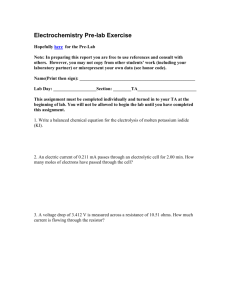
Industrial Scale Alkaline Electrolysis Plant Modeling Copyright (c) 2022 by Aspen Technology, Inc. All rights reserved. Aspen Plus®, Aspen HYSYS®, and the aspen leaf logo are trademarks or registered trademarks of Aspen Technology, Inc., Bedford, MA. All other brand and product names are trademarks or registered trademarks of their respective companies. Table of Contents 1 Introduction .......................................................................................... 1 2 Simulation Details .................................................................................. 1 3 2.1 Process Description ........................................................................... 1 2.2 Simulation Results ............................................................................ 3 Conclusion ............................................................................................ 7 ii 1 Introduction Hydrogen is considered an energy carrier for a sustainable future when it is produced from a renewable energy source. Today, the production of hydrogen through electrolysis processes is quite low, since most of it is obtained from conventional processes from fossil sources which are responsible for high greenhouse gas emissions[1]. Then, to combat this problem, it is necessary to increase the hydrogen production through use of clean technologies such as water electrolysis. Therefore, water electrolysis is a key technology for splitting water into hydrogen and oxygen by using renewable energy. For water electrolysis, there are three technologies available: Alkaline water electrolysis (AEL), proton exchange membrane (or polymer electrolyte membrane) electrolysis (PEMEL), and solid oxide electrolysis (SOEL) [2]. However, since the lifetime of alkaline water electrolyzers is higher and the annual maintenance costs are lower compared to a PEMEL system, its use has been preferred. In addition, the shortcomings have been gradually overcome by further development[3]. In this sample case, the simulation of an industrial-scale alkaline electrolysis plant under a steady-state regime is proposed. The results obtained are good and representative, which allows use this work as a starting point for the realization of more complex water electrolysis plant models using rigorous scenarios that imply the use of severe operating conditions. 2 Simulation Details 2.1 Process Description In this sample case, a model of an alkaline electrolysis plant operating in a steadystate regime is proposed in which both alkaline water electrolysis cell stack and system are considered. The system indicated in the HYSYS model flowsheet below (Figure 1) includes all components of the balance of the plant such as water supply, gas-liquid separator vessels for oxygen and hydrogen streams, pumps and coolers. The electrolyte used for the alkaline electrolysis process is potassium hydroxide (KOH), whose amounts of deionized water and electrolyte are calculated by means of the makeup unit operation. To maintain efficient operation, the system temperature must be in the optimum range of 50 to 80°C for an electrolyte solution with a concentration of 20 to 40 wt.%[4,5]. The KOH concentration specified in this sample case is 25 wt.% at a calculated operating temperature of 72.82°C and 700 KPa pressure. The alkaline electrolyzer is modeled using the rigorous dual feed stack with the pressure drop calculated by the implemented correlation and the liquid head management (see Figure 2), whose values of the main characteristics of the electrolyzer operation and the geometry of the stack and membrane are given in Table 1. 1 Figure 1: Industrial-scale alkaline electrolysis plant flowsheet. Figure 2. Electrolyzer unit operation given in HYSYS. 2 For the correct mass balance of the aqueous KOH solution, the water equilibrium reaction (2𝐻 𝑂 ⟺ 𝐻 𝑂 + 𝑂𝐻 ) and KOH dissociation reaction (𝐾𝑂𝐻 → 𝐾 + 𝑂𝐻 ) were considered. Table 1. Parameters of the electrode and the membrane of the alkaline stack. Alkaline stack Parameter Value 15000 411 36500 8 230 1.15 for anode 0.73 for cathode Electric power Voltage Current Number of stacks Number of cells per stack Charge transfer coefficient unit KW V A - Electrode geometry Parameter Active area (anode/cathode) Width of channel (anode/cathode) Length of channel (anode/cathode) Thickness of channel (ta, tc) (anode/cathode) Value 4.00 2.00 2.00 2.00 unit m2 m m m Membrane Active area Recombination reaction rate constant 4.00 2.778 × 10 m2 𝐾𝑔𝑚𝑜𝑙𝑒 𝑚 ∙𝑠 Hydrogen (Cat-out) and oxygen (An-out) produced in alkaline cell stack are led with the electrolyte (KOH, 25%wt) to the liquid-gas separation vessels (Sep-H2 and Sep-O2, respectively), where the electrolyte is separated from the gas and returned back to the stack by recirculation pumps (Pump-H2 for cathode circuit and Pumo-O2 for anode circuit). Both KOH recycles (Recy-H2/KOH and Recy-O2/KOH) pass through a heat exchanger (R-KOH-H2 Cooler and R-KOH-O2 Cooler, respectively) to cool down the electrolyte before entering the mixer (Mix-Rcy). The mixer outlet stream (To Makeup) enters the makeup unit described above, and the makeup outlet stream (To Recycle) goes to a recycle unit whose outlet stream (Tto-S) enters a streams splitter to generate the alkaline cell stack feed streams (Anin and Cat-in). The hydrogen and oxygen are separated in the biphasic separation vessels (Sep-H2 and Sep-O2 respectively) to eliminate the maximum amount of condensate water. The hydrogen purification stage consists of a splitter unit operation that ideally allows 100% separation of hydrogen from water at 25°C and 1 atm pressure. This additional purification stage is essential to have a hydrogen stream produced free of water and other impurities it may contain. 2.2 Simulation Results The temperature, pressure and mass flow of the alkaline aqueous solution entering the alkaline electrolyzer were 72.82°C, 700 KPa and 1600000 Kg/h respectively. 3 The alkaline electrolyzer operates in adiabatic and non-isobaric conditions considering an input power of 15,000 KW, an effective area of 4 m 2, 8 stacks and a number of cells per stack of 230. Under such conditions, Table 2 shows the results of pressure, temperature, mass flow rates and compositions of the inlet and outlet streams of the alkaline electrolyzer, of the recirculation streams, and of the hydrogen and oxygen streams of the separation section. The total amount of hydrogen produced in the stack is 315.62 Kg/h, which goes to the hydrogen separation section from the water, and to the purification stage. The amount of hydrogen reached in the purification stage is 314,79 Kg/h, for a stack operating input power of 15,000 KW, reaching pressure drops on the anode side and on the cathode side of 23.76 and 23.95 KPa respectively, and a voltage efficiency of 82.44%. The operating temperature and pressure at the stack outlet are 74.5°C and around 676.1 KPa. Such temperature and pressure results are similar to those reported in the work of Sánchez et al[6]. Table 2. Composition of the matter flow at base-case operation conditions (72.82°C and 700 KPa) Name T P (°C) (KPa) Mass Flow ( 𝑲𝒈 𝑲𝒈 Composition ( 𝒉) 𝒉) H2 O H2 O2 KOH Water makeup 72.82 700 2986 2986 0 0 0 An-in 72.82 700 560000 420000 0 0 140000 Cat-in 72.82 700 1040000 780000 0 0 260000 An-out 74.50 676.2 582300 439750.37 0.0582 2505.44 139999.97 Cat-out 74.50 676.1 1018000 757428.52 315.62 0 260000.01 Sep-O2-R 74.50 676.2 579700 439689.65 0.0002 8.2143 139999.97 Sep-H2-R 74.50 676.1 1017000 757315.64 0.8344 0 260000.01 Recy-O2/KOH 74.52 736.2 579700 439689.65 0.0002 8.2143 139999.97 Recy-H2/KOH 74.52 730 1017000 757315.64 0.8344 0 260000.01 R-to-S 72.82 700 1600000 1200000 0 0 400000 O2-Prod 74.50 676.2 2558 60.72 0.058 2497.23 0 H2-Prod 74.50 676.1 427.7 112.88 314.79 0 0 H2-Pure 25 101.3 314.79 0 314.79 0 0 H2O-Pure 25 101.3 112.88 112.88 0 0 0 4 The following Table 3 shows the operating conditions of each of the equipment considered in the flowsheet of the industrial-scale alkaline electrolysis plant. Table 3. Operating conditions of pump, separator vessel and heat exchanger equipment. Unit op. Name Parameter Pressure drop Duty (KW) (KPa) Pump-O2 60 10.55 Pump-H2 53.95 16.44 Separator-O2 0 0 Separator-H2 0 0 R-KOH-O2 Cooler 30.43 916.9 R-KOH-H2 Cooler 30 1579.44 Since the HYSYS electrolyzer model developed is applicable for a wide operating range, a parametric study has been conducted, in order to investigate the influence of temperature, pressure and total electric power on the global performance of the alkaline electrolysis plant. The sensitivities used were 10%. Figure 3. production of hydrogen as a function of the energy load. 5 The performance of the alkaline electrolyzer is shown in Figure 3, which is obtained by varying the total electric power from 15,000 to 22,000 KW. The production rate of hydrogen as a function of energy load (total electric power), provides an operational perspective that sets the limits of production rate and load range [7]. The power consumed per stack was 1875 KW. Another analysis of importance in hydrogen production is the behavior of the voltage efficiency of the alkaline electrolyzer under the influence of the total electrolyte resistance. The following Figure 4 shows this behavior when varying the electric power of the electrolyzer from 15,000 to 22,000 KW. As we can see, the efficiency of the stack is affected by the electrolyte resistance, decreasing from 90.7% to 78.8%. Figure 4. Voltage efficiency of the alkaline stack as a function of total electrolyte resistance. Also, in Figure 5 it can be seen that the temperature of the alkaline stack increases as the input power increases. The highest temperature reached at the highest input power in the stack used of 22000 KW is 75.83°C. It is important to mention that temperatures above 80°C must be avoided by using an adequate cooling system to prevent high degradation rates of electrode [4]. 6 Figure 5. Profile of the system temperature as a function of the total electric power of the alkaline electrolyzer. 3 Conclusion The rigorous model of the industrial-scale alkaline electrolysis plant proposed in this sample case shows that the electrochemical part of the model accurately predicts cell voltage, hydrogen production, and efficiencies. This model can be used as a starting point for the development of more sophisticated models. The HYSYS electrolyzer model could be used as a useful tool to evaluate an alkaline electrolysis plant linked to renewable energy sources, since the model is able to predict the performance of the stack and auxiliary systems at different loads (energy input) under steady-state operating conditions. 7 References [1] Kuckshinrichs, W., Katelaer, T. and Koj, C. Economic Analysis of Improved Alkaline Water Electrolysis. Frontiers in Energy Research, (5) 1, 1-12, (2017). [2] Schmidt, O., Gambhir, A., Staffel, I., Hawkes, A., Nelson, J. and Few, S. Future Cost and Performance of Water Electrolysis: An Expert Elicitation Study. Int. J. Hydrog. Energy. 42, 30470-30492, (2017). [3] Seibel, C. and Kuhlmann, J.W. D.ynamic Water Electrolysis in Cross-Sectoral Processes. Chem. Ing. Tech. 90, 1430-1436, (2019). [4] Brauns, J. and Turek, T. Alkaline Water Electrolysis Powered by Renewable Energy: A Review. Processes, 8 (2), 1-23, (2020). [5] Tijani, A. S., Binti Yusup, N. A. and Abdol Rahim, A. H. Mathematical modelling and simulation analysis of advanced alkaline electrolyzer system for hydrogen production. Procedia Technology, 15, 799-807. [6] Sánchez, M., Amores, E., Abad, D., Rodríguez, L. and Clemente-Jul, C. aspen Plus modelo f an alkaline electrolysis system for hydrogen production. International journal of hydrogen energy, 45 (7), 3916-3929, (2020). [7] Varela, C., Mostafa, M. and Zondervan, E. Modeling alkaline water electrolysis for power-t-x applications: A scheduling approach. International journal of hydrogen energy, 46(14), 9303-9313, (2021). 8