Indian Journal of Fibre & Textile Research
Vol. 16, March 1991 , pp.52-64
Advances in high performance fibres
Safish Kumar
School of Textile and Fiber Engineering, Georgia Institute of Technology, Atlanta , GA 30332, USA
Received 7 November 1990
This paper briefly describes the structure, properties, manufacture and applications of various high
performance fibres such as polymeric fibres (a ram ids, extended chain polyethylene, and ordered polymeric
fibres) , carbon fibres, inorganic fibres (silicon carbide, boron , alumina and glass fibres), fibres for optical
communication and electrically conducting polymeric fibres. Various other industrial fibres are also considered . Some issues related to the compressive and tensile properties of these fibres are also discussed.
Keywords: Carbon fibres , High performance fibres, Inorganic fibres. Polymeric fibres
Introduction
The field of high performance fibres has witnessed
considerable growth in the last three decades l - 4 . A
large number of high performance polymeric fibres ,
carbon fibres and inorganic fibres are in the market
today . It is not possible to discuss in detail all the
aspects of this subject in this paper due to the
limitation of space and, therefore, an attempt has
been made to briefly present the structure, properties,
manufacture, and a pplications of some of the high
performance fibres a vailable today ; the list of fibres
covered is by no mea ns exhaustive. Only a limited
number of references have been documented as many
texts and encyclopedia articles referenced at the end
serve as comprehensive source mate ri a l. Significant
research in many diverse aspects of high performance
fibres continues and , therefore , further improvements in properties and development o f newer a rea s
of applications can be expected. The high cost of
many of these fibres continues to be one of the growth
restricting factors. The present approximate pri ce
range in the USA for high pe rformance polymeric
fibre s is $ 10-50/ lb; ca rbon fibres, $ 25-1000/ lb; SiC
fibre s, $ 100-4000/l b ; alumina fibres, $ 250/lb; and
boron fibres , $ 600/lb. The properties of various fibres
arc given in Table I.
2 Polymeric Fibres
2.1 Aramid Fibres
The most common aramid fibre is poly(p-phenylene
terephthalamide) (PPT A). PPT A is synthesized by
the condensation of terephthaloylchloride (CICOC 6 H 4-COCI)
and
p-phenylene
diamine
52
(H 2N-C 6 H4-NH2) in a mixture of hexamethylpho
phoramide and n-methylpyrrolidone. The latter t",
chemicals act as solvents. The product is conl
nuously stirred and cooled and subsequently grour
in water and filtered . The resulting solid polymer
thoroughly washed. A polymer of minimum intrins
viscosity of 4 dl/g, measured in s ulphuric acid ,
preferred for satisfactory fibres . This fibre is SpL
from nematic liquid crystalline solution using
dry-jet wet spinning technique, where sulphuric ac
has been used as II solvent and cold water :
coagulant. The coagulated fibre is washed , dried an
heat treated . Kevlar™ 149 is the highest tensi
modulus aramid fibre currently available. The cryst.
structure of PPT A is pseudo-orthorhomb
(essentially monoclinic) witli a = 0.719 nm , b = 0.51
nm , c(fibre axis)= 1.29 nm , and y =90°. There al
two chains per unit cell and the theoretical cryst:
density is 1.48 g/cm 3 . However, Kevlar™ 149 is
relatively newer fibre and most of the structural dal
is available on Kevlar™ 49. Apparent crystallite si;
in Kevlar™ 49 is 6.5, 5.3 and > 10.9 nm measure
from (110) , (200) and (006) reflections respective
using wide-angle X-ray scattering (WAXS). Base
primarily on electron microscopy observations (
peeled sections ofKevlar™ 49, it was concluded tho
the supermolecular structure has radially oriente
crystallites. This fibre is also characterized by
pleated structure along the fibre axis, the ang
between pleats reportedly being about 170°, and tt
overall fibre structure being fibrillar. The pleate
structure has not been reported in Kevlar™ 141
PPT A degrades in air above 450°C, and does not me
below this temperature. The value of optic:
SAllSH KUMAR: HIGH PERFORMANCE FIBRES
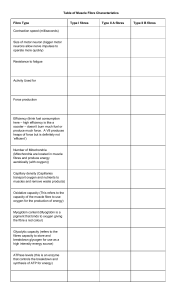
Ta ble I- Properties of various high perfonnance fibres
Fibre
CTE b
(ppm/"q
Mod ulus
(GPa)
Tensile
strength
(GPa)
Density
(g/cmJ)
Compressive"
strength
(GPa)
280-360
3.5-5.7
125
3.5
1.58
1.44
0.2-0.4
0.39-0.48
-7 to - 10
-4.0 (59)1
185
170
3.4
3.0
1.47
0.97
0.32-0.46
0. 17
-1.5
90
75
415
200
186
393
400
210
350-380
4.5
3.5
2.46
2.58
2.5-2.6
> I.l e
Thermal
conductivity
W/(mK)
Electrical
resistivity
(11 ohm-m)
Polymeric fibres
PBom
Kevlar™ 49
Kevlar™ 149
Spectra ™ 1000
0.04
Inorga nic fibres
S-Glass
E-glass
Boron k
Nicalo n™
Nextel™ 440 P
Sigma q
SiC (CVD)k
SijTi/C/on
AI 20 3 fibre
Asbestos;
169
3.5
2.8
2. 1
3.5
3.45
2.8
>0.8I c
5.9
2.5
4.9
4.5
1.04
-
1()8
2.8
3.05
3.4
3.0
2.37
3. 1
3. 1
5.0
3.0
1.5-2.3
1.7
3.li
3.7
2. 5
6.9
6.8
1.15
0.48
- 1.48 (9.4)
300-500
2.5-3.6
-0.5 (12)
- 1.22 (6. 7)
15
15
3. 1
Pitch-based carbon fibres
P_25 d
P_IOOd
725
1.4
2.2
E-1 30'
900
3.9
1.90
2. 15
2.19
T-300d
235
T-50d
T_IOOOf
390
295
3.2
2.4
1.76
1. 8 1
2.88
1.61
2.76
1.06
14
520
235
7. 1
1. 8
1. 82
K
2.69
1. 67
15
160
PAN-based ca rbo n fibre s
GY-70
AS-4 h
M60 Jf
585
3.6
3.8
1.96
1. 80
1.94
a-Compressive strength va lues a re measured from different tests, refer to reference 21 for details. b-CTE values are in the longitudinal direc ti on, values in pa rentheses are CTE val ues in tra nsverse direction. c- Higher compressive strength fo r glass fibre has been
reported 3 • - 36 d - Amoco fibres. e- DuPont fib res . f- Toray fibre s. g- Celi on ™ fibre. h- Hercules fib re. i-Chrysolite.
j - Tensile strength ex trapo lated fo r zero fibre cross-section . k- Fibre fro m Textron Speciality Ma terials. I-CTE values in
Kevlar are ~e portedJ 8 to have significant va riation with moist.ure and tension, va lues of up to - 11 .8 ppm/"C are reported for Kevlar™
49. m- Fi bre at pilot plant stage at Dow C hemical Co. n- Fi bre from Ube Industri es (Japan), ava ilable in USA from Textro n
Speciality Mate ria ls. p-Fi bre from 3M. q- Fi bre fro m BP Ameri cas.
-For 20/80 (by vo lume) Boron/AI composite Elect rical resistivit y value is 0.04 11 oh m-m.
birefringence for Kevlar™ 29 fibre is 0.652 a nd that
for Kevlar™ 49 fibre, 0.662
(n II = 2.267 ,
n..L = 1.605); the fo rm birefrin gence correction was
not reported in either case. Due to the presence of
radial structure, Kevlar™ also ex hibits latera l
birefringence in the range of 0.022-0.065, where the
lateral birefringence is defined as ~nl ate ra l =nr - n l , nr
and nt being the radial and tangential refractive
indices perpendicular to the fibre axis. Strain
birefringence has a lso been repo rt ed in Kevl a r and it
has been concluded tha t birefringe nce increases with
strain even at rel atively constant fibre modulu s 5 .
Aramids have high radiation resistance; however,
prolonged exposure to light and ultra-violet
radiation has a detrimental effect on mechanical
properties. Aramids have hi gh corrosion resistance,
and are generally extremely resistant to chemical
attack except by strong acids a nd bases at high
concentrations. Small-angle X-ray sca ttering (SAXS)
indicates diffuse small-angle scattering on the equator
indica ting void s elongated along the fibre axis. In
Kev lar™ 29 and Kevlar™ 49, the voids have been
estimated to be abo ut 25 nm long and 5-10 nm wide 1 .
Non-linear elastic deformation in Kevla r™ has also
53
INDIAN 1. FIBRE TEXT. RES., MARCH 1991
been studied 6 . Aramid fibre from Akzo is available
under the trade name Twaron TM.
These fibres are used in body armour and cables.
Kevlar™ 49 and Kevlar™ 149 are used in composites
for applications in aerospace and sports goods.
Another a ramid fibre is poly(m-phenylene
isophth.nlamide). It is availa ble under the trade name
Nomex NM and its significant use is in fire protective
clothing. Aramid fibres ha ve been discussed in detail
in Chapter XVII (ref. I) and in references 7-9.
2.3 Ordered Polymeric Fibres
The term 'ordered polymers' is generally used fo
aromatic heterocyclic rigid-rod and semi rigid-rol
polymers because of their ability to form highl
?rdered structures in the solid state. These polymer
Include the rigid-rods PBZT (poly p-phenylen
benzobisthiazole), and PBO (poly p-phenylen
benzobisoxazole), and semi rigid-rods ABPBO (pol:
2, 5-benzoxazo le), ABPBT (poly 2, 6-benzothiazole
and ABPBI [poly 2, 5(6)-benzimidazole]. Significan
development work on these polymers has been doni
at t~e US Air Force Materials Laboratory since th,
2.2 Extended Chain Polyethylene
High modulus fibres can also be made from flexible sIxtIes. Developments in the last decade in synthesi
chain polymers, if the molecules in the fibre are in the (including an economic monomer synthetic route fo
extended state. Extended chain polyethylene fibres PBO) and processing of aromatic heterocyclil
have been made and commercialized. This can be polymers have led to the consideration 0
of
poly(p-phenylenl
done by (i) solid state extrusion, and (ii) spinning of commercialization
benzobisoxazole) PBO fibres , while most earl'
ultra-high molecular weight polyethylene gel.
The work on solid sta te extrusion was carried out by development work was done on PBZT fibre. Th;
compiled in tW(
Ward and coworkers [Chap. XVIII (ref. I) a nd the work on ordered polymers ha s been
l4 . 1 5
recent
encyclopedia
chapters
and in the
10 11
references therein], and Porter and coworkers • .
Materials
Research
Society
Symposium
Proceed
The high modulus fibres prepared from so lid state
ings4.
extrusion are currently limited in tensile strength and,
Cis-PBO is polymerized using 4, 6-diamino-1
therefore, have not yet been commercialized, even
3-benzenediol
dihydrochloride (DABDO) and tere
though this process would have economy of scale as
phthalic
acid
(T
A) in polyphosphoric acid (Fig. 1)
no solvents are involved . The gel spinning of
PBO
and
other
ordered polymers are soluble ir
polyethylene is mostly due to the work of Pennings
strong
protic
aci
ds such as polyphosphoric acid
and his coworkers at Dutch State Mines Laboratory
(PPA),
methanesulphonic
acid (MSA), chlorosul·
to begin with and a fter that at the Univers:ty of
phonic
acid
(CSA),
and
100%
sulphuric acid. The
Groningen with la ter refinements by Smith and
PBO
fibre
has
a
degradati
on
tempera
ture of > 600
Lemstra 12.13 . Typica ll y, a so lution of 5% ultra-high
in
air
and
>
700°C
in
inert
atmo
sphere.
No Tg or Trr
molecular weight (> one million, generally 3-7
has
been
observed
below
degradation
temperature.
million) polyethylene in paraffin oil (other solvents
have also been used) is extruded in n-hexane.The fibre I so th~rm a l ageing studies on PBO indicate virtuall)
is dried under vacuum and then drawn in a tube no weIght loss after hea ting in air at 300°C for 200 h.
containing silicon oil with a temperature gradient of and 90% weight retention after heating at 343°C (alsc
100-148°C The so lution sp un extended chain for 200 h in air). Typical molecular weight used for the
polyethylene fibres are made by Allied Chemical spinning of this fibre is generally in the ra nge 01
Corp. , USA (trade name Spectra TM) , DSM , 50000-100000 dalton s; this corresponds to abou1
Netherlands (trade name Dyneema TM), and Mitsui , 200-400 repeat units per chain. The estimate of the
Japan (trade name Tekmilon TM) . Extended chain
NH 'HCI
polyethylene fibres exhibit significant creep, and their HCI'H2N
modulus and tensile strength exhibit high strain rate
2
+ HOOC-Q-COOH
dependence. Creep and the strain rate dependence of
HO
OH
mech anical properties is significantly less in other
reinforcing fibres . In addition to being considered as
DABDO
TA
reinforcements in composites, the extended chain
polyethylene fibres are used in bullet proof vests,
ropes, sail cloth , etc. It is possible that the
gel-spinning technology may prove to be successfully
in making high modulus fibres from other flexible
n
chain polymers also. Extended chain polyethylene
PSO
fibres have been described in detail in Chapter XVIII
(ref. I).
Fig. I- Synthesis of PBO
0
(
)0(
1
t~~
54
SATISH KUMAR: HIGH PERFORMANCE FIBRES
persistance length ofPBO is > 50 nm. Mark-Houwink
relationship for PBO in methanesulphonic acid is
given by:
[11]=2.77 x 10 - 7 M;8
Very high value of Mark-Houwink exponent (l.8)
and large value of persistence length indicate high
chain rigidity of PBO .
These fibres are spun using dry-jet wet spinning
technique from a nematic liquid crystalline solution.
Polyphosphoric acid is the preferred solvent for this
purpose; however, methanesulphonic acid has also
been used. This technique involves the extrusion of
polymer solution under heat and pressure through an
air gap into a coagulating bath (generally water has
been used as coagulant in the case of PBOjPPA
solutions) followed by washing, drying and heat
treatment under tension in an inert atmosphere. For
the PBO fibre , heat treatment temperature of
500-700°C with a residence time of a few seconds to
several minutes is typically used .
Presence of three-dimensional order has been
observed using W AXS and electron diffraction. This
is at variance with PBZT where the structure is axially
disordered . The crystallite size increases on heat
treatment. In a typically heat-treated PBO fibre ,
crystallite size measured from (200), (0 I 0) and (001)
are approximately 17,8 and 20 nm respectively, and
these sizes vary with the processing and heat
treatment conditions. The SAXS of heat-treated
PBO fibre results in a four point radial pattern, the
origin of which is not yet clearly explained. The
Raman spectroscopy ofPBO fibre shows the presence
of three bands at 1615, 1540 nd 1280 cm - I and these
positions are sensitive to tensile and compressive
strains in the fibre .
'
The crystal structure of PBO is reported to be
monoclinic and non-primitive with two chains per
unit cell of dimensions a = 1.120 nm, b = 0.354 nm, c
(fibre axis)= 1.205 nm , and y= 101.3° with a
theoretical crystal density of 1.66 gj cm 3 • The PBO
fibres are characterized by extremely high orientation
and order. The concept of amorphous phase as
commonly understood in flexible chain polymers
does not exist in ordered polymeric fibres . A scanning
electron micrograph of PBO fibre is given in Fig. 2,
indicating a fibrillar structure. A W AXS and a SAXS
pattern of a heat-treated PBO fibre are given in Fig. 3.
Fig. 2- Sca nning electron micrograph of fractured PBO
fibre (ref. 15)
Fig. 3-(a) Wide-angle and (b) small-angle X-ray scattering of
PBO fibre
55
INDIAN J. FIBRE TEXT. RES., MARCH 1991
Typical stress-strain curve of wet, dry (as spun) and
heat-treated PBO fibres are given in Fig. 4. Both
tensile stregth and modulus generally increase on
tension heat treatment, while some reduction in
elongation-to-break is observed. The fibre stressstrain curve in compression is schematic based on the
compression behaviour of the uniaxial composites of
this fibre. The direct compression stress-strain curve
on single fibres is ra ther difficult to obtain. Modulus
has also been measured using W AXS. The modulus
values for two PBO fibres obtained from X-ray
studies were 477 and 433 GPa, while the macroscopic
mod ul us val ues for these two fibres were 318 and 290
GPa respectively. The theoretical chain modulus of
PBO is 730 GPa. PBO fibres also show excellent
retention of tensile strength and modulus with
temperature. PBZT fibre is. reported to exhibit
non-linear elastic behaviour. PBZT, PBO and other
ordered polymers are among the most radiationresistant polymers16. The flammability tests on PBO
and other ordered polymeric fibres indicate that these
are intrinsically non-combustible materials.
PBO fibres are highly ordered and have the highest
thermal stability and tensile modulus of any known
polymeric fibre . Their environmental, chemical and
radiation resistance are also excellent. The use of the
current reinforcing polymeric fibres including PBO is
limited to those applications when~ axial compressive
loading is minimized, or hybrids of these fibres with
good compressive strength fibre can be used. Possible
applications which have been suggested for PBO are:
use as reinforcements in composites, multilayer
circuit boards, athletic equipment, marine applications, woven fabrics , cables, and ballistic and fire
protection fabrics.
3 Carbon Fibres
Carbon fibres were first made in the nineteenth
century from cellulosic fibres by Edison and
Swanson, and were used in light bulb application.
The modern carbon fibre development dates back to
1960s and originated from the work of Shindo in
Japan, Watt in England, and Singer and Bacon in
USA. Though a large number of polymeric precursors have been tried for modern carbon fibres, the
three main precursors used commercially in order of
decreasing curtent use are polyacrylonitrile (PAN),
petroleum- or c9al-based pitch , and rayon. The
current production of rayon-based carbon fibres is
very small. The history of development of carbon
fibres has been traced by Bacon and Moses17.
Fibres prepared from isotropic pitch have
relatively low modulus ( < 70 GPa) and low tensile
strength ( < I GPa). These fibres can be converted
into high modulus fibres by stress graphitization.
However, this method of making high modulus
carbon fibres is too expensive and, therefore, has not
been commercialized . Liquid crystalline mesophase
pitch is used for high modulus carbon fibre
production, a nd carbon fibres prepared from this
process were commercialized in early 1980s. The
average molecular weight of the pitch used for carbon
fibre production is about 400-500 daltons .
......
Polyacrylonitrile used for carbon fibres is generally
e
not
100% PAN. Typically, it is a copolymer
•
containing polymers such as methylacrylate, methyl
a:
<OJ
methacrylate, vinyl acetate, or vinyl chloride. Up to
b
15% comonomer content has been reported . Conventionally PAN fibre is spun using dry-jet spinning
• of PAN copolymer solution in dimethylformamide
(DMF). However, melt-spinning process is also
currently being used. The PAN fibres are stabilized in
air between 200 e and 300°C. The stabilization
-2
-I
5
2
•
STRAIN (\\'
process is accompanied with stretching to induce
molecular
orientation required for obtaining high
-I
modulus fibre . These fibres are carbonized above
1000°C in nitrogen atmosphere. Heat treatment
-2
temperatures of up to 3000°C can be used for very high
modulus (> 100 MPSI) fibres (High modulus fibres
are,
however, currently made from meso phase pitch).
-3
Heat
treatment above 2000°C is carried out in an inert
Fig. 4-Typical tensile (a, b and c) and compressive (d)
atmosphere rather than in nitrogen. PAN-based
stress-strain curves of PBO fibre [(a) as coagula ted (wet); (b) as
carbon fibres heat treated at lower temperatures
spun (dried); and (c) and (d) heat treated] (ref. 15)
..
0
56
SAllSH KUMAR: HIGH PERFORMANCE FIBRES
( < I 700°C) have typically up to about 8% nitrogen
content.
Other polymers which have been tried for carbon
fibre precursor are aromatic hetrocyc1ic polymers,
aromatic non-hetrocyc1ic polymers and linear
polymers (mixtures of polyethylene/polypropylene
and aromatic distillation residues, polyvinyl
chloride, copolymers of vinyl chloride and vinyl
alcohol). Generally speaking, these did not meet one
or more of the following requirements for carbon
fibre precursors: cost, yield, speed of carbonization,
and ultimate mechanical and electrical properties.
Carbon fibres have also been prepared from chemical
vapour deposition (CVD). Such fibres are currently
not being commercially produced .
The basic structural unit of carbon fibres is
hexagonal planar arrangement of carbon atoms. In
highly oriented fibre the stacking of planes is quite
perfect like in graphite, while lower modulus fibres
have a more random stacking, generally referred to as
turbostratic. The graphite planes have bends, twists,
defects, vacancies, dislocations, grain boundaries
and impurities. The crystal structure of graphite is
hexagonal with lattice constants of a = 0.2462 nm,
and c = 0.6707 nm, which gives a in-plane bond length
of 0.1421 nm and the interplanar separation of c/2 is
0.3354 nm . The interplanar spacing in carbon fibres is
generally found to be between 0.3354 nm and 0.35 nm.
W AXS' and SAXS patterns of P-IOO and T -300
carbon fibres are given in Figs 5 and 6 respectively and
the scanning electron micrographs of fractured
surfaces of the two fibres are given in Fig. 7. WAXS
indicates the expected high orientation, order and
larger crystallite size in P- 100 compared to T -300.
From the comparison of the small-angle X-ray
scattering of the two fibres one can qualitatively say
that the voids in P-I 00 a re long and narrow while in
T-300 they are shorter a nd thicker. From the SEM
micrographs, the structure of P-I 00 fibre appears to
be like planar fibrils while that of the T-300 fibre is
more akin to particulate structure.
in the range of 5-13 GPA and of rayon-based carbon
fibres in the range of 10-15 GPA. The torsional
modulus of carbon fibres increases significantly with
increased axial stress 18. The stress-strain curves of
PAN- and pitch-based carbon fibres exhibit some
non-linearity I9, as modulus increases with increasing
strain.
The coefficient of thermal expansion (CTE) of
carbon fibres has a significant non-linear variation '
with temperature. The values ofCTE at room temperature are given in Table 1. Thermal conductivity
increases with an increase in temperature and with an
increase in crystal perfection. Carbo]J. fibres have low
thermo-oxidative stability as compared to SiC fibre.
Thermogravimetric analysis of carbon fibres in air
suggests the onset of degradation between 500°C and
700°C, with most of the fibres losing almost all their
weight below 800°e. Oxidative-resistant coatings of
8 2 0 3 , SiC or Si0 2 are applied on the carbon fibres for
improved thermo-oxidative stability.
Carbon fibres can be intercalated to influence the
fibre properties such as electrical conductivity.
Intercalation compounds are formed by the insertion
of atomic or molecular layers of guest molecules
between layers of host material such a graphite. Guest
atoms can be either electron donors which transfer
electrons to the graphite or electron acceptors which
receive electrons from the graphite. If the guest atom
layer is in between every graphite layer, then it is
referred to as stage I intercalation, if there are two
graphite layers between the layers of guest atoms,
then it is referred to as stage II intercalation, and so on.
The intercalation process does not affect the in-plane
ordering of the graphite layer. Halogen and alkali
atoms have been used as guest atoms in graphite.
Intercalation is possible only if the structure is
sufficiently ordered. Therefore, very high modulus
pitch-based carbon fibres are easier to intercalate.
Intercalation of P-IOO carbon fibres with Br was
reported to have increased its electrical conductivity
by a factor of five , while its mech anical properties
Lattice constants of individual carbon fibres have (tensile strength and modulus, and compressive
not been determined. Various elastic stiffness strength) were essentiaIlYunchanged 2o •2 1 • However,
coefficients of single crystal graphite are given in with many other intercalants a more than an order of
Table 2. These elastic coefficients are expected to vary magnitude increase in electrical conductivity has
with disorder/defects in the fibre. Fibre torsional been achieved.
modulus would depend on the manner in which the
For composite applications, the surfaces of both
fibrils are arranged. For example, for radia l fibre pitch- and PAN-based carbon fibres are treated for
structure (where graphite planes radiate from fibre obtaining good bonding between the fibre and the
centre), torsional modulus G = C 44 =4 GPA and for a matrix. Oxidative treatment in air or oxygen,
highly ordered perfectly faceted graphite surface, oxidative treatment in nitric acid, or plasma
G=(C,, - Cd/2=44 GPA. Torsional modulus of treatment have been used for carbon fibre surface
PAN-based carbon fibres is generally reported to be in modifications. To increase the interfacial bonding
the range of 15-28 GPA, of pitch-based carbon fibres between the fibre and the matrix, carbon fibres have
57
INDIAN J. FIBRE TEXT. RES., MARCH 1991
Fig. 5-Wide-a ngle X-ray scattering of ca rbo n fib res: (a) P-IOO a nd (b) T-300
Fig. 6-Small-angle X-ray scattering of P-IOO and T-300 carbon fibres
58
SATISH KUMAR : HIGH PERFORMANCE FIBRES
these fibres heat treated to 300°C have high structural
perfection .
The major application of carbon fibres is in
polymer matrix composites; however, they are also
used in metal matrix and carbon matrix composites.
So me of the features of the carbon fibres and
associated applications are as follows: (i) High
specific strength and stiffness- aerospace, road and
ma rine tra nsportation , and sports goods, (ii) Low
coeft1cient of thermal expansion a nd low abrasionmi ssiles, aircraft brakes and antenna, (iii) Biological
inertness and X-ray permeability- medical applications and X-ray equipment, (iv) Fatigue resistance,
self lubrication and high damping- textile
mac hinery and general engineering, (v) Chemical
inertness and high corrosion resistance--<:hemica l
industry and nuclear field, and (vi) Good electrica l
co nduetivity-electromagnetic interference shields
fo r computers, electrical instruments.
4 Inorganic Fibres
4. 1 Glass Fibres
The documented use of gl ass fibres in composites
was reported in I 940s. Glass is one of the most
eco nomic reinforcing fibre s available today. It is
made from commonl y available raw materials and a
simple technology is used for its production . A typical
glass fibre composition includes Si0 2, Fe20 3, CaO,
MgO, Na 20 , K 20 and 8a20 3. Most glasses generally
co ntain over 50% ofSi0 2 . Glass fibre is produced by
Fig. 7-Scann ing electron mi crograph, o f fractured end, or
co ntinuous drawing of molten raw material. The fibre
carbon fibre s: (a) P-I 00 and (h) T-300
is drawn at speeds of typically over 1000 m/ min.
Homogenization and degassing of melt is of critical
Table 2- Elastic conSlanlS o f a single crys ta l graphit e (ref. 3)
importance
in achieving good mechanical properties.
1060 ± 20 GPA
C II
A
lubricated
feed is given in the region of fibre
180 ±20 GPA
CI ~
formation
to
reduce
fibre breakage. The strength of
15±5 GPA
CI.1
glass
fibre
is
significantly
higher than that of bulk
36.5 ± I GPA
C 33
glass,
the
latter
being
around
25 KPSI. For the
4. 51 0.5 GPA
C~4
production of high strength gl ass fibre, an optimal
ratio of cooling velocity and tension in the fibre
also been coated with organic polymers such as formation zone is important. Freshly formed glass
polydivinyl benzene, polyamide, polyimide, and has a great affinity for water and the adsorption of
organosi lanes. The requirements for a polymer to be water leads to loss in strength .
used as a coating are that it forms some type of
Vitrification and softening temperatures of glass
chemical bonding (preferably covalent) with the depend on composition and vary from 630 to 1200°C
carbon fibre and that it has a functional group capable and 700 to 1600°C respectivel y. Vitrification and
of reacting with the resin. Interfacial strength is also softening temperatures for the most common glass
presumed to be influenced by increased surface area fibre (that is E-glass fibre) are 630°C and 78YC
(pits created in the fibre surface through oxidative respectively. The composition of E-glass is
treatments) as well as by the functional groups on the approximately as follows : Si0 2 , 55 %; A1 20 3, 14%;
fibre surface capable of reacting with the matrix . Ion 8a203, 6%; CaO, 17% ; MgO, 5% ; and some Fe203,
implantation also provides a technique for carbon Na20 , K 20 , etc. The diameter of the fibre is controlled
fibre surface modification, mostly vapour grown through appropriate choice of melt viscosity (which
carbon fibres have been employed for this purpose as 111 turn IS controlled by temperature and
59
INDIAN J. FIBRE TEXT. RES., MARCH 1991
composition), spinnerette hole size and winding
speed. E-glass fibre is produced with an average fibre
diameter of 11 ~m . Alkali-resistant glass fibre has
been developed for reinforcing cement-based
materials. The main difference in composition of
ordinary glass fibre (e.g. E-glass) and alkali-resistant
glass fibre is that the latter contains 10-20% Zr02.
When these two fibres are kept in an aqueous solution
of portland cement at 80°C for 24 h, ordinary glass
retains only 25 % of its original strength whereas
alkali-resistant glass retains more than 80% of its
original tensile strength. Other glass fibres which
have been made are C-glass (C for corrosion
resistance) and S-glass (S for strength). The corrosion
resistance of C-glass fibre is better than that of the
E-glass fibre in acids though poorer in alkalies. Glass
is believed to form a three-dimensional isotropic
amorphous network. Small-angle X-ray scattering
shows the presence of elongated voids in S-glass fibre
(Fig. 8). Some attributes of glass fibre are: fire
resistance, corrosion resistance, thermal and
acoustic insulation, and resistance to biological
action . Detailed discussion on glass fibres appears in
Chapters I and II (ref. 1).
4.2 Silicon Carbide Fibre
The commercially produced continuous and
multifilament Nicalon ™ fibre is prepared using
polydimethylsilane; however, other organosilicon
polymers have also been used for the production of
SiC fibre. Polydimethylsilane is first distilled to
remove the low molecular weight component, and
polymer of average molecular weight of 1500 is
Fig. 8- Small·angle X-ray scattering of S-glass fibre
60
melt-spun at 280°C and cured in air at 20(tC. The fibre
is then heat treated between 800°C and 1500°C in
nitrogen or vacuum. Optimum mechanical
properties are achieved at about 1250°C. Besides
silicon carbide, this fibre has approximately 30%
excess carbon . During heat treatment, H2 and CH 4
gases are released at about 700°C and additional Hi! is
released at 1200°C, the amount of H2 released being
significantly more. This probably explains the
presence of excess carbon in the fibre , as is obvious
from the following reaction.
CH3
I
- Si -
-t
SiC+CH 4 + H2
I
CH 3
The amorphous to crystalline transition occurs
at about 1100°C. The crystal grain size of the
fibre heat treated at 1500°C is about 10 nm. The fibre
heat treated at about 1250°C has very small ~-SiC
crystals. The presence of graphite d-spacing due to
excess carbon is not observed from W AXS and si nce
SiC exists as a separate phase, it is presumed that the
excess carbon exists as a separate disordered phase.
However, the (002) graphite plane has been detected
from high resolution transmIssIon electron
microscopy . The Nicalon ™ fibre has a diameter of
about 20 ~m.
Continuous SiC fibres can also be prepared using
chemical vapour deposition (CYD) on a substrate
fibre. For this process, tungsten or ca rbon substrate
fibre and vapours of CH 3 SiHCI 2 , C 2 H sSiCI 3 or
CH 3 SiCI 3 have been used. Textron (USA) has
developed 2 2 a SiC filament whose properties a re
listed in Table I. This fibre is produced in a tubu lar
glass . reactor by CVD process on a carbo n
monofilament substrate of about 38 ~m diameter, the
la tt er being melt-spun from coal tar pitch . Thi s
process is ca rried out in two steps : First,
appro xima tely I ~m thick pyrolytic graphite is
depos ited to render the substrate fibre smooth and
enhance its electrical conductivity. In the second step.
the coated substrate fibre is exposed to silane and hydrogen gases. The former decomposes to form ~-SiC
continuously on the substrate, and the final fibre has a
diameter of about 140 ~m. Preci se temperature
control is important in the CVD process . Textro n
process uses a peak decomposition temperature of
about 1300°C. Significantly higher temperatures
than this would result in rapid deposition and grain
growth but in a lowering of the tensile strength . On the
other hand, significantly lower temperatures would
result in high internal stresses in the fibre.
SATISH KUMAR: HIGH PERFORMANCE FIBRES
Silicon carbide has high thenno-oxidative stability
and good thermal and electrical insulation
properties. In composite application, this fibre can be
used to reinforce polymer, metal and ceramic
matrices. Detailed discussion of SiC fibres appears in
Chapter VI (ref. I).
4.3 Boron Fibres
Boron fibres are· produced by chemical vapour
deposition on tungsten filament. Boron deposition
on carbon filament has also been attempted but a
good quality boron fibre has not yet been produced
using carbon substrate. This process is similar to the
CVD process for SiC fibre. The diameter of tungsten
filament used for this purpose is approximately 12.5
Jlm. A gaseous mixture ofH 2 and BCI 3 is used for the
production of boron vapours , through the following
chemical reaction:
2 BC1 3 +3 H 2
--+
2 B+6 HCI
Rheological aids are necessary so that the fibre can be
extruded continuously. The fibre is then heat treated
for the following reasons: (i) to dry the fibre without
distortion or internal voids or bubbles, (ii) to
dehydrate the fibre to generate anhydrous oxide. At
this stage, organic matter such as rheological aids
may be burned out, and (iii) to generate the desired
ceramic phase having appropriate crystal size and to
complete the removal of porosity. In the manufacture
of alumina fibres , low heat treatment temperature is
generally preferred for obtaining low grain size
(because tensile strength goes down as the grain size
increases), and high heat treatment temperature is
preferred to eliminate porosity. One way to solve this
dilemma is to incorporate a se~ond phase, such as
oxides ofSi , P, Band Zr. With the presence of second
phase the fibre can be_ heat treated at a high
temperature to reduce porosity, while the presence of
the second phase will inhibit crystal growth.
Continuous alumina fibres are manufactured by
Sumitomo (Altex TM) with a fibre diameter of8~ I 0 Jlm
and by DuPont (Fibre FP) with a fibre diameter of
about 20 Jlm. Staple alumina fibre is manufactured by
ICI (Saffil) with a fibre diameter of 2-4 Jlm.
Alumina fibres are also coated with SiC for use in
metal matrix composites. Mats offine staple alumina
fibres have good acoustic absorption . Alumina .fibre
surface has a positive charge and staple fibre mats
made from this fibre fonn good filters against bacteria
with a negative charge. Other applications are
thermal insulation, auto monolithic support, and in
catalytic converter. Alumina fibre is discussed in
more detail in ChapterIV (ref. I).
During the deposition process, the tungsten
filament is electrically heated to .about 1200T. As in
the deposition process of SiC, the control of
deposition kinetics (controlled by tungsten
temperature, speed. at which tungsten filament is
passed through the vapour chamber, and the flow of
gases) is important to achieve maximum tensile
strength . Boron deposited according to the above
process is polycrystalline with most probably a
~-rhombohedral structure . The crystal size is so small
(about 2 nm) that the boron fibre is generally regarded
as amorphous. This fibre is produced in fibre
diameters of 100 and 140 Jlm.
Boron reacts with aluminium and titanium at
temperatures used for composite processing with 4.5 Asbestos Fibres
Asbestos is a natural mineral fibre. The chemical
these matrices. Therefore, a coating of SiC and/or
fonnulae
for some of the asbestos fibres are
B4 C is applied on boron fibre. Boron fibres are used
Mg
Si
0
s(OH)4
(chrysolite), Na2Fe3'Fe2"Sig022(OH)2
3 2
for reinforcement of both metal and polymeric
(crocidolite),
Ca
2MgsSisOnCOHh (tremolite) and
matrices. Other potential applications include
Mg
Si
(OHh
(anthophyllite). Asbestos costs less
0
7
s 22
cryogenic engineering, superconducting electrothan glass fibre. Ninety percent of the asbestos used
magnets, and top quality sports goods. Boron fibres
commercially is chrysolite . The individual fibre
are specially suited for applications requiring high
consists of single crystal fibrils. The typical diameter
compressive strength. The major limiting factor in
. of a fibre and fibril are reported to be 10 Jlm and 0.1 Jlffi
the application of boron fibre is their high cost; the use
respectively. The tensile strength of the fibre is
of carbon fibre substra tecan help in reducing the cost.
reported to vary as a function offibre length and fibre
A more detailed discussion on boron fibres appears in
cross-section; the tensile strength reported in Table I
Chapter V (ref. I).
is an extrapolated value for zero cross-section23 .
4.4 Alumina Fibres
Asbestos fibres are now known to be carcinogens with
The refractory material such as AI 20 3 and Zr02 do serious health effects and, therefore, are not used. The
not have the necessary rheological properties for melt adverse health effects mainly arise due to the fine fibril
drawing into fibres. One method which has been used size. However, these fibres have high temperature
for the production of alumina fibre is to extrude resistance and high modulus and it is worth exploring
an aqueous solution of aluminium oxychloride ifflbres of identical structures can be synthesized so
[AI 2(OH)sCI] containing some rheological aids. that they will not separate into small fibrils. The
61
INDIAN J. FIBRE TEXT. RES., MARCH 1991
possible uses of asbestos as reinforcing fibre have
been reviewed by Hollingsworth 24 .
5 Other Fibres
5.1 Optical Fibres
Alexander Graham Bell demonstrated in the
nineteenth century the use of light in transmitting a
telephone signal over a di sta nce of 200 meters 2 5 .
However, this invention was not commercialized
because of the non-availability of high intensity light
and low transmission efficiency of glass. High
intensity light sources, lasers, became available in the
I 96Os; at about the same time, research in
manufacturing techno logy of glass fibres led to a
significant increase in the transmittance of light
through glass fibre . About twenty years ago this led to
the realization that as a replacement for copper wire
glass fibre offers considerable advantage as a
communication medium at optical frequencies.
Optical fibres are formed when a tra nsparent
material of relativel y high refractive index forms the
fibre and this fibre is coated with a material oflower
refractive index. At present, glass is the common
material for optical fibre ; however, some polymers
are also being examined for this purpose. The
refractive index of glass fibre is controlled by the glass
composition. The coating oflower refractive index on
the glass fibre is necessary to achieve the condition of
total internal reflec tion required for long distance
optical transmission. In the new si lica glass fibres ,
absorption loss has been substantially reduced by
decreasing the concentration of optically absorbing
impurities to below one part per billion (I ppb).
Propagation losses of fused si lica fibres are now at an
intrinsic minimum of 0.1 dB/km. Typical diameter of
the optical fibre is 100 11m. A strand of optical fibres
protected by a plastic jac ket forms the optical cable.
The conversion of most long distance communicati on systems to opt ica l fibre s is now complete in the
U nited States. Optical glass fibre s are also currently
being used in med ical devices. Detailed information
on optica l fibres appears in references 26-28.
metallophthalocyanine increases; however, process
optimizations have not yet been done. Defect-free
conjugated flexible linear chain structures exhibit
intrinsic electrical conductivity; however, because of
chain flexibility, defect-free chain structures Cire
difficult to synthesize and process into useful
electrically conducting fibres 31 . Ladder polymers are
generally good electrical conductors; however, their
production involves processing difficulties as they do
not melt, and dissolve only in strong acids 3 0 .
Predictions of superconductivity in polymers 3 2 were
also made in the I 960s; however, so far no such
polymeric materials have been synthesized and/or
processed. However, if these prediction s turn out to
be true then it will act as a stimulus to this area of
research .
5.3 Miscellaneous Fibres
There are a number of fibres which are used in
non-conventional textile applications and are
characterized by at least one unique property. Some
examples of these fibres and the unique property
associated with each of these fibres are: (i)
poly(tetrafluoroethylene) (PTFE) fibre- has the
lowest coefficient of friction (~l = 0.05), (i i)
Elastomeric fibres- have very high elongation
(300-500%) with excellent recovery, (iii) Thermoplastic fibres ofpoly(phenylene sulphide) (PPS), and
poly aryl(ether ether ketone) (PEEK) fibre can be
comingled with carbon and other reinforcing fibres.
These comingled fibres can be used to make various
preforms for complex composite structures, (iv)
Hollow aramid and hollow cellulose acetate fibres
can be used in sea water purification a nd kidney
dialysis, a nd these and other hollow fibres are also
used in industrial ultra-filtration, (v) Po lyester, nylon,
collagen and polyglycolic acid fibres are among the
fibres used for surgical sutures. Significant use of
fibres is also made in geotextiles. More detailed
information on engineering fibres is given in reference
33.
6 Mechanical Properties
6.1 Compressive Properties
5.2 Electrically Conducting Polymeric Fibres
Polymers are generally good insulators of
electricity. However, electrically conducting
polymers have been prepared, and currently
significant research activity is focussed in this area,
though a t the moment electrically conducting
polymeric fibres are not yet commercially available .
Electrically conducting PBZT and PPT A fibres have
bee n spun from spinning dopes containing metallophthalocyanine 29 •3o . Mechanical properties of these
fibres are adversely affected as the concentration of
62
Axial compressive properties of fibres are of
importance in certain composite applications. To
date, alumina and boron fibres followed by SiC and
some PAN-based carbon fibres represent the high
compressive strength fibres (Table I). Tests on small
glass fibres indicate that these fibres may also have
high compressive strength 34 ; however, this high
compressive strength of glass fibre is not realized in
the composites 3 5.36. Compressive strength of carbon
fibres varies sigl11ficantly with modulus and
precursor material; in general, for the same modulus
SATISH KUMAR: HIGH PERFORMANCE FIBRES
and precursor material, PAN-based carbon fibres
exhibit greater compressive strength than the
pitch-based carbon fibres, and in both cases
compressive strength decreases with increase in
modulus (Fig. 9). All polymeric fibres- have low
compressive strength. The use of high performance
polymeric fibres in composites is presently limited to
those applications where compressive loading is
minimized or these fibres are used as hybrids with
high compressive strength fibres. Some possible
reasons for low compressive strength in polymeric
fibres are:
(i) Weak intermolecular interactions characterized by van der Waals' interactions in PBO and
polyethylene, and by hydrogen bonding in aramids.
(ii) Highly oriented microfibrillar st ructure .
In addition , the glass tran sition tempera ture is also
considered to playa part in the low compressive
strength of polymers 21 • However, considering that
no Tg is observed in PPT A or PBO below their
degrada tion temperature , the low compressive
strength of PPT A and PBO is not likely to be
limited by Tg. However, Tg may be a limiting factor for
the low compressive strength of polyethylene.
A comparison of typical compressive and ten sile
properties indicates that the compressive and ten sile
moduli for many high performance fibres , which
include PBO, most carbon fibres , and boron fibres,
a re equal. Compressive moduli for Kevlar™ and
Spectra ™ fibres are significantl y lower than their
respective tensile moduli . While for some carbon and
boron fibres, the compressive st rength equal to or
greater th a n their tensile strength has been reported ,
for polymeric fibres, the compressive strength is o nly
about 10 % of their tensile strength . Significant
resea rch activity is currently focussed on understa nding and improving the compression behaviour
of these fibres . Issues rel ating to the behaviour of high
FIBRE TENSILE MODULUS (GPe)
r-~20rO~==.-~4~
0~0______~
~0~0______~8~0~3
~400
3~Theo retical
moduli of various fibres (ref. 37)
Fibre
PBO
PBZT
PPTA
Polyethylene
Graphite
Modulus
(GPA)
730
610
250
320
1060"
"Modulus for graphite reported in reference 37 is 1500 GPA
performance fibres , when subjected to compression,
were recently discussed in detail by Kumar a nd
Helminiak 2 1 . .
6.2 Ultimate Tensile Properties
The maximum achievable mechanical properties
have been determined for various fibres . The
predicted 37 theoretical chain moduli of various
polymers and graphite are given in Table 3.
Approximately 75% of theoretical chain modulus of
PPTA has been achieved in Kevlar™ 149. Similar
modulus translation in PBO would result in a
polymeric fibre with a modulus of over 500 GPa .
Further refinement in processing technology may
lead us to achieve this . Carbon fibre modulus close to
its theoretical modulus is currently achievable.
According to conservative estimates there is at
least a n order of magnitude difference in currently
achieved and theoretically predicted tensile strengths
of most materials and fibres. For example, the
observed tensile strength of extended chain
polyethylene fibre (Spectra TM) is a bout 3.5 GPa.
According to various theoretical estimates the tensile
strength of polyeth ylene can be in the ra nge of25-40
GPa. The tensile strengths of the whiskers are closer
to the theoretical strength values. It is hoped that
significant breakthroughs in further improving the
ten sile strength of the reinfo rcing fibres will be
achieved . More detailed di scussion on tensi le
strength appears in reference 34.
T-
A~~ ®'Sr-
CL
~ 7 Concluding
~
...
l:
l:
'~" 30
Z
2
...
U)
w
T-60
>
O loleOJ
~ 200
g:
PAN eASED F8'E
:1
OV -70
o
o
1
..
~ 100
;;:
PfTCH BASED FIJRE
25
50
75
~
w
~
~
~
iii
o
Table
100
~
~
~
125
FIBRE TENSILE MQOU.US (MPSI)
Fig. 9~Carbo n fibre co mpressive strength vs. fibre tensile
m o dulu ~ (rer. 2 1)
Remarks
Even though fibres such as glass and asbestos have
been around for a long time, the 'field of hi gh
performance fibres is only a bout two to three decades
old. Only recently have fibres with one or more of the
following exceptiona l properties become available.
The properties are: mechanical , optical , therma l,
a nd/or electrical. The promise of significa nt further
improvements in properties a nd/ or the possibili ty of
cost reduction with processing and synthesis
innovations continues the excitement of research in
this area . Specifically, some of the a reas of research
63
INDIAN J. FIBRE TEXT. RES., MARCH 1991
where significant activity continues incJud~: (i)
Improvement in tensile strength- theoretical
predictions indicate that further significant
improvements in ten sile strength of most fibres
shou ld be within practical reach, (ii) A comparison of
theoretical and experimental values of the modulus of
PBO fibre indicates that with further improvements
in synthesis and processing technology, higher
modulus PBO fibre than currently achieved shou ld be
possible, (iii) The possibility of forming extended
chain fibres from other flexible chain polymers
(besides polyethylene) continues to energize the
research in the gel spinning of flexible chain polymers,
(iv) The development of high compressive strength
polymeric fibre wo uld be a significant breakthrough
in the technology of high performance fibres and
composites, (v) Research on the surface treatment of
fibres for optimum bonding with the matrix for
applications in composites, and also surface
treatment for improving the thermo-oxidative
stabi lity cont inu e to be important areas of research ,
and (vi) Attempts .to make polymeric fibres with
enhanced electrical cond uctiv ity and fibres with
non-linear opt ica l properties are also underway.
With this diversity of research in the area of high
performance fibres , it is only natura l to expect
significant brea ktl;lrough s in the high performance
fibre technology in the near future.
References
I Wall W & Perov B V, Strongfibers. Handbo ok o./composites
series. Vo l. I (No rth-H o ll a nd Publisher), 1985.
2 Donnet J B & Bansal R C, Carbonfibers (Marcel Dekker [nc.) .
1984.
3 Dresselh a us M S, Dresselh a us G , Sugiha ra K , Spain [ L &
Goldberg
H
A,
Graphite fibers and .filaments
(Springer- Verla g), 1988.
4 Adams W W, Eby R K, McLemo re D E, The materials science
and engineering of rigid-rod po lymers, Mater Res Soc Symp
Proc. Vo l. 134. 1989.
5 Yang H H. Chouinard M P, Lingg W J, J Appl Polym Sci. 34
(1987) 1399.
6 (a) Ko F K, Chen H Y -L & Lundberg J L. Bull Alii Phys S oc.
(March 1976) 415 ; (b) Allen S. Pnlv mer (i n press).
7 Preston J. in Encrclopcr/ia o/jmlrm"r sci<'ll('e (l lId engineerillg.
Vo l. II (J o hn Wiley). 1988 . .18 1.
8 Wilfo ng R E & Zimmerman J. J Appl Pol\'III Sci. Appl Po/rlll
S\·mp . 3 1 (1977) I.
9 Tennonia Y & Smith P. Pohlller . 27 ( 19X6) 1845.
64
[0 Kanamoto T, T suruta A, Tanaka K, Takeda M & Porter R S,
Polym J . 15 (1983) 327.
II Zachariades A E & Porter R S, in The strength and stiffness of
polymers. edited by A E Zachariades & R S Porter (Marcel
Dekker, New York), 1983, I.
12 Pennings A J , Schouteten CJ H & Kiel A M, J Polym Sci~C.38
( 1972) 167.
13 Smith P & Lemstra P J , Colloid Polym S ci. 258 (1980) 7.
14 Wolfe J , in Ency clopedia of polym er science and engineering,
Vol. II (John Wiley) , 1988.601.
15 Kumar S. in Encyclopedia of composites . Vol. 4 (VCH
Publishers). 1990.
16 Kumar S & Adams W W. Polymer. 31 ( 1990) 15.
17 Baco n R & M oses C T. in High per/orman ce polymers: Th eir
origin and development . edited by B E Seymour & C S
Krishenbaum (Elsev ier Science Publishing Co .), 1986. 341 .
18 Srinivasago palan S, Dynamic torsional beha viour of some
carbonjibres. Ph .D. dissertati o n, University of Washingto n,
1979.
19 Dresselha us M S, Dresselhaus G , Sugihara K . Spain [ L &
Goldberg H
A , Graphite fibers
and filamen ts
(Springer-Verlag) , 1988, 120.
20 Jaworske D A , Vannucci R 0 & Zinolabedini R, J Compos
Mater. 2 1 (1987) 580 .
21 Kumar S & Helmini a k T E, Mater Res Soc Symp Proc, 134
( 1989) 363.
22 Textron speciality malerials in/ormation brochure on SiC
jiber.
23 Aveston J . J Mat er Sci , 4 (1969) 625 .
24 Ho llingsworth , Compostles. I (I 'J69) 28 .
25 Bruce R V, Alexander Graham Bell and the conquest ofsolitude
(Go ll ancz, Lo nd o n) . 1973.
26 Levy A C. Taylor C R . in Encyclopedia o./polymer sciencealld
engineering , Vo l. 7 (J o hn Wiley), 1988. I.
27 Allan W B. Fiber optics (Plenum Press), 1973.
28 Kapa n y N S. Fiber optics (A cademic Press), 1967.
29 W ynne K J , Zachariades A E, Inabe T & Marks T J , Polym
Comm. 26 (1985) 162.
30 Poli s D W, Dalto n L R & Vachon D J , Mater Res Soc Symp
Proc. 134 ( 1989) 679; Belaish I {'t a/. , Mater Res Soc Symp Proc.
134 ( 1989) 689.
or
3 1 Bl ythe A R. Electrical pmperties
polrl1lers (Cambridge
lJ ni\ersi ty P ress). 1979.
32 L. ittle W A. PhI'S Rev, IJ4(6A) (1964 ) A1416.
33 Dhingra A K. La uterbach H G. in Ellcrc/opedia of polymer
science alld clIgilleerillJZ. Vol. 6 (John Wil ey ). 1988,7 56.
34 Kelly A & Mac Milla n N H. Strong solids. 3rd edn (Oxford Sci.
Publication), 1986. 165, 21.
35 Lee R J. Composit{'s, 18 (198 7) 35.
36 Diefe ndo rf R J. in Carbonfibers and their composites, edited by
E Fi tze r (Springer-Verlag), 1985.
37 Wi erschke S G, Mater Res Soc Sy mp Proc . 134 ( 1989) 313 .
38 1m J. Mater Res Soc Symp Proc , 134 ( 1989) 307.