EEE 513
ELECTRICAL ENERGY UTILIZATION
(3 UNITS)
FIRST LECTURE NOTE
COURSE CONTENT
Lighting system design for industrial and commercial buildings
General and special factory drives, electric heating, space Air conditioning; Electric
welding.
Electrolysis
and
its
industrial
applications,
Grounding,
power
improvement,
Uninterruptible Power supply (UPS). Regulations on Installations and operation of
Electrical Equipment.
Metering and Tariff Systems
REFERENCES
(1)
Electric power Distribution by A.S. Pabla
(2)
Switch gear Manual by Seven Authors (Translated by David Stone)
CHAPTER ONE
1.0.
LIGHTING SYSTEM DESIGN (INDUSTRIAL AND COMMERCIAL
BUILDINGS)
1.1.
CONSUMER’S SUPPLY
The quantity of electricity supply of any nation will determine the effectiveness of her
industrial and commercial activities.
The electricity supply authorities e.g. PHCN in Nigeria are responsible for providing the
supply of electricity to suitable terminals on the consumers premises. The installations in the
premises provides the means of conveying the electricity to the equipment where it is to be used.
The grid system (i.e highest voltage level) consist of an extensive interconnected
transmission network supplying the whole country and is controlled by the central Electricity
Authority (called National control centre as in Osogbo and Shiroro in Nigeria). The grid system
is supplied from a small number of very large and highly efficient power stations strategically
locate where fuel (usually coal ,oil,water e.t.c) are readily available .
The advantages of grid system can be summarized as follows:
-
The whole country is linked by a common Extra High Voltage Network (E.H.V)
-
Best use is made of large, highly efficient generating station build around advantageous
site.
-
Load flow is under a centralized, control, enabling generating plant to be operated at its
highest efficiency.
-
Small and inefficient stations are eliminated.
-
Standby parts and spares are kept to a minimum.
-
Supply frequency and voltage can be standardized
-
Loss of supply due to breakdown is minimum.
-
Electricity is readily available to isolate community.
N.B: Most consumers receive supplies from the measured voltage(415V/240V)distribution
system but it would be seen from the diagram below that supplies to some large consumers may
be given at 11kV or 33kV,generally the Standard distribution voltage for consumer supplies are
415V,3-phase,50HZ for power loads and 240V single-phase 50HZ for lightning and heating load
supplies.
Nowadays, the supply to the consumers is almost A.C However, there is still a need for
D.C for specific processes and even, if the supply is A.C; there will still be a D.C network
within the factory supplied either through a rectifier or motor –generator set.
For lighting circuits, the standard voltage of supply is 240V or less; while for power
purposes, the higher will lead to higher efficiency.
Figure 1.1 illustrates the Grid System from generation to the end users (Consumer of
Electricity)
Large Generating Station
Step-up Transformer
25/275kV or 25/400kV or 16/330kV
275kV or 400kV Super Grid
330kV (Nigeria case)
Step-down Transformer
(275/132kV or 400/132kV
or 330/132kV)
132kV
Grid switch substation
Step-down transformer (132/33kV)
33kV
Step-down H.V. Substation
(33/11kV)
11kV H.V. Distribution
Local Distribution Substation
(11/0.415kV)
415V 3-phase 4-wire Distribution
Figure 1.1:A TYPICAL GRID SUPPLY SYSTEM
N.B.: In D.C. we talk of +ve and –ve while in AC we talk about life and neutral
The following are example of consumers lighting circuit with the standard voltage of
240V or less
1.
D. C. TWO-WIRE SYSTEM
+ve load
Generator
To load
230V
-ve load
Fig. 1.2a
This is the simplest system consisting of 2 conductors known as positive and negative
leads .Fig 1.2a, the voltage is limited to under 250V for both lighting and power loads. Higher
voltage may be used for power supplies, as for traction where 1000V or more may be used.
2.
D.C. THREE-WIRE SYSTEM
V = 230V
2
Generator
= 400V
Fig. 1.2b
From Fig. 1.2b, there is a choice of 2voltages V/2 for lighting loads and V for power loads.
In this case more power can be handled compared with 2-wire system distribution.
Note: Power loads are loads that require large current or that draws large current with a constant
voltage e.g. heater, air conditioning etc.
3.
A.C SINGLE PHASE 2-WIRE,WITH ONE WIRE EARTHED.
Transformer
High
Voltage
L
240V ac, 1-phase 50Hz
N
Fig. 1.2c
This is similar to the 2-wire D.C system except that in this case, the supply is normally
from the secondary side of the transformer at the distribution substation.
4.
A.C SINGLE-PHASE,3-WIRE SYSTEM
Transformer
L
High
Voltage
L
Fig. 1.2d
As in Fig 1.2d above, the supply is from secondary of a distribution transformer, but with
double the voltage of the two-wire case. The transformer is centre-tapped and earthed at this
point. The third conductor is connected to the centre-tapping and this becomes the neutral.
5.
THREE-PHASE,THREE-WIRE A.C SYSTEM
Fig. 1.2e
This system is not usual for general supplies, but may be found useful for certain circuits
within a factory .
If a three-phase power load is balanced on all phases,as is often the case with a threephase motor,then,there will be no current in the neutral and it can be omitted .In such a case,a
three-wire system can be used.
6.
THREE-PHASE, 4-WIRE A.C. SYSTEM
Fig 1.2f
This is the system used for general distribution purposes whenever 3-phase supplies are
available.By connecting the single phase supplies to each phase in rotation, a fair balanced load
over three-phases is usually obtained.
1.2
EQUIPMENT AT THE CONSUMERS’ SUPPLY POINT
There are three essential features of every supply point as required by the regulation.
These are :
1.
A means of isolating all conductors of the installation from the supply.
2.
Automatic protection against excess current by fuses or some form of circuit breakers
3.
Automatic protection against earth leakage current by fuses or an earth-leakage circuit
breaker.
It must be noted that the above mention equipment must be in a readily accessible
position and must be capable of being operated without causing danger.
The figure below show equipment at the supply point for a single-phase supply.
Fig. 1.3: Equipment at the supply point for a small single-phase supply
1.3
INDUSTRIAL LIGHTING DESIGN(OR FACTORY SUPPLY DESIGN)
An engineering design is a mathematical, symbolical and diagrammatical representation
of ideas and concepts which the installation Engineer interprets and put into actuality.
The layout of factory or industrial electrical circuits will depend upon the size of
installation based on the design calculations or load calculations.
NOTE:
1.
For a very small factory installation, the consumer’s distribution board from which the
final power, heating and lighting circuits are fed will be supplied from the equipment at
the intake as shown in Fig1.3, but three-phase working would be suitable.
2.
For small industrial consumers it is usually required a supply that justifies the installation
of a small busbar system situated in a special switch room .The supply intake and
metering equipment will be placed in the room. The busbars will be fed through a circuit
breaker. A typical layout is shown in Fig1.4
3.
A larger factory may have its supplies connected to a ring main system.
N.B: See texts for more complex layouts.
LOAD DEMAND,DESIGN CALCULATIONS AND DESIGN SPECIFICATION
Apart from lighting circuits there is a wide variety of loads with different special
characteristics in the industry .Each of these types of loads will require different consideration
when designing the sub-circuits.
(i)
LIGHTING: Unlike in residential buildings, a very high level of illumination is required
in industrial buildings. Usually, one or more panel boards are provided. Feeding lighting
sub-circuits alone, in which case, group switching of all (or many) lamps can be done
using the main panel switch. Alternatively, a number of 15A switches may be used for
lighting circuits.
NOTE: Because the lights are switched on continuously for many hours, the lightning sub-circuit
cables should be rated at least 125% of the circuit current.
(ii)
POWER SOCKET OUTLETS: These are usually needed for portable equipment and
machineries such as drilling machines, blowers pumps etc. The power requirements of
such equipment are such that the 13A socket outlet cannot be used .Special outlets
complying with BS196 are available with ratings of 16A, 32A and 63A .Except for 16A
socket outlet, these outlets must be wired ONE per sub-circuit.
Supply Authority
Main fuses
Fig. 1.4: A typical supply for a small industry
1.3.1
MOTOR LOADS
This is the most dominant type of load in the industry. The starting currents of the
motors may be 3-10 times their normal full-load currents and this may last for 6-10 seconds.
Having known the starting current of the motor,the various components of the motor circuits can
be sized using the following guides:
(a)
Sub-circuit cable: Maximum capacity is 125% of the motor full-load current,subject to
1
(b)
a maximum voltage drop of 22% with the motor running at full load.
Disconnecting Means: For motor up to 2 h.p, a circuit breaker or a motor shall be used
with rating not less than 200% of the full-load current of the motor.
1.3.2
SIZING SUB-MAIN FEEDING MOTORS.
The current rating of sub-main cable feeding a group of motors (and possibly either
loads) is obtained as follows:
(a)
Start with 125% full-load of the largest motor.
(b)
Add to this the total load current of the remaining higher load types supplied.
(c)
Add to this the total load current of all other motor load types supplied.
The result is the minimum rating of the sub-main cable and hence the protective fuse
rating.
EXAMPLE 1:
Calculate the minimum rating for a sub-main feeder and rating of protective device (fuse)
feeding 2×50 h.p motors ,5× 15 h.p motors, and 4×1.5 h.p motors (use of 0.8 p.f for all motors);
all are 3 , 415V types. Assume the starting current of all motors to be 3 × normal full-load
currents.
Solution:
(i)
Where
Rating for a sub-main feeder
P = 3 VI Cos
I = full-load current
�
I=
3���
For 50 h.p. motor,full load current is
=
50×746
3×�×0.8
= 65A
50×746
= √3×415×0.8
For 15 h.p motor = 19.6A
For 1.5 h.p motor = 1.96A
Thus, for the highest motor, 1.25V×65
=
81.25A
For second 50 h.p motor
=
65.00A
For 5×15 h.p motors = 5×19.6
=
98.00A
For 4×1.5 h.p motors = 4×1.96
=
7.84A
Total
=
252.05A
From the specification table, 185 ��� , 3-core PVC armoured cable may be used ,
provided the voltage drop constrained is satisfied.
(ii)
Rating for protective fuse
For the largest (50 h.p.) motor
3 x 65
=
195.00A
For the other 50 h.p. motor
1 x 65
=
65.00A
For 5 x 15h.p. motors
5 x 19.6
=
98.00A
For 4 x 1.5 h.p motors
4 x 1.96
=
7.84A
Total =
1.4
365.84A
LIGHTING DESIGN FOR COMMERCIAL BUILDINGS
Stores, supermarkets, offices, ware houses, banks e.t.c are generally called commercial
buildings. Its design considerations are:
(i)
LOAD TYPES: Usually fluorescent lighting, general purpose socket outlets , air
conditioners, cooker units e.t.c.
(ii)
ILLUMINATION LEVELS:This is usually much high than that normally provided in
residential buildings because of the usually prolonged visual task that are being
performed.
(iii)
WIRING SYSTEMS: Because of the particular need to prevent the spread of fire,
wiring system is nearly of metallic conduit (or in some cases flexible armoured cable).
(iv)
AUXILLARY SYSTEMS: Such as fire alarms, telephones should be given special
attention. These are system operating at extra-low voltages (ELV) (less than 30V A.C or
D.C), their cables should be separated from those of the rest of the electrical wirings
operating at 240V/415V.
(v)
SERVICE EQUIPMENT: The sizes and arrangement of these depend on the total load
of the premises.
1.4.1
STANDARDS FOR ADEQUATE WIRING / INSTALLATIONS
(a)
Outlets for ceiling outlets: The lighting layout should be made according to the types of
lighting fixtures to be installed. The ceiling outlets location can be determined by spacing
needed for the desired level of illumination.
(b)
13A Socket Outlets: Outlet for each 35 �2 (or 400��2 ) of floor area, or a major part.
Thereof, these outlets are uniformly distributed over the entire area.
(c)
Number of Sub-Circuits
(i)
Lighting: For preliminary estimation purposes, the number of sub-circuits and the
sizes of main and sub-main cables shall be based on the loads and outlets per
circuit (to be discussed later).Rating of lighting of sub-circuits may be
5A,10A,15A or even 30A.
(ii)
Other Outlets: In the case of socket outlets feeding fixed electrical appliances,
heating and cooking appliances, the regulation is the same as those for residential
wiring. For 13A socket outlets,the number of outlets per circuit (ring or radial) is
left to the judgement of the designer who should be a competent electrical
engineer.
NOTE: IEEE regulations A30 through A55 give very useful guide.
(d)
Circuit Control: Suitable provision shall be made for the control of all circuits, except
those supplying socket outlets. (see IEE A62 for more details).
(e)
Panel Boards: The number and location of panel boards shall be based on the number of
sub-circuits and the distance of ‘runs’.As general guide, the number of cable run longer
than 30 meters (100ft) between panel board and the first outlet of a lighting sub-circuit.
(f)
Main And Sub-main Equipment: The capacities of main and sub-main equipment (i.e.
cables, switches/breakers and protection devices) shall be assessed by a procedure similar
to those of residential design(see IEE regulations)
1.5.
DESIGN PROCEDURES
As in the case of the design for domestic wiring,the design shall start from the sub-circuit
and proceed backwards to the service equipment. This shows that the calculation of element load
should be the first step. The general procedure is as follows:
(i)
Location of lighting outlets.
(ii)
Location of socket outlets.
(iii)
Determination of the number of sub-circuit cables and controls.
(iv)
Panel/boards-Number and location.
(v)
Sizing and location of low voltage switch board.
(vi)
Sizing of service and sub-main cables.
(vii)
Schedules for panel boards, sub-main cables and sub-circuits
(viii) Layout of auxiliary systems (i.e. communication systems, burglar and fire alarms, and
e.t.c.
N.B:
It is to be noted that the purpose of locating the various outlets, the architectural plan of each
floor of the building and at least one elevation is necessary. The lighting and socket outlets
may have to be marked on separate drawings for a big job, the auxiliary system may need to be
marked-on another separate drawing as well.
1.6
CABLE SELECTION
Most of the loads in commercial premises are of continuous nature (i.e. they are usually
switched-on continuously for more than (at least) 3hours at a time. The ratings of cable should
therefore be at least 125% of the total estimated load they are supposed to carry, having applied
the necessary rating factors of temperature, groups and class of excess current protection.
1
There should not be more than maximum voltage drop of 2 2 % on the sub-circuit and 2%
on the sub-main cables. There should be excess capacity, especially if sub-main cable is to
accommodate future expansion.
1.7
LOAD GROWTH
(a)
The Commercial Load
Where
��=0.75� 1 + ��
� ���
�� = The commercial load at the end of the nth year.
B= Total estimated or calculated initial maximum commercial load.
�� = The annual growth rate for commercial load.
n
(b)
= Number of years to predict for.
The Industrial Load
��� = 0.85�
1 + ��� � ���
Where ��� = The industrial load at the end of the nth year.
��� = The annual load growth rate for the industrial load.
C=Total estimated or calculated industrial load.
n= Number of years
CHAPTER TWO
2.0.
GENERAL AND SPECIAL FACTORY DRIVES
When choosing a motor for a particular operation and installation, the following points
have to be taken into consideration:
(a)
The types of supply available.
(b)
The nature of the load.
(c)
The special adverse condition such as excessive heat, moisture, explosive or
inflammable atmosphere.
Below are the examples of Electric drives (motors) and their areas of operations and
applications.
2.1.
MOTORS FOR USE ON D.C SUPPLIES
2.1.1
THE D.C SERIES MOTOR
This provides a high starting torque but is liable to race if disconnected from its load.
This makes the motor suitable for direct-coupled loads such as fans, and for other purposes, but
this types of motor is NOT suitable for belt drives.
2.1.2
THE DC SHUNT MOTOR
This provides a reasonable starting torque and a fairly constant speed and the speed can
be easily controlled by means of a field regulator. Its characteristics make the shunt motor
suitable for most general purpose drives.
2.1.3
THE COMPOUND MOTOR [CUMMULATIVE TYPE]
This can provide a high starting torque together with a safe no-load speed; it is
particularly suitable for heavy intermittent loads such as fly pressers .It is also suitable for load
requiring a high starting torque and a fairly constant speed drive such as compressors and hoists.
A further application is for loads processing a high inertia and subject to sudden overload
such as rolling mills.
2.2
MOTORS FOR USE ON THREE-PHASE A.C. SUPPLIES
(i)
The Squirrel-Cage Induction Motor: This is the least expensive type of motor and is
suitable for most general-purpose drives. Its only real disadvantage being that the starting
torque is somewhat limited and the speed cannot easily be varied. However, double and
triple cage motor machines are available for use where a high starting torque is important.
(ii)
The Slip-Ring Induction Motor: This provides a high starting torque but is more
expensive than the squirrel-cage type.
(iii)
The Synchronous Motor: This can be used to provide an absolutely constant speed
drive. A feature of this motor is that it can be designed to operate with a leading power
factor, so providing power factor correction for other equipment in the installation.
(iv)
There are various types of VARIABLE SPEED A.C MOTOR e.g. the commutator motor.
These types of motor are comparatively expensive and so they are only used where
variable speed operation is essential.
2.3
MOTORS FOR USE ON SINGLE-PHASE A.C. SUPPLIES
(i)
Single-Phase Induction Motor: These can be used to provide constant speed drives for
the smaller loads. As they are not so efficient as three-phase motors, they are seldomly
recommended for use with loads requiring much more than one horse-power.
(ii)
Series Connected [Universal] Motors: This can be used on either A.C. or D.C. supplies;
they are commonly used in vacuum cleaners, small electric drills,etc.
2.4
WIRING REQUIREMENTS FOR MOTORS
1
Recommendations for good practice when installing electric motors are given in code of
practice C.P.321, 102; also in IEE wiring Regulations and factories Act must be
observed.
2
Every electric motor must be provided with efficient means of starting and stopping. The
means of stopping the motor must be within the reach of operator of the machine driven
by the motor and in many cases,this means that remote stop buttons must be provided.
3.
(a)
Protection against excess current.See IEE Wiring Regulations and Factories Act.
(b)
The supply cables must be rated to carry at least the full-load current of the motor.
(c)
Efficient means of isolating the motor and its control gear from the supply.
(d)
No-Volt release, to prevent restarting after failure of supply.
(e)
The frame and all exposed non-conducting metal parts must be efficiently
earthed.This however does not in itself provide efficient earth continuity and a
separate earth continuity conductor must always be used.
2.5
FAULT-FINDING IN DRIVES
The location and nature of a fault in an electrical machine can usually be quickly
determined by systematic tests. The tests to be carried out obviously depend upon the symptoms
of the fault. For example: if a motor shows no sign of life at all, it is advisable to check the
supply first. Most of the tests which are required can be carried-out using:
(i)
Continuity tester
(ii)
Insulation tester
(iii)
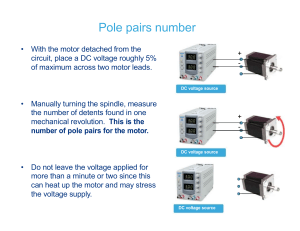
Voltage indicator, test lamp, or voltmeter for checking the supply.
2.6(a) VOLTAGE/LOAD EQUATION
Let P = Pairs of poles.
=Flux per poles in webers
N =Rotational speed of armature in rev/min.
Z = Number of parallel paths through armature between brushes of opposite
polarity =2 for WAVE and 2P for LAP winding
�
�
=Number of armature conductors in series for each parallel path.
Total E.M.F, E =
2���
60
�
× �����
�
V = E - �� �� Where V =Terminal voltage
E = Voltage generated
�� = Armature current
�� = Armature Resistance [including interlopes]
Note: FOR MOTOR
FOR GENERATOR
(b)
�� = � − ��
E = V - �� ��
E = V+�� ��
MOTOR POWER AND TORQUE
Work done/minute
=
where T = Torque in Newton metre
N = Speed in rev/min
2πNT
;
�� = � − ��
Power Exerted =
�� � =
2.7
2���
60
Newton metre/second (Nm/s)
2���
Watts, Since 1Nm = 1Joule.
60
SPEED CONTROL OF A D.C. MOTOR
The two major ways by which speed of a dc motor can be varied are by varying the flux
or the armature voltage or both. The methods most commonly employed are:
(a)
A variable resistor, termed a field regulator in series with the shunt winding
(b)
A resistor, termed a controller, (as in cranes, hoists, train etc) in series with the armature
(c)
Exciting the field winding of a constant-voltage system and supplying the armature from
a separate generator .This method is often referred to as the WARD-LEONARD system
and is used for controlling the speed of motors driving colliery winders, rolling mills etc.
(d)
When A.C supply is available, the voltage applied to the armature can be controlled by
thyristor.
(e)
By the used of six thyristors where three-phase A.C. supply is involved.
2.8
IMPORTANCE OF STARTER IN A D.C MOTOR
A starting resistance usually arranged to be variable is necessary with the armature circuit
of D.C motor to help limit the initially higher starting current, which could otherwise burn the
armature windings usually of a very low resistance .When the motor runs, it build-up a backEMF, which limit this current.
2.9
PURPOSE OF EACH PROTECTIVE DEVICE
(i)
Variable Resistor: To limit current through the armature until back EMF is build-up.
(ii)
Fuse on both lines: To open the circuit in the effect of excess current due to fault and
failure of overloading or no-voltage, overload coil failing to operate.
(iii)
Overload coil: When excess current due to overloading exists in the circuit it will
energize the overloading coil and its flux short-circuit the holder on coil. This coil will
loose its flux, which will release the arm of its variable resistance to the off position.
(iv)
No-Volt Coil: It is for protection against restarting in the event of failure of the supply,
either due to a fault or on purpose.
CHAPTER THREE
3.0.
ELECTRIC HEATING, SPACE AIR CONDITIONING
3.1
ELECTRIC HEATING
One of the three main effects of an electric current is that heat is produced whenever
current passed through a wire. This heating effect is utilized in many forms of electric heating
appliances such as water heaters, fire cookers; A heating element consists of resistance wire
supported on a “former” which is capable of withstanding high temperature and is also a good
electrical insulator. Below are examples of electric heating equipment.
WATER HEATING: Below are examples of electric water heaters.
3.1.1
ELECTRIC KETTLE
This is a good example of an electric water heater. The type shown below uses an
immersion type heating element, consisting of a resistance wire heating coil insulated with
magnesia which is enclosed in a water - tight metal tube.
The element incorporates a safety device which ejected the connecting adaptor in the
event of the element overheating e.g. if the kettle boils dry or is plugged-in before being filled.
Heating Element
Terminal pins
Fig. 3.1: Electric Kettle
3.1.2
IMMERSION HEATERS
An immersion heater can be fitted to an existing hot – water tank or cylinder in order to
provide a hot water supply to serve mere outlets. Most immersion heater make use of
thermostatic control, the thermostat switch interrupting the supply electricity to the heating
element when the desired temperature is attained, and restoring. The heating of the water is by
convection.
If there are large heat losses from the hot water storage tank, the energy consumed by the
heater will be excessive; it is therefore a good practice to lag out water tanks with heat insulating
materials such as glass fibre, granulated cork, slag-wool etc.
3.1.3
NON PRESSURE TYPE WATER HEATER
Non pressure type Water heaters are installed to provide a single hot water outlet, e.g.
over sinks or hard basins. The water flow through the heater is regulated by a control valve in the
cold water supply pipe.
3.1.4
PRESSURE TYPE WATER HEATER
Pressure type Water Heater may be used where it is required to supply more than one
outlet. They differ from the non-pressure type in that there is no control valve in the cold water
inlet pipe. Instead, of this, a tap is filled to each outlet. This means that the water in the heater is
under pressure provided by the head (or vertical height) of the cold water supply.
3.2
SPACE AIR CONDITIONING
Electrical heating may be provided in
enclosed spaces such as rooms or workshops,
using other “radiant” heat or “convected’ heat or both.
3.2.1
RADIANT HEATERS
Radiant Heaters utilizes heat transmitted by means of a reflector to any required area.
The heating element used in this type of heater must separate at red heat in order to produce a
good radiant heat output. The figure below shows a type of radiant heater often used in
workshops.
Reflector
Heating Element
Fig. 3.4: Radiant Heater
3.2.2
CONVECTED HEAT
Convected Heat is the heat which is conveyed by the movement of warmed particles. The
figure below shows a low temperature “tubular” heater. Air in the vicinity of the heater is
warmed and so rises its place is taken by colder air; thus establishes a convection current of
warm air which distributes the heat around the room. This type of heater is often controlled by a
thermostat fixed in a suitable position in the room.
Fig. 3.5: Low Temperature Tubular Heater
3.2.3
CONVECTOR HEATERS: Consists of a heating element fitted into the lower part of a
sheet metal; case as shown below:
Heating
Element
Warm
Air
Ris
i
n
r
g ai
Cold air
Fig. 3.6: Convector Heater
From the figure above, cold air enters the bottom of the heater and his warmed by the
element; the hot air rises inside the body of the heater and emerges from the louvers at the top.
3.2.4
THERMAL STORAGE HEATERS: This contains a large mass of temperature by an
electrical heating element. The supply to the heating element is controlled by a time
switch which is set to switch on only during the “off-peak” hours, generally overnight
and for a short tip up during the day. Heat is stored during the period when heating
element is on and released at a controlled rate throughout the day.
CHAPTER FOUR
ELECTRIC WELDING
4.0
INTRODUCTION:The nature of welding and the generation of heat.
Welding consists of the joining of two or more pieces of metals by the application of heat
and sometimes of pressure. Welding accompanied by fusion are the most common, and this
ordinarily do not require the application of pressure.
When pressure is applied to a weld in which fusion takes place, the molten metal must be
confined with a solid mass of the metal, as in electric resistance spot welding. A weld may take
place without fusion if the metal is heated under pressure to such a temperature that a new
system of grain is produced or the grain grave of the existing system takes place. A weld made as
sub-fusion (i.e. temperature is frequently referred to as plastic weld; because of the fact that steel,
when heated above a given temperature becomes plastic).
Although it may be carried out by welding the entire part to be welded at the proper
temperature as in forge or furnace; most of the success of modern processes is related to the
ability to concentrate the heat extensively to surface which it is desired to join.
Not only must a welding process be capable of localizing the area but it must also be
capable of supplying heat to certain amount to bring the surface rapidly to the welding
temperature. The more rapidly the heat can be supplied, the less will be the dissipation to the
surrounding metal and the more efficient will be the welding process.
NOTE: The extensive application of electric welding process is due to their pronounced ability
to supply sufficient quantity of heat under control condition to localized area of metal.
Other methods of generating heat for welding may be chemical or mechanical process.
However, these two later methods have not found practical application as weld process like in
electric welding because the generation of heat was insufficient either in magnitude or in
concentration.
NOTE: Out of the electrical methods for the generation of heat, two are of great importance:
i.
The arc electric welding
ii.
The electric resistance welding.
The electric arc welding is particularly suitable as a source of energy supply for welding
because the heat may be effectively concentrated. The temperature of electric arc is from 2 to 4
times the melting point of the most extensively welded metal or steel.
In electric-resistance welding, heat is generated in the weld zone because of the passage
of welding current through the resistance of that zone. Here, the power expended is measured as
the product of the square of the current multiplied by the resistance and represented in Watt. I2R
The electrical resistances contributing to the development of heat are the body resistance
of material and the electrical resistance of the various electrical contacting surfaces.
4.1
ELECTRIC ARC WELDING
Here, two different kinds of arc welding are employed:
(i)
Carbon arc welding and
(ii)
Metal arc welding.
4.1.1
CARBON ARC WELDING: Here an arc (usually several 10th of an inch in length) is
established between a carbon or graphite electrode and two pieces of metal which is
required to be joined. The carbon arc is manipulated with one hand and if necessary a
filter rod is welded into the joint. The manipulation in this case is similar to gas welding
in which a torch is held in the hand and a filter rod in the other. The arc voltage is about
40V combine with high magnitude of current. The difficult experience with manipulated
carbon electrode, because of the tendency to wonder over the surface has been avoided
by an automatic application of carbon-arc welding by superimposing a magnetic field on
the arc stream parallel to its intended direction from the carbon electrode to metal plate
being welded.
4.1.2
METAL ARC WELDING: The arc is established between a steel rod called welding
electrode and steel part to be joined.
ARC CHARACTERISTICS: Contrary to the behaviour of the resistance elements of an
electric circuit in which the voltage drop increase with current; an electric arc processes dropping
voltage/ampere characteristics i.e. the voltage drop across the arc decreases as arc current
increases.
NOTE: The arc power in a D.C arc is measured by the product of current of the arc and voltage
drop across the arc.
The convenient starting of electric arc required a minimum of 60V and both D.C and A.C.
are used for metal arc welding. However, the A.C. arc is inherently less than D.C. arc.
4.2
ELECTRIC-RESISTANCE WELDING
This include a group of welding process in which heat is obtained from the resistance to
the flow of an electric current and the weld is consummated by pressure. The generation of heat
takes place not only in the body of material because of its electrical resistivity but also at the
contacting surfaces of the parts to be welded.
It is desirable to restrict the high temperature required to the vicinity of the surface to be
welded. This localization of heat is accompanied by taking advantage of surface contact
resistance, by providing a sufficient high power level to burn clear the series of short-circuit
produced by bringing the metal into light contact respectively.
It should be noted that high power level result in very rapid rise in temperature of the
parts to be welded. And unless the factors responsible for the generation of heat are kept under
control and delivered exactly the amount of energy required to make a proper weld, either no
weld at all or badly overheated weld may result.
NOTE: Since the generation of heat in an electrical resistance is a function of the square of the
current, the resistance and the time ‘t’ (I2Rt); therefore in order to produce a resistance weld
consistently, it becomes necessary to control the magnitude of the current and the resistance
through which the current flow.
N.B:
(1)
Current is controlled by regulating the voltage supply.
(2)
Time of current flow may be controlled by either mechanical or electrical timing devices.
(3)
The magnitude of resistance through which the flow is determined by cross-sectional area
of the current path, the type of material used, its surface condition, and the pressure with
which the parts are held in contact.
Power supply must be properly monitored in order to control magnitude of welding
current and interference which may cause flickering to the illumination of lightning bulb. This
calls for introduction of stored-energy resistance welding machine which made use of large
batteries.
TYPES OF ELECTRIC RESISTANCE ARE:
4.2.1
SPOT WELDING: This is a resistance welding whereby welds are made between two or
more overlapping sheets of metal by pressing them together between two electrodes
arranged to conduct current to the outer surfaces of the overlapped sheets.
4.2.2
SERIES SPOT WELDING: Where it is difficult to reach both sides of structure to be
welded (e.g. rail, cap, etc.). Here, two spot welds may be made simultaneously by passing
the current from one electrode through the sheet to the copper backing bar and then back
through the sheet to the other electrode.
NOTE: Please read more about resistance welding.
CHAPTER FIVE
5.0
ELECTROLYSIS
AND
INDUSTRIAL
APPLICATIONS
(STORAGE
BATTERIES)
THE NEEDS: The need for continuity in the supply of energy for the control of circuit breakers
and other auxiliary equipment has led to reliance on the storage batteries. Although relatively
little energy is consumed by the control system, its reliability must be of the highest order since a
failure may not result only serious damage to equipment but to the entire circuit as well. The
control system provides for the electrical operation of such relays circuit breakers, pilot lights,
alarms, recording meters and other such instruments that are connected to a d.c ‘control bus’.
This bus is supplied with energy from a storage battery control system may be operated at
nominal voltage of 6, 12, 24, 48, 120V.
STORAGE BATTERY
A storage battery is a device that may be used repeatedly for storing electrical energy at
one time for use at another. It does not directly store electrical energy as such, although energy is
put into it in the form of direct current electricity. Rather, this energy is stored as “chemical”
energy by means of chemical process. By a reversal of this process, the chemical energy is
converted back to direct current electrical energy and delivered for utilization in this form. The
process of putting energy into battery is termed “charging” and delivery of energy is
“discharging”.
PRINCIPLE OF OPERATION (ELECTROLYSIS)
A storage battery consists of one or more cells connected in series, each cell having two
plates (one positive, the other negative) immersed in a solution called electrolyte. When the
battery discharges, the chemical composition of these three elements changes, when it charges,
they are restored to their original condition. The chemical reaction that takes place is different for
different types of batteries.
Direction of Electric
Current flow
Direction of
Electron flow
Positive Plate
Negative
Plate
Electrolyte
Fig. 5.1a: Simple Cell
Fig. 5.1b: Symbol of One Cell
The most frequently used type of battery is the lead-sulphuric acid (or simply Lead)
storage battery, principally because of its economic advantages. Another common type of battery
is the Nickel-iron alkaline battery or so called Edison battery or alkaline battery. It is more
expensive than lead battery but has certain advantages.
The open circuit (rated) voltage of any storage cell depends almost entirely on its
chemical constituents and to some extent on the strength of the electrolytes and its temperature.
The terminal voltage of the cell rises when the cell is charged and falls when it is discharged.
The voltage of the battery is the voltage of the one cell multiplied by the number of the cells
connected in series in multiple or parallel or in series parallel.
Fig. 5:2(a) Series
Fig. 5:2(b)
Cell Connection:
Multiple of parallel
Fig. 5:2(c)
Series parallel
NOTE:
The capacity of cell depends approximately on its plate area. Its discharge rate is given in terms
of amperes-Hours at a standard temperature of 250C or 770F. The capacities of all storage cells
and batteries decrease as the rate of discharge.
LEAD STORAGE BATTERY
The active material of the lead storage (or Lead sulphuric acid) battery is the Lead
peroxide (PbO2) on the positive plate and finely divided or sponge Lead (Pb) on the negative
plate. The electrolyte is a solution of sulphuric acid (H2SO4) and water (H2O).
DISCHARGING PROCESS
When a cell is being discharged, electric current is produced as the acid in the electrolyte
gradually combines with the active material of the plates- see Fig. 5.3a below. The acid in the
pores of the plates chemically combine with active material and changes them to lead sulphate.
Water is also formed at the same time and further dilutes the electrolyte. As the discharge
proceeds, additional acid is withdrawn from the electrolyte and the formation of Lead sulphate
and water continues under the influence of the discharge current. At the point of complete
discharge Fig. 5.3b the acid in the electrolyte will be reduced to a minimum. It will thus be seen
that the formation of Lead sulphate is the normal function of discharge.
The chemical reactions are represented by simple chemical equations. The reaction at the
positive plate is:
PbO2 + H2SO4 = PbSO4 +H2O + O
:The reaction at the negative plate is:
Pb + H2SO4 = PbSO4 + 2H
NOTE:
Some of the formed gaseous oxygen ‘O’ hydrogen ‘H’ react to from water [H2O] while some
escape into atmosphere and represent a combustible and possible explosive mixture of the two,
for which possibility precaution should be taken.
The combine reactions at the two plates are as follows
PbO2 +Pb +2H2SO4 = 2PbSO4 + 2H2O
NOTE: We assume there is presence of some number of impurities
CHARGING
During the charging, [Fig 5.3C], the direction of current flow through each cell of the
battery is opposite that during discharge and hence, a reverse electro-chemical action takes place.
The plates are gradually returned to their former states. Lead peroxide in the positive plate and
spongy lead in the negative plate. All the acid previously absorbed in the development of lead
sulphate is again set free and returned to the electrolyte.
The process is slow during discharging period. When the cell is completely charged [Fig 5.3], all
acid will have been driven out of the plates and the acid in the electrolyte will be at a maximum.
The chemical reactions are represented by the same equations given above for discharge except
that they are now read from right to left to reverse their direction. It was noted that some of the
hydrogen and oxygen occasionally escapes before being reformed into water. Water may thus
have to be added from time to time to make up for the deficiency.
The Figure 5.3 shown below is that of the chemical actions of Lead-acid cell.
a→ Discharging
b→ Discharged
c→ Charging
d→ Discharged
Electrolyte
Electrolyte
Sulphuric
acid
content
Sulphuric
acid
content
H2 SO4
H2 SO4
increasing
Maximum
H20
H20
Content
decreasing
Negative plate
Positive plate
Sponge lead
PbO2 increasing
increasing
PbSO 4 decreasing
PbSO4 decreasing
(c)
Content
Minimum
Negative plate
Sponge lead
Maximum
PbSO4 Minimum
Positive plate
lead peroxide
PbO 2 Maximum
PbSO4 Minimum
(d)
Figure 5.3
ALKALINE STORAGE BATTERY
The chemical reactions that take place in the Nickel-Iron alkaline cells are different from those
occurring in the Lead-acid cell. When fully charged, the active materials of the alkaline storage
battery consist of Nickel-dioxide [NiO2] in the positive plate and metallic Iron [Fe] in the
negative plate. The electrolyte is a solution of potassium hydroxide [KOH] in water [H2O] to
which Lithium hydroxide is added as a catalyst.
DISCHARGING
During discharge [Fig. 5.4a], the active material in the positive plate, Nickel dioxide is reduced
to Nickel oxide [NiO] and that in the negative plate, iron is oxidized to form Iron dioxide (FeO).
Although the electrolyte, Potassium hydroxide, appears to undergo no change, it does take an
active breaking-up into its component ions of potassium and hydroxide and then reforming into
potassium hydroxide. The chemical reaction that takes place may be represented by the chemical
equations:
Fe + 2KOH + H2O + NiO2 which ionizes to
Fe + 2K + 2O + 2H + O + Ni + 2O
NOTE:
One oxygen of KOH joins Fe to form FeO (iron oxide) and one ‘O’ in NiO2 is replaced to form
NiO(Nickel Oxide). When the 2K + O +2H forms H2O; it releases the 2K, which then joins with
the original H2O and the O released from Nickel oxide to form 2KOH.
The overall chemical equation is as follows:
Fe + 2KOH + H2O + NiO2FeO + 2KOH + H2O + NiO
CHARGING PROCESS
During the charging cycle (Fig 5.3b), the reverse action takes place, with the same
breakdown of the potassium peroxide and water into ions and same ultimate recombination. The
chemical reactions are represented by the same equations as those for discharge except that they
are read in reverse order.
The overall equation becomes:
FeO + 2KOH + H2O + NiO Fe + 2KOH + H2O + NiO2
The effect of the reactions can be described as a transfer of oxygen from the negative
plate to the positive plate during the charging operation and the reverse transfer during the
discharging operation. The lithium hydroxide catalyst aids but does not take part in the reaction
itself. It increases battery capacity.
CONSTRUCTION OF STORAGE BATTERY
Essential parts are positive and negative plates, the separators, the electrolyte and the
container.
LEAD BATTERY
(a)
PLATES: Pure Lead alloyed with a small amount of antimony or calcium.
(b)
SEPARATORS: These are inserted between adjacent positive and negative plates to:
(i)
Serve as mechanical spacers to prevent actual contact.
(ii)
Serve as electrolytic channels that permit current to pass but prevent plate and
eventually bridging across the plates and causing a short circuit.
(iii)
They act to retain the active material in the slots, preventing it from being
dislodged.
(c)
ELECTROLYTE: In Diluted Sulphuric acid, the ratio of water to H2SO4 for a specific
gravity of 1.2 is approximately 2.4 to 1 by weight or 4.5to 1 by volume. The ratio
changes with specific gravity.
(d)
THE CONTAINER: Glass, Hard rubber, plastics or Asphatic composition.
NOTE:
For stationary cells, glass is almost universally used because of its durability, transparency and
low cost. Hard rubber or plastics is used where there is danger, they are not transparent and also
costly.
ALKALINE BATTERY
(a)
PLATES:The positive plate consists of Nickel plates steel(NPS) frame or grid fitted
with pockets made of perforated Nickel plate steel ribbon. The negative plate is similarly
constructed, but its pockets are fitted with finely divided Iron oxide mixed with a small
amount of an oxide of Mercury as a catalyst.
(b)
SEPARATORS: Made of moulded hard rubber and supported at the edge of individual
plate after the two groups of plates have been intermeshed. Serve as mechanical spacers
as in the above.
(c)
ELECTROLYTES: About 21% solution of potassium (KOH) and Lithium hydroxide
(LiOH) having a normal specific gravity of approximately 1.2 at 160C or 600F.
Sodium hydroxide (NaOH) is sometimes used instead of KOH.
(d)
CONTAINER:Made of Nickel plated sheet with side welded together.
RATINGS OF BATTERIES
Storage battery is rated in Amp-Hour, the rating being based on the time period in which
the battery will be discharged. That is the ampere-Hour rating of the battery is equal to the
product of the amperes output and normal time such an output can be supplied.
The I2R losses in the battery are greater for higher current than for smaller currents.
SPECIFIC GRAVITY (DENSITY)
This is to determine whether the battery is fully charged or not. The tester is HYDROMETER.
It is used to compare the weight of liquid/substance to an equal volume of water.
CHAPTER SIX
6.0.
UNINTERRUPTED POWER SUPPLY
UPS is a device that provides emergency power when the input power source fails. UPS
can correct power utility problem like voltage spike, noise, voltage sag and harmonic
distortion.
ADVANTAGES OF UPS OVER EMERGENCY STAND BY POWER SUPPLY
UPS is always in operation. Emergency stand- by power supply is normally off and does
not start manually or automatically until the utility ac fail.
-
UPS hardware is available in number of configuration namely:
Forward Transfer Mode and Reverse Transfer Mode
*
The load is normally power by the utility power line and as such the inverter is idle. If
power failure occurs, the inverter start and the load is switch. The major drawback of this
approach is the lack of load protection from the power line disturbance during normal operation
(utility power operation).
**
The Reverse Transfer Mode: In this case, the load is power by the inverter and when the
utility power is restored, the load is switch directly to the utility line. The Reverse Transfer Mode
is a popular type of UPS system and it is use for large scale system. The load Transfer switch
used in UPS is a critical design parameter and the continuity of AC power service to the load is
determined by the type of switching circuit used. Examples are:
1. Electromechanical Load Transfer Switch
2. Static Load Transfer Switch.
THE INVERTER
The need for the continuity in the supply of energy for the control of communication
circuit breakers and other auxiliary equipment for proper functioning of Electric power system
cannot be overemphasized.
Though it is a D.C. source, the storage battery is an alternative source of A.C. supply to
the above mentioned equipment, especially when there is power failure. This is possible by the
use of INVERTER, which converts D.C. signal to A.C. signal.
During power failure, load will be switched from mains to the battery.
The simple method of connecting a charger, battery and inverter (called SIMPLE
FLOAT SYSTEM) as shown below:
CHARGER
INVERTER
48V
220V
MAIN
SUPPLY
LOAD
EQUIPMENT,
COMMUNICATION
EQUIPMENT
ETC
48V
CONVERTER
BATTERY
Fig 6.1: Connection of Charger Battery and Inverter
The charger supplies a D.C. current to the battery and the inverter. If a mains failure
occurs or there is a drop in the mains, the load will then be connected to the battery.
Batteries are charged by passing direct current through them from positive to negative
terminals. The cells are connected in series so that each cell receives the same charging current.
If the cells are connected in parallel it would be difficult to maintain the correct division between
currents, since cells having a slightly higher e.m.f. would tend to discharge into those cells
possessing a lower e.m.f.
Being a regulated power source, the inverter maintains a stable voltage and frequency
output until the rated capacity of battery is exhausted .When mains supply is restored the energy,
back by BUSH or FLOAT CHARGING SYSTEM, depends on amount of discharge of the
battery.
6.1.
A THREE-PHASE INVERTER CIRCUIT
Three-phase inverters are normally used for high power applications.
A three-phase output can be obtained from a configuration of six transistors and six
diodes as can be illustrated hereunder:
Two types of control signals can be applied to the transistors: 1800 conduction or 1200
conduction.
1800 CONDUCTION
Each transistor conducts for 1800. Three transistors remain on at any instant of time.
When transistor Q1 is switched on, terminal ‘a’ is connected to the positive terminal of the D.C.
source. When transistor Q4 is switched on, terminal ‘a’ is brought to the negative terminal of the
D.C. source.
There are six modes of operation in a cycle and the duration of each mode is 600. The
transistor are numbered in the sequence of gating the transistors (e.g. 123,234,345,561,612).The
gating signals shown hereunder are shifted from each other by 600 to obtain three-phase
balanced (fundamental) voltages.
g1
0
g2
t
t
0
g3
0
t
0
t
0
t
0
t
g4
g5
g6
Vab
Vs
0
Vbc
t
t
t
Vs
0
Vca
Vs
0
Fig. 6.3. Waveform for 180 Conduction
0
The load may be connected in wye or delta as shown in Figure 6.4. For a delta-connected
load, the phase currents can be obtained directly from the line-to-line voltages .Once the phase
currents can be determined. For a wye – connected load, the line - to - neutral voltages must be
determined to find the line (or phase) currents. There are three modes of operation in a half –
cycle and the equivalent circuits are shown in Figure 6.5a for a wye – connected load.
a
a
R
R
R
R
b
c
n
R
b
c
(a) Delta-connected
R
(b) Wye-connected
Fig. 6.4: Delta/Wye-Connected Load
i1
+
Vs
-
a
R
c
R
b
R
Vs+
Mode 1
I2
b
R
c
R
a
R
i3
+
Vs
-
Mode 2
a
R
b
R
c
R
Mode 3
(a) Equivalent Circuits
Van
Vs
2
3
Vs
3
2
3
t
Vbn
Vs
3
Vs
3
3
3
t
Vcn
Vs
3
V
2 3s
2
0
(b) Phase voltage for 180 conduction
Fig. 6.5: Equivalent Circuits for Wye-connected Resistive Load
t
�
During mode 1; for 0 ≤ wt ˂3
�
3�
Req = R + =
i1 =
��
Req
=
2
2
2��
3R
Van = Vcn =
i1 R
Vbn = -i1R =
2
=
−2��
��
3
3
2�
�
During mode 2; for3≤ wt ˂ 3
�
3�
Req = R + 2 = 2
��
i2 = Req =
2��
3R
Van = i2R =
2��
Vbn = Vcn =
3
−i2 R
2
=
−��
3
2�
During mode 3; for 3 ≤ wt ˂�
�
3�
Req = R + 2 = 2
i3 =
��
Req
=
2��
3R
Van = Vbn =
Vcn = -i3R =
i3 R
2
=
−2��
��
3
3
The line-to-neutral voltages are shown in Figure 6.5(b).The instantaneous line-to-line
�
voltage, Vab, in Fig. 6.3 can be expressed in a Fourier Series, recognizing that Vab is shifted by 6
and the even harmonics are zero.
Vab=
4��
��
�
���
sin �
�=1,3,5,… ��
6
�� +
�
6
…………………………….(6.1)
Vbc and Vca can be found from equation 6.1 by phase shifting Vab by 1200 and 2400
respectively.
��
4��
�
���
sin �
�=1,3,5,… ��
6
Vbc=
��
4��
�
���
sin �
�=1,3,5,… ��
6
Vca=
�
……………………….……….(6.2)
7�
…………………..…………….(6.3)
�� −
�� −
6
2
We can notice from equations (6.1),(6.2) and (6.3) that the triple ‘n’ harmonics(n=
3,9,15……)would be zero in the line- to-line voltages.
The line to line r.m.s. voltage can be found from
VL = [
2�
3
2
2� 0
1
�2� �(��)]2 =
2
3
�� = 0.8165Vs ……………….……………. (6.4)
From equation (6.1),the rms nth component of the line voltage is
VLn=
4��
2��
cos
��
6
……………..………………………………………..(6.5)
which for n =1, gives the fundamental line voltage.
VL1 =
4��
2�
cos 30 = 0.7797Vs………..…………………………..(6.6)
The rms value of line-to-neutral voltage can be found from the line voltage,
Vp =
��
3
=
2��
3
= 0.4714��…………………………………………...(6.7)
With resistive loads, the diodes across the transistors have no functions. If the load is
inductive, the current in each arm of the inverter would be delayed to its voltages as shown in
Figure 6.6. When transistors Q4 in Figure 6.2 is off, the only path for negative line current ia is
through D1.Hence the load terminal ‘a’ is connected to the D.C. source through D1 until the load
current reverses its polarity at t=t1.During the period for 0 ≤ t ˂ t1 transistors Q1 will not conduct.
Similarly, transistor Q4will only start to conduct at t = t2. The transistor must be continuously
gated, since the conduction time of transistors and diodes depends on the power factor.
For a wye- connected load,the phase voltage is ��� = ���
eqn. (6.1),the line current ia for an RL load is given :
��
4��
∞
[
���
] sin
�=1,3,5,…
6
3�� �2 + ��� 2
i a=
��� − ��
3
with a delay of 300. Using
……………………….(6.8)
where�� = ���−1 ( ��� � )
Van
V
2 s
3
Vs
3
t
ia
t1
D1
Q1
t
t2
D4
Q4
Fig. 6.6: Three-phase inverter with RL Load
EXAMPLE 1:
The three – phase inverter in Figure 6.2 has a wye-connected resistive load of R = 5Ω and L=
23mH.The inverter frequency is fo = 60Hz and the D.C. input voltage is Vs = 220V.
Express the instantaneous line-to-line voltage Vab(t) and the line current ia(t) in a
Fourier series. Determine:
(b)
the rms line voltage VL ;
(c)
the rms phase voltage Vp;
(a)
(d)
the rms line voltage VL1 at the fundamental frequency;
(e)
the rms phase voltage at the fundamental frequency,Vp1;
(f)
the total harmonic distortion THD;
(g)
the distortion factor DF;
(h)
the harmonic factor and the distortion factor of the lowest-order harmonics;
(i)
the load power Po;
(j)
the average transistor current ID; and
(k) the rms transistor current IR.
SOLUTION
(a)
Vs = 220V, R = 5Ω, f0 = 60Hz and � = 2�× 60 = 377rad/s
Using equation (6.1), the instantaneous line – line voltage Vab can be written as
Vab(t) = 242.58sin(377t + 300) – 48.52sin5(377t + 300) – 34.66sin7(377t + 300) +
22.05sin11(377t + 300) + 18.66sin13(377t + 300) – 14.27sin17(377t + 300) + …
ZL = �2 + (���)2 < ���−1 ( ��� � )= 52 + (8.67�)2 < ���−1 ( 8.67� 5 )
Using eqn. (6.8), the instantaneous line (or phase) current is given by;
ia(t) = 14 sin(377t - 600) – 0.64sin(5 × 377t – 83.40) – 0.33sin(7 × 377t – 85.30) +
0.13sin(11 × 377t – 870) + 0.10 sin(13 × 377t – 87.50) – 0.06sin(17 × 377t – 880) - …
(b)
FromEqn. (6.4), VL = 0.8165 × 220 =179.63V
(c)
From Eqn. (6.7), Vp = 0.4714 × 220 = 103.7V
(d)
FromEqn. (6.6), VL1 = 0.7797 × 220 = 171.53V
(e)
Vp1 = VL1/ 3 = ��. ���
(f)
FromEqn. (6.4), VL1 = 0.7797Vs
[
1
∞
�2 ]2
�=5,7,11,… ��
1
From THD =
�1
0.24236��
THD =
0.7797Vs
[
1
= (�2� − �2�1 )2 = 0.24236��
1
∞
�2 ]2 ………………... (Total Harmonic Distortion)
�=2,3,… �
=31.08%
The rms harmonic line voltage is
(g)
1
VLn = [
From DF =
DF=
(h)
��� 2
∞
) ]2 = 0.00666Vs
(
�=5,7,11,… �2
1
�1
0.00666��
0.7797Vs
[
�� 2 1
∞
]2 ……………………….... (Distortion Factor)
�=2,3,… �2
=0.854%
The lowest – order harmonic is the fifth, �
From �
�
�5 = �1
5
� ……………………….... (Harmonic Factor of nth harmonic)
�� = �
From DF =
(i)
1
�1
[
�1
��5 = ��5 = 1 = �0%
��1
5
�� 2 1
∞
]2 ……………………….... (Distortion Factor)
�=2,3,… �2
��� =
� 1 �2
�
� /52
=
�5 = �5
�
�1
��
1
125
= �.�%
For wye-connected loads, the line current is the same as the phase current and the rms
line current, �� =
142 + 0.642 + 0.332 + 0.132 + 0.102 + 0.062
2
1
2
= 9.91A
The load power Po = 3IL2R = 3 x 9.912 x 5 = 1473W
(j)
(k)
The average supply current �� =
�0
220
and the average transistor current �� =
=
6.7
3
1473
220
= �. ��
= �. ���
Since the line current is shared by two transistors, the rms value of a transistor current is:
�� =
��
2
=
9.91
2
= 7.01�
ASSIGNMENT TO BE SUBMITTED
Explain with the aids of all necessary diagrams, how a control signal can be obtained from a
configuration of six transistors using 1200 – Degree conduction.
CHAPTER SEVEN
POWER FACTOR IMPROVEMENT
7.1 WHAT IS POWER FACTOR?
The cosine of the angle between voltage and current in an A.C circuit is known as Power
Factor.
In an A.C circuit there is generally a phase difference between voltage and current. In an
inductive circuit the current lags behind the applied voltage and the power factor of the
circuit is referred to as lagging. In a capacitive circuit the current leads the applied
voltage and therefore the power factor of the circuit is said to be leading.
In an inductive circuit,
kVA2 = kW2 + kVAR2
Also,
kVAR =kW tan
i.e, the smaller the reactive component of power, the smaller is the phase angle and the
higher is the power factor.
Note that if a device drawing leading reactive power is connected in parallel with the
inductive load, and then the lagging reactive power of the load will be partly neutralized
resulting in improvement of the power factor of the system.
7.2 DISADVANTAGES OF LOW POWER FACTOR
If a load P is to be supplied at terminal voltage V and at a power factor cos by a 3 –
phase balanced system then load current is given by
IL
P
3V cos
If P and V are constant, the load current, IL is inversely proportional to power factor
cos i.e. the lower the power factor, the higher the current. The higher the current due
to poor power factor affects the system and results in the following disadvantages:
Ratings of generators and transformers are proportional to their output current and
hence inversely proportional to power factor. Therefore, large generators and
transformers are required to deliver same power at low power factor.
The cross-sectional area of the bus-bar and the contact surface of the switchgear are
required to be enlarged for the same power to be delivered at low power factor.
Energy losses are proportional to the square of the current hence, inversely
proportional to the square of the power factor, i.e. more energy losses are incurred at
low power factor which results in poor efficiency.
Low lagging power factor results in large voltage drop in generators, transformers,
transmission lines and distributors which results in poor regulation. Hence, extra
regulating is required to keep the voltage drop within permissible limits.
More conductor material is required for transmission lines, distributors and cables to
deliver the same load at low power factor.
Low lagging power factor reduces the handing capacity of all the elements of the system.
7.3 CAUSES OF LOW POWER FACTOR
All a.c motors (except over excited synchronous motors and certain type of
commutator motors) and transformers operate at lagging power factor. The
power factor falls with the decrease in load.
Arc lamps and electric discharge lamps operate at low lagging power factor.
Due to increased supply mains voltage which occurs during low load periods
such as lunch hours, night hours, e.t.c, the magnetizing current of inductive
reactance increases and power factor of the electrical plant as a whole comes
down.
The power factor at which motors operate falls due to improper maintenance
and repairs of motors. In repaired motors less wire is sometimes used than
originally wound wires, therefore, in such motors leakage of magnetic flux
increases and power factor of the motor decreases.
Industrial heating furnaces such as arc and induction furnaces operate on very
low lagging power factor.
7.4 METHODS OF POWER FACTOR IMPROVEMENT
As already indicated, the lower power factor is almost invariable due to inductive nature
of the load and therefore, the logical corrective measure is to connect such devices
across the load, which take leading reactive power such as static capacitors,
synchronous machines or synchronous condensers.
Most loads are inductive in nature and transformer absorb VAR(Volt Amp Reactance) leading to
lagging power factor.
If a load capable of supplying leading VAR is connected in parallel or across the
inductive load, then the P.F of the inductive load will be improved.
Power Factor correction equipment in use are: Shunt-connected capacitors, Synchronous
compensator (condenser)
a.
BY THE USE OF STATIC CAPACITORS:
Power factor can be improved by connecting the capacitor in parallel with the
equipment operating at lagging power factor such as induction motors, fluorescent
tubes. Static capacitors have the advantages of small losses or higher efficiency, low
initial cost, little maintenance owing to absence of rotating parts, easy installation, being
lighter in weight and capability to operate under ordinary atmospheric conditions.
However, they have drawbacks of short service life, getting damaged on over voltages
and uneconomical repairs.
Ic = initial reactive current – final reactive current
I c I1Sin1 I 2 Sin2
But,
IC
C
V
XC
=
V
1 fC
2
2 fC
IC
1
2 fV 2 fX C
If all the currents are multiplied by
then the power triangle results.
V
1000
( for 1 -
system) or
3V
( for 3 - system)
1000
This is preferable for power factor improvement calculation.
The capacitors when connected in parallel with the equipment are called the shunt capacitors
and when connected in series with the line are referred to as series capacitors.
Series capacitors are used on long transmission lines as they provide automatic compensation
with the variation in load. The capacitance of the capacitors to neutralized the line reactance is
given by
C
1
2 f
2
L
Where f is the supply frequency and L is the inductance of the line per phase.
b. BY USE OF SYNCHRONOUS MACHINES:
Synchronous machines are excited by d.c and the power factor may be controlled by
controlling the field excitation. The various synchronous machines available for power
factor correction comprise synchronous motors, synchronous condensers, synchronous
phase modifiers etc.
ECONOMICAL LIMIT OF POWER FACTOR CORRCETION
Suppose a consumer is charged ₦A per kVA maximum demand plus a flat rate per kWh.
Suppose that he is taking power of P kW at a p. f. of cos 1
As shown in the power diagram his kVA1 is P/cos 1 and his kVAR1, is P tan 1 . Suppose by
installing static capacitors he improves his power to cos 2 , (his power consumption P remain
the same). In that case his kVA2 is P/Cos 2 and kVAR2 = P tan 2 .
KVA1 KVA2
Reduction in kVA demand
=
P
P
Cos1 Cos2
P
P
his annual saving on this account is = A
Cos 1 Cos 2
his kVAR difference = kVAR1 – kVAR2
= P tan 1 - P tan 2
To be supplied by the phase advancer. If the cost per kVAR of advancing plant is N B and the rate
of interest and depreciation is P% per year, then the cost per annum is
BP/100 (P tan 1 - P tan 2 )
C (P tan 1 - P tan 2 ), where
C = BP/100
P
P
Cos 1 Cos 2
ds
The net saving is maximum when
0
d 2
Net annual saving’s = A
C P tan 1 P tan 2
P
P
A
C P tan 1 P tan 2
Cos1 Cos 2
2
= APSec 2 tan 2 CPSec 2
ds
d
d 2 d 2
= 0
Therefore,
APSec 2 tan 2 CPSec 2 2
A tan 2 CSec 2 2
Hence,
C BP
A
A
From this 2 and hence Cos 2 which is independence of 1 and can be found.
Sin 2
The most economical power factor is
2
C
BP
Cos 2 1 Sin 2 1 1
A
100 A
2
2
EXAMPLE 7.1:
A 400V, 50 Hz, 3 – phase, line delivers 200kW at 0.8pf lagging. It is desired to raise the
line power factor to unity by installing shunt capacitors. Calculate the capacitance of
each unit if they are connected in (i) Star (ii) Delta.
Solution:
Load, P = 200kW
cos 1 = 0.8 lag, cos 1 0.8 36.870
tan 1 = tan 36.870 = 0.75
cos 2 = 1.0, cos1 1 00
tan 2 = 0
Capacitive kVAR kVAR1 kVAR2
Ptan 1 tan 2 200(0.75 0) 150
Since the reactive kVA output of capacitors when connected in star can be obtained as follow:
IC
V
2
X C CV
But capacitive kVA VI C 10 3 2fCV 2 150
Or
C
150 10 3
150 10 3
2fCV 2
2 50 400 2
C 2.984 103 F 2.984mF
When capacitors are connected in delta; VL 3V 3 400
C
150 103
2 50 400 3
2
150 103
2
6 50 400
9.95 104 F 0.0 995F
Example 7.2: A synchronous motor having a power consumption of 50kW is connected in
parallel with a load of 200kW having a lagging power factor of 0.8. If the
combined load has a p.f of 0.9; what is the value of leading reactive kVA supplied
by the motor and at what p.f is it working?
SOLUTION:
Let, 1 p. f angle of motor; 2 p. f angle of load ; t combined p. f angle.
2 cos 1 0.8 36052'
tan 2 tan 36052' 0.75
1 cos1 0.9 2505' ; tan 1 tan 2505' 0.4854
Combined Power, P = 200 + 50 = 250kW
Total kVAR P tan 1 250 0.4854 121.1
Load kVAR 200 tan 2 200 0.75 150
Leading kVAR supplied by synchronous motor = 150 -121.1 = 28.9
tan 1
28.9
; 1 30.10
50
cos1 0.86(leading).
Example 7.3: A factory has an average demand of 50kW and an annual load factor of 0.5. The
power factor is 0.75 lagging. The tariff is ₦100 per kVA maximum demand per annum plus five
kobo per kWh. If losses free capacitors costing ₦600 per kVAR is to be utilized, find the value of
the power factor at which maximum saving will result. The interest and depreciation together
amount to ten percent. Also, determine the saving effected by improving the power factor to
this value.
SOLUTION:
The most economical power factor angle can be obtained from:
sin
c
; where c 10% of ₦600 = ₦60.
A
A = ₦100
sin
60
0 .6
100
sin 1 0.6 36.80
New p.f cos 36.80 0.8
The net annual saving due to improvement in p.f can be obtained as follow:
Max. demand
50
100 kW
0 .5
At load p.f of 0.75, maximum demand of 100kW represents
100
400
kVA max imum demand
0.75
3
At load p.f of 0.8, 100kW represents:
100
125kVA max imum demand
0 .8
Maximum kVA demand charge:
At 0.75, p.f
= ₦100
400
₦13,333.
3
At 0.8 p.f = ₦100 125 = ₦12,500
Annual saving = ₦(13,333 – 12,500) = ₦833.3
NOTE:
A synchronous compensator is synchronous motor with no load coupled with it when running;
and depending on the level of excitation it can absorb or generate VAR(Reactive Power).
L
V
V
(Inductive)
I
Fig. 7.1(a) Inductive load with
lagging p.f. (cos)
I2
Capacitor
connected across
load to
improve p.f.
Fig. 7.1(b) Phasor Diagram
I1
Fig. 7.1(d) Phasor Representation
IC
IC
L
(Inductive)
V
I2
I1
Fig. 7.1(c) Inductive load with lagging
p.f. and power improvement
IC
�
NOTE: Capacitor current leads the voltage by 2 or 900, since it is purely reactive.
The current I2 drawn from the supply is now less than I1 and 1reduces to
2 cos 2 >cos 1. P.F. of load has improved from cos 1to cos 2.As a result, I2 is less than I1,
thus releasing spare capacity.
NB:Capacitor is purely reactive:Ic leads V by 900.
IC
B
I2
I1
IC
IC
OB = I1cos1 = I2cos2
IC= I1sin1 - I2sin2
But �� =
�
��
=
106
2���
Where C is in F (10-6)
106 (I1sin1 − I2 sin2 )
106��
�� � =
2���
2���
�=
In power system, the voltage assumed remains constant. Therefore, by multiplying all
the axis by V.
IC
VIC
I1 V
Q = VI
AR
QC
IC V
QC = Q1 - Q2
)
2 (kV
1 (kV
THEN;
QC
(kVAR )
I2 V
AR
)
P1 = P2 kW
VI1sin1 - VI2sin2
Therefore, improving power factors leads to reduction in kVA demand i.e. saving in
demand = S1 – S2. Just like shunt capacitor, the power improvement may also be done by
connecting a synchronous compensator across a load.
1
Inductive load
with lagging p.f.
V
I1
Since synchronous motor is not purely reactive, it does not lead ‘V’ by 900 but at a
certain angle < 900
I
Sy nch rono us m oto r
provid es fo r p.f.
co rrection (it
su pplies th e la ggin g
p.f.)
IM
SM
I1
F ig ( a )
Im
I2 = I + Im
Im
F ig ( b )
I1
Multiplying each phasor by V to get terms in power i.e. as in Fig. (b) above.
EXAMPLE 7.4
A current of 35A is taken from 240V single phase 50Hz A.C. supply at P.F of 0.75 lagging. If a
capacitor is installed to improve P.F to 0.96 lagging. Find:
(a)
Current taken from the supply
(b)
The capacitor current,
(c)
The capacitance of the capacitor.
SOLUTION:
(a)
V
I1 =
35A
=4
= cos-10.96
1 .4 0
I2
=
I1
35
A
�2 =
I1cos1 = I2cos2
I1 cos1
cos2
=
IC
35 x 0.75
� = ��. ��
0.96
IC
= 0.75 = 41.40
IC
(b)
IC =I1sin1 - I2sin2
= 35sin41.40-27.3sin16.30 = 15.5A
(c)
106 ��
��
2���
�=
=
106 x 15.5
2� � 50 � 240
= 205 ��
EXAMPLE 7.5
A factory has a load of 800kW at 0.85P.F Lagging and 80% efficiency. A 200kW synchronous
motor operating at 85% efficiency with a leading P.F is to be added to the plant. At what P.F
must the synchronous motor operate in order that the overall P.F of the factory load is 0.98
lagging on full load?
SOLUTION:
�
��
�.�.
=
=
800��
0.80
1000
0.85
cos-10.85
=3
1 .8 0
= 1000��
= 1176.5���
1000kW
117
6.5
kVA
Actual load of synchronous motor =
200��
0.85
= cos-1(0.98) = 11.50
= 235.3��
619.7kVA
Factory load in KVA = =
�
1 = 1000tan31.80
Actual load of the factory =
1000kW
Qm
m
2 3 5 .3 k W
�1 = 619.7���� ; �2 =
=
=
�2
���2
=
1000 + 235.3 ��
�1 + ��
���2
���2
1235.3
1235.3
=
= 1260.5����
���11.5
0.98
Q2 =P2tan1 = 1235.3tan11.50 = 251.3kVAR
Qm= Q1 - Q2 =(619.7 – 251.3)kVAR = 368.4kVAR
368.4
tanm = 235.3 = 1.6
m tan−1 1.6 = ���
P. Fm = cos m = 580 = �. �� �������
Q1 = 619.7kVA
2 = 11 .5 0
Q2
1 = 3 1 .8
0
2 3 5 .3 k W
CHAPTER EIGHT
EARTHING PRACTICE
The purpose of effective earthing are:
(i)
To prevent the outer casing of apparatus and conductors from acquiring a potential
dangerously different from that of the surrounding: danger may be the possibility of
shock, the ignition of inflammable vapours e.t.c.
(ii)
To allow sufficient current to pass to earth so that protective devices will operate, a
purpose that may conflict with Figure (a) below:
(iii)
To suppress dangerous voltage gradients, while seriously affect protective device or
produce fire explosion risk at places remote from the source of trouble.
The current that flow on the occurrence of an earth fault is a function of the working
voltage and the earth loop impedance from the fault to the associated earth electrode, through the
earth to the earth electrode of the supply transformer star- point and back to the fault Fig 8.1(a)
here under. This contains two unpredictable terms, the impedance of the fault itself, and the
earth-path impedance [which depends].
EARTH-PATH
(a)
GROUNDING/EARTHING
METALLIC
(b)
Fig. 8.1: On the variable soil resistivity
PATH
Earthing is defined as follows: “Earthed” means connected to the general mass of earth
in such manner as to ensure at all times an immediate discharge of electrical energy without
danger.
Connection to the general mass of earth is not a straight forward process. Consider an
earth electrode [Figure 8.2(a) below] in the shape of hemisphere of radius ‘r’ let into the surface
of ground having a volume resistivity �. Passage of a current from the electrode into the earth
mass raises the electrode potential. The effective resistance to the general mass of earth means
the resistance to electrode to some point sufficiently for the current to produce a vanishingly
small potential gradient at the point.
�
�
This resistance is �
=
�
2��
=
. . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
This is the effective resistance to general mass of earth.
Voltage
Equipotential
r
0
2r
Current-flow lines
(a)
4r
6r
DISTANCE
(b)
8r
Fig 8.2: Current and Voltage Distribution of
Hemisphere Earth Electrode
For example, if r = 0.2m [about 8 inches] and
�=
80Ω�−2 . The great majority of
resistance is located at the electrode’s surface where the current density is highest, and it is
directly proportional to the earth resistivity which is rarely low and varies with soil moisture
content, weather and geological formation. In the case figure [i.e. with R= 80 ] a fault of only
5A would cause the potential of the electrode to rise to 400V [i.e. 5A× 80V] above the general
mass of earth and produce a steep voltage gradient in the immediate vicinity. A man standing
nearby, with his feet oriented in a direction radial from the electrode would experience a severe
shock. A cow would certainly be electrocuted.
SOIL RESISTIVITY
Typical value of earth resistivity are: Garden soil, 5-50; clay, 10-100; sand 250-500; and
rock, 1000-10000 m. One simplest test [Figure 8.3] is made with the aid of a four terminal
“Megger” rods are pushed into the ground to a depth ‘l’ not exceeding
�
20
; where a is the
electrode spacing in metres. Then if ‘x’ is the “MEGGER” reading in ohms, the soil resistivity in
Ωm is � = 630��
P1 P2
C1 C2
P1
C1
a
C2
a
P2
a
Fig 8.3: Measurement of Soil Resistivity
EARTH ELECTRODE RESISTANCE
The performance of the hemispherical electrode is calculated, but its shape is not a
practical one. Because of cheapness and easier handling, the rod or tube electrode is preferred. At
points distance from the site of the electrode; the potential field is substantially independent of
the electrode shape, but near the electrode, there are marked differences.
A typical Earth rod electrode is shown in Figure 8.4 below
SINGLE ROD
For single cylindrical rod length ‘l’ and radius ‘r’ in ground of soil resistivity ‘ � ’; the
earth electrode resistance can be expressed as :
�
��
=
................................................................... ... 2
2���
�
where ‘k’ depends on the ratio �and has the value below:
�
�
K
20
200
2,000
20,000
3.0
5.3
7.6
9.9
TABLE 8.1
Calculated values of ‘R’ for a single rod of diameter 16mm in soil of resistivity 100Ωm-1 and
driven to various depth ‘l’ below the surface, are as follows:
TABLE 8.2
DEPTH ‘l’ (m)
1.5
3
4.5
6
7.5
RESISTANCE ‘R’(Ω)
60
35
25
20
10
10
MULTIPLE RODS
Where earth current values are likely to be high, the conducting surface of the earth
electrode system must be increased. Various methods, such as buried wires and earth mats, can
be used, but generally the system can take the form of multiple-rod arrays. A number of typical
arrays are shown in Figure 8.5 here under. The total Earth electrode resistance ‘�� ’ is that of one
single rod multiplied by factors in Table 8.3
L
(a)
(b)
(c)
(e)
(d)
Fig 8.5: Earth Electrodes (Rods Arrays)
TABLE 8.3: MULTIPLE FACTORS FOR ROD ARRAYS
ARRANGEMENT
a
b
c
d
e
NUMBER OF ROD
2
3
3
4
5
FACTORS
1+�
2
1 − 2�2 + �
3 − 4� + �
1 + 2�
3
1 + 2� + �
4
1 + 2� + � − 4�2
5 + 2� + � − 8�
Where m
= ln
Where n
= ln
Where q
= ln
�
�
�
x=
�
�
�
y=
�
�
�
x=
+�
�
+�
2�
+�
2�
PROTECTIVE MULTIPLE EARTHING [P.M.E]
In some instances, the method known may be used to provide a low earth impedance. The
principle of this system is that the earth continuity conductors are connected to the neutral
service conductors at the supply intake position, the neutral conductor being connected to earth
at regular intervals as shown in Figure 8.6 below.
SUPPLY AUTHORITY
TRANSFORMER
Consumers
Load
Earthed Metal work
L
N
SUPPLY AUTHORITY
EARTH ELECTRODE
MULTIPLE
EARTH ELECTRODE
Fig 8.6: P.M.E. SYSTEM OF EARTHING
SOME ADVANTAGES OF THIS SYSTEM ARE:
(i)
There is low impedance path for fault current to flow via the neutral conductor.
(ii)
The impedance to earth is low even though individual earth impedance may be high,
since many earth connections are made in parallel.
SOME DISADVANTAGES ARE:
(i)
The electric shock risk that may arise if any earthed metal work associated with the
system is not bounded to the neutral conductor or if the neutral conductor is broken.
(ii)
Earth currents may circulate between the multiple earth electrode, causing interface with
the telephone system.
GROUNDING [EARTHING]
INTRODUCTION: Apart from the act of God, the lightning, flood, earthquake, are natural
disaster, the cause of the hazard and accident may be attributed to:
(1)
CALCULATED RISK: Taken for granted, or to prove self-reliance.
(2)
UNCALCULATED RISK: Resulting from over-familiarity lack of imagination and
fore-sight.
(3)
BLINK RISK: Arising from ignorance, incompetence and capable negligence.
(4)
HUMAN ERROR: Momentary aberration or misunderstanding.
(5)
DELIBRATE IRRESPONSIBILITY: Horseplay and vandalism.
The simplest accident means injury and loss of time; the serious accident means
permanent injury and loss of earning capacity. One of the major means of protecting the
equipment and the personnel from the effect of this risk is by grounding or earthing.
Grounding or earthing is the connection of a conductor or frame of a device to the main
body of the earth. This must be done in such a manner that the resistance between the item and
the earth is below prescribed limits. The connection will ensure at all time, an immediate
discharge of electrical energy without danger. The process often entails the burying of large
assemblies of connecting rods in the earth and the use of connections of cross-sectional area.
There are two types of grounding in interior wiring system
(1)
System- Equipment and conductor- enclosure grounds
(i) A system ground refers to the condition of having one wire of a circuit connected to
ground.
(ii) An equipment or conductor –Enclosure ground refers to connecting the non-current
carrying metal part of the wiring system or equipment to ground.
This is done so that the metal parts with which a person might come in contact are always
at or near ground potential with this condition, there is less danger that a person touching the
equipment or conductor enclosure will receive electric shock.
Also metal conduit, race ways, and boxes may be in contact with metal parts of the
building at several points. If an accident contact occurs between ungrounded conductor and its
metal enclosure, a current may flow to ground through a stray path up of sections of metal lath,
metal partitions, piping or other similar conductors.
If the equipment is grounded, the resistance of the path through its grounding conductor
will usually be much less than the resistance through the stray path, and not much current will
flow through the stray path. Sufficient current will usually flow through the grounded path to
blow the circuit fuse or trip the circuit breakers and thus open the circuit until repairs can be
made.
The following items of equipment and conductor enclosure must be grounded.
(1)
METALLIC CONDUCTOR ENCLOSURES: All these enclosures, except in runs of
less than 7.6m [25ft] which are free probable contact with ground, grounded metal, metal
lathe, or conductive thermal insulation and which, if within reach from grounding
surfaces are guided against contact by persons.
(2)
FIXED EQUIPMENT (GENERAL): Under any of the following conditions, exposed
non-current carrying metal. Part of fixed equipment, which are liable to become
energized shall be grounded. Examples are:
(a)
Where equipment is supplied by means of conduit wiring
(b)
Where equipment is located in a wet location and is not isolated.
(c)
Where equipment is located within 2.4m (8ft) vertically and 1.5m (5ft) horizontally off
grounded surface object.
(d)
Where equipment is in a hazardous locations
(e)
Where equipment operates with any terminal at more than 150V to ground.
(3)
FIXED EQUIPMENT (SPECIFIC)
Exposed non-current carrying metal parts of the following kinds of equipment regardless
of voltage shall be grounded:
(a)
Frames of motors are specified in the IEEE code
(b)
Controllers cases, for motor, except lined covers of snap switches.
(c)
Electrical equipment in garages, theatres, and non-picture studios, expect lamp-holders
on
circuits of not more than 150V to ground.
(d)
Electrical equipment to elevators and cranes.
(e)
Motion picture projection equipment
(f)
Electric signs and associated equipment
(g)
Generator and motor frames in an electrical operated organ
(h)
Switch-board frames and structure supporting switching equipment
(i)
Lighting fixture
(4)
NON-ELECTRICAL EQUIPMENT (METAL PARTS)
(a)
Frames and tracks electrically operated cranes
(b)
The metal frame of a non-electrically driven elevator car to which electric conductors are
attached.
(c)
Hand operated metal shifting ropes or cables of electric elevators.
(d)
Metal enclosures such as partitions and grill work around equipment carrying voltages in
excess of 750V between conductors unless in substation or plant under control of the
supply company.
(5)
EQUIPMENT CONNECTED BY CORD AND PLUG
Under any of the following conditions, exposed non-current carrying metal parts of cord
and plug – connected equipment which are liable to become energized shall be grounded.
(a)
In hazardous location as stipulated in IEE regulation.
(b)
When operated at more than 150V to ground except in motors where guided, metal
frames of electrical heated appliances explained by 422 – 16 of IEE code.
(c)
In residential appliances:
(i) Refrigerator, Freezer, Air conditioners
(ii) Cloth washing, cloth drying, and dish washing equipment, electrical aquarium
equipment
(iii) Hand held motor operated tools and appliances of the following types:
(i) Drills, head-clipper, land movers and wet scrapper
(iv) Portable hand lamps
CHAPTER NINE
REGULATION ON INSTALLATIONS AND OPERATION OF ELECTRICAL
EQUIPMENT
Why the need for regulation on installation and operation of electrical equipment?
Note:
Electricity is one of the basic necessity of life, most especially in this present modern world. Like
fire, electricity is an obedient servant when treated with care, but a wicked master when taken for
granted, and so before anyone can install a safe and efficient electrical system, it is essential to
be familiar with the nature of electricity and the dangers inherent in its use.
There are two main hazards involved whenever electricity is employed, the danger of
SHOCK and the danger of FIRE. Both types of risk may be reduced to negligible proportion
by using suitable materials and correction method of installation. Because of the vital need to
maintain high standards in carrying out installation work, various lists of regulations,
requirements and codes of practice have been published, some are enforceable by law while
others, although being merely recommendations are nevertheless generally accepted as setting
the standards to which every installations should be constructed. The more important sets of
regulation concerning electrical installations work are listed hereunder:
1.
ELECTRICITY SUPPLY REGULATIONS
These regulations issued by the Ministry of Mines and Power give the supply
undertakings, mandatory powers to insist on, certain minimum standards of installation work
before they (supply undertaking) provide supply to a consumer. In general, if an installation
meets the IEE wiring regulations, it will also satisfy the requirements of the Electricity Supply
Regulations.
2.
ELECTRICITY (FACTORIES ACT) SPECIAL REGULATIONS
All electrical equipments installed in factories and workshops must comply with the
requirement of the factories Act. Many of the requirements are similar to those of IEE wiring
regulations, but there are certain additional requirements, particularly for conditions where
special hazards exist.
3.
REGULATIONS FOR THE EQUIPMENT OF BUILDINGS
These regulations, issued by the Institution of Electrical Engineers, provides a
comprehensive list of the requirements which experience has shown to be necessary for a safe
and efficient installation. Although, they are not in themselves mandatory. Installation which
complies with these regulations will normally also meet the requirement of the various other
mandatory regulations.
CHAPTER TEN
10.1
METERING AND TARRIF SYSTEM
At one time, the cost of electricity to the consumer was based upon the flat rate tariff, that
is, there is a fixed cost of say six old pence per unit for all electricity used. This type of tariff is
now largely obsolete. Since, it is economically unsound. The considered charge nowadays for the
consumption of electricity is based on the TWO-PART TARRIFF as given hereunder:
����������� �ℎ���� � = � + � ������ �������� �� ��ℎ
Where
a
= fixed charge in N and depends on the size, cost of generating plant and
transmission system
b
= the charge (N/kW)per unit energy used.
This is dependent upon duration of consumer equipment to the supply. The fixed charge
‘a’ is payable whether energy is used or not. ‘b’ is levied only when energy is consumed. Fixed
Charge is usually expressed in terms of the size of the equipment i.e. the kVA of maximum
demand used.
10.2
TARIFFS
Tariff means the schedule of rates or charges. Tariff, in case of electric supply means the
schedule or rates framed for supply of electrical energy to different classes of consumers.
The main objective of the tariff is to distribute equally the cost of supplying energy among the
various classification of use.
Tariff is expressed generally as:
Total charges = ₦ a + b. kW + c. kWh, where
a = is the fixed (constant) charge made during each billing period
b = unit charge in ₦ per kW of maximum demand in kW during billing period.
In some cases it is also charged in ₦ per kVA so that the consumers are penalized for poor
power factor.
c = unit charge for energy in ₦ per kWh of energy consumed.
Note that, the fixed charge accounts for cost of land, equipment, taxes, insurance e.t.c. and is
payable whether units are consumed or not. This enables the supply authority to recover part
of the investment.
Running cost is to account mainly for the cost of fuel used. Some of the different ways rate
making (tariff) are described as follows:
FLAT RATE: in this system, charge is made at a simple flat rate per unit. But the lighting
loads and power loads are metered separately and charged at different rates.
SLIDING SCALE: In this type of tariff, the fixed costs are collected by charging the first
block of units at a higher rate and then reducing the rates, usually in many steps for
units in excess of this quantity.
E.g
First 50 units chargeable @ ₦15/KWh
Next 100 units chargeable @ ₦10/KWh
Next 1000 units chargeable @ ₦6/KWh
TWO – PART TARIFF: It consists of two parts (i) a fixed charge proportional to the
maximum demand but independent of the units used and (ii) a low running charge
proportional to the actual number of units used. It can be expressed as:
Total energy charges = ₦ a.kW + b.kWh
Where a, is the charge per kW of maximum demand assessed and b is the charge per
kWh of energy consumed.
The tariff is mostly applicable to medium industrial consumers.
Example 10. 1: A power station has an installed capacity of 20MW. The capital cost of station is
₦800 per kW. The fixed costs are 13% of the cost of investment.
On full load at 100% load factor, the variable costs of the station per year are 1.5 times
the fixed cost.
Assumed no reverse capacity and variable cost to be proportional to the energy
produced; find the cost of generation per kWh at load factors of 100% and 20%.
Comment on the results.
Solution:
Capital cost of the station = ₦800 x 20,000 = ₦16 x 106
(a) At 100% load factor
Fixed cost = ₦16 x 106 x 13/100 = ₦2.08 x 106
Variable cost = ₦1.5 x 2.08 x 106 = ₦3.12 x 106
Total operating cost per annum = ₦ (2.08 + 3.12) x 106
= ₦5.2 x 106
Total no of units generated = kW max. demand x L.F. x 8760
= 20,000 x 1 x 8760
= 175.2 x 106 kWh
Cost of generation per kWh = 5.2 x 106 ÷ 175.2 x 106
= ₦0.03 = 3.00K perkWh.
(b) At 20% load factor
Fixed cost = ₦2.08 x 106
Total units generated per annum
= 20,000 x 0.2 x 8760
= 35.04 x 106 kWh
Since variable cost is proportional to the total units generated, the variable cost at a
load factor of 20%
=
3.12 10 6 35.04 10 6
175.2 10 6
= 0.624 106
Total operating cost = 2.08 0.624 10 6
= 2.704 x 106
Cost of generation per kWh =
2.704 10 6
35.04 10 6
= ₦0.077 = 7.7k
10.3.
MAXIMUM DEMAND (M.D.)
The maximum demand (M.D.) = The average load over the half-hour of maximum output.
LOAD CURVES
A load curve gives a pictorial representation of the relationship between system load or
demand and time. It is normally drawn for a daily cycle as given in Figure 10.1
Load curves may vary from day to day, week to week, weekend to weekend.
Factor which affect a load curve are briefly the following:
Time of year, time of week, time of day, the weather, special events especially on TV;
promotional activities by utilities can also affect the shape of the load curve.
A load curve is generally composed of a base load (which arises largely from
industrial/transport usage and does not vary significantly from day to day apart from weekends)
and a weather dependent load consisting largely of heating and lighting.
���� ������, �. �. =
����� �� ��� ������ � ����� ������
× 100%
����� �� ��� �ℎ�� �. �. �� �� ��� ��� �ℎ� ���� ������
Units used in 24 hours period, let it be ‘A’
Units of M.D. had been in used for 24 hours = A + B
���� ������, �. �. =
�
�+�
Note: It is more appropriate for plant to operate on at least 70% L.F.
EXAMPLE 10.2: A consumer of maximum demand M.D. of 500kW consumes 4800kW unit of
electricity per day. What is the Load factor?
If the load factor is improved to 662/3%, what will be the saving on M. D. charge if the half
charge is N10/kW of maximum demand, the energy used remains unchanged.
SOLUTION
Given:
M.D. = 500kW, unit used/day = 4800kWh
Units used when M. D. is in service is given by:
500kW × 24 hours = 12000kWh
(a)
(b)
���� ������, �. �. =
If L. F. = 662/3
4800��ℎ
× 100% = ��%
12000��ℎ
2
4800��ℎ
�. �. = 66 =
100%
3
���� ���� ���ℎ �. �. �� ��ℎ
���� ���� ���ℎ �. �. �� ��ℎ =
4800 100
2
66
3
=
4800
0.6667
= �������
�. �. =
7200
��ℎ
=
= �����
24
ℎ
Saving in M. D. = (500 – 300)kW = 200kW
Saving in N expected = 200��
�10
��
= ��, ���. ��
10.4 ECONOMICS OF POWER SUPPLY
In all engineering projects, with the exception of works of art or memorial buildings the
question of cost is of first importance.
In fact, in most cases the cost decides whether a project will be undertaken or not,
although political and other consideration may intervene sometimes.
However, the design and construction of an electric power is undertaken for the
purpose of producing electric power to be sold at a profit. Hence, every effort is made to
produce the power as cheaply as possible.
In general, the cost of producing electric power can be roughly divided into the
following two portions:
FIXED COSTS: These do not vary with the operation of the plant i.e. these are
independent of the number of units of electric energy produced and mainly consist of:
Interest on capital investment
Allowance for depreciation i.e. wearing out of the depreciable parts of the plant.
Taxes and insurance
Most of the salaries and wages
Small portion of the fuel cost
RUNNING OR OPERATING COSTS: These vary with the operation of the plant i.e. these
are proportional to the number of units of electric energy generated and are mostly
made up of:
Most of the fuel cost
Small portion of salaries and wages
Repair and maintenance
DEPRECIATION
It is obvious that from the very day the construction of a generating plant is completed
deterioration starts and due to wear and tear from use and the age and physical decay from
lapse of time, these results a reduction in the value of the plant.
Depreciation in the value of the equipment and other property of the plant can be reduced by
proper maintenance of the equipment and buildings, but obsolescence is quite unpredictable.
To account for the depreciation, a certain fixed amount is set aside every year so that by the
time the life span of the plant is over, the total amount accumulated equals the replacement
cost (original cost of the equipment less the expected salvage value).
The methods commonly used for determination of annual depreciation charges are (i) Straight
line method (ii) Diminishing value method (iii) Sinking fund methd.
STRAIGHT LINE METHOD: This method assumes that certain depreciation occurs
according to the straight line law and, therefore, in this method a constant depreciation
charge is made every year on the basis of total depreciation (initial cost minus scrap or
salvage value and useful life of the equipment/property). That is;
Initial cost−Salvage value
Annual depreciation charge = Number of years of useful life
=
P− S
n
-------------------(10.1)
Though this method is very popular because of the simplicity, but it does not take into account
the amount of interest earned by the amount set aside yearly.
DIMINISHING VALUE OR DECLINING BALANCE METHOD: In this method provision is
made for setting aside each year a fixed rate; first applied to the original cost and then
to the diminishinig value; such rate being based on the estimated useful life of the plant.
The method leads to heaviest charges for depreciation in early years when maintenance
charges are lowest and so evens out the total expenses on the apparatus for
depreciation plus the maintenance over its total useful life. The serious drawback of the
method of this method is that a heavy burden towards depreciation charges is imposed
in the early years when the plant is to develop and build up its income.
Let,
P = Capital Cost of the plant
S = Salvage value after useful life of equipment in ‘n’ years
X = annual unit depreciation.
The value of the plant after one year = P (1-x)
The value of the plant after two years = P (1-x) (1-x) = P (1-x)2
The value of the plant after n years = S = P (1-x)n
Or
(1 – x) = (s/p) 1/n
Or
X = 1 – (s/p) 1/n
Deposit to be made at the end of the first year of completion of the plant
= xP = p {1 – (s/p) 1/n }
Deposit to be made at the end of the second year of completion of the plant
= x (1-x) P = P(s/p) 1/n [1 – (s/p) 1/n ], and so on…..
SINKING FUND METHOD: In this method provision is made for setting aside each year
such a sum as invested at certain interest rate compounded annually will equal the
amount of depreciable property at the end of its useful life.
Let,
P = Capital outlay required for an installation
r = Interest rate p.A.
rP = annual interest which is added to its annual running cost
Where the installation is to last forever then this would have been the only charge to be made.
But as the useful life of the installation has a definite value, it is necessary to provide a sinking
fund to provide sufficient amount at the end of the estimated useful life to replace the
installation by a new one
Q = cost of replacement
Q = P, if the installation has zero scrap value
Q < P for positive scrap value
Q > P for negative scrap value
If n = useful life.
The annual charge q will earn an interest rq. At the end of one year it becomes
q rq q(1r).
At the end of two years it becomes
q1 r r *q1 r
2
1
r
q
1
r
q
1
r
=
At the end of n years it becomes
q 1 r
n
The total sum available at the end of n years is
.................q1 r q1 r
= q1 r q1 r
n1.
n
2
q 1 r
1 r
1 r
q
1 r 1
r
n 1
=
1 r
n
1
The sum is equal to the cost of renewal Q
Q=
q 1 r
n
1
, or
Qr
n
1
r
1
q=
1 r
Hence, the total annual charge on the installation is
rp q i.e. the plant should bring in
so much money every year.
Example10.3: Find the total annual charge on an installation costing #500,000 to buy and install.
The estimated life being 30 years and negligible scrap value interest rate 4% compounded
annually.
Solution:
Q = P Scrap value is negligible
q=
=
500 , 000
0 . 04
(1 . 04 ) 30 1
1 . 04
500 , 000 0 . 04
8 , 572
1 . 04 2 . 243
Hence, the total annual charge on the installation is
=
rp q 0 .04 500 ,000 8,572
= ₦28,572.
10.5 FACTORS INFLUENCING COSTS AND TARIFFS OF ELECTRIC SUPPLY
Some of the factors such as demand factor, load factor, diversity factor e.t.c, determine
the cost of generating electric energy and hence the rate of tariffs charging for this energy is
composed of:
Standing charges which are independent of the output, and
Running or operating charges which are proportional to output.
The size or capacity of the generating plant and hence the necessary capital investment is
determined by the maximum demand imposed on the generating plant.
DEMAND
By demand of a system is meant its load requirement (usually in kW or kVA) averaged over a
suitable and specified interval of the time of short duration. Since demand means the load
averaged over an interval of time, there is no such thing as instantaneous demand.
AVERAGE DEMAND
By average demand of an installation is meant its average power requirement during some
specified period of time of considerable duration such as a day or month or year giving as daily
or monthly or yearly average power respectively.
Average Power =
kWh consumed in the period
MAXIMUM DEMAND
Hours in the period
The maximum demand of an installation is defined as the greatest of all the demands which
have occurred during a given period.
DEMAND FACTOR
Demand factors are used for estimating the proportion of the total connected load which will
come on the power plant at one time. It is defined as the ratio of actual maximum demand
made by the load to the rating of the connected load.
Demand factor =
Maximum demand
Connected load
The idea of a demand factor was introduced because of the fact that normally the kW or kVA
maximum demand of a group of electrical devices or receiver is always less than the sum of the
kW or kVA ratings or capacities of these receivers.
Suppose a residence has the following connected load: three 60W lamps; ten 40W lamps; four
100W lamps and five 10W lamps.
Let us assume that the demand meter indicates a 30 min maximum demand of 650W. The
demand factor can be found as follows:
Connected load =
3 60 10 40 4 100 5 10 1030W
30 min max demand = 650W
Demand factor =
650
1030
0 . 631
63 . 1 %
DIVERSITY OF DEMAND
In central station parlance, diversity of demand implies that maximum demands of various
consumers belonging to different classes and the various circuit elements in a distribution
system are not coincident. In other words, the maximum demands of various consumers occur
at different times during the day and not simultaneously.
For example, residence lighting load is maximum in the evening, whereas manufacturing
establishments require their maximum power during daytime hours.
DEFINITIONS
DIVERSITY FACTOR
The size of plant is determined by the load connected by the consumers after applying a
diversity factor. This factor takes into account the fact that it is most likely that all connected
plant will be in used at any time.
Diversity Factor (D.F.) for a consumer:
�. �. =
�. �. =
����� ��������� ����
������� ���� �� ��� �� ��� �������
Or
��� �� ������� ������� �� ��� ���������
������� ������ ���� �ℎ� ���������� �����
This factor is for supply system and generally much greater than unity.
DIVERSITY FACTORS
The maximum demands of all consumers supplied from an installation do not occur usually at
the same time. Maximum on the installation is therefore, always less than the sum of individual
maximum demands of all consumers connected to it.
The ratio of the sum of the individual maximum demands of all the consumers supplied by it to
maximum demand of the power station is called the diversity factor. That is,
Diversity factor� =
Sum of individual maximum demand
Maximum demand of power station
It is always greater than unity
Its reciprocal is called coincidence factor.
LOAD FACTOR
It is defined as the ratio of the average power to the maximum demand.
Load factors are usually expressed as percentages. The average power may be either generated
or consumed depending on whether the load factor is required for generating equipment or
receiving equipment.
When applied to a generating station, annual load factor is
=
No of units actually supplied/year
Maximum possible No. of units that can be supplied
No of units actually supplied/year
= Maximum possible demand
In general, load factor
Average power
= Maximum demand
8760
(year or per month or per day)
Load factor is, in fact, an index to the proportion of the whole time a generating plant or system
is being worked to its full capacity. The generating equipment has to be selected in the basis of
minimum power demand that is likely to be imposed on it.
If the load factor is poor, i.e. kWh of electric energy produced is small, then charge per kWh
would obviously be high. But if load factor is high, i.e. the number of kWh generated is large
then charge per kWh is low.
Example 10. 4: A consumer has the following connected load 10 lamps of 60W each and 2
heaters of 1000W each. His maximum demand is 1500W. On the average, he uses 8 lamps for 5
hours a day and each heater for 3 hours a day. Find the total load, monthly energy consumption
and load factor.
Solution:
Total connected load = 10 60 + 2 1000 = 2,600W
Daily energy consumption
8 60 5 2 100 3
= 8,400 Wh = 8.4 kWh
Monthly energy consumption
= 8.4 30 = 252 kWh = 252 kWh
Monthly load factor
=
252
1500 10 3 24 30
= 0.233 or 23.3%
Example 10. 5: The following data relate to a 1000kW thermal station;
Cost of plant = ₦1.200 per kW
Interest insurance = 55% p.a
And taxes depreciation = 55% p.a
Cost of primary distribution system = ₦400,000
Interest insurance, taxes and depreciation = 5% p.a
Cost of coal including transportation = ₦40 per tonne
Operating cost = ₦400,000 p.a
Plant maintenance cost: fixed = ₦20,000 p.a, variable = 30,000 p.a
Installed plant capacity = 10,000 kW
Maximum demand = 9,000 kW
Annual load factor = 60%
Consumption of coal = 25,300 tonne.
Find the cost of power generation per kilowatt – hour per year, the cost per kilowatt –
hour generated and the total cost of generation per kilowatt – hour.
Transmission / primary distribution is chargeable to generation.
Solution:
Cost of the plant = ₦1200 per kW
Fixed cost per annum is as under:
(i)
On account of capital cost = 1200 10, 000 0.1 400 10 3 0.05
= ₦ 1.22 106
(ii)
Part of maintenance cost
= ₦20,000 = 0.02 106
6
6
Total fixed cost = 1.22 10 0.02 10
= ₦ 1.24 106
Running or variable cost per annum is as under:
(i)
Operation cost = ₦400,000
(ii)
(iii)
Part of maintenance cost = ₦30,000
Fuel cost = ₦25,300 x 40
=₦1,012,000
Total cost = 400,000 + 30,000 = 1,012,000 = ₦ 1.442 106
Average demand = 47,305 MWh
Total cost per annum = 1.24 106 1.44 106
= 2.682 106
Cost per kWh generated =
2.682 106
47,305 1036
= ₦ 0.0567
Since total installed capacity is 10,000 kW, the cost per kW per year
2.682 10 6
=
= ₦ 268.2
10, 000
IMPORTANCE OF LOAD FACTOR AND DIVERSITY FACTOR
The higher the values of load factor and diversity factor, the lower will be the overall cost per
unit generated.
Higher load factor means greater average load resulting in greater number of units generated
for a given maximum demand. Thus the standing charges which are proportional to maximum
demand and independent of number of units generated can be spread/distributed over a given
number of units supplied and therefore overall cost per unit of electrical energy generated will
be reduced.
The capital cost of the power station depends upon the capacity of the power station. The
lower the maximum demand of power station, the lower is the capacity required and therefore
the lower is the capital cost of the plant.
With a given number of consumers the higher the diversity factor of their loads, the smaller will
be the capacity of the plant required and consequently the fixed charges due to capital
investment will be much reduced.
PLANT FACTOR OR CAPACITY FACTOR
This factor relates specifically to a generating plant unlike load factor which may relate either to
generating or receiving equipment for the whole station.
It is defined as the ratio of the average load to the related capacity of the power plant, that is,
the aggregate rating of the generator
Average load
Plant factor = Rated capacity of plant
=
Averaage demand on station
Max. installed capacity of the station
UTILIZATION FACTOR (OR PLANT USE FACTOR)
It is given by the ratio of the kWh generated to the product of the capacity of the plant and the
number of hours the plant has been actually used.
Station output inn kWh
Utilization factor = Plant capacity
hours of use
If there are three units off ratings kW1, kW2 and kW3 and their operation hours are h1, h2 and h3
respectively then,
Utilization factor =
kW1
Station output in kWh
h1 + kW2
h2 +(��3
ℎ3)
Example 10.6: A generating station has two 50MW units each running for 85,00 hours in a
year and one 30MW unit for 1.250 hours in one year. The station output is 650 x 106 kWh per
year. Calculate
(i) The station load factor
(ii) The utilization factor
Solution:
kW1 x h1
= 50 x 103 x 8,500
= 425 x 106 kWh
kW2 x h2
= 50 x 103 x 8,500
= 425 x 106 kWh
kW3 x h3
= 30 x 103 x 1.250
= 37.5 x 106 kWh
kW h
= (2 x 425 + 37.5) x 106 = 887.5 x 106 kWh
Total installed capacity of the station = 2 x 50 + 30 = 130 x 103
(i) Assuming that maximum demand equals installed capacity of the station.
Units generated/year
Annual load factor = Maximum demand x 8.7600
650 106
130 103 8760
=
=
0.571
=
57.1%
In view of the above assumption, this also represents the plants or capacity factor.
(ii) Utilization factor =
Station output in kWh
�� � ℎ
650 106
=
= 0.7323 = 73%.
887.5 106