Planificación, Programación y Control del Mantenimiento
advertisement

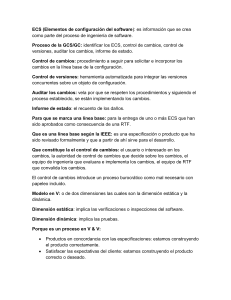
PLANEAMIENTO, PROGRAMACION Y CONTROL DEL MANTENIMIENTO Introducción Este capítulo está destinado a informar sobre el proceso general que debe observarse para poder gestionar en forma eficiente las tareas y las técnicas asociadas de ordenamiento mediante un plan de trabajos de mantenimiento y el control del cumplimiento correspondiente, en cuanto a la ejecución y resultados. Toda esta tarea de ordenamiento y seguimiento de los trabajos de mantenimiento se efectúa y se dirige mediante la acción coordinada de la Oficina de Planeamiento y las áreas de Ingeniería, operaciones o producción y Supervisores de mantenimiento Concepto de planeamiento El planeamiento consiste en prever las acciones necesarias para el logro de los objetivos fijados. En el ámbito que estudiamos consiste en ordenar, con secuencia correcta, las acciones de mantenimiento que permitan cumplir con el Plan de Producción aprobado. Conceptualmente seria dejar listas las tareas de mantenimiento para su ejecución, no solo debe comprender las paradas anuales o inspecciones mayores sino todas las ordenes de trabajo involucradas en el ciclo de vida de de los activos bajo mantenimiento. La planificación es el proceso mediante el cual se determinan los elementos necesarios para realizar una tarea, antes del momento en que se inicie el trabajo. La programación tiene que ver con la hora o el momento específico el establecimiento de fases o etapas de los trabajos planeados junto con las órdenes para efectuar el trabajo, su monitoreo, control y el reporte de sus avances. Es obvio que una buena planificación es un requisito previo para el éxito de las tareas de mantenimiento. Sin embargo, para que la planificacion sea exitosa es necesario una retroalimentación de la función programación, esta es la razón por la cual en muchas organizaciones de mantenimiento ambas funciones son realizadas por la misma persona o unidad. La planificación y la programación del mantenimiento son diferentes de la planificación y programación de la producción, en los siguientes aspectos: La demanda del trabajo de mantenimiento tiene más variabilidad que el trabajo de producción y la llegada de la demanda es aleatoria por naturaleza. Los trabajos de mantenimiento tienen mayor variabilidad entre ellos; incluso los mismos tipos de trabajo difieren ampliamente en contexto. Esto hace que sea más difícil desarrollar estándares de trabajo en el área de mantenimiento que en el área de producción. Para una planificación y programación acertada son necesarios estándares de tiempo confiables para los trabajos. La planificaciòn de mantenimiento requiere coordinación con muchos departamentos de la organización, como el de materiales, operaciones e ingeniería y en muchas ocasiones es una causa importante de atrasos y cuellos de botella. Por estas razones la planificación y programación del mantenimiento requiere un tratamiento diferente. La planificación y programación son los aspectos más importantes de una buena administración de mantenimiento. Una planificación y programación eficaces contribuyen de manera significativa a lo siguiente: Reducción de los costos de mantenimiento. Los estudios realizados por varios investigadores, han demostrado que existe un vínculo claro entre mantenimiento planeado y reducción de costos. Mejor utilización de la fuerza de trabajo de mantenimiento al reducir demoras e interrupciones. También proporciona un buen medio para mejorar la coordinación y facilitar la supervisión. Mejor calidad del trabajo de mantenimiento al adoptar los mejores métodos y procedimientos y asignar a los trabajadores más calificados para el trabajo. Los principales objetivos de la planificación y la programación incluyen: Minimizar el tiempo ocioso de los trabajadores de mantenimiento. Maximizar la utilización eficiente del tiempo de trabajo, el material y el equipo. Mantener el equipamiento en un nivel que responda a las necesidades de producción en términos del programa de entregas y de la calidad. De hecho todo el mantenimiento deberá planearse y programarse. Solo el trabajo de emergencia se efectúa sin planicación previa, sin embargo incluso en ese caso, el trabajo de emergencia deberá planearse a medida que avanza. Para fines dela planificación, el trabajo de mantenimiento puede clasificarse en las siguientes cinco categorías: 1. El mantenimiento de rutina y preventivo, que incluye el mantenimiento periódico, como la lubricación de máquinas, inspecciones y trabajos menores repetitivos. Este tipo de trabajo se planea y programa por adelantado. 2. El mantenimiento de emergencia o correctivo es el proceso de efectuar reparaciones tan pronto como sea posible después del reporte de una falla. El reporte por lo general se hace por teléfono va seguido de una orden de trabajo para confirmarlo. 3. La modificación del diseño que implica determinar las causas de fallas repetitivas y eliminarlas mediante la modificación del diseño. 4. La reparación general programada que implica el paro de planta, se planea y organiza de tal manera que se minimice el paro de la planta. 5. La reparación general programada, reparaciones y reconstrucciones de equipos que no caen dentro de ninguna de las otras categorías. Una parte esencial de la planificación es pronosticar el trabajo futuro y equilibrar las cargas de trabajo entre estas categorías. El sistema de administración de mantenimiento debe buscar que más del 90% del trabajo de mantenimiento sea planeado y programado, a fin de obtener los beneficios de la planificación y programación. Proceso de Planificación de las tareas del Mantenimiento Presentamos en el siguiente esquema los fundamentos de la planificación efectiva de las actividades de mantenimiento a corto y largo plazo. Todo empieza por identificar las tareas preventivas, predictivas, correctivas planificadas que debemos realizar a los activos bajo mantenimiento durante su ciclo de vida, Con los alcances de estas tareas estructuradas en Planes de inspecciones, repuestos, herramental y mano de obra estimada conformamos la ordenes de trabajo. Con la emisión de la orden trabajo finaliza la tarea de Planificaciòn y comienza la de Programaciòn en donde se ponen fechas de ejecución a cada O.T. por especialidad, agrupándolas en una semana de trabajo (programaciôn a semana entrante) de acuerdo a la mano de disponible y capacidad neta de mano de obra para la semana. Se programa entonces el backlog semanal. El proceso continua con la asignación des tareas por medio de los supervisores de las cuadrillas de operarios su ejecución. Una vez finalizado el trabajo y cumplida cada O.T. se entregara a la Oficina de Planificaciòn el feedback de las tareas realizadas. Creacion de la Oficina de Planeamiento Como primer paso al inicio de la planificación del mantenimiento se debe crear el área de Planificaciòn, que de acuerdo a la envergadura de la planta tendrá tantos Planners como sean necesarios, liderados por un supervisor con mucha experiencia en el àrea. En la siguiente figura (1.12), vemos a la oficina de Planeamiento y su rol de coordinación dentro de un escenario general de mantenimiento. La planificación en el contexto de mantenimiento se refiere al proceso mediante el cual se determinan y preparan todos los elementos requeridos para efectuar una tarea antes de iniciar el trabajo. El proceso de planeación comprende todas las funciones relacionadas con la preparación de la orden de trabajo, la lista de materiales, la requisición de compras, los planos y dibujos necesarios, los estándares de tiempo además de todos los datos necesarios para liberar la orden de trabajo antes programar. En consecuencia un procedimiento de planificación eficaz deberá incluir los siguientes pasos: a) Determinar el alcance de trabajo (puede requerir visitas al sitio). b) Desarrollar un plan de trabajo. Este comprende la secuencia de actividades en el trabajo y en el establecimiento de los mejores métodos y procedimientos para realizar el trabajo. c) Establecer el tamaño de la cuadrilla para el trabajo. d) Planear y solicitar las partes y los materiales. e) Verificar si se necesitan equipos y herramientas especiales y su provisión. f) Asignar a los trabajadores con las destrezas apropiadas. g) Revisar los procedimientos de seguridad. h) Establecer prioridades (de emergencia, urgente de rutina y programado) para todo el trabajo de mantenimiento. i) Asignar cuentas de costos. j) Completar la orden de trabajo. k) Revisar los trabajos pendientes y desarrollar planes para su control. l) Predecir la carga de mantenimiento utilizando una técnica eficaz de pronóstico. Al preparar las ordenes de Trabajo, el planificador deberá utilizar toda su experiencia obtenida en el area de mantenimiento. Deberá realizar consultas con supervisores, capataces, ingenieros de planta y trabajadores para una buena coordinación del trabajo. Por lo tanto, la planificación de los trabajos requiere de una persona con las siguientes cualidades: Pleno conocimiento de los métodos de producción empleados en toda la planta. Suficiente experiencia que le permita determinar la mano de obra, los materiales y los equipos necesarios para llenar las ordenes de trabajo. Excelentes habilidades de comunicación. Conocimiento de las herramientas de planeación y programación. La oficina de planificación tiene una actividad central en el Departamento de Mantenimiento, y su organización dependerá del tamaño de la compañía. El proceso de planificación puede dividirse en tres niveles básicos dependiendo de su horizonte : A. Planificación a largo plazo (cubre un periodo de 5 años o más). B. Planificación a mediano plazo (planes de 1 mes hasta 1 año). C. Planificación a corto plazo (planes diarios y semanales). Para la planificación a mediano y largo plazo el planificador necesita utilizar los siguientes métodos: a. Técnicas acertadas de pronósticos para estimar la carga de mantenimiento. b. Tiempo estándar confiable para los trabajos a fin de estimar los requerimientos de personal. c. Herramientas para la planeación agregada, como programación lineal, para determinar los requerimientos de recursos. Las técnicas anteriores son necesarias para especificar los niveles requeridos de personal. El plan a largo plaz0 cubre un periodo de 3 a 5 años y establece planes de actividades futuras y mejoras a largo plazo. El plan de mediano plaza cubre un periodo de 1 mes a 1 año. Este plan especifica como operara la fuerza de trabajo de mantenimiento y proporciona detalles para reparaciones generales mayores, trabajos de construcción, planes de mantenimiento preventivo, paro de planta y planeación de vacaciones. Este plan equilibra la necesidad de personal a lo largo del periodo cubierto y estima las refacciones requeridas y la adquisición de materiales. La planificación a corto plazo se refiere a periodos de 1 día a 1 semana. Se concentra en la determinación de todos los elementos necesarios para realizar tareas de mantenimiento. El dia a día. Desde el punto de vista del mantenimiento deben conocerse, prepararse y desarrollarse coordinadamente tres grandes planes para una mejor y más económica explotación: 1. El Plan de Producción Anual 2. El Plan Maestro de Inspecciones 3. El Plan de Trabajos de Mantenimiento. La elaboración de estos tres planes sólo puede ser posible conociendo el Plan de Acción Empresario Anual. Este plan se analiza y decide en el más alto nivel de la empresa, es decir, en el seno del Directorio. Intervienen en su elaboración los organismos máximos de la conducción de la política comercial, los organismos de producción, los organismos expertos en asuntos económico-financieros, los organismos de mantenimiento y los organismos de personal, o por lo menos debieran intervenir. Comercial, preferiblemente en base a estudios de mercado y posibilidades de comercialización, requiere de Producción los tipos de productos y las cantidades y fechas de disponibilidad de cada uno de ellos. La Gerencia de Producción informa sobre sus posibilidades reales de satisfacer el requerimiento de Comercial. La Gerencia Económico Financiera hace las observaciones sobre posibilidades económicas y de financiamiento en base al cálculo de gastos y recursos, es decir en base a la confección del presupuesto. Mantenimiento informa sobre el ofrecimiento. de horas funcionamiento máquinas de producción, mientras Personal estudia los requerimientos emergentes de mano de obra y personal técnico en cantidad y calidad. Aunque en muchas empresas no se conoce el Plan de Acción Empresario como tal, la elaboración del mismo debe ser exigida por las distintas gerencias, pues es el único documento que permite conocer anticipadamente la actividad que deberá satisfacer cada sector y por lo tanto las necesidades para su cumplimiento; además es el mejor medio de control de la gestión empresaria posibilitando la toma de oportunas medidas correctivas. Plan de producción anual El Plan de Producción a veces llamado de Explotación debe determinar con claridad los siguientes aspectos fundamentales de la producción para un año de actividad. a) Qué productos se han de fabricar mensualmente. b) Qué cantidad se ha de fabricar en cada período mensual. c) Cuándo se debe realizar la producción. d) Qué máquinas se usaran para la producción. e) Qué actividad desarrollará cada máquina mensualmente. La Gerencia de Producción grafica el Plan de Acción empresario en un diagrama de barras tipo Gantt donde se establece la actividad estacional, semanal, etc., sin especificar máquina afectada (que es trabajo de Programación) sino sector de trabajo que debe actuar, cubriendo el período anual correspondiente. Plan maestro de inspecciones La utilización efectiva de la actividad productiva de las máquinas, da lugar a la necesidad de cumplimiento de las inspecciones preventivas, predictivass y tareas correctivas programadas, adoptadas por el sistema de mantenimiento poactivos, pues ellas son función de las horas de funcionamiento. Si se conoce el régimen de utilización máquinas, por ejemplo, las horas funcionamiento año, de inmediato se podrá conocer la cantidad y tipo de inspecciones que será necesario aplicar durante ese lapso. El Plan Maestro de Inspecciones debe indicar con claridad los siguientes aspectos: a) Tipos de inspecciones -a realizar mensualmente. b) Cantidad de cada una de ellas dentro de cada período mensual. c) Época de su ejecución (función de la actividad máquina). d) Duración / programación estimativa de las inspecciones. Teóricamente deberá tener en cuenta un año de requerimientos de mantenimiento; es el soporte técnico más seguro para lograr la continuidad de la producción. Este razonamiento es transparentemente lógico. Plan de trabajos de mantenimiento El plan Maestro de Inspecciones requiere y genera para su cumplimiento una cantidad de diferentes trabajos de mantenimiento que deben ser ordenados y programados mediante un Plan de Trabajos y Necesidades de Mantenimiento, el cual se prepara en la Oficina de Planeamiento. Básicamente se establece en él la siguiente información: a) Horas-hombre necesarias del equipo de mantenimiento preventivo. b) Cantidad de recorridas generales / cambios periódicos c) Horas-hombre de las cargas de trabajo en taller. d) Necesidades de repuestos y materiales para mantenimiento preventivo y taller. La posibilidad de cumplir con el Plan de Acción Empresario, es decir con la producción planeada, en gran parte está dado por el cumplimiento. dentro de los plazos previstos, de los requeridos por el Plan de Trabajos y Necesidades de Mantenimiento. Este plan requiere un análisis detallado pues de su estado surgen las horas-hombres necesarias para inspecciones y que finalmente determinarán la cantidad de inspecciones/operarios necesarios para el equipo de mantenimiento y para el taller respectivamente. Las necesidades de inspección se determinan de la siguiente manera. Mediante el Plan Maestro de Inspecciones conocemos el tipo y cantidad de inspecciones anuales. Por datos de experiencia o por análisis estimativo se tiene una idea aproximada de las horashombre que insume cada inspección. La carga total de mano de obra para el equipo de mantenimiento preventivo determina de inmediato, utilizando la siguiente tabla y el práctico de ejemplo para un período de un año de actividades. Inspección numero (tipo) Basica N°1 Inspec. N°2 Inspec. N° 3 Total Horas-hombre N° de equipos por inspección a inspeccionar H.H/Insp 4 12 20 10 10 10 Frecuencia Cantidad de inspecciones Total horas hombre H.H. Total inspecciones Semanal Mensual Trimestral 390 90 40 1560 1080 800 520 3440 La suma total de horas-hombre para atender los diez equipos durante un año, es de 3.440 horas-hombre. Estas tareas podrán ser atendidas satisfactoriamente con un equipo de hombres. Las necesidades del personal de mantenimiento en taller se determina de la siguiente manera. La cantidad de recorridos generales se calcula en base al límite de vida útil y a las horas funcionamiento máquinas efectuadas durante el año. El siguiente ejemplo es ilustrativo, para una máquina determinada. El mismo análisis debe efectuarse para todas las otras máquinas sujetas al sistema de mantenimiento preventivo. H Numero H. Maquina Días / Semana funcionamiento de funcionamiento Designación / día H / Día Semana / año Equipos / año Limite de vida útil Cantidad R.G. H R.G. / año Centrífuga 16 5 50 10 40000 12000 3.33 Batidoras 24 7 52 15 131040 8700 15.10 Teóricamente se requieren 3,33 recorridas generales de centrífugas al año. Se puede aplicar un coeficiente de incremento que tenga en cuenta la necesidad de efectuar alguna recorrida general o parcial en razón de falla técnica grave donde sea conveniente desarmar todo o una gran parte (la afectada) en lugar de reparar. Procediendo con igual criterio se establece la cantidad de recorridas generales para los otros equipos producción; por ejemplo 15,10 R.G. anuales para batidoras, etcétera. Suponemos un coeficiente del 20 % para contemplar aquellos trabajos adicionales surgidos de las estadísticas del año anterior. Será necesario efectuar cuatro recorridas general durante el año, en el caso de las centrífugas y 18 recorridas generales en el caso de las batidoras. N° R.G año R.G. / año 4 18 H. hombre / R.G. Total H. Hombres anuales H. hombre operarios anuales N° operarios requeridos en el taller de R.G. 900 1000 3600 18000 1760 1760 2 10 La determinación de las horas-hombre de las cargas de trabajo al taller se efectúa conociendo las horas-hombre que insume la recorrida general. Aquí puede apreciarse la importancia que tienen los estudios sobre el Límite de Vida Útil y el interés económico en el desarrollo de dicho límite, con el fin de establecer el valor práctico que minimice los costos de mantenimiento y recorrida general de la unidad. El aumento del límite de vida útil compatible con su cumplimiento exento de fallas o averías, no sólo prolonga la utilización efectiva del elemento, sino que disminuye las cargas de mano de obra y herramientas necesarias en el taller de recorridas. Si equivocadamente, por no haberse estudiado a fondo el límite de vida útil, se hubiera fijado un valor arbitrario medio, por ejemplo 9000 horas entre recorridas para las centrífugas, serían necesarias 4,44 recorridas anuales de estas máquinas, sin contar el 20 % de incremento por falla técnica, es decir 33 % de aumento en los trabajos de mantenimiento (horas-hombre, consumo de materiales, aumento de área de taller, programaciones más apretadas, etc. Queda así de manifiesto la importante de un buen análisis del límite de vida útil a fin de fijar el máximo valor compatible con un buen rendimiento productivo. En cuanto al personal necesario de operarios se calcula en base a las horas-hombres disponibles efectivas por operario y por año. El siguiente ejemplo permite estimar las horas-hombre de carga para el taller y el número de operarios necesarios donde la reducción que existe entre las horas disponibles y las efectivas contempla vacaciones y ausentismo. No R.G. 4 18 H.Hombr H/H Año R.G. Necesar. 900 3600 1000 18000 H.Homb día 8 8 Día Semana 5 5 Sem/año 52 52 H/H año Disponib. 2080 2080 H/H efect por oper. 1760 1760 Las horas-hombre efectivas tienen en cuenta también la producción por refrigerio. Si el número de operarios no permite satisfacer los requerimientos, ello puede hacerse mediante un cupo pequeño de horas extras, tal como ocurre en el ejemplo visto. Es decir que es preferible una dotación ajustada y cubrir los posibles picos mediante horas extras de trabajo. No oper. Necesar. 2 10 Que es Planificar el Mantenimiento ? NO es mantenimiento Preventivo. NO es delinear como organizar el depto de mantenimiento. NO es usar una computadora y CMMS (Control Maintenance Management Sistem). NO es realizar procedimientos detallados que describen como realizar las tareas de mantenimiento. NO es simplemente identificar repuestos y herramientas antes de cada tarea. Es proveer informacion al staff de Mantenimiento aprendiendo de trabajos historicos, evitando demoras innecesarias. Ayuda a disponer en forma anticipada de herramientas y repuestos. Es proveer a los supervisores de los turnos, de los alcances de las tareas y las horas hombre estimadas para permitir la correcta asignación diaria de los trabajos. Es una programación avanzada que permita a la supervición repartir el trabajo por turnos, basado en los pronósticos de disponibilidad de Mano de obra. Coordinación Especialidades Una organizacion es un grupo de personas especializadas y coordinadas en un objetivo comun. Una organización es un grupo de personas especializadas y coordinadas con una meta común. Todos entienden un grupo; todos los involucrados en esa área de la compañía deben ser considerados. Todos también entienden la meta en común; en el contexto de un negocio, el grupo quiere ganar con tarifas decentes mientras se es responsable ambiental, social y legalmente y consciente de la seguridad. La razón para organizarse es para permitir especializarse, pero con la especialización aparece la necesidad de coordinar. Todos también entienden la especialización, pero nadie entiende la coordinación. Organizarse permite la especialización. Las empresas entienden que la división del trabajo, donde diferentes personas realizan diferentes tareas, permite grandes progresos en la productividad final. Por ejemplo, algunos cientos de años atrás, Adam Smith publicó su clásico texto “La riqueza de las Naciones” (1776), donde se estudiaba una planta manufacturera de alfileres. Allí había dieciocho tareas diferentes involucradas en fabricar un solo alfiler. Las tareas incluían actividades que empezaban dibujando y cortando el metal para estirarlo, y luego continuando hasta finalmente insertar los alfileres en el papel y empaquetarlos. Sin embargo, la planta se había especializado en identificar las diferentes tareas asociadas a la producción de alfileres y las había agrupado en diez trabajos diferentes. Para cada trabajo, la planta asignaba una persona diferente para especializarse. La dirigencia había armado una línea de ensamble a través de la cual pasaba cada alfiler. Diez personas juntas podían producir 48.000 alfileres en un solo día. El promedio diario de la producción de alfileres era de 4.800 alfileres por persona. Después de investigar, Smith dedujo que si un empleado solo hacia todas las tareas necesarias para producir un alfiler, cada empleado podría haber logrado producir menos de 20 alfileres en un día. La especialización incrementaba la producción de alfileres por persona de menos de 20 a 4800 en un día. Obviamente, al día de hoy, las industrias continúan usando la especialización para mantener una alta productividad. Por ello, las empresas capacitan y mantienen en grupos separados mecánicos, electricistas y técnicos instrumentistas. Tienen muchas necesidades específicas para las cuales tiene sentido tener un grupo de expertos. Esto puede incluir personas que mantienen terrenos y edificios, locales de maquinaria, depósitos, locales de herramientas, y muchas otras especialidades. La única clave es que haya suficiente trabajo distinto para mantener a las personas ocupadas. Por otro lado, si hay especialización, debe haber coordinación. En la práctica, la coordinación es mucho menos entendida que la especialización. Un grupo debe poder coordinar diferentes áreas de especialidad. La organización típica del mantenimiento logra ambas, especialización y coordinación. Los grupos especializados de mecánicos, electricistas, técnicos instrumentistas y otros necesitan coordinación. El jefe de mantenimiento y los supervisores de cada grupo especializado, coordinan los esfuerzos de los trabajadores en la figura 1.11. La figura 1.12 muestra que es a esta área a donde pertenece el planeamiento. Concepto de Ciclo de Vida Metodología para Desarrollar, Planificar y Programar el CICLO DE VIDA de Mantenimiento de Plantas Complejas. Primer Etapa : Conocimiento de la Estructura y Características de operación de la Planta. Segunda Etapa : Desarrollar un plan de vida útil en servicio para cada unidad o ítem de la Planta. Tercera Etapa: Llevar a cabo un programa de Mantenimiento proactivo para toda la planta. Etapa 3 Planificación del Plan de Vida Figura 7. Paso 3 – Planificacion del Ciclo de Vida PASO 1 Entender la planta. Características de operación (preparar el inventario de planta) PASO 2 Establecer los planes de vida de la unidad Establecer requerimientos de repuestos Tareas menores PASO 3 Establecer pautas correctivas para unidades criticas Preparar la lista principal Trabajos on-line Establecer las rutinas on line Trabajos PM off-line mayores Trabajos PM off-line mayores Establecer la programacion de Paradas Menores Establecer la Programacion de Paradas Pronóstico y Recursos de MO y Materiales Identificaciòn de las tareas de Mantenimiento Como paso previo a la planificación deberíamos identificar las tareas de mantenimiento o Bien aggionarlas al equipamiento y su operación en el contexto productivo actual. Determinar las Inspecciones menores compuestas de tareas on-line y preventivas off-line menores Extraer las tareas con equipo operando, principalmente procedimientos de inspección y agrupar las tareas de acuerdo a especialidad, ubicación en planta y frecuencia. Preparar instrucciones para estas rutinas. El resto de trabajos en esta categoría corresponde a simple tareas con línea operando como ser inspecciones, lubricación y el reemplazo de items simples. Por ejemplo services de rutina. Estos son llevados a cabo frecuentemente, de corta duración y programados en huecos de producción. Es importante que estos trabajos se realicen -por simples que seanporque tienen relación directa con la confiabilidad de items complejos . Estos trabajos pueden ser programados independientemente de producción y llevados a cabo por : Rutinas de monitoreo del operador Rutinas de inspectores (patrulla de línea) Rutinas de medición especiales (realizadas por servicios contratados). especialistas o Son particularmente importantes debido a que a menudo identifican la necesidad de tareas mayores que requieren parada de máquina. Determinar la programación (inspecciones Mayores). del Mantenimiento Preventivo Mayor Problema complejo diferente para diferentes plantas Tareas menores que hueco de producción. Tareas Mayores que hueco de produccion Planificación La Planificación provee Tiempo. El Tiempo permite Seguimiento. Seguimiento provee información para Analisis. Analisis permite mejoras en la Confiabilidad. Reliability = Uptime = Production Production = Revenue El sistema de Planeamiento define la manera en los trabajos de mantenimiento (preventivo, predictivo, correctivo y modificaciones) son planeados , programados , realizados y controlados. Su funcion es para asegurar que Los recursos correctos arriben al lugar correcto, en el momento correcto, para realizar el trabajo correcto. El nivel de administración y sistemas necesarios como soporte de una planificación depende de la envergadura del trabajo ( mano de obra, repuestos y tiempo necesitado ) y sus características ( tiempo de preparación + realización, el cual va ser cero en caso de trabajos de emergencia) Corresponde marcar diferencia entre Planificación y Plan. Así como la planificación propiamente dicha es una operación mental, el plan define la acción, que comienza al terminar la planificación . La Planificación relaciona el futuro con las decisiones actuales para obtener los objetivos de la empresa. La Planificación no es únicamente un intento de pronosticar el futuro ; es también un intento de controlarlo. Horizontes de La Planificacion del Mantenimiento Horizontes de la Planificación del Mantenimiento. Ciclo de Vida y Plan de largo plazo Plan anual y presupuesto Plan Semanal, Mensual / paradas Ordenes de Trabajo y Proyectos 1-Ciclo de Vida y Planes a largo Plazo Parte del Plan Estrategico Pronosticos de largo plazo para los activos. Plan de accion pra mejorar la vision de Mantenimiento Proyectos Mayores de Capital. Horizontes de la Planificación del Mantenimiento Ciclo de Vida y Plan de largo plazo Parte del plan estrategico del negocio Pronosticos a largo plazo de vida de los activos. Plan de Accion para mejorar la Vision del mantenimiento. Grandes Proyectos de Capital. 2-Plan Anual y Presupuesto Paradas de Planta Ovehauls/Inspecciones Emphasis en mejora continua. Factor de efecto en nuevas tecnologias y cambios. Items con extenso tiempo de reposicion, Horizontes Horizontes de de la la Planificación Planificación del del Mantenimiento Mantenimiento Plan Plan anual anual yy presupuesto presupuesto Parada Parada de de Planta Planta Overhaul Overhaul mayor/ mayor/ inspecciones inspecciones Enfasis Enfasis en en la la mejora mejora continua. continua. Efectos Efectos de de nuevas nuevas tecnologias tecnologias yy cambios cambios de de sistema. sistema. Consideracion Consideracion de de Items Items con con alto alto tiempo tiempo de de reposición. reposición. 3-Programacion Semanal o paradas Programacion del periodo inmediato Balance de recursos Cordinacion de requerimientos de produccion y proyectos. Horizontes de la Planificación del Mantenimiento Planes semanales, mensual/paradas Programacion para el periodo inmediato Balance de Recursos. Alinear con plan de produccion. 4-Work Orders y Proyectos Requerimientos especificos Tareas, materiales y M.O. requerimientos. Matched con el plan de produccion de corto plazo. Horizontes de la Planificación del Mantenimiento Ordenes de Trabajo y Proyectos Requerimientos Especificos. Tareas por Item, materiales y requerimientos de M.O. por especialidad. Alinear con el plan de produccion de corto plazo. Los principios básicos de La Planificación del Mantenimiento Principio 1 para Oficina de Planeamiento! Es un Departamento separado Planificadores no pertenecen a la dotación operativa. Planificadores no usan herramientas. Tener asumido este principio evita las tentaciones Los planificadores están organizados en un departamento separado del personal de mantenimiento esencialmente para especializarse en técnicas de planificación, como así también enfocarse en el trabajo futuro. Principio 1: Departamentos separados Los planificadores están organizados en un departamento separado de los equipos de mantenimiento de trabajo, para facilitar la especialización en técnicas efectivas de planeamiento, así como focalizar en las tareas de mantenimiento futuro. Este primer principio dice que los planificadores no son miembros del equipo operativo que realiza las tareas de mantenimiento para el cual planifican. Los planificadores se reportan a un supervisor diferente y tiene su propio grupo. Con un número pequeño de planificadores, estos pueden reportarse al mismo gerente que tiene la autoridad sobre el equipo de supervisores. Puede haber un planificador líder con responsabilidades de dirección, que asegure de la consistencia entre el grupo de planificación. El problema en dar al equipo de supervisores autoridad sobre sus respectivos planificadores es que ellos deben focalizarse casi exclusivamente en ejecutar el trabajo asignado. Los miembros del equipo ejecutan el trabajo, los planificadores no. Los planificadores deben estar comprometidos en preparar trabajos que no hayan empezado. En realidad el supervisor de las cuadrillas de trabajo tienen demasiada presión para que no use al planificador para asistir al trabajo que ya ha empezado. Siempre esta tentado de asignar al planificador una caja de herramientas, diciendo: “el planificador está calificado como soldador y puede venir a ayudarnos”. Visión de Futuro La Planificación relaciona el futuro con las decisiones actuales para obtener los objetivos de la empresa. La Planificación no es únicamente un intento de pronosticar el futuro ; es también un intento de controlarlo. El desencanto con la organización del planeamiento se da frecuentemente debido a intentos de entregar planes de trabajo detallados en trabajos reactivos. Como los trabajos reactivos por naturaleza son urgentes, es frustrante para todos esperar que el grupo de planeamiento revierta el trabajo. Una vez que el equipamiento se ha roto y está interfiriendo con la operatividad de la planta, el grupo de planificadores puede sumar retardo un paso más (“ aumentar el trabajo”). en un proceso de reparación supuestamente urgente. Los planificadores tratan de escribir planes de trabajo detallados y solo logran listas parciales desde el comienzo. Este esfuerzo retrasa la ejecución urgente del trabajo y termina en frustración. Las organizaciones de mantenimiento exitosas se concentran en planificar el trabajo proactivo. Al concentrarse en el proactivo para evadir fallas posteriores, la organización del planeamiento puede producir buenos planes de trabajo sin una agenda presionada. Generalmente el trabajo reactivo recibe mínima atención antes de su ejecución. Al mismo tiempo la organización del mantenimiento entera debe comprometerse a Planificar trabajo proactivo, así como también hacer feedback después de cada trabajo realizado, para ayudar a los futuros planes de trabajo. De esta manera, el tipo de trabajo reactivo debe decrecer. Muchas compañías tienen estructuras de planeamiento que son fuentes considerables de frustración al esfuerzo del mantenimiento. En ellas los supervisores no se dan cuenta del gran valor que tiene el planeamiento simplemente escribiendo el alcance del trabajo, a realizar acompañado de herramientas y repuestos necesarios y requerimientos de tiempo. Principio 2-Focalizarse en las tareas Futuras El departamento de Planificacion debe concentrarse en tareas futuras, trabajos que no han comenzado, para dar al área operativa de Mantenimiento una semana minimo de O.T. planificadas, aprobadas y listas para ejecutar. Los Supervisores de turno/grupos de trabajo deben preocuparse por el día a día de la ejecución de OT y sus problemas. Despues del completamiento de cada tarea, el feedback debe ser entregado por el supervisor a Planeamiento. El feedback consiste en cualquier problema que hubiera hecho cambiar el Plan, u otra información importante asi pueden mejorarse los planes futuros. El feedback debe ser cargado para su utilización futura. Principio 2 : La Oficina de Mantenimiento trabaja en el Futuro El grupo de planeamiento debe concentrarse solamente en los trabajos futuros (tareas que no han empezado), a los efectos de entregar a la Supervisión de Cuadrillas de Trabajo al menos una semana de Backlog que esta planificado y listo para ejecutar. Este Backlog permite el desarrollo de la programación semanal. El grupo de técnicos o supervisores encargados de ejecutar las tareas de mantenimiento deberán ser capaces de resolver cualquier inconveniente que se presente durante la ejecución de los trabajos de mantenimiento asignados aún aquellos problemas de incumbencia de la Oficina de Planeamiento (excepto en las emrgencias). Despues de finalizado el trabajo y completada la O:T. el supervisor o líder de la tarea realizada deberá entregar el feedback de lo actuiado a la oficina de planificación. Planificación vs. Plan Corresponde marcar diferencia entre Planificación y Plan. Así como la planificación propiamente dicha es una operación mental a futuro, el plan define la acción, que comienza al terminar la planificación. Planeamiento El sistema de Planeamiento define la manera en que los trabajos de mantenimiento preventivo, predictivo, correctivo y modificaciones son planeados, programados, realizados y controlados. Su función es para asegurar los recursos correctos, en el lugar correcto, en el momento correcto, para realizar el trabajo correcto. Resumen de la Misión de la Planificación Tiene el trabajo adecuado, listo para empezar! Duración-prioridades-tipos de trabajo. Alcance Seguridad Anticipación de retrasos: 1. 2. 3. 4. Partes y herramientas Instrucciones Oportunidades de Mantenimiento Otros acuerdos Principio 3 : Archivo de información Miniarchivo Feedback de historicoss sobre componentes, principalmente la primeras intervenciones. Papel y computadora. Ordenes de trabajo y bases de datos de equipos Completar pensando que la información puede ser útil en el futuro !! El departamento de planificación debería mantiener un sistema de archivo básico , basado en un numero de TAG por componente. El sistema de archivo le permite a los planners utilizar los datos de actividaes historicas de mantenimiento sobre componentes, información aprendida en trabajos previos, para preparar y mejorar la planificación de O.T, especialmente en las tareas repetitivas. La mayoría de las tareas de mantenimiento son repetitivas después de un suficiente periodo de tiempo. La información de costos de los historiales permite tomar decisiones de reparar o reemplazar. Los supervisores/lideres operativos de planta deben estar entrenados para acceder a estos miniarchivos para extraer información que necesiten con minima asistencia del planificador. El equipo de trabajo de la oficina de planificación de llevar un archivo seguro y simple del equipamiento de producciòn bajo mantenimiento, basado en el numero de TAG. Este archivo permitirá utilizar datos técnicos del equipamiento e información del historial de mantenimiento de cada equipo, como así tambien el feedback de inspecciones anteriores, a lo efectos de preparar y mejorar los planes de trabajo. La mayoría de las tareas de mantenimiento son repetitivas después de un razonable tiempo de funcionamiento de los equipos. La información sobre costos en los archivos permitirá la toma de decisiones entre reparar o reemplazarr un componente. Los Supervisores de línea, y sus técnicos deberán estar capacitados para acceder a estos archivos para tomar la información que necesitencon minima asistencia de los planner, principalmente en circunstancias de emergencias fuera de horario, Uno de los principales dificultades de los turnos es la recolección de buenos datos de fallas y reparaciones. La aplicación norma 14224 suple esa deficiencia. En muchos casos estos datos se pierden y en el mejor de los casos son capturados los eventos mas importantes en forma de novedades del turno. En general, el principal uso de las ordenes de trabajo ha sido proveer información sobre costos, en vez de coordinar trabajos e indicar metodologías de trabajo. El mayor requerimiento de planificación de los turnos es obtener rápida información sobre repuestos, planos, requerimientos de seguridad, y procedimientos de trabajo. Principio 4: Planner = Experiencia + Historiales Planificar con estimaciones basadas en la experiencia del PLANNER. Cuando utilice una computadora tenga presente: Si usted NO sabe como hacer algo con o sin computadora, hacerlo con computadora no ayudara!! Hacer algo MAL es mas rápido con una computadora !! Los planners usan experiencia e información de historiales, para desarrollar planificación de O.T., evitando anticipadamente retrasos en los trabajos, problemas de seguridad o calidad. Como mínimo los planners son técnicos experimentados de primer nivel, que están entrenados en técnicas de planificación. Los planners usan su experiencia y habilidad junto con la información de archivos, para estimar el tiempo de ejecución de cada orden de trabajo. El tiempo estimado es una idea razonable, de como un técnico efectivo es capaz de completar la tarea asignada sin imprevistos. Los planners deben tener buena experiencia como operarios de mantenimiento o en el modo de ejecución eficiente de las tareas relacionadas, habilidad en administrar y coordinar información en forma sistémica, habilidad en comunicarse con diferentes areas actuantes y debe ser capacitado en técnicas de Planificación. Lenahan pag 83 Principio 5 : Dejar el “Como” para el personal operativo. Los planes reconocen las habilidades del personal ejecutor de las tareas de Mantenimiento. Que? Y Por que?, antes que Como?. Utilización de planes standard. Coordinación con ingeniería. La oficina de planificación reconoce las habilidades del personal operativo de mantenimiento, en general su responsabilidad es el “que” antes del “ como”. El grupo de planificación debe desarrollar Planes Standard, pero también de planificar detalladamente (dependiendo del tamaño) cada trabajo, excepto las emergencias Los planificadores determinan el alcance del trabajo requerido incluyendo la clarificación de las intenciones del ordenante en caso que sea necesario. Después los planificadores planean la estrategia general del trabajo (como reparación y sustitución) e incluye un procedimiento preliminar, si este, no esta listo en los archivos. Los técnicos usan su experiencia para hacer las reparaciones o reemplazos. especificadas Los planificadores y técnicos trabajan juntos en trabajos repetitivos para desarrollar mejor los procedimientos y las listas de verificación. Lenahan page 81 Principio 6 : Tiempo real de Ejecución Medir la performance considerando Tools Time. Tiempo real en que el operario se encuentra ejecutando la tarea asignada El Tool Time es la medición bàsica de la eficiencia de la Mano de obra y de la efectividad de la planificación y programación. Conceptualmente es la proporción de tiempo de trabajo disponible durante el cual los técnicos se mantienen trabajando productivamente y no se encuentran esperando por asignación de tarea, oportunidad, partes, herramientas, instrucciones, problemas de coordinación con otros operarios o información de equipos. Los trabajos que son planeados antes de su asignación, reducen los retrasos innecesarios durante el trabajo y los trabajos que son programados reducen los retrasos entre trabajos. Esto último es un concepto importante que marca las diferencias entre Planificar y programar que debemos entender como dos fuciones separadas. Dia de trabajo en Mantenimiento Reactivo vs Proactivo JUSTIFICACION DE LA POSICION DE PLANIFICADOR La planificacion de los trabajos tiene el animo de conseguir un balance entre el costo de planificar los recursos y los ahorros en costos directos e indirectos de mantenimiento que resultan de planificar. Cada dolar invertido en Planeamiento representa aproximadamente entre tres y cinco dolares de ahorro en la ejecucion de los trabajos. Hay lejos una mayor contribucion para la ultima linea de mantenimiento, ganada a traves de la confiabilidad de los activos, que en la reduccion de costos de mantenimiento. Día típico de Mantenimiento Personal 5% Paradas/descansos 10% Agarrar/poner Herramientas 12% Traslados 15% Trabajo 25% Esperas 12% Procedimiento 5% Instrucciones 16% ¿Meta Alcanzable? Si pudiéramos reducir : : Traslados 10% Personal 5% Oceo/descans 10% Agarrar/poner Herramientas 8% Esperas 6% • tiempo de traslados 1/3 • tiempo de dar instrucciones1/3 • tiempo de esperas de partes 1/2 Procedimiento 5% Instrucciones 10% Trabajo 46% • tiempo de recoger/guardar herramientas 1/3 Productividad 25% a 46% Tiempo de Trabajo asume sólo 25 personas 8 horas diarias, 2000 horas anuales 25 X.25 (25%) = 6 personas 25 X.46 (46%) = 11 personas Equivalente a 5 nuevos empleados 5 empleados que ya sepan las costumbres, el entorno 5 empleados que puedan ser entrenados en nuevas tecnologías Ahora, un poco de realidad... Instrucciones y traslado al puesto de trabajo 20 - 30 min. Traslado y limpieza 20 - 30 min. Traslado 10 min. de y hacia el puesto de trabajo Tarea 11:50am Tarea 10:00am 10:15am 10:25am Tarea Tarea Qué está realmente disponible !! Disponible No Disponible 8.5 horas 0.5 horas almuerzo 2 X0.25 horas descansos 0.75 horas Arranque/Parada 6 X 10 min traslado – almuerzo y descansos Remanente 8.0 horas 7.5 horas 6.75 horas 5.75 horas EL Proceso de Planificar ….. Identificación De Tareas Planeamiento de las Tareas Programación de las Actividades Seguimiento y Analisis Ejecutar como se Planifico Asignar Las tareas Planeadas Detalles del Plan de tareas Descricion de titulo y alcance del trabajo. Cálculo de duración del trabajo Repuestos requeridos. Herramientas necesarias. Preparativos previos. Requerimientos Posteriores Planes Standard de tareas. Requerimientos ambientales y de seguridad. . Tareas básicas del Planner Revisa el cumplimiento de O.T. Visita al lugar - clarificación necesidad Estimación mano de obra. Estimación materiales. Preparacion requerimientos de materiales (listado de partes). Asegurar disponibilidad de partes y materiales antes de programar. Comparar estimaciones de tiempo con cumplimiento real. Desarrollar Standard de time slotting. Preparar y distribuir listas de Baglog Gaficar el backlog semanal por especialidad -operario. Preparar informes de paradas backlogged por especialidadoperario. Desarrollar planes standard para trabajos repetitivos. Revisar las W.O. cumplidas. Llevar los archivos de equipos. Llevar los Historicos de equipos Setup el Programa de Mantenimiento Preventivo. FLUJO de La Orden de Trabajo Sistema de O:T EL Proceso de Planificar ….. Identificación Identificación De De Tareas Tareas Planeamiento Planeamiento de de las lasTareas Tareas Programación Programación de de las las Actividades Actividades Seguimiento Seguimiento yyAnálisis Análisis Ejecutar Ejecutar como comose se Planifico Planifico Asignar Asignar Las Lastareas tareas Planeadas Planeadas El rol priomario del Planner es obtener y ensamblar la informacion necesaria de todos los recursos disponibles para proveer un paquete, que permita una armoniosa ejecucion de las tareas programadas. EL Proceso de Planificar ….. Planificador............….What to do Programador.........…When to do it Supervisor.......….Who to do it Operario.....…. How to do it Planificar… es la identificacion formal de los detalles de cada tarea individual y la determinacion de habilidades, herramientas, materiales y el tiempo requerido para cumplir los trabajos de mantenimiento. Simplemente aplique- arte y ciencia -para juntar informacion y actividades antes de gastar dinero. UN PLAN FALLIDO = PLANIFICAR PARA FALLAR Día de trabajo en Mantenimiento Reactivo vs Proactivo La planificacion de los trabajos tiene el animo de conseguir un balance entre el costo de planificar los recursos y los ahorros en costos directos e indirectos de mantenimiento que resultan de planificar. JUSTIFICACION DE LA POSICION DE PLANIFICADOR Cada dolar invertido en Planeamiento representa aproximadamente entre tres y cinco dolares de ahorro en la ejecucion de los trabajos. Hay lejos una mayor contribucion para la ultima linea de mantenimiento, ganada a traves de la confiabilidad de los activos, que en la reduccion de costos de mantenimiento. Identificar Identificar Planificar Planificar Programar Programar Asignar Asignar Ejecutar Ejecutar Analizar Analizar En el caso de trabajos de emergencia no relevantes estos pasos deben ser realizadas por un sola persona, la contribucion de la oficina de planeamiento debe ser la entrega de una rapida informacion de repuestos, planos, instructivos,etc. En el caso de programar la parada de una Turbomaquina o planta compleja , cada paso de la fig. Debe ser realizado por un especialista. Proceso de Planificación de Tareas de Mantenimiento Planned Maintenance Task Is Due Date Achievable? Planning Complete? Yes NO Options: 1. Renegotiate Due Date 2. Fast Track to Execution Task lead time must be reveiwed and adjusted. Yes Parts and Material Available? Yes NO No Meets Priority Criteria? NO Yes Maintain as Status "IN PLANNING" Manpower Available? Maintain as Status "WAITING PARTS" NO Distribute Business Unit Weekly Work Schedule Maintenace Work Order Backlog Yes Scheduled Tasks Approved NO Yes Include Task in Preliminary Work Schedule Yes Equipment Available? NO Operations & Maintenance review and Selection ersona que ejecuta los trabajos, invariablemente despues de que el trabajo ha empezado. Esto alarga el tiempo que los equipos estan fuera de produccion y pone innecesaria presion sobre el personal de Suministro y otras areas de servicio para reaccionar ya. Que pasa en Vuestras areas? Esta cada trabajo propiamente preparado antes de hecharle mano o se encuentran ubicando gruas, herramental, repuestos despues de que el trabajo ha empezado. Como Planificadores antes de tomar decisiones sobre los equipos debemos conocer todo el contexto operativo. Quièn esta encargado del planeamiento y programaciòn debe tener acceso a todos los datos relevantes no solo para asegurarse que el trabajo es realizado correctamente si no tambièn para que se haga el trabajo correcto eg..Hacer un overhaull a una maquina cuyo pròximo e inmediato destino va ser darla de baja. Colocar una orden de compra de un item equivocado , porque u n Update no fue notificado. Feedback de los datos de Mantenimiento para Control : • Trabajos adicionales necesarios • Trabajos no completados • Recursos usados • Trabajos realizados • Causas de fallas ó fallas potenciales Control de trabajos. Update de historial. Control de costos de mantenimiento. Control de confiabilidad de planta. Control de efectividad del planeamiento. Responsabilidad del Supervisor de Turno o fin de semana. Control de : Trabajos realizados. Tiempo requerido. Tareas diferidas. Porcentaje de trabajos completados vs programados Perfomance Contratistas Síntomas de una pobre planificación Retrasos en los operarios por perdida de tiempo en: • Tomar un detallado conocimiento del trabajo por realizar. • Obtener permisos. • Identificar y obtener material, herramientas, planos y procedimientos para realizar el trabajo. • Espera de repuestos en cero stock en almacén. Best Practice 4 El Diseño del Sistema de Planeamiento y sus procedimientos, debe lograr que los requerimientos de tareas de mantenimiento SE ORIENTEN hacia el mejor nivel orgánico para Planificar, Programar y Controlar. 4 Cumplimiento Planificación PM/PdM >95% 4 Cumplimiento de la Planificación General >90% Proceso de Planificación Work Identification Process Required Work Planning Process Continuous Improvement Loop Up-Grades and Additions to Maintenance Plans Analysis Process Sustained Maintenance Process Em e Additional Tasks & Planning Improvements Historical Data Scheduling Process Work Order Packages Work Execution rge nc yW ork Work Execution Details Work Schedules and Assignments Work Assignment Process Por ultimo recordando el proceso de Planificacion de las actividades de mantenimiento en Plantas complejas debemos hacer un continuo mejoramiento a traves del proceso total. Prestar la debida atención a que el proceso de mantenimiento sea sustentable. Aquello que planificamos pueda ser programable y ejecutable. El loop de sustentabilidad asegura eficiencia dentro del proceso de Mantenimiento. The loop de mejora continua asegura efectividad del proceso de mantenimineto viendo las causas raices que generan gaps de perfomance. La linea de Trabajos de emergencia lleva las tareas al area de ejecucion, interrumpiendo las actividades de programacion sin planificacion! Desde esta perspectiva el mantenimiento es visto como una inversion, no solo como un costo.” “Es un Proceso Critico con el objetivo de preservar la Funcion de los activos fisicos ” La Gestion de Ordenes de Trabajo es una actividad, no un departamento.” “ Departamentos y Gerencias de Operaciones, Ingenieria, Materiales, Seguridad y Mantenimiento tienen la responsabilidad y la contabilidad de las actividades relacionadas con la Gestion de O.T. de Mantenimiento.” Departamentos y Gerencias de Operaciones, Ingenieria, Materiales, Seguridad y Mantenimiento tienen la responsabilidad y la contabilidad de las actividades relacionadas con la Gestion de O.T. de Mantenimiento “Un proceso bien definido provee de eficiencia a la organizacion debido a que todos los empleados tienen un claro y solido entendimiento de como el mantenimiento es llevado a cabo.” “El proceso establece una serie procedimientos, herramientas y sistemas mediante los cuales los trabajos son hechos de una manera eficiente y confiable” Para la Gestión de las Actividades Las responsabilidades y los roles para todas posiciones relacionadas con el Mantenimiento deben ser determinadas, documentadas y entendidas por todos. Conclusión La planificaciòn permite fundamentalmente conoce por anticipado la necesidad de realización de los trabajos de inspección y mantenimiento pero al mismo tiempo tiene un inestimable valor como medio inicial para el análisis detallado del presupuesto previsible de mantenimiento de planta. Este medio de control, cuando se lo aplica en forma efectiva, sirve no sólo para comprobar si los trabajos se realizan conforme al programa sino que pone de manifiesto los inconvenientes del servicio de mantenimiento y aun los de producción, pero además informa acerca del costo progresivo de los trabajos cuya relación con lo presupuestado es una comparación de gran importancia y necesidad. En alguna oportunidad se ha podido comprobar que ciertos trabajos realizados dentro del tiempo programado, fueron ejecutados con un costo muy superior al previsto. Esto significa que se debe analizar exhaustivamente los inconvenientes y si la incidencia de ellos fuera importante entonces sería necesario modificar la programación para ajustarse a la realidad. De todos modos el medio de control existe ya sea para demostrarnos que los trabajos no se efectúan normalmente o para indicarnos la necesidad de mejorar la apreciación que de. ellos se ha efectuado en la planificaciòn.