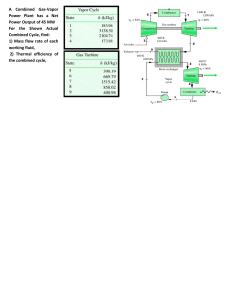
APPLICATION OF ENGINEERED WATER BASE DIF FOR OHGP COMPLETION L. Martini, G. Ripa, D. Pellicanò, Eni U&T Services, G. Carmelo, Petrobel, I. Zaky,H. Shabaka,S. D’angelo Halliburton . This paper was presented at the 13th Offshore Mediterranean Conference and Exhibition in Ravenna, Italy, March 29-31, 2017. It was selected for presentation by OMC 2017 Programme Committee following review of information contained in the abstract submitted by the author(s). The Paper as presented at OMC 2017 has not been reviewed by the Programme Committee. ABSTRACT To drill and complete high efficiency and trouble free well is nowadays the most valuable way to carry out a development plan. Drilling progress and production rates monitored on a daily basis by the highest authority to ensure production schedule is uninterrupted or unhindered. With this in mind, it is critical to ensure that the Drilling fluid is engineered to address the drilling challenges and ensure minimum damage to the producing formation to maximize the production rates. The main target for the Drill- In fluid is to drill through the highly reactive interbedded Kafr el Sheikh shale and into the sand gas reservoir of the Egyptian concession with water base fluid while minimizing whole fluid losses to the formation and achieve zero skin factor. With known sand permeability and shale reactivity, the fluid is engineered to both effectively bridge the sand and at the same time provide the required inhibition. INTRODUCTION Shale samples and sand data were collected for comprehensive lab testing to ensure the right inhibition, encapsulation and lubrication as required. Shale reactivity required additional encapsulation and inhibition. After utilizing proprietary software to design the bridging package particle size distribution, the resulting outputs where tested and optimized in the lab. Furthermore, the final fluid formulation at 1.25 SG was tested in a core flood study whereby the reservoir downhole conditions such as overburden and differential pressures, flow regime and permeability were simulated. Therefore some efforts have been made in the lab to find out the best biopolymer to viscosify the KCl brine selected to achieve 1.05 kg/l and to optimise the particle size distribution of the calcium carbonate in order to promote the creation of a very thin and tight filter cake that would minimize differential sticking tendencies and be resistant to erosion during the gravel pack process. Through the use of core flooding tests, this drill-in fluid showed a very good recovery of the permeability and the formation of a filter cake with excellent fluid loss control performance. In the field, all drilling and completion phases proceeded as planned and no fluid losses were recorded while drilling and gravel packing, confirming the lab results on filter cake quality. No matrix stimulation treatments were performed for clean-up and expected gas production rate was soon exceeded on the well. LAB TEST AND SIMULATIONS The first challenge was to design a drill-in fluid that is inhibitive to the shale formations to be drilled and in the same time protects the reservoir from any damage in order to maximize the production rates. Fluid Provider customized a solution for the operator which included the Drill in fluid system optimized with shale stabilizers and encapsulators to mitigate the expected interbedded shale streaks. The formulation was further improved by customizing sized marble for bridging the reservoir’s 400md permeability utilizing fluids provider’s proprietary software. Different mixture 1 packages were proposed and hence the bridging packages were tested using Particle Plugging Test (PPT) to validate the optimum Particle Size Distribution (PSD) in lab. The best bridging material mixture was find to be 40% v/v sized ground marble 50 µ, 50% v/v sized ground marble 25 µ and 10% v/v sized calcium carbonate 5 µ. Fig 1: Particle Size Distribution A return permeability study was also required to prove the suitability of the drill-in fluid for the reservoir section and to ensure that whole fluid is not damaging to the reservoir, minimizing filtrate invasion. The return permeability study was performed on an artificial core proving 88% regained permeability. Tab. 1: Regain Permeability Test Second challenge was a complex displacement plan customized for the operation to have the open hole gravel pack in place. The displacement called for ensuring the open hole is clean of cuttings and debris then pull inside liner shoe to displace the casing with below wellbore clean-up pill trains to brine: 50 bbl Push Pill (5% casing cleaner) – push pill for laminar flow and start cleaning action 50 bbl Wash Pill (18% casing cleaner) – main cleaning pill 50 bbl Sweep Pill (5% casing cleaner) – to sweep any debris from cleaning pill out of the hole 2 This ensures displacing the casing to brine while keeping the drill-in fluid in the open hole to avoid any losses due to the removal of the filter cake. The first stage was to displace the casing completely to clear brine. The second stage included running in the open hole to bottom and displace the open hole to brine with a viscous brine spacer ahead at low pump rate to avoid removal of filter cake. Once the drill-in fluid is 50 meters inside casing, the string was pull up inside the casing and reverse circulate the drilling fluid out until clean brine returns are observed on surface. This is to minimize contamination of the whole annulus with the drilling fluid. The fluid provider used proprietary completion software extensively in the planning phase and programmed into the plan to ensure adequate annular velocities achieve by the wash pill through the casing annulus. The simulation was extremely valued and the flow rates at rig site were followed as per simulation. JOB EXECUTION SIMULATIONS The job was pumped at the rate of 4.5 bpm without any trouble using CaCl2 1.13 SG as carrier fluid and 0.5 ppa 20-40 US-Mesh Carbolite. The increase in rate at the middle of the job in only due to a technical problem on the pumping unit. During the job, as a proof of the filter cake quality, no major losses recorded. The job has showed 100% annular packing, as highlighted by the following table. Total infused proppant from surface was 6,500 lb, which equates to 302 bbls of slurry volume. Final recorded sand out pressure is 5000 psi at 2.3 bpm pumping rate and total reversed out gravel was 3,300 lbs based on the recovered gravel in the slurry dehydrator. The total gravel passed through X-O port was 3,200 lbs. Fig 2: Job Log After the job the upper completion has been run in hole and the volume above the formation isolation valve was displaced with lighter brine. After opening the valve only few psi of underbalance were applied in the open hole section. The well was then open to production without any filter cake removal job or stimulation assuring very good performance without any near well 3 bore damage. A relevant saving in operational time and cost has been achieved avoiding this cake removal job with coiled tubing and having gas at surface already after few minutes. Tab. 2: Gravel Requirements Gravel Requirements 0 lbs Gravel Amount above Effective SCRN section of Top SCRN due to Sand Out event 157 lbs Gravel Amount Just due to Slurry Settling above normal BP after Sand Out 19 lbs Gravel Amount for Packing the Annular Space Till SCRN Section of top SCRN JNT 3,024 lbs Total Est Gravel 3,200 lbs Gravel Amount for Perforation Packing As shown in the following graphs obtained by nodal analysis the production parameters at three different choke size has been matched with one well performance at zero skin. Already during the well clean up phases, the production achieved was almost twice the expected target. Fig 3: IPR evaluation CONCLUSIONS By carefully designing the reservoir fluids to effectively sealing the porous formation was mitigated the potential of causing formation damage. The customized drill-in fluid has proved to be effective in inhibiting the shale formation while protecting the reservoir. In addition, the displacement procedure was effective in cleaning the wellbore from all mud residuals and debris. No degradation of the filter-cake was experience during the gravel packing execution and consequently, a gain of 100% annular packing was obtain. This result in term of packing also means that the selected DIF allows to drill an hole perfectly in gauge. As highlighted in the nodal analysis results the well is producing with zero skin. 4 ACKNOWLEDGEMENTS This research was supported by Eni and Halliburton. We thank our colleagues from Petrobel who provided insight and expertise that greatly assisted the research, and for their comments on an earlier versions of the manuscript. 5