Weldolet Sockolet Stub-In Stu-on + Refuerzo Matriz 10 12 14 16 18 20 24 26 28 32 Branch TEE TER TER TER TER TER TER STBR STBR STBR 10 TEE TER TER TER TER TER TER TER STBR 12 TEE TER TER TER TER TER TER TER 14 TEE TER TER TER TER TER TER 16 TEE TER TER TER TER TER 18 TEE TER TER TER TER 20 TEE TER TEE TER TER TEE TER TER TER TEE 24 26 28 32 CLASES A11 / A12 / A13 / A14 Matriz 10 12 14 16 18 20 24 26 28 32 Branch TEE TER TER TER TER TER TER STUB STUB STUB 10 TEE TER TER TER TER TER TER TER STUB 12 TEE TER TER TER TER TER TER TER 14 TEE TER TER TER TER TER TER 16 TEE TER TER TER TER TER 18 TEE TER TER TER TER 20 TEE TER TEE TER TER TEE TER TER TER TEE 24 26 28 32 CLASES A15 N° P289- ESP-PI-001-0 Página 42 de 47 Matriz 3 4 6 8 10 12 14 16 18 20 24 26 28 32 Branch TEE TER TER STUB STUB STUB STUB STUB STUB STUB STUB STUB STUB STUB 3 TEE TER TER TER STUB STUB STUB STUB STUB STUB STUB STUB STUB 4 TEE TER TER TER TER TER STUB STUB STUB STUB STUB STUB 6 TEE TER TER TER TER TER TER STUB STUB STUB STUB 8 TEE TER TER TER TER TER TER STUB STUB STUB 10 TEE TER TER TER TER TER TER TER STUB 12 TEE TER TER TER TER TER TER TER 14 TEE TER TER TER TER TER TER 16 TEE TER TER TER TER TER 18 TEE TER TER TER TER 20 TEE TER TEE TER TER TEE TER TER TER TEE 24 26 28 32 TEE TER TER TER TER TER 18 TEE TER TER TER TER 20 TEE TER TEE TER TER TEE TER TER TER TEE 24 26 28 32 CLASE A16 Matriz 3 4 6 8 10 12 14 16 18 20 24 26 28 32 Branch TEE TER TER STBR STBR STBR STBR STBR STBR STBR STBR STBR STBR STBR 3 TEE TER TER TER STBR STBR STBR STBR STBR STBR STBR STBR STBR 4 TEE TER TER TER TER TER STBR STBR STBR STBR STBR STBR 6 TEE TER TER TER TER TER TER STBR STBR STBR STBR 8 TEE TER TER TER TER TER TER STBR STBR STBR 10 TEE TER TER TER TER TER TER TER STBR 12 TEE TER TER TER TER TER TER TER 14 TEE TER TER TER TER TER TER 16 CLASE A17 N° P289- ESP-PI-001-0 Página 43 de 47 Matriz 1 2 3 4 Branch TSW TRS TSW SOC SOC TEE SOC SOC TER TEE 1 2 3 4 CLASE R11 / R12 / R13 / R14 / S11 N° P289- ESP-PI-001-0 Página 44 de 47 8. ABREVIACIONES ANSI ASME ASTM BB BC BE BF BRZ BW °C CB CI CO Conc Conn Corr Cplg CPVC CS Cu CWP DI ECC EFW Ell ENC ERW ESP F F&D Fed Std FF Flg FM FPT FRP FS Ga GALV GE GO N° P289- ESP-PI-001-0 American National Standard Institute American Society of Mechanical Engineers American Society for Testing and Materials Bolted Bonnet Bolted Cap Beveled End Butt Fusion Bronce Butt Weld Centigrade Degree Clamp Bonnet Cast Iron Chain-Operated Concentric Connection Corrugated Coupling Chlorinated Polyvinyl Chloride Carbon Steel Cooper Cold Working Pressure Ductile Iron Eccentric Electrical Fusion Welded Elbow Electroless Nickel Coated Electric Resistance Welded Espesor Fahrenheit Faced and Drilled Federal Standard Flat Face Flange Factory Mutual Female Pipe Thread Fiberglass Reinforced Plastic (Plastic Pipe) Forged Steel Gauge Galvanized Grooved End Gear Operated Página 45 de 47 Gr H&S HDPE HEX HP HW HWGO IBBM IBBT ID In ISRS LF LO LP LR Lub Mfr MI MP NBR NC NO NPS NPT NRS OP OS & Y PBE PE PN PIV PSI PSIG PVC RF RL SB SC SCH SDR SE SMLS N° P289- ESP-PI-001-0 Grade Hub and Spigot High Density Polyethylene Hexagonal High Performance Hand Wheel Hand Wheel Gear Operated Iron Body Bronze Mounted Iron Body Bronze Trim Inside Diameter Inches Inside Screw Rising Stem Linear Foot Lever Operated Low pressure Long Radius Lubricated Manufacturer Malleable Iron Medium Pressure Nitrile Butadiene Rubber Normally Closed Normally Open Nominal Pipe Size National Standard Taper Pipe Threads Non-Rising Stem Operated Outside Screw and Yoke Plain Both End Plain End Nominal Pressure of HDPE pipe Pos. Indicator Valve Pounds per Square Inch Pounds per Square Inch Gauge Polyvinyl Chloride Raised Face Rubber Lined Screwed Bonnet Screwed Cap Schedule Standard Dimensional Ratio Screwed End Seamless Página 46 de 47 SO SOC SR SS Std Wt STBR SW TBE T&C TE TEE TER TRS Temp TFE THD UB UG UL VG VC W/ WB WEL WFR WN WO W/O WOG Wt WWP N° P289- ESP-PI-001-0 Slip-on Sockolet Short Radius Stainless Steel Standard weight Stub-on + Refuerzo Socket Weld Threaded Both End Threaded and Coupled Threaded End Tee recta Tee Reducción Tee Reducción Socket Temperature Teflón Threaded Union Bonnet Underground Underwriter's Laboratories Victaulic Grooved Victaulic Coupling With Welded Bonnet Weldolet Wafer Welding Neck Wrench-Operated Without Water, Oil and Gas Weight Working Water Pressure Página 47 de 47 GERENCIA DE PROYECTOS INGENIERIA DE DETALLES IMPULSIÓN DE AGUA DE MAR TEA, NUEVA VICTORIA. N° DE PROYECTO 9500010981 INGENIERIA DE DETALLES ESPECIFICACIÓN TÉCNICA GENERAL COMPRA DE TUBERÍAS DE ACERO PIPELINE DOCUMENTO SQM Nº I0641-9673-ET-500-003 PÁGINAS DOCUMENTO INTERNO 1 de 27 N° P289-ESP-PI-003 APROBACIONES REV. A B 0 FECHA POR REV. JEFE PROYECTO H. STACK F. DONOSO J. ESTAY K. OVIEDO DESCRIPCIÓN SQM 08/03/23 22/03/23 18/04/23 COORDINACIÓN INTERNA H. STACK F. DONOSO J. ESTAY H. STACK F. DONOSO F. PARGA K. OVIEDO J. IBAÑEZ PARA APROBACIÓN K. OVIEDO J. IBAÑEZ PARA CONSTRUCCIÓN TABLE OF CONTENTS Page 1. INTRODUCTION .......................................................................................................4 2. SCOPE ......................................................................................................................5 2.1 GENERAL ..............................................................................................................5 2.2 DEFINITIONS.........................................................................................................5 3. CODES AND STANDARDS ......................................................................................6 3.1 CODES...................................................................................................................6 3.2 PROJECT SPECIFICATIONS ................................................................................7 4. QUALITY ASSURANCE............................................................................................8 4.1 GENERAL ..............................................................................................................8 4.2 DOCUMENTATION ................................................................................................8 4.2.1 Bid Phase ...........................................................................................................8 4.2.2 Award Phase ......................................................................................................9 4.2.3 Completion Phase ..............................................................................................9 4.3 AUDITS OF VENDOR'S FACILITIES ................................................................... 10 4.4 VENDOR'S RECORDS ........................................................................................ 10 5. TECHNICAL REQUIREMENTS .............................................................................. 10 5.1 GENERAL ............................................................................................................ 10 5.2 MANUFACTURING PROCEDURE ...................................................................... 10 5.2.1 General ............................................................................................................. 10 5.2.2 Submerged Arc Longitudinal Welding (SAWL) ................................................. 11 5.2.3 Treatment of PSL2 SAWL Pipes ....................................................................... 11 5.3 CHEMICAL PROPERTIES ................................................................................... 11 5.4 MECHANICAL PROPERTIES .............................................................................. 12 5.5 HYDROSTATIC TEST.......................................................................................... 12 5.6 DIMENSIONS....................................................................................................... 12 5.7 DIAMETER ........................................................................................................... 13 5.8 WALL THICKNESS .............................................................................................. 13 5.9 PEAKING ............................................................................................................. 13 5.10 STRAIGHTNESS ................................................................................................. 14 5.11 PIPE ENDS .......................................................................................................... 14 5.12 MARKING............................................................................................................. 14 5.13 OTHER DEFECTS ............................................................................................... 15 5.14 GEOMETRIC DEVIATIONS ................................................................................. 15 5.14.1 Hard Spots .................................................................................................... 15 5.14.2 Other Surfaces Imperfections ........................................................................ 15 5.15 COATINGS........................................................................................................... 16 6. INSPECTION AND TESTING .................................................................................. 16 6.1 GENERAL ............................................................................................................ 16 6.2 MECHANICAL PROPERTIES TESTING ............................................................. 17 6.2.1 General ............................................................................................................. 17 6.2.2 Test Program .................................................................................................... 17 N° I0641-9673-ET-500-003-0 Page 2 of 27 6.2.2.1 Manufacturing procedure qualification ............................................................. 17 6.2.2.2 Manufacturing control.......................................................................................... 18 6.2.3 Tensile Testing ................................................................................................. 18 6.2.3.1 General .................................................................................................................. 18 6.2.3.2 Pipe base material ............................................................................................... 18 6.2.3.3 Weld material........................................................................................................ 18 6.2.3.4 Guided-Bend testing............................................................................................ 19 6.2.4 Notch Impact Test ............................................................................................. 19 6.2.4.1 General .................................................................................................................. 19 6.2.4.2 Notch Impact Specimens.................................................................................... 19 6.2.4.3 Notch Impact Test Requirements...................................................................... 19 6.2.4.4 Hardness Test ...................................................................................................... 19 6.2.5 Weldability Test ................................................................................................ 20 6.2.5.1 General .................................................................................................................. 20 6.2.5.2 Test Procedure..................................................................................................... 20 6.2.5.3 Weld Testing ......................................................................................................... 20 6.3 NON-DESTRUCTIVE EXAMINATION REQUIREMENTS.................................... 21 6.3.1 General ............................................................................................................. 21 6.3.2 Additional Examinations.................................................................................... 22 6.3.3 Non-Destructive Examination Procedures ........................................................ 22 6.4 HYDROSTATIC PROCEDURE TEST .................................................................. 23 6.5 SUPPLEMENTAL REQUIREMENTS ................................................................... 23 6.6 REPAIR OF DEFECTS ........................................................................................ 24 6.7 INFORMATION REQUIRED ................................................................................ 24 7. PACKING, SHIPPING AND STORAGE .................................................................. 26 7.1 GENERAL ............................................................................................................ 26 7.2 HANDLING OF COATED PIPE ............................................................................ 26 7.3 SHIPPING ............................................................................................................ 27 N° I0641-9673-ET-500-003-0 Page 3 of 27 1. INTRODUCTION SQM a través de la Gerencia de Proyectos, está en la fase de ejecución del Proyecto de Impulsión de Agua de Mar TEA, el cual consiste en un sistema de aducción, tuberías y estaciones de bombeo para levantar un máximo de 900 l/s desde la playa el sector de Puerto Patillo, ubicada a 62 km al sur de la ciudad de Iquique, hasta las pozas de recepción ubicadas en la zona de Pampa Hermosa Oeste a una elevación de 1024 msnm, cercano a la antigua oficina salitrera Victoria, con un largo total de ductos desde la aducción a la piscina de recepción de casi 44 km. La captación de agua de mar ubicada en sector Puerto Patillo se realizará a través de una torre de captación y un ducto submarino. La tubería de captación, contrapesos y paso por la rompiente alimentará una sentina con sistema de compuertas y filtro de rejas, en la cual se dispone de bombas verticales multietapa denominada Estación Bombeo Auxiliar (EBA). La EBA alimentará una Estación de Bombeo Principal (EBP) ubicada aproximadamente a 2 kilómetros de distancia, la cual recibirá el agua en un estanque de almacenamiento y utilizará un sistema de bombas centrífugas horizontales multietapa para su impulsión hasta las piscinas de recepción en el punto de destino, ubicadas en el sector de Pampa Hermosa, conducción que en total posee una longitud de 40 kilómetros aproximadamente. El pipeline en su trazado contará con tres piscinas de emergencia, ubicadas en puntos de acumulación a lo largo de su extensión. El presente servicio de ingeniería, solicitado por SQM a JRI Ingeniería S.A., se ampara en el Contrato N°9500010981, denominado “Ingeniería de Detalles Impulsión de Agua de Mar Tea, Nueva Victoria”. Este documento corresponde a la Especificación Técnica para Compras de Tuberías de Acero para Pipeline, el cual suscriben JRI y SQM. N° I0641-9673-ET-500-003-0 Page 4 of 27 2. 2.1 SCOPE GENERAL This document specifies the minimum requirements for the design, fabrication, testing, and shipping preparation of Submerged Arc longitudinal Welded (SAWL) carbon steel pipe to be used for the mainline of the Seawater Impulsion System (Sistema de Impulsión de agua de mar) for SQM. The pipe Vendor shall be responsible for compliance with this specification and the relevant codes and standards as stated in this document. If the Vendor takes exception to any requirement of this specification, the Vendor shall clearly state the exception(s) and provide a detailed description of the Vendor's proposed alternative(s). The proposed alternative(s) shall be clearly demonstrated to be technically equal or better, and the associated cost-effectiveness stated. All exceptions to this specification shall be noted and closed before the proposal is accepted by the commercial group. This specification includes providing the following types of steel pipes: Table 2-1: Pipe Specification Item Type End 1 API 5L X65M PSL2 BE Nominal Diameter 32” Weld SAWL External Coating Note 1 Internal Coating Note 1 The amounts and thicknesses of the steel pipe are indicated in the technical requisition. 2.2 DEFINITIONS In this document: 2.2 "Vendor" herein. Refers to the party responsible for the supply of the pipe identified "Owner" Refers to Soquimich (SQM). "Buyer" Refers to Soquimich (SQM). "Lot" Refers to a group of pipes of the same diameter and wall thickness, which have been fabricated from the same heat of steel. COMMUNICATIONS All formal project communications, including drawings and procedure submittals to and from the Vendor, shall be routed to the Buyer. 1 See document N° I0641-9673-ET-500-004 “Technical Specification for External and Internal Coating”. N° I0641-9673-ET-500-003-0 Page 5 of 27 The Buyer representative/inspector will be designated at the discretion of the Buyer. Owner will provide Vendor distribution at or near to the time of any order for goods purchased under this document. Parties may be inspectors, engineers, and owner's representative or other third parties, at the Owner's discretion. 3. 3.1 CODES AND STANDARDS CODES The mainline pipe shall be in accordance with the requirements of the latest editions of the following codes and standards: API American Petroleum Institute API Spec.5L Specification for Line Pipe, 46th edition API Standard 1104 Welding of Pipelines and Related Facilities API RP 5L1 Recommended Practice for Railroad Transportation of Line Pipe API RP 5LW Recommended Practice for Marine Transportation of Line Pipe. API Q1 Specification for Quality Programs ASTM American Society for Testing and Materials ASTM A435 Standard Specification for Straight-Beam Ultrasonic Examination of Steel Plates ASME American Society of Mechanical Engineers ASME B31.4 Pipeline Transportation Systems for Liquids and Slurries ASME BPVC Section IX Welding and Brazing Qualifications ASME BPVC Section V Nondestructive Examination ISO International Organization for Standardization ISO 9001 Quality Systems - Model for Quality Assurance in Design/Development, Production, Installation, and Servicing N° I0641-9673-ET-500-003-0 Page 6 of 27 BS British Standard Institution 3.2 BS 7079 Preparation of steel substrates before application of paints and related products – Visual assessment of surface cleanliness Part A1, Specification for rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings. (1994). [Identical with ISO 8501-1] BS EN ISO 8503-1 Preparation of steel surfaces before application of paints and related products – Method for the grading of surface profile of abrasively blast cleaned steel using a comparator (1995) BS 5996 Specification for acceptance levels for internal imperfections in steel plate, strip and wide flats, based on ultrasonic testing AWS American Welding Society AWS A5.1 Specification for Carbon Steel Electrodes for Shielded Metal Arc Welding AWS A5.5 Specification for Low-Alloy Steel Electrodes for Shielded Metal Arc Welding ASNT The American Society for Nondestructive Testing SNT-TC-1A Personnel Qualification Nondestructive Testing and Certification in PROJECT SPECIFICATIONS I0641-9673-CD-500-002 Criterio de Diseño Cañerías I0641-9673-CD-300-002 Criterio de Diseño Pipeline I0641-9673-CD-500-001 Criterio de Diseño Hidráulico I0641-9673-ET-500-004 Technical Specification for External and Internal Coating I0641-9673-MC-500-013 Memoria de Cálculo Hidráulico Impulsión EBA Actualización N° I0641-9673-ET-500-003-0 Sistema Page 7 of 27 de I0641-9673-MC-500-014 Memoria de Cálculo Hidráulico Impulsión EBP Actualización Sistema de In the event of a conflict between the above-referenced codes and standards and this specification, the most stringent requirements shall apply. In the event of a conflict between the laws, regulations, standards, and codes applied to the Project and technical specifications, the Vendor shall bring such instances to the Buyer's attention for clarification and a ruling. As a general rule, the most stringent requirement shall be followed to ensure compliance with other applicable laws, regulations, standards, codes, and specifications. 4. 4.1 QUALITY ASSURANCE GENERAL The Vendor shall document, implement, and maintain a system for Quality Assurance (QA) to the requirements of this specification and one of the following quality assurance standards: ISO 9001 Quality Systems - Model for Quality Assurance Design/Development, Production, Installation, and Servicing API Q1 Specification for Quality Programs in The Vendor shall fully document any proposed QA alternative and clearly indicate any known deviation from the requirements of the above-referenced QA standards. 4.2 DOCUMENTATION 4.2.1 Bid Phase A short description of the quality assurance program shall be submitted with the bid to the Buyer. This description shall state the QA standard to be used and, as a minimum, contain the following: An organization chart with a brief job description of QA function, including level III inspectors. CV's of key personnel. A list of applicable procedures for implementation of the QA program. A list and samples of applicable Inspection and Test Plans (ITP) to be used during all fabrication stages. Example of applicable ITP relating to the longitudinal weld seam N° I0641-9673-ET-500-003-0 Page 8 of 27 A list and samples of proposed Manufacturing Procedure Specifications (MPS) for steel, pipe, welding, and coating, as described in Section 6.7 Pipe mill production capacity schedule. Proposed end cap protection design. A list of Supplier's Quality Management procedures, inspection and audit plan. A general description of how each QA requirement is to be fulfilled during the design, procurement, manufacture, assembly, and testing. A list of approved steel suppliers and place of steel plate origin. Weld procedure and qualification, including pre and post-heat processes. 4.2.2 Award Phase A kick-off meeting shall be scheduled to allow the Buyer to witness the project planning and documentation processes. The Vendor shall demonstrate to the Buyer that the QA system is in place the personnel identified within the bid are available. The QA documentation shall be forwarded to the Buyer as specified in the material requisition. Pertinent QA documentation, including QA manuals, shall be approved by the Buyer before any production work begins. A minimum of 20 working days shall be allowed for the Buyer's review. Production and shipping schedule. 4.2.3 Completion Phase Upon delivery of the mainline pipe, the Vendor shall forward the following documentation: The QA documentation shall be forwarded to the Buyer as specified in the material requisition. All Certified Material Test Reports (CMTRs) and records for all tests performed, in electronic format, arranged by Pipe and Heat number. All documents verifying that inspection control and tests performed are in accordance with the specifications in electronic format. Additionally, all data N° I0641-9673-ET-500-003-0 Page 9 of 27 captured by the Laser Pipe Dimensional measurements, plus Pipe No., Plate No., Heat No., Plate Supplier, WT both ends, ID both ends, OOR both ends, Peaking both ends, OOR pipe body, Squareness both ends, Radial offset, etc. in Excel Format. Identification lists with cross-references hardware/materials for traceability purposes. between documents and A detailed Pipe Tally shall be included with each pipe shipment which identifies each pipe string and the appropriate bar code (or similar) reference. 4.3 AUDITS OF VENDOR'S FACILITIES Buyer shall have the right to carry out audits at the Vendor's facilities to verify compliance with all aspects of the documentation included in the purchase order. For the purpose of evaluating and auditing, the Vendor shall give free access to all facilities concerned and to all the QA documents and records and provide all reasonable assistance requested. Such audits shall take place during normal working hours and be conducted in such a way as to minimize disruption of normal work being conducted at the facility. 4.4 VENDOR'S RECORDS Applicable records may be requested by the Buyer at any time during production, these shall be forwarded to the Buyer upon request within five working days. The Vendor shall give a written response to the Buyer for any corrective action requests and, if requested, take the necessary corrective action on time. 5. 5.1 TECHNICAL REQUIREMENTS GENERAL The Vendor shall perform all fabrication and welding in accordance with an approved procedure submitted to the Buyer. The pipe shall meet all the requirements of API 5L, PSL2 Grade X65M, and this specification. The mainline pipe shall be fabricated by a longitudinal submerged arc welding longitudinal process (SAWL). The manufacturing process must be UOE or JCOE method, and the process must include cold expansion. The Vendor shall inform Buyer about the manufacturing procedure before proceeding with fabrication. 5.2 5.2.1 MANUFACTURING PROCEDURE General The pipe shall be fabricated by cold forming, by the Submerged-Arc longitudinal Welding (SAWL) method, as defined in the API Specification 5L 46th edition. N° I0641-9673-ET-500-003-0 Page 10 of 27 5.2.2 Submerged Arc Longitudinal Welding (SAWL) Submerged arc longitudinal welding for longitudinal pipes shall be a welding process that produces coalescence of metal by heating the work with an arc between bare metal consumable electrodes and the work. The arc and molten metal shall be shielded by a blanket of granular fusible material on the work. Pressure shall not be used, and part or all of the filler metal shall be obtained from the electrodes. For each seam, at least one pass shall be on the inside, and at least one pass shall be on the outside. The mainline pipe material shall be produced in accordance with API Specification 5L, 46th edition, as follows: Grade Minimum Yield Strength X65M 448 MPa (65,000 psi) The Steel shall be made by the open hearth, electric furnace, or the basic oxygen process. The steel shall be fully killed. The Vendor shall submit a complete Welding Procedure Specification (WPS) and a Procedure Qualification Record (PQR) for the SAWL pipes prior to start the fabrication; this WPS and PQR shall be in total concordance with API 5L, 46th edition. The PQR shall include a Crack Tip Opening Displacement (CTOD) test according to API 1104 and BS 7448. This test shall be realized by an external certified laboratory. All mechanical records shall be submitted within the PQR. The Vendor shall keep all tested specimens available for the Owner's inspection. 5.2.3 Treatment of PSL2 SAWL Pipes All pipes shall be treated so as to simulate a normalizing heat treatment for the weld seam and heat-affected zone (HAZ). 5.3 CHEMICAL PROPERTIES The chemical composition of the pipe, furnished per this specification, as determined by ladle analysis, shall conform to the following percent weight limits: N° I0641-9673-ET-500-003-0 Element % Max Carbon 0.12 Silicon 0.45 Manganese 1.60 Page 11 of 27 Element % Max Phosphorous 0.025 Sulfur 0.015 Aluminum 0.05 Columbium 0.05 Vanadium 0.05 Others Copper ≤ 0.50 Nickel ≤ 0.50 Chromium ≤ 0.50 Molybdenum ≤ 0.50 Nb+V+Ti ≤ 0.15 The Vendor shall state in the quotation the target nominal chemical composition and the carbon equivalent (C.E.) for the pipe that is quoted. 5.4 MECHANICAL PROPERTIES Plate and weld tensile properties shall conform to the requirements for Grade X65M as shown in API Specification 5L, 46th edition. For further information concerning physical properties testing see Section 6. 5.5 HYDROSTATIC TEST Each length of pipe shall be given a mill hydrostatic test. For further information, see Section 6.4, of this document. 5.6 DIMENSIONS Pipe sections shall be supplied in double random lengths when it is possible, the following length tolerance shall be maintained: Nominal Length Maximum Length Minimum Length Min Average Length 12 m 13.5 m 11.0 m 12.0 m No more than 2% of the total shipment shall be the minimum length and 95% of the total shipment shall be at least the minimum average length. Any deviation from these lengths shall require written approval from the Buyer. The pipe lengths N° I0641-9673-ET-500-003-0 Page 12 of 27 required shall not be made up with girth welds. Along with the quotation, the Vendor shall provide information stating the maximum possible production lengths and the minimum average lengths which can be guaranteed. 5.7 DIAMETER Pipe body measurements shall be made before and after hydrotest. If no appreciable difference in the before and after measurements is noted, Owner/Buyer may accept measurement of the pipe body before hydrotest. Through any cross section over the pipe length, the tolerance with respect to specified diameters shall satisfy the range ±0.01 D, but maximum of ±4.0 mm [0.160"]. For determining compliance to diameter tolerance, the pipe diameter is defined as the circumference of the pipe in any circumferential plane divided by Pi. Inside Diameter, Pipe Ends, tolerances for outside diameter at pipe ends shall be applied to internal diameter at pipe ends, and shall have 1.6 mm [0.063"] as maximum according to API 5L 46th edition). The internal diameter at both pipe ends of every pipe length (up to 100mm [4"] from ends) shall be determined by using an internal diameter tape or by measuring the outside diameter, then deducting 2X the actual wall thickness from the measured outside diameter. During production, diameter of each pipe ends shall be measured and recorded using Laser Measurement, and pipe body diameter of 1 pipe of every 10 shall be measured and recorded. Non-compliance requires rejection and measurement of all pipes until compliance is achieved at which point a 1 in 10 measurement can be resumed. For pipes with a D/t <75 the out-of-roundness shall not exceed 0.015D for pipe bodies and 0.01D in pipe ends, according to API 5L, 46th edition. Out of roundness at the pipe, ends shall be assessed using a rod gauge or caliper equal to minimum internal diameter of respective diameter/thickness (D/t). The gauge shall pass freely 100mm [4"] into each end of the pipe when held normal to the pipe axis. 5.8 WALL THICKNESS The wall thickness tolerances (mm of specified wall thickness) shall be ±0.1t for thickness less than 15.0 mm [0.591"], and ±1.5 mm [0.06"] for thickness equal or greater than 15.0 mm [0.591"]. 5.9 PEAKING Peaking at the welds seam shall not be more than 3.0 mm from the theoretical curvature of the pipe. It shall be measured using an internal template equal in length to 25% of the pipe circumference, made to the actual internal pipe curvature considering diameter and wall thickness. One pipe of every 50 shall be measure and recorded. N° I0641-9673-ET-500-003-0 Page 13 of 27 5.10 STRAIGHTNESS The straightness of the pipe lengths shall be checked on three random sections per work shift. Measurements of deviations shall be made using a taut string or wire, from end to end of the pipe length at four locations 90° apart around the pipe diameter. Any deviation from a true straight line shall not exceed 0.15% of the pipe length. If one pipe fails to meet this requirement all other pipes produced since the previous acceptable test was made, shall be tested individually for conformance with this requirement. 5.11 PIPE ENDS All pipe ends shall be smoothly beveled according to ASME B31.4 ed. 2018 figure 434.8.6-1: Acceptable Butt Welded Joint Design for Equal Wall Thicknesses. Pipe ends shall be machined perpendicular with the longitudinal axis of the pipe. The angle of the bevel, measured from a line drawn perpendicular to the axis of the pipe, shall be 30° with a tolerance of +5° and -0°. External weld seam shall be grounded flush to base metal for a distance of 175 mm [7"], measured perpendicular to pipe end. Same distances required for coating cut back. Internal welds seam shall be according to API 5L 46th edition requirements that is grounded flush 50mm [2"]. End caps (bevel protector) shall be used to protect all prepared pipe ends to pipe destination, the bevel protector shall be of such design, material and mechanical strength to avoid damages during handling, shipping and transportation. Pipes with relation D/t > 70, shall use non welded X-bracing in order to prevent ovality or deform during storage and shipping, if apply. 5.12 MARKING Pipe markings as prescribed in API Specification 5L 46th edition (including weight of each pipe and heat number), shall be paint stenciled on the inside of the pipe and transferred to the outside of the finished coating. If this identification is missing or obliterated, the pipe section shall be rejected. In addition to the required markings, full circumferential color bands shall be provided on the external surface of coated pipes to indicate pipe size and wall thickness. Color bands shall be unique for each combination of pipe diameter and wall thickness. Vendor shall submit for approval the proposed system for color-coding. Color bands shall be 300 mm [12"] from both ends, towards pipe center. In addition to the markings located on the outside of the pipe, the pipe diameter, length, wall thickness, end pipe name (A/B), project name, heat or cast number, pipe number, coating identification number and purchase order number shall be paint stenciled inside both open ends of the pipe. N° I0641-9673-ET-500-003-0 Page 14 of 27 All markings shall be in the English language. Pipe diameter shall be in inches, all other dimensions shall be in metric units. 5.13 OTHER DEFECTS Pipes that contain non-dressable surface defects shall be given one or more of the following dispositions. a) Weld defects in pipes shall be repaired by welding in accordance with section 6.6 of this specification. b) The sections of pipe containing the surface defects shall be cut off, within the limits on length. c) The entire pipe length shall be rejected. 5.14 GEOMETRIC DEVIATIONS For other than dents, geometric deviations from the normal cylindrical contour of the pipe (e.g. flat spots and peaks) that occur as a result of the pipe forming process or manufacturing operations and that exceed 3.2 mm [¼"] in depth, measured as the gap between the extreme point of the deviation; and the prolongation of the normal contour of the pipe, shall be considered defects and shall be treated in accordance with section 5.13 b) or 5.13 c). For dents, the length in any direction shall be ≤ 0.5 D and the depth, measured as the gap between the extreme point of the dent and the prolongation of the normal contour of the pipe, shall not exceed the following: a) 3.2 mm [¼"] for cold-formed dents with sharp-bottom gouges; b) 6.4 mm [½"]) for other dents. Dents that exceed the specified limits shall be considered defects and shall be treated in accordance with section 5.13 b) or 5.13 c). 5.14.1 Hard Spots Any hard spot larger than 50 mm [2"]) in any direction shall be classified as a defect if its hardness exceeds 35 HRC, 345 HV10 or 327 HBW, based upon individual indentations. Pipes that contain such defects shall be treated in accordance with section 5.13 b) or 5.13 c). 5.14.2 Other Surfaces Imperfections Other surface imperfections found by visual inspection shall be investigated, classified, and treated as follows. N° I0641-9673-ET-500-003-0 Page 15 of 27 a) Imperfections that have a depth ≤ 0.125t and do not encroach on the minimum permissible wall thickness shall be classified as acceptable imperfections and may remain in the pipe without repair or may be cosmetically dressed-out by grinding. b) Imperfections that have a depth > 0.125t and do not encroach on the minimum permissible wall thickness shall be classified as defects, and shall be dressed-out by grinding in accordance with section 6.6 or shall be treated in accordance with section 5.13. c) Imperfections that encroach on the minimum permissible wall thickness shall be classified as defects and shall be treated in accordance with section 5.13. 5.15 COATINGS Bare pipes manufactured in accordance with this specification shall be protected from rusting or other damage between the completion of manufacture and application of external coating. The pipes shall be externally coated with 3LPE for underground pipelines and Polyurethane for aboveground pipelines. All pipes shall be internally coated with FBE. Special requirements shall be in accordance to the project specification N° I0641-9673-ET-500-004 "Technical Specification for External and Internal Coating”. Pipe markings, including color bands on the outside of the pipe shall be transferred to the outside of the finished coating. 6. 6.1 INSPECTION AND TESTING GENERAL The Vendor shall ensure that the Buyer is given free access and every reasonable facility for monitoring in-progress pipe manufacturing and final bench inspection of each pipe length during the manufacturing period. The Vendor shall provide the Buyer with a production schedule along with daily production reports. All pipe covered by this specification shall undergo acceptance procedures at the Buyer's discretion. The Vendor shall notify the Buyer a minimum of four weeks in advance of the date that pipe manufacturing shall start. The Vendor shall ensure access to the Buyer's Engineer into the pipe mill, who will witness the manufacturing process and tests. The Vendor shall submit shop standard testing procedures along with his proposal. The mainline pipe shall be shipped only after the successful completion of these tests as witnessed by the Buyer. N° I0641-9673-ET-500-003-0 Page 16 of 27 The Buyer’s representative shall witness function tests (hold point) and perform a final inspection of all material before shipment. A minimum period of five workingday notice of all proposed testing is required. 6.2 MECHANICAL PROPERTIES TESTING 6.2.1 General All test specimens are to be prepared in a manner that does not influence the physical properties of the material. The pipe test specimens shall be sampled from sections of pipe, after completion of the hydrostatic test. The plate test specimens shall be sampled from plates after completion of the final rolling and heat treatment. The mechanical properties testing shall be completed in accordance with API 5L 46th edition and this specification at laboratory facilities approved by the Buyer. 6.2.2 Test Program 6.2.2.1 Manufacturing procedure qualification All plates shall be ultrasonically examined to ensure that no unacceptable laminations or inclusion clusters are present. This examination may be performed prior to forming the pipe, during the final non-destructive examination, or at any other convenient stage of pipe manufacture. Examination shall be in accordance with BS 5996 or ASTM A435, or an equivalent proposed by the Vendor and approved by the Buyer. The examination shall be based on either a grid scan or a scan along parallel lines and shall include the pipe edges. The first production pipe from the first heat of steel and one pipe selected at random from the second heat shall be sectioned and tested by all mechanical properties testing methods, as well as non-destructive methods as applicable. The Vendor shall develop a detailed Manufacturing procedure and inspection Test Plan (ITP), to API 5L 46th edition, and section 6.7 of this document, covering the materials and thickness to be used in the fabrication of pipe under this Specification, in accordance with the following: The Manufacturing Procedure shall specify any pre-heating or post-heating procedures and requirements and the conditions under which they shall be necessary. The Manufacturing Procedure shall be developed by the Vendor and approved by the Buyer in writing before the start of Procedure Qualification. Procedure Qualification shall be witnessed by the Buyer. Bidder shall notify N° I0641-9673-ET-500-003-0 Page 17 of 27 Buyer 15 days before Procedure Qualification date so that the Buyer can coordinate travel arrangements. The Manufacturing Procedure shall be available at all times during the Work at the immediate area where the work is being performed. The qualification of the Manufacturing Procedure shall be witnessed by Buyer. The Manufacturing Procedure shall be part of Bidder's permanent Project Records. 6.2.2.2 Manufacturing control Mechanical properties shall be measured on one sample per one hundred pipe sections, after completion of the heat treatment and hydrostatic testing. The Vendor shall spot-check the pipe wall thickness with an ultrasonic thickness gauge calibrated for carbon steel. Written records shall be kept of the thickness reading at each point tested. All dimensions for diameter, wall thickness, workmanship, defects, length, straightness, and pipe ends shall be recorded in accordance with Section 7 of API Specification 5L, 46th edition, and this specification. 6.2.3 Tensile Testing 6.2.3.1 General Transverse and longitudinal tensile testing shall be completed for the pipe base material, weld material and weld heat affected zone (HAZ) in accordance with API 5L, 46th edition and this document. 6.2.3.2 Pipe base material The test specimens of pipe base material shall be taken both transverse and longitudinal to the longitudinal pipe axis. The transverse test specimens shall be cold flattened prior to testing. The longitudinal test specimens shall not be flattened except for the grip ends, which may be flattened if grips to suit the curvature of the section are not available. Weld material and weld metal not applicable to HFW pipe manufacture. 6.2.3.3 Weld material Except for HFW pipe, the weld material test specimens shall be of full material thickness and taken transverse to the longitudinal weld. The test specimens shall be cold flattened prior to testing. N° I0641-9673-ET-500-003-0 Page 18 of 27 6.2.3.4 Guided-Bend testing The guided-bend testing shall be completed in accordance with API 5L 46th edition and this document. The test specimens shall be bent approximately 180°, at ambient temperature, in test equipment, as specified in API 5L, 46th edition. The welded joint shall be completely within the tensioned region. The bend test specimen shall be of full material thickness with the weld located symmetrically. 6.2.4 Notch Impact Test 6.2.4.1 General The notch impact testing (Charpy-V) shall be carried out in accordance with clause 9.8, tables 8, 18, and 20 of API 5L 46th edition and this document. Shall include DWT test as per clause 9.9 of API 5L 46th edition 6.2.4.2 Notch Impact Specimens Three notch impact test specimens shall be taken transversely to the longitudinal axis of the pipe, with the notch-machined perpendicular to the pipe wall. The test specimens shall be produced without flattening. 6.2.4.3 Notch Impact Test Requirements For the manufacturing procedure qualification testing per Section 6.2.2, of this document, three groups of testing shall be completed at temperatures of -20ºC, 0ºC, and +20ºC. Each group of testing shall consist of one set of specimens made with the notch in the base material, one set with the notch in the weld metal and three sets with the notch in the heat-affected zone around the weld. The energy absorption for these tests shall be recorded. For the manufacturing control, testing per Section 6.2.2, of this document, one set of specimens shall be made with the notch in the base material, one set with the notch in the weld metal, and three sets with the notch in the heat-affected zone around the weld. The energy absorption for these tests shall be recorded. For 2/3 size test specimens, the Charpy V-notch energy values shall be a minimum of 25 ft/lbf for any individual test and 30 ft/lbf for the three test average. If other size test specimen is selected, the required minimum energy value shall be determined by applying the ratio of the actual break area to the break area of the 2/3 specimens. 6.2.4.4 Hardness Test Hardness testing shall be made using the Vickers method with HV10 units of measurement. The hardness surveys shall be made along traverses approximately 1 mm below the surface at either side of the weld. A minimum of six indentations shall be made equally spaced in and around the weld metal. Within the Heat Affected Zone (HAZ), the indentations shall be spaced at 0.5 mm starting at the N° I0641-9673-ET-500-003-0 Page 19 of 27 fusion line and shall extend into the unaffected material on both sides of the HAZ for a minimum of two indentations on each side, spaced at 1 mm. For acceptance, the maximum measurement shall not exceed 300 HV10. 6.2.5 Weldability Test 6.2.5.1 General The Vendor shall perform a test to confirm the suitability of the pipe for welding. The test shall be completed on the first fabricated pipe pieces and comply with API 1104. Subject to the results of the initial test, subsequent tests may be required at the discretion of the Buyer. 6.2.5.2 Test Procedure The manufacturer shall demonstrate the field weldability for the manual SMAW and mechanized semi-automatic GMAW processes with a preheat not more than 25°C of each X grade and thickness group on the order by performing a girth welding procedure qualification test on a pipe that has a carbon equivalent within 0.03 percent of the maximum to be furnished. One qualification test shall be performed on the thinnest wall below ½" (12.7mm) and one on the thicker wall above ½" (12.7mm).The pipe shall be cut from production pieces and beveled for welding. The Vendor shall submit a written weld procedure to the Buyer for review and approval by the Buyer. The welding process shall be a manual shielded metal arc and be performed by a welder qualified per API 1104, Section 3.0. Electrodes shall conform to AWS A5.1 and A5.5 for shielded metal arc welding of API 5L 46th edition, X65 grade steel. Class E 6012, E 6013, E 7020, and E 7024 electrodes are not allowed. The completed weld shall be tested in accordance with Section 6.2.7.3 of this specification. 6.2.5.3 Weld Testing The completed weld shall be 100% radiographically inspected per API 1104. All identified defects shall be cut open for visual inspection. If the defect is determined to be due to improper weld procedures, the Vendor shall repeat the test weld at no cost to the Buyer. Other defects, if any, shall be inspected, assessed, and reported to the Buyer for action. The completed weld shall be surface inspected by dye penetrant, magnetic particle, or current flow method. The weld shall be subjected to tensile testing (section 6.2.3 of this specification), bend testing (section 6.2.3.4), and notch impact testing (section 6.2.4). All results shall be reported to Buyer. N° I0641-9673-ET-500-003-0 Page 20 of 27 6.3 NON-DESTRUCTIVE EXAMINATION REQUIREMENTS 6.3.1 General The welds are to be inspected in their entirety, and no partial weld examination will be considered. A record of all welds examined shall be maintained and identified to individual pipe sections. These records shall be made available for review by the Buyer as requested, and they shall be provided as part of the final data package. Plates used for manufacturing pipe shall be ultrasonically examined to detect gross laminations in the plate. The examination shall be in accordance with ASTM A435 or other mill standard techniques with written approval from the Buyer. All calibration blocks shall be certified by an approved third-party inspection and shall be identified by a unique number traceable to ultrasonic (UT) procedure, pipe diameter, wall thickness, and grade. Mill procedures shall require written approval from the Buyer prior to production. Any lamination or inclusion extending into the face or bevel of the pipe and having a visually determined transverse dimension exceeding 6 mm [¼"] is considered reject. Pipe containing such defects shall be cut back until no lamination or inclusion is greater than 6 mm [¼"]. Any lamination in the body of the pipe exceeding both of following is considered reject: Greater than or equal to 19 mm [3/4"] in the minor dimension. Greater than or equal to 7742 mm2 [12 in2] in area. Each pipe shall be scanned along the entire weld length by ultrasonic methods after expansion and hydrostatic testing in accordance with the requirements of API Specification 5L 46th edition. All internal longitudinal seam welds will be free from undercuts or cracks, and the weld profile shall be uniform throughout the pipe joint length. No internal weld repairs are permitted. If an internal weld defect is detected, the pipe joint shall be rejected. The sensitivity of the ultrasonic examination of the welds shall be calibrated in accordance with API Specification 5L 46th edition, and the following provisions: The test pipe shall be run at the start of each shift and at other times when requested by the Buyer. If calibration fails, all pipes scanned after previous accepted calibration, shall be re-inspected using calibrated equipment. Calibration shall be performed at the same rate of speed as is used in production testing. N° I0641-9673-ET-500-003-0 Page 21 of 27 Any of the four types of imperfections specified in API Specification 5L 46th edition, may be used to calibrate the equipment, except that the maximum depth shall not exceed 12.5% of the specified nominal wall thickness. Defects found by ultrasonic examination that produce an indication greater than the acceptance limit signal given in API Specification 5L, shall be further investigated by should be radiographed. Defects that exhibit indications of cracks or lack of penetration shall also be investigated as above. Defects, which exceed 12.5% of the specified nominal wall thickness, shall be unacceptable. All cracks are unacceptable. The inside surface of both ends of the weld seam of each pipe shall be examined by magnetic particle or liquid penetrant methods for a distance of 100 mm after completion of any necessary grinding of the internal weld surface. All cracks are unacceptable. Any other defect identified shall be investigated further, as discussed above. All pipe containing defects exceeding the limits of API Specification 5L 46 th edition, shall be rejected unless repairs are permitted in accordance with Section 6.6 of this document. Residual magnetism shall be measured at four locations on each of the ends of the finished pipe subsequent to any handling by electromagnetic lifting devices. The maximum permitted residual magnetism shall be 30 gauss measured with a Buyer approved gauss meter. At least five pipe lengths per hundred shall be examined. In no case shall less than two lengths be examined per 8-hour shift. If any pipe is found to exceed 30 gauss, then a further five pipes from that shift shall be examined. If any pipes from this second group exceed 30 gauss, then all further pipes from that shift shall be examined. All pipes exceeding 30 gauss shall be demagnetized along the full length and retest-ed. 6.3.2 Additional Examinations The Buyer may request additional examinations if there is any indication of potential weld quality problems. 6.3.3 Non-Destructive Examination Procedures NDE procedures shall be prepared in accordance with the following and submitted to Buyer for approval 15 days before pipe production is scheduled to begin: Visual examinations to ASME Section V, Article 9. N° I0641-9673-ET-500-003-0 Page 22 of 27 Radiographic examinations to ASME Section V, Article 2. Ultrasonic examinations to ASME Section V, Article 5. 6.4 HYDROSTATIC PROCEDURE TEST Each length of pipe shall be given a mill hydrostatic test, which will produce in the pipe wall a hoop stress of 90% of the minimum specified yield strength. Test pressure shall be maintained for 10 seconds. The test shall be carried out after the pipe end weld beads are ground flush. Hydrostatic pressure shall be continuously monitored throughout the test, from the start of pressurization to the completion of depressurization. Suitable equipment shall be used to provide a continuous record of test pressure, holding time, and the ambient temperature. Hydrostatic test gauges shall be calibrated prior to the commencement of production and shall be recalibrated weekly. Certified dead-weight testers shall be used for calibration. The Buyer shall witness the calibration of the gauges. The pressure test shall show no variation in pressure, which is not directly related to a change in recorded temperature. The test medium shall be clean, filtered nonsaline potable water with added corrosion inhibitors. The inhibited water shall be free from sand, dirt and organic material. The hydrostatic test records and certificates shall be identified to the individual pipe section numbers. No welding shall be allowed after hydrostatic testing has been completed. 6.5 SUPPLEMENTAL REQUIREMENTS The Vendor shall submit a schedule showing the complete plan for drawing submittal, manufacturing, testing, and delivery to the site. This schedule shall include hold points pertaining to the entire work. The Buyer or representative reserves the right to enter the Bidder's facility for verification of work. The Buyer shall have the right to reject any and all materials or order the rework of any and all parts and components not meeting specification requirements at no additional cost. The Vendor shall provide to the Buyer with all inspection records, laboratory certificates and any other documentation deemed by the Buyer to be required for verification of materials used or work done. The Vendor shall keep records of chemical and physical mill certifications for all materials. These records shall be made available to the Buyer, upon request. N° I0641-9673-ET-500-003-0 Page 23 of 27 The Vendor shall be responsible for the inspection, quality assurance and control of all work. The Buyer reserves the right to supplement and amend the Vendor's quality control program if determined necessary at any time. Any pipe mill producing line pipe to the API 5L 46th edition and this specification's standard shall establish a written procedure for the control and administration of NDE personnel training, examination, and certification. This document shall also describe the responsibility of each level of certification (Levels I, II, and III) regarding the determination of the acceptability of the pipe welds and pipe body material, in accordance with the applicable codes, standards, and this specification. This procedure shall be submitted to Buyer for approval 15 days before production starts. Certification of all levels of personnel is the responsibility of the Bidder. A Bidder who purchases outside services is responsible for assuring that training and examination services are in accordance with the Bidder's written practices and this specification. Personnel qualified to a least Level II and supervised by a Level III inspector in accordance with ASNT Recommended Practice SNT-TC-1A or equivalent shall perform all non-destructive examinations. 6.6 REPAIR OF DEFECTS All defect repair procedures require written approval by the Buyer. The wall thickness of the repaired area shall be checked and shall be within the specified wall thickness tolerance. When a weld repair is required, care shall be taken to ensure that the defect is completely removed and the remaining cavity thoroughly cleaned, and before repair welding, the area shall be magnetic particle tested. The repair weld shall be ground to merge smoothly into the original contour of the pipe. The weld repair shall be in full accordance with API 5L 46th edition. All defect repairs shall require retesting by non-destructive methods and hydrostatic testing 6.7 INFORMATION REQUIRED The Vendor shall submit to the Buyer their detailed Manufacturing Procedure Specification (MPS) for each grade and size of line pipe (for each pipe mill and source of steel supply). The Vendor shall clearly list any proposed deviation from this Specification. Where no deviations are proposed, the Vendor shall be considered as fully accepting all the requirements of this Specification. N° I0641-9673-ET-500-003-0 Page 24 of 27 The MPS shall list all manufacturing and inspection operations in the correct sequence and shall include, at a minimum, but not limited to, the following information: Steelmaker and plant location Casting process (ingot, or continuous cast and segregation control) Chemical composition (in addition to aim composition, ranges for each element and levels of tramp or impurity elements shall be given) Slab conditioning Slab re-heating Plate rolling (including details of any thermo-mechanical processing, finish rolling temperature, thickness control, and specialized cooling) Edge and bevel preparation Weld bevel cleaning Pipe forming procedure Tack, seam, and repair welding procedures Electrode, wire, and flux handling procedures Cold expansion method Hydrostatic testing Quality control/inspection procedures, including all inspection tools and certification Full details of all non-destructive testing required by this Specification Details of mechanical testing, including those for mill control Procedure for the reduction of residual magnetism Procedures for storage and handling of pipe for shipment Any other information per section 4 of API 5L, 46th edition. N° I0641-9673-ET-500-003-0 Page 25 of 27 7. 7.1 PACKING, SHIPPING AND STORAGE GENERAL Before the mainline pipe is shipped from the factory, each completed pipe section shall be cleaned thoroughly to remove all foreign matter. All exterior ferrous metal surfaces shall be coated to prevent oxidation. Any surface damage that has been previously painted shall be satisfactorily repaired. Note that this provision does not apply to the external pipe surface if an external coating system is applied. The pipe shall be loaded for shipment in accordance with API RP 5L1, Railroad Transportation of Mainline pipe, and API RP 5L5, Marine Transportation of Line Pipe, as applicable and subject to verification by the Buyer. A detailed Pipe Handling/Storage/Transport Procedure shall be submitted to the Buyer for approval 30 days before any pipe handling/shipping begins. As preference, the pipes shall be loaded in 42-feet closed containers for marine transportation; in case the pipes be stowed below the deck the hatch covers shall be closed to prevent the contact of seawater to the pipe metal. The bearing strips for the pipe shall be according to API RP 5L1. Metal chains to restrain pipe(s) are prohibited. The pipe shall be handled in a way such that the chance of damage will be kept to a minimum. Lifting of the pipes shall be done with straps made of a cloth-type material or vacuum lifts. Lifting of the pipe by metal hooks is prohibited. Each pipe shall be fitted with approved caps suitable for lifting with hooks on both ends to prevent damage during shipping. 7.2 HANDLING OF COATED PIPE The pipe shall be handled in such a manner as to protect the pipe and the coating from damage. Only padded fixing hooks shall be used for handling the pipe. End caps (bevel protector) shall be used to protect all prepared pipe ends; the bevel protector shall be of such design, material, and mechanical strength to avoid damages during handling, shipping and transportation. Closed-End caps shall be used on internally coated pipes. Stacked pipes shall be separated from each other to prevent damage. The stacking arrangement shall be according to API RP 5L5. A detailed Pipe Handling Procedure shall be submitted to Buyer for approval 30 days before any pipe handling/shipping begins. No shipping/loading shall be permitted before procedure is approved by Buyer. Storage of coated pipe shall be on padded skids off the ground surface in according to API RP 5L5. N° I0641-9673-ET-500-003-0 Page 26 of 27 Refer to the specification for coating, document N° I0641-9673-ET-500-004 "Technical Specification for External and Internal Coating" for further requirements. Vendor to submit truck-loading calculations for each pipe size listed in the project requisition, for use in movement. The required rigging configuration for the flatbed trucks. The plan shall clearly show the maximum number of pipes to be safely transported over the road and required restraints to be used. 7.3 SHIPPING The Vendor's bid shall include shipping and all packing for shipping costs involved for delivery as stated in the material requisition. Bidder shall provide a detailed pipe shipping procedure to Owner for approval 30 days before first shipping date according to API 5L1, API 5L5. N° I0641-9673-ET-500-003-0 Page 27 of 27 GERENCIA DE PROYECTOS INGENIERIA DE DETALLES IMPULSIÓN DE AGUA DE MAR TEA, NUEVA VICTORIA. N° DE PROYECTO 9500010981 INGENIERIA DE DETALLES ESPECIFICACIÓN TÉCNICA GENERAL COMPRA DE REVESTIMIENTO INTERIOR Y EXTERIOR TUBERÍA PIPELINE DOCUMENTO SQM Nº I0641-9673-ET-500-004 PÁGINAS DOCUMENTO INTERNO 1 de 37 N° P289-ESP-PI-004 APROBACIONES REV. A B FECHA 27/03/23 POR REV. JEFE PROYECTO H. STACK F. DONOSO J. ESTAY K. OVIEDO H. STACK F. DONOSO J. ESTAY COORDINACIÓN INTERNA K. OVIEDO J. IBAÑEZ 28/03/23 PARA APROBACIÓN H. STACK F. DONOSO 0 DESCRIPCIÓN SQM 18/04/23 F. PARGA K. OVIEDO J. IBAÑEZ PARA CONSTRUCCIÓN TABLE OF CONTENTS Page 1. INTRODUCTION .......................................................................................................4 2. SCOPE ......................................................................................................................5 2.1 GENERAL ..............................................................................................................5 2.2 DEFINITIONS.........................................................................................................5 2.3 COMMUNICATIONS ..............................................................................................6 3. CODES AND STANDARDS ......................................................................................6 3.1 CODES...................................................................................................................6 3.2 PROJECT SPECIFICATIONS ................................................................................8 4. QUALITY SYSTEM ...................................................................................................9 5. DOCUMENTATION AT THE BID STAGE .................................................................9 5.1 PRE-PRODUCTION DOCUMENTATION ............................................................ 10 5.2 PRODUCTION RECORDS .................................................................................. 11 5.3 RELEASE DOCUMENTATION ............................................................................ 11 6. COATING ................................................................................................................ 12 6.1 GENERAL ............................................................................................................ 12 6.2 SURFACE PREPARATION.................................................................................. 13 6.3 BLAST CLEANING ............................................................................................... 14 6.4 EXTERNAL COATING THREE LAYER POLYETHYLENE (3LPE) ...................... 16 6.4.1 Application ............................................................................................................ 17 6.4.1.1 Primer Powder Epoxy Layer ............................................................................. 18 6.4.1.2 Adhesive ........................................................................................................... 19 6.4.1.3 Polyethylene (Pe) Layer/Cutback ..................................................................... 20 6.4.2 Properties ............................................................................................................. 20 6.4.2.1 Primer Powder Epoxy ....................................................................................... 20 6.4.2.2 Adhesive ........................................................................................................... 21 6.4.2.3 Polyethylene (PE) ............................................................................................. 21 6.4.3 Thickness ............................................................................................................. 22 6.4.4 Repairs ................................................................................................................. 22 6.4.5 Test and Inspection .............................................................................................. 23 6.5 EXTERNAL COATING POLYURETHANE ........................................................... 30 6.5.1 Application ............................................................................................................ 30 6.5.2 Properties ............................................................................................................. 31 6.5.3 Test and Inspection .............................................................................................. 31 6.6 INTERNAL COATING FBE .................................................................................. 31 6.6.1 Application ............................................................................................................ 31 6.6.2 Properties ............................................................................................................. 32 6.6.3 Thickness ............................................................................................................. 33 6.6.4 Repairs ................................................................................................................. 33 6.6.5 Test and Inspection .............................................................................................. 33 7. MARKING ................................................................................................................ 34 8. PACKING, SHIPPING, AND STORAGE ................................................................. 35 N° I0641-9673-ET-500-004-0 Page 2 of 37 8.1 8.2 8.3 8.4 8.5 GENERAL ............................................................................................................ 35 HANDLING OF COATED PIPE ............................................................................ 35 PIPE STACKING .................................................................................................. 36 DAMAGE TO PIPE, PIPE ENDS AND REPAIR ................................................... 36 SHIPPING ............................................................................................................ 37 N° I0641-9673-ET-500-004-0 Page 3 of 37 1. INTRODUCTION SQM a través de la Gerencia de Proyectos, está en la fase de ejecución del Proyecto de Impulsión de Agua de Mar TEA, el cual consiste en un sistema de aducción, tuberías y estaciones de bombeo para levantar un máximo de 900 l/s desde la playa el sector de Puerto Patillo, ubicada a 62 km al sur de la ciudad de Iquique, hasta las pozas de recepción ubicadas en la zona de Pampa Hermosa Oeste a una elevación de 1024 msnm, cercano a la antigua oficina salitrera Victoria, con un largo total de ductos desde la aducción a la piscina de recepción de casi 44 km. La captación de agua de mar ubicada en sector Puerto Patillo se realizará a través de una torre de captación y un ducto submarino. La tubería de captación, contrapesos y paso por la rompiente alimentara una sentina con sistema de compuertas y filtro de rejas en las cual se disponen bombas verticales multietapa denominada estación bombeo auxiliar (EBA). La EBA alimentará una estación de bombeo principal (EBP) ubicada aproximadamente a 2 kilómetros de distancia, la cual recibirá el agua en un estanque de almacenamiento y utilizará un sistema de bombas centrífugas horizontales multietapa para su impulsión hasta las piscinas de recepción en el punto de destino, ubicadas en el sector de Pampa Hermosa, conducción que en total posee una longitud de 40 kilómetros aproximadamente. El pipeline en su trazado contará con tres piscinas de emergencia, ubicadas en puntos de acumulación a lo largo de su extensión. El presente servicio de ingeniería, solicitado por SQM a JRI Ingeniería S.A., se ampara en el Contrato N°9500010981, denominado “Ingeniería de Detalles Impulsión de Agua de Mar Tea, Nueva Victoria”. Este documento corresponde a la especificación técnica de revestimiento interno y externo de la tubería pipeline, el cual suscriben JRI y SQM. N° I0641-9673-ET-500-004-0 Page 4 of 37 2. SCOPE 2.1 GENERAL This Specification defines the minimum technical requirements for coating systems applied in the workshop for pipelines. The external coating system shall comprise a Three-Layer Polyethylene (3LPE) for underground pipeline and Polyurethane for aboveground pipelines. The internal coating shall comprise a Fusion Bonded Epoxy (FBE). The pipe may be stored outdoors for extended periods. The coatings systems shall be sufficiently flexible to be compatible with the normal pipe flexing encountered during pipeline construction and for use with cold field bending of radius as small as 30-pipe diameter. The finished coating shall have the property of retaining good flexibility and color integrity when exposed to sunlight and weathering for at least six months. All coating materials shall be applied according to the material manufacturer’s instructions. It is responsibility of the Bidder and his subcontractors to stop the coating process at any time when conditions may exist that might adversely affect the coating quality. During all phases of the coating application, the beveled pipe ends shall be protected from damage. Bidder may propose another type of exterior pipe coating equal to or better than specified. 2.2 DEFINITIONS In this document: "Vendor" Refers to the party responsible for the supply of the pipe identified herein. "Owner" Refers to Soquimich (SQM). "Buyer" Refers to Soquimich (SQM). "Lot" Refers to a group of pipes of the same diameter and wall thickness, which have been fabricated from the same heat of steel. N° I0641-9673-ET-500-004-0 Page 5 of 37 2.3 COMMUNICATIONS All formal project communications, including drawings and procedure submittals to and from the Vendor, shall be routed to the Buyer. The Buyer representative/inspector will be designated at the discretion of the Buyer. Owner will provide Vendor distribution at or near to the time of any order for goods purchased under this document. Parties may be inspectors, engineers, and owner's representative or other third parties, at the Owner's discretion. 3. CODES AND STANDARDS 3.1 CODES This Specification shall be in accordance with standards and codes included in Project Standard List of Codes and Standards. The following document shall be used in conjunction with this Specification: Nº I0641-9673-ET-500-003, “Especificación Técnica General para Compra de Tuberías de Acero Pipeline”. The following industry codes and standards applicable to the coating system and its application shall also form part of this Specification: AWWA C213 Fusion-Bonded Epoxy Coating for the Interior and Exterior of Steel Water Pipelines ASTM D149 Standard Test Method for Dielectric Breakdown Voltage and Dielectric Strength of Solid Electrical Insulating Materials at Commercial Power Frequencies ASTM D638 Standard Test Method for Tensile Properties of Plastics ASTM D746 Standard Test Method for Brittleness Temperature of Plastics and Elastomers by Impact ASTM D790 Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials ASTM D792 Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement ASTM D1238 Standard Test Method for Melt Flow Thermoplastics by Extrusion Plastometer N° I0641-9673-ET-500-004-0 Rates Page 6 of 37 of ASTM D1505 Standard Test Method for Density of Plastics by the Density-Gradient Technique ASTM D1525 Standard Test Method for Vicat Softening Temperature of Plastics ASTM D1603 Standard Test Method for Carbon Black Content in Olefin Plastics ASTM D1693 Standard Test Method for Environmental Stress-Cracking of Ethylene Plastics ASTM D2240 Standard Test Method for Rubber Property—Durometer Hardness ASTM D3451 Standard Guide for Testing Coating Powders and Powder Coatings ASTM D3895 Standard Test Method for Oxidative-Induction Time of Polyolefins by Differential Scanning Calorimetry ASTM D4217 Standard Test Method for Gel Time of Thermosetting Coating Powder ASTM E96 Standard Test Methods for Water Vapor Transmission of Materials ASTM E203 Standard Test Method for Water Using Volumetric Karl Fischer Titration ASTM G6 Standard Test Method for Abrasion Resistance of Pipeline Coatings ASTM G8 Standard Test Methods for Cathodic Disbonding of Pipeline Coatings ASTM G14 Standard Test Method for Impact Resistance of Pipeline Coatings (Falling Weight Test) ASTM G17 Standard Test Method for Penetration Resistance of Pipeline Coatings (Blunt Rod) BS 7079 Preparation of steel substrates before application of paints and related products. Visual assessment of surface cleanliness. N° I0641-9673-ET-500-004-0 Page 7 of 37 BS 7079 – Part A1 Specification for rust grades and preparation grades of un-coated steel substrates and of steel substrates after overall removal of previous coatings. (1994).[Identical with ISO 8501-1 (part 1)]. BS EN ISO 8503-1 Preparation of steel surfaces before application of paints and related products. Method for the grading of surface profile of abrasively blast cleaned steel using a comparator (1995). DIN 30670 Polyethylene Coatings for Steel Pipe and Fittings (Requirements and Testing). DIN 53380 Testing of plastic films; determination of the gas transmission rate ISO 21809-1 External coatings for buried or submerged pipelines used in pipeline transportation systems. SSPC-SP-1 Solvent Cleaning. CAN/CSA Z245.20-14 Plant-applied external coatings for steel pipe 2014. CAN/CSA Z245.21-14 Plant-applied external polyethylene coating for steel pipe 2014 If any conflict exists between this Specification and/or the above-referenced standards, the most stringent requirement shall prevail. If the Bidder is unsure of any of the requirements, or any conflicts, he shall submit the query in writing to the Buyer and Engineer for clarification. 3.2 PROJECT SPECIFICATIONS I0641-9673-CD-500-002 Criterio de Diseño Cañerías I0641-9673-CD-300-002 Criterio de Diseño Pipeline I0641-9673-CD-500-001 Criterio de Diseño Hidráulico I0641-9673-ET-500-003 Technical Specification for Sea water Mainline Pipe I0641-9673-MC-500-013 Memoria de Cálculo Hidráulico Impulsión EBA Actualización N° I0641-9673-ET-500-004-0 Sistema Page 8 of 37 de I0641-9673-MC-500-014 Memoria de Cálculo Hidráulico Impulsión EBP Actualización Sistema de In the event of a conflict between the above-referenced codes and standards and this specification, the most stringent requirements shall apply. In the event of a conflict between the laws, regulations, standards, and codes applied to the Project and technical specifications, the Vendor shall bring such instances to the Buyer's attention for clarification and a ruling. As a general rule, the most stringent requirement shall be followed to ensure compliance with other applicable laws, regulations, standards, codes, and specifications. 4. QUALITY SYSTEM The Bidder shall operate a Quality Management System in compliance with ISO 9001 or Project approved equivalent, as appropriate. A Project specific Quality Plan shall be submitted within 4-weeks from contract or purchase order award, for acceptance by the Owner/Buyer. This Plan shall ensure compliance with the requirements of the contract or purchase order and any statutory authority requirements that may apply, and include all activities to be undertaken by the Bidder to meet the Scope of Work, and requirements of this Specification. 5. DOCUMENTATION AT THE BID STAGE The Bidder shall submit the following documentation to Buyer/Engineer (in English language) for review at the bid stage: • Details of the coating materials including data from the raw material manufacturers, detailing test results, which demonstrate that the proposed system conforms to the requirements of this Specification. • Details of the Manufacturer’s product specification shall be provided for internal coat FBE and external coatings systems 3LPE and Polyethylene. • Details of coating methods including surface preparation, application temperature, and required working conditions (humidity, dust and temperature etc). • Confirmation that the specified thickness of the coating system will meet the requirements of this Specification. • An outline QA/QC plan detailing the inspection and testing that will be carried out to ensure the final product meets or exceeds the requirements of this Specification. • Details of any proposed sub-contractor. N° I0641-9673-ET-500-004-0 Page 9 of 37 5.1 • A copy of the QA accreditation certificate. • Draft repair procedure. PRE-PRODUCTION DOCUMENTATION The Bidder shall submit the following documentation to Buyer/Engineer for approval prior to commencing production: • The Manufacturer’s trade name and data sheets for all proposed coating materials. This includes cleaning and abrasive blasting consumables. • Method for identifying, or maintaining the identification of each coated item. • Handling procedure. • Stacking procedure. • Materials control and traceability procedure for the batches of coating materials. • Materials storage procedure (pipe and coating materials). • Method for steel surface preparation including materials, cleaning, inspection, verification of cleanliness and surface profile. • Coating application procedures, including fusion bonded epoxy (FBE), adhesive and polyethylene layers. • The results of the batch tests for batches to be used for pre-qualification tests. • Details of testing methods including instrument types and copies of current calibration certificates. • Details of inspection methods for bare and coated pipe in the form of an Inspection and test plan (ITP) for both production and PQT. • Full test results from the coating Procedure Qualification Test (PQT). • Repair procedure and results of tests on demonstration of repairs. • Project specific Quality Plan. Work shall not begin until these procedures have been reviewed and approved by Buyer/Engineer. N° I0641-9673-ET-500-004-0 Page 10 of 37 5.2 PRODUCTION RECORDS A daily log containing the following data shall be maintained and be available for inspection by Buyer, or Owners designated representative during and/or after production. The following data shall be recorded against the pipe unique identification number: • Bare pipe inspection data. • Ambient temperature (every 4 hours). • Humidity (every 4 hours). • Coating progress (number of items coated, including item serial numbers). • Blast pipe surface amplitude. • Tests for cleanliness of blast surface. • Tests for cleanliness of blast medium. • Film thickness measurements. • Average, maximum and minimum coating thickness during each shift. • Details of any coating defects recorded and defect density on respective pipe length. • Details of any coating repairs. • The unique identification number of all items that are stripped for recoating. • Pipe coating test results. • Numerical values shall be recorded. Phrases such as ‘acceptable’ or ‘within Manufacturer’s stated limits’ are not acceptable. The log shall be available to Owner/Buyer, or Owner’s designated representative throughout all coating operations. 5.3 RELEASE DOCUMENTATION The Bidder shall submit to Buyer the following documentation in hard copy and Microsoft Excel compatible electronic format with each batch of pipes released: • Production listing for each batch. N° I0641-9673-ET-500-004-0 Page 11 of 37 • Unique pipe identification numbers. • Unique coating identification number (if different). • Pipe length. • Reductions in lengths due to use in tests, damage or repairs, recorded against pipe unique identification number. • Date of coating. • Batch numbers of coating materials used. • Listing of pipe repairs. • This shall be followed within two weeks by the following: • Manufacturer’s certificates for each batch of coating materials. • Certification/calibration certificates for all testing and coating equipment. • Inspection and test records, results and other documentation of all materials and coating tests. All reports shall be signed by the Bidder to signify compliance with the requirements of this Specification. 6. COATING 6.1 GENERAL The Bidder shall provide coating materials to effect a high quality, external pipe coating system fully compliant with this Specification. The Bidder shall submit to Buyer for approval, names of suppliers and specifications for all materials. The Bidder shall submit certificates of material conformity and test results to the Buyer, for all coating materials. All materials used for pipe coating shall be appropriately cross-referenced to relevant test results. All material packages shall be labelled with the batch number. Bidder quality control (QC) shall crossreference batch number with Certificate of Material detailing the following minimum information: • Name of manufacturer. • Complete material identification, i.e. trade name, chemical name and type of product details. N° I0641-9673-ET-500-004-0 Page 12 of 37 • Batch number. • Date of manufacture. • Place of manufacturer. • Shelf life/expiry date (if applicable). • Relevant specification/manufacturing standard or product identification. • Health and safety, and environmental instructions. • Hazard warnings. • Storage instructions. • Quantity. All materials not suitably labelled shall be deemed unacceptable by Buyer and be rejected. All materials shall be used at least one month prior to product expiration date. All materials less than one month from expiration date shall be rejected by Buyer. Bidder shall remove and replace all rejected material solely at Bidder’s expense. 6.2 SURFACE PREPARATION All surface contaminants such as oil, grease, tar, or other contaminants on the pipe shall be removed by solvent cleaning (xylol-mineral spirits or similar), in accordance with SSPC-SP1 or alternative Buyer/Engineer approved procedure. Prepare bare metal exterior surfaces for coating abrasive blast cleaning to a minimum Near White Metal degree of cleaning per SSPC-SP10 unless a higher degree of cleanliness is required by the coating material manufactured. Salt contamination shall be removed by rinsing the complete surface of the pipe with fresh clean water prior to blast cleaning. All water used for rinsing or cleaning purposes shall be potable with less than 200 ppm total dissolved solids and 50 ppm chlorides. Following cleaning, the pipe shall be tested for salt and oil contamination. A Buyer/Engineer approved salt meter shall be used to carry out salt tests; one test shall be carried out at each end and one at the center of the pipe. The salt test N° I0641-9673-ET-500-004-0 Page 13 of 37 meter shall be calibrated and used in accordance with the manufacturer’s recommendation. The acceptance criteria shall not exceed 2 µg/cm2. The removal of hydrocarbon contamination shall be confirmed by a water spray break test, where a fine spray is applied to the surface and uniform wetting confirms the removal. This check shall be carried out on start-up pipe and pipe which will not be production coated. Items found to be contaminated shall be cleaned as above and re-blasted if testing after blasting establishes that salt or hydrocarbon contamination is still present. The remainder of the batch concerned shall all be checked individually. 6.3 BLAST CLEANING Blasting and other dust producing areas shall be separate from coating application areas. After water rinsing and cleaning and prior to abrasive blasting the pipe lengths shall be uniformly heated to at least 60°C to remove all moisture, and preclude any condensation of moisture on the pipe after blast cleaning. The ends of the pipe shall be fitted with plugs to prevent entry of abrasive into the pipe during the blast cleaning operations. Pipes with machined weld bevels shall not be linked together at any stage of production such that there is contact between the prepared weld faces. Weld joints, sharp-edge projections, weld spatter and slag etc. shall be dressed prior to blast cleaning. Using dry blasting techniques only, the exterior surface of the pipe joints shall be abrasively cleaned to remove all mill scale, and other impurities from the surface. The abrasive shall be iron or steel grit to provide the specified anchor pattern. The use of round shot or sand is not permitted. Blasting abrasive shall be kept dry, clean and free from contamination. When recovered metallic grit systems are used, a stablished working mix of blast cleaning material shall be established and maintained by frequent small additions from fresh or cleaned stock at a rate sufficient to replenish consumption. Large additions of new material shall be avoided. No blast cleaning shall take place when the prevailing relative humidity is greater than 85 percent unless pipe is preheated to at least 3°C above the dew point. N° I0641-9673-ET-500-004-0 Page 14 of 37 Twice per shift, samples of the abrasive mixture shall be removed from the hopper and checked for hydrocarbon contamination. The sample shall be placed in a beaker to which de-ionised water is added. The beaker shall then be sealed and shaken vigorously. Once the grit has settled the surface of the water shall be examined for signs of hydrocarbon contamination. If any signs are found all the abrasive in the hopper shall be rejected and not re-used. Additionally, abrasive materials shall be checked at least once per shift to ensure that only uncontaminated angular grit with an acceptable size distribution is used. As a minimum the following shall be carried out: Correct abrasive size distribution shall be carried out by sieve analysis. Placing a sample of abrasive on a clean, dry sheet of absorbent paper to determine water contamination. The surfaces of the pipes shall be blasted until a finish of Sa 2.5 to BS 7079: Part 1A (steel condition A or B) is attained. The surface profile (anchor pattern) shall be between 60 and 100 microns, measured in accordance with BS EN ISO 8503-2. Profile measurements shall be made with a Keane-Tator Profile Comparator, Testex Press-O-Film or other Buyer/Engineer approved method suitable for the abrasive being used. Following abrasive blasting, the surface shall not be contaminated with residual mill scale, dirt, dust, metal particles, hydrocarbons, water, chlorides, sulphates or any other foreign matter, which would be detrimental to the coating. If pipe was delivered with a temporary coating such as varnish, the pipe surface shall be checked at a magnification of x30 to confirm no residues of varnish remain in the anchor pattern valleys. Prior to the coating application, the exterior surface shall be thoroughly inspected under adequate lighting. Any damage such as distortion, buckling, denting, flattening, surface imperfections, slivers, scabs, burrs, gouges, or sharp edged defects, shall be repaired in accordance with this Specification, and ASME B31.4 version 2016 and API 5L 46th ed. at Bidder’s cost. Pipes that have damage repaired by grinding and have ground areas greater than 50 mm diameter shall be re-blasted to meet the requirements of the clauses above. Any dust or loose residue that has accumulated during blasting and/or grinding operations shall be removed by the use of clean compressed air or by vacuum extraction. Alternative methods for removing dust and lint shall require approval of Buyer/Engineer. N° I0641-9673-ET-500-004-0 Page 15 of 37 The total elapsed time between the start of blasting of any pipe and the heating of that pipe to the specified temperature shall not exceed 2 hours as long as the pipe is held at 3°C above the dew point. However, any flash rusting regardless of elapsed time shall be cause for rejection of the pipe. Any pipe surface not processed within the period stated above or any pipe that is rejected due to flash rusting shall be completely re-cleaned and re-blasted before coating. 6.4 EXTERNAL COATING THREE LAYER POLYETHYLENE (3LPE) The FBE powder selected shall be suitable for use at the design temperatures in the proposed environment and be designed only for use as an integral constituent of a three-layer polyethylene coating system. The FBE shall be endorsed by the manufacturer of the adhesive and polyethylene as being compatible with these products under the specified service conditions. Each FBE batch shall be accompanied by a certificate (BS EN 10204: 1991 or Project approved equivalent) stating the following tests have been carried out on every batch, and results are in accordance with the manufacturer’s product specifications: • Gel time. • Moisture content. • Particle size distribution. • Density. • Infrared scan. • Thermal analysis. For the primer, the minimum acceptable material shall be 3M Scotchkote 226N or its equivalent. The adhesive shall be manufactured by the manufacturer of the polyethylene and shall be completely suitable for use at the design temperatures in the proposed environment, and be suitable for the proposed three-layer polyethylene coating system. Each adhesive batch shall be accompanied by a certificate (BS EN 10204: 1991 or Project approved equivalent) stating the following tests have been carried out on N° I0641-9673-ET-500-004-0 Page 16 of 37 every batch, and results are in accordance with the manufacturer’s product specifications: • Melt flow index. • Density. • Adhesion. The minimum acceptable material for the adhesive shall be DuPont Fusabond A EMB206D, Borealis Borcoat ME0420 or its equivalent. The polyethylene selected shall be of high density and shall contain additives as required to provide ultra-violet protection for a minimum exposed storage period of 12 months. The polyethylene shall be suitable for the proposed three-layer polyethylene coating system. Each polyethylene batch shall be accompanied by a certificate (BS EN 10204: 1991 or equivalent) stating the following tests have been carried out on every batch, and results are in accordance with the manufacturer’s product specification: • Density. • Melt flow index. • Melting point. The minimum acceptable material for the Polyethylene shall be Borcoat HE3450 or its equivalent. 6.4.1 Application Under no circumstances shall production commence until all coating procedures have been reviewed and approved by the Buyer. The Bidder shall also perform coating procedure qualification testing (PQT). All coating materials shall be applied according to the material manufacturer’s instructions, and the requirements of this Specification. It is responsibility of Bidder and his subcontractors to stop the coating process at any time when conditions may exist that might adversely affect the coating quality. During all phases of the coating application, the beveled pipe ends shall be protected from damage. N° I0641-9673-ET-500-004-0 Page 17 of 37 Prior to application of the fusion epoxy powder, the powder application and recovery systems shall be thoroughly cleaned. During coating application no container/hopper shall contain powder/pellets from more than one batch of material unless it is required to keep the coating process continuous. In addition, the spray booth shall be cleaned of excess powder at the end of each shift. The external surface of the cleaned pipe shall be immediately coated with a threelayer polyethylene coating as summarized below. While applying the coating, Bidder shall ensure that there is no entrapment of air or void formation. The resultant coating shall be free of air bubbles, wrinkles, holidays, irregularities, discontinuities, etc. A polyethylene layer cut back of 225 mm (± 10 mm) shall be provided at pipe ends as follows: Pipe ends shall be supplied as bare steel, free of all coating, for a distance of 200 mm (± 10mm) from the pipe end. In addition, each pipe end shall be left without polyethylene/adhesive coating so that a 25 mm undamaged FBE toe protrudes on the steel beyond the cutback polyethylene coating layer. The adhesive shall seal the end of the applied coating to prevent peeling, cracking, or other coating damage from occurring at the terminations Figure 6.1: Detail of Pipe Ends and Coating Cutback 6.4.1.1 Primer Powder Epoxy Layer The FBE primer layer shall be applied to a minimum thickness of 200 microns and a maximum of 300 microns; however the average thickness shall not be less than 250 microns. The pipe shall be uniformly preheated in accordance with the FBE manufacturer’s instructions. It is essential that the steel temperature is sufficient to ensure total wetting of the surface by the FBE. This temperature shall have been confirmed during PQT. The surface temperature shall not exceed 275°C. The heating shall be conducted such that a uniform temperature is maintained along the total length of N° I0641-9673-ET-500-004-0 Page 18 of 37 the pipe joint with particular attention being given to the pipe ends where cooling could result from the use of pipe couplers, which could result in premature adhesion failure in service. The heating method shall not contaminate the surface to be coated. The coating shall be applied by electrostatic spray with the pipe at earth potential and the epoxy powder charged to high potential. Pipe temperature shall be checked periodically using a recording pyrometer. The pyrometer shall be checked for error not less than every four hours against a calibrated temperature-measuring instrument according to the procedural requirements of ISO 9001, or Project approved equivalent. Oxidation of the steel prior to coating in the form of ‘blueing’ or other apparent oxide formation is not acceptable. If such oxidation occurs, the pipe shall be set aside, re-cleaned and re-blasted. The use of recycled FBE powder shall not be permitted. During application, the beveled ends and pipe bore shall be protected against mechanical damage and from contamination with coating material. 6.4.1.2 Adhesive The adhesive shall be applied by using either the crossheads, by lateral extrusion or powder spray techniques, immediately after the primer powder epoxy (i.e. before the gel time of the FBE has expired). Application of the adhesive shall not be permitted after the FBE has fully cured. Where adhesive is applied by spray instead of extruded means the recovered comingled FBE powder and adhesive shall be reused through dedicated guns only. Such guns shall be located between those spraying FBE powder and those used to apply the co-polymer spray adhesive. The Bidder shall establish to the satisfaction of Buyer that the adhesive is applied within the gel time window of the FBE and at the temperature recommended by the adhesive manufacturer. The Bidder shall state the proposed minimum and maximum time interval between FBE and adhesive applications at the proposed pre-heat temperature. The thickness of the adhesive coat shall be 200 and 300 microns. N° I0641-9673-ET-500-004-0 Page 19 of 37 6.4.1.3 Polyethylene (Pe) Layer/Cutback The polyethylene may be applied by either the crosshead or lateral extrusion technique. The polyethylene shall be applied over the adhesive within the time and temperature limits established during pre-production testing. The polyethylene coating shall be applied on single or multiple layers such that the total thickness of the coating is as specified below: Table 6-1: Minimum Total Finished Coating Thickness Minimum Total Nominal Pipe (Powder) Epoxy Adhesive Finished Coating Diameter (inches) Thickness (mm) 20 and above 8 mils to 12 mils 9 mils to 16 mils 3.5 (137.8 mils) The polyethylene shall be extruded such that there is a minimum of 12.7 mm (1/2 inch) and a maximum of 25.4 mm (1 inch) overlap with the lapped surfaces completely fused together. During the entire coating operation, the pipe and coating components shall be maintained at the optimum temperature recommended by the coating manufacturer for maximum adhesion at the contact surfaces. When the friction from the extrusion process does not raise the coating materials to the specified temperature an external heat source shall be used. Upon completion of the coating application, the pipe shall be cooled by quenching in water (to below 60°C), before handling. The ends of the coating shall be beveled between 30° and 45° from the pipe surface. Immediately after the coating is fully cured, pipe identification marks shall be reapplied to the coated pipe using a method approved by the Buyer. 6.4.2 Properties The following materials supplied by the Bidder shall be certified as complying with the required standards. 6.4.2.1 Primer Powder Epoxy All epoxy powder used shall comply with the material properties listed below when tested in accordance with the standards indicated: N° I0641-9673-ET-500-004-0 Page 20 of 37 Table 6-2: Primer Epoxy Properties Property Unit Acceptance Criteria -Sieve opening of 100µm %retained maximum 10 -Sieve opening of 100µm %retained minimum 90 Test Method Particle size Gel Time (at 200°C) second Density gr/cm3 Moisture % Meet Supplier’s Specification Meet Supplier’s Specification maximum 0.5 ASTM D3451 ASTM D4217 ASTM D792 ASTM E203 6.4.2.2 Adhesive All adhesives used shall comply with the material properties listed below when tested in accordance with the standards indicated: Table 6-3: Adhesive Properties Property Test Method ASTM D1238 Unit Acceptance Criteria Melt Flow Index gr/10 min 3 to 8 Density gr/cm3 0.91 to 0.95 ASTM D1505 MPa minimum: 11 ASTM D638 % minimum: 500 ASTM D638 MPa minimum 60 ASTM D790 Shore D minimum 30 ASTM D2240 °C minimum 95 ASTM D1525 Tensile Strength Elongation Flexural Modulus Hardness Melting Point 6.4.2.3 Polyethylene (PE) All high-density polyethylene resin used shall comply with the material properties listed below when tested in accordance with the standards indicated: Table 6-4: Polyethylene Properties Property Unit Acceptance Criteria Test Method - Manufacturer’s Standard - Tensile strength psi Minimum 2700 ASTM D638 Elongation % Minimum 700% at break ASTM D638 gr/cm3 0.94–0.96 ASTM D1505 Color Density N° I0641-9673-ET-500-004-0 Page 21 of 37 Property Carbon Black Content Dielectric Strength Environmental Stress Unit Acceptance Criteria Test Method % 2% to 2.5% ASTM D1603 V/mil Minimum 800 Minimum of F 50: 10% Igepal CO-630. Value of 150 hours. ASTM D149 Crack Resistance Abrasion Resistance Impact Resistance In-lb 100% Igepal CO 630. Value of 1000 hours. No change in electrical resistance or appearance. Minimum 160 in - lb at 77°F (25°C) and 108 in-lb at -40°F (40°C) ASTM D1693 ASTM G6 ASTM G14 Blunt Rod Penetration Melt Flow Rate % Maximum 13% ASTM G17 g/10min 0.15 to 0.80 ASTM D1238 Hardness shore D ASTM D2240 cm3/m2/24hr / bar Minimum 60 shore D Minimum 10 minutes in Oxygen at 428°F (220°C) Aluminum pan, no screen Maximum 0.3 at 230°C, 0.1mm Maximum 650 at 230C, 0.1 mm Wt % Maximum 0.01 wt % ASTM D746 Maximum -94° F (-70°C) for F20 ASTM D 746 Oxidative Induction Time Permeability- Water Vapour Permeability Oxygen Water Absorption (24 hours + 25°C) Brittleness Temperature Gm/m2/24Hr ASTM D3895 ASTM E96 DIN 53380 6.4.3 Thickness The total coating system shall be applied to the following minimum thickness requirements. Table 6-5: Minimum Total Finished Coating Thickness Nominal Pipe Minimum Total Finished Diameter (inches) Coating Thickness (mm) 32 2.5 The thickness of the cooled polyethylene coating system shall be checked using Buyer approved equipment in accordance with the requirements of DIN30670. 6.4.4 Repairs Bidder shall submit detailed coating repair procedures for approval by Owner/Buyer. These shall include procedures for repair of ‘pin-hole’, ‘small area’ N° I0641-9673-ET-500-004-0 Page 22 of 37 and ‘large area’ defects. The minimum and maximum areas for which each type of repair is applicable shall be stated. The maximum number of coating defects allowable, before a joint of pipe shall be classed as reject and recoated, shall not exceed 1 per 1 square meter (peel adhesion testing shall be carried out at the pipe ends in the areas that will ultimately be subject to cutback and not in the main body of the coated pipe). No single defect shall exceed an area of 625 mm 2. Pipes with a coating defect exceeding 625 mm2 shall be cause for rejection. Repair shall be limited to a total damaged surface area no greater than 6” x 6” (150 mm x 150) mm on a single pipe. Pipes with damage to the external 3LPE coating greater than 6” x 6” (150 mm x 150 mm) in total surface area shall be rejected and replaced by the Vendor. Repairs shall provide a finished coating equal in effectiveness to that of the parent coating. The use of heat-shrink sleeves is not considered an acceptable repair method. Bidder shall submit coating stripping procedure for pipes rejected for coating quality. The rejected coating may be stripped by heating in an oven. Under these circumstances, the temperature of the pipe joint shall not be allowed to rise above 400ºC. Repairs to the 3LPE coating system applied to the pipe exterior shall be made using the 3LPE heat activated repair patch, Canusa-CPS CRP-65 or its equivalents. 6.4.5 Test and Inspection All stages of the surface preparation, coating and testing shall be subject to 100% inspection by the Bidder. Owner/Buyer or Owner’s designated representative shall be informed at least two weeks prior to the start of surface preparation to allow scheduling of inspection supervision work Buyer may witness the 3LPE Procedure Qualification. Buyer shall be notified 15 days prior to Procedure Qualification date, to allow Engineer sufficient time for travel arrangements. Pipes selected for testing shall pass all the criteria contained in this specification before production commences. Any change in the coating material or coating procedure shall require re-qualification. If any of the tests fail to meet the minimum N° I0641-9673-ET-500-004-0 Page 23 of 37 acceptance criteria defined in this Specification, then the pre-qualification pipes shall be rejected. Further pipes may be prepared and coated using revised procedures and further tests performed. Once acceptable results are obtained and approved by Buyer, the Bidder’s quality plan and procedures shall be revised, and submitted to the Buyer for approval. All items coated using the rejected procedures shall be stripped and recoated to the revised procedures. As part of the PQT phase of the contract, the Bidder shall submit a ‘Procedure Qualification Report’ for review and approval by the Buyer, in triplicate, within two weeks of completing the PQT. Production shall not commence until the Bidder has received (in writing) full and complete approval from the Buyer. As a minimum the report shall include the following: • Coating materials specifications. • Details of coating equipment, materials and consumables. • Detailed surface preparation and coating procedures. • Detailed procedures for each type of inspection and testing carried out (as detailed in Appendix A of this Specification). • Detailed results from all inspection and testing activities carried out. An exception could be done for the cathodic disbondment test of 28 days, as long as the 48-hour test results reach the requirements stated in the test method and the 28 days-test is in process. In case of test of 28 days result in fail, Bidder shall remove (own cost) the whole coat from the pipes already coated and shall restart the process with a new MPS and PQT. Table 6-6: Production Testing Frequency Property On Arrival Pipe Damage Before Cleaning Pipe condition After Cleaning Chloride Oil N° I0641-9673-ET-500-004-0 Acceptable Values Minimum Frequency Minor damage/grinding <3 per pipe Each Pipe Conditions A&B of BS 7079 Part 1A Each Pipe 2 mg/cm2 No contamination 1 per 100 pipe 1 per 100 pipe Page 24 of 37 Property After Abrasive Blasting Cleanliness Profile Dust Contamination Pipe Damage Acid Washing (where necessary) Chromate Pretreatment Temperature of solution Concentration Coating Thickness (minimum) Hollydays Visual Inspection Coating Bare steel at pipe ends FBE toe/PE cutbacks Acceptable Values Minimum Frequency ISO-Sa 2.5 60-100 µm No contamination Each pipe 1 pipe per 50 1 pipe per 50 Each pipe Surface Ph of 6.0 minimum Once per shift Per Bidder’s procedure Once per shift Clause 6.4.3 No holidays Each pipe Each pipe No surface defects 125 +25/-0 mm width 25 mm (±10mm) width, bevel 30-45° Each pipe Each pipe Each pipe Clause 10.15 and Appendix B 1 pipe per 100 >35 N/cm at ambient temperature as per DIN 30670 1 pipe per 100 ≤0.2 mm Once per shift (and when FBE or PE batch is changed) Air Entrapment Adhesion Peel Test Resistance to Indentation PE coating (20°C ±5°C) PE coating (70°C± 2°C) Impact Testing FBE PE N° I0641-9673-ET-500-004-0 ≤0.3 mm CAN/CSA Z245-20-M92 (Clause 12.12) DIN 30670 On test at start of production for each pipe dia. and in case of any change in procedure. Page 25 of 37 Property Transverse Electrical Res. PE UV Resistance PE Degree of Cure FBE coating (separated from Adhesive and PE). Cathodic Disbondment at Room Temperature Acceptable Values Clause 10.10 Manufacturers certificate Acceptable -2°C ≤ΔTg ≤+ 3°C 48 hours @ 65°C @ -1.5V, 8mm radius maximum Minimum Frequency One test at start of production for information only 2 per Shift First pipe, last pipe and at intervals of every 350 pipes Holiday Detector The Bidder shall furnish, operate, and maintain a minimum of two holiday detectors. The holiday detectors shall be of the full encirclement ring type with adjustable output, which maintains complete contact with the coating. It may be either constant or pulsed voltage type. If constant voltage type, holiday detection shall be carried out on a dry coating. A suitable ‘kilovoltmeter’ or similar voltage testing equipment shall be supplied and the operating voltage, between electrode and pipe shall be checked not less than twice per working shift. The operating voltage between electrode and pipe shall be maintained at 8 kilovolts/mm of coating thickness, to a maximum of 25 kilovolts. For testing FBE only during the PQT, the voltage shall be set at 8 volts per micron thickness. The Bidder shall demonstrate to Buyer that the setting of the detector is satisfactory for detecting pinhole defects. This setting shall be checked once every two hours. The correct travel speed shall be determined by consistent detection of an artificial pinhole made in a good coating sample, but shall not exceed 300 mm/s. The acceptance shall be no holiday indications with the holiday detector set at the voltage stated above. All holidays and other defects shall be marked for subsequent repair and re-testing. On re-testing, no holidays shall be permitted in the final coating. The number of holidays for each pipe length shall be recorded. Coated pipe having holidays in N° I0641-9673-ET-500-004-0 Page 26 of 37 excess of 1 per 1 square meter shall be stripped and re-coated at no additional cost to Owner/Buyer. If there is an excess occurrence of holidays on successive pipes (as specified by the Owner/Buyer or Owner’s designated representative), the Bidder shall immediately stop the coating operation to determine the cause and remedy it. The Bidder shall also ensure that spare holiday detectors are available at all times as well as spare fully charged batteries and spare detector spring rings, in order to allow dirty and clogged rings to be changed and cleaned, without adversely affecting the production schedule. In the event that Bidder is unable to holiday detect the coating satisfactorily due to a faulty detector or otherwise, the coating operation shall be shut down forthwith until a satisfactory detector is provided. The coating adhesions of the FBE layer shall be tested using the St Andrews cross method. Adhesion For the 3LPE coating, the adhesion shall be determined in accordance with the requirements for bond strength in DIN 30670. The failure mode shall be recorded. The failure should occur at the adhesive/polyethylene interface or adhesive/FBE interface or cohesively in the polyethylene layer. If failure should occur at the FBE/steel interface, this will be considered a total failure of the system. During adhesion testing, samples of coating shall be examined, using x30 magnification, for air entrapment. Resistance to Indentation Once per shift (and when the FBE or polyethylene batch is changed), the indentation hardness of two coated samples shall be measured (at 20°C ± 5°C and 70°C ± 2°C) in accordance with DIN 30670 (Section 5.3.5). Indentation depth shall not exceed 0.2mm at 20°C ± 5°C nor 0.3 mm at 70°C ± 2°C. Impact Resistance A sample of coated pipe shall be impact tested in accordance with the procedures and acceptance criteria of DIN 30670. N° I0641-9673-ET-500-004-0 Page 27 of 37 Impact resistance of the procedure pipe with FBE coating alone shall be assessed in accordance with the procedure described in clause 12.12 of CAN/CSA Z245-20-14. Testing shall be at 30 equally spaced points along each pipe followed by holiday testing. For determination of impact resistance to pre-qualification testing, 58 or more series of impact shall be made using a range of impact energy setting above and below the expected value. At least two series of tests with the higher impact energy shall show no defects. A graph shall be plotted of the number of impacts versus the impact energy. For the purpose of Production testing, one series of 10 impacts shall be made with impact energy set at the specified minimum requirement. Elongation Failure This test shall be conducted on each of the full system pre-qualification pipes, 2 samples per pipe to the requirements of DIN 30670. Cathodic Disbondment Testing Cathodic disbondment testing shall be conducted, as follows: • As a pre-qualification test - 48 hours duration, maximum disbondment radius of 8mm. • As a pre-qualification test - 28 days duration at 20° C. • As a production test - 48 hours duration, at the frequency of one test per 350 coated pipes. The 28-day test at time of pre-qualification shall be carried out for information only if the results of 48 hours test were satisfactory. The criteria for rejection or acceptance shall be based on the 48-hour test for both pre-qualification and production and shall be carried out at 65°C. In case of rejection, Bidder shall remove the entire coat from the tubes and shall start a new coating process with a new MPS and PQT. The test requirements shall be in accordance with CAN/CSA Z245.21-14, except as modified below. Every 24 hours the applied voltage and current flow shall be recorded. Any drift from the specified voltage setting shall be corrected. N° I0641-9673-ET-500-004-0 Page 28 of 37 The Bidder may propose alternative cathodic disbondment test standards provided the essential requirements of this Specification be retained. Any such alternatives shall be submitted to Buyer/Engineer for review and approval. Transverse Electrical Resistivity Testing (Coating Resistivity) Testing shall consist of measuring at regular intervals the insulation strength of the coating of a pipe immersed in a salt solution. This test shall only be performed once for information only. The following equipment is required: • Basin filled with a decinormal NaCl solution. • Copper backplate electrode. • D.C. source, minimum voltage 50 V. • Suitable ammeter and voltmeter. A test piece of the coated pipe shall be used and closed at one end to prevent the salt solution from coming into contact with the pipe metal. Prior to immersing the sleeve into the solution, it must be tested with a holiday detector (at 25 kV). Connect the pipe to the negative pole of the DC source. The transverse electric Resistivity Rs shall be calculated using the values U, A and I as follows: Rs = Where: • U = Voltage of DC – source in volts • A = immersed pipe surface in m2 (minimum 0.03 m2) • I = current intensity in amps The transverse resistivity of the coating after 100 days of immersion shall be at least 108 [Ωm2]. The result are only reliable if the creep current is not greater than the measured current I. Creep current shunt as per DIN 53482 may be used. N° I0641-9673-ET-500-004-0 Page 29 of 37 Alternatively, the manufacturer´s certificate for Transverse electrical Resistivity is acceptable. 6.5 EXTERNAL COATING POLYURETHANE 6.5.1 Application The polyurethane system shall be applied on clean and dry surfaces and in accordance with the requirements stated of this specification. Personnel in coat application works shall be qualified to apply the specified coating system in accordance with the Vendor procedure. All coatings shall be applied with tools defined in the data sheet of the product (guns, brushes, airless, as indicated). The coating shall be applied on a properly prepared, clean and dry surface, under favorable environmental conditions and according to the instructions of the polyurethane manufacturer. The coating shall not be applied over a surface with moisture or dust. The minimum and maximum drying time between the application of a layer and the next one shall be in accordance with the instructions of the polyurethane manufacturer. Each layer of polyurethane shall be applied to the dry thickness (DTF) as specified. The finished dry thickness shall be measured with a Mikrotest FIM/102 or another equivalent, according to SSPC-PA 2. Metallic surfaces shall be painted only if the surface temperature is before 38°C. All Paints parts shall be mixed, thickened, applied, and cured in total accordance to the manufacturer's latest published instructions. The painted surface must be free of defects, such as overspray, porosity, bubbles, craters, roughness or inadequate drying. Vendor shall ensure that the maximum thickness is correctly applied over critical areas such as edges and welds, because are critical points of failures in the protective systems. All the polyurethane layers of the protection system shall be applied in the specified thicknesses and it must look homogeneous in terms of gloss, texture, color and continuity. N° I0641-9673-ET-500-004-0 Page 30 of 37 Coating works shall not be allowed if there is no environmental thermometer and hygrometer at the work site. The colors in the finishing layers will be in accordance with the indications given in this specification. 6.5.2 Properties The minimum requirements shall be: • Product: Polyurethane • Solid content: 100% • Heat resistance: 100°C • Pull-off Strength ASTM D4541: 70 kg/cm2 minimum • Flexibility ASTM D522 (bending 180°): Pass • Water Resistance ASTM D4585: Pass • Hardness Shore ASTM A2240: D 70 • Sea Sat fog ASTM B117: 1000 hours min, without softening • Thickness DFT: 1250 µm • Color RAL: 7040 • Cut back: 200 ± 20 mm 6.5.3 Test and Inspection The test frequency and control for the polyurethane coating will be in accordance with the requirements indicated in Table 5 of EN 10290 standard. The Vendor shall provide all tests certificates done. 6.6 INTERNAL COATING FBE 6.6.1 Application Once the pipe has been blast cleaned, it shall be preheated according to the coating manufacturer's recommendations, but it must be taken into account that it cannot exceed 275ºC. N° I0641-9673-ET-500-004-0 Page 31 of 37 Coated pipes shall have an uncoated area at their ends of 6.4 cm +/- 1.0 cm. The extreme environmental conditions for the application of the product; they should be the following: • Temperature: 10º C minimum, 43º C maximum (at least 3º C above dew point) • Relative Humidity: 85% maximum 6.6.2 Properties Fusion-bonded epoxy (FBE) lining shall meet the requirements outlined in Tables 1 and Table 2 of AWWA C213. The limit values of epoxy powder are detailed in Table 6.1 of this specification. The FBE coating must be of a quality “3M™ Scotchkote™ Fusion Bonded Epoxy Coating 206N XTRA LG” or equivalent. Table 6-7 – FBE Properties Property Unit Acceptance Criteria -Sieve opening of 100µm %retained maximum 10 -Sieve opening of 100µm %retained minimum 90 Test Method Particle size Gel Time (at 200°C) second Density gr/cm3 Moisture % Meet Supplier’s Specification Meet Supplier’s Specification maximum 0.5 ASTM D3451 ASTM D4217 ASTM D792 ASTM E203 Liquid paint with a high solid content or high body is characterized by being selfpriming, with high chemical resistance, high resistance to abrasion and high resistance to corrosion, thus the paint to be used must have at least the properties indicated Table 6-8 – Paint properties Properties Termination Solids (volume) Solids (weight) Mixed ratio N° I0641-9673-ET-500-004-0 Description Bright 98% +/- 2%, mixed. 98% +/- 2%, mixed 4:1 by volume Page 32 of 37 6.6.3 Thickness To prevent cracking of the coating due to the bending of the pipes, the thickness must be a minimum of 20 mils (508 µm). 6.6.4 Repairs Two-part, 100% solids, liquid epoxy type patches compatible with the initially applied FBE coating should be used for coating repair. Repair materials must be of the following quality: • Two part epoxy liquid coating (3M Scotchkote 323-Brush or similar) Repaired areas shall be overlapped base siding by a minimum of 13 mm. The surface to be repaired shall be adequately prepared to ensure adhesion of the repair material. The minimum thickness of the repaired coating must be in accordance with section 6.6.3. The maximum number of admissible defects in each pipe such that it can be classified as "rejected and repaired" may not exceed 1 per 2 square meters. No defect may exceed an area of 625 mm2. Pipes with coating defects greater than 625 mm2 shall be rejected. Repairs must provide a coating that is as effective as the main coating on the pipeline. To take off the existing coat, the pipe shall be heated to a temperature not to exceed 275°C in order to soften the coating to allow removal by scraping, followed by abrasive blasting. All coating must be removed before recoating. The identification of each stripped and relined pipe must be recorded. The repaired areas must be inspected by Holyday Detector, according to section 5.3.3.1 of AWWA C213. Pipes with major FBE defects, such as non-adhered coating or poor thickness, must be reprocessed. 6.6.5 Test and Inspection If the pipe thicknesses inspected at the factory do not meet the minimum requirements indicated in this specification, the pipe must be shot-blasted again and the entire cleaning and coating process must be carried out as indicated in the previous points of this specification. N° I0641-9673-ET-500-004-0 Page 33 of 37 Inspection of the coating shall be done in accordance with the requirements listed in section 5.3.3 of AWWA C213. The inspection procedure must be in accordance with the NACE TM0186-202 standard. “Holiday detection of Internal Tubular Coating of 250 to 760 µm (10 to 30 mils) Dry Film Thickness”. 7. MARKING Marking shall conform to the requirements of document N° I0641-9673-ET-500-003 “Technical Specification for Sea water Mainline Pipe”. Pipe markings as prescribed in API Specification 5L 46th edition (including weight of each pipe and heat number) and CAN/CSA Z245.20-14, shall be paint stenciled on the inside of the pipe and transferred to the outside of the finished coating. If this identification is missing or obliterated, the pipe section shall be rejected. The following should be stenciled internally at both end of the pipe: • Project Name. • Purchase order item number. • Pipe diameter and wall thickness. • Steel Grade • Heat or cast number. • Manufacturer’s unique pipe number. • Coating identification number. • Pipe length. • Pipe weight. There may be a combination of numbers necessary for unique identification. The combination of numbers required shall be proposed by Bidder and approved at the time of order. N° I0641-9673-ET-500-004-0 Page 34 of 37 8. PACKING, SHIPPING, AND STORAGE 8.1 GENERAL The pipe may store outdoors for extended periods. The coating shall be sufficiently flexible to be compatible with the normal pipe flexing encountered during pipeline construction and for use with cold field bending of radius as small as 30-pipe diameter. The finished coating shall have the property of retaining good flexibility and color integrity when exposed to sunlight and weathering for at least six months. The kit of product, which travels on board ships, shall be stowed below deck with hatch covers closed to prevent the contact of seawater to pipe metal. The elements shall be handled in a way such that the chance of damage will be kept to a minimum during shipping. 8.2 HANDLING OF COATED PIPE Pipe shall be handled in such a manner as to protect the pipe, coating and beveled ends from damage. Boomers or equivalent load bearing members shall always be used for transport cross-country, on rough roads, and during boat loading. Only padded fixing hooks shall be used for handling the pipe. A spreader bar shall be used between lifting lines. During handling, the pipe shall be protected from impacts or jars. Buyer shall be advised of any pipe suffering impact or jars. Lifting equipment shall be Buyer approved. A detailed Pipe Handling/Shipping Procedure shall be submitted to Buyer for approval 60 days before any pipe handling/shipping is schedule to be shipped. End caps (bevel protectors) shall be used to protect all prepared pipe ends, the bevel protector shall be of such design, material and mechanical strength to avoid damages during handling, shipping and transportation. If Owner/Buyer or Owner’s designated representative observes coating or pipe damage due to handling or stacking, the Bidder will be required to take immediate corrective action. The use of metal chains, wire ropes or cables is unacceptable. The pipe bevels shall be inspected, and the interior of the pipe inspected for cleanliness, by the Buyer's Inspector prior to replacement of the metal end protectors N° I0641-9673-ET-500-004-0 Page 35 of 37 8.3 PIPE STACKING Pipe shall be stacked in such a manner to prevent damage to the pipe or coating. Prior to use, the Bidder shall submit proposed stacking arrangements, including stacking heights, to Buyer for review. Stacked pipes shall be separated from each other to prevent damage in according to API RP 5LW. All pipes shall be stacked on level ground free from foreign materials, stones and vegetation and on supports of a proven load bearing capacity. Pipes shall be suitably spaced from the soil (minimum 150 mm) to prevent any contact with the ground and to prevent surface water from entering during the entire storage period. Pipe shall be prevented from exposure to salt spray. Separation between coated pipe joints shall be provided by use of strips of soft rubber, rope or other material, which will prevent damage to the coating. Pipe stacks shall be of the same diameter, wall thickness and grade of pipe and shall be clearly marked. Slings or non-metallic straps shall be used for securing loads during transportation. They shall be suitably padded at contact points with the pipe. 8.4 DAMAGE TO PIPE, PIPE ENDS AND REPAIR No repair work shall proceed until a written procedure has been prepared by the Vendor and approved by Buyer. Minor damage to pipe and pipe ends/bevels, identified either at time of receipt or after abrasive blasting shall be repaired by grinding. The number of such damages shall be not more than 3 per pipe. Repair by grinding on the pipe or pipe ends/bevels outside diameter shall not reduce the wall thickness to less than the minimum requirements of the line pipe specification, when measured using ultrasonic thickness measurement equipment. All other damage to pipe ends/bevels shall be advised to Owner/Buyer for review. Subject to Owner/Buyer approval, these defects may be repaired by removal of damaged pipe material and re-beveling. No welding on the pipe surface shall be allowed. Pipe identification numbers shall be preserved during repair. The pipe tally to be submitted to Owner/Buyer shall record all pipe lengths. Any reduction in pipe lengths shall be input as a separate entry in the tally. N° I0641-9673-ET-500-004-0 Page 36 of 37 If pipe or coatings are damaged whilst under the control of the Bidder, the Bidder shall reimburse Owner/Buyer for the cost of the repairs or replacement of all such pipe, and the cost of additional inspection and transport. 8.5 SHIPPING The Bidder's bid shall include shipping and all packing for shipping costs involved for delivery as stated in the material requisition. N° I0641-9673-ET-500-004-0 Page 37 of 37 GERENCIA DE PROYECTOS INGENIERÍA DE DETALLES IMPULSIÓN DE AGUA DE MAR TEA, NUEVA VICTORIA. N° DE PROYECTO 9500010981 INGENIERÍA DE DETALLES MEMORIA DE CÁLCULO SISTEMA DE IMPULSIÓN EBP ACTUALIZACIÓN DOCUMENTO SQM Nº I0641-9673-MC-500-014 PÁGINAS DOCUMENTO INTERNO 1 de 34 N° P289-MEM-PH-0010 APROBACIONES REV. A B 0 FECHA POR REV. JEFE PROYECTO F. FLÓREZ F. PARGA K. OVIEDO 14/12/22 10/02/23 24/03/23 DESCRIPCIÓN SQM COORDINACIÓN INTERNA A. FUENZALIDA/ F. FLÓREZ F. PARGA A. FUENZALIDA/ F. FLÓREZ J. ESTAY K. OVIEDO APROBACIÓN CLIENTE K. OVIEDO PARA CONSTRUCCIÓN ÍNDICE Páginas 1. INTRODUCCIÓN .......................................................................................................3 2. OBJETIVO .................................................................................................................4 3. LÍMITE DE BATERÍAS .............................................................................................. 4 4. ANTECEDENTES ......................................................................................................5 5. DESCRIPCIÓN ..........................................................................................................7 6. CRITERIOS DE DISEÑO ...........................................................................................9 7. CÁLCULOS HIDRÁULICOS ................................................................................... 10 8. CONCLUSIONES .................................................................................................... 15 ANEXO 1 CÁLCULOS HIDRÁULICOS SISTEMA DE IMPULSIÓN EBP, RÉGIMEN PERMANENTE................................................................................................................... 16 N° I0641-9673-MC-500-014 Página 2 de 34 1. INTRODUCCIÓN SQM a través de la Gerencia de Proyectos, está en la fase de ejecución del Proyecto de Impulsión de Agua de Mar TEA, el cual consiste en un sistema de aducción, tuberías y estaciones de bombeo para levantar un máximo de 900 l/s desde la playa el sector de Puerto Patillo, ubicada a 62 km al sur de la ciudad de Iquique, hasta las pozas de recepción ubicadas en la zona de Pampa Hermosa Oeste a una elevación de 1024 msnm, cercano a la antigua oficina salitrera Victoria, con un largo total de ductos desde la aducción a la piscina de recepción de casi 44 km. La captación de agua de mar ubicada en sector Puerto Patillo se realizará a través de una torre de captación y un ducto submarino. La tubería de captación, contrapesos y paso por la rompiente alimentara una sentina con sistema de compuertas y filtro de rejas en las cual se disponen bombas verticales multietapa denominada Estación Bombeo Auxiliar (EBA). La EBA alimentará una Estación de Bombeo Principal (EBP) ubicada aproximadamente a 2 kilómetros de distancia, la cual recibirá el agua en un estanque de almacenamiento y utilizará un sistema de bombas centrífugas horizontales multietapa para su impulsión hasta las piscinas de recepción en el punto de destino, ubicadas en el sector de Pampa Hermosa, conducción que en total posee una longitud de 40 kilómetros aproximadamente. El pipeline en su trazado contará con tres piscinas de emergencia, ubicadas en puntos de acumulación a lo largo de su extensión. El presente servicio de ingeniería, solicitado por SQM a JRI Ingeniería S.A., se ampara en el Contrato N°9500010981, denominado “Ingeniería de Detalles Impulsión de Agua de Mar Tea, Nueva Victoria”. Este documento corresponde al diseño hidráulico en régimen permanente del sistema de impulsión desde la Estación de Bombeo Principal (EBP) hasta su descarga en las pozas de recepción. N° I0641-9673-MC-500-014 Página 3 de 34 2. OBJETIVO El objetivo de esta memoria de cálculo es presentar el diseño hidráulico, a nivel de Ingeniería de Detalles, del sistema de impulsión desde la estación de bombeo EBP hasta su descarga en las pozas de recepción. Cabe mencionar que el análisis transiente de la impulsión será abordado en documento específico “Memoria de Cálculo Transiente EBP Actualización”, documento N° I0641-9673-MC-500-0016. 3. LÍMITE DE BATERÍAS El límite de baterías del presente documento corresponde al siguiente: Por aguas arriba: estanque de la estación de bombeo principal. Por aguas abajo: descarga de tubería de impulsión en pozas de recepción. N° I0641-9673-MC-500-014 Página 4 de 34 4. ANTECEDENTES Los antecedentes utilizados para el desarrollo de la presente memoria de cálculo son los siguientes: [1]. Documento N° I0641-9673-CD-500-001, “Criterios de Diseño Hidráulicos”. Ingeniería de Detalles Impulsión de Agua de Mar TEA, Nueva Victoria. Elaborado por JRI Ingeniería S.A., 2023. [2]. Documento N° I0641-9673-IT-500-001, “Estudio de Trade-Off Sistema de Impulsión Estación de Bombeo Principal”. Ingeniería de Detalles Impulsión de Agua de Mar TEA, Nueva Victoria. Elaborado por JRI Ingeniería S.A., 2023. [3]. “API Specification 5L, 46th Edition”. Elaborado por American Petroleum Institute (API), 2018. [4]. “Pipeline Transportation Systems for Liquids and Slurries. B31.4-2022”, Elaborado por The American Society of Mechanical Engineers (ASME), 2022. [5]. “API Standard 610: Centrifugal Pumps for Petroleum, Petrochemical and Natural Gas Industries”, Elaborado por American Petroleum Institute (API), 2021. [6]. Plano N° I0177-9673-PL-500-208 R2, “Planta y Elevaciones Cañería Impulsión Tramo km. 0 a km 3,0”, Actualización Planos Trazado Agua de Mar TEA, Ingeniería Básica Avanzada, Procure, 2022. [7]. Plano N° I0177-9673-PL-500-209 R2, “Planta y Elevaciones Cañería Impulsión Tramo km. 3,0 a km 6,0”, Actualización Planos Trazado Agua de Mar TEA, Ingeniería Básica Avanzada, Procure, 2022. [8]. Plano N° I0177-9673-PL-500-210 R2, “Planta y Elevaciones Cañería Impulsión Tramo km. 6,0 a km 9,0”, Actualización Planos Trazado Agua de Mar TEA, Ingeniería Básica Avanzada, Procure, 2022. [9]. Plano N° I0177-9673-PL-500-211 R2, “Planta y Elevaciones Cañería Impulsión Tramo km. 9,0 a km 12,0”, Actualización Planos Trazado Agua de Mar TEA, Ingeniería Básica Avanzada, Procure, 2022. [10]. Plano N° I0177-9673-PL-500-212 R2, “Planta y Elevaciones Cañería Impulsión Tramo km. 12,0 a km 16,0”, Actualización Planos Trazado Agua de Mar TEA, Ingeniería Básica Avanzada, Procure, 2022. N° I0641-9673-MC-500-014 Página 5 de 34 [11]. Plano N° I0177-9673-PL-500-213 R2, “Planta y Elevaciones Cañería Impulsión Tramo km. 15,0 a km 18,0”, Actualización Planos Trazado Agua de Mar TEA, Ingeniería Básica Avanzada, Procure, 2022. [12]. Plano N° I0177-9673-PL-500-214 R2, “Planta y Elevaciones Cañería Impulsión Tramo km. 18,0 a km 21,0”, Actualización Planos Trazado Agua de Mar TEA, Ingeniería Básica Avanzada, Procure, 2022. [13]. Plano N° I0177-9673-PL-500-215 R2, “Planta y Elevaciones Cañería Impulsión Tramo km. 21,0 a km 24,0”, Actualización Planos Trazado Agua de Mar TEA, Ingeniería Básica Avanzada, Procure, 2022. [14]. Plano N° I0177-9673-PL-500-216 R2, “Planta y Elevaciones Cañería Impulsión Tramo km. 24,0 a km 27,0”, Actualización Planos Trazado Agua de Mar TEA, Ingeniería Básica Avanzada, Procure, 2022. [15]. Plano N° I0177-9673-PL-500-217 R2, “Planta y Elevaciones Cañería Impulsión Tramo km. 27,0 a km 30,0”, Actualización Planos Trazado Agua de Mar TEA, Ingeniería Básica Avanzada, Procure, 2022. [16]. Plano N° I0177-9673-PL-500-218 R2, “Planta y Elevaciones Cañería Impulsión Tramo km. 30,0 a km 33,0”, Actualización Planos Trazado Agua de Mar TEA, Ingeniería Básica Avanzada, Procure, 2022. [17]. Plano N° I0177-9673-PL-500-219 R2, “Planta y Elevaciones Cañería Impulsión Tramo km. 33,0 a km 36,0”, Actualización Planos Trazado Agua de Mar TEA, Ingeniería Básica Avanzada, Procure, 2022. [18]. Plano N° I0177-9673-PL-500-220 R2, “Planta y Elevaciones Cañería Impulsión Tramo km. 36,0 a km 38,7”, Actualización Planos Trazado Agua de Mar TEA, Ingeniería Básica Avanzada, Procure, 2022. N° I0641-9673-MC-500-014 Página 6 de 34 5. DESCRIPCIÓN El proyecto Impulsión Agua de Mar TEA Nueva Victoria tiene por finalidad abastecer con un máximo de 900 l/s agua de mar a utilizarse en los distintos procesos de la futura planta de SQM ubicada en las cercanías de la antigua oficina salitrera Victoria. El agua será captada por una torre de captación ubicada en Puerto Patillos, ubicada 62 km al sur de Iquique, y será conducida mediante tubería hasta la Estación de Bombeo Auxiliar (EBA). El sistema de captación y conducción hasta EBA no forma parte del alcance del presente contrato. La sentina de la EBA consistirá en un sistema de filtrado mediante rejas y bombas centrífugas verticales que permitirán impulsar el flujo hacia la Estación de Bombeo Principal (EBP) por tuberías de HDPE. La EBP se encuentra ubicada aproximadamente a 1,8 km de la EBA. La EBP dispondrá de un estanque del cual se abastecerán bombas centrífugas horizontales multietapas, las cuales por medio de tubería de acero permitirán impulsar el agua de mar hacia las pozas de recepción ubicadas en la estación terminal, ubicado 38 km aproximadamente de la EBP. El diseño considera la implementación de tres piscinas de emergencia en los puntos bajos del trazado, los cuales operarán en caso de emergencia en el sistema de impulsión. En la Figura 5.1 se muestra el trazado en planta de la impulsión de agua de mar TEA Nueva Victoria. Figura 5.1. Vista en planta del sistema de impulsión hasta las pozas de Recepción. Plano base tomado de OpenStreetMap. N° I0641-9673-MC-500-014 Página 7 de 34 En la Figura 5.2 se muestra el perfil transversal del trazado de la línea de impulsión desde la EBP hasta las pozas de recepción, la cual es el foco de la presente memoria de cálculo. Figura 5.2. Vista transversal del sistema de impulsión entre la EBP y las pozas de Recepción. N° I0641-9673-MC-500-014 Página 8 de 34 6. CRITERIOS DE DISEÑO Los criterios de diseño hidráulicos utilizados para el cálculo en régimen permanente de las línea de impulsión de EBP son aquellos indicados en documento “Criterios de Diseño Hidráulicos” (Ref. [1]). Adicionalmente, se consideran los siguientes criterios específicos: 1. Se considera tubería de acero API 5L X65 de 32” de diámetro, revestida internamente con FBE en los primeros 37 km del trazado aproximadamente y, posteriormente, se considera tubería de HDPE de 1000 mm, PN16 PE 100 para los últimos 1,8 km. 2. El espesor de la tubería será variable de acuerdo con los requerimientos de presión del sistema. 3. Se consideran 20 años de vida útil de la conducción. 4. El perfil hidráulico se calcula para el escenario de tubería usada, considerando rugosidad (ε) igual a 0,3 mm. 5. Los cálculos de las curvas características del sistema se realizan para los escenarios de tubería nueva y usada, considerando respectivamente rugosidad (ε) igual a 0,025 mm y 0,3 mm. 6. Se utilizarán bombas centrífugas horizontales referenciales de RuhrPumpen suministradas por SQM. 7. Se considera flujo de impulsión de tres etapas: 350 l/s, 700 l/s, hasta un máximo de 900 l/s con uso de variador de frecuencia (VDF) en las bombas. N° I0641-9673-MC-500-014 Página 9 de 34 7. CÁLCULOS HIDRÁULICOS A continuación, se muestran los cálculos hidráulicos y los resultados obtenidos para el diseño del sistema de impulsión proyectado. Las singularidades que tendrá el sistema de impulsión se muestran en la Tabla 7.1. Tabla 7.1. Singularidades sistema de impulsión EBP. Singularidad Salida estanque Flujómetro Válvula compuerta Válvula retención Expansión o reducción Tee cambio dirección Tee paso directo Codo 90 Total k 0,5 0,3 0,2 2 0,2 1 0,15 0,75 Cantidad 1 1 4 1 5 2 14 2 10,2 En la Tabla 7.2 se muestran las características de la tubería requerida para la impulsión de agua de mar de EBP. Tabla 7.2. Configuración de tubería requerida para impulsión de EBP. Tramo T1 T2 T3 T4 T5 T6 T7 T8 N° I0641-9673-MC-500-014 Diámetro Espesor Material (pulgadas) (mm) 15,9 32 Acero API 5L X65 11,1 32 Acero API 5L X65 10,3 32 Acero API 5L X65 9,5 32 Acero API 5L X65 7,9 32 Acero API 5L X65 7,1 32 Acero API 5L X65 6,4 32 Acero API 5L X65 90,2 40 HDPE PN16 PE100 Desde (m) 0 1555 3615 11015 19415 22015 31015 37015 Hasta Distancia (m) (m) 1555 1555 3615 2060 11015 7400 19415 8400 22015 2600 9000 31015 6000 37015 1800 38815 Página 10 de 34 Las principales características operacionales del sistema cuando se impulsa el caudal máximo de 900 l/s se muestran en la Tabla 7.3. Tabla 7.3 Características operacionales promedio de la línea de impulsión EBP, (Q=900 l/s). Característica Diámetro externo Espesor Caudal Acero Velocidad media Factor de fricción J Diámetro externo Espesor Caudal HDPE Velocidad Factor de fricción J TDH Valor 32 variable 0,9 1,81 0,016 0,0036 40 90,2 0,9 1,71 0,016 0,0029 1106 Unidad pulgadas mm m3/s m/s m/m pulg mm m3/s m/s m/m mcf El perfil hidráulico correspondiente se muestra en la Figura 7.1. Además, en la misma Figura 7.1, se identifican los tramos con diferentes espesores según lo que se presentó en la Tabla 7.2. El cálculo en detalle del sistema de impulsión para este caudal se puede ver en el Anexo 1 del presente informe N° I0641-9673-MC-500-014 Página 11 de 34 Figura 7.1 Perfil hidráulico impulsión EBP. De acuerdo con el documento de la Ref.[2], el sistema de impulsión estará compuesto por 5 bombas centrífugas horizontales multi-etapa de iguales características cuya operación consiste en el uso de dos unidades con variador de frecuencia (VDF) que impulsan 350 l/s, luego con cuatro bombas en operación con VDF que impulsan hasta 700 l/s y, finalmente, 900 l/s también con VDF. Se utilizarán bombas centrífugas horizontales referenciales de RuhrPumpen suministradas por SQM. La curva característica de la bomba referencial escogida se muestra en la Figura 7.2. N° I0641-9673-MC-500-014 Página 12 de 34 Figura 7.2 Bomba centrífuga referencial EBP La Figura 7.3 muestra las curvas características para diferentes configuraciones en paralelo de esta misma bomba referencial considerando el uso de VDF. Además, en la misma Figura 7.3, se muestran las curvas características del sistema, tanto para el escenario de tubería nueva como de tubería usada. Se han marcado los puntos de operación para los tres casos de caudal de impulsión. Los requerimientos de potencia y otras características de operación relevantes de la estación para cada uno de los puntos de operación se muestran en la Tabla 7.4. N° I0641-9673-MC-500-014 Página 13 de 34 Figura 7.3 Configuración de operación Característica Flujo Flujo Cantidad bombas RPM TDH Caudal por bomba Densidad Eficiencia Transmisión Potencia consumida Potencia instalada N° I0641-9673-MC-500-014 Tabla 7.4 Requerimientos para cada punto de operación. Unidad Nueva Usada 350 700 900 350 700 l/s 1260 2520 3240 1260 2520 m3/h 2 4 5 2 4 un 2817 2861 2935 2817 2891 mcf 997 1036 1072 997 1055 l/s 175 175 180 175 175 t/m3 1,03 1,03 1,03 1,03 1,03 % 82 82 82 82 82 % 0,95 0,95 0,95 0,95 0,95 HP 3076 3196 3402 3076 3255 3500 HP 3500 Página 14 de 34 900 3240 5 2950 1106 179 1,03 82 0,95 3498 8. CONCLUSIONES De acuerdo con los cálculos efectuados, se concluye lo siguiente: - Se utilizó tubería de acero API 5L X65 de 32” con revestimiento interno de FBE en los primeros 37 km del trazado. Luego, se consideró tubería de HDPE de 1000 mm, PN 16 PE 100 para los últimos 1,8 km. - Los espesores de tubería varían de acuerdo con los requerimientos de presión del sistema. Los espesores requeridos son los indicados en la Tabla 8.1. Tabla 8.1. Configuración de tubería requerida para impulsión de EBP. Tramo Diámetro T1 T2 T3 T4 T5 T6 T7 T8 32" 32" 32" 32" 32" 32" 32" 40” Espesor Material (mm) 15,9 Acero API 5L X65 11,1 Acero API 5L X65 10,3 Acero API 5L X65 9,5 Acero API 5L X65 7,9 Acero API 5L X65 7,1 Acero API 5L X65 6,4 Acero API 5L X65 90,2 HDPE PN16 PE100 Desde (m) 0 1555 3615 11015 19415 22015 31015 37015 Hasta Distancia (m) (m) 1555 1555 3615 2060 11015 7400 19415 8400 22015 2600 9000 31015 6000 37015 1800 38815 - El sistema de impulsión estará compuesto por 5 bombas centrífugas horizontales multi-etapa de iguales características cuya operación consiste en el uso de dos unidades con variador de frecuencia (VDF) que impulsan 350 l/s, luego con cuatro bombas en operación con VDF que impulsan hasta 700 l/s y, finalmente, cinco bombas en operación con VDF que impulsan un caudal de 900 l/s. - El escenario de tubería más conservador es el de tubería usada, puesto que requiere mayor valor de TDH. Por consiguiente, para impulsar un flujo de 900 l/s se requiere un TDH de 1106 m. Adicionalmente, se obtuvo que cada una de las 5 bombas requiere una potencia instalada de 3500 HP. N° I0641-9673-MC-500-014 Página 15 de 34 ANEXO 1 CÁLCULOS HIDRÁULICOS SISTEMA DE IMPULSIÓN EBP, RÉGIMEN PERMANENTE N° I0641-9673-MC-500-014 Página 16 de 34 A1. Cálculos hidráulicos para Q=900 l/s, tubería usada. Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño (m) (m) [Ton/m3] [m3/s] Normal Admisible Normal Carga Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 0 33,207 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,0003 1,88 1286724 0,016 0 0,00 1139 1287 155 33,45 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,0003 1,88 1286724 0,016 10,2 2,41 1137 1287 355 45,698 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,0003 1,88 1286724 0,016 0 0,75 1136 1299 555 55,737 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,0003 1,88 1286724 0,016 0 0,75 1135 1309 755 72,151 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,0003 1,88 1286724 0,016 0 0,75 1135 1325 755 72,151 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,0003 1,88 1286724 0,016 0 0,00 1134 1325 955 105,623 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,0003 1,88 1286724 0,016 0 0,75 1134 1359 955 105,623 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,0003 1,88 1286724 0,016 0 0,75 1133 1359 1155 176,93 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,0003 1,88 1286724 0,016 0 0,75 1133 1430 1355 282,901 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,0003 1,88 1286724 0,016 0 0,75 1132 1536 1555 409,695 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,0003 1,88 1286724 0,016 0 0,75 1132 1663 1555 409,695 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,0003 1,83 1271104 0,016 0 0,00 1132 1285 1755 413,794 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,0003 1,83 1271104 0,016 0 0,70 1131 1289 1955 415,079 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,0003 1,83 1271104 0,016 0 0,70 1130 1290 2155 420,14 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,0003 1,83 1271104 0,016 0 0,70 1130 1295 2355 422,818 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,0003 1,83 1271104 0,016 0 0,70 1129 1298 2555 428,475 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,0003 1,83 1271104 0,016 0 0,70 1128 1303 2755 430,345 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,0003 1,83 1271104 0,016 0 0,70 1128 1305 2955 434,611 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,0003 1,83 1271104 0,016 0 0,70 1127 1310 3215 445,785 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,0003 1,83 1271104 0,016 0 0,91 1126 1321 3415 447,359 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,0003 1,83 1271104 0,016 0 0,70 1125 1322 3615 467,62 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,0003 1,83 1271104 0,016 0 0,70 1124 1343 N° I0641-9673-MC-500-014 Página 17 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 3615 467,62 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1124 1280 3815 469,258 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1124 1281 4015 475,571 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1124 1287 4015 475,571 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,00 1124 1287 4215 481,877 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1123 1294 4415 487,34 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1123 1299 4615 478,562 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1122 1290 4815 472,737 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1122 1285 5015 471,13 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1121 1283 5215 472,302 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1120 1284 5415 468,04 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1120 1280 5615 465,676 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1119 1278 5815 464,124 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1118 1276 6015 460,595 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1118 1273 6215 458,496 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1117 1270 6415 455,367 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1116 1267 6615 457,994 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1115 1270 6815 452,832 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1115 1265 7015 449,877 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1114 1262 7215 451,466 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1113 1263 7415 448,344 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1113 1260 7615 450,335 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1112 1262 7815 449,805 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1111 1262 8015 449,491 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1111 1261 8215 451,023 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1110 1263 8415 453,319 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1109 1265 N° I0641-9673-MC-500-014 Página 18 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 8615 454,863 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1109 1267 8815 456,14 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1108 1268 9015 458,162 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1107 1270 9215 461,81 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1106 1274 9415 466,553 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1106 1278 9615 469,559 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1105 1281 9815 472,169 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1104 1284 10015 478,701 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1104 1291 10215 487,821 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1103 1300 10415 498,263 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1102 1310 10615 513,282 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1102 1325 10815 522,346 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1101 1334 11015 544,697 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,0003 1,83 1268537 0,016 0 0,69 1100 1357 11015 544,697 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,00 1099 1294 11215 561,602 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1099 1310 11415 569,532 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1099 1318 11615 589,866 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1098 1339 11815 605,135 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1097 1354 12015 616,939 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1097 1366 12015 616,939 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,00 1097 1366 12215 604,523 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1096 1353 12415 592,939 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1096 1342 12615 588,912 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1095 1338 12815 583,913 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1095 1333 13015 601,092 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1095 1350 13215 608,873 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1094 1358 N° I0641-9673-MC-500-014 Página 19 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 13415 602 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1093 1351 13615 597,246 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1093 1346 13815 594,664 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1092 1344 14015 589,196 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1091 1338 14215 590,083 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1091 1339 14415 585,75 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1090 1335 14615 565,672 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1089 1315 14815 555,172 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1088 1304 15015 554,835 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1088 1304 15215 555,549 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1087 1304 15415 558,402 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1086 1307 15615 561,288 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1086 1310 15815 566,156 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1085 1315 16015 572 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1084 1321 16015 572 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1084 1321 16215 578,682 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1084 1328 16415 581,088 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1083 1330 16615 585,614 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1082 1334 16815 590 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1082 1339 17015 596,687 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1081 1346 17215 594,692 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1080 1344 17415 600,54 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1080 1349 17615 593,276 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1079 1342 17615 593,276 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,00 1078 1342 17815 603,747 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1078 1353 18015 610,637 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1077 1359 N° I0641-9673-MC-500-014 Página 20 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 18215 614,005 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1077 1363 18415 618,798 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1076 1368 18615 628,217 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1075 1377 18815 631,157 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1075 1380 19015 637,488 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1074 1386 19215 637,488 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1073 1386 19415 652,37 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,0003 1,82 1265981 0,016 0 0,69 1073 1401 19415 652,37 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,00 1072 1275 19615 656,756 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,67 1072 1279 19815 664,036 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,67 1071 1287 20015 677,9 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,67 1071 1301 20015 677,9 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,00 1070 1301 20215 682,732 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,67 1070 1305 20415 686,609 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,67 1069 1309 20615 691,25 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,67 1069 1314 20815 695 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,67 1068 1318 21015 700,658 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,67 1067 1323 21215 705,606 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,67 1067 1328 21415 709 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,67 1066 1332 21615 717,575 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,67 1065 1340 21815 726,158 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,0003 1,80 1260900 0,016 0 0,67 1065 1349 22015 735,859 1,03 0,9 0,00000114 0,813 0,0079 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1064 1359 22015 735,859 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1064 1296 22215 743,476 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1063 1303 22415 748,816 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1063 1308 22615 751,997 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1062 1312 N° I0641-9673-MC-500-014 Página 21 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 22815 760,641 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1061 1320 23015 770,312 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1061 1330 23215 777,254 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1060 1337 23415 787,97 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1059 1348 23615 792,605 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1059 1352 23815 793,79 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1058 1353 24015 798,075 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1057 1358 24215 801,434 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1057 1361 24415 804 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1056 1364 24615 800,052 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1055 1360 24815 795 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1055 1355 25015 795,747 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1054 1355 25215 794,154 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1053 1354 25415 789 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1053 1349 25615 783,945 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1052 1344 25615 783,945 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1052 1344 25815 778,004 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1051 1338 26015 772,578 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1051 1332 26215 766,799 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1050 1326 26415 760,999 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1049 1321 26615 756,25 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1049 1316 26815 764,277 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1048 1324 27015 783,987 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1047 1344 27215 784,219 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1047 1344 27415 762,381 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1046 1322 27615 751,065 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1045 1311 N° I0641-9673-MC-500-014 Página 22 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 27815 732,354 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1045 1292 28015 726,747 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1044 1286 28215 727,568 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1043 1287 28415 716,349 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1043 1276 28615 706,884 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1042 1267 28815 705 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1041 1265 29015 706,157 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1041 1266 29215 712,981 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1040 1273 29415 721,596 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1039 1281 29615 725,433 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1039 1285 29815 726,685 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1038 1286 30015 730,356 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1037 1290 30215 740,269 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1037 1300 30415 763,15 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1036 1323 30615 761,068 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1035 1321 30815 749,283 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1035 1309 31015 759,008 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,0003 1,80 1258374 0,016 0 0,67 1034 1319 31015 759,008 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1034 1263 31215 763,836 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1033 1268 31415 775,957 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1033 1280 31615 784,2 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1032 1289 31815 802,877 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1031 1307 32015 806 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1031 1310 32215 807,664 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1030 1312 32415 824,496 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1029 1329 32615 833,553 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1029 1338 N° I0641-9673-MC-500-014 Página 23 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 32815 844,118 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1028 1349 33015 859,096 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1027 1364 33215 872,234 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1027 1377 33415 880,909 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1026 1385 33615 887,971 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1025 1392 33815 892,435 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1025 1397 34015 869,428 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1024 1374 34215 864,238 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1023 1369 34215 864,238 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,00 1023 1369 34415 864,735 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1023 1369 34615 866,56 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1023 1371 34815 869,297 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1022 1374 35015 875,549 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1021 1380 35215 890,706 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1021 1395 35415 903,237 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1020 1408 35615 913,575 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1019 1418 35815 919,993 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1019 1424 36015 921,092 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1018 1426 36015 921,092 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,00 1018 1426 36215 930,363 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1017 1435 36415 941,284 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1017 1446 36415 941,284 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,00 1017 1446 36615 956,652 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1017 1461 36815 964,232 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1016 1469 37015 973,211 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,0003 1,79 1256172 0,016 0 0,66 1015 1478 37015 973,211 1,03 0,9 0,00000114 1 0,0902 0,8196 0,0003 1,71 1226439 0,016 0 0,00 1015 1129 N° I0641-9673-MC-500-014 Página 24 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 37215 980,142 1,03 0,9 0,00000114 1 0,0902 0,8196 0,0003 1,71 1226439 0,016 0 0,58 1015 1135 37415 986,735 1,03 0,9 0,00000114 1 0,0902 0,8196 0,0003 1,71 1226439 0,016 0 0,58 1014 1142 37615 992,642 1,03 0,9 0,00000114 1 0,0902 0,8196 0,0003 1,71 1226439 0,016 0 0,58 1014 1148 37815 1000,824 1,03 0,9 0,00000114 1 0,0902 0,8196 0,0003 1,71 1226439 0,016 0 0,58 1013 1156 38015 998,549 1,03 0,9 0,00000114 1 0,0902 0,8196 0,0003 1,71 1226439 0,016 0 0,58 1013 1154 38215 1000,5 1,03 0,9 0,00000114 1 0,0902 0,8196 0,0003 1,71 1226439 0,016 0 0,58 1012 1156 38415 1002,972 1,03 0,9 0,00000114 1 0,0902 0,8196 0,0003 1,71 1226439 0,016 0 0,58 1011 1158 38615 1008,716 1,03 0,9 0,00000114 1 0,0902 0,8196 0,0003 1,71 1226439 0,016 0 0,58 1011 1164 38815 1010,212 1,03 0,9 0,00000114 1 0,0902 0,8196 0,0003 1,71 1226439 0,016 0 0,58 1010 1166 N° I0641-9673-MC-500-014 Página 25 de 34 A2. Cálculos hidráulicos para Q=900 l/s, tubería nueva. Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño (m) (m) [Ton/m3] [m3/s] Normal Admisible Normal Carga Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 0 33,207 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,000025 1,88 1286724 0,012 0 0,00 1250 1253 155 33,45 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,000025 1,88 1286724 0,012 10,2 2,26 1250 1253 355 45,698 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,000025 1,88 1286724 0,012 0 0,55 1236 1253 555 55,737 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,000025 1,88 1286724 0,012 0 0,55 1230 1253 755 72,151 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,000025 1,88 1286724 0,012 0 0,55 1227 1253 755 72,151 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,000025 1,88 1286724 0,012 0 0,00 1227 1253 955 105,623 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,000025 1,88 1286724 0,012 0 0,55 1183 1253 955 105,623 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,000025 1,88 1286724 0,012 0 0,55 1183 1253 1155 176,93 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,000025 1,88 1286724 0,012 0 0,55 1106 1253 1355 282,901 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,000025 1,88 1286724 0,012 0 0,55 998 1253 1555 409,695 1,03 0,9 0,00000114 0,813 0,0159 0,7812 0,000025 1,88 1286724 0,012 0 0,55 870 1253 1555 409,695 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,000025 1,83 1271104 0,012 0 0,00 870 875 1755 413,794 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,000025 1,83 1271104 0,012 0 0,52 861 875 1955 415,079 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,000025 1,83 1271104 0,012 0 0,52 859 875 2155 420,14 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,000025 1,83 1271104 0,012 0 0,52 856 875 2355 422,818 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,000025 1,83 1271104 0,012 0 0,52 852 875 2555 428,475 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,000025 1,83 1271104 0,012 0 0,52 845 875 2755 430,345 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,000025 1,83 1271104 0,012 0 0,52 842 875 2955 434,611 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,000025 1,83 1271104 0,012 0 0,52 837 875 3215 445,785 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,000025 1,83 1271104 0,012 0 0,67 825 875 3415 447,359 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,000025 1,83 1271104 0,012 0 0,52 822 875 3615 467,62 1,03 0,9 0,00000114 0,813 0,0111 0,7908 0,000025 1,83 1271104 0,012 0 0,52 800 875 3615 467,62 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 800 812 3815 469,258 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 802 812 N° I0641-9673-MC-500-014 Página 26 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 4015 475,571 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 792 812 4015 475,571 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,00 792 812 4215 481,877 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 785 812 4415 487,34 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 778 812 4615 478,562 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 789 812 4815 472,737 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 793 812 5015 471,13 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 792 812 5215 472,302 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 788 812 5415 468,04 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 782 812 5615 465,676 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 783 812 5815 464,124 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 785 812 6015 460,595 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 787 812 6215 458,496 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 788 812 6415 455,367 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 790 812 6615 457,994 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 791 812 6815 452,832 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 792 812 7015 449,877 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 793 812 7215 451,466 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 792 812 7415 448,344 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 797 812 7615 450,335 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 791 812 7815 449,805 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 792 812 8015 449,491 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 790 812 8215 451,023 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 780 812 8415 453,319 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 776 812 8615 454,863 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 772 812 8815 456,14 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 771 812 N° I0641-9673-MC-500-014 Página 27 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 9015 458,162 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 770 812 9215 461,81 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 769 812 9415 466,553 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 762 812 9615 469,559 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 764 812 9815 472,169 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 762 812 10015 478,701 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 756 812 10215 487,821 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 739 812 10415 498,263 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 742 812 10615 513,282 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 715 812 10815 522,346 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 709 812 11015 544,697 1,03 0,9 0,00000114 0,813 0,0103 0,7924 0,000025 1,83 1268537 0,012 0 0,51 686 812 11015 544,697 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,00 686 749 11215 561,602 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 670 749 11415 569,532 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 660 749 11615 589,866 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 638 749 11815 605,135 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 623 749 12015 616,939 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 610 749 12015 616,939 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,00 610 749 12215 604,523 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 650 749 12415 592,939 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 635 749 12615 588,912 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 640 749 12815 583,913 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 647 749 13015 601,092 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 627 749 13215 608,873 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 622 749 13415 602 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 633 749 13615 597,246 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 633 749 N° I0641-9673-MC-500-014 Página 28 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 13815 594,664 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 634 749 14015 589,196 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 643 749 14215 590,083 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 644 749 14415 585,75 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 648 749 14615 565,672 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 668 749 14815 555,172 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 679 749 15015 554,835 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 680 749 15215 555,549 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 682 749 15415 558,402 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 677 749 15615 561,288 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 677 749 15815 566,156 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 672 749 16015 572 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 668 749 16015 572 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 668 749 16215 578,682 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 662 749 16415 581,088 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 660 749 16615 585,614 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 657 749 16815 590 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 653 749 17015 596,687 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 681 749 17215 594,692 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 683 749 17415 600,54 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 677 749 17615 593,276 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 683 749 17615 593,276 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,00 683 749 17815 603,747 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 675 749 18015 610,637 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 671 749 18215 614,005 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 667 749 18415 618,798 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 663 749 N° I0641-9673-MC-500-014 Página 29 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 18615 628,217 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 654 749 18815 631,157 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 651 749 19015 637,488 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 645 749 19215 637,488 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 647 749 19415 652,37 1,03 0,9 0,00000114 0,813 0,0095 0,794 0,000025 1,82 1265981 0,012 0 0,51 633 749 19415 652,37 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,00 633 623 19615 656,756 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,50 628 623 19815 664,036 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,50 623 623 20015 677,9 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,50 610 623 20015 677,9 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,00 610 623 20215 682,732 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,50 602 623 20415 686,609 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,50 601 623 20615 691,25 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,50 599 623 20815 695 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,50 600 623 21015 700,658 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,50 597 623 21215 705,606 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,50 592 623 21415 709 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,50 590 623 21615 717,575 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,50 568 623 21815 726,158 1,03 0,9 0,00000114 0,813 0,0079 0,7972 0,000025 1,80 1260900 0,012 0 0,50 523 623 22015 735,859 1,03 0,9 0,00000114 0,813 0,0079 0,7988 0,000025 1,80 1258374 0,012 0 0,49 543 623 22015 735,859 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 543 560 22215 743,476 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 506 560 22415 748,816 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 527 560 22615 751,997 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 508 560 22815 760,641 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 501 560 23015 770,312 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 492 560 N° I0641-9673-MC-500-014 Página 30 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 23215 777,254 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 484 560 23415 787,97 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 475 560 23615 792,605 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 466 560 23815 793,79 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 469 560 24015 798,075 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 465 560 24215 801,434 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 461 560 24415 804 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 458 560 24615 800,052 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 462 560 24815 795 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 466 560 25015 795,747 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 466 560 25215 794,154 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 460 560 25415 789 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 485 560 25615 783,945 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 457 560 25615 783,945 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 457 560 25815 778,004 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 440 560 26015 772,578 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 437 560 26215 766,799 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 435 560 26415 760,999 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 450 560 26615 756,25 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 450 560 26815 764,277 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 441 560 27015 783,987 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 420 560 27215 784,219 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 418 560 27415 762,381 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 441 560 27615 751,065 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 459 560 27815 732,354 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 449 560 28015 726,747 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 464 560 N° I0641-9673-MC-500-014 Página 31 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 28215 727,568 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 468 560 28415 716,349 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 481 560 28615 706,884 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 489 560 28815 705 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 491 560 29015 706,157 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 503 560 29215 712,981 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 495 560 29415 721,596 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 452 560 29615 725,433 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 467 560 29815 726,685 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 468 560 30015 730,356 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 466 560 30215 740,269 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 456 560 30415 763,15 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 429 560 30615 761,068 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 428 560 30815 749,283 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 447 560 31015 759,008 1,03 0,9 0,00000114 0,813 0,0071 0,7988 0,000025 1,80 1258374 0,012 0 0,49 444 560 31015 759,008 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 444 504 31215 763,836 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 442 504 31415 775,957 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 427 504 31615 784,2 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 423 504 31815 802,877 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 408 504 32015 806 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 410 504 32215 807,664 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 399 504 32415 824,496 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 382 504 32615 833,553 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 372 504 32815 844,118 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 362 504 33015 859,096 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 350 504 N° I0641-9673-MC-500-014 Página 32 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 33215 872,234 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 334 504 33415 880,909 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 314 504 33615 887,971 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 293 504 33815 892,435 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 326 504 34015 869,428 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 303 504 34215 864,238 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 301 504 34215 864,238 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,00 301 504 34415 864,735 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 295 504 34615 866,56 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 297 504 34815 869,297 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 293 504 35015 875,549 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 280 504 35215 890,706 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 264 504 35415 903,237 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 243 504 35615 913,575 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 229 504 35815 919,993 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 218 504 36015 921,092 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 210 504 36015 921,092 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,00 210 504 36215 930,363 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 203 504 36415 941,284 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 181 504 36415 941,284 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,00 181 504 36615 956,652 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 159 504 36815 964,232 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 146 504 37015 973,211 1,03 0,9 0,00000114 0,813 0,0064 0,8002 0,000025 1,79 1256172 0,012 0 0,49 102 504 37015 973,211 1,03 0,9 0,00000114 1 0,0902 0,8196 0,000025 1,71 1226439 0,012 0 0,00 102 155 37215 980,142 1,03 0,9 0,00000114 1 0,0902 0,8196 0,000025 1,71 1226439 0,012 0 0,43 96 155 37415 986,735 1,03 0,9 0,00000114 1 0,0902 0,8196 0,000025 1,71 1226439 0,012 0 0,43 92 155 N° I0641-9673-MC-500-014 Página 33 de 34 Características Características Fluido Características Tubería Características Flujo Perfil de Presiones topográficas Distancia Cota Densidad Caudal Viscosidad Diámetro Espesor Diámetro Externo de Interno Rugosidad Velocidad Reynolds Coeficiente Coeficiente Total fricción Singular pérdidas de Diseño Normal Admisible Normal Carga (m) (m) [Ton/m3] [m3/s] Pa .s [m] [m] [m] [m] [m/s] [] [] [] [m] [m.c.a.] [m.c.a.] 37615 992,642 1,03 0,9 0,00000114 1 0,0902 0,8196 0,000025 1,71 1226439 0,012 0 0,43 80 155 37815 1000,824 1,03 0,9 0,00000114 1 0,0902 0,8196 0,000025 1,71 1226439 0,012 0 0,43 61 155 38015 998,549 1,03 0,9 0,00000114 1 0,0902 0,8196 0,000025 1,71 1226439 0,012 0 0,43 68 155 38215 1000,5 1,03 0,9 0,00000114 1 0,0902 0,8196 0,000025 1,71 1226439 0,012 0 0,43 56 155 38415 1002,972 1,03 0,9 0,00000114 1 0,0902 0,8196 0,000025 1,71 1226439 0,012 0 0,43 51 155 38615 1008,716 1,03 0,9 0,00000114 1 0,0902 0,8196 0,000025 1,71 1226439 0,012 0 0,43 44 155 38815 1010,212 1,03 0,9 0,00000114 1 0,0902 0,8196 0,000025 1,71 1226439 0,012 0 0,43 43 155 N° I0641-9673-MC-500-014 Página 34 de 34