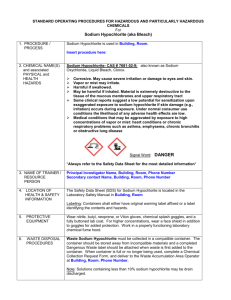
MICHAEL OKPARA UNIVERSITY OF AGRICULTURE UMUDIKE COLLEGE OF ENGINEERING AND ENGINEERING TECHNOLOGY DEPARTMENT OF CHEMICAL ENGINEERING A TECHNICAL REPORT ON STUDENT INDUSTRIAL WORK EXPERIENCE SCHEME (S.I.W.E.S) SUBMITTED IN PARTIAL FULFILMENT OF THE AWARD OF BACHELOR OF ENGINEERING (B. ENG.) IN CHEMICAL ENGINEERING. UNDERTAKEN AT: APEX NIGERIA LIMITED PREPARED BY: NASIRU OLAIDE LUQMAN CHE/18/102434 SIWES COORDINATOR ENGR. DR. UDE CALLISTUS NOVEMBER 2023 DEDICATION I offer this work as a tribute to my beloved parents, as well as my siblings, who have provided me with unwavering support and prayers. They have consistently prioritized my education and helped me become the best version of myself. My prayer is that the Almighty Allah will continue to watch over and guide them, for which I say Amin. 2 ACKNOWLEDGEMENT I express my heartfelt appreciation to all those who played a part in the success of this work, many of whom I am unable to mention by name in this document. Above all, I give thanks and praise to the Almighty Allah for His provision and protection throughout my internship, and for the ability to complete this report with His grace. Furthermore, I would like to extend my gratitude to the Industrial Training Fund for their vision in creating this program, to APEX NIGERIA LIMITED for accepting me as a trainee, and to the Chemical Engineering department of the Michael Okpara University of Agriculture, Umudike for providing the platform that enabled me to participate in this training. 3 TABLE OF CONTENTS Dedication --------------------------------------------------------------------------------------------------- (i) Acknowledgment ------------------------------------------------------------------------------------------ (ii) Table of contents ------------------------------------------------------------------------------------------ (iii) Abstract ---------------------------------------------------------------------------------------------------- (iv) CHAPTER ONE 1.1 Introduction and Meaning of SIWES ------------------------------------------------------------------1.2 Objectives of SIWES -----------------------------------------------------------------------------------1.3 Brief History of the Company -------------------------------------------------------------------------1.4 Organogram of the Company ---------------------------------------------------------------------------1.5 Various Departments and Functions -------------------------------------------------------------------CHAPTER TWO 2.1 Safety Training ------------------------------------------------------------------------------------------2.2 Safety in the Laboratory, Warehouse, and Production plant ----------------------------------------2.3.1 Specialty chemicals distributed by APEX NIG LTD. ---------------------------------------------2.3.2 Bagged chemicals distributed by APEX NIG LTD. ----------------------------------------------2.4 Production of Sodium Hypochlorite ------------------------------------------------------------------2.4.6 Schematic of the blending/production of Sodium Hypochlorite ---------------------------------2.4.7 Process description of Sodium Hypochlorite production -----------------------------------------2.5 Blending of Calcium Nitrate solution Ca(NO3)2 ----------------------------------------------------2.5.2 Calcium Nitrate solution production ----------------------------------------------------------------2.5.4 Properties of Calcium Nitrate -----------------------------------------------------------------------2.6 Citric Acid -------------------------------------------------------------------------------------------------2.6.1 Citric Acid solution production ---------------------------------------------------------------------2.7 Quality Assurance/Assessment department -----------------------------------------------------------2.7.1 Sodium Hypochlorite concentration test ------------------------------------------------------------4 CHAPTER THREE 3.1 Problems Encountered -----------------------------------------------------------------------------------CHAPTER FOUR 4.1 Recommendations ---------------------------------------------------------------------------------------4.2 Conclusion ------------------------------------------------------------------------------------------------References -----------------------------------------------------------------------------------------------------Appendices ------------------------------------------------------------------------------------------------------ 5 ABSTRACT This report outlines the experiences I gained over a period of six months during my industrial training APEX NIG LTD, located at the Enugu Base office in Achara Layout, Enugu State. My training primarily focused on the production department, which oversaw the production of Blended Calcium Nitrate Solution, Sodium Hypochlorite, Citric acid, and Special Chemicals. During this training period, I acquired practical knowledge on how to operate in both the Lab Services and Production Team. This report aims to discuss the technical skills I acquired during the training period and justify the importance of the industrial training program in equipping students with the necessary technical competence to succeed in the real world. 6 CHAPTER ONE 1.1 INTRODUCTION TO SIWES In response to the issue of Nigerian graduates lacking adequate practical skills for employment in industries, the Industrial Training Fund (ITF) established the Students Industrial Work Experience Scheme (SIWES) in 1973. The SIWES program aims to equip students from universities, polytechnics, and technical colleges with industry-based skills necessary for a smooth transition from the classroom to the world of work. This is accomplished by exposing them to hands-on experience in handling machinery and equipment that are not usually available in educational institutions. The SIWES program is jointly funded by the ITF and the government and is designed to last for six months for university students. 1.2 OBJECTIVES OF SIWES 1. The Student Industrial Work Experience Scheme (SIWES) is a platform that enables students in tertiary institutions to gain industrial skills and experience relevant to their course of study. 2. Through SIWES, students are exposed to work methods and techniques for handling equipment and machinery that may not be available in their educational institution. 3. SIWES helps prepare students for the real-world work environment they will encounter after graduation. 4. The program allows students to apply their knowledge in a practical work setting, thereby bridging the gap between theory and practice. 5. SIWES promotes employer involvement in the educational process and prepares students for employment in the industry. 6. SIWES trains students on how to effectively interact with colleagues and supervisors in various organizational conditions. 7 7. The program smooths the transition from school to the labor market and expands students' network for potential job placement opportunities in the future. 8. SIWES contributes to the development of the nation's technological know-how, thereby promoting progress and advancement. 1.3A BRIEF PROFILE OF APEX NIGERIA LIMITED 1.3.1 Brief History of APEX NIG LTD and its products APEX Nigeria Limited is a 100% Nigerian firm incorporated in 2006, and is one of the most active in the Chemical Industry in Nigeria. APEX Nigeria Limited started its business as a General Supply Company providing services to companies such as the defunct National Fertilizer Company of Nigeria (NAFCON). It subsequently evolved into a full chemical company importing a wide range of commodity chemicals and supplying a wider range of clients in the chemical industry producing companies. In 2011, the company diversified into corrosion control, handling maintenance and repairs, and also undertaking the rehabilitation of storage tanks, pipelines, and flow station facilities. This business unit is ably manned by a fully NACE-certified Coating Specialist. APEX also has a business unit under Water & Process Technology manufacturing Production & Treatment Chemicals in Nigeria. The current Chairman and CEO of APEX Nig. Ltd is ENGR. DR. EBERECHI PETER ODINAKA. He has achieved significant success in leading the company to new heights. Among his notable accomplishments is securing three important industry certifications for the company: ISO 9001 for Quality Management Systems, OHSAS 18001 for Occupational Health Management Systems, and ISO 14001 for Environmental Safety Management Systems. The head office of the company is located in Enugu, and offers top quality chemicals, and engineering services to clients in different sectors of the chemical industry, refining and petrochemical companies, and has experienced personnel to handle the supply and application of production, drilling, and specialty chemicals. 1.3.2 APEX NIG LTD vision statement To conduct business competitively as a strong player in the process, chemical industry of the Nigerian economy. CORE VALUES ● Prompt service delivery. ● Honesty. 8 ● Integrity. ● Efficiency. ● Good corporate citizenship. ● Safety at workplaces. 1.3.3 APEX Nigeria Limited Organogram BOARD OF DIRECTORS GROUP EXECUTIVE DIRECTOR MD/CEO COMPANY SEC/LEGAL ADVISOR GROUP MANAGER ADMIN/ACCOUNTS SNR. FIELD TECH REP FIELD APP. QUALITY ASSURANCE TECHNICIAN ASSISSTANT MANAGER WAREHOUSE RECEPTIONIST ICT/CERT NIG CONTENT MANAGER MAINTENANCE/ PROD. SUPERVISOR SALES ENGINEER CONTRACT OFFICER/CONFIDENTI AL SEC. ASSISSTANT MANAGER PROD/OPERATIONS WAREHOUSE SUPPLY FORKLIFT ASSISSTANT MANAGER SAFETY I.T STUDENTS FORKLIFT PROJECT MAINTENANCE ASST. 1.4 DEPARTMENTS AND THEIR ACTIVITIES APEX(Nig.) Ltd is divided into three main departments as follows: The first is the Board of Directors, consisting of the Group Chairman (GC), Group Executive Director (GED), and Group Managing Director (GMD). They hold decision-making power and are responsible for all company policies. The second department is the Administration and Account Department, which manages company records, finances, administration, recruitment, and salary payments. 9 Lastly, the Operations Department is the largest and encompasses multiple areas, such as Warehousing and Stock Keeping, Field Application, Sale Operation, Quality Assurance and Quality Control, Production, Forklift Operation, Expedition Operation, and Maintenance Operation. 10 CHAPTER TWO ACTIVITIES ENGAGED IN DURING TRAINING 2.1 SAFETY TRAINING Safety can be defined as the state of being free from harm or danger. Neglecting safety can result in accidents that cause injuries, waste of materials, labor, time, money, and damage to equipment and the plant. Hazards in the company include Fire and Chemical hazards. At APEX, it is our policy to prioritize the safety of our employees and others who may be affected by our operations. To achieve this, we provide safety training to all employees and equip them with Personal Protective Equipment (PPE) such as coveralls, gloves, safety boots, respirators, and hard hats. Employees in production departments are provided with specific PPE while those in the laboratories are given lab coats and respirators to minimize exposure to injury and adverse effects. Safety training courses are conducted, including safety induction, Fire Fighting and Prevention, and Safe practice in the sodium hypochlorite production plant and laboratory. We also hold regular safety meetings, publish and display safety posters and tips, and conduct fire and chemical safety drills quarterly in the production plant and laboratory. All of these efforts are aimed at promoting and maintaining safety consciousness within the company. 2.1.1 Fire Fighting and Prevention Introduction The purpose of the firefighting training is to raise awareness about the potential hazards and damages caused by fires. Safety is of utmost importance, and it is essential that we implement safety practices at the highest level possible. 2.1.2 Methods of Extinguishing Fire The removal of one or more of the three sides that form the triangle of combustion will certainly extinguish the fire. There are three principal ways of extinguishing any fire namely; ● Starvation or limitation of fuel of the combustible material from the fire. ● Smothering or limitation of oxygen. Also, covering the fire with a blanket or metal lid is another method of smothering. ● Cooling or limitation of heat. This can be achieved by applying an agent which absorbs heat, for example; water. Portable Fire Extinguishers First-aid fire-fighting appliances, known as portable fire extinguishers, are utilized during the early or incipient stages of a fire. However, if a fire is not promptly contained and allowed to escalate, portable fire extinguishers become ineffective in extinguishing it. 11 Types of portable fire extinguishers: 1. Water extinguishers: Water extinguishers are highly effective at extinguishing many types of fires due to their abundance and cooling properties. It is particularly useful for putting out fires that involve ordinary combustible materials like wood, paper, textiles, and solid materials. When water is applied to a fire, the steam produced provides a significant smothering effect which helps extinguish the flames. In APEX, water extinguishers are easily identifiable by their RED color. 2. Dry Chemical Powder Extinguisher: Dry chemical powders are versatile extinguishing agents and are well-suited for fires involving flammable liquids and all types of combustible materials. However, they are less effective on ordinary combustible materials when the fire has become deep-seated. For metal fires, special powders are produced that are specifically designed for their extinguishing. To make them easily identifiable, dry chemical powder extinguishers are painted BLUE. 3. Foam Extinguisher: Foam is a highly effective extinguishing agent for liquid fires. When applied, it forms a blanket of small bubbles that covers the burning liquid, effectively excluding air from the burning surface. This not only helps to smother the fire but also prevents the evaporation of the burning liquid. Additionally, foam also acts as a cooling medium which further helps to extinguish the fire. To make them easily identifiable, foam extinguishers are painted YELLOW. 4. Gas or Vapour extinguisher: Carbon dioxide is typically stored in a steel cylinder in its liquid form. When released, it dilutes the oxygen content of the air around a fire, causing the atmosphere to no longer support combustion. While carbon dioxide does not have a cooling effect, it is particularly useful for extinguishing electrical fires and fires involving flammable liquids such as kerosene, as well as semi-solid materials like grease. To make them easily identifiable, carbon dioxide extinguishers are painted black. 2.1.3 How to Extinguish a Fire Individuals who have received training on how to fight fires are better equipped to extinguish them safely and effectively. In the event of a fire, it is important to avoid using ordinary clothing or blankets to smother the flames, as they can easily catch fire and exacerbate the situation. Using a fire blanket is often the most effective way to put out a small fire. Fire blankets are specifically designed for this purpose and can help to extinguish flames quickly and safely. It is important to make sure that you have a fire blanket in an easily accessible location in case of emergency. PASS Method: In order to extinguish a fire using a fire extinguisher, it is recommended to follow the PASS method: 12 P = Pull the pin. Begin by pulling the safety pin from the handle of the extinguisher. This will allow you to discharge the extinguishing agent. A = Aim the nozzle. Aim the nozzle of the extinguisher at the base of the fire. It is important to direct the extinguishing agent at the source of the fire, rather than at the flames themselves. S = Squeeze the trigger. Squeeze the handle or trigger of the extinguisher to release the extinguishing agent. It is important to hold the extinguisher firmly while doing this. S = Sweep from side to side. Sweep the nozzle of the extinguisher from side to side across the base of the fire. This will help to ensure that the extinguishing agent is distributed evenly and covers the entire area of the fire. Continue sweeping until the fire has been completely extinguished. Once the extinguisher is empty, place it on its side. How to Evacuate your Work Area ➔ When you are evacuating your walk area you should always remain calm, WALK... don‘t RUN... And never push past other people. ➔ Never open doors that are hot (there are probably flames behind it) shut all doors and windows as you leave. In Smokey areas get close to the floor, cover your face with a wet cloth and take short breaths. ➔ Get to fresh air as quickly as possible, and then seek medical attention. If your clothing catches fire don‘t run... this will only fan the flames. Instead ... STOP...DROP.... and ROLL...Drop to the ground, cover your face with your hands, and roll back and forth until the flames are smothered. 2.1.4 Fire Prevention Preventing a fire is the most effective way to combat it. It is our responsibility to prioritize safety by taking necessary steps to protect ourselves and our property. To prevent fires in the workshop, it is crucial to ensure that, 1. Flammable materials are not stored near sources of fuel or in flammable environments. 2. Workplaces, where fire outbreaks are possible, should have 'NO SMOKING' signs clearly displayed and enforced. 3. Electrical sockets should not be overloaded, and fire exits, escape routes, and firefighting appliances must always remain unobstructed. 4. All electrical equipment is switched off when not in use, regularly check electrical connections for defects, and make sure that no electrical wires in equipment are exposed. 5. Workers who handle chemicals should be aware of the properties and hazards of the chemicals they handle. 13 2.2 Safety in the Laboratory, Warehouse, and Production plant It is important to understand how to prevent chemical hazards, particularly in laboratory jobs. Safety hazards associated with laboratory work are analyzed, and preventive measures are put in place. To prevent accidents in the laboratory, it is crucial to use appropriate laboratory equipment, practice good housekeeping by keeping the workplace clean and tidy and wear protective equipment. Personal Protective Equipment (PPE) such as hand gloves, coveralls, safety shoes, rain boots, respirators, earmuffs, and goggles are used to reduce exposure to injury and adverse effects. APEX provides PPE to its workers to ensure their safety. The safety rules for the use of protective equipment at APEX include ● Wearing safety shoes and lab coats while working in the laboratory ● Safety shoes and coveralls while working in the production facility ● Earmuffs in areas with heavy noise ● Rubber hand gloves when washing with diesel or other chemicals ● Safety goggles and respirators when working with hazardous chemical splashing liquids ● Rubber apron or disposable coveralls when working in areas involving splashing of hot water or acid. Safety signs at the production plant 2.3 PRODUCTION DEPARTMENT 2.3.1 Specialty chemicals distributed by APEX NIG LTD The following Water Plant Treatment Specialty chemicals distributed by APEX NIG LTD. 14 Scale Inhibitors: Scale inhibitors are used to prevent the formation of mineral deposits that can occur when the minerals in produced water exceed their saturation limit due to changes in temperature and pressure. Examples of scale inhibitors include: HYPERSPERSE MDC 150, SCALETROL PDC 9443, SCALETROL PDC 9450, and NOVUS CB2690 Corrosion Inhibitors Chemical agents known as corrosion inhibitors can significantly minimize corrosion caused by dissolved acid gases and biological deposits. Examples of corrosion inhibitors comprise ENDCOR OCC 9796, ENDCOR OCC 9783, CORRSHIELD NT 4293, CORRSHIELD NT 4201, and STEAMATE NAO880. Biocides Biocides refer to chemical substances that possess the ability to significantly reduce or completely eradicate the presence of bacteria in fluids such as water or those produced in oilfields. Some examples of biocides include BIOMATE SAN 9487, BIOMATE SAN 9494, and BIOMATE SAN 9595 Emulsion Breakers An emulsion is a partially stable mixture of one liquid (known as the dispersed phase) within another liquid (known as the continuous phase). To separate the liquids, de-emulsifiers of various types are employed. Emulsions can cause an increase in the Bottom Sediment and Water (BS&W) of oil, and they are frequently highly viscous. In order to destabilize water-in-oil emulsions, emulsion breakers like EXP 3189 can be used to separate the water from the oil. Defoamers A defoamer or anti-foaming agent is a chemical substance that is added to industrial process liquids to reduce and prevent the formation of foam. The formation of foam during industrial processes can lead to various issues, such as the creation of defects on surface coatings and hindering the efficient filling of containers. There are numerous chemical formulations available that can effectively prevent the formation of foam in industrial processes. Examples; FOAMTROL AF 1440E, MAX AMINE 70B. 15 Coagulants and Flocculants This coagulant is an all-organic substance with potent capabilities for separating oil and water. It is known for its exceptional ability to clarify both potable and wastewater, increase oil recovery, enhance the removal of metals, and decrease sludge volume. Examples are KLARAID IC 1172, KLARAID PC 1221E, KLARAID PC 4000, BETZDERBRON DLC30, BETZDERBRON AE1128, and BETZDERBRON 3025: 2.3.2 Bagged chemicals distributed by APEX NIG LTD. CALCIUM CHLORIDE At room temperature, calcium chloride CaCl2, which is a combination of calcium and chlorine, takes the form of a solid and behaves like a standard ionic halide. Due to its tendency to absorb moisture, it is necessary to store anhydrous calcium chloride in tightly sealed, airtight containers. Uses 1. In the oil industry, calcium chloride is used to increase the density of solid-free brines. It is also used to provide inhibition of swelling clays in the water phase of inverted emulsion drilling fluids. 2. Calcium Chloride is used extensively in the drilling and maintenance of oil wells drilling mud completion and packer fluids work over fluids POTASSIUM CHLORIDE Potassium chloride is a chemical compound made up of potassium and chlorine atoms with the molecular formula KCl. It is a white crystalline solid at room temperature, highly soluble in water, and has a salty taste. Uses 1. It is sometimes used in water as a completion fluid in petroleum and natural gas operations. 2. Also used as a fertilizer in agriculture, as a salt substitute in the food industry, and as a supplement for individuals who require potassium in their diet. 3. It can also be used in medical treatments, such as for correcting potassium imbalances in the body. SODIUM CARBONATE Sodium carbonate [Na2CO3], also known as washing soda, is a white, odorless powder, a salt of carbonic acid (soluble in water). It has high alkalinity and is often used in laundry detergents and household cleaners to help remove stains and neutralize acidic substances. 16 Uses 1. It is called soda ash at the drilling rig and is used to treat most types of calcium ion contamination in freshwater and seawater mud. 2. Sodium carbonate is also used in various industrial processes, such as glass and paper production. ALUMINUM SULPHATE Aluminum Sulphate is a chemical compound with the formula Al2(SO4)3. Aluminum sulfate is sometimes referred to as a type of alum. Uses 1. BOD AND COD removal: Biological Oxygen Demand (BOD) and Chemical Oxygen Demand (COD) removal is an essential functions of every wastewater treatment plant. Chemical treatment with aluminum sulfate flocculants and coagulants enables the increase of plant capacity. SODIUM SULPHATE Sodium sulfate is the sodium salt of sulphuric acid. Use: It is used for the injection disposal of solid and liquid waste materials from the drilling and production of chemical industry wells. SODIUM HYDROXIDE Sodium hydroxide also referred to as caustic soda, or lye is an inorganic compound with the chemical formula NaOH. Uses 1. It is used in the production of sodium hypochlorite, a biocide used in the chemical industry by APEX NIG LTD 2. Sodium hydroxide is used in many scenarios where it is desirable to increase the alkalinity of a mixture or to neutralize acids. For example, in the petroleum industry, sodium hydroxide is used as an additive in drilling mud to increase alkalinity in bentonite mud systems, to increase the mud viscosity, and to neutralize any acid gas (such as hydrogen sulfide and carbon dioxide) which may be encountered in the geological formation as drilling progresses. 3. The process of caustic washing can use sodium hydroxide to eliminate sulfurous impurities from low-quality crude oil. 17 AMMONIUM CHLORIDE Ammonium chloride, an inorganic compound with the formula NH4Cl, is a white crystalline salt, highly soluble in water. Solutions of ammonium chloride are mildly acidic. Uses: In the Oil and gas industry Ammonium chloride is used in an aqueous solution to work on oil wells with clay swelling problems. CALCIUM HYPOCHLORITE A chemical substance known as calcium hypochlorite, with the chemical formula Ca(ClO)2, is extensively employed for water purification and as a bleaching agent. Compared to liquid bleach, this compound is regarded as comparatively steadfast and contains a more significant amount of available chlorine. Uses: It is used as a powerful oxidizing biocide that is capable of preventing bacterial growth Commodity chemicals distributed by APEX NIG LTD. The following are commodity chemicals distributed by APEX NIG LTD. HYDROCHLORIC ACID Hydrochloric acid is an aqueous solution of hydrogen chloride (HCl) that appears transparent and lacking color, with a highly pungent odor. This potent mineral acid is highly corrosive and finds extensive use in industry. Additionally, hydrochloric acid is present naturally in the stomach acid of living organisms. Uses 1. The regulation of solution acidity or pH can be achieved through the utilization of hydrochloric acid. When hydrochloric acid is added to a solution, the chemical reaction results in the formation of water and chloride ions, as shown by the equation OH- + HCl → H2O + Cl− High-quality hydrochloric acid is employed in industries that necessitate purity, such as in the production of food, pharmaceuticals, and drinking water, to control the pH of processed water streams. In less demanding industries, technical-quality hydrochloric acid is used to neutralize waste streams and treat swimming pools. 2. Oil production may be stimulated by injecting hydrochloric acid into the rock formation of an oil well, dissolving a portion of the rock, and creating a large-pore structure. 18 CITRIC ACID Citric acid is a weak organic with the formula C6H8O7. It is a natural preservative/conservative and is also used to add an acidic or sour taste to foods and drinks. Uses 1. The dominant use of citric acid is as a flavoring and preservative in food and beverages, especially soft drinks. 2. Oil Well Acidizing: Citric acid is used in oil well acidizing to prevent the formation of insoluble gels of iron hydroxide. Wells are typically injected with HCl; oxidation reactions can occur which cause the formation of insoluble iron hydroxide gels. These gels interfere with pumping hydroxide gels. These gels interfere with pumping operations. Citric acid is added to the well to chelate the iron thus preventing gel formation. AMMONIA SOLUTION Ammonia solution is also known as ammonium hydroxide. It can be denoted by the symbols NH3(aq). Uses 1. In agriculture, ammonia is utilized in the production of liquid fertilizer solutions containing ammonia, ammonium nitrate, urea, and aqua ammonia. 2. In water and wastewater treatment, ammonia is employed for pH control, as a solution to regenerate weak anion exchange resins, in conjunction with chlorine to produce potable water, and as an oxygen scavenger in boiler water treatment. 3. The petroleum industry utilizes ammonia for neutralizing the acidic components of crude oil and for protecting equipment from corrosion. CHLORINE GAS Chlorine is a chemical element with the symbol Cl and atomic number 17. The element is a yellow-green gas under standard conditions, where it forms diatomic molecules. Uses 1. Chlorine is used in APEX in the production of sodium hypochlorite. 2. Chlorine dioxide has demonstrated unique properties during downhole treatments. As a true gas, even in the liquid phase, it can permeate areas of the formation and wellbore that other chemicals and biocides fail to do, with or without the presence of near wellbore. 19 SODIUM HYPOCHLORITE Sodium hypochlorite is a chemical compound with the formula NaClO. When dissolved in water it is commonly known as bleach or liquid bleach and is frequently used as a disinfectant or a bleaching agent. Uses 1. Bleaching: Sodium hypochlorite is commonly used as an industrial bleach. In household form, it is effective in removing stains from laundry, particularly on cotton fibers. 2. Disinfection: A solution of household bleach with water is an effective disinfectant against many bacteria and some viruses. It is often the disinfectant of choice for cleaning surfaces. Sodium hypochlorite-containing liquids are also used for household cleaning and disinfection, such as in toilet cleaners. 3. Water treatment: Sodium hypochlorite is widely used for chlorination in drinking water systems, swimming pools, and other water treatment applications. It is an alternative to chlorine gas, which can be difficult to handle and cause more serious accidents. 4. Industrial applications: Sodium hypochlorite is also used as a biocide in industrial applications to control slime and bacteria formation in water systems used at power plants, pipelines, and other facilities. It is typically used in solutions of 10-15% by weight. In addition, it is used as a biocide, in water treatment, and in sludge removers in the Nigerian Liquefied Natural Gas (NLNG) industry. 2.4 PRODUCTION OF SODIUM HYPOCLORITE. APEX NIG LTD Production Plant The production facility is a 100% Nigerian-assembled plant. It ensures speedy production of sodium hypochlorite (10-15% concentration) and sodium hydroxide blends. (45-50% concentration). About 12,000 liters/day of sodium hypochlorite are being produced in the production facility. 20 Fig 2.1 APEX Production Facility 2.4.1 Historical Background of Sodium Hypochlorite Sodium hypochlorite is a chemical compound with the formula NaClO. It is composed of a sodium cation (Na+) and a hypochlorite anion (ClO−); it may also be viewed as the sodium salt of hypochlorous acid. Near the end of the nineteenth century, E. S. Smith patented the chloralkali process: a method of producing sodium hypochlorite involving the electrolysis of brine to produce sodium hydroxide and chlorine gas, which then mixed to form sodium hypochlorite. Today, an improved version of this method, known as the Hooker process (named after Hooker Chemicals, now Occidental Petroleum), is the only large-scale industrial method of sodium hypochlorite production. In the process, sodium hypochlorite (NaClO) and sodium chloride (NaCl) are formed when chlorine is passed into a cold and dilute sodium hydroxide solution. The solution must be kept below 40 °C (by cooling coils) to prevent the undesired formation of sodium chlorate. Cl2 + 2 NaOH → NaCl + NaClO + H2O Hence, chlorine is simultaneously reduced and oxidized; this process is known as disproportionation. Commercial solutions always contain significant amounts of sodium chloride (common salt) as the main by-product, as seen in the equation above. 21 2.4.2 Methods of production of Sodium Hypochlorite To produce sodium hypochlorite, one can react a dilute solution of caustic soda with either liquid or gaseous chlorine while cooling the mixture. This chemical can be made using either a batch process or a continuous process. At APEX Nig Ltd, we employ the batch process for manufacturing sodium hypochlorite. 2.4.3 Properties of Sodium Hypochlorite The properties of sodium hypochlorite are given below: 1 Molar mass 74.442g/mol 2 Appearance Greenish-yellow solid (pentahydrate) 3 Odor Chlorine-like and sweetish 4 Density 1.11g/cm3 5 Melting point 18°C (64°F ;291k) 6 Boiling point 101°C (214°F ; 374K) (decomposes) 7 Solubility in water 29.3g/100mL (0°C) 8 Acidity (pKa) >7 RAW MATERIALS Sodium hypochlorite is produced from three primary raw materials: chlorine, sodium hydroxide, and water. Due to their hazardous nature, both chlorine and caustic soda are transported and stored in compliance with strict regulations. The chlorine is stored in the gas cylinders, while the caustic soda is kept in bags in the warehouse. 22 A 50 wt. % purity of caustic soda is used, as any impurities could impact the quality of the final product. The caustic soda pellets are dissolved in water, with the concentration of the resulting bleach dependent on the concentration of the caustic soda, and dilution is typically necessary, often with soft water. 2.4.4 Plant and Process Design The process plant is designed to produce sodium hypochlorite with a daily output capacity of 6 metric tonnes and is also equipped for blending chemicals such as sodium hydroxide. The process of acquiring raw materials and converting them into finished products is referred to as chemical blending, which involves the storage, transfer, mixing, and preparation of chemicals for distribution. The plant's construction primarily uses polyvinyl chloride (PVC) to prevent corrosion, and other corrosion-resistant materials like stainless steel, carbon steel, and copper are also used. Ball valves are used for on/off control without pressure drop, with an internal diameter of one inch, enabling quick shut-off with a 90-degree turn compared to multiple turns required by other manual valves. 2.4.5 Equipment Selection Mixers: these are four 2500L vessels with 3-phase electric gear motor-driven stirrers for each, suspended directly above them. They have internal coils for proper circulation of the cooling stream. Each stirrer is adjustable and consists of a shaft to which a fan blade is attached. Sodium hydroxide is dissolved in water to obtain an aqueous solution in these vessels. 23 Figure 2.2 APEX Blending Facility Pumps: these consist of two 1.5HP for pumping chemicals and two 1HP for pumping water. They are all centrifugal electric pumps of the radial flow type and aid fluid flow. They are all centurial electric pumps of the radial flow type and aid fluid flow. There is also a 0.5HP underground suction pump that disposes of waste from underground waste tanks. 24 Figure 2.3 Centrifugal Pump for water and chemicals Chiller: this is the cooling chamber responsible for supplying cooling water stream to the mixer and reactor for heat exchange. Three 0.5HP compressors synergistically provide the heat exchanger with its cooling power. 25 Figure 2.4 Chiller Reactors: two 1,500L vessels with internal coil for heat exchange serve as the reactors. These are where the aqueous sodium hydroxide is contacted with chlorine gas to produce sodium hypochlorite. Figure 2.5: Reactors Filters: for the purpose of filtration, two cartridge filters are installed at the suction of the 1.5HP chemical pump responsible for delivering the contents of the mixer to their respective destinations, and immediately before the flow meter on the product delivery line. The cartridges are replaceable and must be changed after every 3,000 gallons throughput. Gas cylinders: this is the 800l storage for the chlorine gas. The gaseous content is of course stored under pressure at 3mpa with 430kg dry weight and 5.1m size. 26 2.4.6 Schematics Of The Blending/Production Of Sodium Hypochlorite Figure 2.6: Process flow diagrams for the production of sodium hypochlorite Instrument Selection: Thermometers - a total of six thermometers are mounted on the mixer and reactors to monitor the temperature of the system. Flow meter - to measure the number of products, a flow meter is installed on the delivery line just before the discharge point. Flow lines - these are channels through which all fluid is conveyed around the system. They are 1-inch (internal diameter) flow lines. Valves And Fitting: Valves: 1-inch ball valves are mounted at strategic points on the flow lines to control fluid flow around the system. Fittings: various other fittings which make the system complete are also found. These include tees, connectors, elbows, reducers, unions, and sockets (joiners). 27 2.4.7 Process description of Sodium hypochlorite production The process begins with the pumping of water into the chiller and mixers from the water reservoir via a water pump (the water in the chiller is allowed to cool for at least 2 hours) to near 0 oC. The cooling water is then kept in a circulator around the mixers and reactors with the aid of a water pump. Two bags of 25kg sodium hydroxide pallets are charged into each mixer. The contents of the mixers are then stirred well to obtain a uniform aqueous sodium hydroxide. The resulting solution, passing through a filter is then fed via a chemical pump into the reactions where it is contacted with chlorine gas to yield sodium hydroxide. The reaction time is 3 hours to get a 10% chlorine yield. If the reaction temperature exceeds 40oC sodium chlorate is formed. This is usually avoided by making sure the chiller is operating optimally. The sodium hypochlorite is thereafter dispensed with another chemical pump into the storage tanks after it has passed through the second filter. The quantity of product produced is measured with a flow meter just before the discharge lines. To control the fluid flow ball valves are installed on all the lines. Each is either turned on or off in response to the desired flow direction. Chlorine and the caustic soda solution are reacted to form sodium hypochlorite bleach. This reaction can take place in a batch of about 12,000 gallons. To create sodium hypochlorite, gaseous chlorine is circulated through the caustic soda solution. The reaction of chlorine and caustic soda is essentially instantaneous. The bleach solution is then cooled to help prevent decomposition. Often this cooled bleach is settled or filtered to remove impurities that can discolor the bleach or catalyze its decomposition. The finished sodium hypochlorite bleach is then bottled /packaged on-site. 2.4.8 Unit operations involved in Sodium hypochlorite production In addition to the unit operations mentioned, there are a few more unit operations involved in the production of sodium hypochlorite. These include ● Reaction: The reaction between chlorine and sodium hydroxide is the main chemical reaction in the production of sodium hypochlorite. The reaction produces sodium hypochlorite, water, and salt. The reaction is exothermic and generates heat, which needs to be managed. ● Separation: The sodium hypochlorite solution needs to be separated from the salt that is produced during the reaction. This is typically done by settling and decanting or by filtration. ● Storage: The sodium hypochlorite solution needs to be stored in appropriate containers to maintain its quality and prevent degradation. Stainless steel or HDPE (high-density polyethylene) containers are commonly used for this purpose. 28 ● Dispensing: The sodium hypochlorite solution is dispensed into containers or tanks for distribution and use. Care must be taken to ensure that the solution is properly labeled, handled, and stored to prevent accidents or incidents. Equation Of Reaction: Step 1: Dissolution of sodium hydroxide in water NaOH(s) + H2O → NaOH (aq) + H2O(l) + HEAT Step 2: Reaction of aqueous sodium hydroxide with chlorine gas Cl2 + 2 NaOH → NaCl + NaClO + H2O Storage The produces sodium hypochlorite is usually stored in a cool, dark place. Heat, light, and contamination with heavy metals and elements that alter the pH of the solution are avoided. It is stored in a plastic drum which is opaque. Handling Strong sodium hypochlorite solutions are powerful oxidizing agents that rapidly produce burns when in contact with the skin. Do not handle it directly or allow the solution to splash or spill on any part of the body. Avoid accidental mixing with acids, as this will liberate chlorine gas. With ammonia or ammonium compounds, explosive products may be formed. Certain organic compounds like acetone and formaldehyde react vigorously with sodium hypochlorite solutions. Similarly, organic contamination of any kind is liable to cause decomposition, which is dangerous with strong hypochlorite solutions. 2.4.9 The use of sodium hypochlorite produced. 1. The sodium hypochlorite produced was commonly used as a biocide in industrial applications to control slime and bacteria formation in water systems (by pH adjustment) used at power plants and pipelines in solutions typically of 10-15% by weight. It was used in NLNG as a biocide, in water treatment, and in sludge removers. 2. Bleaching: some of the sodium hypochlorite was used for the removal of stains from laundry particularly lab coats. 29 3. Disinfection: Liquids containing sodium hypochlorite as the main active component are also used for household cleaning and disinfection, for example, toilet cleaners. Therefore, it was also used for cleaning the flour and toilets in the company. 2.5 BLENDING OF CALCIUM NITRATE SOLUTION Ca(NO3)2 2.5.1 INTRODUCTION Calcium Nitrate is an inorganic compound that is widely used as a fertilizer and also has various other applications. It is a colorless, moisture-absorbing salt that is often found in a tetrahydrate form. This compound is synthesized through the treatment of limestone with weak nitric acid, and it can also be formed during the absorption of nitrogen oxide by the milk of lime. Its chemical formula is Ca(NO3)2. Applications Calcium Nitrate is a nitrogen fertilizer widely used in agriculture in granulated form. In addition to its use in agriculture, it is also used for odor emission prevention in wastewater pre-conditioning and as a set-accelerating admixture in concrete. Due to its highly endothermic dissolution, it can also be used as a regeneratable cold pack. 2.5.2 CALCIUM NITRATE SOLUTION PRODUCTION The calcium nitrate crystals were packaged in 25kg bags and transported from the warehouse to the production/blending site where they were manually unsealed using a pen knife. Once unsealed, the contents of 29 bags were poured into each of the 1000L capacity reactor tanks. There were five reactor tanks available, and the same process was repeated for each one. Prior to pouring the calcium nitrate into the tanks, water was allowed to run from the source into each tank, filling it to a certain level just above the stirrers. Once the water level was reached, the stirrers were turned on, and blending commenced with the first bag of calcium nitrate emptied into each reactor tank. Adequate mixing was achieved in the reactor tanks. Samples were taken between intervals of about 30-45mins and tests ran on them to indicate when due for discharge after the required specific gravity range of 1.38-1.40 has been assured by the laboratory. After the laboratory assessment is confirmed the ready solution is then discharged into an ISO tank using a heavy/clear water pump. The product in the ISO tank is conveyed to the clients on trucks. Cranes are being used in the process of truck loading. 30 2.5.3 SOLUTION PRODUCTION THEORY For the production of the calcium nitrate solution, the calculated weight percentage is often usually overlooked. This is because the crystal is highly hygroscopic and occurs as a pentahydrate. Due to this characteristic, there’s a minor discrepancy from the actual weight percent to that got on calculation. Therefore for the actual weight percent, the solution is tested by a densitometer, then extrapolated to the weight percentage using a standardized graph. Nevertheless, the deviation between the calculated and the actual although not insignificant is not much. Weight percentage by calculation is done thus: for a reactor tank of 1000L capacity, 29 bags (each of 25kg mass) of calcium nitrate is added such that; From theory, [ ( MASS OF SOLUTE ) / ( MASS OF WATER + MASS OF SOLUTE ) ] * 100 [ ( 29 X 25 ) / ( 1000 + (29 X 25) ) ] * 100 = 42.02% 42.02% whereas the actual value got from extrapolation through a standardized graph was 45% 2.5.4 PROPERTIES OF CALCIUM NITRATE 45% SOLUTION COMPOSITION, INFORMATION ON INGREDIENTS Chemical Ingredients Percentage by Weight CAS No. Calcium Nitrate Ca(NO3)2 45.0 to 54.0 Mixture Water and inert ingredients 55.0 to 46.0 Mixture PHYSICAL AND CHEMICAL PROPERTIES APPEARANCE AND ODOR: Clear to clear amber liquid with no odor SOLUBILITY: Soluble SPECIFIC GRAVITY (Water= 1): 1.40 to 1.50 BULK DENSITY: 11.68 to 12.52 lbs/gallon pH: 5 to 7 31 2.5.5 USES OF CALCIUM NITRATE SOLUTION BIOCIDES: Biocides are chemical substances that can reduce or eliminate the presence of bacteria in water or fluids produced from oil fields, as well as in oil wells and pipelines. In the context of oil fields, the presence of bacteria in transportation lines and above-ground plants can be problematic, as it can lead to issues such as microbiologically induced corrosion, filter clogs, fouling, and even reservoir souring. 2.6 CITRIC ACID Citric acid is a weak organic acid with the chemical formula HOC(CO2H)(CH2CO2H)2, commonly found as a white solid. It occurs naturally in citrus fruits and is an intermediate in the citric acid cycle, a metabolic process that occurs in all aerobic organisms. Over two million tons of citric acid are produced annually, and it is widely used as an acidifier, flavoring, and chelating agent. Citric acid is also used to reduce the pH of drilling fluids and hence for the treatment of cement contamination. Citrates, including salts, esters, and polyatomic anions, are derivatives of citric acid that can be found in solution. Examples include trisodium citrate as a salt and triethyl citrate as an ester. Citric acid is naturally occurring in various fruits and vegetables, with particularly high concentrations found in citrus fruits like lemons and limes. In fact, the acid can make up as much as 8% of the dry weight of these fruits, with concentrations in their juices typically around 47 g/L. However, the actual concentration of citric acid in citrus fruits varies depending on the species, cultivar, and growing conditions. For example, the concentration ranges from 0.005 mol/L for oranges and grapefruits to 0.30 mol/L for lemons and limes. Citric acid was first isolated in 1784 by the chemist Carl Wilhelm Scheele, who crystallized it from lemon juice. Industrial-scale citric acid production first began in 1890 based in the Italian citrus fruit industry, where the juice was treated with hydrated lime (calcium hydroxide) to precipitate calcium citrate, which was isolated and converted back to the acid using diluted sulfuric acid.[13] In 1893, C. Wehmer discovered Penicillium mold could produce citric acid from sugar. However, microbial production of citric acid did not become industrially important until World War I disrupted Italian citrus exports. James Currie, an American food chemist, discovered in 1917 that certain strains of Aspergillus niger mold could efficiently produce citric acid. Two years later, the pharmaceutical company Pfizer began industrial-scale production of citric acid using this technique, followed by Citrique Belge in 1929. This technique is still the primary industrial route used for citric acid production today. Cultures of A. niger are grown on a medium containing sucrose or glucose, typically derived from inexpensive sources such as corn steep liquor, molasses, or hydrolyzed corn starch. After the mold is filtered out of the resulting solution, citric acid is isolated by precipitating it with calcium hydroxide to form calcium citrate salt. Citric acid is then regenerated by treating the salt with sulfuric acid, which is similar to the process of direct extraction from citrus fruit juice. 32 In 1977, a patent was granted to Lever Brothers for the chemical synthesis of citric acid starting either from aconitic or isocitrate/alloisocitrate calcium salts under high-pressure conditions; this produced citric acid in near quantitative conversion under what appeared to be a reverse, nonenzymatic Krebs cycle reaction. 2.6.1 Citric acid solution production The citric acid came in 25kg weight per bag, these bags were transferred from the warehouse to the production/blending site where they were unsealed. The unsealing was done manually with the aid of a pen knife, after the unsealing, 11 bags were charged in one of the reactor tanks with about 1900L capacity. During citric acid blending, hot water from the heater is pumped into the blender. Since it is an endothermic reaction, there is no need for cooling. There were three reactor tanks available, before charging in the bags the hot water was allowed to run from the heater into the reactor tank, and the stirrer was turned on, the blending process began immediately the first bag was charged into the reactor, the blending went on until adequate homogeneity was achieved, the laboratory test was taken in between intervals to ensure a particular specific gravity of 1.08. After the laboratory assessment is carried out and it is confirmed that the solution is ready, it is now discharged into the 100L drums. The product is now conveyed to the clients by trucks. Physical Properties of citric acid Appearance: it appears as a white solid Solubility: soluble only in hot water Specific gravity: 1.24 Production equipment and materials Raw materials 1. Hot water 2. Citric acid granular Equipment 1. DC pumps 2. Heater 33 3. Filters 4. Reactors 5. Water pumps 6. 100 liters drums 2.7 QUALITY ASSURANCE/ASSESSMENT DEPARTMENT APEX Nig. Ltd has two fully equipped laboratories; the water laboratory and the oil laboratory. I witnessed some of the operations carried out in the laboratory which includes (but are not limited to): ● Sodium hypochlorite (NaOCl) concentration test ● Purity test (on samples such as caustic soda, lime soda, etc.) 2.7.1 Sodium Hypochlorite (NaOCl) Concentration Test This is usually done to determine the chlorine percentage in the sodium hypochlorite produced in APEX production plant. This test is usually carried out as part of quality process control during the production of sodium hypochlorite. Samples of the substance are constantly being taken at intervals to prevent oversaturation of the substance with chlorine, which in turn not only destroys the (quality of) products but also releases gases that are very harmful to human health. LaMotte chlorine bleach kit is used for this test. The kit contains 30ml Hypochlorite reagent A, 30ml Hypochlorite reagent B, 60ml Hypochlorite reagent C, a 15ml test tube, 20.5ml plastic pipettes, and one 0.5ml glass pipette. 34 Fig 2.8 LaMotte chlorine bleach kit PROCEDURE A: 0 – 0.1% (0 – 1000 ppm) 1. Fill the test tube to 5ml with sample solution 2. Use a pipette to add 0.5ml of hypochlorite reagent C, and swirl to mix 3. Use a second pipette to add 0.5 ml of hypochlorite reagent A, and swirl to mix. The sample would turn brown. 4. Fill the glass pipette with hypochlorite reagent B, hold the pipette vertically, while gently swirling the tube, and add Hypochlorite reagent B, one drop at a time until the brown color disappears. Count the number of drops added. 5. Calculate result: Available Chlorine, % = 0.005 x Number of drops Available Chlorine, ppm = 50 x Number of Drops 35 PROCEDURE C: 0 – 10% (0 – 100 ppm) 1. Use a 0.5ml pipette to add 0.5ml of sample solution to a test tube, dilute to 5ml with water, cap, and mix, rinse pipette 2. Use the same pipette to transfer 0.5ml of the diluted sample to a second test tube, dilute to 5ml with water, cap, and mix 3. Use a second pipette to add 0.5ml of hypochlorite reagent C, and swirl to mix 4. Use the third pipette to add 0.5ml of hypochlorite reagent A, swirl to mix, the sample would turn reddish brown 5. Add Hypochlorite reagent B, one drop at a time until the reddish-brown color disappears. Count the number of drops added. 6. Calculate result: Available Chlorine, % = 0.05 x Number of drops Available Chlorine, % = 0.5 x Number of drops PROCEDURE B; 0 – 1% (0 – 10 ppm) 1. Use a 0.5ml pipette to add 0.5ml of sample solution to a test tube, dilute to 5ml with water, cap, and mix. 2. Use a second pipette to add 0.5ml of hypochlorite reagent C, and swirl to mix. 3. Use the third pipette to add 0.5ml of hypochlorite reagent A, and swirl to mix. The sample would turn brown 4. Fill the glass pipette with hypochlorite reagent B, and hold the pipette vertically, while gently swirling the tube, add Hypochlorite reagent B, one drop at a time until the brown color disappears. Count the number of drops added. 5. Calculate result: Available Chlorine, % = 0.05 x Number of drops Available Chlorine, ppt = 0.5 x Number of Drops Sample A: Acetic acid 36 Sample B: Sodium thiosulphate Sample C: Potassium iodide 37 CHAPTER THREE I had a great experience during the period of attachment; there were also numerous problems I encountered during the period of attachment. This chapter discusses the problems that I encountered and also outlines recommendations and conclusions. The report covered wide areas of the various activities that take place in the company. 3.1 Problems encountered 1. Securing a place of attachment: the major problem I faced was that of getting a placement on time. This is a result of the number of available companies being few compared to the number of students. Also, most companies carry out their recruitment while some schools are still in session, and the students who are not able to get a place of attachment, embark on their training after one or two months. 2. Finance: The money paid to the students on training was barely enough to cover their transportation and there was nothing left for feeding and other important things. 3. Another major problem I encountered was a lack of attention from my industry-based supervisor. I understand the workplace is very busy and it is a place of class difference, however, this shouldn’t pose a problem to the industrial supervisors who treat industrial trainees as errand boys and girls rather, it should be used as an avenue to involve the SIWES students. 4. The gap between theory and practice was present and also made it quite challenging to adapt to field experience. 5. Some staff treated students attached to the company as mere errand boys and girls rather than enlightening them. 38 CHAPTER FOUR RECOMMENDATIONS AND CONCLUSION RECOMMENDATIONS Based on my six (6) months Industrial Training, it is worthwhile to weigh the experiences and challenges associated to it and therefore, share my opinion in an attempt to curb their future reoccurrence. With the view to achieving the aims and improving performance of students during the industrial work experience scheme, it is on this note, I therefore recommend the following: ● TO All STUDENTS ● My advice to all other student hoping to go for industrial training in the future is to do their best and work diligently with willingness to learn and not to make money their priority but strive to gain more experience in the various field of their courses. ● I therefore recommend that the students should be assisted in getting placements to relieve the burden of their searching for placements while others have started. ● Industrial training should be highly valued and recognized by the student as an avenue of increasing their knowledge-base for their profession and they should present themselves teachable to their supervisors and other people they would meet at their place of industrial attachment with total humility. ● TO THE FIRM/ EMPLOYERS ● Organizations should not see trainee as cheap labor, rather they should be considered as those who came to acquire practical experience real estate built on competence, strong ethics, excellence, and integrity. ● Employers and senior staff should ensure they provide trainee with required practical experience and do not restrain from doing it diligently due to fear of trainee competing with them in future. Firms/establishment should ensure that trainee is appropriately motivated and a good relationship be established between trainee and staff which is also a criterion for a successful training exercise. ● TO THE UNIVERSITY/ INDUSTRIAL TRAINING FUND ● I also recommend that the students should be assisted in getting placements to relieve the burden of their searching for placements while others have started. ● Funds should be made available by the university authorities to the departments for effective monitoring of the students on industrial training programme. 39 ● The University Authority and Industrial Training Fund (ITF) should ensure there is proper liaison with firms, industries and establishment to ensure securing placement by students at reasonable time. ● To ITF ● The ITF should strive to support the students financially while on IT as many of the students are not financially supported by their employee to ease the cost of living on the student. This will encourage the student to go for the industrial training fully and not as truant. This body should strive to pay duly amount payable for these students when due. 4.2 CONCLUSION The Student Industrial Work Experience Scheme has been of tremendous help to my academic development. At the initial periods when I began my training, it was not easy to cope with the terms, drawings and even the application of the theory because of the gap between theory and practice. Having worked with the Production and Quality Assurance teams during my training, it has blossomed my future career in the field of Chemical Engineering. It was a period in which I disposed myself to learning, exposure and personal development for the future growth in my career ambitions. I aspire to be a Process Engineer and major purely in the aspect of Production. With the industrial training experience in the chemical production industry, I am partly equipped to purse my career. The program has afforded me the basic practical and theoretical knowledge that I may have not gotten from the lecture room, it has also given me a basic insight into production as much as it is relatable to chemical reactions. I can confidently say that the experience I have gotten from the training is worthwhile. 40 REFERENCES Benjamin W. Niebel, Alan B. Draper, and Richard A. Wysk. Modern Manufacturing Process Engineering; New York. McGraw-Hill Pg. 13-18 ISO 9001, Quality Management System. Standards Organization of Nigeria –implementation course. 2013.Pg 79-81 Kreppler Recovery of nitric acid and hydrofluoric acids from pickling solutions for stainless steel Ruthner Ind AG, Vienna Laboratory and Quality Systems Workshop Manual; Kenneth Chukwuji. Shell Nigeria. McCabe, W., Smith, J. and Harriott, P. (2004). Unit Operations of Chemical Engineering (7 Edition Ed.). McGraw Hill. ISBN 0-07-284823-5. M.S. Ray and M.G. Sneesby (1998). Chemical Engineering Design Project: A Case Study Approach (2nd Edition ed.). Gordan and Breach Science Publishers. ISBN 9056991361 Pg. 207214. Perry, Robert H. and Green, Don W. (1984). Perry’s Chemical Engineers’ Handbook (6th Edition). McGraw-Hill. ISBN 0-07-049479-7.Page 590-598. Rowe, G.W. (1977) Principle of Industrial Working Theory; Edward Arnold London Source Book. Blending/Production plant APEX (Nig) Ltd Source Book.Chemicals in APEX (Nig) Ltd warehouse and their use. Source Book. Pickle Neutralizer materials in APEX NIG LTD 41 APPENDICES Fig 1. Sodium Hypochlorite concentration test using the Lamotte kit 42 Fig 2. Charging in of the caustic soda into the reactor (IBC TANK) Fig 3. Drums filled with sodium hypochlorite being arranged for final packaging Fig 4. Chlorine gas tank and caustic soda pearls for production of Sodium hypochlorite 43