Journal of Cleaner Production 51 (2013) 34e46
Contents lists available at SciVerse ScienceDirect
Journal of Cleaner Production
journal homepage: www.elsevier.com/locate/jclepro
Evaluation of green maintenance initiatives in design and
development of mechanical systems using an integrated approach
V.N. Ajukumar*, O.P. Gandhi
Industrial Tribology, Machine Dynamics and Maintenance Engineering Centre, Indian Institute of Technology, New Delhi 110016, India
a r t i c l e i n f o
a b s t r a c t
Article history:
Received 20 April 2012
Received in revised form
4 January 2013
Accepted 7 January 2013
Available online 29 January 2013
The growing public concern on global environmental degradation is forcing many industries to undertake environmentally conscious policies for product design, manufacturing, service and end-of-life
activities. Maintenance is a critical activity carried out in the use phase of the product life cycle to prolong
system availability. The increasing amount of repairs and maintenance of machinery has become a
burden on the environment. Therefore, green maintenance driven product design and maintenance
actions are critically important; and organizations are now looking for methods and tools to assess the
sustainability aspects of their design and operation. This paper presents an objective approach to evaluate green maintenance aspects of mechanical systems at its design stage and rank the design alternatives. It takes into consideration the green maintenance requirements, environment conscious
attributes and their interrelationships. The evaluation problem is formulated as a multi-attribute decision-making model and solved using analytical hierarchy process (AHP) and the technique for order
preference by similarity to ideal solution (TOPSIS) approach. The proposed approach starts with applying
AHP method to evaluate the importance of green maintenance requirements during maintenance. Then
the relationships between the requirements and design characteristics are established and the TOPSIS
method is adopted to rank the design alternatives.
Ó 2013 Elsevier Ltd. All rights reserved.
Keywords:
Design for environment
Green maintenance
Multi-criteria decision making
Green product design
Digraph
1. Introduction
Maintenance is a desirable activity in plant operation and it is
the most efficient way to retain or restore the system to a desired
level of performance. In addition to fulfilling the requirements of
equipment inspection, lubrication and repair, it has an added
responsibility of plant protection, pollution prevention, personnel
safety and waste disposal. The increasing requirements of maintenance in the unproductive use phase of the product life cycle of
mechanical systems produce significant impact on the environment; as defective parts, used oils, grease and cleaning agents are
discarded into the environment. In this context, the designers and
practising maintenance personnel are facing the challenge in
responding: how to do the necessary maintenance, with minimum
negative environmental impact? Moreover, various environmental
regulations/policies have put pressures on the organizations to
service, repair and dispose of their equipment in an environmentally friendly manner. Green maintenance enabled design of
* Corresponding author. Tel.: þ91 9495925959.
E-mail address: vnaju@yahoo.com (V.N. Ajukumar).
0959-6526/$ e see front matter Ó 2013 Elsevier Ltd. All rights reserved.
http://dx.doi.org/10.1016/j.jclepro.2013.01.010
equipment and sustainable maintenance practices emerge as a
solution to the problem.
Green maintenance is an attempt to make maintenance more
environmentally benign by eliminating all waste streams associated with maintenance. Its activities involve the integration of
product design issues with issues of maintenance planning and
execution aimed at minimizing negative environmental effect;
while at the same time ensuring health and safety of the personnel
involved. This demand for understanding the green maintenance
requirements during operation phase of maintenance and how
these can be mapped onto design characteristics at the design
stage. The challenge is to alter conventional design process to
anticipate and assess environmental impacts during maintenance
and to incorporate the green considerations systematically and
effectively. This is significant as the environmental impact of
maintenance associated with equipment is primarily decided at the
design stage and secondarily, by the policies and steps followed
during the operation phase of maintenance. Designers must
therefore, be aware of the interrelationships between process and
product design issues, and incorporate green aspects into design for
eco-friendly maintenance, in addition to the conventional design
variables.
V.N. Ajukumar, O.P. Gandhi / Journal of Cleaner Production 51 (2013) 34e46
Researchers have tried to minimize the negative impact of
products on the environment by focusing on design for environment (DFE), as design is the process in which the most factors of the
product life cycle are determined. Santos-Reyes and Lawlor-Wright
(2001) described a structured approach to DFE for addressing the
problem of integrating green concerns at an early product design
phase. The approach suggested eco-principles and the measures of
eco-performance that can be useful to choose alternative options
for improving and quantifying product environmental performance. Madu et al. (2002) introduced a step-by-step approach for
environmentally conscious design. Kuo et al. (2006) presented a
green fuzzy design analysis (GFDA) to evaluate product design
alternatives based on environmental consideration using fuzzy
logic.
Efforts have also been made to analyze the environmental
impact using various approaches during the stages of manufacturing, servicing and disposal. Life-cycle assessment (LCA) is one
such approach, which identifies the environmental burden that
arises from a product at its various stages of life cycle (Ishi, 1995).
Hundal (1998) carried out the detailed analysis of various aspects of
life cycle to be considered at the product development process. It
was revealed that consideration of eco-design and waste prevention at the design stage is useful for successful development of
the product. Yang (2007) developed an LCA based sustainable
product design for eco-design support and for product LCA analysis
at early design stages, using which the designers can compare
material and energy consumptions, and to assess environmental
impacts of different end-of-life treatment options.
Masui et al. (2003) presented a methodology for applying
Quality Function Deployment (QFD) for environmentally conscious
design in the early stage of product development. Watkins et al.
(1995) developed the EcoSys system that integrates design information and expert system to perform environmental impact analyses during product design and manufacturing processes. As
sustainability assessment principles, strategies and tools are on the
rise, it is a challenge to integrate systems and sustainability perspectives into product design, manufacturing and delivering decisions (Wage, 2007). Fukushige et al. (2012) developed a
representational scheme using which the life-cycle scenarios can
be represented and the designer can easily derive requirements for
product and process design to take care of later processes of lifecycle design. Recently, Anand and Wani (2010) presented an evaluation procedure for product life-cycle design at the conceptual
stage in terms of life-cycle design index.
It is clear from the above that although maintenance being a
significant contributor in prolonging the use phase of product life,
particularly with mechanical systems, yet its role on negative
environmental impact has not been adequately addressed. Existence of strong gap between green maintenance requirements and
35
existing design practices is another matter to be taken care of.
However, there are not many effective tools available either in
assessing how the design can be altered in bringing and accommodating sustainability aspects in maintenance. Therefore, it is
required to provide designers with appropriate tools to analyze and
predict the impact at the early stages of the design. Such an
assessment will help in devising design modifications and proposing maintenance policies/strategies catering to the design. This
paper presents an approach that integrates AHP and TOPSIS to
assist designers in identifying and incorporating green maintenance requirements with design characteristics, and help to
achieve an effective evaluation of the final design. AHP will be used
to evaluate the priority indices of the required green maintenance
requirements. These green maintenance requirements are then
correlated with the design characteristics to highlight the critical
design features that must be included in the equipment design. The
interrelationships among the design characteristics are also analyzed using graph theoretic techniques. On the other hand, TOPSIS
will be used to evaluate the best design alternative by taking into
consideration the extent to which each alternative is capable of
meeting the green maintenance requirements. The paper is
organized as follows. The green maintenance aspects, its issues,
challenges and enabling features are explained briefly in Section 2.
A brief description regarding the integrated approach of AHP and
TOPSIS is presented in Section 3. An example is included to illustrate the application of the methodology in Section 4. Finally, Section 5 summarizes the results of this paper.
2. Green maintenance e features and characteristics
This section discusses the impact of maintenance on environment and the issues involved in incorporating environmentally
benign features during design and operation. It also elaborates the
features of green maintenance and identification of environment
conscious attributes facilitating sustainable maintenance.
2.1. Maintenance and its impact on environment
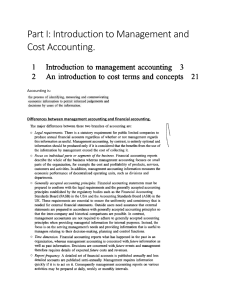
Products impact the environment at various stages of its life
cycle including during maintenance. Fig. 1 represents the stages in a
product life cycle, starting from design to end-of-life activities. The
environmental impact of the product at major stages of life cycle
(EIlc) is expressed by Sy and Mascle (2011) as
EIlc ¼ EImat þ EImanuf þ EIuse þ EIeol
where EImat, EImanuf, EIuse and EIeol are, the environmental impact of
the material needed to produce the component, the impact
Feed back to rectify and optimize the product
Product
design
Materials extraction
and processing
Product
manufacturing
(1)
Marketing and
distribution
Product use (Productive
operation phase and
non-productive
maintenance phase)
Waste management to
tackle:
• Landfill problems
• Ground water
contamination
• Air toxicity
Fig. 1. Life-cycle stages of a product.
End of life
36
V.N. Ajukumar, O.P. Gandhi / Journal of Cleaner Production 51 (2013) 34e46
associated with the manufacturing processes, environmental
impact of use and end-of-life impacts respectively.
In the current work, the attention is focussed only on the impact
of equipment maintenance, which comes under the use phase of
product life cycle (shaded portion in Fig. 1). Environmental impact
in the use phase of product life cycle, EIuse, can be split into two, i.e.
during the operation phase, EIop, and that during the maintenance
phase, EImaint, i.e. EIuse ¼ EIop þ EImaint.
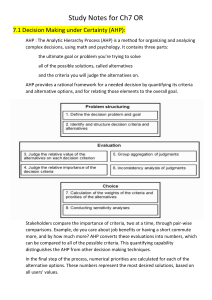
In the maintenance of equipment, it is expected that the
defective items will be serviced by trained technicians and brought
back to working condition using the available resources and energy.
Fig. 2 shows a typical maintenance scenario, where the variables
influencing maintenance work is depicted. The quality of maintenance work and its environmental impact are determined by the
energy and resource utilization, guided by environmental regulations. It is also dependent on the maintenance policies adopted as
well as on the expertise of the maintenance technician. As the
equipment becomes complex, the more resource intensive are
likely the maintenance steps, and consequently the more environmental impact it may create.
2.2. Issues and challenges
The decisions taken during early design stage determines
whether a product is sustainable or not (Ramani et al., 2010). In
addition to this, environmentally benign maintenance processes
and procedures also got a greater role to play in reducing environmental impact, particularly with the mechanical systems.
Therefore, it is essential to identify the design characteristics that
can be incorporated at the design stage; as well as the factors that
facilitate green maintenance for the likely repair actions as part of
maintenance. These two domains under green maintenance, i.e.
environmentally conscious equipment/system design, and environmentally conscious maintenance process design are highlighted
in Fig. 3. The task of incorporating environmental compatibility
during design and maintenance involves the following challenges:
Optimization of critical design characteristics, which are having a greater role in reducing negative environmental impact.
Incorporating those features in design, without impairing the
functionality of the product or in conflict with other Design for
‘X’ (DFX) parameters (‘X’ can be Disassembly/Assembly (D/A),
Maintainability (M) or Recyclability).
2.3. Green maintenance requirements and their facilitating factors
Understanding of comprehensive green maintenance requirements and green maintenance processes becomes critical, as sustainable design and eco-friendly operations have become the
mainstream among industrialists and academicians. Therefore,
identification of green maintenance requirements is the starting
point of green maintenance enabled design. Fig. 4 shows the green
Environmental regulations/
standards
Material, energy and labour
inputs
Product to be
serviced
Serviced product +
maintenance waste
+ energy wastage
Maintenance
Maintenance strategies/
policies
Maintenance
technician’s capability
Fig. 2. Maintenance and its constraints.
maintenance requirements; categorized in the form of a hierarchical tree. Of all the requirements, the ones which are shown in
shaded rectangles in the figure can be fulfilled, if taken care of at the
design stage. The rest of the requirements are the ones, which can
be taken care of during the operation phase of maintenance.
Good mapping between the green maintenance requirements
and facilitating environmentally conscious design characteristics
should be established to achieve a sustainable product, as equipment design and associated maintenance processes are closely
interrelated. Table 1 shows the features enabling green maintenance of mechanical systems from the view point of design and
operation. Its requirements and facilitating features are listed in the
second and third columns of the table respectively. Environmentally conscious attributes derived out of facilitating green
maintenance parameters are shown as fourth column of table. The
significance of the distinguished environmental characteristics in
the context of green maintenance is explained in the following subsections.
2.3.1. Tribo-design and practices
Tribological inputs in design and effective tribo-practices during
service/repair have significant influence in improving the quality of
maintenance of the system. The effects of improvements in tribology have positive effects on maintenance; as tribology and
maintenance share causeeconsequence relationship (Babi
c, 2001).
According to Kato (2011), tribology is expected to support the
technologies of sustainability and zero emission by developing its
science and technology for the demand of new values of industrial
products. Holmberg (2001) explored the role of tribology and different tribology-related methods to improve reliability design,
component life time, condition monitoring and diagnostics. Xue
et al. (2007) have stressed the need for tribological investigation
in decreasing environmental pollution, tribological measures for
controlling noise and limiting discharge of harmful dust. Tribologists are increasingly utilizing surface treatments and coatings to
reduce or control friction and wear (Holmberg and Mathews,
2009). Eco-tribology through progress in surface modification is
seen to be an effective engineering technology that can contribute
very much for sustainable societies (Sasaki, 2010). Therefore, surface modification technology such as surface texturing and coating
will help components perform their duty for a longer duration of
time.
Nosonovsky and Bhushan (2010) discussed the concept of green
tribology and its relation to other ‘green’ disciplines namely; green
engineering and green chemistry. The authors defined three areas
of green tribology: (i) biometrics for tribology applications, (ii)
environment-friendly lubrication, and (iii) the tribology of renewable energy application. The authors also mentioned the twelve
principles of green tribology e minimization of heat and energy
dissipation; minimization of wear; reduction or complete elimination of lubrication and self lubrication; natural lubrication; biodegradable lubrication; sustainable chemistry and green principles
for tribological applications, coatings and lubricants; biomimetic
approaches; surface texturing; environmental implications of
coatings and other methods of surface modification; design for
degradation of surfaces; real time monitoring; and sustainable
energy applications.
As part of the maintenance, machines are periodically cleaned
and lubricated. Degreasers, detergents and other surfactants
(cleansers) found in waste water are derived as its consequence.
Vast quantities of used oils, wash waters, greases, cleaning solvents,
anti-freeze agents and air-conditioning refrigerant are finding their
way into water streams altering the physical, chemical and biological nature (Sangodoyin, 1991) and being toxic to numerous
aquatic organisms. The pollutants also contain suspended solids,
V.N. Ajukumar, O.P. Gandhi / Journal of Cleaner Production 51 (2013) 34e46
37
Green maintenance
Environmentally compatible system
design
Environmentally compatible maintenance
process design
• Equipment design including tribo-design
features
• Plant layout and design
• Safety features
• Tribo practices
• Maintenance policies and strategies
• Organizational support
Fig. 3. Domains under green maintenance.
both degradable and non-bio-degradable organics; heavy metal
ions; dissolved inorganics; acids, bases and coloring compounds
(Ijeoma and Achi, 2011), with long-term implications on ecosystem
functioning. Sometimes, cleaning may be carried out using hazardous solvents having volatile organic compounds which contain
a range of air pollutants as well. Similarly, repair also produces
wastes in the form of filters, used gloves, hoses, grease containers,
packing materials and discarded components creating landfill
problems. The cumulative hazardous effects of these pollutants
cause climate change, loss of natural resources and adverse health
impacts.
Research on decreasing the detrimental impact of lubricants on
the environment, recommends the use of bio-degradable oils,
vegetable oils and process fluid lubrication like water lubrication.
Bronshteyn and Kreiner (1999) estimated that approximately 5e8%
energy savings are achievable by using energy efficient viscosityindex improved industrial lubricants by reducing churning and
friction losses. Synthetic lubricants, particularly synthetic ester
lubricants, derived from renewable resources give frictional benefits which offer positive energy reduction and considerable cost
savings (Lea, 2007). Effective tribological practices significantly
reduce the wear, extend the lubrication frequencies and reduce the
lubricant consumption. This will lead to energy savings through
reduced downtime, and with fewer waste disposal concerns. In this
way, improvements in tribological design and practices can reduce
the maintenance requirements and thereby, contributing to
sustainability.
2.3.2. Equipment design
The way the equipment is maintained is largely decided by its
design. Proper design facilitates an early assessment of maintenance environmental impact and helps in devising design modifications or in planning maintenance strategies. There are various
design attributes directly and indirectly deciding the ecofriendliness of the system; the important among these being
maintainability, reliability and material characteristics.
Incorporating maintainability into the system at the design
stage reduces the maintenance requirements. In this context,
design attributes like accessibility, modularity, disassemblability/
assemblability, simplicity and standardization gains importance.
Features of tribology such as longevity lubricants, long life lubrication, self-lubricating materials and coatings can significantly
improve maintainability of the systems (Wani and Gandhi, 2002).
Bringing simplicity in design by reducing weight and volume,
results in less intensive maintenance steps. Modular design helps in
maintenance as it reduces the repair time. Not only that, functional
upgradation is easier to achieve with modular products. Upgradeability of equipment equips the system to perform the added
Green maintenance requirements
Environmental
compatibility
Energy efficiency
Leakage prevention
Ease of maintenance
Minimum landfill
problems
Synthetic lubricants
derived from renewable
resources
Bio-degradable
lubricants and cleaning
agents
Upgradability during
maintenance
Waste treatment policy
Longevity materials
Tribo-materials, energy
efficient bearings and
lubricants
Paperless maintenance
management system
Minimizing unnecessary
travel and easy to
transport
Fig. 4. Green maintenance requirements.
Human health and
safety risks
Enforcing rules and
regulations
Proper lighting and
ventilation
Easy to follow and
safe maintenance
steps
Use of non-toxic
lubricants and
solvents
38
V.N. Ajukumar, O.P. Gandhi / Journal of Cleaner Production 51 (2013) 34e46
Table 1
Green maintenance requirements and environmentally conscious attributes.
S.No.
Requirements for green maintenance
Facilitating parameters of green maintenance
Environmentally conscious attributes
1
Low friction, noise and heat dissipation; minimum
requirement of lubricants; no leakage through
joints and seals; no ground water contamination.
Design of joints and seals, long life
bio-degradable oils; tribo-compatible
materials.
2
Ease of maintenance; remanufacturing
upgradeability; finished surfaces for low wear;
availability of bio-degradable components as
replacements
3
Minimum resource consumption; minimum
transportation requirements; paperless
maintenance management system;
4
Practice of environmental guidelines/standards;
waste disposal programs; availability of
maintenance support in the form of tools,
spares and personnel.
Long life lubricants; tribo-compatible materials with
self-lubricating property; energy efficient bearings;
bio-degradable lubricants; process fluid lubricants;
minimum/efficient joints to prevent leakage and use
of right gaskets and seals; filtering and reuse of used oils;
non-chlorinated and organic solvents for cleaning.
Maintainability enhancing attributes; use of standard
joining techniques; diagnosability; low material variety in
design; ergonomic work condition; biomimetic materials
with self-lubricating properties; design upgradable
components; treating and finishing surfaces; chemical
deposition techniques and use of surface coatings like
Diamond like Carbon (DLC) coating; reuse of used
materials; substitution with non-hazardous materials.
Plant layout catering to maintenance workflow; use of
natural lighting; maximize use of chain pulley blocks,
which can be mounted on jib cranes at several locations
in the maintenance area; use of natural drafts for
maintenance area ventilation; material handling facilities;
use of electronic work orders; use of color coding to
segregate preventive maintenance and emergency work
orders; use of remanufactured components as substituents.
Commitment to enforce regulations/standards; waste
treatment policy; auditing the impact of maintenance
activities on environment; availability of skilled technicians;
adequate training and motivation; consistent communication
on sustainable maintenance practices; computers in
inventory management; recycling policy.
requirements. Design for disassembly has been used as one of the
strategy for reducing environmental impact of product and disassembly is increasingly important in most industries due to significant increase in the quantity of used products being repaired or
serviced. Ease of disassembly enhances the serviceability and helps
in energy saving. For example, identification of optimum disassembly sequence reduces the total time of disassembly and
number of parts discarded into the environment, as otherwise
improper disassembly techniques damages the components to be
repaired, thereby increasing scrap rate. With advancement in
manufacturing technologies, complex products with miniaturized
components are introduced, which makes disassembly complicated; consuming greater amount of time and resources. In this
context, disassemblability of equipment assumes great significance
for products which are to be serviced frequently.
The selection of materials is also significant in reducing the
environmental load. For example, bio-degradable components and
components with self-lubricating properties enhance green design.
Materials with high recoverability rate, which are safe, reliable and
environmentally friendly, should be used. Efforts are on to have a
lower coefficient of friction and thereby lower energy consumption,
through the use of biomimetic materials and appropriate surface
morphological techniques. Incorporation of the mentioned design
features during the design stage has tremendous influence in
achieving green maintenance.
2.3.3. Plant design and layout
Plant layout and design is significant in reducing the overall
energy requirements during maintenance. Features like use of
overhead cranes will assist the transfer of assemblies/subassemblies with minimum energy requirement. Proper layout
will also reduce the transportation requirement. The plant should
be designed in such a way to utilize the maximum amount of
natural lighting and use of natural drafts for maintenance area
ventilation. It should also be designed for effective flow of maintenance waste. Potential impact factors regarding health of maintenance workers should be identified. With proper design of
Accessibility; disassemblability;
simplicity; modularity; surface
coating/texturing; remanufacturing
upgradeability.
Plant layout design features; electronic
work orders.
Management commitment;
communication, training and
motivation.
equipment and layout, maintenance time can be reduced significantly resulting in considerable saving of energy.
2.3.4. Manufacturing aspects of the product
Manufacturers can no longer continue to produce products
without considering how their products are maintained during its
service life. This aspect has been recognized by researchers and
consequently, the concepts of Environmentally Responsible Manufacturing (ERM) and Environmentally Conscious Manufacturing
(ECM) have evolved over the years. The ERM is intended for the
reduction and elimination of waste streams associated with the
design, manufacture, use and disposal of products and materials
(Melnyk and Handfield, 1995), while the ECM is concerned with
developing methods for manufacturing new products from conceptual design to final delivery and ultimately to the end-of-life
(EOL) disposal such that the environmental standards and
requirements are satisfied (Gungor and Gupta, 1999). During repair,
proper care has to be taken to segregate those components that can
be recycled. The recycled materials can again be used for manufacturing and this will reduce the requirement of fresh inventory.
Use of environmentally relevant materials also enhances green
options under maintenance. Compatibility of materials used is
another aspect, which needs to be considered much before manufacturing the equipment. The energy requirement for disassembly/assembly depends on the compatibility of mating
materials. All these point to the importance of manufacturing
aspects of a product in ensuring its green maintenance.
2.3.5. Maintenance practices including safety concerns
Success of green maintenance goes beyond the technical features of the equipment and is dependent on the maintenance
practices as well. Unhealthy practices followed in the maintenance
shop floor are a matter of concern for green maintenance enthusiast. Used gloves, gaskets, oil seals and filters, hoses, oil and grease
containers often creates landfill problems and should be disposed
of in approved disposal area. Degreasers, detergents and cleaning
agents resulting from cleaning should be prevented from flowing
V.N. Ajukumar, O.P. Gandhi / Journal of Cleaner Production 51 (2013) 34e46
into sewers, sinks, floor drains and water drainage systems. In
addition, there should be efforts at source reduction; through
housekeeping, followed by qualitative and quantitative characterization of waste streams to select appropriate treatment technology. Another aspect is to estimate the energy wastage in the
maintenance actions being carried out. Eco-friendly, readily biodegradable and non-toxic fluids are being regularly introduced into
the market. Along with this, life time lubrication or use of long life
lubricants will also go a long way in protecting the environment.
Following an effective environment-friendly preventive maintenance routine is a positive step toward the objective.
Green maintenance also has the responsibility of keeping the
work environment safe and reliable. Each repair step has to be
performed in a safe way, with appropriate protection of maintenance workers and others present in the workplace. Inadequate
and ill-timed maintenance may contribute to large-scale disasters,
with damaging consequences to human and environment.
Eco-friendly maintenance has the potential to reduce the
resource consumed during repair, but it may not change the condition of product retiring from the market because of technology
renovation (Sheng and Jukun, 2007). This results in discarding so
many technically obsolete components into the environment.
Remanufacturing is an effective way to reduce the environmental
impacts by upgrading the performance and in value recovery to
prolong product life. Remanufacturing is defined as manufacturing
process of recycling a machine or part by disassembling and
cleaning to a predetermined standard with defective components
being replaced by new, or reprocessed components (Berko-Boateng
et al., 1993). In remanufacturing, the products are completely disassembled and some parts are machined to like-new condition,
which sometimes include cosmetic operations (Ilgin and Gupta,
2010). With remanufacture, the performance of a system can be
upgraded in restoring value and therefore, remanufacturing capability should be considered as an essential step toward reducing the
negative environmental effect owing to technological obsolescence.
2.3.6. Management support
The recent standards of ISO-14040 (2006) have made it mandatory for manufacturers to carry out environmental implications
of their product at all stages of its life cycle to reduce environmental
hazards created due to solid waste and disposal, as well as on
methods to recycle the products. It also suggests the methods to be
adopted at the design stage for designing eco-friendly products.
Based on these, organizations are establishing policies concerning
the environmental impact in the matters of product design and on
maintenance activities to accommodate the green maintenance
concerns. In addition to these, integration is required in matters of
management commitment, employee empowerment, rewards,
feedback and review, and environmental performance. Management should be committed, in general, in implementing the environmental standards, involving employees in policy making,
communicating with them the environmental targets and imparting them proper training and education. They should define and
communicate with the staff, the policies and procedures that
develop a green culture toward waste reduction during maintenance. In addition, they should also monitor performance, carry
out environmental audit and take appropriate corrective actions
based on environmental efficiency. The organization should also
have a structure in place to enhance the reduction of waste generated during repair. Dismantled and discarded components should
be collected, classified, and stored and there should be a proper
mechanism to dispose the waste, keeping the plant environment
safe from environmental disaster. This is crucial in the current
scenario, where maintenance is to be completed in shorter downtime and with optimum use of resources.
39
3. Proposed integrated methodology of AHP, graph theory
and TOPSIS
The selection of an optimal design from green maintenance point
of view among a set of alternatives on the basis of environmentally
conscious attributes is a multiple attribute decision-making
(MADM) problem. Numerous techniques for MADM are in use like
AHP, TOPSIS, SAW and ELECTRE. Of these methods, TOPSIS and AHP
are the widely used decision-making methods. AHP is a decision
support procedure developed by Saaty (1994) for dealing with
complex, unstructured and multiple-criteria decisions. AHP is used
to arrive at a consensus decision in situations involving several
decision makers with different conflicting objectives and helps to
systematically compare and determine the priorities of the criteria
and sub-criteria (Tam and Tummala, 2001). The model enables the
problem to be structured in a hierarchical manner in terms of criteria and sub-criteria. Hwang and Yoon (1981) developed TOPSIS to
assess the alternatives, considering how far is each alternative from
ideal and negative ideal solution, and selecting the closest, relative
to the ideal solution as the best alternative.
In the literature, there are numerous applications of integrated
AHP-TOPSIS, which have been used for variety of analysis like; optimum maintenance strategy in textile industry (Shyjith et al., 2008),
evaluation of hazardous waste transportation firms (Gumus, 2009),
performance evaluation of Turkish cement firms (Ertugrul and
Karakasoglu, 2009), machine tool selection (Yurdakul and Tansel,
2009) weapon selection (Dagdeviren et al., 2009), customer-driven
product design process (Lin et al., 2008), aero-engine health assessment (Wang et al., 2010), operating system selection (Balli and
lu, 2009) and selection of environmentally conscious manuKorukog
facturing program (Sutapa and Panjaintan, 2011). In this work, an
integrated methodology of AHP, graph theory and TOPSIS has been
proposed with the objective of ranking design alternatives. AHP prioritizes the identified green maintenance requirements. Digraph
approach is used to establish the interrelationships among the identified design characteristics. TOPSIS evaluates design alternatives
based on environmental compatibility. Three major steps of the proposed integrated methodology are shown in Fig. 5.
The three steps (Fig. 5) are developed as follows:
Step 1 e Prioritization of green maintenance requirements
1.1 Consider a product/system which is to be designed and maintained with green maintenance perspective as the main objective.
1.2 Identify the green maintenance requirements for the system to
have eco-friendly maintenance.
1.3 Use AHP to evaluate the priority measure of green maintenance
requirements. The implementation procedure is described
stepwise as under.
1.3.1 Conduct the pair-wise comparisons of green maintainability
requirements by using the relative scale measurement shown in
Table 2 (Saaty, 1980). A total number of n(n 1)/2 pair-wise
comparisons is to be evaluated with n green maintainability
requirements. Let A represent an n n pair-wise comparison
matrix.
2
1
6 a21
6
A ¼ 6
6 /
4 /
an1
a12
1
/
/
an2
/
/
/
/
/
/
/
/
/
/
3
a1n
a2n 7
7
/ 7
7
/ 5
1
(2)
The matrix element aij (i, j ¼ 1, 2, ., n), represents the relative preference of the ith requirement over jth requirement.
The diagonal elements in the matrix A, are self-compared to
the green maintainability requirements, and thus aij ¼ 1. The
40
V.N. Ajukumar, O.P. Gandhi / Journal of Cleaner Production 51 (2013) 34e46
with i, j ¼ 1, 2, ., n.
1.3.3 This matrix is checked for consistency to ensure that the pairwise judgment is reasonable and acceptable. Let C denote an
n-dimensional column vector describing the sum of the
weighted values for the importance degree of the requirements, then
C ¼ [Ci]n 1 ¼ AWT, i ¼ 1, 2, ., n where;
Step 1
System considered for green maintenance
Identification of green maintenance requirements
Prioritization of green maintenance requirements
AHP
2
AW T
Identification of design characteristics facilitating
green maintenance
Graph theory
Step 2
Establish relationships between design
characteristics
Normalization
procedure
lmax ¼
Step 3
Obtain rating of design alternatives based on green
maintenance requirements using linguistic variables
TOPSIS
CI ¼
Ranking of design alternatives
Fig. 5. Roadmap of the methodology as illustrated in the paper.
values of off diagonal elements represent the strength of the
relative importance degree of the ith requirement compared
to the jth requirement. The relative importance of jth
requirement over ith requirement is given by, aji ¼ 1/aij,
where aij > 0, i s j.
1.3.2 The normalization of the geometric mean method is used to
determine the priority measure of the considered green
maintenance requirements. The priority weight, Wi, of the ith
requirement is given by
Wi ¼
11
n
aij A
j¼1
Pn
n
Y
i¼1
(3)
11
n
aij A
j¼1
Table 2
Numerical scale of relative judgment (aij) (Saaty, 1980).
Ratings
Judgment/preference
9
Extremely preferred
7
Very strongly preferred
5
Strongly preferred
3
Moderately preferred
1
Equally preferred
2, 4, 6 and 8 are used as intermittent values
3
a1n
a2n 7
7½ W
/ 5 1
1
/
/
Wn (4)
Pn
i¼1
cvi
(5)
n
With lmax value, a consistency index (CI) is estimated by
Calculate negative and positive ideal solutions and
separation measures
n
Y
/
/
/
/
The consistency values for the requirements are represented
by the vector V ¼ [cvi]1 x n with a typical element cvi defined
as cvi ¼ ci/Wi (i ¼ 1, 2, ., n). However, to avoid inconsistency
in the pair-wise comparison matrix, Saaty (1980) suggested
the use of the maximum eigenvalue, lmax, which can be
determined as
Establish relationship between green maintenance
requirements and design characteristics
Develop relative weightage of design characteristics
with respect to the requirements
1 a12
6 a21
1
¼ 6
4 /
/
an1 an2
2 3
c1
6/7
7
¼ 6
4/5
cn
lmax n
(6)
n1
If CI ¼ 0, the evaluation for the pair-wise comparison matrix
is implied to be perfectly consistent. The closer the maximum eigenvalue lmax is to n, the more consistent is the
evaluation. Judgment consistency is checked by the consistency ratio (CR), given by CR ¼ CI/RI, where RI is the random consistency index for matrices of size n, shown in
Table 3 (proposed by Saaty, 1980). This consistency checking
is important as it is normal that no two individuals may make
the same decision regarding comparison values. The pairwise comparison matrix is acceptable, if CR does not
exceed a value of 0.10. If it is more, the judgment matrix is
inconsistent and judgments should be retrieved and
improved to obtain a consistent matrix.
Step 2 e Relative weights of design characteristics
2.1 Identify the design characteristics which help in fulfilling the
green maintenance requirements.
2.2 Establish the relationships among the design characteristics.
This is required as the design characteristics critical in effecting
green maintenance are interlinked. Their interactions and
interrelationships can be easily represented through digraph.
This digraph consists of set of nodes N ¼ {ni}, with i ¼ 1, 2, ., M
and a set of directed edges E ¼ {eij}, where nodes represent the
design characteristics and the directed edges represent the way
in which they are linked to each other. For example, if design
characteristic represented by node ‘n1’ influence the design
characteristic represented by node ‘n2’, then a directed edge is
drawn from node ‘n1’ to node ‘n2’. In case, if both the features
are related to each other, then directed edges are drawn toward
Table 3
Average random consistency values (RI) (Saaty, 1980).
Size of matrix
Random consistency
1
0
2
0
3
0.58
4
0.9
5
1.12
6
1.24
7
1.32
8
1.41
9
1.45
10
1.49
V.N. Ajukumar, O.P. Gandhi / Journal of Cleaner Production 51 (2013) 34e46
each other. The digraph can be easily converted to matrix form
for mathematical processing (Jurkat and Ryser, 1966). The
strength of these interrelations can also be quantitatively
estimated using appropriate numerical scale.
2.3 Establish the relationships between green maintainability
requirements and design characteristics and prioritize the
design characteristics using a normalization procedure. The
interaction relationships between green maintainability
requirements and design characteristics provide designers
with an efficient means of designing systems with minimum
environmental impact during maintenance. Design characteristics are assessed based on the information regarding the
priority weights of green maintenance requirements, the
relationships between green maintenance requirements and
design characteristics, and the interrelationships among the
design characteristics. The normalized values show the correlation of the requirements with the design characteristics. Let
Qij denote the set of quantified relationship values between the
ith green maintenance requirements and the jth design characteristics. Normalization procedure as explained by
Wasserman (1993), is done as per Eq. (7).
Pm
k ¼ 1 Rik Ckj
Pm
i¼1
k ¼ 1 Rik Ckj
Qij ¼ Pn
(7)
where Ri,k denotes the relational coefficient corresponding to
the inter-dependency relationship between the ith maintenance requirement, i ¼ 1,2, ., n, and the kth design characteristics, k ¼ 1, 2, ., m, Ck,j denotes the value
corresponding to the closeness relationship between the kth
and jth design characteristics, k, j ¼ 1, 2, ., m. The weights
determined through Q, represent the importance of green
maintenance requirements to each design characteristics.
This is interpreted as the degree of attention that a designer
must reserve for each technical design characteristic while
developing the product. The design parameters having the
highest numerical values assume great significance in
determining the outcome of green maintenance. In this way,
the critical design parameters to be incorporated at the
design stage can be identified.
2.4 Develop the relative weightage of design characteristics. The
relative importance degrees of design characteristics for any
factor j can then be determined as
Xj ¼
n
X
Wi Qij
(8)
i¼1
The larger the value of X, the greater is the impact of design
characteristics on the environmental impact. The results of the
degrees of relative importance of design characteristics indicate
that the membership function of design characteristics, D, can
~ ¼ fX =D g, j ¼ 1,2, ., m, where Dj represents the
be written as D
j
j
jth design characteristic associated with a product.Step 3 e
Ranking of design alternatives.
The selection of competent design alternative is a complex job
and TOPSIS method based on the principles of multiple-criteria
decision making (MCDM) is employed. For this, the conceptual
design alternatives based on the identified relationships
between green maintenance requirements and design alternatives are to be rated. The rating is assigned using linguistic
variables to assess the design alternatives against all green
maintenance requirements. This is essential as performance
may not be precisely assessed, as unquantifiable and incomplete
information are more often involved. The linguistic variables
41
and their membership functions enable decision makers to deal
with uncertain, qualitative, and non-numerical judgments.
The decision matrix is shown in Table 4. It shows the alternatives, DAr (for r ¼ 1, 2, ., s), green maintenance requirements, Ri
(for i ¼ 1, 2, ., n), and the measures of performance of alternatives,
kri (for r ¼ 1, 2, ., s; i ¼ 1, 2, ., n).
In order to rate the performance of design alternatives against
all the green maintenance requirements, the linguistic variables are
defined. The membership functions express the degrees of membership of the corresponding linguistic variables. Chen and Hwang
(1992) proposed a numerical approximation system to systematically convert linguistic terms to their corresponding fuzzy numbers.
Based on this, Rao (2008) and Venkataswamy and Agrawal (1997),
used similar approach with an eleven point scale as shown in
Table 5.
The development steps of the TOPSIS method in ranking design
alternatives are explained as follows:
3.1 Establish a normalized decision matrix. Let U denote a normalized decision matrix representing the relative performance
of the generated design alternatives, with typical element Uri.
kri
Uri ¼ qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
Ps
2
r ¼ 1 kri
(9)
3.2 Calculate the weighted decision matrix. Let V denote a weighted decision matrix, then V ¼ {bri, i ¼ 1,2, ., n; r ¼ 1, 2, ., s},
bri ¼ Wi Uri
(10)
Wi is the importance degree for the ith green maintenance
requirement.
3.3 Determine the positive ideal solution (Sþ) and the negative
ideal solution (S) according to the weighted decision matrix.
The ideal solution is the best practical solution or it is made of
all the best performance scores. The Sþ and S are defined as
Sþ ¼ fðmax bri ; iεJÞorðmin bri ; iεJ 0 Þ; r ¼ 1; 2; .; sg
þ
þ
¼ bþ
1 ; b2 ; .; bn
(11)
S ¼ fðmax bri ; iεJÞorðmin bri ; iεJ 0 Þ; r ¼ 1; 2; .; sg
¼ b
1 ; b2 ; .; bn
(12)
where J ¼ {i ¼ 1,2, ., n and i is associated with the beneficial
requirements of bri}, and J0 ¼ {i ¼ 1, 2, ., n and i is associated
with non-beneficial requirements of bri}. Beneficial requirements are the one whose higher values are preferred for a given
application and non-beneficial requirements are the one whose
lower values are preferred.
Table 4
Decision matrix.
Alternatives
Green maintenance requirements
R1
R2
.
.
Rn
DA1
DA2
.
.
DAs
k11
k21
.
.
ks1
k12
k22
.
.
ks2
.
.
.
.
.
.
.
.
.
.
k1n
k2n
.
.
ksn
42
V.N. Ajukumar, O.P. Gandhi / Journal of Cleaner Production 51 (2013) 34e46
Table 5
Value of green maintenance requirements.
Qualitative measure of fulfillment
of green maintenance requirements
Assigned
values (kri)
Exceptionally low
Extremely low
Very low
Low
Below average
Average
Above average
High
Very high
Extremely high
Exceptionally high
0.045
0.135
0.255
0.335
0.410
0.500
0.590
0.665
0.745
0.865
0.955
Ir ¼
vffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
u n 2
uX
bri bþ
¼ t
i
; r ¼ 1; 2; .; s:
(13)
vffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
u n 2
uX
¼ t
bri b
i
; r ¼ 1; 2; .; s:
(14)
i¼1
bþ
r
i¼1
b
r
bþ
r þ br
; r ¼ 1; 2; .; s and 0 Ir 1:
(15)
3.6 Rank the preference order of competitive design alternatives
according to their relative closeness to the ideal solution. The
greater value of relative closeness represents a higher ranking
order among competitive design alternatives and will be
chosen as a recommended design alternative.
3.4 Measure the separation distance of each competitive design
alternative from the Sþ and the S. The distance of the considered design from ideal and non-ideal solution is considered
as a measure of similarity of this design to ideal and non-ideal
solution. A Euclidean distance method is used in this research.
Let bþ
r and br represent the distance of the ith design alternative from the Sþ and S, respectively.
bþ
r
3.5 Calculate the relative closeness or similarity degree to the ideal
solution for each design alternative. Let I denote an s-dimensional column vector describing the coefficient of relative
closeness to the ideal solution for competitive design alternatives, with typical element,
4. Demonstration of the methodology
An example of automotive valve operating mechanism is considered for illustrating the methodology. Valves, valve seats, valve
guides, and other accessories do require continuous monitoring
and upkeep, as their life is comparatively shorter than the overall
life of the engines and some other parts of the automobile that
require early replacement, which in turn may cause additional
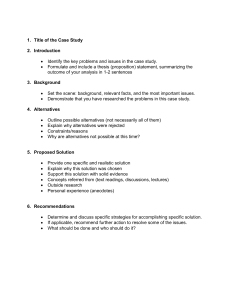
burden on the environment. Three design alternatives of a valve
driving system considered as shown in Fig. 6 are: (a) overhead valve
arrangement, (b) overhead camshaft operated by twin-rockers
(rockers are set up on each side of the cam to operate inlet and
exhaust valve), and (c) overhead camshaft with direct acting valves.
In overhead valve arrangement, the intake and exhaust valves are
Fig. 6. Three alternatives of valve operating mechanism.
V.N. Ajukumar, O.P. Gandhi / Journal of Cleaner Production 51 (2013) 34e46
located in the cylinder head, while the camshaft and lifters are
located in the engine block. Valve train components of this design
include lifters, pushrods, and rocker arms. In the overhead camshaft operated valve trains, the intake and exhaust valves are
located in the cylinder head along with the camshaft. The valves are
operated directly by the camshaft and follower, thereby eliminating
many of the moving parts required in the overhead valve engine.
Maintenance/repair work carried out, in general, in the valve
operating mechanism is checking of the valve lash (clearance
between the rocker arm and the tip of the valve stem when the
valve is fully closed). This clearance is desired to accommodate the
expansion of components in the valve train, as these heats up from
engine normal running. In addition, the valve mechanism is
repaired for other problems like sticking valves, bent valves, worn
or scored parts of valve train and excessive damage/cutting of
valves and valve seats. All these likely problems contribute to
excessive oil consumption, compression leak and valve train noise.
Maintenance procedures involved use of solvents, lubricants,
cleaning agents and procedures/resources to upgrade the performance or to conduct repair.
The maintenance of valve trains involves mainly servicing of
valves, valve guides and valve seats. These tasks further necessitate
cleaning, refacing or grinding valves, refacing valve stem tips,
replacement of worn out parts, valve spring inspection, etc. Based
on the discussion in Section 2, the green maintenance requirements
for the valve operating mechanism are identified, which are grouped under five generic requirements as under:
Leakage prevention to prevent soil and water contamination
(R1)
Minimum landfill problems (R2)
Maximum use of degradable, and less eco-toxic lubricants and
cleaning agents (R3)
Upgradation of performance during repair (R4)
Minimum energy and resource consumption, and maximum
time efficiency (R5)
These green maintenance requirements are prioritized to
identify the more important of requirements from the less significant ones using the AHP approach explained in step 1.3, Section
3. Matrix, Eq. (16), shows the pair-wise comparison matrix, where
the requirements are compared against each other on a numerical
scale (Table 2) according to relative importance. Refer sub-step 1.3.1
of Section 3 for details.
2
1
61
6
A ¼ 6
63
42
5
1
1
2
2
3
1=3
1=2
1
1=3
4
1=2
1=2
3
1
3
43
comparison matrix is checked for its consistency based on procedure mentioned in sub-step 1.3.3. The consistency ratio obtained is
0.0586, which is less than the acceptable standard of 0.10. Therefore, the consistency matrix is acceptable with the priority weights
valid and consistent.
The objective of reduced negative environmental impact cannot
be materialized unless the designers are responsive toward the
green maintenance requirements. It is expected that they will
properly map the requirements with the design characteristics and
bridge the gap. These design characteristics are intended to represent features of the design directly controllable by the designers
or practicing engineers. The design characteristics, which help in
fulfilling the above mentioned requirements have been identified
in the next step (i.e. step 2.1, Section 3). The identified design
characteristics are: Design of joints and seals (D1), Ease of access to
parts and assemblies (D2), Reduced material diversity (D3), Long life
bio-degradable oils (D4), Reliable and durable materials and
materials with tribo-compatibility (D5), Diagnosability (D6), Simplicity in design (D7), Surface coating/texturing (D8) and Ease of
disassembly/assembly (D9).
These design characteristics (D1eD9) are interlinked or interdependent, i.e. one design characteristic has got the influence on
the others. The interrelationship digraph (Fig. 7) has been developed as per step 2.2, Section 3 and it shows the interrelationships
among the nine design characteristics. The strength of the interrelationships is assessed on a scale of 1, 3 and 5 (linear interval scale
e Franceschini and Rupil, 1999), which represents weak, medium
and strong interactions respectively. Table 7 shows all such interactive characteristics quantified on the chosen scale.
It is desirable to see the role of design characteristics in meeting
the green maintenance requirements, which will help to reduce the
negative environmental effect. Therefore, the relationships
between the design characteristics and the requirements must be
established. The effect of the identified design characteristics in
meeting the requirements has been quantified using the earlier
adopted scale of 1, 3 and 5, where 1 represents weak influence, 3
medium and 5 strong influences respectively. Table 8 shows the
influence characteristics matrix.
Normalization procedure is applied to values shown in influence
characteristics matrix as explained in step 2.3, Section 3. Table 9
shows result of the normalization.
D8
D9
3
1=5
1=3 7
7
1=4 7
7
1=3 5
1
(16)
D1
D7
The weightages for the five identified requirements are evaluated based on Eq. (3) and are shown in the last column of Table 6.
Refer sub-step 1.3.2 of Section 3 for the details. The pair-wise
Table 6
Requirements and their weightage.
D2
S.No.
Requirement list
Weightage
1
Leakage prevention to prevent soil and
water contamination
Landfill problems
Degradable and less eco-toxic lubricants
and cleaning agents
Upgrading performance during repair
Minimum energy and resource consumption
and maximum time efficiency
0.0778
2
3
4
5
D6
D3
D5
0.0960
0.2263
D4
0.1361
0.4638
Fig. 7. Interrelationship digraph.
44
V.N. Ajukumar, O.P. Gandhi / Journal of Cleaner Production 51 (2013) 34e46
Table 7
Design dependence matrix (Cik values in Eq. (7)).
D1
D2
D3
D4
D5
D6
D7
D8
D9
D1
D2
D3
D4
D5
D6
D7
D8
D9
0
0
0
0
1
0
0
0
0
1
0
0
0
0
0
3
0
0
0
0
0
0
1
0
0
0
0
0
0
0
0
0
0
0
1
0
0
0
0
0
0
0
0
1
0
1
3
0
0
0
0
3
0
5
1
0
1
0
0
0
0
0
0
0
1
0
1
0
0
1
0
0
3
5
3
0
0
0
5
0
0
Table 8
Influence characteristics matrix (Rik values in Eq. (7)).
R1
R2
R3
R4
R5
2
0:335
P ¼ 4 0:590
0:500
D1
D2
D3
D4
D5
D6
D7
D8
D9
5
0
0
0
3
0
1
0
3
3
0
3
0
1
3
5
1
3
1
1
0
3
0
1
1
0
1
0
1
3
3
3
0
3
5
0
0
0
3
1
0
1
0
5
5
0:3975
U ¼ 4 0:7000
0:5933
0:590
0:590
0:665
0:500
0:335
0:590
3
0:255
0:335 5
0:500
(17)
0:5355
0:5355
0:6531
0:5530
0:5530
0:6232
0:5933
0:3975
0:7000
3
0:3901
0:5125 5
0:7650
(18)
The weighted normalized decision matrix, V, is also established
by multiplying the normalized decision matrix by its associated
weights. This is as per Eq. (10), step 3.2, Section 3.
2
Determination of the relative importance measures of design
characteristics (X) is based on the priority weights of green maintenance requirements, and the normalized correlation coefficients
between green maintenance requirements and design characteristics. The relative importance degree of a design characteristic
represents the influence of that design characteristic in satisfying
the green maintenance requirement. The value of X for each of the
design characteristics D1, D2, ., D9 is obtained based on Eq. (8)
(Refer step 2.4, Section 3) and these are 0.0032, 0.0568, 0.0032,
0.0032, 0.0032, 0.1641, 0.0189, 0.0284 and 0.1830, respectively.
Here, Ease of Disassembly/Assembly, (D9), is having the highest
relative importance measure. A larger the value of X indicates a
greater impact of the design characteristics on the environmental
load. This relative importance measure is a significant parameter
for the designer in taking effective steps to reduce negative environmental effect.
In a design environment, various design alternatives can be
developed that meet the functional needs and the designer will
select the best design alternative. Here, the objective is to select the
design alternative, which will leave minimum negative environmental impact during maintenance. Therefore, the design alternatives are evaluated based on their performance with respect to
the green maintenance requirements. Decision matrix is prepared
as a first step in this regard. The structure of the decision matrix is
as follows and is based on Table 4.
DAr represents the design alternatives, with r ¼ 1, 2 and 3
(Fig. 6(a)e(c)); Ri represents the ith green maintenance requirements, i ¼ 1e5, related to rth alternative. The numerical values
represent the performance rating of each alternative DAr with
respect to each green maintenance requirement. The numerical
0:410
0:410
0:500
The TOPSIS method is applied to evaluate the three design
alternatives. The normalized decision matrix, U, is established using
Eq. (9), given in step 3.1, Section 3 and the resultant matrix is shown
as Eq. (18).
2
Design characteristics
Green maintenance
requirements
values are assigned as per linguistic qualitative measure, Table 5.
The use of linguistic variable makes the evaluation process more
realistic and has been implemented by various researchers (Rao,
2006; Rao and Davim, 2008). The developed decision matrix, P, is
shown as matrix, Eq. (17).
0:0309
V ¼ 4 0:0545
0:0462
0:0514
0:0514
0:0627
0:1251
0:1251
0:1410
0:0807
0:0541
0:0953
3
0:1809
0:2377 5
0:3548
(19)
Based on the results of V, the positive ideal solution is obtained
as {0.0545, 0.0627, 0.1410, 0.0953 and 0.3548}; while negative ideal
solution is obtained as {0.0309, 0.0514, 0.1251, 0.0541 and 0.1809}.
Refer Eqs. (11) and (12) in step 3.2, Section 3 for the details. The
separation distance measures, bþ
r and br , of each design alternative
from the positive and negative ideal solutions are respectively
(0.1772, 0.1257, 0.0083) and (0.0266, 0.0615, 0.1804). These are
based on Eqs. (13) and (14) respectively, as explained in step 3.4,
Section 3. The relative closeness, Ir, for each design alternative to
the ideal solution is also determined using Eq. (15), step 3.5, Section
3, which is: (0.1305, 0.3285, 0.9560). The evaluation of green
maintenance characteristics of the design alternatives is done
based on the relative closeness values. The ranking of the alternatives are DA3eDA2eDA1, from most preferable to the least. If the
best one is needed to be selected, then the alternative DA3 must be
chosen because of having the highest Ir value.
The proposed approach is capable of helping designers to systematically consider relevant eco-friendly design information and
effectively determine the key objectives and optimum conceptual
alternatives. It takes into consideration, the design characteristics,
their interrelationships and attempts to map the green maintenance requirements with the relevant design features. The procedure further evaluates and identifies the design characteristics
that are critical to a specific set of green maintenance requirements.
The overall relationships of green maintenance requirements to all
design characteristics were compared and ranked to determine the
most suitable set of design characteristics for a recommended
design alternative. In this way, the adopted procedure helps in
Table 9
Normalized influence characteristics matrix (NVij values).
Requirements
R1
R2
R3
R4
R5
Design characteristics
D1
D2
D3
D4
D5
D6
D7
D8
D9
0
0.0435
0
0.0099
0.0068
0.1972
0.1304
0
0.0891
0.1224
0
0.0435
0
0.0099
0.0068
0
0
0.2381
0.0197
0.0065
0
0
0.2381
0.0197
0.0065
0.1972
0.2464
0
0.4257
0.3537
0.0704
0.0435
0
0.0099
0.0408
0.1127
0.0725
1
0.0693
0.0612
0.4225
0.4203
0
0.3267
0.3946
V.N. Ajukumar, O.P. Gandhi / Journal of Cleaner Production 51 (2013) 34e46
identifying the critical design parameters which are relevant in
minimizing the negative environmental impact and it is quite
practical to implement at the design stage. But, it is to be noted that
all features essential to have an effective green maintenance cannot
be incorporated at the design stage, as design is mostly a trade-off
between various design options under a constrained environment.
Therefore, a comprehensive approach is desirable considering the
operational aspects of maintenance including the maintenance
strategies adopted, waste treatment/disposal policies, energy utilization/wastage in repair steps and other organizational practices.
5. Conclusions
In this work, an integrated approach involving; AHP, graph
theory and TOPSIS, is applied to evaluate a set of suitable design
alternatives of a mechanical system for a specific set of requirements with green maintenance as an objective. The evaluation
outcome helps in choosing a more suitable design alternative for a
specific set of green maintenance requirements with minimal
environmental impact and helps in assessing the level to which
green maintenance aspects are incorporated in the design. It also
shows how the green maintenance requirements can be taken care
of by prioritizing the design characteristics and focusing attention
on these. This paper emphasizes that the strategy for a product
design should not be centered only on functionality, but should also
take into account important issue such as environmental compatibility during maintenance. But it is difficult to integrate all factors
in a design model as holistic approach is preferred in design and not
to focus on any one aspect, be it, design for maintainability, design
for environment or any other DFX parameter. Therefore, it is necessary during maintenance that certain checklists or environmental
guidelines be followed. In this way, the green maintenance enabled
design and operations can bring considerable reductions in energy
consumption and waste generation during maintenance, which
will help in the development of sustainable products and enable
the future generation to survive and prosper.
References
Anand, A., Wani, M.F., 2010. Product life-cycle modelling and evaluation at the
conceptual design stage: a digraph and matrix approach. Transactions of the
ASME, Journal of Mechanical Design 132, 091010e091019.
Babi
c, M., 2001. Nature of tribology e maintenance relation. Tribology in Industry
23 (1,2), 21e27.
lu, S., 2009. Operating system selection using fuzzy AHP and TOPSIS
Balli, S., Korukog
methods. Mathematical and Computational Applications 14 (2), 119e130.
Berko-Boateng, V.B., Azar, J., DeJong, E., Yander, G.A., 1993. Asset recycle management e a total approach to product design for the environment. In: International Symposium on Electronics and the Environment. IEEE, Arlington, VA,
pp. 19e31.
Bronshteyn, L.A., Kreiner, J.H., 1999. Energy efficiency of industrial oils. Tribology
Transactions 42 (4), 771e776.
Chen, S.J., Hwang, C.L., 1992. Fuzzy Multiple Attribute Decision Making: Methods
and Applications. In: Lecture Notes in Economics and Mathematical Systems.
Springer-Verlag, Berlin.
Dagdeviren, M., Yavuz, S., Kılınç, N., 2009. Weapon selection using the AHP and
TOPSIS methods under fuzzy environment. Expert Systems with Applications
36 (4), 8143e8151.
Ertugrul, I., Karakasoglu, N., 2009. Performance evaluation of Turkish cement firms
with fuzzy analytic hierarchy process and TOPSIS methods. Expert Systems
with Applications 36 (1), 702e715.
Franceschini, F., Rupil, A., 1999. Rating scale and prioritization in QFD. International
Journal of Quality and Reliability Management 16 (1), 85e97.
Fukushige, S., Yamamoto, K., Umeda, Y., 2012. Lifecycle scenario design for product
end-of-life strategy. Journal of Remanufacturing 2 (1), 1e15.
Gumus, A.T., 2009. Evaluation of hazardous waste transportation firms by using a
step fuzzy AHP and TOPSIS methodology. Expert Systems with Applications 36
(2), 4067e4074.
Gungor, A., Gupta, S.M., 1999. Issues in environmentally conscious manufacturing
and product recovery: a survey. Computers and Industrial Engineering 36 (4),
811e853.
Holmberg, K., 2001. Reliability aspects of tribology. Tribology International 34,
801e808.
45
Holmberg, K., Mathews, A., 2009. In: Briswe, B.J. (Ed.), Coatings tribology e properties, mechanisms, techniques and applications in surface engineeringTribology and Interface Engineering Series, second ed., vol. 56.
Hundal, M.S., 1998. Electrical Appliances: Safety and Human Considerations. Second
Nord Design 98 Seminar on Engineering Design. KTH, Stockholm, pp. 299e304.
Hwang, C.L., Yoon, K., 1981. Multiple Attribute Decision Making: Method and
Applications. Springer-Verlag, New York, NY.
Ijeoma, K., Achi, O.K., 2011. Industrial effluents and their impact on water quality of
receiving rivers in Nigeria. Journal of Applied Technology in Environmental
Sanitation 1 (1), 75e86.
Ilgin, M.A., Gupta, S.M., 2010. Environmentally conscious manufacturing and
product recovery (ECMPRO): a review of the state of the art. Journal of Environmental Management 91, 563e591.
Ishi, K., 1995. Life-cycle engineering design. Transactions of the ASME, Journal of
Mechanical Design 117, 42e47.
ISO-14040, 2006. Environment Management-life Cycle Assessment e Principles and
Framework. www.iso.org.
Jurkat, W.B., Ryser, H.J., 1966. Matrix factorization of determinants and permanents.
Journal of Algebra 3, 1e11.
Kato, K., 2011. Industrial tribology in the past and future. Tribology Online 6 (1), 1e9.
Kuo, T.C., Chang, S.H., Huang, S.H., 2006. Environmentally conscious design by using
fuzzy multi-attribute decision-making. International Journal of Advanced
Manufacturing Technology 29, 209e215.
Lea, C., 2007. Energy savings through use of advanced biodegradable lubricants.
Industrial Lubricants and Tribology 59 (3), 132e136.
Lin, M.C., Wang, C.C., Chen, M.S., Chang, C.A., 2008. Using AHP and TOPSIS
approaches in customer driven product design process. Computers in Industry
59, 17e31.
Madu, C.N., Kuei, C., Madu, I.E., 2002. A hierarchic metric approach for integration of
green issues in manufacturing: a paper recycling application. Journal of Environmental Management 64, 261e272.
Masui, K., Sakao, T., Kobayashi, M., Inaba, A., 2003. Applying quality function
deployment to environmentally conscious design. International Journal of
Quality and Reliability Management 20 (1), 90e106.
Melnyk, S.A., Handfield, R.B., 1995. Environmentally responsible manufacturing. In:
APICS Conference, Orlando, USA.
Nosonovsky, M., Bhushan, B., 2010. Green tribology: principles, research areas and
challenges. Philosophical Transactions of the Royal Society of London, Series A:
Mathematical, Physical & Engineering Sciences 368 (1929), 4677e4694.
Ramani, K., Ramanujan, D., Bernstein, W.Z., Zhao, F., Sutherland, J.W., Handwerker, C.,
Choi, J.K., Kim, H., Thurston, D., 2010. Integrated sustainable life cycle design: a
review. Transactions of the ASME, Journal of Mechanical Design 132 (9), 091004.
Rao, R.V., 2006. A material selection model using graph theory and matrix
approach. Materials Science and Engineering: A 431, 248e255.
Rao, R.V., 2008. Evaluation of environmentally conscious manufacturing programs
using multiple attribute decision making methods. Proceedings of the IMechE,
Part B: Journal of Engineering Manufacture 222, 441e451.
Rao, R.V., Davim, J.P., 2008. A decision-making framework model for material
selection using a combined multiple attribute decision-making method. International Journal of Manufacturing Technology 35, 751e760.
Saaty, T.L., 1980. Analytic Hierarchy Process. McGraw Hill, New York, NY.
Saaty, T.L., 1994. How to make a decision: the analytic hierarchy process. Interfaces
24 (6), 19e43.
Sangodoyin, A.Y., 1991. Groundwater and surface pollution by open refuse dump in
Ibadan, Nigeria. Journal of Discovery and Innovations 3 (1), 24e31.
Santos-Reyes, D.E., Lawlor-Wright, T., 2001. A design for the environment methodology to support an environmental management system. Integrated Manufacturing Systems 12 (5), 323e332.
Sasaki, S., 2010. Environmental friendly tribology (eco-tribology). Journal of
Mechanical Science and Technology 24, 67e71.
Sheng, Z., Jukun, Y., 2007. Remanufacturing Upgrade for Green Maintenance.
Remanufacturing Technology Committee of CAPE, Beijing 100072.
Shyjith, K., Ilangkumaran, M., Kumanan, S., 2008. Multi-criteria decision-making
approach to evaluate optimum maintenance strategy in textile industry. Journal of Quality in Maintenance Engineering 14 (4), 375e386.
Sutapa, I.N., Panjaintan, T.W.S., 2011. Selection of environmentally conscious manufacturing’s program using multi-criteria decision making: a case study in
electronic company. Industrial Engineering and Management Sciences 10 (2),
123e127.
Sy, M., Mascle, C., 2011. Product design analysis based on life cycle features. Journal
of Engineering Design 22 (6), 387e406.
Tam, M.C.Y., Tummala, V.M.R., 2001. An application of the AHP in vendor selection
of a telecommunications system. Omega e International Journal of Management Science 29, 171e182.
Venkataswamy, R., Agrawal, V.P., 1997. A digraph approach to quality evaluation of
an automotive vehicle. Quality Engineering 9, 405e417.
Wage, S.A., 2007. Re-considering product design: a practical “road-map” for integration of sustainability issues. Journal of Cleaner Production 15, 638e649.
Wang, J., Fan, K., Wang, W., 2010. Integration of fuzzy AHP and FPP with TOPSIS
methodology for aeroengine health assessment. Expert Systems with Applications 37, 8516e8526.
Wani, M.F., Gandhi, O.P., 2002. Maintainability design and evaluation of mechanical
systems based on tribology. Reliability Engineering and System Safety 72,181e188.
Wasserman, G.S., 1993. On how to prioritize design requirements during the QFD
planning process. IIE Transactions 25 (3), 59e65.
46
V.N. Ajukumar, O.P. Gandhi / Journal of Cleaner Production 51 (2013) 34e46
Watkins, R.D., Kleban, S.D., Luger, G.F., 1995. Expert system support for environmentally conscious manufacturing. International Journal of Environmentally
Conscious Design & Manufacturing 4 (2), 53e66.
Xue, Q., Zhang, Y., Li, J., 2007. Development of industrial tribology in China. Tribology Online 2 (1), 10e13.
Yang, Q.Z., 2007. Life cycle assessment in sustainable product design. SIMTech
Technical Reports 8 (1), 57e64.
Yurdakul, M., Tansel, I.Y., 2009. Analysis of the benefit generated by using fuzzy
numbers in a TOPSIS model developed for machine tool selection problems.
Journal of Materials Processing Technology 209 (1), 310e317.