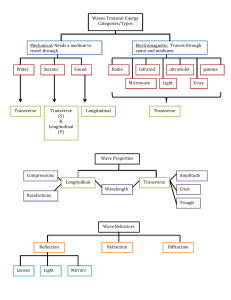
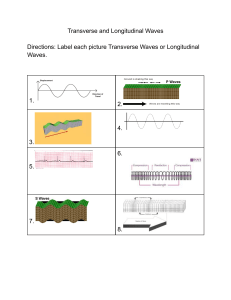
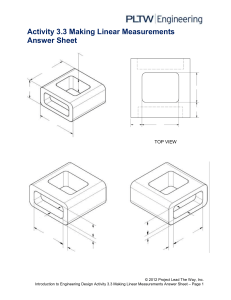
226 The strength of fillet welds under longitudinal and transverse shear: a paradox D. J . LAURIEKENNEDY AND GARYJ. KRNIAK Department of Civil Engineering, UniversiQ of Alberta, Edmonton, Alta., Canada T6G 2G7 Can. J. Civ. Eng. Downloaded from www.nrcresearchpress.com by SAVANNAHRIVNATLABBF on 11/13/14 For personal use only. Received March 23, 1984 Revised manuscript accepted August 17, 1984 Fillet welds loaded only by transverse forces exhibit considerably greater strength than those loaded only by longitudinal forces. Current design standards in North America generally base the strength on the minimum value obtained in the longitudinal direction and consider that the strength is independent of the direction of loading. These standards require as well, that fillet welds loaded simultaneously by both longitudinal and transverse components be designed such that the vector sum of the components does not exceed the longitudinal strength. Experimental data, although limited, indicate that this vector approach is very conservative. Some standards do allow an ultimate strength analysis, although the method is not given. The transverse strength of fillet welds is about 1.45 times the longitudinal strength, and for angles of loading of up to 45' from the longitudinal axis, welds with transverse components have longitudinal capacities in excess of the longitudinal strength. Based on available test data, two alternative interaction relationships are proposed for the design of fillet welds loaded simultaneously by longitudinal and transverse forces. Key words: connections, design, fillet welds, longitudinal strength, transverse strength, steel. La resistance des cordons de soudure d'angle soumis a des forces transversales et considerablement plus tlevte que celle des cordons de soudure soumis a des forces longitudinales. La plupart des normes nord-americaines ne tiennent generalement compte que de la valeur minimale obtenue sous une charge longitudinale et considerent que la resistance d'un cordon de soudure est independante de la direction de la charge. I1 en risulte que tout cordon de soudure d'angle soumis 2 la fois a des forces transversales et longitudinales devra Ctre calcult pour que la resultante vectorielle de ces forces soit infkrieure la resistance longitudinale du cordon de soudure. Quelques essais ont montri que cette f a ~ o nde faire est tres securitaire. La resistance d'un cordon de soudure d'angle transversal est approximativement 1,45 fois celle d'un cordon de soudure longitudinal, et pour des cordons obliques dont I'angle avec la direction de la charge vaie de 0 a 45", la presence d'une composante transversale rend le cordon apte supporter une composante longitudinale superieure a sa resistance aux charges uniquement longitudinales. FondCes sur des resultats exgrimentaux, deux relations sont proposees pour le calcul des cordons de soudure d'angle soumis 2 la fois a des forces transversales et longitudinales. Mots clks: assemblages, calculs, soudure d'angle, resistance longitudinale, resistance transversale, acier. [Traduit par la revue] Can. 1. Civ. Eng. 12, 226-231 (1985) Introduction Clause 13.13.4 of CSA Standard CAN3-S 16.1-M78, "Steel structures for buildings-limit states design" (CSA 1978) gives a method for the analysis and design of fillet welds required to resist a combination of longitudinal and transverse shear forces. There it is stated that the vector sum of factored longitudinal and transverse shear loads shall not exceed certain factored resistances. In the 1984 edition of the standard it is proposed that an acceptable ultimate strength analysis may be used instead, although a method of analysis is not given. This proposal is similar to the requirement presently contained in CSA Standard W59-1982, "Welded steel construction (metal arc welding)" (CSA 1982). When calculating the strength of fillet welds by the vector sum method, a designer must determine the factored resistance by considering two different failure modes: fracture of the weld metal through the weld throat and yielding at the weld-to-base metal interface. The respective equations are [ l ] V , = 0.50+AWX, and [2] V , = 0.66+AmF, The vector sum of the longitudinal and transverse shear forces in any combination of magnitudes and orientation is not to exceed either of these resistances. The requirements of clause 13.13.4 expressed in the form of a dimensionless interaction equation, without resistance factors, are As shown in Fig. 1, this plots as a circle. No distinction is made between the strengths of welds loaded transversely and longitudinally. Equation [3] is statically admissible, does not violate strength requirements, and represents a lower bound to the strength of fillet welds. Butler and Kulak (1971), however, have shown that the strength and ductility of o KATO and MORlTA (1969) Can. J. Civ. Eng. Downloaded from www.nrcresearchpress.com by SAVANNAHRIVNATLABBF on 11/13/14 For personal use only. 0 BUTLER and KULAK (1971) CLARK (1971 FIG. 1. Comparison of interaction diagrams with test data. fillet welds vary with the angle of loading, as has been recognized in developing the tables for eccentrically loaded welds given in the CISC Handbook of steel construction (CISC 1980). Analysis of test results Using a series of tests on weld specimens as shown in Fig. 2, Butler and Kulak (1971) derived an empirical relationship to describe the ultimate strength of 114 in. (6.3 mm) fillet welds as a function of angle of loading: This equation in nondimensional form, when V, for a longitudinal weld is taken as 10.9 kip/in. (1.9 kN/mm), as determined by Butler and Kulak, is VB '51 = 10 10 + 0 + 0.6550 This equation was originally presented in the graphical form shown in Fig. 3. Equation [5] can also be plotted equation, as in Fig. in the form of an relating the longitudinal strength of a fillet weld to its mnsvene strength for any. angle of loading 0. The longitudinal andtransverse strengths can be expressed in terms of Ve/VUas - where 0 is in degrees (1 kip/in. = 0175 kN/mm). The test specimens used were all designed to fail in the weld prior to rupture in the plates. The steel plates were made from CSA G40.12 steel, which had a specified minimum yield strength of 44 ksi (303 MPa) and a specified minimum tensile strength of 62 ksi (428 MPa). The welds joining the test specimens were made using AWS E60XX electrodes required to have a minimum ultimate strength of 60 ksi (414 MPa). VL VB [61 - = - cos Vu vu VT VB [7] - = - sin 0 VU VU Figure 1 shows paradoxically that the ultimate longitudinal strength of a weld is increased when a transverse shear component exists up to the point where the transverse shear is about equal to the longitudinal corn- Can. J. Civ. Eng. Downloaded from www.nrcresearchpress.com by SAVANNAHRIVNATLABBF on 11/13/14 For personal use only. CAN. 1. CIV. ENG. VOL. 12, 1985 t LONGITUDINAL W E L D SPECIMEN - 1-1 TRANSVERSE WELD SPECIMEN I f 0 0 30 90 60 e C (Degrees) FIG.3. Ultimate capacity of fillet welds as a function of angle of loading (Butler and Kulak 1971). and Kulak (1971). The test data of Kato and Morita (1969), Butler and Kulak (1971), and Clark (1971) are plotted in Fig. 1 together with the interaction equation INCLINED W E L D SPECIMEN of S16.1 and the curve determined from Butler and Kulak (1971). FIG.2. Weld specimens (Butler and Kulak 1971). Biggs et al. (1981) have presented experimental results for fillet welds loaded at varying angles. Much of ponent, that is, 8 = 450. onlybeyond this angle does their investigation was aimed at determining the rethe transverse component reduce the longitudinal lationship beb~eenangle of loading and the correspondstrength of the weld. ~h~ ultimate strength of a weld ing orientation of the fracture plane within a fillet weld. loaded transversely was found by ~~~l~~and ~ ~to l They ~ also k studied the relationship between tensile and be 1.45 times the ultimate longitudinal strength as shear stress on the failure plane of a fillet weld. shown in Fig. 1. Discussion Other researchers have also investigated the variation Figure 1 shows that, over a large range of angles of in strength of fillet welds as a function of direction of load. Kato and Morita (1969) tested longitudinal and the load to the direction of weld axis, both the longitransverse weld specimens and observed the strength tudinal and transverse strengths of fillet welds are condifferences in the two weld orientations as reported by siderably larger than the strength of a fillet weld failing on a 45" shear plane as given in CAN3-S16.1-M78. Butler and Kulak (1971). Kato and Morita (1974), using both an approximate This comparison is apparently only valid when failure elasticity solution and a finite element analysis, con- occurs through the weld and not on the fusion face. By tinued their study on the static strength behaviour of comparing [I] with [2] and noting that the ratio of the fillet welds. Their theoretical analyses showed that area of the fusion face to the 45" throat area is 1.414 it transverse fillet welds could be up to 46% stronger than is noted that failure by yielding on the fusion face is longitudinal fillet welds. The failure plane of transverse predicted to occur by CAN3-S 16.1 only when welds has a greater area than that of longitudinal welds. F , < 0.534XU The plane with maximum shear stress lies at 22.5" to the weld-to-base metal interface as compared with 45" for This does not occur for the combinations of commonly the longitudinal welds. used steels and electrodes as given in Table 3-22 of the Clark (1971) tested 8 mm fillet welds and presented ClSC Handbook of steel construction. load-deformation relationships similar to that of Butler The paradox exists when considering the capacity of 229 NOTES @ Can. J. Civ. Eng. Downloaded from www.nrcresearchpress.com by SAVANNAHRIVNATLABBF on 11/13/14 For personal use only. 0 1 .o KATO and MORITA (1969) BUTLER and KULAK ( 1971 CLARK (1971) BUTLER and KULAK ( 1971) EQUATION [53 0 0 CAN3-S16.1 - M 7 " - "SQUARE INTERACTION DIAGRAM I I W COMMISSION X V EQUATION [8] n I , , , - , ,., FIG.4. Comparison of interaction diagrams with test data. a fillet weld loaded by both longitudinal and transverse forces as shown in Fig. 1. For a range of 0 from 0" to about 45" a fillet weld is capable of canying a greater longitudinal load than when the weld has no transverse load component. Restated, a fillet weld has an enhanced resistance to longitudinal forces when an external transverse force, within this range, is also imposed. The increase in longitudinal strength is as much as 1.2 times at about an angle of 20". Consider an end plate welded with fillet welds transverse to a beam web. The transverse end shear on the beam will result in a longitudinal shear in the weld. As the end of the beam rotates under load, transverse shears will be developed in the weld from the relatively small moments developed in the end connection. These transverse shears, provided they do not exceed the longitudinal shear,- may actually enhance the weld strength rather than detract from it. The requirements of CSA Standard CAN3-Sl6.1M78, "Steel structures for buildings-limit states design" taken from CSA Standard W59- 1977, "Welded steel construction (metal arc welding) (CSA 1977)and equivalent to fillet weld resistances in other standards such as ANSI/AWS Dl.1-83 (AWS 1983), which require the transverse and longitudinal shear stress components to be added vectorallyare, therefore, quite conservative. The International Institute of Welding (IIW 1980) recommends that transverse fillet weld capacities be set 1.22 times larger than equivalent longitudinal fillet welds. No interaction relationship was proposed for inclined fillet welds; however, the IIW (1976) proposed a failure criterion for inclined fillet welds which leads to the following elliptic interaction expression: From Fig. 4, [5] and [8] give a more realistic evaluation of the ultimate strength of fillet welds with transverse and longitudinal shear stress components as compared with CAN3-S 16.1-M78. Figure 4 shows a comparison of existing and proposed interaction curves for the ultimate strength of inclined fillet welds. An interaction equation that closely fits the test results of Butler and Kulak is the parabolic equation 230 CAN. J. CIV. ENG. VOL. 12, 1985 Can. J. Civ. Eng. Downloaded from www.nrcresearchpress.com by SAVANNAHRIVNATLABBF on 11/13/14 For personal use only. 6. A parametric study is currently underway to provide more experimental data. as plotted on this figure. A less complicated approach, and nearly always conservative, would be to not add the shears vectorally but simply to compute the transverse and longitudinal components and compare the larger of the two with ultimate longitudinal resistance. This is equivalent to stating that the transverse and longitudinal shears are independent -that is, that the interaction diagram is a square. The question of weld deformation characteristics has not been addressed herein. Clark has noted that the current vector addition technique for selecting welds (as specified by CAN3-S 16.1-M78) implies a variable margin of safety for the weld-a margin that is larger when only a transverse shear force is being resisted. This may be desirable because transverse fillet welds fail in a less ductile mode than do longitudinal welds, as noted both by Clark and by Butler and Kulak. In addition, Clark considers that laboratory test specimens may exhibit greater ductility .than full-size fillet welded structures. This factor may also be important in selecting a desirable fillet weld interaction relationship. A parametric study is currently underway to investigate variation of base metal and geometric and material properties to delineate the applicability of the interaction expressions presented. Summary and conclusions 1. Current design standards generally base the strength of fillet welds, subject to loads acting at an angle to the weld axis, on the strength in the longitudinal direction. The longitudinal and transverse shear components are added vectorally and compared with the longitudinal strength. An exception to this is found in CSA Standard W59-1982, where a designer may instead choose to select fillet welds using an acceptable ultimate strength analysis. No method of analysis is however given. 2. Tests reported in the literature show that the transverse strength is about 1.45 times the longitudinal strength though the ductility is reduced. 3. An analysis of the strength of welds, as reported in the literature, shows that for angles of loading up to 45" from the weld axis the transverse component actually enhances the longitudinal strength by up to 1.2 times at an angle of about 20". 4. Based on the limited data available, a parabolic interaction diagram for the, strength of welds is proposed to take this variation into account. 5. Alternatively, it is proposed that, conservatively, the interaction diagram be taken as a square, i.e. the transverse and longitudinal components are considered to be independent. Acknowledgements Support for this work has been provided by the Natural Sciences and Engineering Research Council to D. J. L. Kennedy under account No. 5833. AWS. 1983. Structural welding code-steel, ANSI/AWS D l . 1-83. American Welding Society, Miami, FL. BIGGS,M. S., CROFTS, M. R., HIGGS, J. D., MARTIN, L. H., and TzoGrus, A. 1981. Failure of fillet weld connections subject to static loading. Joints in Structural Steelwork, Proceedings of the International Conference held at Teeside Polytechnic, Pentech Press, London, England, pp. 1.92- 1.109. BUTLER,L. J., and KULAK,G. L. 1971. Strength of fillet welds as a function of direction of load. American Welding Society Journal, Research Supplement, 50, pp. 23 1s-234s. CISC. 1980. Handbook of steel construction, 3rd ed. Canadian Institute of Steel Construction, WiIlowdale, Ontario. CSA. 1977. Welded steel construction (metal arc welding), W59-1977. Canadian Standards Association, Rexdale, Ontario. 1978. Steel structures for buildings-limit states design, CAN3-S 16.1-M78. Canadian Standards Association, Rexdale, Ontario. 1982. Welded steel construction (metal arc welding), W59-1982. Canadian Standards Association, Rexdale, Ontario. CLARK,P. J. 1971. Basis of design for fillet-welded joints under static loading, improving welded product design. Vol. 1. The Welding Institute, Cambridge, England, pp. 85-96. IIW. 1976. Commission XV, Calculation of welded constructions subject to static loading, International Institute of Welding. Welding In the World, 14, pp. 133- 148. 1980. Commission XV, Deformation curves of fillet welds, Doc. No. XV-467-80. International Institute of Welding, London. KATO,B., and MORITA,K. 1969. The strength of fillet welded joints, Doc. No. XV-267-69. International Institute of Welding. 1974. Strength of transverse fillet welded joints. American Welding Society Journal, Research Supplement, 53, pp. 59s-64s. List of symbols A, area of fusion face A, minimum effective throat area of fillet weld F , specified minimum yield strength VL longitudinal shear force V , factored shear resistance of a fillet weld VT transverse shear force V , ultimate shear resistance of a fillet weld loaded by a longitudinal force only NOTES ultimate shear resistance of a fillet weld loaded by a force acting at an angle of 0" to the longitudinal axis of the weld Xu ultimate strength of weld metal as rated by the Electrode Classification number Can. J. Civ. Eng. Downloaded from www.nrcresearchpress.com by SAVANNAHRIVNATLABBF on 11/13/14 For personal use only. V, 0 performance factor angle between the line of action of external force and the longitudinal axis of the resisting weld element A numerical model for beach profile development A . SWAIN AND J. R. HOUSTON Research Division, Coastal Engineering Research Center, Waterways Experirnent Smtion. U . S . Army Corps of Engineers, Vicksburg, MS 39180, U.S.A. Received February 20, 1984 Revised manuscript accepted October 29, 1984 A time-dependent numerical model that calculates beach profile development due to offshore sediment transport is developed. The model allows variable wave conditions, water level fluctuations due to tide, arbitrary bathymetry. and sediment size. The accuracy of the model is tested by comparison of calculations with laboratory and with field data. The agreement between calculated and measured beach profiles is good. Key words: numerical model, beach profile, laboratory tests, field data. Un modkle numerique fonction du temps est Ctabli pour calculer le profil de dCveloppement des plages dii au transport des sidiments au large. Le modkle permet des conditions variables de vague, des fluctuations du niveau de I'eau dues aux marCes, des mesures de bain arbitraires et diffkrentes dimensions de sediments. La precision du modkle est vCrifiCe par cornparaison des calculs effectuks avec des donnees de laboratoire et rCelles. La conformite entre les profils de plage calculks et mesures est bonne. Mots clPs: modkle numkrique, profil de plage, essais de laboratoire, donnCes r6coltCes sur le champ. [Traduit par la revue] I : Can J . CIV Eng 12. 231-234 (1985) Introduction The erosion and accretion of nearshore coastal zones have been studied by many researchers (Dean 1977; LeMehaute 1971). However, the mechanism of sediment transport in the nearshore zone is not well understood. Herein a numerical model that calculates beach profile development due to offshore sediment transport is described. The model is time dependent and allows variable wave conditions, water level fluctuations due to tide, arbitrary bathymetry, and sediment size. The numerical results were compared with laboratory tests and with prototype measurements. Governing equations The numerical model uses the governing equations obtained by Swart (1974, 1976). These equations were presented by Swain and Houston (1983). The beach profile development during a time step was calculated according to the following equation: [l] HI, = H I ;exp (-Xbt) + dA, (1. - exp (-X,t)) where HI, is depth of profile measured from the water level (MSL Tide) at time t and location i on the + hl, = hl, - R E L Y RELY = I ~ +O TIDE], - II~O + TIDE) FIG. 1. Definition sketch of various numerical parameters. profile; H , ; is depth of initial profile measured from the water level (MSL tide) at time t = 0 and at location i on the profile; dA, is depth of the equilibrium profile measured from the same reference at location i; and Xh is the time factor. Figure 1 displays the definition of the various parameters in [I]. +