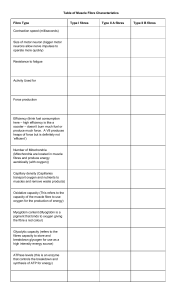
Air jet spinning/air vortex spinning system Vortex spinning system is the latest development in air-jet spinning technology. The yarn spinning machine, based on the innovative principle that uses an air vortex created in one nozzle block, is termed as a vortex spinning machine by Murata Machinery Ltd, whereas it is called an air-jet spinning machine by Rieter. Rieter’s air-jet spinning machine is quite new but the Murata vortex spinning machine currently dominates the market. For this reason most experimental studies conducted for exploring various aspects of vortex spinning were conducted on a Murata Vortex Spinner (MVS). Therefore, in this paper, the system is referred to as the vortex spinning system, and the yarn produced on this machine is called a vortex-spun yarn. In addition, the yarn produced on Murata Jet Spinner (MJS) is called a jet-spun yarn. This is a pneumatic method and is not an open-end spinning process. The drafted fibre strands pass through one or two air nozzles located between the front drafting roller and the take-up system (Figure 8.30). The roller drafting system drafts the input sliver into a ribbon-like parallel fibre strand. High-pressure air is injected into the nozzles, causing swirling airstreams inside the nozzle. This results in the insertion of false twist into the drafted fibre strands. The edge fibres wrap onto the surface of core strand and form the yarn. Vortex spinning system Principle of yarn formation mechanism The spinning unit of MVS is shown in Figure 2 [14]. In MVS, a drawn sliver is fed to a four-line drafting system. The four-line drafting zone, which is illustrated in Figure 3, is made up of a set of front rollers (D), middle rollers provided with control aprons (C) and two back rollers (A and B) [15]. The drafted fibres delivered from the drafting unit then pass through the nozzle block. The nozzles in the nozzle block induce swirling air currents to twist the fibre bundle. The nozzle block also contains a needle holder with a twisting guide surface which gently twists around the longitudinal axis of the needle holder and a guide member. The nozzle block is followed by a hollow spindle through the inlet of which the guide member is projecting. The fibre bundle is converted into yarn while passing through the hollow spindle. The finished yarn is wound onto a package after the yarn cleaner has removed any defects [10,15]. The principle of vortex spinning, spinning apparatus with its components and the nozzle block in MVS are illustrated in Figures 4– 5 respectively [10,14,15]. When the fibre bundle leaves the front rollers of the drafting zone, the fibres are sucked into the fibre bundle passage through the air stream created by the nozzles. As the cross sectional area of the fibre bundle passage gradually decreases, fibres are held together more firmly as they move towards the needle-like guide member. Subsequently, the fibre bundle is caused to turn around the guide member as the bundle moves towards the hollow spindle and is twisted by the swirling air current provided by the nozzles [10]. This twisting motion tends to flow upwards towards front rollers of the drafting unit; however, the guide member protruding from fibre bundle passage prevents this upward motion. Therefore, the upper parts of some fibres are kept open as they depart from the nip line of front rollers. At this stage, while the leading ends of most of the component fibres of the fibre bundle are drawn into the hollow spindle by the preceding portion of the fibre bundle being formed into the yarn, trailing ends of some fibres exposed to the swirling air current are separated from fibre bundle and thereby twine over the spindle. They are then caused to wrap around core fibres to form a yarn like a real twisted spun yarn as they are drawn into the spindle. The finished yarn is wound onto a package after any defects present are removed [8,10,15]. Pei and Yu’s 2009 study [16] examined the principle of yarn formation mechanism in the vortex spinning system by developing a three-dimensional computational fluid dynamics (CFD) model to simulate airflow characteristics inside the air nozzle. They stated that a negative pressure zone appears in the centre of the twisting chamber causing two air currents flowing into the twisting chamber, i.e. one through the nozzle inlet and another through the yarn passage of the hollow spindle. While the air current flowing through the nozzle inlet sucks the fibre strand delivered from the front rollers into the nozzle, the air current flowing through the yarn passage of the hollow spindle gives tension to the trailing end of the yarn passing through the hollow spindle. The collision between two air currents causes a disturbance of the airflow, and a reverse flow and a vortex are formed, helping to separate fibres exposed to the airflow. The separated ends of the fibres are inverted at the inlet of the spindle and rotated around the spindle, and they are helically wound around the fibre strand while the leading ends of the fibres are joined with the preceding portion of the strand and are subjected to helical twisting. Any fibres with both ends separated from the strand, flow downstream and are expelled from the outlet of the nozzle and become lost fibres. Pei and Yu [16] concluded that the simulation results confirm the principle of yarn formation in the vortex spinning system proposed by the machinery maker. The yarn formation zone in the Rieter J10 air-jet spinning machine is shown in Figure 7 [17]. Both MVS and Rieter J10 air-jet spinning machines are based on a similar principle; however, the fibre strand in Rieter J10 air-jet spinning machine is fed to a four-line drafting unit, and the drafted strand is fed via a fibre feed channel to the vortex chamber. The yarn is withdrawn through a channel positioned above the fibre feed channel and guided to the winding device [17]. Structure of vortex-spun yarn Each classification is described as follows: 1. Core fibres: Straight or inclined fibres that constitute a major proportion of yarn. 2. Wild fibres: Fibres that randomly protrude from the main body of yarn in various directions. Loops forming along the yarn axis are also classified as wild fibres. 3. Wrapper fibres: Fibres wrapped around core fibres in the same direction or with some degree of inclination with respect to the yarn central axis. 4. Wrapper-wild fibres: Fibres wrapped around core fibres in a direction different from wrapper fibres, with some degree of inclination with respect to the yarn central axis and with a scattered appearance. There is no common angle for wrapper-wild fibres because of their disordered appearance. 5. Belly-band fibres: Fibres wrapping the main yarn body composed of either core fibres or core and wrapper fibres in upright position with respect to the yarn central axis. Classification of air vortex spun yarn : Class 1: It has a core of parallel fibres, which is tightly wrapped by a ribbon of fibres. Many sections of this class include crimped core, as the yarn structure consists of almost 50% core fibres and 50% wrapper fibres, and they form troughs and crests along yarn length. Class 2: It is similar to the Class I structure, but with long regular wrappings. The core and wrapper fibres form troughs and crests alternately. Class 3: It has a core of parallel fibres wrapped by fibres at varying angles. In this class, yarn sections with very low proportions of wrapper fibres or loose wrappings also exist. Class 4: It has no wrapper fibres. In this class, core fibres are generally untwisted but yarn sections with some residual twist are observed. Properties of vortex-spun yarns in comparison with jet-spun, conventional ring-spun, compact ring-spun and open-end rotor-spun yarns 1. Yarn hairiness, bulk and rigidity a) vortex-spun yarns have lower hairiness compared with jet-spun yarns. When compared with conventional ring, compact ring and open-end rotor spinning systems, the yarns spun on the vortex spinning system were observed to exhibit lower hairiness due to uniformly distributed layer of wrapper fibres b) vortex spun yarn is bulkier and stiffer than ring-spun and open-end rotor-spun yarns. Due to the untwisted core fibres, the bending rigidity of vortex-spun yarn is also higher than ringspun and open-end rotor-spun yarns. Moreover, the bulkiness and higher resistance of wrapper fibres make vortex-spun yarns less compressible 2. Yarn evenness and imperfections vortex-spun yarns are better than open-end rotor-spun yarns and worse than ring-spun yarns in terms of the number of thick places and neps.number of thick places in 100% cotton vortex-spun yarns is lower, and the number of neps is higher when compared with conventional ring and compact ring yarns. 3. Tensile properties /tenacity : Cotton ---0-60% compare to ring yarn PET -----80-85 % compare to ring yarn 4. Bending rigidity higher 5. More even yarn 6. Better structural integrity 7. Lower compression energy 8. Better compression resilience 9. Less shrinkage in washing 10. High dimensional stability 11. Better resistance to pilling and abrasion: this gives longer-lasting fabric performance through a greater number of washing cycles. 14. Less hairiness: this reduces potential problems in fabric production and gives a smooth appearance to the fabric. 12. Less shrinkage: unlike in ring spun yarn, the structure of vortex yarns means they are less prone to shrink. 13. Moisture absorption and drying: the looser structure of ibres at the cenre of vortex yarns means that they absorb moisture and dry quickly. Limitation of air jet spinning system 1. The main limitations of air-jet spinning are related to the quality of the yarns. The biggest disadvantage is the difficulty of spinning 100% cotton yarns. Due to their particular structure and insufficient strength, air-jet yarns are restricted to lower linear densities (the strength decreases as the yarns become coarser). There are quite high requirements for the quality of the slivers, which call for a higher number of drawings or even combing of the slivers. The extra twists of the yarns, necessary to increase the yarn tenacity, are reflected in the harsh hand of the fabrics which therefore need particular optimization in finishing. The harshness of hand, however, limits the range of applications for air-jet fabrics. It can be expected that Murata Vortex Spinning (MVS) will overcome to a certain level the limitations of the air-jet spinning method, at least in the quality of cotton-rich blends. Two nozzle air jet spinning system : This technique is also known as fasciated yarn spinning [23, 24]. There are many variants of the technique, and Chapter 10 gives detailed descriptions of these. Here, for the purpose of illustration, only the basic technique will be considered. Figure 1.22 portrays a typical air-jet spinning system which consists of a 3-over-3 high-speed roller drafting unit, two compressed-air twisting jets arranged in tandem, a pair of take-up rollers and a yarn package build unit. The basic jet design is also shown. This has a central cylindrical channel (the spinning channel) through which the fibre ribbon from the drafting unit passes.Inclined to the channel axis but tangential to its circumference are four nozzles through which compressed air is injected into the channel, creating a vortex airlow. Each jet of compressed air entering and expanding into the channel has two velocity components of airlow: V1, a circular motion of the air around the channel circumference, and V2, the movement of the air to the channel outlet. The suction at the jet inlet created by V2 gives automatic threading-up of the spinning process. Provided the drafted ribbon is not tautly held between the front drafting rollers and take-up rollers, the V1 component of low rotates it, inducing a false-twisting action via a rotating standing waveform (a spinning balloon) while V2 assists movement of the twisted ribbon through the channel. The nozzles of the irst jet are set to give a counter-clockwise vortex producing a Z–S false-twist action; the second jet gives an S–Z false-twist action. The pressures applied to the jets are such that jet 2 has the higher twisting vortex. Although the jets impart a false twist, while doing so they do not have a positive hold on the ribbon being twisted. Because of this the S-twist from jet 2 propagates along the twisted ribbon and nullifies the Z-twist from jet 1, leaving some S-twist to travel towards the nip line of the front rollers. The balloon of the thread line near the front rollers tends to move edge fibres, leaving the nip line, away from the core of fibres being twisted together. Consequently, the leading ends of the edge fibres are not controlled by the S-twist propagating from jet 2; they are free to move with the vortex of jet 1, in the opposite direction (the Z-direction) to the twist in the core. The vortex of jet 1 therefore wraps the edge fibre around the twisted core, forming the wrapspun or fasciated yarn. Difference between Murata vortex spinning and Murata air jet spinning system : Parameters MVS MJS 1. Spinning Fibre are separated from the sliver by a Fibres are intertwined by two jets of process high speed air flow and wrapped high speed air around a core of parallel fibres 2. Nozzle used Sinlge nozzle Double nozzle 3. Twist True twist False twist 4. dimension 3d air pressure 2d air pressure 5. Wrapper Higher (up to 25 % ) Lower (up to 5 % ) fibre 6. Productivity Higher production speed Lower production speed 7. Yarn High tenacity Low tenacity properties High hairiness Low hairiness Good evenness Good evenness Smooth surface 8. Deliver 325 m/min 200 m/min 150 around 150 around speed 9. Draft End uses of air-jet spun yarns Air-jet spun yarns are used extensively for bed linens, shirting, overcoat fabrics, dress materials, knitted goods, home furnishings and some industrial applications.