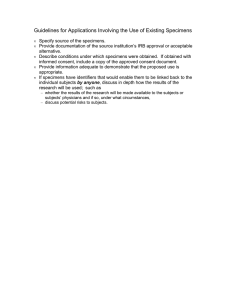
Engineering Failure Analysis 21 (2012) 9–20 Contents lists available at SciVerse ScienceDirect Engineering Failure Analysis journal homepage: www.elsevier.com/locate/engfailanal Effect of repeated weld-repairs on microstructure, texture, impact properties and corrosion properties of AISI 304L stainless steel Chun-Ming Lin a,⇑, Hsien-Lung Tsai a, Chun-Der Cheng a, Cheng Yang b a b Department of Mechanical Engineering, National Taiwan University of Science and Technology, Taipei 10673, Taiwan Materials and Electro-Optics Research Division, Chung-Shan Institute of Science and Technology, Lungtan, Taoyuan 32544, Taiwan a r t i c l e i n f o Article history: Received 2 March 2011 Received in revised form 7 November 2011 Accepted 17 November 2011 Available online 8 December 2011 Keywords: Weld repairs Heat-affected zone Texture Fracture Corrosion a b s t r a c t An investigation is performed into the effects of repeated weld-repairs on the microstructural and mechanical properties of AISI 304L stainless steel. In preparing the specimens, the root weld is fabricated using gas tungsten arc welding (GTAW). The weld bead is then ground away, and the weld is repaired using shielded metal arc welding (SMAW). Two different weld-repair specimens are fabricated, namely one specimen repaired just one time (designated as WD-1) and one specimen repaired five times (designated as WD-5). The microstructures of the base metal (BM), WD-1 and WD-5 specimens are investigated using optical microscopy (OM), X-ray diffraction (XRD), scanning electron microscopy (SEM), transmission electron microscopy (TEM), and electron back scattering diffraction (EBSD). The results show that the microstructures of all three specimens comprise a BCC solid solution austenite matrix with interspersed ferrite phrase. The EBSD results show that the number of weldP repairs has no significant effect on the 1 boundaries of the fusion zone (FZ). In addition, no significant difference is observed in the texture orientations of the heat affected zone (HAZ) and the base metal (BM) regions of the WD-1 specimen. However, in the WD-5 specimen, the HAZ has a preferred orientation in the (1 1 1) plane, whereas the BM has a preferred orientation in the (2 1 2) plane. The grain boundaries (GBs) character results show that the P low-energy coincident site lattice of the grain boundaries ( CSL GBs) are formed predominantly in the HAZs of the two weld-repair specimens. Moreover, the fraction of low angle grain boundaries decreases with an increasing number of weld repairs, the high-energy P CSL GBs remained similar to those of the HAZs in the WD-1 and WD-5 specimens. The impact test results show that the number of weld-repairs has no significant effect on the impact strength of the specimens, but affects the fracture characteristics. Finally, the corrosion test results show that the BM and HAZ of the WD-1 and WD-5 specimens exhibit significant corrosion following immersion in a 3.5% NaCl solution. The depth of the corrosion pitting increases with an increasing number of weld-repairs due to the corresponding increase in the amount of short ferrite phase in the austenite matrix. Ó 2011 Published by Elsevier Ltd. 1. Introduction AISI 304L stainless steel has good mechanical properties at elevated temperatures, good corrosion resistance, and adequate weldability [1,2]. As a result, it is widely used throughout the chemical and nuclear industries. However, it is frequently necessary to carry out weld-repairs on the structural components used within such industries in order to prolong ⇑ Corresponding author. Address: Department of Mechanical Engineering, National Taiwan University of Science and Technology, 43 Keelung Road, Section 4, Taipei 10673, Taiwan. Tel.: +886 2 2737 3141x7304; fax: +886 2 2737 6460. E-mail address: D9503503@mail.ntust.edu.tw (C.-M. Lin). 1350-6307/$ - see front matter Ó 2011 Published by Elsevier Ltd. doi:10.1016/j.engfailanal.2011.11.014 10 C.-M. Lin et al. / Engineering Failure Analysis 21 (2012) 9–20 their service lives [3–5]. Thus, according to the GB50236-97 and -98 standards [6,7], no more than two repair welds should be performed in the same area. Although the literature contains a small number of studies on the effects of repeated-weld repairs [8,9], a systematic investigation into the effects of multiple weld-repairs on the microstructure and mechanical properties of AISI 304L stainless steel has not been performed. Accordingly, this study fabricates two weld-repair AISI 304L stainless steel specimens (one repaired just one time and another repaired five times), and then examines the effect of the number of weld-repairs on the microstructure, texture, impact properties and corrosion properties of the weldments. 2. Experimental The chemical composition of the as-received AISI 304L stainless steel was as follows: 0.043C–18.12Cr–8.10Ni–1.16Mn– 0.55Si–0.034P–0.002S–0.035 N (wt.%). V-shaped butt welds with the dimensions shown in Fig. 1(a) were prepared by a qualified welder using a single-pass gas tungsten arc welding (GTAW) method. The weld bead was then removed using a grinder, and the weld was repaired using the shielded metal arc welding (SMAW) method. A second specimen was prepared in which the weld was repaired five times. The two specimens were designated as WD-1 and WD-5, respectively. The GTAW and SMAW welding processes were performed using ER308L and E308L-16 filler metals, respectively, with the chemical compositions shown in Table 1. The corresponding welding parameters are shown in Table 2. In every case, the specimens were welded in a direction perpendicular to the rolling direction. Detailed microstructural observations were carried out in the fusion zone (FZ), heat-affected zone (HAZ) and base metal (BM) region of the two weld-repair specimens (see Fig. 1(b)). For comparison purposes, microstructural observations were also performed of the original (i.e., unwelded) AISI 304L stainless steel. The specimens for microstructural examination were polished mechanically and were then etched chemically in an acetic picric solution (10 ml HNO3 + 30 ml HCl) for 10–45 s. The surface of each specimen was observed using optical microscopy (OM, Olympus BH-2) and scanning electron microscopy (SEM, JEOL JSM-6390 LA). The chemical composition and element distribution were determined using energy dispersive X-ray spectrometry (EDS). The crystalline phases were identified using Xray diffraction (XRD, Rigaku D/Max-2500 diffractometer with Cu Ka radiation) with a scanning speed of 1°/min, and radiation conditions of 30 kV and 50 mA. Meanwhile, the precipitate phases were identified by transmission electron microscopy (TEM, JEOL 2000FXII, Lab6 Gun, Scanning Transmission Electron Microscope) using thin-foil specimens prepared using conventional thinning, electron polishing and ion milling processes. The morphological orientation and coincident site lattice of the grain P boundaries ( CSL GBs) in the BM, FZ and HAZ regions of the two weld-repair specimens were examined using a field emission scanning electron microscope (FE-SEM, JEOL JSM-6390 LA) integrated with an electron back scattering diffraction (EBSD) Fig. 1. (a) Dimensions of weldment specimens; (b) schematic illustration showing regions of interest when evaluating microstructural characteristics and corrosion properties of various specimens; and (c) schematic illustrations of impact test specimen. (Note that illustrations are not to scale, and dimensions are in mm.) 11 C.-M. Lin et al. / Engineering Failure Analysis 21 (2012) 9–20 Table 1 Filler metal composition (unit: wt.%). Filler metal Cr Ni C Mo Mn Si P S Cu Fe ER308L ER308L-16 19.95 18.87 10.39 9.81 0.016 0.023 0.08 0.075 1.87 0.635 0.48 0.469 0.022 0.037 0.004 0.011 0.11 0.124 Bal. Bal. Table 2 Welding parameters. Pass Welding process 1 2 3 4 5 GTAW SMAW Filler metal Class Diameter (mm) ER308L ER308L-16 2.4 3.2 Current (A) Voltage (V) Travel speed (cm/min) Heat input (KJ/cm) Interpass temperature (°C) 129 120 15 24 25 23 25 12 8 13 13 12 8.7 19.4 12.5 11.5 13.5 23 39 37 46 79 system. In preparing the EBSD specimens, the surface was polished mechanically with emery paper of grit nos. 120, 240, 400, 600, 800, 1000, 1200, 2000, 2500 and 4000 before final polishing with 0.25 lm diamond suspensions. The EBSD patterns were acquired using an acceleration voltage of 20 kV, a specimen tilt of 70°, and scanning steps appropriate for 0.8 lm 0.8 lm grid cells. The impact properties of the WD-1 and WD-5 specimens were evaluated at a temperature of 40 °C using an impact test machine (copyright, QC-639K). As shown in Fig. 1(c), the tests were performed using notch type A specimens (dimensions: 55 mm 10 mm 10 mm) prepared in accordance with the ASTM E-23 standard [10]. The shape of the butt type was modified (single V joint configuration), and the specimen was welded into the modified shape to obtain the HAZ location in a straight line. This shape was used to evaluate the toughness of the AISI 304L stainless steel from the specimens. Finally, the electrochemical corrosion properties of the three specimens when immersed in a 3.5% NaCl solution at room temperature were determined using a potentiodynamic method (Note that calibration was performed in accordance with the ASTM G59 test standard [11].) Each specimen was scanned potentiodynamically at a rate of 1 m Vs 1 from an initial potential of 0.5 VSCE to a final potential of 1.5 VSCE. Following the immersion tests, the extent of the corrosion damage on the specimen surface was evaluated using a SEM and a 3D-surface micro-figure measurement (3D-SMFM) system. 3. Results and discussion 3.1. Microstructural properties Fig. 2 presents optical microscopy (OM) images of the original (i.e., unwelded) AISI 304L stainless steel BM, and the FZ/ HAZ regions of the WD-1 and WD-5 specimens, respectively. In general, the images show that the solidified microstructures of the BM specimen, and the HAZs of the two weld-repair specimens, are comprised of an austenite matrix and interspersed ferrite precipitates. Fig. 3 presents the XRD analysis results for the BM specimen and the HAZ regions of the WD-1 and WD-5 specimens. The results show that all three specimens have a BCC solid solution structure. Furthermore, a broadening of the Bragg peaks is observed in both the BM specimen and in the two weld-repair specimens. This is thought to be caused by the ferrite precipitates within the austenite matrix (see Fig. 2). Note that this inference is consistent with the findings of previous studies [12–15]. This fact was confirmed using a TEM bright-field image and the corresponding SAD pattern analysis, as shown in Fig. 4. The analyses were carried out in the AISI 304L stainless steel specimens at various location of the BM, the HAZ of the WD-1 and WD-5. The images confirm the existence of a two-phase microstructure, consisting of an austenite matrix and ferrite precipitates. The images presented in Fig. 4(b) and (c) suggest that the ferrite phase within the HAZs of the WD-1 and WD-5 specimens is the result of phase transformation. Specifically, the ferrite phase is partially dissolved within the austenite matrix in the WD-1 specimen (Fig. 4(b)), but the ferrite phase was transformed into an austenite matrix in which precipitates were dispersed, as shown in Fig. 4(c), in accordance with the phase transformation path (i.e., diffusion-controlled transformation) on the constant Fe vertical section of the Fe–Cr–Ni phase diagram [16,17]. At the initial stage of phase transformation, in the BM specimen (Fig. 4(a)), the microstructure comprises an austenite matrix and lathy ferrite phase. However, in the WD-1 specimen (Fig. 4(b)), the lathy ferrite precipitates become narrower and shorter as a result of the solute diffusion of the filler metal elements. However, in the WD-5 specimen (Fig. 4(c)), the lathy ferrite precipitates are transformed into shorter ferrite precipitates as a result of the increased solute diffusion. 3.2. Electron back scattered diffraction analysis Fig. 5 shows the texture orientations and grain distributions of the AISI 304L stainless steel BM, HAZs/FZs of the WD-1 and WD-5 specimens. The inverse pole figures indicate that the BM specimen and the HAZ of the WD-1 specimen have similar 12 C.-M. Lin et al. / Engineering Failure Analysis 21 (2012) 9–20 Fig. 2. Microstructures of AISI 304L stainless steel specimens: (a) BM, (b) FZ/HAZ of WD-1, and (c) FZ/HAZ of WD-5. Fig. 3. XRD patterns of BM, HAZ of WD-1, and HAZ of WD-5. texture inhomogeneities in the transverse direction. However, in the WD-5 specimen, the preferred orientation of the HAZ is in the (1 1 1) plane, while that of the BM and the HAZ of the WD-1 are in the (2 1 2) plane. In addition, the preferred orientation of the FZ is in the (0 0 1) plane, while that of the FZs of the WD-1 and WD-5 specimens, no specific texture orientation C.-M. Lin et al. / Engineering Failure Analysis 21 (2012) 9–20 13 Fig. 4. TEM microstructures of AISI 304L stainless steel specimens: (a) BM, (b) HAZ of WD-1, (c) HAZ of WD-5; (d) SAD pattern of austenite matrix, and (e) SAD pattern of ferrite phase. is observed in the FZ of the two weld-repair specimens. Note that the latter observation is consistent with the findings reported in [14,16,17]. The difference in orientation of the HAZ of the WD-5 specimen relative to that of the WD-1 specimen is the result of the greater accumulated heat input during the welding repair process, which affects the grain formation. P Fig. 6 presents the EBSD results for the CSL GBs of the AISI 304L stainless steel BM, the FZ and the HAZs of the WD-1 and WD-5 specimens (Note that of the FZs of the WD-1 and WD-5 specimens, no specific texture orientation is observed in the FZ P of the two weld-repair specimens). The results presented in Fig. 6a show that the fraction of 1 boundaries (with angle of misorientation) in the BM, FZ, and HAZs of the WD-1 and WD-5 specimens is equal to 3%, 5%, 9% and 16%, respectively. An P analysis of the EBSD data revealed that the bulk of the 1 boundaries in the weld-repair specimens belong to subgrains boundaries by annealing treatment in HAZ of the WD-5, which has a significant change. Therefore, the FZs of the WD-1 P and WD-5 specimens has 1 boundaries similarly. Fig. 6(b) presents typical results of the experiments carried out to measure grain boundaries (GBs) character distribution P (i.e., CSL GBs) for the distribution of the grain boundary characteristics in the BM, FZ and HAZs of the two weld-repair specP imens. In addition, the CSL GBs have a significant effect on the grain boundary energy (GBE) [18–21]. As discussed above, P the results presented that low-energy CSL GBs are formed predominantly in the HAZs of the two weld-repair specimens. Moreover, the fraction of low angle grain boundaries (LAGBs) decreases with an increasing number of weld repairs, (i.e., the P 1- CSL GBs in the HAZs of the WD-1 and WD-5 specimens decrease by 4% and 11%, respectively, relative to those of the BM, P P while the CSL GBs in the FZs of the two weld-repair specimens reduce by 2%) due to the large number of CSL GBs in the HAZ of the WD-1 specimen, the precipitation of chromium carbides at the grain boundaries during cooling is suppressed, the P relatively greater reduction of the CSL GBs in the HAZ of the WD-5 specimen results from the higher grain boundary mobilP ity induced by the greater accumulated input heat. In addition, an analysis of the data revealed that high-energy CSL GBs are formed in the FZ and HAZs of the two weld-repair specimens. The results presented in Fig. 6b show that the high-energy P CSL GBs in the FZ are similar to those in the HAZ. In addition, the HAZs of the WD-1 and WD-5 specimens with modified 14 C.-M. Lin et al. / Engineering Failure Analysis 21 (2012) 9–20 Fig. 5. Texture inverse pole figures of BM, WD-1, and WD-5. P microstructure experienced a significant reduction in effective grain boundary energy, because the 3 coherent twin boundaries have different energies, depending on whether they have a tilt or twin nature, which is based on the percentage fraction P of 3 coherent twin boundaries that is observed in the BM, FZ, and HAZs of the WD-1 and WD-5 specimens (i.e., 43%, 22%, P 9% and 4%, respectively), although the CSL GBs notation in both cases remains the same. The boundary nature can also be affected by the presence of solute. C.-M. Lin et al. / Engineering Failure Analysis 21 (2012) 9–20 15 P Fig. 6. Coincident site lattice fractions of AISI 304L stainless steel specimens: (a) CSL GBs fraction and (b) coincident site number fraction. (Note that results are presented for the BM specimen, the FZ of the two weld-repair specimens, and the HAZs of the WD-1 and WD-5 specimens.) 3.3. Impact properties analysis Table 3 summarizes the impact properties (i.e., lateral expansion and impact strength) of the AISI 304L stainless steel BM specimen and the HAZs of the two weld-repair specimens. It can be seen that the impact strength of the BM is higher than that of the HAZ in both weld-repair specimens. However, the impact strengths of the HAZs in the WD-1 and WD-5 specimens are similar, namely 185 ± 5 J and 180 ± 6 J, respectively. The difference in impact values of the BM specimen and the two weld-repair specimens, respectively, leads to a corresponding difference in the fracture surface morphologies, as shown in Fig. 7. The fracture surfaces of the BM specimen and WD-1 specimen, respectively, contain inter-granular fractures and shear dimples or microvoids, which imply a brittle fracture mode. By contrast, the fracture surface of the WD-5 specimen contains trans-granular fractures and dimples, which suggest a ductile failure mode. As the number of weld-repairs increases, the grain boundary energy (GBE) increases, since the number of LAGBs decreases. The increased GBE prompts a change in the fracture mechanism from inter-granular fracture to trans-granular fracture, and thus the HAZ in the WD-5 specimen fails in a ductile manner. The GBE in the HAZ of the WD-1 specimen is lower than that in the WD-5 specimen since only one weld-repair is performed. As a result, the GBE is insufficient to prompt a change in the fracture mechanism, and thus the fracture surface is similar to that of the BM specimen. 3.4. Corrosion properties analysis The electrochemical corrosion properties of the AISI 304 stainless steel BM specimen and the two weld-repair specimens when immersed in a 3.5% NaCl solution were evaluated using a potentiodynamic polarization method. The corresponding Table 3 Impact properties of AISI 304L stainless steel BM and two weld-repair specimens. Impact strength (J) Base metal WD-1 WD-5 187 ± 15 185 ± 5 180 ± 6 16 C.-M. Lin et al. / Engineering Failure Analysis 21 (2012) 9–20 Fig. 7. SEM micrographs of impact fracture surfaces: (a) BM and HAZ of WD-1 and (b) HAZ of WD-5. polarization curves are shown in Fig. 8, while the measured values of the electrochemical parameters are listed in Table 4. As shown in Fig. 8, the region of passivation in the HAZ of the WD-5 specimen is narrower than that in the BM specimen or the HAZ of the WD-1 specimen. The results presented in Table 4 shows that the corrosion potentials for the BM specimen and the two weld-repair specimens range from 0.20 to 0.44 V, while the pitting potentials range from 0.16 to 0.35 V. The BM specimen and the HAZ of the WD-1 specimen both have a high corrosion potential and a high pitting potential. The parent region on the corrosion potential curve of the WD-5 specimen is around 0.44 V. It was reported in [2,18–23] that the enhanced chloride sensitivity of the HAZ in stainless steel specimens following repeated welding is the result of the transformation of the original lathy ferrite phases in the austenite matrix into a fine distribution of short ferrite precipitates. Similarly, the higher corrosion current density of the WD-5 specimen in the present study is attributable to the greater number of short ferrite phases in the matrix. The HAZ of the WD-1 specimen is more easily passivated and more corrosion resistant in 3.5% NaCl solution than that of the WD-5 specimen. The results show that for the WD-5 specimen, the corrosion resistance of the AISI 304 stainless steel containing ferrite phases can be adversely affected by the presence of short ferrite phases, because these phases are susceptible to corrosion; its potential differed considerably from that of the matrix. The Cl Fig. 8. Potentiodynamic curves of AISI 304 stainless steel base metal, WD-1, and WD-5 in 3.5% NaCl solution at 25 °C. 17 C.-M. Lin et al. / Engineering Failure Analysis 21 (2012) 9–20 Table 4 Electrochemical properties of AISI 304L stainless steel BM and two weld-repair specimens when immersed in 3.5% NaCl solution at 25 °C. Ecorr (VSCE) Base metal WD-1 WD-5 0.20 0.17 0.44 icorr (A cm 1.29 10 3.5 10 1.82 10 2 9 9 8 ) Epit (VSCE) ipit (A cm 2 0.35 0.29 0.16 6.99 10 1.97 10 5.09 10 7 ) 6 5 Ecorr: corrosion potential, icorr: corrosion current density, Epit: pitting potential, ipit: pitting current density. ions preferentially attacked this susceptible area (short ferrite phases). This preferential attack was attributed to the fact that the presence of ferrite phases in the AISI 304 stainless steel degraded the corrosion resistance and led to corrosion. Figs. 9 and 10 present the surface morphology characteristics of the corroded BM specimen and the HAZs of the two weldrepair specimens. As shown in Fig. 9(a) and (b), the corroded surfaces of the BM and WD-1 specimens contain a small num- Fig. 9. Surface morphologies of AISI 304L stainless steel specimens following corrosion test: (a) BM, (b) HAZ of WD-1, and (c) HAZ of WD-5. 18 C.-M. Lin et al. / Engineering Failure Analysis 21 (2012) 9–20 Fig. 10. Surface morphology analysis of AISI 304L stainless steel specimens following corrosion test: (a) BM, (b) shallow pitting in HAZ of WD-1, (c) deep pitting in HAZ of WD-1, and (d) HAZ of WD-5. ber of large circular morphology pits and a few long sharp pits. By contrast, the surface of the HAZ in the WD-5 specimen contains a large number of very small, deep pits, as shown in Fig. 9(c). The 3D-SMFM results presented in Fig. 10 shows that the pitting depth in the BM, WD-1 and WD-5 specimens is equal to 4.69 lm, 8.75–10.83 lm, and 38.94 lm, respectively. The C.-M. Lin et al. / Engineering Failure Analysis 21 (2012) 9–20 19 Fig. 10 (continued) pitting potential and passive current density results (Fig. 8 and Table 4) yield a clear insight into the susceptibility of these P regions to pitting formation. As shown in Table 4, Furthermore, the CSL GBs in the HAZs of the WD-1 and WD-5 specimens are 9% and 16%, respectively (Fig. 6(a)). In other words, it is inferred that the corrosion properties of the WD-1 and WD-5 P specimens are positively correlated with the number of 1 boundaries. Specifically, the corrosion sensitivity of the weldrepair specimens in 3.5% NaCl increases with an increasing number of weld-repairs due to the corresponding increase in the grain boundary strain energy. 4. Conclusions This study has investigated the microstructural, texture, impact and corrosion properties of AISI 304L stainless steel following single and multiple weld-repairs, respectively. The results have shown that the microstructures of the BM specimen and the HAZ regions of the two weld-repair specimens (i.e., one specimen with a single weld-repair (WD-1) and one specimen with five weld-repairs (WD-5)) all consist of an austenite matrix with interspersed ferrite phases. It has been shown that repeated weld-repairs induce a transformation of the ferrite phase within the matrix. Specifically, as the number of weld-repairs increases, the amount of lathy ferrite phase reduces, leading to a corresponding increase in the amount of short ferrite phase. The texture orientation of the HAZ of the WD-1 specimen is similar to that of the BM. However, the texture orientation of the HAZ in the WD-5 specimen is significantly different from that of the BM as a result of the heat accumulated in the weldment during the repair process. In addition, the grain boundaries character results show that the low-energy P CSL GBs are formed predominantly in the HAZs of the two weld-repair specimens. Moreover, the fraction of low angle P grain boundaries decreases with an increasing number of weld repairs, the high-energy CSL GBs remained similar to those of the HAZs in the WD-1 and WD-5 specimens. The impact test results have shown that the impact strengths of the BM specimen and the WD-1 and WD-5 specimens, respectively, which state that the BM has higher impact strength than the two weld-repair specimens. However, a difference exists in the fracture features of the three specimens. Specifically, the fracture surface of the WD-5 specimen is characterized by inter-granular fracture features due to the higher grain boundary energy induced by the greater number of weld-repairs. By contrast, the fracture surfaces of the BM and WD-1 specimens are characterized by inter-granular fracture features, due to the lower grain boundary energy. It has been shown that the HAZ of the WD-5 specimen is more sensitive to corrosion than the BM specimen or the WD-1 specimen when immersed in a 3.5% NaCl solution. The greater sensitivity of the WD-5 specimen is thought to be the result of the higher grain boundary energy induced by the repeated weld-repair process, which prompts a greater transformation of the lathy ferrite phase to short ferrite precipitates, and therefore increases the number of corrosion attack sites. Acknowledgment The authors gratefully acknowledge the financial support provided to this study by the Chung-Shan Institute of Science and Technology, Taiwan. References [1] AL-Khalidy N. Enthalpy technique for solution of Stefan problems: application to the keyhole plasma arc welding process involving moving heat source. Int Commun Heat Mass Transfer 1995;22:779–90. [2] Stoenescu R, Schäublin R, Gavillet D, Baluc N. Welding-induced microstructure in austenitic stainless steels before and after neutron irradiation. J Nucl Mater 1996;360:186–95. 20 C.-M. Lin et al. / Engineering Failure Analysis 21 (2012) 9–20 [3] Suutala N, Takalo T, Moisio T. The relationship between solidification and microstructure in austenitic and austenitic–ferritic stainless steel welds. Metall Trans A 1979;10A:512–4. [4] Woollin P. Developments in fusion welding of stainless steels. Weld Metal Fabr 1994;62:18–26. [5] Kokawa H, Shimada M, Michiuchi M, Wang ZJ, Sato YS. Arrest of weld-decay in 304 austenitic stainless steel by twin-induced grain boundary engineering. Acta Mater 2007;55:5401–7. [6] GB Standard 50236-97. GB, China; 1999. [7] GB Standard 50236-98. GB, China; 1999. [8] Lai MO, Fong HS. Effect of repeated repairs on the strength of welded joints. Weld J 1989:28–30. [9] ASTM Standard E-23. ASTM, PA; 1998. [10] Shamardin VK, Bulanova TM, Golovanov VN, Neustroyev VS, Povstyanko AV, Ostrovsky ZE. Change in the properties of Fe–Cr–Ni and Fe–Cr–Mn austenitic steels under mixed and fast neutron irradiation. J Nucl Mater 1996;233–237:162–8. [11] ASTM Standard G59-97. ASTM, PA; 2009. [12] Harjo S, Tomota Y, Ono M. Measurements of thermal residual elastic strains in ferrite–austenite Fe–Cr–Ni alloys by neutron and X-ray diffractions. Acta Mater 1998;47:353–62. [13] ElSawy HA. Characterization of the GTAW fusion line phases for superferritic stainless steel weldments. J Mater Process Technol 2001;118:127–31. [14] Ha XH, Jang SW, Bang WH, Yun US, Oh KH. Texture evolution in weld region of SUS-304 Stainless steel and TRIP steel. Mater Sci Forum 2002;402– 412:1377–82. [15] Yang S, Wang Z, Kokawa H, Sato YS. Reassessment of the effects of laser surface melting on IGC of SUS 304. Mater Sci Eng A 2008;474:112–9. [16] Chowdhurya SG, Singhb R. The influence of recrystallized structure and texture on the sensitization behaviour of a stable austenitic stainless steel (AISIL). Scripta Mater 2008;58:1102–5. [17] Nikitin I, Besel M. Correlation between residual stress and plastic strain amplitude during low cycle fatigue of mechanically surface treated austenitic stainless steel AISI 304 and ferritic–pearlitic steel SAE 1045. Mater Sci Eng A 2008;491:297–303. [18] Palumbo G, Erb U, Aust KT. Structure dependence of intergranular corrosion in purity nickel. Acta Mater 1990;38(11):2343–52. [19] Palumbo G, Erb U, Aust KT. Influence of grain boundary character distribution on sensitization and intergranular corrosion of Alloy 600. Scripta Mater 1995;33:1387–92. [20] Kokawa H, Sato M. Grain-boundary structure and precipitation in sensitized austenitic stainless steel. J Mater 2000;52(7):34–7. [21] Lu BT, Chen ZK, Luo JL, Patchett BM, Xu ZH. Specific adsorption of tetraalkylammonium cations on the 1,2-dicloroethane/water interface. Electrochim Acta 2005;50:135–9. [22] Srinivasan PB, SatishKumar MP. Microstructural and electrochemical characterization of a thin-section dissimilar stainless steel weld joint. Mater Chem Phys 2009;115:179–84. [23] Garcia C, de Tiedra MP, Blanco Y, Martin O, Martin F. Intergranular corrosion of welded joints of austenitic stainless steels studied by using an electrochemical minicell. Corros Sci 2008;50:2390–7.