i
j,
Infrared Optical Materials
and their
Antireflection Coatings
J A Savage
Royal Signals and Radar Establishment, Malvern
Adam Hilger Ltd, Bristol and Boston
.~\
··'
.-··.
._
('• ~::
(',
~:jJ\)~JV
© Adam Hilger Ltd 1985
All rights reserved. No part of this publication may be reproduced, stored
in a retrieval system or transmitted in any form or by any means, electronic,
mechanical, photocopying, recording or otherwise, without the prior
permission of the publisher.
British Library Cataloguing in Publication Data
Savage, J .A.
Infrared optical materials and their antireflection
coatings.
1. Infrared spectroscopy
2. Optical instruments
I. Title
535.8'42
QC457
ISBN 0-85274-790-X
Consultant Editor: Professor W T Welford, Imperial College
London
Published by Adam Hilger Ltd
Techno House, Redcliffe Way, Bristol BSl 6NX, England
PO Box 230, Accord, NY 02018, USA
Typeset by Mathematical Composition Setters Ltd, Salisbury, England and
printed in Great Britain by J W Arrowsmith Ltd, Bristol
Contents
Preface
1
Introduction
2
Loss Mechanisms in Infrared Optical Materials
2.1 Intrinsic absorption
2.2 Intrinsic scatter
2.3 Total intrinsic loss in an insulator
2.4 Intrinsic loss in relation to candidate infrared optical
materials
2.5 Extrinsic loss
ix
1
5
6
10
11
12
15
3 Bulk Optical Materials, for the Near and Mid Infrared
3.1 Bulk optical glasses for the near infrared (0.75-3.0 I'm)
3.2 Materials for the mid infrared (3.0-5.0 I'm)
3.2.1 Glasses
3.2.2 Hot pressed ceramics
3.2.3 Melt grown fluorides
3.2.4 Oxides and oxynitrides
3.2.5 Semiconductors
3.2.6 Chalcogenide and alkali halide materials
3.2.7 Advanced optical window materials
19
20
26
26
36
40
45
53
55
56
4
58
59
60
65
68
76
79
82
88
Bulk Optical Materials for the Far Infrared
4.1
Germanium
4.1.1 Intrinsic and extrinsic absorption
4.1.2 Raw materia/ production and crystal growth
4.1.3 Optical quality and physical properties
4.2 Gallium arsenide
4.3 Cha!cogenide glasses
4.3.1 Sulphide glasses
4.3.2 Selenide glasses
"·
Contents
Vl
4.3.3
4.3.4
4.4
Selenide-telluride glasses
Telluride glasses
II-VI compounds
4.4.1 Hot pressed materials
4.4.2 Materials grown by CVD
4.5
5
Advanced optical window materials
Bulk Multispectral Materials for the Visible, Near,
Mid and Far Infrared and Materials for use beyond 12 ,urn
5.1 Diamond
5.2 Multispectral CVD materials
5.2.1 Multispectral ZnS (0.4-12 ,um)
5.2.2 Multispectral ZnSe (0.5-17 tJ-m)
5.3
Halides
92
94
95
97
100
114
119
119
121
121
126
126
6
Laser Damage in Bulk Low Loss Infrared Optical Materials
6.1 Mechanisms
6.2 Bulk and surface damage
6.3 Laser damage in optical glasses at 1. 06 !J-ill
6.4 Laser damage in optical materials at 10.6 !J-ill
!36
137
139
142
144
7
Infrared Optical Fibres
7.1 Light guidance in fibres
7.2 Oxide glass fibres for the near infrared (0.75-2.5 tJ-ffi)
150
152
154
155
159
163
170
170
173
175
176
178
181
183
7.2.1 Glass fibres produced by melt techniques
7.2.2 Glass fibres produced by vapour techniques
7.2.3 Physical properties of fibres
7.3
Fibres for the mid infrared (3-5 ,urn)
7.3.1 Fluoride glass fibres
7.3.2 Sulphide and selenide glass fibres
7.4
Optical fibres for the far infrared (8-12 ,urn)
7.4.1
7.4.2
7.4.3
7.4.4
8
Glass fibres
Polycrystalline fibres
Monocrystalline fibres
Hollow core fibres
Specialist Sample Preparation, Characterisation and Testing
of Bulk Infrared Optical Materials
8.1 Sample preparation
8.2 Optical characterisation
8.2.1 Refractive index and dispersion measurements
8.2.2 Optical homogeneity and imaging quality
assessment
8.2.3 Optical absorption coefficient measurement
I
'
185
185
187
187
187
189
Contents
9
vii
8.3 Thermal and mechanical characterisation
8.3.1 Thermal shock
8.3.2 Fracture stress
8.3.3 Fracture roughness determination by indentation
8.3.4 Impact and erosion damage
190
191
192
193
195
Optical Coatings
200
202
203
206
9.1
9.2
9.3
9.4
Theory and design of interference coatings
Manufacturing technology
Materials used in the synthesis of coatings
Layer characterisation in relation to morphology,
defects and impurities
9.4.1 Microstructure
9.4.2 Chemical analysis techniques
9.4.3 Effect of microstructure on coating properties
Some
recent developments in coatings for specific
9.5
applications
9.5.1 Diamond-like amorphous carbon coatings (a-C)
9.5.2 Moisture protective coatings
9.5.3 Coatings for laser applications
9.6 A new approach towards an improved coating science
and technology base, particularly for ultra low loss
coatings
9.7 Commercially available coatings-quality assurance
standards and specifications
9.7.1 Specifications
9.7.2 Commercial coatings
9.7.3 Examples of coatings on silicon, chalcogenide
glass and aluminium metal
9.7.4 Examples of coatings on germanium
9.7.5 Examples of coatings on zinc sulphide and zinc
selenide
I:'
I,
209
210
213
215
217
218
220
221
223
225
225
228
228
230
232
References
233
Index
257
I:
Preface
Up until the 1940s the branch of science called optics dealt mainly with the
ultraviolet and visible parts of the spectrum. The need for optical materials
was mostly fulfilled by bulk glass and a few halide crystals. Since that time
a new generation of infrared optical systems has been researched and is now
being marketed. The developments in infrared lasers and detectors have
enabled many laser systems, thermal systems and glass fibre communications systems to be produced. The production of these systems has in turn
created a need for infrared optical materials transmitting electromagnetic
radiation essentially from the visible out to 14 f'm, thus spanning the near
middle and part of the far infrared spectrum. Thus materials such as silicon,
germanium, gallium arsenide, calcium aluminate glass, chalcogenide glass,
zinc sulphide, zinc selenide, the alkali and alkaline earth halides and silicate
glass fibres have all been researched and in many cases developed and produced as infrared optical materials during the last 25 years. Most bulk
infrared optical materials possess a high refractive index ( > 2) and therefore must be antireflection coated. Hence a parallel coatings development
has taken place, yielding high efficiency and ultra-durable coatings to a
technical standard not thought possible only a few years ago.
Workers have tended to concentrate on a particular area such as fibres,
bulk optical materials or antireflection coatings, but many of the problems
encountered in the research, development and production of these materials
are common, so that these different areas can be thought of as a continuum
within one field. Most of the data in this field is scattered in the literature
and it is timely that this is gathered together in a single volume, containing
a comprehensive reference list to allow the reader to delve more deeply into
any particular part of the subject as he or she wishes. The treatment of the
subject concentrates more on the optical and general physical properties
and the material science aspects of the materials, rather than the solid state
physics of them.
It is hoped that this volume, besides providing a useful summary of the
state of the art, will enable users to bec.ome more familiar with these new
infrared optical materials and encourage researchers and producers to
X
Preface
continue to gather data on existing materials and find new ones to fill the
very obvious gaps in knowledge which exist at present.
I am indebted w Professor W T Welford for encouraging me to undertake this work and for reading the typescript, to many of my friends and
colleagues for direct and indirect help given and finally w my wife Anna
and dog Grendel for their patience during the preparation of this volume.
J A Savage
Malvern
September 1984
1
Introduction
·The ability to synthesise materials and use them to perform various functions has been a major factor in human technical progress. For instance the
cutting of wood and other vegetation, the breaking of ground and the reaping of sown crops were difficult until the invention of metal tools. The
knowledge and use of simple metal synthesis technology allowed such tools
to be made, and initiated a great leap forward in man's quality of life.
At a much later stage in human progress, the understanding and use of more
advanced iron and steel synthesis technology has affected our lives in many
obvious ways to the point where iron and steel products are now taken for
granted.
We may now be said to be living in a silicon age which may become
known as an information technology age. The personal computer and glass
fibre cable transmission medium allow many new functions to be performed
and many existing ones to be performed more efficiently. Undoubtedly this
silicon age will have a major impact on our lives. By now most of us are
aware that the microchip has made this possible and that the glass fibre
cable using optical carrier waves is able to carry the large quantity of information that microchip systems are able to generate. Thus there is a carrier
system available well suited to the task of information exchange on a vast
and hitherto uncontemplated scale. Perhaps even now we are beginning to
take this technology for granted. But how many of us are aware of the
importance of the physics, chemistry, metallurgy, glass and plastics technologies, commonly called materials science, involved in the production of
the microchip and the glass fibre? The manufacture of these items, at the
heart of current information technology, rests on the ability to synthesise
essentially two materials to standards of purity and perfection previously
not achieved in our human progress. These materials are the element silicon
and the compound silica (SiOz).
In practice the silicon is doped to control the electrical activity, and
dielectrics together with metals are used in creating a microchip. The silica
glass fibre composition is adjusted to allow it to perform its waveguiding
function by the addition of 10-20"7o of GeOz or PzOs. The exacting standards required for the synthesis of Si and Si02 to the quality required for
Introduction
2
information technology applications are not generally well known. Yet this
materials technology is at the beginning of the device and component
technology and the subsequent system or consumer product. Countries
which recognise the importance of materials technology and are able to
exploit it and the devices which spring from it to the full are at the leading
edge of technological progress. The struggle, for that is what it is, to achieve
the perfection and purity required for device and component use in some
cases can require a similar effort to that more familiar to scientists in
general of creating a whole system or consumer product. But that struggle
offers an opportunity for invention, creativity, involvement and personal
satisfaction in what the author has found to be one of the most fascinating
fields of human endeavour. The urge to communicate the fascination and
primary importance of materials science and technology to others is the
motivation for this work on the subject of infrared optical materials and
their antireflection coatings.
The manufacture of laser systems e.g. COz (Ream 1982, Hinman and
Cannizzo 1983) and thermal systems e.g. thermal imagers (Kuhl 1983) has
created the need for bulk 3-5 p.m and 8-12 p.m infrared optical materials
and coatings. Similarly the need for a low loss high information carrying
capacity medium has stimulated the development of the low Joss optical
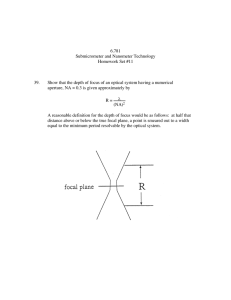
fibre. In the initial region of the infrared spectrum from 0.75 p.m to 14 p.m
the absorptions of the minor atmospheric constituents, water vapour and
carbon dioxide, result in three main 'windows' in the atmosphere (Kruse et
a/1962); one from 0.75-2.5 p.m (near infrared), another from 3.0-5.0 p.m
(middle infrared) and a third from 7.5-14 p.m (far infrared) as shown in
figure 1.1. Image intensifiers operate in the near infrared and are able to use
Near
~
Middle
FClr Infrared
80
"~
~
~
·;;
~
~
.="
60
40
20
2
0
4
6
8
Wavelen:;~th (~m)
'I
o,
t
H,O
t
co,
t
co,
t
t
0,
H,O
Absorbing molecule
Figure 1.1
t
co,
Atmospheric transmittance over a 6000 ft sea level path.
Introduction
3
existing optical glasses (Kuhl 1983) and do not require specialist new
infrared optical materials. From the black body spectral emittance curves
shown in figure 1.2 it is clear that to detect relatively hot objects (engine exhausts) the 3-5 p.m window is most suitable, and to detect objects at room
temperature (human body) the 7.5-14 p.m (8-12 p.m hereafter) window is
most suitable. Thus at present there is a major interest in thermal systems
which are concerned with wavelengths up to about 12 p.m. In order to
process this thermal radiation optically, windows, lenses and telescopes are
required. Generally the requirements for infrared transmitting materials are
set primarily by the atmospheric transmission and secondarily by the operational wavelength range of the sources and detectors and by the power
handling requirements of particular systems. On average, components up
to 150 mm in diameter and up to 20 mm in thickness are required but there
are occasional needs for much larger ones. In a useful historical review of
infrared photography and thermography O'Neill (1983) discusses the
industrial, medical and scientific uses of thermal systems. In the case of
glass fibres for optical communications the operational wavelengths are in
the near infrared, 0.8-1.55 p.m, a region close to the optical loss minima
in the glasses and at particular wavelengths where semiconducting LED or
laser sources are available. Fibres of the order of 50/125 p.m core/core
plus cladding diameters in lengths of at least 1 km and of low loss
(0.5-3 dB km _, depending upon application) are required for optical
communications applications. Tebo (1983) discusses the uses of infrared
fibres in medicine, optical transfer optics and long distance communications
links.
105 r - - - - - - - - - - - - ,
'
4
3.
10
7b 103
e
102
~
10
3
c
~
§
~ 10-1
~
;:
10-2
Jr 1o-3
1o'~~~~~~~_L~~~u
Wavelergth l~ml
Figure 1.2
Black body spectral emittance curves for a number of
temperatures.
4
Introduction
The drive to market laser, thermal and fibre optic systems requmng
optical components with reproducible properties and reliable performances
is establishing the commercial production of infrared optical materials and
in some cases new and improved physical measurement techniques for their
characterisation. In recent years the technology has been advancing rapidly
in the whole field of optical materials, from the ultraviolet to the infrared,
as discussed in a review by Musikant (1983). New products are emerging or
have emerged in the field of infrared optical materials: spinel (MgA\z04),
ALON (5AlN .9Ah0 3) and stabilised Zr02 for 3-5 !Lm use as discussed
together with existing materials in Chapter 3; germanium, scaled up GaAs,
chalcogenide glass (Ge- [As or Sb ]-Se-Te), ZnS, ZnSe, CaLa2S4, diamond and scaled up alkali halides (KCl, NaCI) for 8-12 /Lm and beyond
discussed in Chapters 4 and 5; silicate and fluoride optical glass fibres for
the near and mid infrared; other halide (Cl, Br, I) and chalcogenide glasses
together with crystalline materials (AgCI, AgBr, KRS5) being researched
mainly for 8-12 JLm fibre applications as discussed in Chapter 7; a-carbon
coating and other amorphous insulators discussed in Chapter 9. Laser
damage at wavelengths of 1.06 and 10.6 !Lm is discussed for some materials
in Chapter 6. The development of synthesising and processing techniques
such as distillation, vacuum melting, hot isostatic pressing, vapour growth
and melt growth including reactive atmosphere processing are discussed in
relation to specific materials as appropriate in Chapters 3, 4, 5, 7 and 9. An
indication of some of the specialist characterisation techniques such as
those for refractive index, MTF, absorption, fracture stress and fracture
toughness, thermal shock and rain erosion, necessary for property measurement and quality assessment of infrared optical materials is given in
Chapter 8. A diagramatic comparison of transmittance range, refractive
index, thermal expansion coefficient, hardness, Young's modulus, rupture
modulus and major extrinsic absorption wavelength amongst many infrared
optical materials is given in Chapter 2.
2
Loss Mechanisms in Infrared Optical
Materials
In solids exhibiting metallic conductivity vacant energy states exist above
the Fermi-energy level (the energy level at which 500Jo of the states are
occupied) within the valence band. The uppermost electrons near the Fermienergy level are the active charge carriers since they can readily occupy these
higher energy states or return to the lower energy states when moving in an
electric field. These electrons are of such low inertial mass that they can
freely respond to electromagnetic radiation over a wide frequency range and
thus metals in significant thicknesses are opaque to infrared radiation. In
solids where the energy band of the valence electrons is filled and the energy
gap between the valence and conduction bands is large (as in the case of
insulators), or somewhat smaller (as in the case of semiconductors), electrical conduction and interaction with electromagnetic radiation over a wide
frequency range does not readily occur since the electrons are required to
'jump the gap'. Hence only electromagnetic radiation with sufficient energy
(short enough wavelength) to enable the electrons to 'jump the gap' interacts with these solids and is absorbed by this electronic mechanism.
However, much lower frequency electromagnetic radiation (longer
wavelength) is also absorbed by a different mechanism in these insulating
and semiconducting materials. This interaction occurs between radiation of
mid to very far infrared wavelengths and the vibrational modes of the structural lattice of the materials. Therefore in semiconductors and insulators a
transmittance window for electromagnetic radiation exists between the
short wavelength absorption cut-off determined by electronic transitions
across the band gap and the long wavelength absorption cut-off resulting
from interactions with the thermally induced vibrational modes of the structural lattice. It is from these classes of substances that individual materials
are selected for use as infrared transmitting elements or windows.
When electromagnetic radiation is incident upon and passes through an
insulator or semiconductor, various loss mechanisms operate. Some of the
radiation is reflected at the interfaces between the solid and its environment.
The amount reflected is determined by the refractive index of the solid and
Loss mechanisms in infrared optical materials
6
that of the medium in which it is immersed. This reflection loss is a basic
property of the material but may be partially overcome by means of
antireflection coatings applied to the surfaces of the solid and this technique
is discussed in more detail in Chapter 9. Some of the radiation may be
scattered at the surface of the solid and/ or in the bulk. The surface scattering is likely to be extrinsic and due to inadequate care in surface preparation. However, bulk scatter can be extrinsic, arising from defects or
inclusions, or intrinsic, arising from perturbations in the refractive index,
particularly in a complex solid consisting of several atoms of differing
masses. Some of the radiation may be absorbed at the surface of the solid
or. within the solid. Surface absorptions can arise from chemical interactions with the environment leading to the surface extrinsic absorption
mechanisms of a similar nature to those in the bulk. The mechanisms which
give rise to bulk absorption may be classified as intrinsic or extrinsic ones.
The intrinsic absorption mechanisms are those which result in electronic
and vibrational lattice absorptions in a crystalline or vitreous material of a
specific chemical composition. Extrinsic mechanisms are those associated
with impurity atoms or molecules and deviations from stoichiometry. The
intrinsic mechanisms define the region of transparency to electromagnetic
radiation in a solid and the ultimate transmission achievable within this
region, while the extrinsic mechanisms generally determine the percentage
of the theoretical level of transparency achievable in practice within this
region.
2.1
Intrinsic Absorption
Intrinsic absorption mechanisms in semiconductors and insulators define
their region of transparency to infrared radiation. In order to transmit
infrared radiation effectively, materials must possess a band gap, E,, larger
than the wavelengths of interest (0. 75 to above 12 JLm) since it is the band
gap that sets the transmittance limit at short wavelengths as seen from figure
2.1. This short wavelength cut-off, Ac, is defined by the relationship given
by (Kruse et a/ 1962)
J.c= hcfE,
(2.1)
where his Planck's constant and cis the velocity of light. The low frequency
tail of this short wavelength cut-off extends slightly into the transparent
region of a material and is known as the Urbach tail (Urbach 1953, Hopfield
1968) and is of the form
(3 ex
ecwlkT
(2.2)
where w is the frequency, k is Boltzmann's constant, T is the absolute
temperature and (3 the absorption coefficient. This exponential tail would
7
Intrinsic absorption
only be of major significance where infrared transmittance is concerned if
it was in close proximity to the wavelengths of interest. The most promising
attempt to construct a theoretical basis for this Urbach behaviour is by Dow
and Redfield (1972). They found that the exponential absorption edges
could be understood as due to electronic field induced ionisation of the
exciton. The source of the ionising electric field could be longitudinal
optical (Lo) phonons, impurities or piezoelectric phonons. The theory was
able to give a qualitative prediction of the temperature dependence of
optical absorption edge shapes in the alkali halides.
1
'CE
o'
1
o'
1
o'
1
o'
-"'
~
~
~
~
c
.2
~
c
·~ 10
E-
:E
"€l
8
~
~
c
~
~
~
3
0
I
"'e-
c
1
~
0c
\
0
~
~
~
~
~
~
~
;g. I
0
«
c
.2
0
o- 1
0
~
~
I
~
5
I
11f'
1
\
\
o·'
5
10
10
4
10
3
1
o'
10
Wavelength (cm-1)
The transmittance of AszS, glass showing the uv and
vibrational absorption edges and the window region (Strom et ali974).
Figure 2.1
The long wavelength cut-off in semiconductors and insulators is set by
lattice absorptions as illustrated in figure 2.1. These lattice absorptions
result from vibrational modes of the atoms in these materials. In ionic·
crystals vibrations of large amplitude will occur when incident radiation is
of the same frequency as the resonant frequency of the atomic units and this
is termed the reststrahl frequency. These atomic units must possess a permanent dipole moment which can be activated by the oscillating electric field
of the incident radiation. Non-polar solids would be expected to be infrared
: i
i;
''
'
'
,.'''
8
Loss mechanisms in infrared optical materials
inactive but usually exhibit induced dipole effects. For example, a non-ionic
solid can have an effective charge and thus a dipole moment if the atoms
are not identical. Induced dipole moments are also possible in elemental
materials such as diamond and silicon. These homo-polar materials do not
possess a permanent dipole moment but an infrared inactive vibrational
mode may induce charges on the atoms and a second mode may
simultaneously cause a vibration of these charged atoms. These secondorder effects are likely to be of low magnitude but nevertheless they are
likely to absorb infrared radiation in solids of useful thickness and hence
limit the transmittance. The fundamental absorption frequency can be
calculated for a linear polar diatomic molecule consisting of two point
masses m1 and m2. The frequency of vibration, V, of the simple harmonic
motion of the two masses along a line joining them is given by (Dekker 1960)
V = J_(KIM) 112
27r
(2.3)
where K is the force constant and M is the reduced mass:
If an anharmonic oscillator is considered in the case of a real material then
a series of overtone vibrational bands arises in addition to the fundamental
frequency. The long wavelength cut-off of a material is usually set by the
first overtone of the fundamental lattice absorption.
From equation (2.3) it is clear that the smaller the force constants or the
weaker the bonding in a solid, and the larger the atomic masses in a solid,
then the lower will be the frequency of the fundamental absorption and
hence the long wavelength transmittance limit will be extended further into
the infrared. This leads to a problem in that materials exhibiting far and
very far infrared transmittance are physically weak because of their weak
bonding and tend to possess poor thermal properties. However, there are
some exceptions amongst the simpler crystalline structures, specifically the
diamond cubic structure found in such materials as silicon and germanium.
The strong bonds and light atoms in this structure are able to yield good
physical properties as well as very useful transmittance. This is caused by
the lack of permanent dipole moments and largely inactive infrared firstorder vibrational modes in these simple structures. However, when multielement materials with non-cubic crystalline or amorphous structures are
considered, then these. general rules concerning bond strength and atomic
masses can be applied in determining the position of the long wavelength
cut-off.
Recently several investigations have shown how the infrared absorption
decreases as the frequency becomes much greater than the fundamental
lattice absorption frequencies and the prominent overtone frequencies in
i
.I
Intrinsic absorption
9
materials such as the alkali halides (Sparks and Sham 1973), the alkaline
earth fluorides (Lipson et a/ 1976), and in semiconductors (Deutch 1975).
Highly purified samples of these materials exhibit an absorption coefficient,
(3, in this multiphonon region which reduces e~ponentially (Bendow 1975).
This exponential tail can be represented by
(2.4)
where A and-y are material dependent parameters and w is the frequency.
The temperature dependence of equation (2.4) has been shown to vary as
some power of the temperature at high temperature and becomes
temperature independent at low temperatures (McGill 1975). Detailed
discussions of phonons in solids are given by Mitra and Gielisse (1965) and
by Wang (1966) and multiphonon processes are discussed by Mitra and
Bendow (1975). For present purposes, if the lattice vibrations or phonons
in a periodic crystal lattice are treated as harmonic oscillators coupled to
their nearest neighbour oscillations, then both transverse and longitudinal
modes of oscillation with different velocities transmit the energy across the
crystal. Where there is more than one atom per unit cell the adjacent atoms
can oscillate in and out of pnase with one another and these oscillations are
termed acoustic and optical phonons respectively. The phonons can be
classified into four groups called longitudinal optical (LO ), transverse
optical (TO), longitudinal acoustic (LA) and transverse acoustic (TA).
Several of these phonons add together to yield an individual Gaussian
contribution to the overall absorption tail. It is the summation of all of
these individual contributions resulting from each particular crystal structure and unit cell which yields the exponential absorption between the
transparent region and the fundamental lattice absorption frequencies.
Thus the fundamental absorption processes which limit the transparency
range of insulators and semiconductors are due to electronic transitions
across the band gap at short wavelengths or lattice vibrations at longer
wavelengths. The absorption coefficient on the long wavelength side of the
band gap and on the short wavelength side of the lattice absorption exhibits
an exponential dependence on frequency.
Additionally, in semiconductors free electron absorption is important in
the region of transparency besides the exponential tails of the absorption
edges. The effect of free carriers on the optical properties becomes important at wavelengths larger than the intrinsic electronic absorption edge and
involves only the energy band containing the carriers and is described as an
intraband effect (Willardson and Beer 1967). There are in addition interband
effects which involve another energy band and these transitions give rise to
absorption bands at specific wavelengths. The absorption coefficient, f3c,
dependent on free carriers can be calculated using
N'A2e'
f3c = -=..::..:....::.,...,.
2 3
p:1rnm* c
(2.5)
10
Loss mechanisms in infrared optical materials
where N is the concentration of free carriers, A is the wavelength, e is the
electron charge, p, is the mobility, n is the refractive index, m* is the
effective mass of the carrier and c is the flight velocity. Thus, {3, varies
directly with the free carrier concentration and the square of the wavelength
and inversely with the mobility. While semiconductors exhibit a useful
transparency at room temperature, that at elevated temperatures is much
reduced by the increase in the number of free carriers. For instance, the
absorption coefficient of germanium at I 0 p,m at room temperature is of the
order of 0.02 em -1, at 70 °C it is about 0.12 em - 1 and at 100 oC it is about
0.4cm - 1• This effect restricts the use·of semiconductor optical materials to
temperatures in general of 300 o C or below.
2.2 Intrinsic Scatter
From thermodynamic considerations some degree of intrinsic scatter is
likely in all homogeneous infrared optical materials due to the natural
perturbations in their refractive indices. Scattering theory is complex
(Stacey 1956) but three cases of wavelength dependence can be distinguished. If the scattering centres are very much smaller than Athen Rayleigh
scattering theory can be used and the backward scatter is proportional to
A-•; if the scattering centres are approximately equal to Athen Mie forward
scattering theory can be used, which is a complex function of A; and if the
scattering centres are greater than A then the scattering can be described as
non-selective and is independent of A. Even high quality optical materials
may well scatter radiation because of greater than intrinsic refractive index
homogeneities or the presence of strain fields or tiny quantities of particulate matter or crystallographic defects. It can often be difficult to identify
and distinguish between these scatter inducing defects but a number of
informative measurements can be made. The wavelength dependence at a
fixed angle can provide data on the size of the inhomogeneity responsible
for the scatter. The angular dependence of the scatter may also aid in identifying the relative size and shape of the inhomogeneity. Measurements of
polarised scattering can provide data on strain induced inhomogeneities. It
is important to be aware of the magnitude and nature of the scatter,
particularly in low loss materials used as laser windows since, for instance,
in calorimetric absorption measurements the contribution of trapped
scattering with its increased path length will lead to an overestimate of the
linear absorption coefficient. The increased use of optical ceramics both in
the visible and the infrared warrants a greater study of the scatter levels and
origins, since in general the contribution of scatter to the total loss in these
materials is likely to be greater than in the case of the more familiar optical
glasses. Many useful data on the problems of scatter in optical materials
have recently been published (SPIE 1982).
Total intri:;sic loss in an insulator
11
2.3 Total Intrinsic Loss in an Insulator
Intrinsic scatter and absorption are responsible for limiting the optical loss
in an insulator. These effects are best illustrated in the case of a glass fibre
optic since this is available in path lengths of several tens of kilometres, thus
making the problem of obtaining accurate loss measurements at low levels
relatively easy in comparison with other infrared optical materials which are
only available in thicknesses of a few centimetres. Pinnow eta/ (1973) have
identified the fundamental optical scattering and absorption mechanisms
which limit the light transmission in silica fibre optic waveguide. Scattering
loss in glasses is known to be caused by microscopic variations in the local
dielectric constant associated with the random structure of these materials.
The magnitude of the scattering from this effect can be calculated using
classical electromagnetic theory and thermodynamics. In addition, the
random structure of glass is determined by the fictive temperature (the
temperature at which a glass would come into thermodynamic equilibrium
if heated). By incorporating this fictive temperature concept into the
classical theory, Pinnow eta/ (1968) were able to account for light scattering
in fused silica. The situation is more complex in multi-component glasses
where there is an additional mechanism arising from the statistically random distribution of polarisable components which produces further local
variations in the dielectric constant. Pinnow has also developed a quantitative model to account for this effect. The model yields a total scattering
loss for Si0 2 glass in agreement with experimentally determined values of
the order of 2 dB km - 1 at 0.8 I'm. It is known that the random structure
in glasses gives rise to varying local electric fields on a microscopic scale.
Recent theoretical work by Dow and Redfield (1971, 1972) and by Tauc
(1975) provides evidence that such local microfields cause intrinsic absorption in chemically pure materials in what is normally the transparent region
below the fundamental interband absorption edge. The mechanism is due
to local field induced broadening of the exciton levels which are created in
optical absorption energies close to but below the interband edge. This
should produce a tail in the uv interband edge varying exponentially as
previously described. Experiments on silica fibre confirm an exponential
trend in the data over six decades in attenuation which is likely to be
intrinsic since impurities exhibit characteristic spectral bands rather than
exponential dependence. These theoretical data indicate that the absorption
at 0.81'm for silica fibre is of the order of 1 dBkm- 1 • The total predicted
scatter and absorption loss at 0.8~tm is 3 dBkm- 1 in agreement with
measured loss in silica fibre optic waveguide in terms of intrinsic
mechanisms. The infrared absorption edge has also received much attention
but the wavelength of minimum loss between the exponential infrared edge
and the exponential Urbach edge is not known exactly. Osanai eta/ (1976)
has indicated that it lies near 1.3 I'm at an absorption magnitude of
I:
I
. '
. I
!
I
I:
:I
12
Loss mechanisms in infrared optical materials
0.01 dB km - I for a germanium-doped silica f1bre. There are data on the
infrared edge reported by Maurer (1980, 1982) and it appears that the
experimentally measured losses at 1.3 and 1.55 I'm can be explained in
terms of scatter, phonon edge absorption and residual extrinsic water
absorption for most fibres.
In a similar manner theory should be able to explain the intrinsic losses
in other insulating and semiconducting crystalline infrared optical
materials, but such a complete analysis has not yet been done. The materials
technology required to produce ultimately pure crystalline infrared optical
materials has not yet been shown to be sufficiently advanced as in the case
of silica-based optical glass fibres. Particularly, it has not been possible to
produce these crystalline materials in a physical form to yield long path
length specimens for ultimately accurate loss measurements to be made. For
specimens of a few centimetres length, the lower limit of loss measurement
is of the order of w-s cm- 1 for laser calorimetry. In principle the loss
mechanisms are likely to be similar i.e. intrinsic scatter and phonon absorption plus electronic absorptions in the case of semiconductors. However,
the small particle type scattering mechanism (Rayleigh) which predominates
in the short wavelength infrared region is likely to be much less important
at say 10 I'm where other mechanisms (e.g. long spatial fluctuations in the
refractive index) are likely to be more important. Also in the far infrared
the operational wavelengths are much nearer to the long wavelength cut-off
in these materials and hence the main intrinsic absorption mechanism is
likely to be the exponential tail associated with the lattice absorption. The
lowest loss measured in a bulk infrared optical material is about w-s em - I
for KCl at 10.6 I'm.
2.4
Intrinsic Loss in Relation to Candidate Infrared Optical Materials
At this point the role of intrinsic mechanisms in shaping the region of
transparency in a material will have been appreciated. But how can this
information be used to identify and short list suitable candidate materials
for the different wavelength ranges? The most useful method of approach
is to list materials in terms of their anions, since it is the anion which sets
the wavelength range of the major vibrational absorption and the cations
in general have a secondary effect. Also it is worthwhile to note the energy
gaps as an indication of the short wavelength transmittance capability.
Halides
In general these materials possess high band gaps and are transparent in the
uv, visible and the IR. They possess low to medium refractive indices,
1.5-2.5 (antireflection coatings are not absolutely necessary), low absorption coefficients but relatively poor mechanical, thermal and chemical
durability prcperties.
Intrinsic loss
13
Oxides
These possess medium band gaps of the order of 3-6 eV, medium refractive
indices, 1.5-2.0 (antireflection coatings are not absolutely necessary),
moderately low absorption coefficients and good thermal and mechanical
properties.
Chalcogenides (S, Se, Te)
These materials possess lower band gaps, 3 eV or less, higher refractive
indices, 2-3 (antireflection coatings become necessary), moderately low
absorption coefficients and moderate thermal and mechanical properties.
Semiconductors (elements, arsenides, phosphides)
The semiconductor materials possess energy gaps of the order of
0.7-2.25 eV, medium to high refractive indices, 2-4 (antireflection coatings
are thus necessary), moderate thermal and mechanical properties, but in
general high absorption coefficients.
Others (nitrides, borides, silicides, carbides)
The properties of these materials range from insulating to semiconducting
and their thermal and mechanical characteristics are good. However, these
materials are difficult to synthesise in bulk because of their very high
melting points.
The relative transmittance ranges of some halides, oxides, chalcogenides
and semiconductors are shown in figure 2.2. These indicate that all possess
suitable transmittance windows for infrared optical applications and in
general they can also be grown as bulk materials using current technology.
The relative refractive indices at 4.0 ,urn for these materials are shown in
figure 2. 3. In choosing a material to develop for infrared optical applications, preference is given to cubic crystalline solids and glasses since these
display isotropic physical properties and the cubic materials are able to
be made in the polycrystalline form without major optical, thermal or
mechanical anisotropy problems. Further considerations can be made in
order to shortlist materials for these applications. Materials possessing a
simple diamond cubic structure such as diamond, silicon or germanium do
not possess permanent dipole moments which can be activated by infrared
radiation within the frequency range under consideration and thus offer a
very useful bandwidth of infrared transparency. Glasses and materials with
a more complex cubic crystalline structure show vibrational absorption
edges in relation to their structures, their atomic masses and coordination
numbers (which influence the value of the force constants). Some indication
of the likely performance of these materials, in the absence of more definite
data, can be gained by using equation (2.3). High frequency vibrational
modes are usually due to bond stretching and hence the cations and anions
in a material can be regarded as diatomic molecules and the approximate
major vibrational frequency can be estimated from equation (2.3). This
. I
Loss mechanisms in infrared optical materials
14
frequency varies as the reciprocal of the square root of the reduced mass
and as the square root of the force constant. The force constant decreases
with increasing interatomic distance and with increasing cation coordination number. This is because the charge must be shared between more ions
in structures with high coordination numbers. Thus with these few simple
criteria it is possible to shortlist new materials for investigation of their
infrared transmittance. Glasses and cubic materials with heavy ions, large
interatomic distances and high coordination numbers are considered.
01 0.2
04Q6 1.0
2
4 6 810
- - - - - - - - MgF,
20
40 6080
1-·
-----Silicate glass
- - - - - - - Aluminate glass
- - - - - - - A I20 3
-------Spinel
---------sJse~oo~~~~
1---------- -_-_-_-_-_-_-s--Uip~~;laS,- - - - - - Selenideglo.ss
- - - - - ZnSI8-12~ml
- - - - - - - ZnS ICiearlran)
- - - - - - - ZnSe
------CdTe
Cha~o9,enides
0.40.61D
2 4 6810
Wavelength l~ml
20
5
4
Ba~
KCI
AgCI
Halides
KBr
CsBr
Cs I
KR55
Aluminate gloss
----------- - - - A\ 2 03
Spinel
Oxides
~-- -------------Semicond.Jctors
Si
Ge
Ge
0.1 0.2
3
Mgf2
CaF2
Halides
--------~F,
----------BaF,
--------KCI
-------AgCI
---------KBr
-----------CsBr
-----------Csl
KRS5_
-.,...-----Si02
Oxides
2
0
!
r-- ---
GaAs
-
-
I
I
Sulphide glass- -
-
Selenide glass
ZnS
ZnSe
!
I
CdTe
Chalcogenides
406080
0
2
3
Refractive index at 4.0
4
5
~m
The relative transmittance Figure 2.3 The relative refractive
ranges of some halide, oxide, semicon- indices at 4.0 I'm for some halide,
ductor and chalcogenide materials.
oxide, semiconductor and chalcogenide
materials.
Figure 2.2
However, in choosing elements or compounds for investigation as
candidate infrared optical materials it is necessary to bear in mind other
requirements and so a trade-off amongst properties is often necessary to
meet a particular requirement. T3is is understood by examining the thermal
expansion data of figure 2.4, the hardness data of figure 2.5, the Young's
modulus data of figure 2.6 and the rupture modulus data of figure 2. 7 for
Extrinsic loss
15
the established materials whose transmittance range is illustrated in figure
2.2. For instance, if a very robust material is required from this list, then
an oxide would be a good choice but the transmittance is restricted to the
near and mid infrared. If far infrared transmittance and beyond is required,
then a halide material would be suitable but the mechanical properties leave
much to be desired. A useful compromise in this case might be to choose
one of the chalcogenide or semiconductor materials.
oi'----'1o"----~2'*0'----___;3~0----"4~'-o---"'so,_----"'{60
o
2
~--Mgf,
1--- CaF2
f-----CaF,
f - - - - - - B a F2
~------AgCI
f------------KBr
f------------CsBr
~------------Csl
glass
i
''
Halides
""KRSS
!---"'·--- -- -- - - - - Si0 2
Oxides
Silicate glass
Al 2 03 1600
Spinel
--s;-·=
.
f.------ --- -
f . - - - - - - - Sulphide glass
f.---- Selenide glass
ZnS
ZnSe
f-- Sulphide glass
~Selenide glass
ZnS 8-12 ~m
1--- ZnS ICleariTanl
!---"' Zn Se
1- CdTe
0
CdTe
20
30
40
2
Chalcogenides
w
4
6
8
u
Knoop hardness (kg mm-2)
~
x10
2
50
Thermal expansion coefficient
The relative thermal expansion coefficients of some halide, oxide,
semiconductor
and
chalcogenide
materials.
Figure 2.4
2.5
I
I
Ge
Semiconductors
j
14
GaAs Semiconductors
Spinel
10
12
'
MgF2
f----- - -
Aluminate glass
Alz0 3
0
10
8
KCI
AgCI
CsBr
KRSS
fio-;- - - - - -
r--
6
f-- Ba F2
r------- KCI
~SilicaTe
4
[I
Figure 2.5 The relative hardness of
some halide, oxide, semiconductor and
chalcogenide materials.
Extrinsic Loss
Infrared optical materials can be glasses, ceramics, polycrystalline or single
crystal materials. They can be manufactured from the melt, by chemical
vapour deposition, by a distillation process or by solid state reaction and
sintering in air, vacuum, inert gas or reactive gas atmosphere using containment vessels such as carbon, ceramic, silica glass or noble metal. Since the
extrinsic loss problems ar~ specific to each material and are concerned with
Loss mechanisms in infrared optical materials
16
0
100
200
300
50
0
150
100
MgF,
MgF2
~KCI
Caf 2
Cof2
BoF2
Bo~
Halides
f-Ag[[
1--KBr
Halides
1-KCl
f- KBr
r----------
~CsBr
SiO,
Oxides
Silicate gloss
Aluminate glass
Cs!
,-KRSS
r--------------SiOz
r---Siticote glass
Aluminate glass
At,o, 345
SpirE I
~---- - - 5 , - - - - - - Ge
Go As
At,o, 448
Spine117<
Oxides
1-----------Si
Ge
GoAs
1------
Semiconductors
---------:-- Se\enide glass
~
Setenide gloss
ZnSS-12 ~m
ZnS (Cleartron)
ZnS (Cleortron)
ZnSe
Chatcogenides
ZnSe
0
.c.tm!&Qgenides
100
200
CdTe
300
0
The relative values of
Young's modulus of some halide, oxide,
semiconductor
and
chalcogenide
materials.
50
100
150
Rupture modulus (M Pol
Young's molillus (GPo.)
Figure 2.6
Semiconductors
1--- Sulphide gloss
Zn58-12~m
1--- CdTe
-
Figure 2. 7
The relative values of
rupture modulus of some halide,
oxide, semiconductor and chalcogenide
materials.
the physics and chemistry of the.material and its method of synthesis, they
will be discussed in relation to each material in the following chapters. In
this way a true appreciation of the problem of extrinsic loss will be obtained
but some introduction to the subject is given here.
Extrinsic loss mechanisms determine the percentage of the theoretical
level of transparency achievable in a solid in practice. These mechanisms are
basically scatter and absorption arising from the raw material and the
fabrication process employed together with the chemistry of the material in
relation to certain specific impurities. For instance, pores and grain boundaries can be a particular problem causing scatter extending over several
microns in wavelength in a material hot pressed from powder, as described
for the Irtran materials in Chapter 4. Similar although less severe problems
can occur in the growth of material from the vapour, where growth defects
and grain boundary problems can cause scatter, as is the case with 8-12 l<m
quality ZnS discussed in Chapter 5. Absorption problems can be of a
general nature, i.e. stoichiometry problems can lead to general electronic
Extrinsic loss
17
absorptions, for instance, as is likely to be the case with CaLa2S4, discussed
in Chapter 4. However, extrinsic absorption is more likely to be caused by
particular impurities resulting in absorption bands occurring at specific
wavelengths. Oxygen and hydrogen in their many combinations are major
extrinsic absorbers in infrared optical materials resulting in absorptions at
particular wavelengths e.g. water, sulphate, sulphide, carbonate, hydride,
nitrate and hydrocarbon, some of which are indicated in figure 2.8. These
impurity absorptions usually arise early in the raw material synthesis but
can occur at the component fabrication stage. Useful works of reference to
find the absorbing frequencies of these impurities are Miller and Wilkins
(1952), Nakamoto (1963) and Nyquist and Kagel (1971).
12
-
Ge0 2 in Germanium
11
-
so~- in Cola 254
-
As 2 03 in selenide glass
Si 02 in silicon, sar
in Co. Lo. 2 54
-
0-H bending in oxides and
sulphides
Zn-H stretching in ZnS
10
9
=
Extrinsic oxygen in
combination with
with other elements
e2- a
£
~
7
c
•
"
>
c
6
-,
3
5
4 •
3
-
2
H2 S in sulphide glo.ss
C-H stretching,orgo.nic
surface conto.minants
0-H stretching in oxide
Extrinsic co.rbon and
hydrogen in combination
with other elements
glass
Some of the many combinations of oxygen and hydrogen
resulting in extrinsic absorption at particular wavelengths in materials.
Figure 2.8
Materials scientists put considerable effort into the synthesis and fabrication of bulk infrared optical materials and components sufficiently free of
extrinsic absorption for the intended applications. One could be excused for
thinking that having achieved these components the problems of bulk
extrinsic absorption are over but this has proved not to be so. Silica fibre
must rank as one of the most pure, if not the most pure, of the infrared
optical materials. However, Uesugi et a/ (1983) have found that if the
interior of a fibre optic cable is exposed to water and if electrolytic corrosion of metal takes place in the vicinity (for instance, if there are metal
strength members present in the cable) then the molecular hydrogen
18
Loss mechanisms in infrared optical materials
Table 2.1 Absorption peaks for silica fibre exposed to H2 under
pressure (A) in comparison to absorption peaks seen in silica fibre after
corrosion in water (B).
-----A{J<m)
B{J<m)
1.243
J.l96
J.l67
J.l27
1.080
1.24
J.l9
J.l7
1.13
1.09
produced diffuses into the glass fibre resulting in an unacceptable increase
in extrinsic absorption at 1-1.3 I-'m and at 1.5-1.6 J.<m. Stone et a/ (1982)
have reported the first vibrational overtone absorption peaks of Hz in silica
fibre and these data are in excellent agreement with experimental loss peaks
observed in the fibre exposed to a water environment, as is seen frcim table
2.1. Thus as technology advances new extrinsic absorption problems arise
and need to be solved or avoided.
3
Bulk Optical Materials for the Near and
Mid Infrared
i!
The needs of near infrared systems for optical materials can be fulfilled by
existing commercial optical glasses produced primarily for use in the uv
and visible region of the spectrum. The transmittance limitations set by
extrinsic impurities and intrinsic vibrational absorption in these glasses is
first of all discussed in this chapter in relation to chemical composition and
manufacturing techniques. The chapter then goes on to describe a number
of materials, which have been developed and produced for use in the mid
infrared. These are discussed in terms of their transmittance range and their
extrinsic absorption in relation to their manufacture. During the 1950s and
early 1960s the need arose for materials suitable as airborne sensor windows
transmitting at 3-5 !LID wavelengths in thicknesses of about 3 mm. This
need continues today and has resulted in a range of materials options starting with extended transmittance range glasses such as calcium aluminate
and germanate compositions and expanding to include a number of
crystalline fluorides, oxides and oxynitrides such as MgF2, Ah03, MgAhO•
and 5AlN.9Ah03. In addition to these window materials, infrared detection, imaging or laser systems require materials demonstrating good
3-5 ~tiD transmittance for the manufacture of other optical components.
Silicon available from the semiconductor industry has been used but
materials specially developed for the purpose are arsenic trisulphide glass,
Eastman Kodak Irtran hot pressed polycrystalline materials and crystalline
and vitreous fluorides produced from the melt. Materials made for the
8-12 !LID band such as germanium, chalcogenide glasses, ZnS and ZnSe
described in Chapter 4 and the halide materials described in Chapter 5 are
also very suitable for use in this mid infrared waveband spectral region.
Thus there are a large number of materials options available in the mid
infrared band and the majority of these are illustrated in terms of their
reciprocal dispersive power in relation to their refractive indices in figure
3.1. In addition their major physical properties are listed in tables 3.5
and 3.6.
~I
Bulk materials for the near and mid infrared
20
r:::...r
3.0
•Ge 30 As 13 Se 27 Te 30
•Ge 30 As 13 Se 37 Te 20
AMTIR glass• : 1173 glass
KRss• I • As2S3
E
..."-::;
l;j
ZnSe
oAgCl
~
.E
Q.t
>
2.0
~
•-ZnS
e(sl
•KCl
"'""
Al203
•
• Spinel
•NoCl
• Fluoride gloss
• CaFz
•
MgF2
1..~~~~~--~--~-----±~~~~~-L---L----~
1000
500
100
50
Reciprocal dispersive power (n 4 -1)f(n 3-n 5l
10
Figure 3.1 Reciprocal dispersive power (n 4 - l)/(n 3 - n5 ) plotted
against n• for a number of optical materials useful in the mid (3-5 I'm)
infrared.
3.1 Bulk Optical Glasses for the Near Infrared (0.75-3.0 I'm)
There are many visible band optical systems in the land, sea and air
environments whose effectiveness can be enhanced by the addition of night
vision (e.g. image intensifiers) and/or laser ranging capability (e.g. NdYAG
1.06 I'm, Ho YLF eye safe 2.06 I'm). These optical systems constructed from
bulk optical glasses are able to be upgraded to include the latter features
without the need to develop special new optical materials. This is because
most commercial optical glasses produced for use in the uv and visible
region of the spectrum exhibit effective transmittance in the 0. 75-2.5 I'm
spectral region i.e. in the near infrared and hence optical designers are able
to continue to use these familiar materials to achieve extra capabilities.
The silicate optical glasses, available from major suppliers in Europe,
USA and Japan, range in refractive index nct approximately from 1.40 to
2.05 ·and in reciprocal dispersive power Vct or Abbe value approximately
from 15 to 100 where Vct = (nct- 1)/(nr- nc). These are defined as crown or
flint glasses according to their properties i.e. glasses with nct > 1.6 and
Vct > 50 plus those with nct < 1.6 and Vct > 55 are classified as crown
glasses, the remainder are classified as flint glasses. Generally the refractive
indices are available to 1.0 I'm and in some cases beyond enabling near
infrared optics to be designed from these off-the-shelf high quality
materials: A plot of nd against Vct illustrating the range of glasses available
is shown in figure 3.2, where the growth in the number of commercially
available optical glasses in the past 100 years is seen. The refractive index
nct for Si02 glass is 1.4528 and this can only be decreased by the addition
Bulk optical glasses for the near infrared
21
of fluorine for oxygen or within certain ranges of composition by the addition of B203. Substitution of other oxides such as alkali and alkaline earth
oxides particularly increases the refractive index, such oxides as zirconium,
thorium, tantalum, lanthanum, lead or tellurium yield glasses with the
highest refracting power. The degree of electronic polarisability of the
cations in these modifying oxides results in the change in refractive index.
The reciprocal dispersive power Vd results from the change of refractive
index with wavelength i.e. from the dispersion in relation to nct.
i
I
v,
m,
Figure 3.2 Reciprocal dispersive power (n•- 1)/(nr- n,) plotted
against n• for commercial optical glasses (Gliemeroth 1982). 1881
1939
1981
Ill'
0.
The electronic structure and vibrational spectrum of the elements situated
in the oxide glass influence the slope of the curve of refractive index against
wavelength. Hence the dispersion can be changed by the addition of oxides
which strongly influence the uv absorption edge and the infrared cut-off
edge, the nearer these absorption edges are to the visible and near infrared
spectral regions, the stronger the influence on the slope of the curve of
refractive index against wavelength or on the dispersion. For instance, the
uv absorption edge can be brought very close to the visible spectral region
by the addition of Ti02 to a glass thus increasing the refractive index to a
greater extent near this absorption edge. On the other hand, the addition of
B203 with its early infrared cut-off point leads to a greater decrease in the
refractive index towards the red end of the visible spectrum and in the near
infrared. Sun (1949) in his research to find new optical glasses discovered
an empirical relationship between the refractive index and Abbe value of a
glass and the coordination number of the positive elements in the glass (i.e.
B, AI, Ti, K, etc). As the latter increased so did the former and this was
found to be a useful aid in formulating new glass compositions.
The need for so many glasses exhibiting the range of refractive index and
reciprocal dispersive po..yer seen in figure 3.2 results from the need for very
22
Bulk materials for the near and mid infrared
high resolution imaging systems. The many different glasses are used for
correcting the various lens aberrations to minimal values. For instance in
achromatic systems chromatic aberration is corrected at two wavelengths,
one in the red and another in the blue part of the visible spectrum, but the
spectrum in between is uncorrected. However in apochromatic systems this
secondary spectrum is also corrected perhaps at as many as ten wavelengths
to ensure minimal image curvature (Giiemeroth 1981, 1982). Some of the
recent optical glass compositions contain little or no traditional glass
forming oxides such as silica, germania or boric oxide but are based on
other glass forming oxides such as phosphorus pentoxide or tellurium
dioxide (Petrovskii 1978, Blair et a/1981) while fluorides and other oxides
such as Zr02, Ti02 and Nb20s replace some of the traditional modifying
or intermediate oxides (Giiemeroth 1983). Some of these more recent
chemical compositions are very corrosive and so to avoid composition
degradation and impurity pick up they are melted ln platinum or even gold
lined small tank furnaces. The uv cut-on edges of the optical glasses are
consistent with their energy gaps and impurity content and are not considered here since they have little effect on the near infrared transmittance.
The infrared cut-off in optical glasses is set by the first overtone of the
fundamental vibration with the highest frequency (Adams and Douglas
1959). In oxide glasses the latter is usually assigned to stretching vibrations
in X-0-X units where X is the major glass network forming cation e.g.
Si-'- 0- Si for silicate glasses. The assignment of these stretching vibrations
for the major glass forming oxides is as follows; B-0-B 1370 cm- 1 ,
P-0-P 1250 cm- 1 , Si-0-Si 1100 cm- 1 and Ge-0-Ge 910 cm- 1
(Spierings 1982). Thus the introduction of Ge02 into a silicate glass will
shift the infrared edge to a longer wavelength while B20 3 and P20s will shift
it to a shorter wavelength. However most optical glasses will transmit
usefully to between 2.0 and 3.0 JLm as illustrated in figure 3.3.
The major extrinsic loss mechanism in these materials is absorption due
to impurities in solution, particularly the transition elements (Weyl 1959)
and water in the form of OH (Spierings 1982). Extrinsic scatter is not a
problem since the glasses are produced to a high standard of optical
homogeneity with refractive index variations of only ± 1 x 10- 4 or
± 5 x 10- 6 in the case of premium quality material. In addition the products
are specially chosen to be free from macroscopic defects such as bubbles
and inclusions. The transition element impurities produce characteristic
absorption bands at specific wavelengths but in most cases these are very
broad affecting the transmittance at many wavelengths in the visible and
near infrared parts of the spectrum. For instance iron present in the reduced
form as Fe2+ exhibits an absorption centred around 1 J!m as shown in
figure 3.4 which affects the near infrared transmittance. Optical glasses are
not prepared to semiconductor or optical fibre standards of purity but care
is taken in the choice of raw materials and in some cases melts are made
23
Bulk optical glasses for the near infrared
80
:!:
2..
~
-
60
c
40
u
c
0
·e
~
0
8
.=
A
20
10
1.0
0.4
6.0
Wavelength l~ml
Figure 3.3 The transmittance of Si02 spectrosil WF 10 mm thick (A)
and crown glass Bausch and Lomb 523591 4 mm thick (B).
0.4
~
c
0.3
-~
c.
~
0
~
~
0.2
<(
0.1
0
0.3
0.5
0.7
Wavelength
0.9
1.1
(~m)
Figure 3.4 The absorption spectrum of Fe2+ impurity in oxide glass.
in platinum lined containers to avoid contamination from impurities. Thus
optical glasses are made to a higher standard of purity than normal commercial flat glass and extrinsic absorption from transition element impurities is not a problem.
On the other hand, water is often present in the raw materials from which
the glasses are made either in a chemically combined form or in an adsorbed
form and water vapour is likely to be present in the melting furnace
atmosphere. Usually no special precautions are taken to exclude water or
water vapour in the manufacture of optical glasses and therefore some
absorption of OH is likely to be found in most of them. Table 3.1lists the
fundamental OH stretching absorption and the prominent overtones seen
in the single component glasses Si02 and B20, which are the major glass
24
Bulk materials for the near and mid infrared
Table 3.1 The fundamental OH stretching absorption and the
prominent overtones as seen in the single component glasses Si02 and
B203.
Glass
OH absorptions (Jml)
Si02
B203
2.73
2.79
2.2
0.94
1.38
1.4
forming oxides of many optical glasses. The OH is incorporated in the
structure of these glasses as follows (Adams 1961)
=Si-0-Si= +H20->=Si-OH + HO-Si=
=B-O-B=+ H20->=B-OH +HO-B=.
The absorption bands arising from OH in a sample of fused Si02 are
shown in figure 3.5 for several path lengths (Elliott and Newns 1971) and
this clearly shows how the transmittance of Si02 glass is affected beyond
2 p.m if water is present in the structure of the material. Elliott and Newns
(1971) have measured the extinction coefficients for the overtone water
bands in fused silica and Stevenson and Jack (1960) have measured that of
the fundamental band at 2. 73 p.m. These extinction coefficient values are
listed in table 3.2. The transmittance of multicomponent optical glasses is
similarly affected by OH except that hydrogen bonding (Adams 1961)
occurs in the presence of glass components such as the alkaline oxides
Si-O-H------0-Si
or
Si=
Si-O-H------0/
's·1=.
This results in the disappearance of the overtone band at 1.38 p.m and
instead a very broad absorption band of much lower intensity appears on
y y
1oor------
~eo
0
g
60
·"
40
~
20
·v;
E
~
c
c
""\/
300mm
30 mm
10 mm
1mm
0 ..__,__.....____.__
0.6 1.0
1.2
1.4
2.0
2.2
2.4
2.6
2.B
Wavelength { j.lm}
Figure 3.5 The absorption bands of OH impurity in SiOz glass of different thicknesses.
Bulk optical glasses for the near infrared
25
the long wavelength side of the overtone due to OH groups associated with
bridging oxygens through hydrogen bonding.
The manufacture of these high quality materials is accomplished by
careful choice of raw materials (e.g. oxides, carbonates, nitrates, chlorides
or fluorides) to avoid major extrinsic absorptions by transition elements,
and by specialist melting in refractory pots or small glass tank furnaces
constructed from refractory blocks and often lined with noble metal.
Heating is achieved by natural gas, oil or electricity. Care is sometimes
needed to avoid impurities from the fuel used in the heating process hence
muffle furnaces are often used to avoid direct contact of the molten glass
with oil or gaseous fuels. The powdered, premixed raw materials are fused
and reacted to form a crude glass which is then thermally conditioned to
remove major gas bubbles and straie. The molten glass is then further
refined by physical stirring to achieve the required homogeneity followed by
temperature reduction and further thermal conditioning before the material
is cast into the familiar optical slab configuration by an intermittent or
continuous flow process and is finally annealed and cooled to ambient
temperature. Older technology involved cooling and annealing the complete
homogenised melt in its refractory pot prior to cutting it up carefully into
pieces. Further details of the glass manufacturing processes are available in
the literature (Gunther 1958).
I,''
Table 3.2 Extinction coefficients for vitreosil and spectrosil SiOz glass.
Assignment
Fundamental
antisymmetric
stretching
vibration of
OH
Wavelength 2.73
Extinction
77.5
coefficient
(I mole-• cm- 1)
Combination tone
of the fundamental
and a vibration of
SiOz at 12.4 I'm
2.2
1.6
First
overtone of
fundamental
Second
overtone of
fundamental
1.3ll
0.48
0.94
0.0098
The reader is referred to standard optical manufacturers' catalogues for
details of optical properties and other physical properties such as chemical
durability, hardness and physical strength. However to act as a reference
point against which to view the physical properties of other materials
described in this chapter, some of the physical properties of Si0 2 glass taken
from manufacturers' literature together with some of the properties of one
flint glass and one crovm glass (Hafner et al1958) are shown in table 3.3.
'i
I
Bulk materials for the near and mid infrared
26
Table 3.3
The physical properties of some optical glasses.
Material
Refractive index
(at x I'm)
1.0
SiOz
523591
crown
617366
flint
2.0
3.0
Thermal
Density expansion
Tensile Young's
(kgm- 3) coefficient Knoop
strength modulus
X 10- 6
x 103
(GPa)
hardness (MPa)
1.447 1.432 1.418 2.197
0.54
461
70
73
2.520
9.90
457
47
70
3.600
8.90
359
37
53
3.2 Materials for the Mid Infrared (3-5 JLID)
3.2.1 Glasses
During the 1950s a requirement arose for transparent materials for use as
robust windows in airborne applications. To provide a solution to satisfy
this requirement, a number of materials approaches were examined amongst
polycrystalline semiconductors and ceramics discussed later, and amongst
glasses. Plate glass windows were used in some systems employing PbS
detectors operating in the region of 2-3 p.m but the need for 3-5 p.m
transmittance when employing InSb detectors eliminated silicate glass
windows because of the early Si-0 bond overtone cut-off illustrated in
figure 3.3. During the 1950s and early 1960s a number of glass systems e.g.
sulphide, bismuthate, antimonate, tellurite, aluminate and germanate were
examined in relation to this application. Some of the properties of these are
compared with silicate glass in table 3.4. The tellurite glasses (Stanworth
1952), the lead bismuthate glasses (Dumbaugh 1978) and the sulphide
glasses were found to possess insufficiently robust thermal and mechanical
properties and the antimonates (Hedden and King 1956) offered no advantage over the more well known aluminate and germanate glasses. Thus the
latter two glass systems became prime candidates to satisfy this particular
need because of their enhanced thermal and mechanical properties and their
extended infrared transmittance. However, one sulphide glass, As2 S3 , was
put into production and found useful as an internal component material in
systems employing the mid infrared band and some of its properties are
given in tables 3.5 and 3.6. A full description of sulphide and other
chalcogenide glasses is given in Chapter 4. More recently a new system of
fluoride glasses based on ZrF• and HfF4 has been researched primarily for
use as mid infrared fibre component materials (Chapter 7). However these
new glasses demonstrate sufficient stability to be considered for bulk optical
applications and may in the future find use in 3-5 p.m systems since their
27
Materials for the mid infrared
Table 3.4
A comparison of the physical properties of infrared
. transmitting glasses.
Material
Silicate
9753t
Germanate
9754t
Calcium
aluminate
BS39B
Tellurite
Sulphide
AszS,
Network former
X-0 fundamental
absorption {!tm)
Annealing
point
(C)
Knoop
hardness
9.1
832
595
Good
10.9
735
512
Fair
- 11.0
800
-590
Poor
- 13.0
250-400
200
-200
109
Poor
Fair
> 20
Chemical
durability
tCorning code.
extended mid infrared transmittance range would allow several centimetre
path lengths to be employed without detriment to the overall 3-5 pm
transmittance of an optical system. These materials therefore could become
alternatives to the traditionally employed silicon and germanium for the
construction of imaging optics.
Calcium aluminate glasses
Rankin and Merwin (1916) worked on the constitution of the three component Ca0-Ah0 3-Mg0 system and found it to be a simple system with no
ternary compounds stable in contact with the melt. However, they reported
glass formation on quenching some compositions rich in CaO and Ah03
and also containing a few per cent of MgO. Stanworth (1948) in a paper
discussing certain criteria for glass formation in pure oxide and in complex
oxide systems considered the role of Ah0 3 as a glass forming oxide. A
practical check was made of the possibility of preparing calcium aluminate
glasses following the work of Rankin and Merwin (1916). It was found
that there were signs of glass formation on quenching the composition
12 Ca,O. 7 Ah0 3 but that if a few per cent of SiOz were added to this composition to yield a glass of percentage weight (wt OJo): Si02 6.6, Ah03 48.6, CaO
44.8 a very fluid castable glass was formed. Stanworth went on to confirm
the work of McMurdie and Insley (1936) and to show that a glass of
composition wt OJo Si02 6.0, Ah03 40.8, CaO 48.2, MgO 5.0 could be cast
into 2.5 em and 5.0 em diameter discs without any risk of devitrification.
Sun (1949) went on to explore a number of glasses based on CaO and Ah03
and containing a number of other oxides such as MgO, ZnO, SrO, CdO,
La20 3 and BeO. Thus l;ly the time that serious consideration was given to
''
i'
'
Table 3.5
Optical properties of 3-5 I'm transmitting materials.
-
il(cm- 1)
Refractive index (at x I'm)
2.7 I'm
HF
3.8 I'm
DF
1.0
2.0
3.0
4.0
4.5
5.0
"c
As,s, glass
Type B
Amtirl GeAsSe
glass
1173 GeSbSe
glass
BS37A glass
BS39B glass
-
-
2.451
2.406
2.395
2.390
2.388
-
-
-
-
-
-
2.5187 2.5141 -
-
-
-
-
2. 6263 2. 6200 -
-
-
1.6538 1.6403 1.6266 1.6074 1.595
1.6616 1.6495 1.6364 1.6181 1.607
Corning code
9754 glass
ZBG fluoride
glass
lrlran I MgF,
lrlran 2 CaF,
lrlran 5 MgO
-
-
1.650
1.637
1.625
1.605
1.595
-
-
1.514
1.508
1.506
1.491
-
-
-
1.3778 1.3720 1.3640 1.3526 1.3455 1.3374 25
1.4289 1.4239 1.4179 1.4097 1.4047 1.3990 25
I. 7227 1.7089 1.6920 1.6684 1.6536 1.6368 25
Material
v,_,
Temperature coefficient
RI (10-• "c-•)
153
-8.6
2.5109 25
194
+72
2.6165 -
165
+79
1.582
-
14
1.477
-
17
13
22
12
5 x 10-'-3 x 10-•
3 x 10-'-4 x 10-•
5 x 10-•-2 x 10-•
5 x 10-•-1 x 10-•
2 x 10-'-3 x 10-•
4 x 10-•-2 x 10-•
CaF,
SrFz
BaF2
AI,O,
MgAhO•
-
-
Ge
Si
ZnS Raytran
ZnS Cleartran
~nSe Raytran
-
-
Diamond
NaCI
KCI
CsBr
Cs1
-
-
-
KRS5
AgCI
Zr0 2 88, Y 20 3 12 tLipson eta/ (1976).
1.4179
1.4252
1.4616
1.7122
1.698
1.4096
1.4198
1.4567
1.6752
1.685
-
4. 0439
3.4316
2.2923 2.2645 2.2572
2.2577
2.4376
-
-
-
-
2.4462 2.3950 2.3857 2.3820 2.3798 25
2.0224 2.0061 2.0023 1.9998 1.9987 1.9975 23.9
2.1248 2.1016 2.0799 2.0509 2.0125 -
28 x 10-•
-2.3 x 10-'
5.6 x 10-•
4 x w-•
-
-
1.4289
1.4331
1.4686
1.7555
1.704
1.4239
1.4292
1.4646
1.7377
1.702
-
-
1.5320
1.4798
1.6785
1.7576
1.5265
1.4753
1.6711
1.7466
2.3818
1.5242
1.4737
1.6695
1.7444
-
1.3996
1.4129
1.4510
1.6240
1.659
25
20
25
24
20
22
34
43
8
18
4. 0241
3.4246
2.2518
2.2523
2.4332
3.4227
2.2496
-
4.0151
3.4214
2.2461
2.2466
2.4295
20
20
20
20
20
105
238
113
113
171
2.3812
1.5217
1.4722
1.6687
1.7434
1.5204
1.4714
1.6683
1.7431
2.3809
1.5188
1.4705
1.6679
1.7428
20
20
20
20
1535
97
148
418
464
234
208
16
-ll.5 (3.39 ~m 37 'C)t
- 13.0 (3.39 ~m 37 'C)t
-16.8 (3.39 ~m 37 'C)t
+ 10.0 (4 ~m 19-24 'C)
+ 162
+ 49 (3
~m)
-33 (4.0 ~m)
-31.9 (4.0 ~m)
-84 (4.0 ~m)
-94 (4.0~m)
-235
-61 (0.61
~m)
Table 3.6 General physical properties of 3-5 I'm transmitting materials.
Material
Thermal
Melting Density expansion
point
(103
coefficient
kg m-') (lo-• ·c-')
(C)
Thermal
conductivity
(meal cm- 1
s-• K-')
Specific
heat
Knoop
(10-2
hardness
cal g- 1 ·c-') (kg mm- 2)
Rupture
modulus
(MPa)
Young's
modulus
(GPa)
As,s,
type B glass
Amtir I GeAsSe glass
1173 GeSbSe
glass
BS37A glass
BS39B glass
-
3.15
26.1
-
-
109
17.2
4.40
13.0
0.60
-
170
17.2
22.1
4.67
15.8
0.72
-
!50
17.3
21.8
2.90
3.10
9.15
9.70
1.19
1.06
20.3
20.7
-
-
83
69
-
3.58
6.20
-
13.4
512
49 abraded
-
-5.8
3.18
Corning code
9754 glass
Fluoride glass
lrtran lMgFz
1255
-15.0
11.9
35 at 56 ·c
26atl79•c
23
-250
575
-62
150 at 25 ·c
62-69 at 500 • C
107
139
84
-16
114 at 25 ·c
93-114 at 500 ·c
Fracture
toughness
K,c(MPa m- "')
"c
Irtran 3 CaF2
1360
3.18
21.7
19 at 80
lrtran 5 MgO
2800
3.58
12.7
104 at 36
MgF2 mono
1255
3.176
CaF2 mono
SrF2 mono
BaF2 mono
Ah03 mono
1423
1400
1355
2040
3.180
4.28
4.839
3.980
13.7 (lie)
71
8.48 (.lC)
19.7
23.2
15.8
28.0
20.3
30.0 at 400 "C
7.7
MgA!,O, poly
5AlN.9A!,03
ALON
2135
2140
3.58
3.639
7.3
5.23
2.33
2.3
7.3
1420
Zr0z88,Y,0,!2 -
Si
-
"c
36 at 100
-
35
-
"c
20
200
21
640
-
415
20.4
-
lO
20
480
-
36.5 at
62.0 at
132.4 at
89.6 at
25 "c
500 "C
25 "c
500 "c
52.4
98.6 at 25
96.5 at 500
332.3 at 25
"c
"c
"c
139
160
140
90
1600-2200
36.5
42.1
26.9
448-689
53.1
345-386
1300
1800
l72(RT-800 °C)
306(RT)
269
330
1.90
1150
1100-1200
117-138 (20 "C)
200-350
193
-
0.94
2.0
75.8
2.50
Bulk materials for the near and mid infrared
32
the formulation of a calcium aluminate glass for 3-5 JLm infrared window
applications, many data were available on glass formation and basic physical
properties enabling research workers to concentrate on optimising glass
stability in relation to the infrared transmittance and chemical durability
and on overcoming the extrinsic OH absorption problems. Florence et a/
(1955) identified a problem of tendency towards devitrification when pouring
thick slabs of these glasses and of extrinsic absorption from OH as seen in
figure 3.6(a). They identified a composition of wt o/o A]z0 3 47, CaO 43, BaO
10 as the best glass of those examined for ease of production and showed
that dry air bubbling of the melt for 2 h was effective in reducing but not
eliminating the extrinsic OH absorption in useful window thicknesses of
glass. They also reported that these calcium aluminate glasses possessed
unusually high values of Young's modulus in comparison to normal silicate
glasses e.g. silicate glasses 54-80 GPa, calcium aluminate glasses around
105 GPa. Hafner eta/ (1958) reported that calcium aluminate glasses could
be made in quantities of 5500 g but that the surfaces of these materials
deteriorated significantly on exposure to 95% relative humidity at 49 o C for
24 h. However, antireflection coatings of MgF2 or SiO were found to be
completely effective in protecting the material from such moisture attack.
100
--...,
;i:
.._ 80
~
E
\!
\I
60
'
=§
~
~
c
.=
40
1:
I
I
20
Ia)
1.0
I
lb)
3.0
6.0
0.4
I
_i ~
1.0
3.0
6.0
Wavelength {).lm)
Figure 3.6 (a) The transmittance of calcium aluminate glass 3.6 mm
thick illustrating OH extrinsic impurity absorption. (b) The transmittance of calcium aluminate glass after vacuum melting: BS37A 2 mm
thick (full curve), BS39B 2 mm thick (broken curve), emittance of
BS39B at 500 °C !.I mm thick (chain curve).
Barr and Stroud Ltd, UK are a major manufacturer of this type of glass
and offer two materials BS37 A containing a small quantity of Si02 and
BS39B containing no Si0 2. The latter transmits further into the infrared as
seen in figure 3.5(b) (Billard and Cornillault 1962, Barr and Stroud
technical leaflet C-1654). The uv cut-on edge and visible transmittance is
consistent with the likely energy gap and the known impurity content
(transition elements e.g. reduced oxides of Fe and Cu), while the infrared
Materials for the mid infrared
33
cut-off spectrum is consistent with the information discussed in §3.1. Exact
details of manufacture are not available for commercial reasons, but in
general the raw materials are premelted in a carbon crucible in a reactive
reducing atmosphere to form a premelt of reduced volume. rhe premelted
material is then remelted in kilogram quantities in a carbon crucible in a
vacuum furnace ( ~ 10- 3 torr). The chemical constitution of the raw
materials and the premelting conditions ensure some reactivity of the glass
melt with the carbon crucible during the vacuum melting process although
the glass is not reduced in any major way (no metal particles). This results
in the release of gas bubbles through the melt during vacuum melting thus
ensuring sufficient 'water' removal during this melt agitation to yield a glass
transmitting as shown in figure 3.6(b). It has been found that vacuum
melting results in initial rapid removal of OH, but without further melt
disturbance by bubble formation, actual gas bubbling from an external
source or stirring, the removal of the remaining OH extrinsic absorber
is much less rapid (Fray and Nielsen 1961a). However this reactive
glass melting can result in a glass with a rather higher than normal
bubble content. The 'water free' glass is cast into flat plate or dome shapes
according to the requirement. The maximum size of plates is
250 mm x 250 mm x 13 mm for BS37 A, or 190 mm diameter x 13 mm for
BS39B, and spherical domes up to 216 mm diameter and 6 mm thick can
be manufactured in both glass compositions. Major optical, thermal and
mechanical properties are given in tables 3.5 and 3.6. The glasses are stable
in use up to 700 °C and for materials in the vitreous state demonstrate
excellent rain erosion resistance. Exposure to 2 mm rain drops at 220 m s - 1
at a rainfall rate of 25 mm h - 1 for 30 minutes results in only slight pitting
of the glass surface. Immersion in water at 85 o C for 1 h causes the
transmittance between 2 and 4 p.m to decrease by 80?o (BS37 A) and 40%
(BS39B) but a protective coating available for use with these glasses enables
them to survive undamaged in these conditions for up to 6 h. This type of
glass in window form has found extensive use in many 3-5 p.m infrared
systems.
Germanate glasses
Germanium dioxide is a glass former and demonstrates a good transmittance in the infrared to about 6 p.m (Cohen and Smith 1958) but compared
with silicate or aluminate glasses it is expensive and lacks robust mechanical
properties. Florence eta! (1955) and Blau (1955) studied the improvement
in physical properties resulting from additions of modifying oxides such
as PbO, La203, BaO and CaO while Fray and Nielsen (1961b) reported
germanate glasses containing PbO together with SnO or Ce0 2 or CdO or
LhO or Na20 or K20. Fray and Nielsen also reported that OH absorption
in these glasses could be removed by vacuum melting or by the addition of
fluorides amongst the raw materials. Small quanitites of germanate glasses
Bulk materials for the near and mid infrared
34
were produced in France, e.g. Sovirel VIR-3, and the USA during the 1960s
but due to the hig)ler cost and inferior mechanical properties of these
materials, the calcium aluminate glasses were more frequently used for
window applications. However, during the late 1960s and early 1970s
Dumbaugh (1973, 1975) reported improved germanate glasses with more
robust physical properties and also demonstrated OH extrinsic absorption
removal (Dumbaugh 1970) in this type of glass. This work has led to the
production of a very useful germanate glass composition, Corning code
9754, announced in advanced technology sales literature in 1970 and
recently described more fully by Dumbaugh (1981). The formulation of this ,_
calcium alurriino-germanate glass Ge02 33.0, Ah03 37.3, CaO 19.7, BaO
5.0, ZnO 5.0 overcame some of the problems of calcium aluminate glasses
whilst retaining sufficiently robust mechanical properties and adequate
infrared transmittance at only a little extra cost. Devitrification problems
tend to limit the scale of melting of the calcium aluminate materials to a few
kilograms and the glass quality although adequate for windows is unlikely
to reach first grade standards. The code 9754 glass is sufficiently stable to
be made in large quantities in a tank furnace to first grade optical glass
quality and the OH extrinsic absorption has been reduced to such an extent
as to allow the use of relatively thick components with little impairment in
the infrared transmittance as is seen in figure 3. 7. The short wavelength
transmittance of this glass is consistent with its likely energy gap and the·
long wavelength absorption edge is consistent with the data discussed in
§3.1. The optical properties of this material are given in table 3.5 and the
100
I
I
80
I
~
~
~
c
.E!
i
60
±
I
E
I
I
I
I
I
~
c
0
.=
40
I
20
--------'
I
I
0.4
1.0
3.0
6.0
Wavelengthl~ml
Figure 3. 7
The transmittance of Corning code 9754 glass 2 mm thick
(full curve) and emittance of a 3 mm thick sample at 600 °C (broken
curve).
Materials for the mid infrared
35
thermal and mechanical properties are given in table 3.6. The rain erosion
resistance of this glass is likely to be good because of the high AhOJ and
CaO content but it is not likely to be as good as a calcium aluminate glass.
Fluoride glasses
The first fluoride glasses based on ZrF• were discovered in 1974 and since
then a considerable amount of literature has emerged on these glasses based
on ZrF4 and HfF4 • They have been synthesised from the melt utilising either
fluoridisation of mixed oxides or fluoride raw materials (Bendow and
Drexhage 1982). At first the technological development of these glasses was
hindered by their high tendency to crystallisation and their poor chemical
durability. Increasingly complex glass compositions utilising other fluorides
such as BaF2, ZnF2, YbFJ, ThF• and particularly AIF3 exhibited improved
physical properties to a point where they are being seriously considered as
materials for mid infrared fibre optic applications which is the prime
interest of research workers in this field (Chapter 7). However they are also
being researched for internal optical component applications in 3-5 pm
thermal band sensors. One of the major costs of optical components is in
generating the form from plane parallel blanks and in the final figuring and
polishing. Fluoride glass development has reached a point where these
materials can be considered for use in hot-pressing or hot forging processes
to produce preshaped and possibly optically finished components thus
offering the potential of cost reduction by avoiding the traditional machining operations involved in component production. Turk (1981) has
researched this hot pressing process for fluoride glass infrared optics. A
60"7o ZrF., 33% BaF2, 7% ThF• glass was used to investigate optical
forming by hot pressing and a 60% HfF4 , 33% BaF2, 5% LaF 3 , 2% AIF 3
glass was used for experiments in consolidating optical components from
smaller pieces. An optically finished cobalt bonded tungsten carbide die was
used to test the hot pressing of optical components. Pressing was done in
anargonatmosphereat315 °C(i.e. between T,and T,)and20x 106 Nm- 2
and an excellent duplication of the die surfaces was obtained. In the consolidation work it was found that the crystallisation temperature of the glass
was lowered with increased pressure so that in this case pieces were heated
to 340 °C and then the pressure was increased slowly to give a final consolidation pressure of 6.9 x 106 Nm- 2. Vitreous transparent components
were obtained but the boundaries between pieces were apparent. Only time
will tell whether these fluoride glasses will find a role as bulk optical components in 3-5 I'm optical systems. Physical property data tend to be sparse
but the optical properties for the glass mole % 63 ZrF., 33 BaF2, 4 GdF4
are given in table 3.5 together with the transmittance shown in figure 3.8
(Mitachi 1982) and some indication of the general physical properties of
these glasses (Turk 1981) is given in table 3.6.
I
36
Bulk materials for the near and mid infrared
100
80
~
~
~
~
c
.,
.£
60
~
c
0
.=
-
40
20
0.5
1.0
5.0
10.0
Wavelength f11m)
Figure 3.8 The transmittance of a fluoride glass of composition mole
"lo 63 ZrF., 33 BaF2 , 4 GdF., 4 mm thick.
3.2.2 Hot pressed ceramics
During the late 1950s and early 1960s the need for airborne infrared
windows and associated internal component materials stimulated work on
hot pressed ceramics as well as on the vitreous materials discussed above.
This resulted in a range of hot pressed polycrystalline solids (lrtran
materials) being manufactured by Eastman Kodak Co USA (1971) to fulfil
these requirements and three of the materials, MgF2 , CaF2 and MgO were
intended for use in the 3-5 I'm wavelength mid infrared band. The technique was established to avoid problems associated with providing large size
mono or polycrystalline components possessing high melting points or high
vapour pressures. However this technique raised other problems such as
contamination, non-uniformity and scatter. Each material started as a
chemically pure grade powder which was compressed to shape in a die while
being heated. Plastic deformation and material diffusion were considered to
be the principal deformation mechanisms (Buckner eta/ 1962). There was
no evidence of macroporosity in these materials when pressed to near
theoretical density but visual and near infrared (to 3 I'm) scatter was present
in the products. The maximum size of the components was set by the unit
pressure required to compress each material. For instance the largest
hydraulic press conveniently and economically available was of the order of
1 x 106 kg, and since these materials required 344.7 x 106 Nm- 2 to mould
them, the maximum flat blank diameter capability was of the order of
180 mm. In the uniaxial hot pressing process curved shapes exhibited nonuniform scatter due to density variations, for example the transmittance
at the edge of a dome was always worse than at the centre. Hence this
technique was best suited to the production of large numbers of small flat
37
Materials for the mid infrared
components which could be pressed in multiple dies or cut from larger flat
discs. Further discussion of the hot pressing process is given in §4.4.1 where
8-12 I'm hot pressed components are discussed.
MgFz-lrtran 1
Magnesium fluoride has found extensive use as an airborne infrared
window material as it has excellent thermal and mechanical properties. It
is thus surprising to realise that it possesses a tetragonal (rutile) structure
rather than a cubic one but the birefringence is small, that is at 1.083 I'm
the difference in refractive index between the ordinary and extraordinary
rays is only 0.0116. Therefore the scatter caused by this is small compared
with that from the imperfect physical state of Irtran 1 as a result of being
manufactured by a hot pressing process. Much of the reduction in transmittance at short wavelengths seen in figure 3.9 is likely to be caused by
the imperfect physical state of the window. The long wavelength cut-off
absorption edge is consistent with the published reststrahlen data of
Duncanson and Stevenson (1958). The transmittance shown in figure 3.9
indicates the most common absorption from OH stretching at 2. 75 I'm, OH
bending at 6.7 I'm and an oxyfluoride hydrogen complex at 5.0 I'm. Initially
raw material prepared for vapour deposition of antireflection coatings on
lenses was used in the preparation of hot pressed MgF2 and the extrinsic
absorption problems of OH and OFH complexes were recognised (Buckner
et a/ 1962). Later special powders were produced for hot pressing, for
instance by precipitation from anhydrous solutions of magnesium chloride
and hydrofluoric acid in methanol, which resulted in the almost complete
elimination of the extrinsic absorption bands in useful window thicknesses
100
80
~
0
I
I
60
~
~
§
.;:
.,
~
c
I
40
I
c
o!=
~
A
\
\.
1.0
-
-"
5.0
Wavelength
I
10.0
l~m}
Figure 3.9
The transmittance of MgFz Irtran I, 3 mm thick (full
curve), the emittance of a 3.8 mm thick sample at 592 °C (broken
curve).
I
';
i I
I
I
38
Bulk materials for the near and mid infrared
of a few millimetres of hot pressed MgF2. This material was pressed in
Inconel-X (Buckner et a/ 1962), Stellite 4 (a cast cobalt-chromium alloy),
Nimonic 105 (a forged nickel-chromium alloy) (Huffadine et a/ 1969) or
molybdenum alloys (Meneret 1981) at a pressure of 150-207 N m- 2 and a
temperature of 650-800 o C for about 15 min. The pressed material was
translucent and creamy white in appearance and was available from
Eastman Kodak in flat blank sizes of up to 200 mm diameter and 25 mm
thick. Some of the optical and other physical properties are listed in tables
3.5 and 3.6. The image spoiling properties of windows of this material were
adequate for all but high resolution imaging applications. The relative
specular and diffuse transmittance of Irtran I give some indication of its
performance in the short wavelength infrared spectral region, i.e. at 1.0 pm
there was 440Jo specular and 56% diffuse transmittance and at 2.0 pm there
was 92% specular and 8% diffuse transmittance for material of 6 mm
thickness. Since MgF2 has found its main application as airborne infrared
windows such properties as emittance and rain erosion are important.
Figure 3.9 illustrates some of the data (Hatch 1962, Stierwalt 1966)
available on emittance at high temperature. The rain erosion performance
of Irtran I is satisfactory and is illustrated by the rain impact data of
Hackworth (1979) on monocrystalline MgF2. Single 2 mm drops caused no
impact damage to 274 m s - 1 but cracks were apparent at 320 m s - 1 indicating a damage threshold somewhere between these two velocities. The
chemical durability of MgF2 is very satisfactory in all solutions except
concentrated acids so that there are no problems in normal environments.
CaF3 -Irtran 3
This was the best visually transmitting Irtran material but still possessed a
hazy colourless appearance. It was available in flat blank sizes up to
!50 mm diameter and up to 13 mm in thickness. It found its main application in spectroscopic cells and applications requiring visible as well as mid
infrared transmittance. The transmittance is seen in figure 3.10 (curve A)
and optical and other physical properties are given in tables 3.5 and 3.6.
MgO-Jrtran 5
Magnesium oxide components were hot pressed from a microcrystalline
powder in an inductively heated molybdenum or molybdenum alloy die at
a pressure of 276 X 106-448 X 106 N m- 2 and a temperature in the range
800-860 °C in a vacuum or in an inert gas atmosphere for 5-20 mins
(Carnal! and Hatch 1965). Some cracking of the MgO products was
experienced caused by bonding to the molybdenum mould parts. Tungsten
foil lining of the die cavity or coating with graphite were found to be
effective in preventing sticking. The material produced was virtually as
colourless as the CaF2 and was available in flat blank sizes of !50 mm
diameter and 9.5 mm thickness. Optical properties are given in table 3.5
Materials for the mid infrared
39
1ooro-.-~~--,--.--~,-,--,--,--,,-----,
80
;:.
~
~
0
./?'
60
~
"'
~
0
!=
40
20
01~~~~---L--~~~~~~--~
0.5
1.0·
5.0
10.0
20.0
Wavelength I~m I
Figure 3.10 The transmittance of CaF2 Irtran 3, 3 mm thick (A) and
of MgO Irtran 5, 3 mm thick (B).
and other physical properties in table 3.6. The transmittance spectrum of
best quality material in comparison to that of CaF2 is seen in figure 3.10
(curve B). Extrinsic absorption in this material was found to result from OH
and carbonate impurities. To eliminate these absorptions and also improve
the visible and very near infrared transparency dramatically, a modification
of this technique was used (Carnall 1967). The MgO powder together with
1o/o LiF additive yielded a 99.9% dense product with an average grain size
of 1.63 JLm when hot pressed at 870 °C (>MP LiF) but at a reduced
pressure of 138 X 106 N m- 2 • The OH content was below 1 ppm compared
to about 9000 ppm in a sample hot pressed without LiF additive and the
6. 7 JLm carbonate absorption was also reduced. The LiF content of the
pressed material was of the order of 100-700 ppm. A further improvement
in density was obtained by a post firing for 10 hat 1400 °C which almost
entirely removed the LiF and yielded a material with good visual
transparency and a grain size of around 8 JLm. During the initial soak period
before pressure was applied in the hot pressing process the MgO plus 1%
LiF was considered to be subject to liquid phase sintering (Kingery 1959).
Initial densification occurred by the crystal particles moving about to
achieve dense packing. Then a solution reprecipitation mechanism occurred
during which considerable grain growth took place and finally the densification rate slowed down as a result of the reduced solubility of the MgO in the
LiF and further densification was restricted by either gas entrapment or
gross imperfections. Densification during hot pressing was believed to be a
complex process involving several mechanisms such as plastic deformation
and solution reprecipitation. Bradt et at (1976) have systematically examined the variation of surface finish on the fracture strength-grain size
relationship in hot pressed polycrystalline MgO for grain sizes of 30-97 JLm.
;
i
40
Bulk materials for the near and mid infrared
A family of Hall-Petch lines were obtained and the slope of these was
found to depend on the material surface finish. Additionally Rice {1972)
studied the strength of hot pressed MgO in relation to grain size, impurity
content and annealing. The strength of dense hot pressed MgO was found
to increase significantly as a result of slow annealing to about 1200 o C in
spite of some grairi growth during the process. The strength increased by
a factor of two i.e. to 579 x 106 N m - 2 at a grain size of 2 p.m. This increase
in strength and reduction in data scatter was attributed to the removal of
anion impurities i.e. carbonates trapped at grain boundaries. This work
illustrates the importance of surface finishing processes and impurity
contents particularly anion impurities in the manufacture of MgO
components if maximum strength is required.
3.2.3 Melt grown fluorides
Since the 1940s magnesium, calcium, strontium and barium fluorides have
found use as lens and window components at wavelengths from the visible
to the mid infrared. Single crystal or large grain polycrystalline material has
been grown in an inert gas atmosphere or more usually in vacuum by the
Bridgman {1925) or the Stockbarger {1936) technique. In the Stockbarger
technique for fluoride growth {illustrated in figure 4.6) a carbon crucible of
molten material is slowly lowered by mechanical means through the centre
of a vertical furnace from a region where the temperature is maintained at
just above the melting point to one which is maintained at a temperature
just below the melting point. This results in single crystal or large grain
polycrystalline growth. In more recent developments {Miles 1976) requiring
large diameter {250-500 mm) material for laser window applications,
crystallisation is achieved by the Bridgman technique of establishing a
vertical temperature gradient through the molten fluoride contained in a
pure carbon crucible and then slowly cooling to sweep the temperature
gradient through the melt and achieve unidirectional crystal growth. This
results in polycrystalline material with a grain size comparable with the
thickness of the ingot. Crystal growth is carried out in relatively simple
equipment such as large vacuum vessels containing carbon heaters. Natural
raw material specially selected to be free from major extrinsic absorption,
e.g. fluorite for the growth of CaF2, is used alongside synthetic material.
Problems from oxide platelet scattering centres are apparent when the
material is contaminated by oxide or hydroxide and formerly oxygen was
removed in the vapour form {Stockbarger 1949) e.g. by the addition of
PbFz to a melt of CaF2 according to
PbFz + CaO = CaF2 + PbO(v)i.
(3.1)
More recently to achieve high quality, transparent, scatter and strain free
material for low power applications routinely, some form of treatment of
the fluoride by halogen gas has been found to be necessary and highly
Materials for the mid infrared
41
essential where low loss material for high power applications is required.
Purification of the melt is accomplished both before and during melting by
the introduction of fluorocarbons according to equation (3 .2) or by the
pyrolysis of teflon according to equation (3.3)
2Ca0 + CF.(g) = 2CaF2 + C02(g)t
(3.2)
2Ca0 + C2F4(g) = 2CaF2 + 2CO(g)t.
(3.3)
This process has been found to be highly effective in removing extrinsic
absorption (Chernevskaya and Korneva 1972). Reactive atmosphere processing (RAP), particularly useful for the growth of halides, is discussed in
more detail by Pastor and Arita (1975) who employed HF in helium carrier
gas as the RAP agent.
Magnesium fluoride
Monocrystalline magnesium fluoride produced by the Stockbarger process
is a useful material for polariser, waveplate and laser host applications
because of its excellent physical properties. However the birefringence of
MgF2 (RI Bray- RI Oray at 1.083 I'm is 0.0116) is detrimental to its use as a
lens and window material particularly where achromatisation is involved.
For these applications isotropic CaF2 or BaF2 is usually preferred to
the tetragonal MgF2. But since the latter does find use in some passive
infrared optical systems the transmittance of the material is shown in figure
3.11 (curve A) and the general physical properties for monocrystalline
material as reported in the literature by Hargreaves (1982) are listed in table
3.6.
100
\\\
80
~
~
~
u
-
60
~
.E
...
~
~
~
"'
A
B C 0
40
20
0
0.5
\
tO
5.0
10.0
\
,,
20.0
Wavelength I ~m)
Figure 3.11 The transmittance of melt grown MgF2 2.1 mm thick (A),
CaF2 1.2 mm thick (B), SrFz 1.5 mm thick (C) and BaFz 1.5 mm thick
(D).
'
''
Bulk materials for the near and mid infrared
42
Calcium fluoride
Calcium fluoride grown by the Stockbarger or Bridgman techniques is
available in diameters ranging from 80-100 mm, and grown by the fusion
casting process is available with diameters up to about 250 mm. The
material transmits usefully in the range 0.2-8 I'm for a 2 mm thickness
(figure 3.11 (curve B)) and is routinely purified by the RAP process to be
free from major extrinsic absorption from oxide or oxide containing
species. Denham et a/ (1970) have investigated the optical, dielectric and
lattice properties of CaF2 together with SrF2 , BaFz, CdF2 and PbFz.
Results obtained from experimental studies on infrared and Raman spectra
yielded the fundamental transverse and longitudinal optical lattice mode
frequencies and the two-phonon absorption spectra. These data and
published elastic constant data were used to calculate phonon dispersion
curves, density of states and density of combined states functions.
It was demonstrated that the absorption coefficients of CaF2 , SrFz,
BaF2 and PbF2 in the wavelength region 100-300 em_, in the range of
ex= 5-15 x 103 em_, were almost entirely due to the one-phonon process
in which the positive lattice vibrates with respect to the negative lattice.
Some of the basic data for a temperature of 300 K are given in table 3. 7.
Table 3.7
(Denham et a/ 1970).
Force constant
Three-phonon cut-off
(X-F)
Experimental 3 x Vw
Vw
Vro
(cm- 1) 300 K (cm- 1) 300 K (mdyn nm- 1) (cm- 1) 300 K (cm- 1) 300 K
CaFz
SrF2
BaFz
CdFz
PbFz
266
219
189
209
106
474
382
330
404
338
1.75
1.58
1.32
1.67
0.98
1440
1100
1000
1290
980
1422
1146
990
1212
1014
Data in the literature (Miles 1976) indicates that the bulk intrinsic
multiphonon level has been reached at the CO wavelength (5 .25 I'm) but
that there is some variability at HF (2.7 I'm) and DF (3.8 I'm) wavelengths.
This may be in part due to the inadequacies of the purification processes but
may also be partly due to variable surface absorption affecting laser
calorimeter measurements perhaps as a result of the slight water solubility
of CaF2 (1.7 x 10- 3 g/lOOg H 2 0 at 26 °C). The extent of the surface
absorption problem has recently been revealed by Braunstein et a/ (1980)
using infrared wavelength modulation spectroscopy. In this work it was
shown that physically absorbed surface species resulted in observable OH-,
C- H and C02 bands which were reduced or removed in a dry nitrogen
Materials for the mid infrared
43
atmosphere. These surface absorptions in the range !0- 4 -!0- 5 cm- 1 could
be detrimental in high power laser window applications (HF, DF) but would
be unlikely to be a problem for low power applications.
Calcium fluoride has been considered as a candidate for HF /DF laser
window applications because of its useful physical properties. However, it
has been shown to be susceptible to surface flaws and studies have indicated
that the improvement in fracture surface energy was about an order of
magnitude as the grain size was reduced from monocrystalline to
polycrystalline ( -10 J.tm) (Anderson et a/1978). Therefore, hot forging has
been suggested as a useful technique to improve the physical strength since
fusion cast material with a 10-20 mm grain size demonstrates a similar
grain size related flaw sensitivity to that of monocrystalline material. The
hot forging process isdescribed more fully in relation to alkali halides in
Chapter 5. During the deformation .process, mechanical constraint on the
free periphery of the work piece is necessary to reduce tensile stresses below
the point where cracking occurs. An improved technique over a constraining ring is the use of hot isostatic forging using helium gas in the forming
chamber. Suitable forging conditions might be of the order of 750 ° C at a
helium gas pressure of 13.8 MPa at 250 ILmmin- 1 for 60"7o true strain. But
when the deformation exceeds 50% true strain optical scattering sites occur
in the bulk of the forged sample. Investigations of this phenomenon
{Anderson et a/1976) have revealed that uniform visual scatter occurs after
pressing (I 00) and ( 113) crystal directions, but striated veiling appears
to occur on slip planes within the bulk after pressing the (Ill) direction.
Electron micrograph studies have suggested that the veiling is caused by
microvoids formed by the coalescence of vacancies produced by dislocation
intersections and annihilations due to plastic deformation. Since these voids
. cause scattering of light in the visible spectrum, studies of their effects at
2.7 and 3.8 J.lm have been made and work to eliminate them by hot isostatic
pressing (HIP) was successful (Hopkins et a/1979). Pre and post HIP optical
absorption, scattering, homogeneity and stress birefringence measurements
were made. Samples of three crystal directions (100), (Ill) and (113)
wrapped in tantalum foil were heated to 750 °C at an argon pressure of
207 MPa for a period of I 0 h. Veiling was virtually eliminated to be
replaced by surface pits many of which were replicas of the striated veils.
Thus it was postulated that the veils migrated to the surface from the
bulk and therefore the bulk material collapsed upon itself. From the
measurements made in this work it was concluded that the HIP processing
slightly increased the absorption at 2. 7 and 3. 8 J.!m, that the optical
inhomogeneity at 633 nm increased after HIP processing due to stress
induced birefringence but still remained in the range I X 10- 6-3 X 10- 6,
that the visible scatter (0.6471 J.tm) after HIP processing was reduced in
spatial variation and decreased by a factor of 8 and that the infrared scatter
(3.39 J.tm) was largely unaffected in spatial variation or degree. These results
!'
I
Bulk materials for the near and mid infrared
44
are very significant where multispectral applications need to be considered.
It is clearly possible to improve the short wavelength scatter performance
of a material after synthesis without compromising its infrared performance. This is very marked in the post growth HIP of ZnS where the effects
are very dramatic at visible wavelengths enabling 8-12 I'm quality material
to be transformed into multispectral material (Chapter 5).
The major optical properties of CaFz are listed in table 3 .5 and clearly
the optical homogeneity and scatter properties are adequate, as seen from
the work presented above, for most low power infrared applications
although some improvement may still be required for very high power laser
optical applications. The refractive index data listed in table 3.5 have been
derived from a three-term Sellmeier type dispersion equation of the form
(Malitson 1963)
n2
-
1 =I; [AxA2 /(A2 - A/)]
at 25 °C
(3.4)
where
A1 = 0.567 5888
Az = 0.471 0914
A3 = 3.848 4723
AI= 0.00252643
Ai = 0.010078 333
Aj = 1200.555 973.
Other available physical property data are listed in table 3.6.
Strontium fluoride
CaFz and BaFz have been grown for infrared optical applications for a
number of years and have been reasonably well characterised. However,
recent interest in SrFz has mainly resulted from its potential use as a high
power laser window material (Miles 1976) and it is not yet as well
characterised. It is available grown by the Bridgman, Stockbarger or the
fusion casting techniques. The material transmits usefully in the range
0.2-9.0 I'm for a 2 mm thickness (figure 3.11) and is purified by the RAP
process to be free from major oxide impurities. Optical phonon data
(Denham et a/1970) for SrF2 are given in table 3. 7. Water solubility for this
material is 1.17 X 10- 2 g/100 g HzO at 20 °C. Surface absorption problems
similar to those discussed for CaF2 have been studied in SrF2 by Braunstein
eta/ (1980) and carbonates, C-H bonds and (OH-) have been shown to
be present on the surfaces of this material. The optical properties of SrFz
are listed in table 3.5. The refractive index data were derived from a threeterm Sellmeier type dispersion equation of the form shown in equation (3.4)
where
A1 = 0.678 058 94
AI= 0.003 HiS 55
Az = 0.371405 33
A3 = 3.345284
Aj = 1592.541991
Ai = 0.01166622
at a temperature of 20 °C. These data were measured by Dodge (1978) on
45
Materials for the mid infrared
a sample of fusion cast material. Other available physical properties are
listed in table 3.6.
Barium fluoride
Barium fluoride is available in excellent optical quality up to diameters of
the order of 150 mm grown by the Stockbarger process and in larger
diameters grown by the fusion casting process. Of the alkaline earth
fluorides, BaF2 transmits furthest into the infrared as can be seen in figure
3.11 (curve D) demonstrating a transmittance range for a 2 mm thickness
of about 0.2-10 pm. It is purified by the RAP process to be free from major
oxide impurities. Optical phonon data (Denham eta/ 1970) for BaF2 is given
in table 3.7. The water solubility of the material is 1.7 x 10- 1 g/IOOg H 20
at 10 °C and surface absorption problems due to carbonate and (OH-)
have been demonstrated by Braunstein et a/ (1980). Optical properties are
listed in table 3.5 in which the refractive index data are taken from Malitson
(1964). Data at other wavelengths can be derived from a three-term
Sillmeier type equation of the form given in (3.4) where
AI= 0.643 356
A2 = 0.506 762
A 3 = 3.8261
AI= 0.003 3396
A~= 0.012 030
AJ = 2151.70
at 25 °C. Other available physical properties are listed in table 3.6.
3.2.4 Oxides and oxynitrides
Sapphire (aluminium oxide)
The combination of excellent optical and mechanical properties exhibited
by sapphire makes it a special choice for a variety· of demanding optical
applications. It possesses an energy gap of about 10 eV thus allowing useful
transmittance in the range 0.145-5.5 I'm for about I mm thickness as can
be observed in figure 3.12. Sapphire is one of the hardest of the oxide
crystals and maintains a good strength at high temperatures. It possesses
good thermal properties and excellent chemical durability. Therefore it
would appear to be an ideal candidate for airborne window applications but
there are two main problems. One is that the material is difficult to shape
into components because of its high strength and hardness, and the other
is that its properties are anisotropic because it has a hexagonal (strictly
rhombohedral) crystal structure. Nevertheless sapphire has been grown for
a variety of applications by the technique of flame fusion of Ah03 powder
for many years. In this technique, first proposed by Vemeuil (1904) alumina
powder is discharged through a hopper by means of mechanical agitation
through an oxyhydrogen flame and collected on the molten upper portion
of a seed crystal. As the seed crystal is withdrawn from the base of the
furnace a large boule of material is produced. As can be imagined, the
Bulk materials for the near and mid infrared
46
100
I
I
I
80
I
~
~
~
u
I
I
60
I
~
,g
·e
~
~
I
I
I
40
I
0
~
I
t-
20
'
0
0.1
0.5
1.0
/
/
5.0
10.0
Wavelength (!J.m)
The transmittance of Ab0 3 I mm thick (full curve) and
the emittance of Ab0 3 at 500 °C (broken curve).
Figure 3.12
quality of the material thus produced is inconsistent, contains powder and
void inclusions, and is often strained. Material of up to 60 mm in diameter
and I 00 mm long can be produced by this method and it finds application
in watch and other bearings and as gem stones. At present sapphire is grown
from the melt as high quality material for flat sheet or small shaped
component applications by the edge-defined film-fed growth (EFG) technique, for bulk optical component applications by the heat exchanger
method, and for substrates for the growth of silicon by the Czochralski
method. The EFG technique is essentially Czochralski growth with the seed
pulling a shaped crystal through a molybdenum die. Ribbons up to 75 mm
wide, 8 mm thick and 1500 mm long. can be produced at 50-75 mmh- 1 •
This would be a very cost effective method of producing flat windows for
infrared optical applications within the above size limitations. In the heat
exchanger method originated by Schmid and Viechnicki (1970, 1973) and
Schmid (1975) for the growth of large diameter sapphire typically 200 mm
diameter x 155 mm long, directional solidification is achieved without
motion by means of a heat exchanger in contact with a seed crystal in the
base of a crucible. This heat exchanger controls the temperature gradient
in the solid while that in the liquid is controlled by the furnace temperature.
A schematic diagram of the equipment is shown in figure 3.13. Premelted
alumina in the form of 'crackle' is melted in a sacrificial, thin walled, spun
molybdenum crucible in the base of which is mounted a seed crystal. The
molybdenum crucible is mounted on a tungsten heat exchanger cooled by
helium gas and the crucible is heated by a simple carbon heater in vacuum
inside a conventional vacuum chamber. After evacuating the vessel and
heating the furnace to equilibrium at greater than the melting point of
Materials for the mid infrared
Vacuum
47
LHelium
Figure 3.13 Schematic diagram of the heat exchanger method for the
growth of AhO,; H =heater, I= insulation.
sapphire (2050 °C) the heat exchanger temperature is increased by reducing
the helium flow, thus allowing the liquid alumina to melt back the seed to
ensure proper nucleation. The heat exchanger temperature and the furnace
temperature are then decreased to cause the crystal to grow from the seed.
Constant growth rates are achieved by decreasing the liquid and solid
gradients at constant rates. Progressive solidification of large diameter
material takes about 72 h followed by a 72 h in situ anneal. The main orientations grown are 60° and 90° to the c axis since growth on the c axis
results in a higher dislocation density and a higher stress. The ability to
control the liquid and solid temperature gradients independently without
physical movement is an important breakthrough of the Schmid-Viechnicki technique. Turbulence in the melt from mechanical motion is eliminated and convection is suppressed by the stabilising temperature gradients.
Thus concentration and temperature fluctuations at the solid-liquid interface are minimised allowing the use of lower temperature gradients without
the danger of constitutional supercooling occurring (Rutter and Chalmers
1953). Low temperature gradients do not impose the high thermal stress
that generates dislocations (Billig 1956) and refractive index inhomogeneities. This may be the reason why the material grown by this technique
demonstrates exceilent refractive index homogeneity and a low dislocation
concentration of less than 103 cm- 2 • However, a major weakness with this
. I
• I
I
I
48
Bulk materials for the near and mid infrared
technique, in common with the Stockbarger technique, is the inability to
control the movement of the solid/liquid interface precisely other than by
trial and error methods since there is no established means of accurately
observing its position during growth, and thus no means of providing data
feedback to use in a control loop. This means that each new material and/or
crucible configuration must require a considerable number of growth runs
to establish suitable temperature gradients for the growth of high quality
material. In the Czochralski method described in more detail in §4.1.2
prem:elted alumina crackle is melted in an iridium crucible by induction in
a nitrogen-oxygen ambient atmosphere. A rotating sapphire seed is dipped
into the melt and a crystal is grown out to 75-125 mm diameter and then
pulled at a few mm per hour to a length of 250-450 mm. Each growth cycle
takes 5-7 days followed by a 3 day anneal at approximately 1950 °C. The
steep temperature gradients which are present in the crystal during growth
result in thermal stresses. These generate slip and the resulting dislocations
( -103 em - 2) polygonise into low angle grain boundaries. The misorientation
across these boundaries is of the order of 1-3 min. Voids in the size range
10-60 JLm can occur in the top of a crystal grown by this technique and
these result in scatter. Material grown along a direction 60 o to the c axis
possesses the best crystallographic perfection and is circular in cross section.
Material grown at 90 o to the c axis is misoriented and the boules are not
round in cross section as it is facetted. Sapphire grown along the c axis
contains many low angle boundaries misoriented by up to about 15 min
resulting in fracturing.
Since good quality sapphire is grown in cylindrical form at 60° or 90° to
the c axis, flat window components cut at right angles to the direction of
growth are anisotropic in their physical properties. Flat windows could be
cut on the c axis, but more of the boule would be unproductive and the cost
per blank likely to be greater. The manufacture of domes is a much greater
problem if laboriously ground from solid cylindrical blocks. However, an
alternative technique known as hemispherical sawing, available in the USA,
is capable of producing concave shapes thus allowing better material utilisation and lower costs. Nevertheless the orientation problem would result in
inefficient utilisation of the sapphire blocks unless anisotropic 60° or 90°
domes could be tolerated.
Sapphire is optically negative, that is the fast ray is the extraordinary ray
whose velocity is greater than the ordinary ray. The difference in indices or
the birefringence is 0.008 in the visible. The refractive index of sapphire has
been measured by Malitson (1962) who developed a Sellmeier-type equation
of the form of equation (3.4). Constants for this equation at a temperature
of 24 °C are
AI= 1.023 798
A2 = 1.058 264
A3 = 5.280792
A~= 0.003 775 88
A~= 0.012 254 4
A~= 321.3616.
Materials for the mid infrared
49
Values at several wavelengths calculated from this equation together with
temperature coefficient data are listed in table 3.5. The emissivity of a body
relates the ratio of radiant energy from it to that of a black body at the same
temperature. If sapphire is used as a high temperature infrared window it
is important that its emissivity does not saturate the detector it serves. Some
data on this property are available in the literature (Wolfe 1965) and
information at 500 •c is shown in figure 3.12, which indicates that emissivity is not likely to be a problem for most applications. At very high
temperatures the absorption of sapphire increases as can be seen in figure
3.14 (from Gryvnak and Burch 1965) but again this is unlikely to be a
problem for temperatures of a few hundred centigrade. Other physical
property data listed in table 3.6 are taken from Union Carbide Linde
Publication CPO 77154-5 on sapphire. Additional data not in table 3.6 are:
compressive strength 2068 x 106 Nm- 2 , tensile strength 400 x 106 Nm- 2 ,
modulus of rigidity 186 x 109 Nm - 2 , volume resistivity 1014 n em at 25 •c,
tan>. at 1 MHz and 25 •c 0.0001 and dielectric constant Kat 25 •c and
1 MHz 9.39.Lc, 11.581lc. In a study of the effects of temperature on the
fracture of sapphire Wiederhom et al (1973) found that the fracture
toughness, K 1c, decreased linearly from 2.5 MN m - 312 at room temperature
1.01,---....----,--,------.-----,,---.,
aoo•c
0.1
'E
-"
.!:!
c
:~
:::
0.01
"
0
u
c
~
c.
~
0
"'
""'
~
0.001
12oo•c
0.0001
3
2
Wavelength
4
5
6
l~ml
Figure 3.14 Absorption coefficient of AhO, in relation to temperature
and wavelength.
I:
Bulk materials for the near and mid infrared
50
to 1.8 MNm- 312 at 600 °C but remained constant from 600-775 °C. The
rupture modulus of sapphire ha~ also been found to be temperature
dependent by Jackman and Roberts (1955) and Wachtman and Maxwell
(1959) falling to a minimum between 500 and 700 °C depending upon
crystal orientation and rising again to room temperature values at 1000 °C.
This increase in strength above 700 ° C has been attributed to a limited
amount of microscopic plastic deformation at stress concentrations. The
rain erosion resistance of sapphire is excellent in comparison with most
other infrared window materials. Single drop impact studies which can be
compared with those on MgFz, Si and spinel in this chapter and ZnS and
ZnSe in Chapter 4 have been made by Hackworth (1979). In this work it
was shown that the damage threshold for material oriented at 60 o to the c
axis was between 475 and 533 ms- 1 for a 2 mm drop size.
Spinel (MgAl2 04)
MgF2 has been used for infrared window applications for a number of years
but a material more resistant to thermal shock and the long term effects of
rain and solid particle erosion would be preferred for future applications.
Spinel is a candidate for these applications since it possesses good
mechanical properties and effective transparency in the visible and the
infrared range 0.3-5.5 !Lm at room temperature as illustrated for a 2.4 mm
thickness in figure 3.15. The major extrinsic absorber is OH impurity
(Gentilman 1981) but this can be eliminated by careful raw material
preparation, perhaps RAP in the case of monocrystalline growth or LiF
addition in the case of hot pressing. Monocrystalline transparent spinel
crystals a few centimetres in dimensions have been grown by the flame
fusion (Wickersheim and Lefever 1960) and the Czochralski (Cockayne and
100
' \\
80
~
:'i
c
_g
-~
~
c
I
I
60
I
I
I
40
0
I
\
.=
20
0
I
I
I
\
0.1
0.5
1.0
Wavelength l~ml
5.0
10.0
Figure 3.15 The transmittance .. of MgAhO• at room temperature
2.4 mm thick (full curve) and at 600 o C (broken curve).
Materials for the mid infrared
51
Chesswas 1967) techniques. Gentilman (1981) scaled up the melt process to
make I 00 mm diameter flat windows and 70 mm diameter hemispherical
domes by fusion casting inside molybd~num spinning in a helium atmosphere. These directionally solidified components had a columnar grain
structure 2-5 mm across running in the direction of growth and were
transparent but cracked. Becher (1977) has press forged Al2 0,-rich spinel
material and has suggested that IR domes could be fabricated by this
method. However Roy (1981) has taken the hot pressing fabrication
technique much closer to a viable component production capability. In this
synthesis technique the quality of the final product is critically dependent
upon the quality of the powder raw material. This was prepared by decomposing high purity alkoxides and calcining at 1000-1100 ° C to form the
spinel compound and to optimise the particle size. In order to produce clear
hot pressed material the heavy metal content of the powder needed to be
below 100 ppm and alcohol needed to be completely removed to avoid free
carbon in the components after vacuum hot pressing. Uniaxial pressing was
done in a graphite die lined with grafoil for a period of 3-5 h after an
outgassing period at 1250 o C. To obtain this visually clear material LiF was
probably added (Stewart et a/ 1981) thereby producing similar effects to
those reported for Irtran 5 type material. Polycrystalline material produced
by this process exhibits a transmittance (figure 3.15) which exceeds that of
sapphire beyond 4.5 p.m as can be seen by comparing figures 3.15 and 3.12.
The broken curve in figure 3.15 indicates the transmittance at a temperature
of 600 ° C. The total integrated forward scatter at 3.39 p.m from the bulk
and two surfaces of a number of IR domes was measured to be on average
2.36 ± 1.53 X 10- 2 • Other optical properties of hot pressed material (Roy
1981) are listed in table 3.5 and some additional physical properties
are given in table 3.6. The tensile strength is reported as 110 MNm- 2 ,
the compression strength as 2689 MN m - 2 and the bulk modulus as
192.6 GNm- 2 • Further information on properties is reported by Roy and
Hastert (1983).
Stewart and Bradt (1980a) have measured th~ fracture toughness of
vacuum hot pressed spinel in relation to grain size and temperature. At
room temperature Krc was found to be grain size independent with a value
of 1.90 ± 0.07 MNm- 312 over the range of grain size (5-38 p.m) studied.
This value is compatible with that for (111) monocrystalline material
(see below). Between room temperature and 900 ° C the Krc values were
found to decrease with increasing temperature at a rate, dKrc/dT of
-2.0 ± 1.1 X w-• MNm- 312 Oc-r with no grain size dependence.
Between 900 and 1400 °C the Krc values were found to decrease with
increasing temperature at the slightly increased rate, dKrc/dT, of
-2.5 ± 0.2x 10- 3 MNm- 312 °C- 1• No dependence on grain size was
observed. The authors found no obvious mechanism for the abrupt rate of
change of Krc with ter,nperature at 900 ° C and recommended additional
!
'
I
52
Bulk materials for the near and mid infrared
studies. They also measured Young's modulus to be 258 X 103 MNm- 2 at
0
room temperature linearly reducing at a rate of - 31.2 MN m - 2 c- 1 to
1200 o C. This compares reasonably well with the value reported by Roy
(1981) for Coors Porcelain material and listed in table 3.6. In a parallel
study Stewart and Bradt (1980b) investigated the fracture toughness of
monocrystalline spinel for the (100), (110) and (111) orientations from room
temperature to 1500 ° C. Two regions of fracture behaviour were observed;
a low temperature elastic region up to 900-1000 °C where K1c decreased
with increasing temperature, and an elevated temperature region where K1c
increased rapidly with increasing temperature. The elastic region was
explained by the decrease of elastic modulus with increasing temperature,
whereas the rapid increase of K1c at elevated temperature was attributed to
plastic flow in the vicinit,Y of the crack tip. The room temperature K1c data
found for the three crystal orientations were 1.18 ± 0.05 MNm- 312 (100),
1.54 ± 0.08 MNm- 312 (110) and 1.90 ± 0.06 MNm- 312 (111). Experimentally derived values of dK1c/dTwere -2.5 x 10- 4 MNm- 312 °C (100) and
-1.7x 10- 4 MNm- 312 °C- 1 (111). Additionally Stewart et a! (1981)
demonstrated that the K1c values for the three crystal orientations followed
a linear dependence of elastic modulus.
Limited data on the thermo-structural evaluation of hot pressed spinel
domes have been reported by Strobel (1981). Tests on two domes showed
that they were capable of surviving heating conditions which had caused
thermal stress fracture in thirty previously tested magnesium fluoride
domes. Single water drop (2 mm) impact testing carried out by Hackworth
(1979) has indicated a damage threshold velocity of 396 ms- 1 for the (Ill)
orientation of monocrystalline spinel.
Aluminium oxynitride 5AIN.9A/203 (ALON)
Aluminium oxide is an anisotropic material, demonstrating directional
variation of its physical properties. It has been known for some time
(Adams et a/ 1962) that nitrogen additions to Alz0 3 in the form of AIN
results in cubic spinel-like structures. One of these materials 5AIN.9AI2 0 3
(ALON) has been sintered into highly dense (98o/o), single phase components by Corbin and McCauley (1981) and by Hartnett eta/ (1982). Thus
ALON is emerging as another candidate for 3-5 I'm high temperature
airborne window applications. Its transmittance as reported by Hartnett et
a/ (1982) is shown in figure 3.16 but no indication of extrinsic absorption
problems were given. The high temperature stability region for ALON in
flowing nitrogen at I atmosphere has been refined by McCauley and Corbin
(1979) who have found that the range of solid solution is from 40 to 27
mole % AlN, roughly centred at 35.7 mole % AIN. It has been reported by
these authors that this composition 5AIN.9AI2 0 3 melts congruently at
2140 ± 15 °C. ALON has been sintered to around 98% density for assessment of its physical properties. Traditional sintering of prereacted ALON
Materials for the mid infrared
53
powders had yielded material demonstrating the transmittance seen in
figure 3.16. Powders of Ah03 and AIN were ball milled followed by
reaction at 1700 °C to form ALON powder. This powder was then ball
milled (16 h), isostatically pressed ( -138 MNm- 2 ) and then sintered
(1900-1980 °C) for 48 h While SUrrOUnded by,b0r0n nitride plateS in a StatiC
nitrogen atmosphere (-2ox 103 Nm- 2). The~e are few data on basic
optical properties but the refractive index at 0.55 p.m is reported to be 1.785.
If heated in air a protective oxide or oxynitride layer forms on the surface
preventing total oxidation. However, at 1300 °C this layer cracks and total
oxidation occurs. Some of the thermal and mechanical properties of this
material are listed in table 3.6. It has also been found that Poisson's ratio
is 0.249 for material with a 25 p.m grain size and that ALON retains 870?o
of its room temperature strength up to 1000 o C, after which the strength
decreases much more rapidly to 62% of its room temperature strength at
1200 o C. This material offers very robust and isotropic physical properties
and because of its relative ease of preparation it may well replace alumina
or sapphire as a dielectric in many applications. For instance 30 mole %
AIN material possesses an extrapolated loss tangent of approximately
0.0002 at 300 GHz (1 mm) and indicates 500?o power transmission at 90 GHz
(3 .3 mm) from Fourier transform spectroscopy.
1.
100
80
~
~
i'i
60
~
,g
••
~
~
d
40
"'
20
I
I
I
0
0.2
0.5
1.0
5.0
10.0
Wavelength ().1ml
Figure 3.16 The transmittance of ALON 1.3 mm thick.
3.2.5 Semiconductors
Applications utilising 3-5 p.m radiation, such as. thermal imaging, and
requiring high resolution refracting optics need environmentally stable and
homogeneous materials from which to fabricate optical elements up to
about 150 mm diameter and several millimetres thick. In the 3-5 p.m
spectral region most ~aterials are sufficiently dispersive to necessitate the
i'
''
• I
''
Bulk materials for the near and mid infrared
54
correction of chromatic aberration in lens systerris. This requires two
individual materials with the appropriate optical properties. Germanium
and silicon are such a pair of materials that they have been most frequently
used for this purpose. The properties of germanium are fully described in
Chapter 4 with the exception of the 3-5 !Lm refractive index properties
(measured at the NPL, England) which are listed in table 3.5. GaAs would
also be a useful material at 3~5 !Lm wavelengths and this is also described
in Chapter 4. The limited transmittance of silicon renders it suitable only
for 3-5 !Lffi applications and thus it is appropriate to describe its properties
in this chapter.
Silicon
Over the last 30 years or sp, silicon has been developed as the world's major
semiconductor material. It is thus readily available in high quality and
quantity for use in infrared optical applications. The transmittance of
100 0 em n-type float zoned material is seen in figure 3.17. The transmittance spectrum is free from major absorptions up to 6 !Lffi for thick samples
thus enabling many components to be designed into an imaging system
without fear of compromising the overall 3-5 !Lm transmittance of the
system. This would not be the case for the oxide materials which are only
useful in window thicknesses of a few millimetres as discussed earlier in this
chapter. The cut-on edge is consistent with the energy gap of 1.1 eV and the
lattice absorption bands of silicon extend from 6 !Lm to at least 30 !Lm .. The
latter have been investigated by Collins and Fan (1954) and Johnson (1959)
but they are not of any significance for 3-5 !Lffi applications.
100
:;"€
"-
'
60
~
v
\
~
0
:::
...
~
40
~
0
"'
2or
1.0
5.0
10.0
Wavele~th l~ml
Figure 3.17 The transmittance of float zoned n-type 100 !l em silicon
12 mm thick.
The free carrier absorption coefficient of silicon at room temperB.ture is
of the order of 0.01-0.001 cm- 1 for 10-100 Ocm p-type material and of
the order of 0.001-0.0001 for n-type material of similar resistivity range.
Thus in principle n- or p-type resistivity is suitable for low power applica-
Materials for the mid infrared
55
tions but n-type material would be preferred where high power requirements are a consideration. The effect of temperature on the free carrier
electronic absorption at 4 I'm is insignificant until a temperature of about
.240 °C is reached, but the transmittance of a 3.mm thick sample of high
resistivity material is reduced from 52"7o at this temperature to 20"7o at a
temperature of 400 ° C. Thus there is no problem for optical components
inside systems, but the material would not be suitable for window applications where significant ( > 200 ° C) kinetic heating is anticipated. Extrinsic
impurity vibrational absorption is not a problem in this wavelength region.
For instance, interstitial oxygen in silicon gives rise to local mode
absorptions at 9 I'm and 19.5 I'm (Hrostowski and .Xaiser 1957) and the
vibrational absorption of carbon and carbon-oxygen complexes in silicon
occur beyond the 3-5 I'm region as discussed in detail by Newman and
Smith (1969).
The major optical properties of silicon are listed in table 3.5. The refractive index data were measured at the NPL, England, and they compare
favourably with those reported in the literature for wavelengths in the range
\1.3570-11.04 I'm by Villa (1972). Temperature coefficients of refractive
index data are taken from Hilton and Jones (1967). The optical homogeneity is likely to be good since high quality monocrystalline material for
substrate manufacture is routinely grown by the Czochralski technique
described in detail in Chapter 4. Equipment has been developed to pull
monocrystals up to 150 mm in diameter, a size most suitable for infrared
optical applications. The material is melted in a silica crucible inside a
carbon pot in vacuum. Corrosion of the silica crucible ensures that the
material contains some oxygen but this is unlikely to be a problem for
3-5 I'm optical applications as discussed previously.
Mechanical property data are much less well known for silicon than
electrical property data. This is because silicon has not been used for
demanding thermal or structural applications. Anthony and Hopkins (1981)
in utilising silicon for actively cooled cw laser mirror applications found it
necessary to measure some of the thermal and mechanical properties and
these are listed in table 3.6. On the basis of their test results, the tensile
strength was expected to be in excess of 35 MN m - 2 and Poisson's ratio was
found to be 0.20-0.28.
In earlier work on the fracture properties of silicon, St John (1975)
quoted Young's modulus as 155 GPa, Poisson's ratio as 0.215 and the
fracture toughness value quoted in table 3.6. Single drop (2 mm) rain
impact damage studies have been made by Hackworth (1979) for (100)
monocrystalline silicon. The damage threshold velocity was measured as
about 274 ms- 1 •
I
3.2.6 Chalcogenide and alkali halide materials
Chalcogenide glasses, zinc sulphide and zinc selenide described in Chapter
4, together with diamond and the alkali halide multispectral materials
i:
II
Bulk materials for the near and mid infrared
56
described in Chapter 5 are all useful in the 3-5 I'm spectral band. Physical
property data are given in these chapters but particular 3-5 I'm optical
data, where available, are listed for these materials in table 3.5. For the
alkali halides the data are taken from Li (1976), for KRS5 from Rodney and
Malitson (1956) and for AgCl from Tilton et a/ (1950).
3.2. 7 Advanced optical window materials
Future infrared sensor windows are likely to be subjected to harsher
mechanical and thermal environments than present generation components.
Therefore, to affect an improvement over the current generation materials
described in this chapter, new materials possessing improved thermal and
mechanical properties and exhibiting infrared cut-off wavelengths above
5 JLffi are being sought (Musikant and Savage 1980). Silica mullite, germania
mullite, aluminium l'litride, toughened zirconia and zinc-aluminagermanate glass ceramic have been short listed (Musikant 1981) as possible
candidates for future infrared sensor windows. One of the most interesting
materials from the point of view of 3-5 I'm infrared applications is zirconia
since this material offers useful transmittance to 6 I'm for 1-2 mm window
thicknesses and possesses very robust physical properties.
Several crystalline forms of zirconia are known e.g. monoclinic,
tetragonal, hexagonal and cubic. The cubic form can be stabilised at room
temperature with the addition of MgO (Campbell and Sherwood 1967),
CaO (Duwez eta/ 1952) or Y203 (Duwez eta/ 1951). The material is used
in the gem trade as a diamond substitute because of its hardness and high
refractive index {Nct = 2.1585 for 12 mole "lo Y203, 88 mole% Zr02) and
is produced in the USA by the skull melting process (Wenckus et a/ 1977,
Nassau 1977). This is essentially a 'cold crucible' technique in which the
zirconia is melted within a skull of its own sintered oxide raw material and
the most common product contains 9-15 mole% Y20 3. The transmittance
for 12 mole% Y20 3, 88 mole% Zr0 2 seen in figure 3.18, and the refractive
index and refractive index temperature coefficient listed in table 3.5 have
been measured by Wood and Nassau (1982). The index values were fitted
to a three-term Sellmeier equation of the form of equation (3.4) where, at
25 °C,
A1
= 2.117 788
A2 = 1.347 091
A3 = 9.452 942
AT= 0.027 802
A~= 0.003 912
A~= 591.490 125.
Limited available data (Musikant 1981) on thermal and mechanical properties are listed in table 3.6 for an yttria-stabilised zirconia and these indicate sufficiently robust values to warrant further research. Manufacture
of window component shapes is likely to be a problem since the melt process
would be difficult and costly. However a hot pressing technique similar to
that described for spinel may be applicable and would be well worth
Materials for the mid infrared
80
~
"~
u
c
57
r
60
0
:::
·;;
~
c
0
.=
40
20
0
0.3
0.5
5.0
1.0
Wovelength
Figure 3.18
thick.
10.0
l~ml
The transmittance of. Y203 12, Zr02 88 mole Ofo 1 mm
investigation since this material appears to offer a potential for improvement to physical properties over those of present generation and emerging
materials such as MgF 2 or spinel.
I
. I'
4
Bulk Optical Materials for the Far Infrared
This chapter describes a number of materials which have been developed
and produced for use jn the 8-12 I'm band. In most cases these materials
are also useful in the 3-5 I'm spectral band, but in general their transmittance properties have been optimised for 8-12 I'm wavelengths. The
reciprocal dispersive power of these materials in relation to their refractive
indices for the 8-12 I'm spectral band is seen in figure 4.1 in comparison
with a number of the alkali halides. Similar data at 3-5 I'm wavelengths are
given in Chapter 3 and are seen in figure 3.1. Although there are not many
materials, the number is sufficient to meet the needs for lens and window
components in current thermal systems. Germanium is the prime material
used extensively in this waveband. Since the dispersion of this material is
low as seen in figure 4.1, most germanium lenses are not corrected for
chromatic aberration. However, where this is required for stringent applications, such as dual band 3-5 I'm and 8-12 I'm systems, then at least one
4.0
'
Ge
~
~As
.,.....Ge-As-Se-Te glasses
E
g""30
.
r'
I
~'
•
' - - .J
I,CdTe '.,TI1173
KRSS
.
ZnSe
:ins
.
[sl
KBr
.
NaCI
1.0!;;:--~--'-;~~~-~----:~~~--;';,.--"-~-~~--;;;i
1000
500
100
50
Reciprocal dispersive power {nw-1lf(n8-n12 }
10
Figure 4.1 Reciprocal dispersive power (nw- 1)/(n 8 - nn) plotted
against n 10 at 10 I'm for a number of optical materials useful in the far
(8-12 I'm) infrared.
Germanium
59
other material is necessary to correct for chromatic aberration. To meet this
need selenide and selenide-telluride chalcogenide glasses have been researched and a small number are manufactured for this purpose. The area
enclosed by the broken line in figure 4.1 indicates the range of optical
properties which could be made available in these materials and one of the
well known glasses TI 1173 is identified. Sulphide glasses are most useful
in the 3-5 fLm band but are described here for completeness. Germanium
and chalcogenide glasses are likely to meet most requirements for optical
materials in land and sea environments. However, windows are subjected
to aerodynamic heating and rain erosion when systems are deployed in the
air environment. Hence rain erosion, thermal shock and high temperature
transmittance properties become important in material selection.
Germanium becomes too absorbing above about 70 °C so that the most
favoured candidate materials are GaAs and ZnS. GaAs is useful to around
200 °C but is expensive and perhaps only likely to find limited use. ZnS is
therefore the most likely material to be used, but it does suffer from
transmittance limitations (8-10 l"m), particularly when hot. For
applications requiring greater pass bandwidth, say 8-12 fLm, forward
looking infrared (FLIR) grade ZnSe would be suitable if its rain erosion
resistance could be improved. To retain wide band transmittance when hot
and to achieve a realistic rain erosion resistance, a composite window has
been suggested (Miles and Tustison 1979). This can take several forms but
is basically a substrate of FLIR grade ZnSe with either a layer of ZnS grown
onto it or a layer of ZnS or Si bonded onto it with chalcogenide glass. The
former is most likely to be successful if the technical manufacturing
problems can be overcome, thus achieving an 8-12 l"m transmittance
because of the reduced absorption of the composite structure, and the ZnS
exterior surface leading to satisfactory rain erosion resistance.
Thus Ge, GaAs, the chalcogenide glasses (Irtran ZnS, ZnSe, CdTe),
vapour grown ZnS and ZnSe are described in this chapter together with
present research on some rare earth ternary sulphide compounds, e.g.
CaLa2S., as possible second generation airborne windows.
4.1
I
''
i'
I'
Germanium
Germanium is the most useful semiconductor for use as an 8-12 l"m
window or lens materiaL A major asset of germanium is its low dispersion
in the 8-12 l"m range, since this means that for all but very stringent applications, the small amount of chromatic aberration in germanium lens
systems need not be corrected. Hence extra cost and complexity are avoided
as a second optical element material is not necessary. In addition, the high
refractive index of germanium allows high optical power to be generated in
thin optical components, and the high degree of hardness and mechanical
j I
I
I
I
60
Bulk materials for the far infrared
strength of the material make it an ideal candidate for applications where
ruggedness is a prime factor. Until silicon solid state devices became
established, germanium was used extensively as a semiconductor. It was
therefore already well characterised in terms of its electrical properties,
whilst its basic optical and mechanical properties were moderately well
known by the time interest developed in it as a major optical component
material. It was known that the optical absorption of p-type germanium
was greater than that for the n-type (Capron and Brill 1973) and that the
absorption increased with increasing temperature. It was also known that
low resistivity n-type material (e.g. 1-5 Ocm) was more absorbent at room
temperature but had a smaller absorption temperature coefficient than
higher resistivity n-type material (e.g. 5-40 0 em). Refractive index and
mechanical strength data were available and thus optical components were
obtained from the existing germanium semiconductor industry from the
mid 1960s to the mid 1970s. These were of sufficient quality to meet the
needs of the research and development of 8-12 ,..m thermal imaging
systems. However, during the mid 1970s it was realised that in order to
allow industry to move from a position of building small numbers of
prototype thermal lens systems to one where it could manufacture much
larger numbers of production lens systems, it was necessary that germanium
be well characterised in terms of its optical and mechanical properties as
measured on realistically sized components. Until then physical property
measurements were made on small samples of germanium of the order of
25 mm diameter, this being typical of the size of material used by the
semiconductor industry. As the research on thermal systems developed, the
optical homogeneity, transmittance uniformity and optical absorption were
questioned in relation to parameters such as resistivity, growth technique,
component size and the mono- or polycrystalline form of the material. It
became clear that it was necessary to mount an intensive material
characterisation programme with reference to the production processes and
the known optical and mechanical requirements, in order to establish
optical germanium as a reproducible and uniform off-the-shelf material.
This characterisation programme was accomplished in the late 1970s.
Before discussing the problems of producing germanium components, one
needs to understand, first of all, the intrinsic and extrinsic loss in the
material and also to become familiar with the semiconductor crystal growth
processes used to produce it.
4.1.1 Intrinsic and extrinsic absorption
The transmittance of a 10 mm thick uncoated plane-parallel sample of
germanium is shown in figure 4.2(a). The region of major transparency
extends from 1.8-11.7 ,..m. The short wavelength cut-off is consistent with
the energy gap of 0.63 eV and the 470Jo level of transmittance is consistent
with its refractive index of about 4. The absorptions seen beyond II. 7 ,..m
61
GerManium
B0
'
'
'
0
B
\r
0
20
0
0.5
1.0
5
Wavelength (!J.m)
10
~
so
Figure 4.2 Transmittance of germanium 3 mm thick (A) and gallium
arsenide 3 mm thick (B).
at 840 em - 1 , 760 em - 1 and 650 em - 1 are due to overtones of the fundamental phonon absorptions and these have been shown to be independent
of carrier concentration (Collins and Fan 1954). Free-carrier absorption can
occur throughout the transparent region in addition to these fundamental
intrinsic absorption processes and appears as a broad featureless spectrum
represented by
(4.1)
where Ah and A. are the hole and electron capture cross sections, }.. is the
wavelength, P and N are the concentrations of holes and electrons, respectively, and xis about 2 (Fan 1967). The free-carrier absorption coefficient
can be altered by doping to yield n-type or p-type material since the selection rules ensure that Ah is greater than Ae (Fan et a/!956). The absorption
at 10.6 ,.m of single crystal n-type material doped with Sb and also p-type
material doped with Ga has been obtained by measurement of the transmittance through different thicknesses of material for a range of resistivities
(Capron and Brill 1973). These room temperature data are shown in figure
4.3 where it is seen that the less absorbing n-type material is preferable for
optical applications. The resistivity requirement for minimum absorption is
different for temperatures above ambient since the free electron absorption
increases proportionately. For example, if a germanium window were
required to operate at 70 ° C then n-type material of low resistivity would
be preferable. Table 4.1 illustrates. this point showing the expected integrated internal transmittance for 8-12 ,.mat 27 °C, 50 °C and 70 °C for
germanium windows 20 mm thickness and 1.5 Ocm and 10.9 Ocm n-type
resistivity. It seems that at room temperature the higher resistivity material
is more advantageous, but if the material is required to operate at 70 o C
then the lower resistivity material is preferable. The level of dopant concentration used to reduce the free carrier contribution to the level shown in
''
i I
'
62
Bulk materials for the far infrared
0.04
~
0.20
~
p -typ•
c
w
:g
0.10
'@
2
-~ U.06
E0
~
.c
0.04
<(
.
0.02
0.01
I
0
.i
Resistivity (Qcml
Figure 4.3 The absorption coefficient of germanium at 10.6 Jill!
plotted against resistivity for n- and p-type germanium (Capron and
Brill1973).
o.e.c::€- d_o;ce
1'1-~
_s--:.._ to.Jl.--o<Pv- .
r-
figure 4.3 is always very much lower than the concentration necessary to
cause any detectable absorption by the dopant (Burnstein et al 1956).
The high level of purity needed to achieve the required electrical
characteristics ensures that bulk extrinsic optical absorption by impurities
is rarely of any significance. However, if the material were inexpertly
produced the electrical characteristics might well be achieved initially, but
extrinsic absorption at particular wavelengths or simply general absorption
might also occur. For example, oxygen contamination would result in
optical absorption at a wavelength of 11.7 I'm (Kaiser and Thurmond
1961). This contamination would only occur if there was a very high partial
pressure of oxygen in the gaseous ambient above the melt during the growth
of optical component material, since GeO and Ge02 formation and deposition on the cooler parts of the growth chamber would be likely to consume
a major part of the available oxygen. The curves shown in figure 4.4
Table 4.1
Transmittance (o/o) at
Resistivity
(0 em)
1.5
10.9
27 'c
so 'c
91.7
94.3
89.8
90.5
10
'c
86.9
80.9
63
Germanium
illustrate the effect of oxygen impurity on the transmittance of germanium.
The dotted curve represents the lattice absorption which contributes
0.1 em -I to the total absorption at II. 7J"m, while the full and broken curves
represent, respectively, an oxygen doped sample of germanium before and
after annealing at 650 o C for 66 h. The strong absorption of dissolved
oxygen at 11.7 I"m (full curve), which is caused by an asymmetric
germanium-oxygen stretching bond vibration, is seen to reduce after annealing. Subsequently a broad absorption is seen to arise centred at
11.5 J"m, which is attributed to absorption by a precipitated Ge02 phase.
Wavenumber (cm- 11
a1ro--,_~asro--,_~aw~-.--~9~
6.0
4.0
~ 2.0
f\
~
8 1.0
c
J\
I
I
o
E-o.6
~
~ 0.4
1
/
/
/
I
1
I
I
1
'
''
\
\
0.1
\
.··
\
\
\
0.1 L_-;;;!;;;;-;;-l;;;c---i~-;:;'o;;;--'----L;-,J
11.00 11.76 11.50 11.10
11.0
Wavelength (!J.m)
The absorption coefficient of germanium illustrating the
effect of oxygen impurity: Lattice absorption of 02 free germanium
(dotted curve); as grown material oxygen doped (full curve); oxygen
doped as grown material after annealing at 610 °C for 66 h (broken
curve) (Kaiser and Thurmond 1961).
I
Figure 4.4
The effects of contamination illustrated in figure 4.4 represent an extreme
case and are unlikely to be seen in cpmmercial optical quality material.
Another example causing general extrinsic absorption is the copper impurity case. If too great a thermal stress occurs in producing optical
germanium during crystal growth, then strain induced refractive index
inhomogeneities occur in the resulting crystals. One obvious solution is to
anneal out the strain at temperatures of the order of 850 °C, and this does
indeed improve the refractive index homogeneity, although extrinsic
absorption due to thermal conversion can be encountered. This thermal
conversion, or change of conductivity type from n to p, results from copper
64
Bulk materials for the jar infrared
impurity already present in the material or from contamination of the
material during reheating. The conductivity type changes on heating above
600 ° C, but the original n-type can be restored by prolonged heating at a
lower temperature of around 500 o C. At 850 o C the diffusion coefficient of
copper is of the order of 3 x 10-s em s- 1, hence this ubiquitous element can
diffuse into optical component blanks in a few hours, particularly along the
grain boundaries of polycrystalline materials. Copper can exist interstitially
and substitutionally and the solubility is very temperature dependent. At
room temperature the substitutional copper is an acceptor and the interstitials are neutral (Tweet 1959). Reheating optical germanium is best
avoided since the balance of any existing substitutional and interstitial
copper in the material can change by a very complex process (Tweet 1958)
or contamination can easily occur. Only 7 ppb w/w (parts per billion,
weight for weight) of cdpper are required to change 15 0 em n-type material
to 15 0 em p-type. Neutron activation analysis has shown that 50 0 em raw
material can contain under 0.5 ppb w/w Cu, while samples of doped optical
germanium have been found to contain as much as 30 ppbw/wCu thus
exhibiting potential for thermal conversion. These problems of oxygen
contamination and thermal conversion should not be observed in commercially available material, but discussion of them serves to illustrate how the
techniques of production of optical germanium rely heavily on the existing
expertise of the semiconductor industry, and emphasise the care needed to
produce satisfactory material.
Having noted the basic intrinsic absorption processes, the problem of free
electron absorption necessitating n-type doping and the bulk impurity
extrinsic absorption, it is informative to mention work done to confirm the
n-type resistivity and absorption data. This has brought to light a surface
extrinsic absorption problem typical of those discussed in general terms in
Chapter 2. Since the work to establish the resisitivity and absorption data
of figure 4.3 was completed, carbon dioxide laser calorimetry at 10.6 ~"m
has become a reliable measurement technique and this is potentially a much
more accurate method of measuring absorption than using a spectrophotometer. Hence, prompted by the necessity of evolving a procurement
specification for optical germanium (Savage 1979) the n-type resistivity data
of figure 4.3 have been re-examined by this laser technique (Hutchinson
et a/1982). Samples of antimony doped single crystal n-type germanium in
the resistivity range 2-40 0 em were conventionally optically polished using
silicon carbide followed by alumina on a pitch lap and were then solvent
cleaned. Absorption coefficient data on these samples were identical using
both air and vacuum calorimeters even after prolonged pumping (i.e.
-10- 2 Pa for 22 h). The values obtained were much larger than those of
figure 4.3 and did not lie on a smooth curve. However, measurements on
samples of different thicknesses of the same resistivity showed that the
typical absorption for two surfaces was more than 30 per cent of the total
Germanium
65
absorption for a 10 mm thick sample, but that values of surface absorption
could vary from 10-50%. Clearly such a large variable fraction for surfaces
apparently prepared similarly meant that it would be difficult to derive
accurate values for the bulk absorption coefficient. Fortunately the surface
absorptions were found to be standardised to a low value of about 9o/o for
a 10 mm thick sample by subjecting the conventionally polished surfaces to
a final polish on a felt lap using colloidal silica (Monsanto-Syton W 30).
Using this technique and samples of different thicknesses but identical
resistivity, the bulk absorption versus resistivity curve shown in figure 4.5
was derived. It is seen that low values of bulk germanium absorption were
achieved over a greater range of resistivity than was previously indicated by
figure 4.3. The exact .nature of the extrinsic surface absorption was not
determined but it was considered to be most likely caused by chemically
bonded surface oxides. This may not be a major problem for optical components since these are cleaned in a glow discharge before· antireflection
coatings are applied to their surfaces.
0.05
0.01
I
0
20
40
Resistivity (Qcm)
Figure 4.5 The bulk absorption coefficient of germanium plotted
against resistivity for n-type germanium. Hutchinson eta/ (1982) (full
curve); Capron and Brill (1973) (broken curve).
4.1.2_ Raw material production and crystal growth
Germanium products have been made since the early 1940s and utilised by
the textile, semiconductor and glass industries until the late 1960s and early
1970s and now by the textile, infrared optical and glass industries. It does
not occur in a major ore deposit but is found in low concentrations,
typically 0.005-0.2% in certain lead,_ copper or zinc ores and in coal
66
Bulk materials for the far infrared
deposits (Piedmont and Riordan 1978). At present the major source of
germanium is from certain zinc ores and recycled scrap germanium. The
element is concentrated in the fume and residue resulting from smelting the
ore. The residues are concentrated further to extract minor metallic deposits
including germanium until the concentration is sufficient to yield a worthwhile quantity of GeC4. This is then purified by distillation and processed
to yield high purity Ge02 which is then reduced by hydrogen while in
contact with high purity carbon to yield germanium semi-metal. The
germanium is then purified by zone refining (Hurle 1979) to yield 50 0 em
starting material ready for crystal growth as n-type optical quality material.
Germanium crystallises in the diamond cubic structure and when not intentionally grown as a single crystal, grows in a polycrystalline form as
repeatedly twinned regions. For optical applications the 50 0 germanium
raw material is doped ~ith antimony or phosphorus and is grown from a
melt contained in a carbon or silica crucible. Crystals are grown from the
melt by the Stockbarger and Czochralski techniques (Hurle 1979) described
later. Since the dopant is more soluble in the liquid than in the solid, some
of it is rejected at the solid-liquid interface as the crystal grows. Since the
mass of the melt is usually only a little greater than or equal to that of the
crystal grown from it there is a gradual increase of the dope concentration
in the liquid as the crystal grows. The concentration in the solid at the point
where a fraction, g, of the original melt has frozen is given by
C, = KCo(l - g)K,-l
(4.2)
where C, is the concentration in the crystal, Co is the initial concentration
in the melt and K 0 is the distribution coefficient. Equation (4.2) is an
approximation since K cannot be constant over the entire range of g but
varies with, for instance, the rate of growth and the composition. However,
the equation is relevant in understanding the segregation process which
occurs during crystal growth. The distribution coefficient is also affected
by the crystallographic growth direction and therefore, in the case of
polycrystalline growth, the concentration gradients of the dope in each
individual crystal grain are partly a function of the growth direction in that
grain, and where grain boundaries occur excess dope is likely to be incorporated. Therefore, even in expertly grown material, there are likely to
be radial and longitudinal resistivity variations along the length of a
monocrystalline boule but particularly so in the last 15-30% of the boule
grown. There is even greater non-uniformity of resistivity amongst the
different grains and at grain boundaries in polycrystalline material. However, since low absorption is obtained over a wide resistivity range as seen
in figure 4.5 these resistivity variations in monocrystalline material are of
little significance within the range 5-40 0 em. On the other hand greater
transmission variations are likely to occur in polycrystalline material particularly at grain boundaries resulting from dopant segregation and refractive index variation.
67
Germanium
During the early and mid 1970s most of the optical germanium was grown
in the polycrystalline form by the Stockbarger process. In this technique a
crucible, usually high purity carbon, containing the germanium together
with the n-type dopant is maintained at a constant temperature sufficiently
above the melting point of germanium to ensure that all of the contents are
molten, and then the crucible is physically lowered, through a temperature
gradient, into a second constant temperature zone maintained at a
temperature below the melting point (see figure 4.6(a)). After this lowering
process, in which the contents of the crucible solidify, the temperature is
slowly reduced to that of the ambient. The material so produced consists
of many grains of the order of 10 mm or larger in dimensions, and can
be routinely grown in diameters of up to 300 mm. More recently the
Czochralski (or crystal pulling) technique has been used successfully for the
growth of large germanium crystals (Wilks 1959). In this growth configuration, unlike that in Stockbarger growth, the growing crystal can be continually observed and is unconstrained mechanically as it grows and cools.
This has powerful advantages for the control of the crystal shape and
crystal perfection and has led to single crystal products which have
demonstrated superior optical performance over the polycrystalline
equivalent products. The process of crystal pulling is illustrated in figure
4.6(b). The germanium plus dopant is contained in a pure carbon crucible
which is heated resistively (in large commercial pullers) to above the melting
point. A pull rod or chain with a chuck containing a seed crystal at its lower
end is positioned above the centre of the melt surface. The seed crystal is
t
\..)
?
<=J
~
{a)
{b)
Figure 4.6 Schematic representation of crystal growth from the melt
by (a) the Stockbarger method, and (b) the Czochralski method.
"
- 68
Bulk materials for the far infrared
then dipped into the melt and the melt temperature adjusted until a
meniscus can be supported by the seed crystal. The pulling mehcanism is
then used to rotate and raise the seed crystal, and by carefully adjusting the
power supplied to the melt the crystal is grown to the desired diameter, up
to a maximum of approximately two thirds of the pot diameter. Thereafter
it is grown parallel sided until a crystal of sufficient length is produced or
until the melt is exhausted. The whole process is carried out inside a
chamber which permits the use of a controlled atmosphere, either gaseous
or vacuum, and which allows the crystal to be observed through suitable
windows. The material produced in this pulling process is either single
crystal or twinned material routinely grown in diameters up to 250 mm.
The Stockbarger process usually yields a single component blank from a
growth run although exceptionally a small number (1-4) of component
blanks can be cut from a deeper polycrystalline ingot. The pulling process
normally produces a ntbnber of component blanks (1-10) from one single
crystal ingot, with the exception of very large diameter material
(- 250 mm), where the crystal is usually only of sufficient length for one or
two component blanks at most. Thus for a large number of small diameter
components the pulling process is usually more economic and the quality
of the material is superior. Germanium required for optical components is
usually ordered in the form of shaped blanks. Thus the optical germanium
producer is able to saw his crystals into approximately plane parallel blanks
and then edge and shape them for shipping to component manufacturers,
whilst retaining the scrap germanium. This high value scrap germanium is
then either zone refined or recycled via GeC14 as already described.
4.1.3 Optical quality and physical properties
It has been shown (Lloyd 1975) that the optical transfer function of a lens
contributes significantly to the resolution performance of thermal imaging
systems. Hence it is of importance to utilise lens materials of very high
refractive index homogeneity to minimise the potential degradation of
optical transfer function due to the quality of the lens material. Generally
the optical germanium first used to make thermal lens systems was
manufactured by the Stockbarger process and was polycrystalline. As the
work on thermal systems proceeded, optical characterisation techniques
such as interferometry and MTF measurement became sufficiently well
developed at infrared wavelengths (e.g. 10 I'm) to leave the research
laboratory and become available for the characterisation of at least a small
proportion of the germanium being used in research thermal imagers. Also,
crystal pulling equipment developed for the silicon industry was readily
adapted and became available for pulling germanium monocrystals of the
order of 75-150 mm diameter, but this material was more expensive than
the polycrystalline Stockbarger germanium. Doubts began to be expressed
about the optical quality of polycrystalline germanium and suggestions were
i
69
Germanium
made that monocrystalline material was potentially of superior quality.
This led to a characterisation programme, both for polycrystalline and
monocrystalline germanium, to determine their relative merits in order to
achieve a material which could yield diffraction limited performance in
components. Initially the technique most frequently used to assess the
material was interferometry at 10.6 JLm.
The most noticeable material defect was found to be the inhomogeneity
of refractive index. It was readily demonstrated, using literature data
(Moss 1959), that then-type doping used to achieve the required resistivity
of 5-40 n em had little effect on the refractive index homogeneity
(i.e. < I X 10- 4). It was therefore thought unlikely that this problem
originated from chemical composition differences, such as those which
occurred in multi-element chalcogenide glasses. It was considered that this
inhomogeneity amounting to between I X 10- 3 and I x 10- 4 , was probably
caused by strain imposed by the temperature profile present (Penning 1958)
during, and immediately after, solidification of large diameter mono- and
polycrystalline material. This was because the temperature gradients in
scaled up crystal growth equipment were likely to be much greater than in
the smaller equipment used for semiconductor applications. This proved to
be the cause of the problem. A typical example of a monocrystalline optical
blank exhibiting a refractive index homogeneity of the order of 3 x 10- 4 is
seen in figure 4.7(a). After annealing at 850 °C, the same blank was found
to exhibit a refractive index homogeneity of 6. 7 X 10- 5 (Gaskin and Lewis
1980) as seen in figure 4.7(b). The radial inhomogeneity seen in figure 4.7(a)
(a)
,,I'
(b)
Figure 4.7 Refractive index variations in a 100 mm diameter, 30 mm thick
germanium sample, schematically drawn as variable grey scale maps, corresponding
to equally spaced intervals (a) before annealing, key is 0-3.117 x w-• in steps of
0.5195 x w-• (b) after annealing, key is 0-0.6726 x w-• in steps of 0.1121 x w-•
I
I
I
I I
'
I'
70
Bulk materials for the far infrared
results from crystal rotation in the pulling process ·and is less damaging to
the overall imaging quality than that seen in polycrystalline material due to
its regular radial form: As the polycrystalline germanium is not rotated
during growth, its inhomogeneities are of a less symmetrical form. The
manufacturers of optical germanium have modified their techniques to
reduce the temperature gradients during growth and hence increase the
refractive index homogeneity of the product. This avoids any need for post
growth annealing, with its associated risk of conductivity type conversion
for material up to about 150 mm diameter.
During this work it was found that single crystal and polycrystalline
germanium could be readily produced with equally low and acceptable
refractive index variations of 0.0002 or less for 10 mm thick plane parallel
blanks. These were essentially equivalent in quality as characterised by
interferometry at 10.6 ,im (Lewis et a/1979). However, other tests showed
that monocrystalline material was likely to yield an overall superior performance. The grain boundaries in polycrystalline material were found to be
lossy leading to transmittance non-uniformity, and a typical total loss of
about 1% in transmittance for a 10 mm thick blank. Additionally when
polycrystalline germanium lenses were examined by pupil-scanning equipment to measure the transverse ray aberrations (TRA), a reproducible fine
structure was observed on the plots of data, and this was attributed to
localised refractive index variations in the region of crystal grain boundaries
(Haig et all976). To confirm this,lenses were constructed (Lewis et al1979)
from directionally solidified polycrystalline material and twinned
monocrystalline materiaL The transfer functions of these were measured by
pupil-scanning using the TRA and directly using a grating scanning instrument (Williams 1974). The TRA plot of the lens from the twinned crystal
was ideal in form except for a deviation at a position precisely that of the
twin boundary, thus showing that TRA anomalies can be associated with
the existence of a grain boundary. In contrast, the TRA plot of the lens
made from polycrystalline germanium had a noticeable fine structure
superimposed upon the expected shape of the wavefront, and this was
assigned to the grain boundaries. The phenomena were not detected in
interferometric measurements since this technique provides the wavefront
directly and the fringe visualisation pyroelectric cameras used had low
spatial resolution (figure 4.8 (c)). The MTF plot for the polycrystalline lens
obtained from the TRA data was in excellent agreement with the MTF
obtained on a moire fringe grating scanning apparatus and was consistently
below the theoretical MTF plot. For instance, at 10 line pairs/mm, the
measured MTF was 15"7o less than that of the theoretical ·MTF. It was
reasoned that TRA deviations leading to loss in MTF performance were
caused by localised refractive index variations at grain boundaries. As
discussed previously, these were unlikely to be from compositional variations, even allowing for the excess dope incorporation at grain boundaries,
Germanium
71
. and were more likely-to be because of localised strain and/or lattice defects
at the boundaries. Hence it was concluded that in polycrystalline germanium, dope accumulations resulting in increased resistivity, particularly at
grain boundaries, were responsible for reduced transmissions, as illustrated
in figures 4.8(a) and (b): Moreover the refractive index variations at grain
boundaries (figure 4.8(c)) were considered to be a result of localised strain
and/or lattice defects arising from the manufacturing process. While the
former conclusion is well established, the latter emerges from few experiments and would benefit from further confirmation. Thus it is seen how the
ultimate optical performance of germanium is critically dependent on
material quality, and it is not normally a trivial manufacturing problem to
produce material of the required standard routinely. Clearly monocrystalline
germanium is likely to offer superior performance over that of
polycrystalline material for requirements where diffraction limited performance needs to be achieved.
(a)
(b)
Figure 4.8(tf) An etched surface of a
polycrystalline germanium lens showing
the grain boundaries. (b) The infrared
transmittance of the same lens showing
the effect of the grain boundaries. (c)
The refractive index homogeneity of the
same lens, presented as a variable
greyscale map with six equal index
variations from 0-1.68 x w-• (Lewis et
a/ 1979).
(c)
I'
72
Bulk materials for the far infrared
The physical property data on germanium are relatively well known,
following extensive measurements on this semiconductor material during
the late 1940s and 1950s. Two of the most important parameters for
optical applications are the refractive index and its temperature coefficient.
The several sets of data reported have often been in poor agreement, but
in 1972 systematic measurements were made on ten different samples of
monocrystalline and polycrystalline germanium. The samples were obtained
at the NPL, England and the lnstitut d'Optique Orsay from four different
suppliers. This work has only recently been published (Edwin et a/ 1982).
The mean refractive indices at 20 °C, temperature coefficient and reciprocal
dispersive power are given in table 4.2. The difference found between the
refractive indices of all of the samples was less than the uncertainty of the
measurement. These data are probably the most reliable available at
present, but other data 1are given in the literature (Icenogle et a/ 1976,
Edwin et a/ 1978, Salzberg and Villa 1957).
Since the major use of germanium is in image transfer optics (e.g. lens
elements), little more than the very basic mechanical property data is
required to ensure adequate mounting techniques are used. However,
germanium is also likely to be used as a window material in land and sea
environments, and perhaps also on subsonic aircraft and helicopters in
the air environment. The windows are necessary to protect the systems
operating behind them, and therefore more detailed and accurate
mechanical property data are required. There are sufficient useful data on
the mechanical properties of germanium available in the literature for
these purposes. Ashby (1972) has computed deformation mechanism maps
for a number of elemental materials, showing the fields of stress and
temperature, in which each of six independent mechanisms of plastic flow
is dominant. Such a map is useful in selecting and understanding the
behaviour of materials used in engineering applications and the one for
germanium is shown in figure 4.9. Crystalline material deforms by five alternative independent mechanisms involving motion through grains or around
grain boundaries.
(i) Defectless flow resulting from stress which exceeds the theoretical
shear strength.
(ii) Plastic flow due to glide motion of dislocations.
(iii) Dislocation creep due to climb as well as glide of dislocations at
higher temperatures.
(iv) Nabarro-Herring creep through grains due to plastic flow as a
result of point defects.
(v) Coble creep due to plastic flow as a result of point defect movement
around grain boundaries.
A sixth mechanism not involving motion through grains or around grain
boundaries is twinning, but this is able to supply only limited amounts of
Table 4.2 Optical properties of 8-12 I'm transmitting materials.
Refractive index (RI) at 20 o C (at x I'm)
Material
Get
GaAst
Irtran 2 ZnS
Irtran 4 ZnSe
Irtran 6 CdTe
Early Raytrant ZnS
Raytran product
Energy ,6(em - 1)
gap
10.6 I'm
0.67
1.38
3.60
2.67
1.50
0.02
0.02
0.29
0.13
0.28
3.60
0.24
infoFmation
Early Raytrant ZnSe
Raytran product
2,67
information
t
'
Temperature coefficient RI
oo-• OC-
8
9
10
11
12
13
14
4.0054
3.2867
2.2213
2.418
2.677
2.2235
4.0041
3.2820
2.2107
2.413
2.674
2.2131
4.0032
3.2769
2.1986
2.407
2.672
2.2010
4.0025
3.2710
2.1846
2.401
2.669
2.1871
4.0019
3.2648
2.1688
2.394
2.666
2.1713
4.0015
3.2576
2.1508
2.386
2.663
4.0012 858
3.2495 104
23
2.378
59
2.660 152
3.90
1.48
-
-
23
0.50
58
0.60
Vs-12
0.48
0.93
2.2228 2.2123 2.2002 2.186 2.170
2.4178 2.4127 2.4070 2.4006 2.3935 2.3856 2.3768
0.0005
2.4173 2.4122 2.4065 2.4001 2.3930 2.3850 2.3762
Refractive index data measured at the NPL, England.
1
)
Bulk materials for the far infrared
74
1 -200
0
10'
creep
Diffusional
( Nabarro
Elastic regime
I
Homologous temperature
Figure 4.9 Deformation mechanism map for germanium.
deformation. The values of stress and temperature for which some of these
mechanisms control the deformation are seen in figure 4.9. Considerable
information on elastic constants of germanium has been provided by Fine
(1953, 1955), who has shown that Young's modulus has a marked orientation dependence. At room temperature a value of 103 GPa was obtained
for the (100) direction and 156 GPa for the (Ill) direction. The lower value
is quoted in table 4.3 for general use, since it is likely that some
monocrystalline material used may be of unknown orientation. In the same
work, Poisson's ratio was determined as 0.279. Definitive data for rupture
modulus are difficult to obtain, since the results are markedly dependent on
the surface finish, and a large number of samples would need to be tested
over a reasonably long production run. Since this would be expensive much
more limited, but nevertheless useful, testing has been done. Metallurgie
Hoboken Overpelt are one of the world's major producers of germanium and its products, and their technical literature quotes a value of
93 MPa for the rupture modulus. In recent work Goode (1977) has
measured the rupture modulus of bars of germanium, of dimensions
150 mm x 25 mm x 6 mm, with standardised surface finish, in a four-point
bending test. The twenty bars of polycrystalline germanium tested yielded
a rupture modulus value of 84 ± 9 MPa, while nine bars of monocrystalline
germanium gave a value of 95 ± 16 MPa. These results, not considered to
be significantly different, are in good agreement with the value quoted by
Hoboken and are given as a representative value in table 4.3. A hydraulic
bursting-pressure technique has been developed (Matthewson and Field
1980) to minimise the difficulties frequently encountered of edge breakages
in the four-point loading test method. This test method is likely to be
favoured if the results from it prove to be more representative of intrinsic
Table 4.3
General physical properties of 8-12 I'm transmitting materials.
Material
Melting
point (C)
Density
(103 kg m- 3 )
Thermal
expansion Thermal
coefficient conductivity
Specific heat
(lo-• K- 1) (IO-'calcm- 1 , - 1 K- 1) (10- 2 calg- 1
Ge
GaAs
Irtran 2 ZnS
937
1238
1830
5.32
5.32
4.09
6.1
5.7
6.9
167
84
37
12.0
850
750
354
5.27
5.85
4.08'
5.27
7.7
5.9
7.85
7.57
31
10
40
43
8.0
4.5
11.2
8.1
150
45
250
100-130
1520
1092
Vapour grown ZnS 1830
Vapour grown ZnSe 1520
Irtran 4 ZnSe
1rtran 6 CdTe
7.4
-
Knoop
hardness
'c- 1)
(kgmm- 2 )
Rupture
modulus
(MPa)
Young's
modulus
(GPa)
93.0
103.0
71.7
84.8
97.2
96.5
93.1 (250 'C). 73.1 (250 'C)
75.8 (500 'C) 73.8 (500 'C)
41.4
71.0
36.5
31.0
74.5
103.4
55.2
67.2
76
Bulk materials for the far infrared
values, and less affected by extrinsic effects, such as surface flaws. As germanium may well be used on low speed aircraft and helicopters, some indication of its rain erosion properties is relevant. Hooker (1977) has studied
the initiation of erosion in germanium at subsonic velocities. Specimens
were exposed to a standard 2.5 em h _, rainfall rate of 1.8 mm diameter
drops impacting at 222.5 ms- 1 • It was shown that the pits initiated were
followed by severe surface and subsurface cracking. The fractures occurred
by means of (111) cleavages and irregular fractures analogous to those
observed in bend tests. After 14 impacts/cm2 , each specimen contained one
region of detectable damage of dimensions 1-2 mm. The longest exposure
of 245 impacts/cm2 produced a 10% transmittance loss at 10 ,urn
wavelength. The effect of surface damage on the infrared optical performance of germanium is also discussed by Lewis and Jennings (1982). Some
other physical properti~s of germanium, such as density, hardness and
melting point taken from Metallurgie Hoboken technical literature, are also
given in table 4.3.
4.2
Gallium Arsenide
Free-carrier absorption precludes the use of germanium as an airborne
.window when aerodynamic heating is greater than 70 °C. Zinc sulphide is
usually considered for this type of application, but recent developments in
the growth of GaAs have enabled this material also to be considered. It has
the merit of being about three times the hardness of ZnS, does not suffer
seriously from free-electron absorption and possesses a high thermal
conductivity. However, it is opaque to visible radiation and is expensive
mainly due to the high cost of gallium. If the transmittance of ZnS seen in
figure 4.21(a) is compared with that of GaAs in figure 4.2(curve B), it is
readily observed that between 10 and 12 ,urn, ZnS demonstrates inferior
transmittance performance. This is due to lattice absorption in ZnS and at
window temperatures greater than 100 °C this absorption increases and
some of the energy is emitted into the sensor entrance pupil of the system
behind the window, with a corresponding loss of signal-to-noise ratio.
GaAs would thus be useful over a wider bandwidth (8-12 ,urn instead of
8-10 ,urn) at elevated temperatures. GaAs is not as well characterised as germanium as an optical material, and is only just becoming well developed
as a semiconductor. Hence not a great deal of data is available on its
physical properties. The transmittance of a 3 mm thick slice of GaAs is
shown in figure 4.2 (curve B). As expected, it transmits at shorter
wavelengths than germanium because of its higher energy gap of 1.38 eV.
The transmittance is good from 2-12 ,urn when multiphonon absorption
begins. Work on the lattice absorption in GaAs in the literature (Cochran
et al1961) suggests that the vibrational spectrum of this material is basically
Gallium arsenide
77
similar to that of germanium. The long wavelength absorption spectrum
can be interpreted in terms of multiphonon interactions involving five
characteristic phonon energies. The small dip in the transmittan~e shown in
figure 4.2 (curve B) occurs in the three-phonon region and is attributed to
TO phonons. The start of the two-phonon region essentially coincides with
the long wavelength cut-off in bulk material shown in the figure at about
18 f'm.
Little information has been published concerning extrinsic absorption in
the transmittance window region of GaAs. Oxygen and carbon are common
impurities in GaAs (Thomas eta/ 1981) but these are unlikely to be present
in sufficient concentration to be a problem for typical window thicknesses
of a few millimetres. Free electron absorption is much less of a problem
than with germanium, but the electrical characteristics of the material need
to be tailored to minimise this effect. The effect of free carriers Il!aY be
readily calculated using literature data and it has been shown that if the
resistivity of GaAs exceeds about 104 0 em the optical absorption due to
free carriers is negligible {Thompson 1973, Brau eta/ 1981). Measurements
on the optical absorption at 10.6 f'm using a calorimetric technique have
shown that semi-insulating chromium doped material readily yields absorption coefficients of 0.01-0.02 cm- 1 (Thompson 1973) and that heating
samples of this material to 200 °C does not significantly affect the transmittance (Brau et a/ 1981). Semi-insulating GaAs is usually made by doping
with chromium, iron or nickel, but it has recently been reported (Holmes
eta/ 1982) that the electrical compensation of undoped GaAs, grown by the·
liquid encapsulation pulling technique (Mullin et a/ 1968), was controlled
by the melt stoichiometry. It was shown that the concentration of the deep
donor EL2 in the crystal depends on the arsenic concentration, and that the
free carrier concentration of semi-insulating GaAs is determined by the
relative concentrations of EL2 and carbon acceptors. Thus semi-insulating
material can be obtained when the concentration of EL2 is sufficient to
compensate the residual acceptors and this pulled material is likely to be
suitable for optical applications. The phenomenort of thermal conversion in
chromium doped GaAs during post-ion-implant anneal is well known and
has been shown to be due to chromium out-diffusion (Asbeck eta/ 1979).
Crystals with a high donor background become uncompensated following
the thermal redistribution of chromium. Hence high temperature postgrowth annealing of GaAs to reduce strain induced optical inhomogeneities
is best avoided. The thermal gradients in the initial crystal growth process
can be adjusted to minimise refractive index inhomogeneities thus avoiding
the cost and technical problems of post-growth annealing.
Bulk GaAs is usually prepared by either the Czochralski (Thomas 1981)
or the Bridgman (Brau eta/ 1981) techniques. The Bridgman technique has
been used to make large area (175 mm x 350 mm) plates for IR optical
window applications. A helium vented ampoule system was used to grow
I
78
Bulk materials for the jar infrared
these large plates. Molten gallium was maintained in a horizontal
rectangular optical-blank-shaped crucible within a silica glass apparatus
connected to an arsenic reflux column which was open to a dynamic helium
reservoir. The arsenic was sublimed into the gallium chamber where
compounding occurred. Stoichiometric GaAs was obtained when the
gallium chamber was above the melting point of GaAs (1238 o C) and the
arsenic chamber was at 612 °C, thus providing an arsenic pressure
equivalent to the dissociation vapour pressure of GaAs at its melting point.
A homogeneous optical blank was grown by controlled directional freezing
of the melt at a rate of 25 mm h-I to yield large grain-size polycrystalline
material. Iron, chromium and nickel doping was employed to yield
adequately transmitting semi-insulating material.
Alternatively, the liquid encapsulated Czochralski growth technique is
mainly used to grow senficonductor-grade monocrystalline GaAs material
and 75 mm diameter crystals can now be grown. This size of material would
be suitable for small windows and also for internal components in a system
(e.g. for correction of chromatic aberration). The optical quality of
monocrystalline material is likely to be better than that of polycrystalline
material for similar reasons to those already discussed for germanium. In
this technique (Mullin et a/ 1968), the dissociatio11 of the volatile arsenic
from the GaAs melt contained in a silica or boron nitride crucible is avoided
by encapsulating the melt in an inert molten layer of boric oxide. The cold
walled growth chamber is pressurised with a non-reactive gas to counterbalance the arsenic dissociation pressure. Compound synthesis can be
carried out in situ from elemental gallium and arsenic since the boric oxide
melts before significant sublimation starts to take place ( -450 °C}. Compound synthesis occurs rapidly and exothermally at about 820 ° C at 60 atm
gas pressure to prevent sublimation of arsenic. Crystal growth is then
initiated from the stoichiometric melt by seeding and pulling through the
transparent boric oxide layer, which also coats the crystal preventing arsenic
loss from the solid.
The image-spoiling properties of polycrystalline Bridgman GaAs
windows have been measured by an MTF test (Brau eta/ 1981). These tests
performed on five plates of GaAs revealed an MTF reduction of 0.1-6. 7 OJo
but no indication of the spatial frequency or exact window thickness was
given. General physical properties of GaAs are given in table 4.3, showing
it to have sufficiently similar thermal and mechanical properties for it to be
a useful substitute for germanium in window applications where the
temperature is likely to be in the range 70__:200 o C.
Semi-insulating chromium doped GaAs produced in the author's
laboratory was machined and polished to the shape of a Littrow prism, and
refractive index measurements were made at the NPL, England. These
results, given in table 4.2, are in close agreement with literature data given
for a single wavelength of 10.0 I'm (i.e. 3.2778, Brau eta! (1981)) and hence
79
Chalcogenide glasses
are quoted here. Earlier work presented data indicating much lower values
(Billard and Cornillault 1962), and it is considered that the more recent data
(table 4.2) are likely to be closer to the absolute values.
Hackworth andKocher (1977) have studied the effects of simulated rain
impact on GaAs. Specimens were subjected to multiple impact by 1.8 mm
drops at 730 fts- 1 and 1 inh- 1 rain rate. It was found that the GaAs
specimens eroded and fractured to a much greater extent than ZnS. They
shattered after 60 s exposure whereas ZnS specimens survived intact up to
320 s exposure.
A useful in-flight damage comparison was made between coated and
uncoated samples of Ge and GaAs by Brau eta/ (1981). The samples were
tested on opposite wing tanks of a Lear jet under varying conditions
ranging from clean dry air to rime-ice to sandstorms. The samples were
checked every 150-200 flight hours. The relative transmittance of the
samples at 10 I'm wavelength at the conclusion of the tests is shown in table
4.4 where TIT0 is the ratio of the pre-flight and post-flight transmittance.
Table 4.4
Flight damage results.
T!To at 10 I'm
Test
Sample
GaAs
Ge
Total flight time(h)
I
2
3
4
Uncoated
Coated
Coated
Coated
0.955
0.918
0.859
0.937
0.944
0.800
0.733
0.555
200
343
618
822
4.3
Chalcogenide Glasses
Over the past two decades chalcogenide glasses have been researched to
assess their suitability as passive optical component materials for 8-12 I'm
wavelengths, and as active electronic device components in photocopying
and switching applications. The theoretical and experimental work done
as a result of this has led to a greater understanding of the range of glass
formation and the general physical properties of these materials.
Chalcogenide glasses are so named because they contain one or more of the
chalcogenide elements S, Se or Te, together with one or more of the
elements Ge, Si, As, Sb and a number of others. They are mainly covalently
bonded materials with room temperature resistivities of 103-10 13 Dcm. For
instance, As 2S3 has a resistivity of around 2 x 10 12 n em (130 o C), As2Se3
a resistivity of around 1.5 x 108 Dcm (130 °C), Sea resistivity of around
2 x 104 n em (120 °C) .and As 2SeTe 2 a resistivity of about 3.5 x 103 n em
80
Bulk materials for the jar infrared
(130 °C}. The conductivity activation energy of these glasses varies from
0..'-1.25 eV while the optical energy gap approximates to that of the
crystalline analogues where these exist (Edmond 1968). Before discussing
the optical properties, it is of interest to note how the band structure of the
chalcogenide glasses arises and how this differs from conventional semiconductors. Materials possessing resistivities in the lower part of the range
(selenide and telluride glasses) are considered for electronic applications and this has created a major interest in their electronic properties and
conduction mechanisms beginning at the Leningrad school in the mid 1950s
to the mid 1960s. During this period the basic electrical properties were
established and considerable phase diagram information was obtained. A
start was made in understanding the chalcogenide electronic structure and
conduction mechanisms. Kolomiets (1964a) showed that the concepts of a
conduction and a valance band could be applied and that the gap, and hence
the conductivity, did not depend sensitively on composition, as it does in
the case of crystalline semiconductors. At the same time this phenomenon
was given a general explanation in chemical terms by suggesting that each
atom in the glass had the correct number of near neighbours to enable all
its electrons to be taken up in bonds. However, from the mid 1960s to the
mid 1970s there was a worldwide explosion of interest in threshold and
memory thin-film telluride glass electronic switches, particularly championed
by the USA (Ovshinsky 1968). Although this has not led to any major new
commercial exploitation, it has significantly advanced the theoretical
knowledge of conduction mechanisms in amorphous semiconductors, and
in particular in the chalcogenide glasses. At first the band structure model
assumed that tails of localised states extended into the gap at the band edges
acting as a continuous distribution of traps. Bonding defects were supposed
to give rise to localised energy states in the band gap (i.e. deep donor- and
acceptor-like levels pinning the Fermi level in the middle of the gap (Cohen
et a/ 1969, Matt et a/ 1975)). Then Anderson (1975) suggested that two
distinct electronic spectra existed in an amorphous material. One spectrum
consisted of extended states (normal bonding), the other consisted of a two. electron spectrum (defective bonding) which was strongly localised. The
two-electron spectrum led to the pinning of the Fermi level, to the material
being diamagnetic and to the observed high density of localised gap states
(10 19 em - 3) with their lack of optical absorption. This model was a large
step forward in understanding but failed to explain why double occupancy
was permitted in chalcogenides and not, for instance, in amorphous silicon
which can be doped in a manner similar to crystalline semiconductors.
Meanwhile, Kastner (1972) pointed out the importance of elements in which
the top of the valence band consists of lone pair (LP) orbitals, for instance
in selenium the p-orbitals which do not take part in a bond. Group VI and
group V elements form LP bonds but the group IV elements do not. Hence
here was an explanation (Kastner et a/1976) of why the electronic properties
Chalcogenide glasses
81
of amorphous silicon or germanium were expected to be different from
those of the lone pair chalcogenide glasses. This was named the valence
alternation pair model (YAP) and is relevant when two LP atoms form one
negatively charged singly coordinated atom and one positively charged
triply coordinated atom instead of the twofold coordinated ground state.
This can be achieved without breaking a bond and the energy required for
the YAP is 0.5-1.0 eV. As a result of thermal activation during normal
glass preparation the density of these states can be up to !0 19 em - 3 • This
model shows how the Fermi energy can be pinned without introducing free
spins, and how traps can be provided which limit the drift mobility.
For optical applications the chalcogenide glasses possessing the higher
resistivities, mainly sulphides, selenides and mixed selenide tellurides, are
considered. During the 1950s major work first centred on arsenic trisulphide
as an optical material for the near and middle infrared. This work led to
commercial exploitation and arsenic trisulphide is now well known as an
optical component material. From the early 1960s to early 1970s it was
shown that selenide and mixed selenide-telluride glasses were suitable for
optical component applications in the far infrared and these have since been
exploited commercially. Generally the sulphides offer some limited visible
transmittance while the selenides and tellurides are opaque in the visible
part of the spectrum. However, all are transparent in the near and far
infrared. For useful thicknesses of a few millimetres, sulphides offer
transmittance to about 12 JLm, selenides to about 15 I'm and tellurides to
about 20 JLm. The infrared refractive indices are in the range 2-3 and the
reciprocal dispersive power Vs- 12 ranges from around 100-200 depending
upon the glass composition. The infrared absorption coefficient ranges
from 4 X 10- 1 to 7 X 10- 3 em -I depending upon the wavelength, purity and
chemical composition. Extrinsic absorption can be a problem with these
optical glasses and, in particular, oxygen impurity must be kept below
I ppm wt in the final product to avoid excessive absorption around
780 em -I. While the optical and electrical properties of the chalcogenide
glasses are reasonably well known, other pro6erties, such as thermal
conductivity, hardness, elastic moduli and mechanical properties are less
well known. There is some information on how these latter properties vary
with chemical composition amongst the sulphide (Tsuchihashi et a/ 1968)
and selenide glasses (Tille et a/ 1977, Michels and Frischat 1981) but little
systematic work has been done. Hilton et a/ (1975) have shown that
am.ongst Ge-As-S glasses knoop hardness can vary from 200-280 while
Young's modulus varies from 20-41 GNm - 2 , whilst for selenide glasses the
knoop hardness can vary from 100-200 and Young's modulus from
14-27 GNm- 2 • The thermal conductivity can vary from 14 X 10- 4 W
cm- 1 °C- 1 for pure selenium glass, to38 x 10- 4 Wcm- 1 oc- 1 for a glass
of percentage composition Ge 35, As 40, S 25. Clearly these glasses are
much less physically and thermally robust than oxide glasses but nevertheless
82
Bulk materials for the far infrared
still retain sufficiently acceptable thermal and mechanical properties
to be used as optical components, with the exception of window components interfacing with rugged environments.
4.3.1 Sulphide glasses
The need for special materials (Chapter 3) transparent in the 3-5 !Lm band
first stimulated research on sulphide glasses for use as internal components
in optical systems, and resulted in arsenic trisuiphide being developed as a
bulk optical material. This has become the most widely known and used
sulphide glass and its absorption spectrum shown in figure 2.1 is discussed
in terms of its electronic and phonon properties in Chapter 2. This glass was
manufactured in the USA (Upton 1957, Jerger 1959) and the UK during the
mid 1950s, and it has bet!'n found useful ever since as a component in many
3-5 !Lm optical systems. The manufacture of this glass to optical standards
set new technical problems, since arsenic and sulphur are toxic and volatile
and their oxides act as major extrinsic impurities substantially reducing the
infrared transmittance of the material. In a bold departure from the then
current glass technology practice, the volatility of these elements was used
to the manufacturer's advantage. The raw arsenic and sulphur were first
pre-reacted in a closed steel or silica vessel forming a crude solid which was
then broken into a small particle size, and heated in silica apparatus under
an inert atmosphere to such a temperature ( ;;. 700 ° C) that the final reaction, melting and distillation of As2 S3 could take place. The vapours were
condensed at a low enough temperature (300-500 ° C) to maintain the
As2 S3 in a liquid state, but high enough ( ;;. 193 o C) to keep As2 0 3 in its
vapour state. Thus the bulk of the oxide contamination present in the starting materials was swept out of the still as S02 , S0 3 and As 2 0 3. This
synthesis was operated as a batch process with batches of 3-5 kg being
collected, mixed by stirring at 625 °C and then finally annealed. Components were either cut or heat slumped from the glass bouies. Since this
material was only required for low power use, it was not produced to a very
high standard of purity. Commercial grade arsenic and sulphur were used
so that cation impurities were present in the material as well as traces of
hydrogen sulphide and oxides. Nevertheless, the quality was adequate for
1-9 !Lm low power applications, and a stock of the material is still available
(Billard and Cornillauit 1962). A particular production problem in such a
distillation process was maintaining constancy of chemical composition and
hence consistency of optical properties in the finished product. The material
produced by the ICI Company in the UK was designated A or B (Billard
and Cornillault 1962) depending upon whether the batch of distillate was
collected at the beginning after loading the still, or at the end of a working
shift. Some of the properties of type B As2 S3 are given in tables 4.5 and 4.6
and refractive index data on USA material are given by Rodney eta! (1958).
Table 4.5
Optical properties of chalcogenide glasses at 20 °C.
Glass (atomic o/o)
n,
n,
n•
2.395
2.390
2.386
v,_,
Temperature coefficient Rl
ns
nw
n12
Vs-12
oo-' oc-
154
-
-
-
-
-I
-
-
2.7840
2.4071
2.4649
2.6254
2.7789
2.4027
2.4594
2.6201
2.7728
2.3973
2.4526
2.6135
159
143
119
135
176
156
104
113
120
As
As
Ge
Ge
Ge
40,
40,
20,
10,
10,
S 60 type B
Se 60
Se 80
As 20, Se 70
As 30, Se 60
-
-
-
6
7
8
9
10
Ge
Ge
Ge
Ge
Ge
10,
20,
30,
30,
30,
As
As
As
As
As
-
-
-
-
2.6108
2.5628
2.4408
2.4972
2.5690
2.6067
2.5583
2.4347
2.4914
2.5633
2.6016
2.5528
2.4271
2.4840
2.5560
II
12
13
14
15
Amtir 1 Ge-As-Se glass
Ge 28, Sb 12, Se 60 (1173)
Ge 30, As 13, Se 57
Ge 30, As 13, Se 47, Te 10
Ge 30, As 13, Se 37, Te 20
2.5187
2.6263
2.4936
2.6J18
2.7412
2.5141
2.6200
2.4887
2.6057
2.7342
2.5109
2.6165
2.4859
2.6024
2.7305
194
165
193
171
162
2.5034
2.6083
2.4784
2.5952
2.7229
2.4976
2.6002
2.4724
2.5897
2.7178
2.4904
115
-
-
2.4650
2.5829
2.7117
110
129
154
16
17
18
19
Ge 30, As 13, Se 27, Te 30
Si 25, As 25, Te 50
Ge 10, As 20, Te 70
Si 15, Ge 10, As 25, Te 50
2.8818
2.8732
-
-
2.8688
2.93
3.55
3.06
I
2
3
'4
5
40,
10,
10,
15,
20,
Se
Se
Se
Se
Se
50
70
60
55
50
-
1
)
+7.2
+8.0
+7
+7
+ 11
(10.6 I'm)
(IO~tm
144
2.8610
2.8563
2.8509
185
-
-
-
-
-
+ 15
+1
-
-
-
-
-
+ 17
(10 I'm)
(10 I'm)
(10 I'm)
(5
Jiffi)
(5 I'm)
Table 4.6
General physical properties of chalcogenide glasses.
Thermal
expansion
Density
cOefficient
(10 3
T,
(C) (lo-• °C 1) kgm-')
Glass
(atomic 'lo).
0
Thermal
Hardness
conductivity
(K) =Knoop (meal em -•
(V)=Viekers s-•K- 1)
1
2
3
4
5
As
As
Ge
Ge
Ge
40,
40,
20,
10,
10,
S 60 type B
Se 60
Se 80
As 20, Se 70
As 30, Se 60
-
26.1
178 21.0
154 24.8
159 24.8
210 19.0
3.15
4.62
4.37
4.47
4.51
6
7
8
9
10
Ge
Ge
Ge
Ge
Ge
10,
20,
30,
30,
30,
As
As
As
As
As
222 20.9
209 20.5
345 13.7
351 12.8
361 11.7
4.49
4.41
4.36
4.42
4.47
173
186
236
245
266
11
12
13
14
15
Amtir 1 Ge-As-Se glass
Ge 28, Sb 12, Se 60 (1173)
Ge 30, As 13, Se 57
Ge 30, As 13, Se 47, Te 10
Ge 30, As 13, Se 37, Te 20
277
342
308
285
13.0
15.8
13.0
13.2
12.9
4.40
4.67
4.40
4.56
4.77
16
17
18
19
Ge 30, As 13, Se 27, Te 30
Si 25, As 25, Te 50
Ge 10, As 20, Te 70
Si 15, Ge 10, As 25, Te 50
262
12.8
13.0
18.0
10.0
4.91
4.76
-
t
40,
10,
10,
15,
20,
Se
Se
Se
Se
Se
Tis given in °C.
50
70
60
55
50
-
-
Fracture
Rupture Young's toughness
modulus modulus Ktc
(Nmm- 312)
(GPa)
(MPa)
-
-
-
-
-
-
(V)
(V)
(V)
(V)
(V)
-
-
-
170
150
237
234
228
226
167
111
179
109 (K)
147 (V)
154 (V)
176 (V)
Viscosity Fulcher equation
IO&to 71
(105-10 13 P)t
17.2
'"
-
16.5
18.0
6.7 ± 0.4
7.1 ± 0.6
7.4 ± 0.8
-
15.9
16.1
18.61
-
-
21.3
(K)
(K)
(V)
(V)
(V)
600
720
17.2
17.3
22.1
21.8
-
-
-
-
-
(V)
(K)
(K)
(K)
-
-
-
-4.44 + 2764/(T- 22.25)
7.7 ± 0.4
-
-
-4.97 + 2824/(T- 122.41)
-4.71 +4070/(T-116.13)
-5.91 +4627/(T-67.49)
-9.74 + 6466/(T- 5.06)
-8.19 + 4868/(T- 35.52)
Cha/cogenide glasses
I
85
A large number of sulphide glass forming systems have been reported in
the literature including As-TI-S (Flaschen et al1960a), As-I-S (Flaschen
et a/!960b), Ge-As-S (Savage and Nielsen 1965a), As-Te-S (Kolomiets
1964b), Ge-P-S, Si-Sb-S (Hilton et a/1964) and Ge-Sb-I-S (Turjanitsa
et a/ 1972). In order to give some indication of the likely optical properties
achievable in sulphide glass forming systems the Ge-As-S system has been
chosen for general description, since it is the most useful system from which
additional bulk sulphide glasses can be manufactured. Savage and Nielsen
(1965b) have shown that Ge-As-S glasses demonstrate excellent infrared
transmission from 1.0 to 11.5 11m as indicated in figure 4.10(a), and that the
wide composition range allows glasses with differing optical, thermal and
mechanical properties to be prepared. The glass forming region, based upon
2.5 g sealed tube melts, is shown in figure 4.11 where it can be seen that
binary sulphide glasses can be made containing 10-40"7o As, or 15-30%
and above Ge and ternary. sulphide glasses can be made containing as little
as 30% S. Glass transition temperatures range from 139 °C for glasses
containing 80% sulphur to between 203 and 394 °C for glasses containing
50% S and 10-40% Ge respectively. A thermal expansion coefficient as low
as 11 x 106 is achievable for a glass containing 30% Ge and 20% As.
Glasses containing less than 60% sulphur show little fine absorption
structure between 7 and 13 11m, but still show the strong Ge-S and/or As-S
absorption between 11 and 15 11m as seen in figure 4.10(a). Materials
containing more than 60% S show complex infrared spectra between
7 and 15 11m. The number of absorption bands increases proportionally to the
sulphur content (Tsuchihashi et a/1966). There is good agreement between
the positions of the absorption bands observed in these glasses,.and those
observed in crystalline sulphur. The latter are caused by combination overtones of the S8 fundamental absorption after the extrinsic oxygen absorptions have been removed. This is observed in figure 4.12 for As-S glasses
with increasing S content, where the vertical bars correlate with the S8 overtone wavelengths reported by Bernstien and Powling (1950). The close. fit
of the data is seen numerically in table 4. 7 and these results are consistent
with the molecular model for the vibrational properties of these glasses
discussed in Chapter 2. If additional sulphide optical glasses were required,
then they would best be chosen from those containing under 60% S and
more than 20% Ge where the glass transition temperatures are highest and
the thermal expansion coefficients lowest. These materials are likely to yield
a transmission curve similar to that shown in figure 4.10(a). The extrinsic
absorption due to water, hydrogen sulphide, oxide and carbon impurities
is shown by the broken curve in the figure. If a typical component is say
10 mm thick then an examination of figure 4.10(a) shows that the level of
impurity indicated by the broken curve would destroy the useful infrared
transmittance of the component. Impurities such as this need to be controlled
at less than a few ppm wt in order to achieve an adequate transmission.
Bulk materials for the jar infrared
86
Ia)
40
0
, .... --- ....... ', , ,... .... ---...,1/f"\1
v
40
'
...
w
~
I
II
~
~
II
{b)
I
0
~
:;;
F
lei
40
Id)
Wavelength (l..lm)
Figure 4.10 Transmittance of: (a) sulphide glass atomic "loGe 30, As
20, S 50, 1.9 mm thick (fulJ.curve), extrinsic impurity absorptions due
to H 20, H2S oxide and carbon (broken curve); (b) selenide glass atomic
% Ge 34, As 8, Se 58, 1.8 mm thick (full curve), extrinsic impurity
absorptions due to oxide (broken curve); (c) Selenide-telluride glass
atomic% Ge 30, As 13, Se 27, Te 30, 2.3 mm thick (full curve), extrinsic
impurity absorptions due to oxide (broken curve); (d) telluride glass
atomic % Ge 10, As 50, Te 40, 1.6 mm thick (full curve), extrinsic
impurity absorptions due to oxide (broken curve).
Fuxi eta/ (1983) have reported devitrification and property studies in the
Ge-As-S glass system. They found that because of stable glass formation
in this system, devitrification was difficult mainly occurring at low As
Chalcogenide glasses
87
s
10
80
"~
60
40
80
10
40
20
As
80
60
Ge
Figure 4.11 Glass forming region versus atomic "lo for Ge-As-S
glasses indicating the range of glass transition temperature T,.
content(:;;; 100Jo). The frequency of the main IR absorption peak (cm- 1)
was given for several ternary glasses: Ge 30, As 10, S 60, 378 (s), 330 (m);
Ge 30, As 15, S 55, 375 (s) 325 (m); Ge 25, As 15, S 60, 378 (s) and Ge 20,
As 20, S 60, 375 (s), 330 (s), where s stands for small, and m for medium.
Structural and physical property data for other glasses in the Ge-As-S
system are reported by Andreichin eta/ (1976). Refractive index and other
physical property data for arsenic trisulphide glass are given in tables 4.5
10 0
w
-.-I
0
J ~~~w
\[}
I
. ..... .....
40
0
7
9
11
w
•
;~. /
(a)
w
.._. 1 . .-:·, ../
m
\\
13
..
(b)
I
·, 1 '-,
~
w
I•
>.: 11
..,\. 1(···. '\ 11
w
\":j
II
I • • ."1
\
7
9
11
··.\
'.
I
".._
13
Wavelength (IJm)
Transmission of 1.95 mm thick glasses atomic%: (a) As
40, S 60'(full curve), As 30, S 70 (chain curve); (b) As 20, S 80 (dotted
curve), As 10, S 90 (broken curve). w is weak absorption· and m is
medium, vertical bars indicate positions of S8 molecule absorptions
listed in table 4. 7.
Figure 4.12
\
-.,-
15
Bulk materials for the far infrared
88
Table 4.7 A comparison of absorption bands iri I'm in crystalline
sulphur and As-S glasses, w is weak absorption and m is medium.
Crystalline sulphur
As-S glasses
6.62 (w)
7.69 (w)
9.50 (w)
10.13 (w)
not observed
7.70
9.50
10.15
10.68
11.10
11.50
11.90
14.10
14.75
11.10
11.50
11.95
14.15
10.75
(w)
(w)
(w)
(m)
(w)
(w)
(
14.75
and 4.6. Three useful general reviews on the optical properties of
chalcogenide glasses including sulphide glasses appear in the literature
(Savage and Nielsen 1964, Hilton 1966, 1970).
4.3.2 Selenide glasses
As can be seen from figure 4.10(a), bulk sulphide glasses do not fully cover
the far infrared spectral band. Hence the attention of researchers looking
for glasses for use in this band was directed towards selenide glasses.
Elemental selenium was known to be a glass former and to transmit over
the required spectral range. Further work on the absorption and reflection
spectra (Vasko 1965) of pure selenium glass confirmed this. Selenium and
its derivatives have been used in thin film form in a multi-billion pound
photocopying industry; and this glass must be regarded as the single most
important chalcogenide in terms of commercial exploitation. It has also
been used in rectifying applications and as a photovoltaic detector for
visible radiation. However, because of its poor general physical properties
it was found wanting for bulk infrared optical applications. This stimulated
research on selenide glass formation and an indication of some of the information available is as follows: As-Tl-Se, As-S-Se (Flaschen et a/1960a),
As-Sb-Se, As-Tl-Se (Kolomiets 1964b), Ge-As-Se (Kolomiets 1964b,
Savage and Nielsen 1964), Ge-P-Se, Si-Sb-Se (Hilton et a/ 1964) and
Ge-Sb-Se (Hilton et a/1966a). The physical properties of selenide glasses,
like those of sulphide glasses, depend upon the chemical composition
(Hilton and Hayes 1975), but most work has gone into glasses in the
Ge-Sb-Se and Ge-As-Se systems, from which bulk optical materials have
been manufactured. It must be remembered that, compared with oxide
optical glasses, the chalcogenide glasses are classified as weak soft materials
Chalcogenide glasses
89
with low glass transition temperatures. Therefore it is particularly important that the thermal and mechanical properties are optimised. During the
mid 1960s Savage and Nielsen (1965b) published a useful review which
indicated that selenide glasses with acceptably high glass transition
temperatures ( > 150 °C) could be made. It was also established that the
majority of absorptions exhibited by chalcogenide glasses between 1-6 pm
and 8-13 1-1m resulted from traces of H20, H2Se and other oxide impurities,
all of which could be eliminated if sufficient care was taken during the
preparation and processing of these materials. The transmission curve of a
Ge-As-Se glass showing the positions of some of the oxide impurity bands
is given in figure 4.10 (b). Further reviews were published giving much more
detailed information on physical properties (Hilton et a/1966a), on absorption by oxide impurities (Hilton and Jones 1966a) and investigations of the
atomic structure of selenide and other chalcogenide glasses (Hilton et a/
1966c). At this time these four reviews neatly summarised the general
physical property data of most known chalcogenide glasses. This indicated
that in principle, glass compositions with physical properties suitable for
8-12 I'm requirements were possible. At the time the main need was for an
optical glass to correct chromatic aberration in 8-12 I'm germanium lens
systems. The refractive index of the glass was required to be about 2.5, the
reciprocal dispersive power, Vs-12 = (n 10 - 1)/(n 8 - nl2), was required to be
above 100, the T8 ~ !50 °C, the mechanical strength was required to be as
high as possible and the thermal expansion as low as possible. Hence work
was done to establish the detailed physical properties of Ge-Sb-Se (Hilton
and Hayes 1975, Savage et a/!978) and Ge-As-Se (Webber and Savage
1976, Savage et a/ 1977) glasses to enable industrially makeable materials
to be identified. General physical properties and optical data are given in
tables 4.5 and 4.6 respectively and some indication of thermal properties in
relation to the glass forming regions are given in figures 4.13 and 4.14.
From these data it became clear that all of the requirements could only be
met by a glass containing roughly 300Jo Ge and 19-20% As or Sb.
The selenide glasses were synthesised from elements sealed inside
evacuated silica tubes at temperatures around 950 o C (Ford and Savage
1976), in quantities of 25-100 g, and then annealed before use. This sealed
tube process has the merit of retaining compositional integrity, but requires
extrinsic impurity-free starting materials. An alternative technique of using
distillation of lower grade elemental material in a gas containing hydrogen
was investigated by Kettlewell et a/ (1977). This proved to be practical in
batches of 1.5 kg for a Ge-As-Se ternary glass, but at the cost of 38 wt%
loss of the reactants. Only I 0 wt % loss occurred for As2Se 3 glass due
to lower distillation and collection temperatures, but all the glasses were
inhomogeneous and required subsequent homogenisation. Batch to batch
variation in composition was as high as 4 wt% and together with the total
vapour loss problem, t\lis resulted in a refractive index variation amongst
I''
i
Bulk materials for the far infrared
90
batches too high for the required applications. Hence, emphasis was placed
on solving the extrinsic absorption problems associated with the sealed tube
process.
s.
s.
0
20
40
~
.~\'v
'l."'~c
________
'~':
BO
40
60
40
10
I
10
80
60
40
60
Sb
20
BO
80
,,
Figure 4.13 Glass
forming region
versus atomic "7o for Ge-Sb-Se glasses
illustrating the range of glass transition
temperature T,.
20
A< L---~,~,----T-40.---~60.---~,~,--~,.
Figure 4.14 Glass forming region
atomic "7o for Ge-As-Se glasses
illustrating the range of glass transition
temperature T, and the thermal expansion coefficient a.
Inspection of figure 4.10(b) reveals the importance of oxide removal from
the raw material and reaction vessel surfaces in the sealed tube process. A
synthesis technique was evolved which reduced the oxide impurity level in
Ge-As-Se glasses to the order of 1 ppm wt. Essentially the surface adsorbed
oxide was removed from the silica reaction tube by outgassing at 450 °C
and 10- 5 torr for one hour, and as the surface oxides of theSe, As and Sb
raw materials are relatively much more volatile, they were removed by
vacuum baking (see table 4.8). The electronic grade materials used were
sufficiently free from oxide in the bulk that low absorption glass could be
reproducibly made. The purified reactants and the tube, together with the
germanium, were subsequently handled in an argon glove box until the
reaction tube was finally evacuated and sealed prior to glass melting (Savage
eta! 1977).
Chalcogenide glasses
91
1.6
'.
~
~
B
A
u
0
0
+
+
I
i
1.2
c
+
""'., 0.8
8
.
•
I
•• •
~
~
~
c
~
+.
~
5
i'
~
D
«
0
5
10
15
20
Oxygen content {ppm wtl
. Figure 4.15 Effect of oxygeu impurity on the absorption coefficient
at 800 em- 1 for glass of composition Ge 30, As 15, Se 55, (A), and
Ge 20, Se 80 (B).
The effect of oxygen impurity on the absorption coefficients of two
selenide glasses is shown in figure 4.15. The oxygen levels were measured
by a gamma photon activation analysis technique (Savage et a/ 1977).
Similar methods were adopted forGe 28, Sb 12, Se 60 glass, but with this
material the purification process was taken further to establish the absorption limit for the glass and to lower the absorption at 10.6 I'm. After
removal of oxygen and carbonaceous matter it was shown that the transmission was limited by 'silica' in the glass originating from the ampoule
sealing process. In further studies, after eliminating extrinsic absorption
effects Hilton eta/ (1975) showed that by reducing the fraction of Se-Se ·
bonds in the glass composition to that in Ge 23.5, Sb 18, Se 58.5 glass an
absorption coefficient of 8 x 10- 3 em - 1 at 10.6 11m ~ould be achieved. In an
interesting quantitative study of infrared absorption in the 250-4000 em_,
region of AszSe3 glass, Moynihan et a/ (1975) showed, from the relative
intensities of the extrinsic absorption bands that there existed three distinct
oxide impurity species in the glass. Oxide bands at 1125 and 650 cm- 1 were
assigned to oxide incorporated in the As 2 Se3 network, bands at 1050, 1265,
1340 and 785 em - 1 were assigned to As4 0 6 molecules dissolved in the glass,
and a band at 965 em - 1 wa:s considered to be separately, but not unambiguously, assignable. It was also concluded that the absorption at 10.6 11m
was limited by intrinsic multiphonon processes to a value of the order of
10- 2 em- 1 • Selenide glasses in the Ge-As-Se and Ge-Sb-Se systems were
considered to be sufficiently structurally similar to possess similar
multiphonon absorptions, and hence similar absorption coefficients at
92
Bulk materials for the far infrared
10.6 I'm· This is in broad agreement with the' data given above for
Ge-Sb-Se glasses and that below for Ge-As-Se-Te glasses.
Glasses Ge 28, Sb 12, Se 60; Ge 33, As 12, Se 55 (Hilton 1978) and
Ge 30, As 15, Se 55 have been produced in quantities of several kilograms
by the sealed tube process from semiconductor-grade raw materials. After
synthesis the glass boules are either annealed and cooled, or undergo further
homogenisation (Hilton 1970) before annealing and cooling to room
temperature. Components are either cut from the glass or heat slumped to
shape from slices of the glass. The refractive index homogeneity requirements are similar to those of germanium described previously. The main
problem in achieving these in chalcogenide glasses has been in maintaining
a homogeneous chemical composition during the cooling process which
follows the synthesis al)d mixing, as the composition of the vapour species
is not necessarily similar to that of the liquid glass. While this is not a
problem for experimental melts under 100 g, it becomes more serious for
several kilograms since the available vapour space is larger and the
temperature gradients tend to be greater. If any condensate with a different
chemical composition from the bulk is allowed to contaminate the liquid
glass after homogenisation during cooling then the viscosity of the glass is
low enough for limited intermixing and hence local compositional variations. These can lead to refractive index variations of 3 x 10- 3 or greater.
However, these problems have now been largely overcome (Worralll979).
4.3.3 Selenide-telluride glasses
Having established basic compositions in the Ge-Sb-Se and Ge-As~Se
glass systems which were suitable for industrial production, researchers
then turned their interest to extending the range of optical properties such
as the refractive index and particularly the reciprocal dispersive power,
Vs-12 . The selenide glasses made industrially, with about 300Jo Ge and
10-20% Sb or As, possess V8 ~ 1 2 around 100-120. Glass As 40, Se 60,
offers a high value (159), but this is coupled with rather poor thermal and
mechanical properties. Edmund (1968) indicated that selenide and telluride
glasses were compatible and that it would be possible to make high quality
stable mixed selenide-telluride melts. Additional work also showed that a
glass of composition (Ge Se Te) 92, As 8 was thermally stable (Muir and
Cashman 1967) and the refractive index at 10 I'm was found to be about
2. 71, a substantial increase over that of selenide glasses. The 3-5 I'm and
8-12 I'm applications of selenide-telluride glasses were considered by
Savage eta/ (1980). In this work it was found that even a small addition of
tellurium to Ge-Sb-Se glasses rapidly led to devitrification problems.
However, this was not the case for the more stable Ge-As-Se glasses, and
so these were selected. Substitution of tellurium for selenium gave the modified optical properties required, but at the same time they retained sufficiently robust thermal and mechanical properties for bulk optical component
Chalcogenide glasses
93
applications. The glasses from the Ge-As-Te system (Savage 1971) possess
lower glass transition temperatures and are much less thermally stable than
those in the Ge-As-Se system (Savage and Nielsen 1966). Therefore high
tellurium substitutions would be expected to decrease their glass transition
temperatures and reduce their thermal stabilities. For this reason very stable
base glasses containing about 20-30"7o Ge and 10-30% As were initially
chosen. The area of investigation in the Ge-As-Se system is shown by the
dotted line in figure 4.14 where the ternary base glass thermal expansion
coefficients and glass transition temperatures are also indicated. From
within this base glass area 40 glass melts were made, substituting up to 30%
Te for Se and then characterised by differential thermal analysis. On the
basis of the thermal properties and glass stability one base glass, Ge 30, As
13, Se 57 was chosen for investigation of optical properties and the results
are expected to be fairly typical of other quaternary glasses, containing
about 30% Ge and 10-15% As. It was found that under 30% Te could be
substituted for Se in this glass, but amounts of Te exceeding 30% caused
devitrification. Hence three Te substitutions of 10, 20 and 30% were made
for detailed optical property measurement. The basic physical properties of
the four glasses are listed in table 4.6.
A further extrinsic absorption problem was encountered with these
quaternary glasses. Te cannot be purified from the Te02 surface impurity
by thermal baking in vacuum, since the vapour pressure of the metal is
greater than that of the oxide. In this case an acid etching technique (Savage
et a/1980) was used which allowed glass of adequate purity to be made by
the sealed tube technique. Several melts of glass Ge 30, As 13, Se 27, Te
30 were analysed for oxygen by a gamma photon activation technique and
the measured range of within the 1-10 ppm wt oxygen content of the glass
was found to be given by
Y = O.D78 + 0.128x
(4.3)
where x is the oxygen content in ppm wt and Y is the absorption coefficient
at 780 em - 1 • An absorption coefficient of 7 x 10---1:3 em - 1 was obtained for
this glass at 10.6 ,urn by laser calorimetry which correlates very well with the
values given previously for Ge 23.5, Sb 18.0, Se 58.5 and As 40, Se 60
glasses. The range of reciprocal dispersive powers is 110-185 and the refractive index varies from 2.47 to 2.86 at 10 ,urn when up to 30% Te is
substituted for Se (table 4.5). The glasses all possess very acceptable
physical characteristics for infrared optical applications. The optical
properties are compared to those of selenide glasses in figure 4.16 where it
is seen that a small family of optical glasses for use in the 8-12 ,urn spectral
region is achievable. The effect of 30% Te substitution on the short
wavelength end of the spectral window is to move the absorption edge from
0.6 to 0. 7 ,urn to 1.1-1.2 ,urn and to improve the transmission slightly at
longer infrared wavelengths (figure 4.10(c)). A good general review of
i! :
Bulk materials for the far infrared
<)4
2.9,-----.-----,------.----,------,
\-------I
·16
'
'
I
I
I
'
I
\
•15
\
'
'
'
''
•5
''
'
•14 ' ' ,
•10'
''
11• •9
'
I
'
' ,.)_--- -- -
' '
•4
•13
-
-- --
- -
'
•8
2.3'-----:0;;;----.;;:--------.;-,----------,,.;;,;----7,
~
~
~
m
100
Reciprocal dispersive power V8_12
Figure 4.16 Reciprocal dispersive power Vs-!2 plotted against refractive index n10 at 10 p.m for the glasses listed in table 4.5.
mixed As 2 (Se Teh glasses including some optical properties data, is given
by Thornburg (1973) and this complements data already referred to on
As2S3 and As2Se3.
4.3.4 Telluride glasses
In the early 1960s, before selenide glasses had become established,
preliminary research was also conducted on telluride glasses as alternative
materials for 8-12p.m applications. As shown in figure 4.10(d), telluride
glasses transmit further into the infrared than sulphide or selenide glasses
and appear less prone to multi phonon absorptions in the 8-12 I'm spectral
region. In the case of Ge-P-Te and Ge-As-Te glasses they were also less
susceptible to oxide absorption. This work, together with later studies for
switching-glass applications in the early 1970s, resulted in considerable
information on glass formation (see, for example, Si-As-Te (Hilton and
Brau 1963), As-I-Te (Peck and Dewald 1964), Ge-As-Te, Ge-P-Te
(Savage and Nielsen 1966), Ge-Te, As-Te (Savage 1972a), Si-Ge-As-Te
(Savage 1972b), and quaternaries based on Si-As-Te (Anthonis et a!
1973)). The major glass forming region was found in the Si-As-Te system
with minor ones for the Ge-P-Te and Ge-As-Te systems (figure 4.17).
The effect of oxygen extrinsic impurity on the transmission of Si-As-Te
glasses (Hilton et a/1966b) appears to be similar to that of sulphide and
selenide glasses. Trace oxide impurity has a much less deleterious effect on
the transmission of Ge-As-Te and Ge-P-Te (Savage and Nielsen 1966)
glasses, as is noticeable in figure 4.10(d), perhaps because of restricted
II- VI compounds
95
solubility. Nevertheless, the limited glass forming regions make commercial
production difficult and obtaining a family of glasses with a range of optical
properties highly unlikely. The Si-As-Te system appears to hold more promise, except that silicon is difficult to melt and homogenise in the sealed
tube process. Temperatures of around 1000 oC have to be used and attack
on the siliCa melt tubes can be observed with some glass compositions. This
corrosion makes it very difficult to produce a glass with a low intrinsic
oxygen impurity level. Due to these problems and as it was now possible to
synthesise low loss selenide glass, no further work was done on telluride
glass for optical applications. Comprehensive data on the properties and
structure of As-Te glasses are given in (Cornet and Rossier (1973a,b,c) and
this complements the information referred to on As 2S3 , As 2Se3 and
Asz(SeTe)3 glasses.
Te
20 //'
/
--~
__ ......__,..;.
I
;
(.....
) 80
I
/."
40
60
/.,..-~
..\
\
/
I
I
60
I
I
:,____
__
40
)
I
,__
...... /
20
BO
P,As
20
40
60
BO
Si,Ge
Figure 4.17 ~ Glass forming regions versus atomi~ "lo for Ge-As-Te
(broken curve), Ge-P-Te (dotted curve) and Si-As-Te (full curve)
glasses.
4.4
II-VI Compounds
During the late 1940s and early 1950s germanium and silicon were
developed as semiconductor materials for device manufacture. As these
materials were gradually established the attention of some research workers
turned to other families of materials, first the III-V compounds such as
GaAs and then the II-VI compounds such as CdS, ZnS, ZnSe and CdTe.
One of the initial reas9ns for studying the II-VI compounds was their
Bulk materials for the jar in/fared
96
Table 4.9 (Lorenz 1967).
Material
Maximum melting point Tm ('C)
Minimum pressure at Tm (atm)
ZnS
ZnSe
CdTe
1830
1520
1092
3.70
0.53
0.23
useful luminescence properties. Table 4.9 lists the vapour pressure at the
melting point for three of the most widely used II-VI materials.
The vapour pressure at the melting point of a II-VI compound is not
excessively high but does represent a severe problem for crystal growth from
the melt. Without suppression of the dissociation pressure, by one of the
components, or by a high inert gas pressure, the material is transported
through the vapour phase and condensed on any cooler region in the growth
system. This was more difficult to overcome with the technology available
in the 1950s than it would be now, so it is not surprising that the early
workers turned their attention to growth from the vapour. This can be
carried out at significantly lower temperatures than those shown in table
4.9, since both components of each II-VI compound possess high vapour
pressures, thus making growth by vapour transport possible with relatively
simple equipment. The basic requirement is a continuous supply of the
elements through the gas phase, either from dissociation of the preformed
compound or from separate sources. Dynamic and static techniques have
been developed. Frerichs (1946) first grew CdS by a dynamic technique
using a carrier gas to transport metal vapour from a boat of liquid
cadmium, and introducing H2S gas to this vapour stream in a region where
plates, ribbons and needles of CdS grew on the reaction tube walls. Essentially a scaled-up and refined version of this technique is still used for the
growth of large area polycrystalline ZnS and ZnSe for infrared applications. Static techniques of crystal growth have also been developed in which
material is transported by diffusion through the gaseous phase. The source
is a compound powder or sintered solid in a high temperature region
{1550-1600 •c for ZnS) of a closed container, and crystal growth occurs
by dissociation to the vapour species and diffusion to a lower temperature
region (1457-1500 •c for ZnS). This method was reported by Greene eta/
(1958) and a further modification of it by Piper and Polich (1961). This
technique has since been widely used on a laboratory scale for the growth
of many monocrystalline II-VI compounds (Nitsche et a/ 1961). Many
II-IV compounds have been grown very successfully by iodine transport at
temperatures below 1000 o C for uses where iodine contamination is
unimportant. Meanwhile Fischer (1958, 1959) looked at melt growth for
ZnS and ZnSe and later for other II-VI materials using high pressure
II- VI compounds
97
autoclave equipment (Fischer 1963). Only CdTe can be grown without the
need for this expensive high pressure autoclave equipment because of its
relatively modest vapour pressure at its low melting point (1092 °C).
During the late 1950s and the early 1960s workers in the infrared field
became interested in some II-VI materials, such as ZnS, ZnSe and CdTe
for use as optical components in sizes up to 100 mm diameter. It is clear
from this description of II-VI compound growth development that the
vapour growth was just becoming established, and early melt-growth
experiments were just taking place at this time. However these only
produced small laboratory scale crystals so it is not surprising that materials
specialists turned their attention to the more familiar ceramics technique of
hot pressing for the first major production, thus avoiding the problems of
large scale vapour or melt growth. Fine powders of some II-IV compounds, synthesised for earlier luminescence studies, were available as a
source of raw material for the hot pressing experiments. Sulphide powders
were normally prepared by precipitation in alkaline or acidic solutions
(Laverenz 1950). In the alkali process ZnO or ZnCh was dissolved in
aqueous ammonia solution and after several purification steps a zinc
complex was precipitated by HzS
Zn(NH3)4Ch + HzS + HzO->ZnS~ + 2N~Cl + 2NH40H.
(4.4)
Using the acid process, zinc metal was dissolved in HzS04 solution and after
several purification steps ZnS was precipitated from the acid solution with
HzS
(4.5)
The average particle size was about 0.1 JLm. To synthesise ZnSe, a solution
of ZnSe0 3 was reduced by hydrazine to yield ZnSe.NzH4 precipitate. This
complex was then decomposed by reaction with acetic acid (Benzing et at
1958) or thermally decomposed to avoid acetate contamination (Gelling and
Haanstra 1961).
1
The main problem with all of these powder synthesis techniques is
contamination, particularly with oxides, which leads to extrinsic impurity
absorptions in the subsequently hot pressed material. A prime example of
this is S04 and S0 3 absorptions in ZnS. The necessity of working with such
fine particle size powders makes this task of attaining sufficient purity rather
difficult, but it is a key parameter in successfully manufacturing hot pressed
components.
4.4.1 Hot pressed materials
During the 1960s a range of hot pressed polycrystalline solids (Irtran
materials) was manufactured by Eastman Kodak Company, USA (1971) as
window materials. Three of these, ZnS (Irtran 2), ZnSe (Irtran 4) and CdTe
(Irtran 6) were intendep for wavelengths of 8-12 JLm. This technique was
98
Bulk materials for the jar infrared
established to avoid the setbacks associated with producing large size monoor polycrystalline components from materials possessing high melting
points and/or high vapour pressures. However, this method raised other
questions such as contamination, non-uniformity and scatter. Each
material started as a chemically pure grade powder (to avoid major extrinsic
impurity absorptions) which was compressed to shape in a mould while
being heated by induction. Athough the powders were pressed to near the
theoretical density so that there was no evidence of macroporosity, visual
and near IR (- 3 11m) scatter were still present at the end. Problems
occurred in maintaining fine powders in an uncontaminated state during the
pressing operation and absorption bands were sometimes present in the
spectra of the products. Removing the pressed pieces from the dies
sometimes resulted in cracking. To avoid this release agents, such as aqua
dag, boron nitride powder or graphite paper were used leading to possible
further contamination. However, the small grain size of the pressed pieces
(1-5 11m) meant that the mechanical strength was likely to be greater than
similar size single crystal components. This was shown to be a versatile
technique in principle, but it was best suited to the production of large
numbers of small flat components cut from a large diameter pressing
( -180 mm). The extrinsic contamination and scatter restricted the hot
pressed material to mainly low power component applications.
The mechanisms by which fine powders are densified to polycrystalline
bodies of near theoretical density have been described in the literature.
When a collection of powder particles of uniform composition is held at a
high temperature, any change of shape that the mass undergoes is termed
sintering. In the absence of any externally applied pressure such changes
occur as a result of surface tension because the surface free energy decreases
as the particles grow together and assume a more compact shape. The
transport of matter can take place by any of four mechanisms, viscous or
plastic flow, evaporation and condensation, volume diffusion, and surface
migration (Herring 1950). When external pressure is applied, as in hot
pressing, plastic deformation becomes the primary mechanism of compaction with the other mechanisms being either of no or purely secondary
importance. This depends on the temperature in relation to the thermal and
mechanical properties of the material being pressed.
Zinc su/phide-lrtran 2
This material was pressed in tungsten or molybdenum dies in the
temperature range 800-870 °C at 232-309 MNm- 2 for 15 min (Eastman
Kodak Co BP 934,421). It was a translucent material, creamy beige to dark
green in colour, available in flat blank sizes up to 200 mm diameter and
25 mm thick. The transmittance and the emittance (Schleiger and Webb
1968) of the best quality material is shown in figure 4.18(a), together with
an indication of the most common extrinsic absorption caused by sulphate
II-:- VI compounds
99
I
60
I
,,
\ I
"
(a)
I
. 40
I
I
...
~
I
........ __________ /
~
0
c
,g
·;;;
~
c
(b)
'\I
60
0
I
I
v
"
F
0
I
I
I
40
20
0
0.4
1.0
-. --·-- ·-.
Waveler>Jth
I
5
10
50
(llffi)
Figure 4.18 Transmittance of: (a) Irtran-ZnS 3 mm thick, best
quality (full curve), extrinsic absorption due to so. (broken curve) and
emittance at 500 °C (chain curve); (b) Irtran-ZnSe 3 mm thick best
quality (full curve), extrinsic absorption due to so. and S0 3 (shallow
peak) (broken curve) and emittance at 350 o C (chain curve).
contamination. Some of the optical and mechanical properties are listed in
tables 4.2 and 4.3, respectively.
Zinc selenide-Irtran 4
I
Zinc selenide powder was pressed in a molybdenum die at 982 o C and
207 MNm- 2 for 5-60 min after prebaking in rotary-pump vacuum at
1121 °C for 15 min (Roy and Parsons 1965). This prebaking appeared to
be important in removing extrinsic impurities (Benecke 1971) but also
obviously resulted in some grain growth, thus increasing the grain size and
reducing the overall strength of the final product. This hot pressed material
had a transparent mid-brown colour exhibiting less scatter at visible
wavelengths than any of the other visually transmitting Irtran materials. It
was available in flat blank sizes up to 180 mm diameter and 13 mm thick.
The transmittance and the emittance (Schleiger and Webb 1968) of the best
quality material is shown in figure 4.18(b), together with an indication of
the most common extrinsic absorption apparently caused by sulphate at
9 JLm. The importance. of prebaking in obtaining good overall transmittance
Bulk materials for the jar infrared
100
60
B
Ia}
60
40
20
~
A
~
u
~
,g
0
·s
lbl
~
~
0
"'
60
40
20
0
0.5
1.0
5
10
50
Wavelength (IJ.m)
Figure 4.19 (a) Transmittance of hot pressed ZnSe 1.9 mm thick (A)
illustrating the dramatic improvement after prebaking at about 1100 o C
(B). (b) Transmittance of hot pressed CdTe 3 mm thick.
is illustrated in figure 4.19(a). Some of the optical and mechanical properties are listed in tables 4.2 and 4.3, respectively.
Cadmium telluride-Irtran 6
Cadmium telluride powder was pressed in a molybdenum die at 650-850 o C
at 207 MNm -z for 30-45 min after presoaking at the above temperature for
10-30 min without pressure. This product was very dark brown and was
available in flat blank sizes, up to 150 mm diameter and 6 mm thick, also
up to 75 mm diameter and 13 mm thick. The transmittance range of the
best quality material is shown in figure 4.20(b) and some of the optical and
mechanical properties are listed in tables 4.2 and 4.3, respectively.
4.4.2 Materials grown by CVD
After the Irtran materials had become established in the late 1960s and early
1970s, low loss materials were needed for C0 2 laser window components.
Moreover, the potential of ZnS and ZnSe for use as large area window
materials of good imaging quality in thermal systems was recognised. The
Irtran materials were assessed but were found inadequate because of their
high absorption and scatter loss. A technique capable of producing flat
II- VI compounds
101
plates with larger overall area and higher imaging quality than was possible
with the hot pressing process was clearly preferred. Vapour growth was
singled out, since much more work had been done on this technique than
on the melt growth of II-VI materials. Also large area vapour deposition
of carbon parts for rocket motors and the nuclear industry had been
achieved in CVD equipments constructed to chemical engineering standards. Thus all of the ideas and sufficient practical experience was available
to move into the large scale CVD growth of II-VI materials. Many CVD
processes are preferably carried out at less than atmospheric pressure,
resulting in an increase in the diffusivity of the gaseous species such that
surface reaction tends to be the rate-determining step in the synthesis
(Bryant 1972). This low pressure CVD process has been used, for example,
in the deposition of carbon and alumina (Schaffer 1965) and was also
applied to the II-VI materials (Miles 1973). Around 1970, workers at the
Raytheon Company Research Division, Massachusetts, USA, made a very
significant breakthrough in II-VI material growth by cvo which has since
become a well established chemical engineering technique used for ZnS and
ZnSe. Essentially, the dynamic growth technique first used by Frerichs
(1946) for CdS was adapted to suit ZnSe. The reactants, H 2Se gas and Zn
vapour, transported from a large liquid Zn reservoir by an inert gas, were
ducted into a vertical rectangular growth chamber whose walls acted as the
substrates for large area polycrystalline deposition, I em or more in
thickness. This innovative use of wall deposits as the main product neatly
overcame the usual problem of unwanted wall deposits when the substrates
are separately mounted inside a cvo growth chamber. On cooling at the
end of a production run the 'flat plate wall deposits' were removed from
the substrates for grinding and polishing into components. Furthermore,
plates from a recessed-growth chamber allowed shaped components such as
missile domes to be grown in this versatile equipment. The development of
this process was quite rapid, Pappis (1971) reported that usable ZnSe and
CdTe had not been grown by CVD, but results 1 on ZnS indicated that
suitable IR material could be made. The ZnS product suffered from low
angle scatter caused by the presence of pores and this was very obvious from
the transmission curves reported at that time. A year later Pappis et a/
(1972) reported that high optical quality ZnSe with measured absorption
coefficients between 0.004 and 0.007 em - I had been made, and that the ZnS
material had been greatly improved. The scatter loss in the ZnS had been
reduced by growing zinc rich material which exhibited a ZnH2 stretching
absorption at 6.0 p.m. Deposits of ZnS and ZnSe up to 13 mm thick and
430 x 600 mm 2 in area had been made, and physical property data for this
material were reported. Miles (1974) stated that equipment was available
to manufacture one metre square deposits and many physical properties
results were given. Pappis et a/ (1976) indicated that properties such as
spectral transmittance,. hardness, grain size, flexural strength and image
I
I,
102
Bulk materials for the jar infrared
spoiling were found to vary significantly with processing conditions. Hence
by the mid 1970s the deposition equipment had essentially been developed
and product development and refinement were taking place. In 1980 some
workers left the Raytheon Company to set up a new company called
Chemical Vapour Deposition Incorporated (CVD Inc) which now offers
ZnS and ZnSe products in competition with the Raytheon Company. In
addition, the UK company, Barr and Stroud, is now growing ZnS products
showing that the CVD of ZnS and ZnSe has become a well established
method. The exact details of this process are not available for commercialin-confidence reasons, but enough data have been published to give a
general description of the process since it is conceptionally quite simple.
Miles (1976) in a general article on infrared materials technology disclosed
data for ZnSe growth, and Savage eta/ (1984) reported the growth of ZnS
in a laboratory scale turnace. A schematic representation of the CVD
process based on these is shown in figure 4.20. The basic chemical reactions
t
•k
Dllllp box
H,
•
H
H1S
•
Zn
"'t
Schematic representation of an industrial scale CVD plant
for the growth of ZnS and ZnSe. H is the heater and Zn metal is the
hatched area.
Figure 4.20
II- VI compounds
103
for the growth of ZnS and ZnSe are
Zn(v) + HzS(g)--+ZnS(s) + Hz(g)
(4.6)
Zn(v) + HzSe(g)--+ ZnSe(s) + H 2 (g).
(4.7)
The reactions are carried out inside a carbon deposition cell mounted in the
~ork space inside a tubular carbon rod heater which is set close to the inner
wall of a large water cooled vacuum deposition vessel. The H 2 S or HzSe gas
together with inert carrier gas is ducted into the furnace from cylinders
through flow meters. The inert gas/HzS or HzSe gas mixture enters through
the base of the vessel and thus into the base of the carbon box mandrel. Zinc
is maintained in the liquid state (- 600 °C) in carbon pots at the base of the
growth mandrel box while argon carrier gas is fed into the top of the zinc
pots to pick up zinc vapour and is then ducted into the base of the carbon
box mandrel. In figure 4.20 the gas inlets are shown as simple holes in the
carbon base plates. However, in order to obtain acceptably flat growth
profiles on the box mandrel walls and a good deposition efficiency, it is
necessary for the reactants to mix well in the growth region. This condition
must be maintained over long periods of time without any disturbances,
such as the gas inlet pipes becoming blocked. Details of gas inlet pipe
geometry are of a commercial-in-confidence nature, but problems encountered in this area are discussed in general for several CVD systems by
Bryant (1972).
Product growth takes place on the mandrel walls (600-800 °C and about
40 torr). Most of the excess reactant in the gas stream is dumped in the
upper carbon chamber at the top of the box mandrel before the gas stream
is ducted out of the vacuum vessel through a rotary vacuum pump. Pressure
sensing and control equipment is positioned between the top of the vacuum
vessel and the pump. The effluent gas from the pump is then stripped of
residual HzS/HzSe by passing through a scrubbing system (e.g. a spray of
KOH). The clean gas residue is then passed out into the atmosphere.
Equipment of this type needs to be operated in f!. stable manner for long
periods of time in order to grow thick wall deposits. At the quoted rate of
up to 100 l'mh- 1 (Miles 1976) it takes four days' deposition to grow a 10 mm
thick deposit. This means one whole week is necessary allowing for heating
up and cooling down times. This strongly reducing low pressure process
results in high purity and high quality material compensating somewhat for
the experimental difficulty of maintaining uniformity of growth and
temperature over large areas during many days of operation.
CVD zinc sulphide
The transmittance capability of ZnS is shown by the continuous line
in figure 4.21(a). The cut-on edge at short wavelengths is consistent
with the energy gap .of 3.6 eV and the infrared absorption and cut-off
104
Bulk materials for the far infrared
80
60
/
/
/
/
--
-~
.
~
\
I
l_t
;-
"'
Ia I
-
I
-,
1:=-,_
,_'I
40
I
~ 20 1-
'-:':
L
.
~
,g
·e;
0
\b)
~
~
0
"'
-
6Of{
40
20
0
0.3
I
1.0
5
Wavelength l~m I
'
10
50
Figure 4.21 (a) Transmittance of CVD ZnS 6 mm thick: multispectral
material (full curve); 8-12 I'm infrared quality material (broken curve);
horizontal bars represent typical product variation due to scatter. (b)
Transmittance of cvo ZnSe 10 mm thick.
is consistent with data on multiphonon spectra reported in the literature.
A number of investigations have been made of the multiphonon lattice
absorption spectra of cubic ZnS (Johnson 1965, Irwin 1970, Kwasniewski
et a/ 1976). How~ver, until now the accuracy and reliability of some of
these measurements were limited in the two- and three-phonon regions
( -400-1000 cm- 1), because thick samples were unobtainable. Recently
Klein and Donadio (1980) have taken advantage of the availability of thick
polycrystalline CVD ZnS and the phonon dispersion data of Vagelatos et a/
(1974) to assign structural features seen in the two- and three-phonon
regions of the ZnS transmittance curve. A critical point analysis of twophonon events yielded a set of accurate zone edge mode frequencies which
were consistent with second-order Raman spectral characteristics as seen in
table 4.10, where T, X, L and W are wavevectors. It was also found that
the gross features of the three-phonon absorption edge could be described
in terms of four characteristic frequencies; LO = 330, TO= 295, LA= 193,
1
TA = 89 cm- which were attributable to optical branch overtones.
The colour of the early Raytheon material was dark reddish orange and
II- VI compounds
105
it exhibited visual scatter and strong Zn- H infrared absorption at 6.2 I'm.
Later material was Jess dark and exhibited less visual scatter. The spread of
transmittance of Raytheon production ZnS due to scatter is indicated by the
horizontal bars in figure 4.2l(a) and is taken from sales literature. Similar
literature for CVD Inc ZnS products indicates a rather better transmittance
shown by the broken curve in figure 4.2l(a). This curve is reasonably typical
of current good imaging quality 8-12 I'm infrared-grade ZnS exhibiting
Zn-H absorption.
Table 4.10
Critical point analysis: two-phonon summation spectrum in cubic ZnS.
Measured
Featuret position (cm- 1)
Phonon
assignment
Calculated
position (cm- 1) Comment:j:
I (k)
(m)
(s)
(s)
(m)
(s)
(m)
(m)
(k)
10 (s)
II (s)
12 (m)
13 (m)
14 (k)
15 (s)
16 (s)
2 (LO) (T)
2 LO(L)
2 01 (W)
LO(X) + TO(X)
2 TO(X)
2 Oz(W)
2 0 3 (W)
2 TO(L)
LO(X) + LA(X)
TO(X) + LA(X)
LO(L) + LA(L)
TO(L) + LA(L)
01(W) + Az(W)
LO(X) + TA(X)
TO(X) + TA(X)
2 LA(L)
704
668
662
650
636
612
602
596
544
530
526
490
450
420
406
384
2
3
4
5
6
7
8
9
704
668
662
650
636
612
602
596
544
530
526
488
450
420
406
386
R
Q
R§
Q,R
Q
R
R
also LO(L) + TA(L)
R
t k =kink, m =minimum, s =shoulder.
+
R is Raman active and Q is quadrupole allowed.
§ May also include the LO(L) + TO(L) summation at 632
em_,_
I
The major extrinsic impurity in this quality ZnS is hydrogen incorporated
during the vapour growth process resulting in zinc hydride absorption at
6.2 p.m as shown in figure 4.2l(a). Donadio eta/ (1981) have also suggested
that the poor short wavelength transmittance is caused by a combination of
zinc hydride impurity absorption (electronic states in the band gap) and
scattering resulting from interstitial excess zinc and anion vacancies at
normal lattice sites. More specifically it was suggested that the interstitial
excess zinc and anion vacancies may coalesce during growth, forming
clusters at nucleation sites such as grain boundaries and thus producing
additional scattering centres. These suggestions have been confirmed and
•
Bulk materials for the far infrared
106
developed further by Lewis et a/ (1984b) in an interesting study of extrinsic
absorption in ZnS. They present evidence which suggests that the main
lattice defect is a complex associate of a zinc hydride species and a sulphur
vacancy. The concentration of the hydride can be correlated with the degree
of visual optical scatter in the material, and this hydride species also gives
rise to electronic states within the band gap of the material leading to the
yellow-orange-brown coloration observed. The complex nature of the
Zn- H species is illustrated by the breadth of the IR absorption centred at
6.2 !Lm. The relationship between this infrared absorption and absorption
in the visible spectral region at 393 nm shown in figure 4.22 (Lewis et a/
1984b), suggests that the zinc hydride defect is responsible for the visual
coloration. This is plausible since earlier work has shown that absorption
in the visible spectral region at 539 and 427 nm is caused by a sulphur
vacancy with an associ~ted electron (Shneider and Rauber 1967). Lewis et
a/ also correlated the forward scatter (figure 4.23) with the optical absorption at 393 nm. These results, together with spectroscopic data on the
change of Cu emission bands with variation in hydride concentration, led
them to conclude that the main lattice defect, a sulphur vacancy associated
with a hydride species, was responsible for the visible coloration and scatter
as well as the 6.2 !Lm infrared absorption. Further work has shown (Lewis
et a/1984b) that the yellow-orange-brown material can be annealed in H 2 S
or inert gas in the temperature range of 800-900 °C to a virtually colourless
state. The material can also be grown in this near colourless state at high
HzS/Zn ratio, in each case showing little evidence of the 6.2 !Lm zinc
hydride infrared absorption. However in each case visual scatter, although
reduced, was still present in the annealed or as grown material, indicating
the continued presence of lattice defects. The removal of these defects to
yield a material transmitting in the visible, near and far infrared bands is
discussed in the next chapter. Other extrinsic absorption can arise from
impurities incorporated during the growth process resulting either from the
120
240
360
Zinc hydride content (ppmal
Figure 4.22 Absorption coefficient at 393 nm plotted against zinc
hydride content for 8-12 !Lm quality ZnS experimental material.
II- VI compounds
107
reactants themselves or from the carbon used in the construction of the
CVD growth module. An example of this is iron incorporated as Fe2 + which
gives rise to a broad absorption between 2.5 and 5.0 I'm (Lewis et all984a)
of significance where 3-5 I'm transmission is important. Thus the purity
level of the reactants, and the carbon used to make the growth module need
to be related to the final use of the material to ensure a useful product and
good economics of production.
_..-· ~-----·-­
.
~so
~-
:;;
!
60
a 40
~20
------·
./.··
·"
./·
!{
0
2
4
Total absorbance at 393 nm {arbitrary units)
Forward scatter plotted against total absorbance at
393 nm for 8-121'm quality ZnS experimental material.
Figure 4.23
The significant optical properties of 8-12 I'm quality ZnS are given in
table 4.2. The early Raytran refractive index data were obtained on dark
orange brown material at the NPL while the product information is taken
from Schott information (1982a) for current Raytran material ·and similar
figures are available for CVD Inc material. Both sets of data show higher
values of refractive index than the Irtran material, which is consistent with
its less dense hot pressed physical form. There is no information on
refractive index variation with the different products in terms of scatter and
1
colour. However, in table 5.2 data are given for the visually clear multispectral Raytran material (Cleartran) and it is seen that the refractive index
varies by only about 0.0002 between this material and the opposite extreme,
the very dark brown 8-12 I'm quality material (table 4.2) when measured
on the same equipment. Hence it would appear that any product variation
of the 8-12 I'm quality material is unlikely to affect the far infrared refractive index except perhaps in the fourth decimal place. The absorption at
10.0 I'm (Klein et a/1979) and the temperature coefficient of refractive index
are also given in table 4.2. The image spoiling properties of ZnS are of
considr.rable importance and published information indicates that these are
satisfactory (Connolly et a/ 1979). It is reported that standard 8-12 I'm
quality ZnS made by CVD Inc shows a refractive index homogeneity of
under 100 ppm (Donadio et a! 1981) and this correlates with Raytheon
108
Bulk materials for the far infrared
literature. Klein et a/ (1979) discussed the image' spoiling properties of
Raytran ZnS in terms of the modulation transfer function (MTF). It was
reported that recent advances in production techniques had resulted in
material exhibiting no image spoiling. A 250 mm diameter ZnS window at
the entrance aperture of an MTF test system did not have any significant
effect on the contrast transmittance, even at spatial frequencies as high as
20 cycles m - 1 • Quoted values of An as measured at the NBS, USA were
under 1 x 10- 4 • It was concluded that scattering and transmittance variation at short wavelengths does not degrade the optical quality at 8-12 p.m,
and at such wavelengths the windows examined were diffraction limited.
Thus the ambient temperature optical properties of ZnS are reported to be
satisfactory. However, since the primary use of ZnS is likely to be the air
environment, high temprrature properties are also important. Some information on transmittance and emittance (Klein et a/1979) and on the effects
of aerodynamic heating on forward looking infrared (FLIR) imagery
(Whitney 1976) is available, but detailed high temperature property results
are sparse. The situation is similar for· other physical properties such as
breaking strength, Young's modulus, thermal conductivity, etc. Some· of
the ambient temperature properties taken from the manufacturers' literature and Connolly et al (1979) are given in table 4.3. Infrared windows
fabricated from a brittle material such as ZnS sustain damage causing loss
in transmittance when they are exposed to rain at high velocity. This rain
erosion has been studied by Adler and Hooker (1978a) for hot pressed ZnS
with a 1-2 p.m grain size, and for vapour grown ZnS with a 20-100 p.m
grain size. Optically polished specimens were exposed to a standard rainfall
of 2.5 em h - 1 consisting of 1.8 mm mean diameter water drops in a rotating
arm erosion facility. It was found that hot pressed ZnS eroded via intergranular fracture. Rather than producing extensive surface disruption
through the nucleation and growth of erosion pits, the fractures propagated
along a small number of conical paths deep into the interior of the specimens.
Mass loss eventually initiated with grain ejection along the circular fractures. Continued mass loss resulted from preferential enlargement of a
relatively small number of erosion cavities. In spite of the fact that the
mechanical properties of the hot pressed and vapour grown material are
similar, the latter eroded less rapidly under similar conditions. The vapour
grown ZnS also underwent primarily subsurface rather than surface
damage. The subsurface damage consisted of conical fracture segments
smaller than those observed in the hot pressed material. Surface damage
consisted of incomplete arrays of fine circumferential fractures together
with small isolated pits. After 350 impacts/cm 2 the fracturing of the
material resulted in a transmittance loss of about 7fl!o at 11.0 p.m. Many
polycrystalline materials are strengthened by reduction in grain size but
complications may ·arise for rain erosion. The grain size may be an
appreciable fraction ofthe drop diameter or in the case of very small grains
II- VI compounds
109
the entire grain boundary may be impacted. In these conditions the grain
boundary mechanical properties, influenced by the fabrication technique,
may be important in relation to rain erosion to a larger extent than might
be indicated by the bulk mechanical strength.
In later studies Hackworth (1979) showed that in single 2.0 mm diameter
water drop impact studies fracture was initiated in vapour deposited ZnS
at slightly below 175 m s - 1 • Tests were also conducted in a small drop rainfield with a mean drop diameter of 0. 75 mm and a rainfall rate of
1.0 cmh- 1 • At 90° impact angle the threshold velocity for damage to occur
was slightly less than 192 ms- 1 • Table 4.11 presents representative samples
of the results generated by the experiment to investigate velocity and impact
angle in the small drop rainfield. The data illustrate three general features
observed for all of the specimens:
(i) the transmittance at shorter wavelengths was more sensitive to
damage,
(ii) the loss of transmittance was approximately linear with exposure
for all wavelengths,
(iii) the loss of transmittance at short and long wavelengths were
closely related.
Table 4.11
Representative data from small drop rainfield experiments with ZnS.
Impact
velocity
Impact
angle
Cumulative
exposure
Specimen no
(ms- 1)
(deg)
(min)
3
5
8
10
17c
222
90
0
6
12
18
30
71
67
63
58
51
70
68
66
64
58
72
71
69
67
65
60
69
67
64
61
54
69
68
68
65
59
7c
340
45
0
10
20
30
40
Transmittance at
Xf'm("lo)
I
70
68
67
61
72
71
70
68
62
71
70
70
68
62
Work on liquid jet impact damage on ZnS was done by van der Zwaag
and Field (1982). In this work the high velocity rain drop impact was
stimulated by firing a liquid jet at stationary ZnS samples using the
technique originally develop~d by Bowden and Brunton (1961). The CVD
110
Bulk mater"ials for the far infrared
Raytheon ZnS specimens used in this work were shown to possess a columnar grain structure of average dimensions 2 x 2 X 25 1Lm 3 • The axes of the
columnar grains were normal to the specimen surface i.e. the plane of
deposition. The ( 100) direction was normal to the surface of the specimens
and hence parallel to the axes of the columnar grains. The critical stress
intensity factor K 1c was measured using the Vickers indentation technique
developed by Lawn and Fuller (1975). The average value determined was
K1c = 0.75 ± 0.05 MNm- 312 (fracture surface energy 3.4 Jm- 2 ) and this
agrees reasonably well with other data of Adler and Hooker (1978b)
K1c = 0.67 MN m - 312 (four-point bending technique) and Williams and
Evans (1973) K1c = 1.0 MNm- 312 (double torsion technique). Before
impact testing, the ZnS specimens (50 mm diameter, 3 mm thick) were
bonded and acoustically ,matched to a rigidly mounted 10 mm thick ZnS
specimen in order to red~ce the effects of reflected stress waves on impact
damage. A hydraulic bursting disc technique was used to measure the
fracture stress of the specimens after impact and to quantify the impact
damage. The average fracture stress of eight unimpacted specimens and
eight impacted but undamaged specimens was 76 MPa with a standard
deviation of 5 MPa. This is much lower than the value of 100 MPa reported
by Adler and Hooker (1978a) and was attributed to a poor surface finish
on the specimens as received. No reduction in strength or visible damage
occurred up to 125 m s - 1 for specimens impacted with 4 mm diameter
drops. From these results the calculated threshold velocity for 2 mm drop
impacts was 175 ± 5 ms- 1 which agrees with the results of Hackworth
(1979). For specimens impacted at 150-600 ms- 1 the fracture stress was
always lower than the initial value and was typically in the range
36-44 MPa. The decrease in fracture stress was particularly large over the
velocity range 125-175 ms- 1 • From 200 to 600 ms- 1 the residual strength
still decreased continuously with impact but at a much lower rate. Examination of the damage features revealed that there were two types of preexisting defects: a high density of very small defects, which were responsible
for the large number of relatively small cracks observed in the damaged
area, and much larger defects, which led to very large final crack sizes. The
second type of defect was most likely to be caused by grinding, polishing
and handling damage, but the first type of defect was classed as a grain size
related phenomenon. Although the effect of grain size on rain erosion
damage in ZnS has not yet been studied, it is likely that the threshold
velocity will depend on grain size. In general the smaller the grain size the
higher the impact velocity required for crack growth but the work of Adler
and Hooker (1978a,b) on hot pressed and vapour grown ZnS must be
considered. However this effect of grain size on rain erosion resistance
would be well worth studying in ZnS, since Hackworth and Kocher (1978)
have shown that the rain erosion resistance of CVD ZnSe increases markedly
with decreasing grain size. Also Lewis eta! (1984c) have recently reported
II- VI compounds
Ill
a study relating the grain size of vapour grown ZnS to Vickers hardness and
fracture toughness measured by the indentation method. In this work the
fracture toughness was found to reach a maximum value between 5 and
10 p.m grain size, peaking at the high value of 0.8 MN m -J/2 at around
8 p.m. Thus there may be im optimum grain size for minimising rain erosion
damage of ZnS since it has been suggested that a high value of fracture
toughness is instrumental in retarding crack initiation (Evans eta/ 1980).
Van der Zwaag and Field (1982) have not claimed that there is complete
agreement between jet and drop impact damage because of the different
loading conditions i.e. the flow pattern of liquid over the surface leads to
differences in the crack profiles, the deformation in the undamaged zone
and the total extent of the damage. However they consider their work shows
that the very simple and inexpensive jet technique can be used to obtain a
good estimate of drop impact damage over a wide velocity range. Further
information on the single drop liquid impact and Vickers hardness in relation to grain size for ZnS is reported by Field eta/ (1983). Case and Evans
(1983) discuss the water impact velocity dependence of the crack growth and
Corney and Pippett (1983) report the effect of the erosion duration on the
10 p.m transmittance of ZnS for multidrop impact in a simulated rainfield.
CVD zinc selenide
The transmittance of ZnSe is shown in figure 4.21(b). The cut-on absorption edge is consistent with the energy gap of 2.67 eV and the far infrared
cut-off edge occurs as a result of multiphonon absorption. Mitra (1966)
studied optically active multiphonon processes in hot pressed and
monocrystalline ZnSe. The infrared reflection, transmittance and Raman
spectra were investigated, and critical point phonon frequencies were
obtained from an analysis of the spectra. Also Bendow et a/ (1977) performed experiments and theoretical investigations of multiphonon infrared
spectra in the three- and four-phonon regimes of cvn ZnSe over a range of
frequencies and temperatures. It was concluded t}lat the principal factor
determining the spectral shape was the density of phonon states and that
selection rules played a relatively minor role in the many-phonon regime.
Zinc selenide is a visually clear yellow polycrystalline material (grain size
-70 p.m) transmitting in the range 0.6-15 p.m (a 10 mm thick sample),
essentially free of extrinsic impurity absorptions. It can be produced in sizes
up to 750 X 1000 mm2 and thicknesses up to 38 mm. Product sales
literature quotes the absorption coefficient at 10.6 p.m to be 5 x 10- 4 em - 1
but Lipson (1977) quotes values of 8-18 X 10- 4 cm- 1, implying the
presence of non-uniformly distributed bulk or surface absorption. In this
work Fourier transmittance spectroscopy and laser calorimetry were used to
characterise extrinsic bulk and surface absorption. The main identifiable
extrinsic bulk absorption was zinc hydride, whose free diatomic molecule
has a vibrational mode. at 1608 em - 1 • When present in the ZnSe the zinc
I.I
112
Bulk materials for the far infrared
hydride absorption is centred at1620 em - 1 with an absorption coefficient of
about 0.015 cm- 1 at ambient temperature. In addition Lewis and Arthur
(1982) have confirmed that the major impurities in ZnSe are the zinc
hydride species and also transition metal impurities. These arise either in the
reactants or, more likely, from the growth furnace environment. ZnSe is
n-type with a DC resistivity of 10 10-10 12 n em. However, the electrical
properties have been shown (Russell et a/ 1981) to be controlled by the
presence of potential barriers at grain boundaries, resulting from the
segregation of impurities making straightforward bulk electrical assessment
subject to error. For instance, where a high free-carrier absorption was
observed in the material the DC resistivity measured was much higher than
would be expected from a calculation of the free-carrier density. Hence a
high DC resistivity is nVJt necessarily indicative of the lack of free-carrier
absorption. Lewis and Arthur (1982) studied the optical absorption of
surfaces and of free-carriers in the bulk of the material. It was found that
the surface absorption was dominated by the presence of water and
hydrocarbon impurities but could be reduced by careful cleaning. Free-carrier
absorption was only found in material grown under zinc rich conditions and
evidence provided by photoluminescence and thermoluminescence studies
suggested that this absorption was a consequence of shallow electronic
states in the material. The magnitude of the free-carrier absorption was
reduced by several orders of magnitude after annealing under inert gas
conditions, and this behaviour was described by a model involving the
diffusion of impurities (e.g. Fe, Ni or Cr) from grain boundary sites. From
the materials growth point of view, this means that these impurities and the
known dopants such as AI, In and Na plus the material stoichiometry
(i.e. Zn/Se ratio) need to be controlled in order to achieve low values
( < 1 X 10- 3) of absorption at 10.6 J.lm. This is not a serious problem for
relatively low power applications, such as target acquisition optical
components or FLIR windows, but is more difficult in the production of
material for high power C0 2 laser applications (Lipson 1977). Hence ZnSe
is available as 'FUR-window' and 'laser-window' quality, the major
difference between them being their purity.
Some of the optical properties of ZnSe at ambient temperature are given
in table 4.2. The early Raytran refractive index data were obtained at the
NPL, England, while the product information was taken from Schott
literature (1982b) for current Raytran material and similar values are
available for CVD Inc material. The absorption at 10.6 J.lm was taken from
the latter source. The temperature dependence of the absorption .coefficient
as measured on the early Raytran ZnSe (with a much higher absorption
coefficient of 0.003-0.007 em - 1) at 10.6 J.lm and the ambient temperature,
were measured by Skolnik et a/ (1974). The expected theoretical multiphonon dependence of the absorption coefficient was not observed and was
probably masked by impurity loss, giving an apparent temperature-
II- VI compounds
113
independent absorption in the temperature range from ambient to 300 o C.
There is some discrepancy regarding the temperature coefficient of the
refractive index. The manufacturers quote 0.6 X 10- 4 °C- 1 as measured by
Thompson et a/ (1979) and this is in good agreement with earlier data on
hot pressed ZnSe, measured by Hilton and Jones (1966b). However,
Skolnik and Clark (1974) measured some early Raytran ZnSe and derived
an experimental value of about 1 x 10- 4 °C- 1 in good agreement with a
theoretically derived value of 1.2 x 10- 4 °C (Tsay eta/ 1973). Since this
material is important for use in laser systems the discrepancy needs to be
resolved, but in the meantime, the lower value is quoted in table 4.2 since
there is greater experimental evidence for these data. The stress optic
coefficients of Raytran ZnSe have been measured at room temperature with
the optical propagation parallel to the deposition direction (Goldstein
et a/ 1975). The values obtained. for '1!' 11 and '1!' 12 respectively were
- 1.48 ± 0.05 pm2 N- 1 and + 0.22 ± 0.05 pm 2 N- 1 • ZnSe is much easier to
grow in an optically homogeneous and scatter free form than ZnS, hence
its image spoiling properties are better than those of ZnS. The manufacturers claim a refractive index homogeneity of under 3 X 10- 6 at 10.6 I'm
for ZnSe but only less than 100 x 10- 6 for ZnS. In general, data on the high
temperature optical, thermal and mechanical properties are not available
but some ambient temperature thermal and mechanical properties are given
in table 4.3. Studies have been made of the fracture properties of vapour
grown ZnSe by Evans and Johnson (1975) and Freiman eta/ (1975). They
independently showed that the material exhibited slow crack growth which
was moisture dependent suggesting a stress corrosion mechanism according
to
(4.8)
It was also demonstrated (Freiman et a/1975) that in medium to large grain
ZnSe failure occurred from flaws contained in 1 or 2 large grains, so that
the failure was controlled by the single crystal fracture energy of about
0.8 Jm- 2 rather than the polycrystalline value of around 5.6 Jm- 2 • The
fracture toughness parameter K1c obtained for monocrystalline and
polycrystalline material was found to be 0.33 MN m - 312 and
0.9 MN m - 312 , respectively. The rain erosion damage threshold of ZnSe
when impacted with 2.0 mm diameter water drops was (Hackworth 1979)
between 137 and 152 ms- 1 • The depth of cracks at 152 ms- 1 impact
velocity was about 0.04 mm, at 222 ms- 1 impact velocity, about 0.14 mm
and at 340 ms- 1 impact velocity, about 0.68 mm.
The infrared transmittance properties of vapour grown ZnSe are better
than those of ZnS, particularly beyond 10 JLm, as seen from figure 4.21.
However, the hardness and strength of ZnSe are roughly half those of ZnS
which limits the manner in which ZnSe can be used in the air environment.
One approach to improve this, being researched by the manufacturers of
j,
114
Bulk materials for the jar infrared
CVD ZnS and ZnSe (Donadio et a/ 1981), is the development of a two-
layered material consisting of a thin surface layer of ZnS deposi.ted on a
substrate of ZnSe. Improved rain erosion resistance is provided by a layer
of ZnS thin enough not to degrade the transmittance of the ZnSe substrate
significantly. This substrate material is prepared in the normal CVD manner, polished to provide a flat interface and then exposed in a CVD chamber
once more to apply about a I mm thick layer of ZnS. Significant technical
problems are the ZnSe surface preparation to provide a good bond and also
a non-scattering interface, and containing the tension in the layered
material. The tension is due to the thermal expansion mismatch between the
ZnS and ZnSe and is likely to limit the use of this material to symmetrical
shapes able to withstand this stress. Since earlier it was seen that the grain
size of the ZnS affects the rain erosion resistance, it will be necessary to
tailor the grain size of the ZnS surface layer to suit particular uses if this
specific materials approach succeeds into production.
4.5 Advanced Optical Window Materials
8-12 I'm thermal band sensors will probably play a major role in future
target acquisition and weapon aiming devices, surveillance equipment,
alerting devices and missile homing seekers in the military field
(Papayoanou 1982). The windows of equipment deployed on aircraft and
guided weapons will be subjected to harsh environmental conditions, such
as rain erosion and thermal shock caused by aerodynamic heating. Thus the
thermal and mechanical properties of the window material must be near
optimum if the windows are to survive. It has been demonstrated that
germanium is an unsuitable window material where major aerodynamic
heating is likely to occur, since free-electron absorption increases markedly
above 70 °C. GaAs was seen to be more advantageous retaining good
transmission up to about 200 °C. However, for applications up to several
hundred degrees centigrade, ZnS is the most suitable of the present generation 8-12 J'ID transmitting materials from thermal and mechanical considerations (Whitney 1976). It will withstand moderate rain erosion
conditions, particularly at small angles of incidence, for reasonably long
periods. However it is insufficiently resistant to survive undamaged for
more than a few minutes in the most severe rain erosion conditions of I in
rain per hour at 223.5 ms- 1 at normal angle of impact (Hackworth 1979).
The thermal and mechanical properties of ZnS are also likely to be inadequate for the most demanding of future requirements. Hence there is a need
for an advanced optical window material for 8-12 I'm with similar
transmittance characteristics to ZnS but with enhanced thermal and
mechanical properties. In general this is a difficult problem since materials
with strong chemical bonds tend to exhibit good thermal and mechanical
115
Advanced optical window materials
properties but poor far infrared transmittance. There is a compromise
amongst these conflicting factors in that materials possessing the cubic
crystalline structure generally exhibit useful far infrared transmittance and
in some materials the bonding is sufficiently strong to yield acceptable
mechanical properties (e.g. germanium). Much survey work has been done
to find materials likely to possess better thermal and mechanical properties
(Savage and Marsh 1981, Musikant et a/1978). Rare earth ternary sulphides
have emerged as strong candidates for investigation. This relatively
unknown family of refractory crystalline rare earth ternary sulphides has
the general formula ABzS4, where A is a divalent cation and B is a trivalent
rare earth cation. They offer the potential of yielding better general physical
properties and also possibly multi-spectral capability as inferred by their
energy gaps. Many of this family of c;ompounds can be categorised
crystallographically from information available in the literature. A
number of workers have studied their crystal chemistry (Flahaut et at 1960,
1965, Yim et a/ 1973, Prevenzano 1976) and have shown that several
crystal structures (- 8) can occur. Some of the data available are given in
table 4.12. For the present, the two structures of interest are the cubic spinel
and thorium phosphide ones. In the spinel structure the two cations A 2 +
and B3 + are in 4-fold and 6-fold coordination, respectively, with the ionic
radius of AZ+ less than B3+, while in the thorium phosphide structure the
two cations are both 8-fold coordinated, of similar size, and are situated on
similar crystallographic sites. These compounds are reported to possess
band gaps of 1.8-2.8 eV (Provenzano 1976) so that free-electron absorption should not be a problem, and the materials possessing the higher band
gaps should offer multispectral capability into the visible ( -0.6 I'm). The
high coordination number, high atomic weights and large interatomic
distances in these structures all imply low fundamental vibrational frequencies and thus good far infrared transmittance. Typical fundamental
Table 4.12 Some known structures of ABzS• compounds, where T is the thorium
phosphide one, S the spinel and 0 the orthorhombic.
Sc
Yb
Eu
Zn
Cd
Pb
Mg
Ca
Sr
Ba
s
s
s
y
s
0
0
0
0
La Ce
Pr Nd Sm Eu Gd Tb Dy Ho Er Tm Yb Lu
T
T
T
0
0
T
T.
T
T
T
0
0
s
s
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
s
s
0
0
s
s
T
T
T
T
T
T
T
T
T
T
T
0
0
T
0
0
T
0
0
0
0
0
116
Bulk materials for the jar infrared
frequencies for the spinel structure and the thorium phosphide structure
AB 2 S4 compounds are reported as about 447 em- 1. and 266 em- 1 , respectively, (Provenzano 1976) indicating adequate 8-12 I'm transmittance for
bulk material uses. Data on the vibrational spectra of thorium phosphide
compounds are provided by Provenzano et a/ (1977) and on spinal cubic
sulphide compounds by Boldish and White (1978).
The reason for exploring these materials is to assess the thermal and
mechanical properties (thermal expansion, thermal conductivity, hardness,
Young's modulus, fracture toughness and stress) in order to assess their
potential as advanced optical windows. While hardness, thermal expansion
and Young's modulus can be measured on small samples, fracture stress
measurements require samples of about 25 mm diameter and at least 3 mm
thick, either to be used in a bursting disc technique or to cut bars from
a miniature three- or fm;r-point breaking technique. So that the results can
be statistically significant, tests on at least 10-20 specimens are needed.
Thus a preparative technique is required which can yield material of
sufficient uniformity and size to make such measurements. The melting
points of these materials are high (- 2000 ° C), they are volatile close to
their melting points and a number of them are likely to dissociate at these
high temperatures. Hence growth from the melt is difficult and can only be
achieved in small thick-walled sealed tantalum or tungsten containers.
Although some useful results could perhaps be obtained on monocrystalline
material, the experimental laboratory technique by which melting is
accomplished does not normally yield large enough area material for
mechanical property assessment. A laboratory vapour growth technique
such as that for ZnS and ZnSe (Miles 1976) would be very expensive and
technically demanding to set up for rare earth ternary sulphides. Having
established that the transmittance window is adequate for these ternary
sulphides, then the hot pressing technique (Pearlman et a/ 1973) is quite
acceptable providing each material is pure enough to avoid second phase
strengthening. For example, the thermal and mechanical properties of hot
pressed Irtran ZnS and ZnSe were very similar to the more recently produced vapour grown material, the major difference being in their optical
quality.
In early work on this family of materials (White et a/1981, Chess eta/
1983a) the sulphioe powers for hot pressing were made by firing mixed
carbonates and oxides, such as CaC0 3 and La2 0 3 , to make CaLa2 S4 at a
temperature of 950-1100 °C in flowing H 2S for periods of three to seven
days. Exact weighing and thus stoichiometry control was difficult because
of the hydroscopic nature of La2 0 3 (Chess et a/1983a). In later work (Lewis
et a/!983), nitrate solutions of the alkaline- and rare earths were separately
made up, assayed and then mixed in appropriate proportions to yield the
stoichiometric oxide mixture after evaporation and firing in air or nitrogen.
The mixed oxide was then immediately converted into ternary sulphide by
Advanced optical window materials
117
firing in HzS or HzS/Nz. This technique was crucial in obtaining a very fine
particulate ternary sulphide which had fully reacted at a low enough firing
temperature to avoid grain growth and sintering. A rapid decomposition of
solution technique (RDS) (Lewis et a/ 1983), where the mixed nitrate
solution is rapidly heated from cold to give a honeycomb of mixed oxide,
yielded satisfactory material. An evaporative decomposition of solution
technique (EDS) (Chess et a/ 1983a,b, Lewis et a/ 1983) in which nitrate
solution was sprayed through a hot furnace to yield fine particulate mixed
oxide was also very successful in generating oxide material for conversion
to ternary sulphide. The sulphide optical ceramics were then prepared by
hot pressing either in an inert gaseous atmosphere, or in a vacuum inside
a titanium-zirconium-molybdenum (TZM) die or a high density graphite
one at a temperature of 1300-1500 °C and a pressure of 48-85 MNm -z.
Alternatively the cold pressed sulphide powder was sintered in an H 2 S
atmosphere for 5 hat 1400 °C and then hot isostatically pressed (HIP) for
30 mm at 1450 °C at an argon pressure of 0.17-0.21 GPa (Beswick eta/
1983). A number of materials have been prepared for physical property
assessment by Beswick et a/ (1983), Walker and Wood (1984) (CaLazS•)
and by Lewis et a/ (1983) (SrLazS•, MgSczS4, CdErzS• plus LazS3 for
comparison purposes). It is too early to predict the long term viability of
any of these compounds as advanced infrared window materials, but initial
property data listed in table 4.13 are encouraging except for the high
coefficient of thermal expansion and low thermal conductivity data. Most
research has been done on CaLa2S4 and in figure 4.24(a) the optical absorption edge of this material is shown, and in figure 4.24(b) (broken curve) the
impurity dominated infrared transmittance of early hot pressed samples is
seen (Lewis eta/ 1983). Oxygen contamination leads to S04 (9.1 I'm) and
S03 (10.8 JLm) absorptions, and an infrared opaque phase present because
of non-stoichiometry may well account for the reduced transmittance at
Table 4.13 Some provisional physical property data on 'll!r1y samples of rare earth
ternary sulphide materials.
Thermal expansion
Hardness coefficient
Material Vickerst (10- 6 oC- 1)
CaLazS•
SrLazS4
CdErzS•
LazS,
571
531
302
620
14.8
14.4
7.5
10.0
t Lewis et a/ (1983).
t Lewis eta/ (1984a).
§ Saunders et a/ (1984).
Young's
Thermal
modulust
conductivity§
(lOu Nm- 2) (10- 3 calcm- 1 s- 1 K- 1)
0.9
4
Bulk materials for the far infrared
118
Wavelength (nm)
300
500
1000
2000
1500
'
lal
I
...il
60
~
c
E
~
/
/
I
40
I
0
/
20
I
I
I
I
I
\
/
~
I
I
\
I
c
,=
,'-0\
I
\I
v
I
0
0.5
1.0
5
Wavelength
lbl
10
'
50
l~ml
Transmittance of CaLa2S4 showing: (a) the optical
absorption edge (Schevciw and White 1983); (b) the infrared transmittance of early hot pressed CaLa,s., 0.46 mm thick, demonstrating
extrinsic absorption (Lewis et a/ 1983) (broken curve); the infrared
transmittance of hot isostatically pressed CaLa,S4 , 1.5 mm thick showing a marked reduction in extrinsic absorption (Lewis et a/1984a) (full
curve).
Figure 4.24
short wavelengths (White et a/1981). Lewis eta/ (1984a) and Saunders et
a/ (1984) reported a much improved transmittance, shown by the full curve
in figure 4.24(b) demonstrating the improvement resulting from continued
research.
5
Bulk Multispectral Materials for the Visible,
Near, Mid and Far Infrared and Materials
for use beyond 12 I'm
i
I
The most robust and chemically inert materials which are useful in the
0.4-12 ,urn spectral region are multispectral ZnS, ZnSe and diamond.
Diamond, which is rare and expensive, has been used for window applications on space vehicles, but is not generally applicable in terrestial applications. ZnS and ZnSe have recently become available as high quality off-theshelf optical materials, and are hence important for applications where the
moisture sensitive and less robust alkali halide materials are unacceptable.
However, chlorides, bromides and iodides are amongst the most versatile
of all the infrared optical materials, offering transparency from the uv to
60 ,urn. They are also the most well known, the cheapest and easiest
materials to synthesise, and have been used for many years in laboratory
equipment. Recent work in many fields, on the reduction of optical loss, the
improvement of mechanical strength by hot forging, and the development
of protective coatings to reduce or eliminate moisture attack (Chapter 9),
has made possible the wider usage of these materials in thermal equipments.
They are also the only widely available materials offering useful transparency between about 12 and 60 ,urn. Many of the fluorides have been
discussed in Chapter 3 but one of the least well kno~n of them, and perhaps
the most likely to be considered as multispectral because of its extended far
infrared transmittance, is PbF2. Since this material has been considered as
a lens element (Aurin 1983) for visible to far infrared multispectral applications it is discussed here, together with other multispectral materials.
5.1
Diamond
Amongst currently available substances, diamond must be considered the
ultimate infrared optical material because of its superior optical and
mechanical properties. The purest specimens are multispectral, transmitting
in the uv, visible and IR. The most obvious use of the material is in
I I
I,
Bulk multispectral materials
120
windows which are required to survive rigorous thermal and mechanical
environments while still retaining visible and/or infrared transmittance.
Naturally occurring diamond is the source o( material for these window
applications since synthetic diamonds are too small. Diamond is composed
of the single element carbon, and only nitrogen and boron are known with
certainty to be incorporated into the diamond cubic crystalline lattice (Field
1979). It is classified into two types, each of which is divided into two subtypes, Ia and Ib, and lia and lib. Most natural diamonds are of type Ia,
and contain roughly 0.1 o/o nitrogen 'impurity which gives rise to a strong
absorption in the uv. Type Ia is transparent from 0.3-100 p.m but definite
absorption bands occur from about 6 to 13 p.m. In some specimens these
bands are relatively weak thus allowing as much as 50% transmittance
through thin sections. Many type I diamonds are yellow in colour due to
the strong uv absorption at 0.415 I'm. Thus when only infrared transmittance is required, type I material would be a possible candidate since yellow
material is likely to be cheaper than clear material. Type Ib occurs very rarely in nature (synthetic diamonds are of this type) and contains of the order
of 500 ppm of nitrogen on substitutional lattice sites. Type lib material
possesses a low nitrogen content, so low that the boron acceptors are not
compensated and the crystals demonstrate p-type semiconducting
behaviour. In addition they occur very rarely (<0.1%) and only about a
tenth of these are free from strain. Thus type lia material is preferred for
visible and infrared optical applications. Type lia diamond transmits radiation from the fundamental absorption edge at 0.22 I'm in the uv to about
3. 7 I'm in the infrared and then, for wavelengths greater than 6 I'm, as
shown by the transmittance spectrum of figure 5.1.
80
~
"- 60
~
c
,g
·e 40
~
c
0
"'
20
0
2
5
Figure 5.1
so
10
Wavelength
100
!~ml
The transmittance of type Ila diamond 2mm thick.
Smith et a! (1962) have studied the lattice vibration in diamond by
infrared absorption. Spectra of the two-phonon region of lattice absorption
Multispectral
CVD
materials
121
in diamond were analysed to give the characteristic phonon energies listed
in table 5 .1. The refractive index from the uv to the near infrared has been
measured by Peter (1923) and values in the near and far infrared have been
calculated by Saul and Williams (1978) and these data are listed in table 5.2.
Research on the fracture and strength properties of diamond is difficult
because of the small size of the specimens available which may contain
defects and internal strain and their high cost. Average values for the
strength in table 5.3 are based on indentation methods, and hardness values
were obtained using a 500 g load. Data on the physical properties of
diamond are given by Berman (1965) and by Field (1979). Ditchburn (1982)
discusses the use of diamond as an optical component material particularly
in space optics. Probably the largest diamond window used in space was
fitted to the Pioneer Venus infrared radiometer. This window, 18.2 mm in
diameter and 2.8 mm thick, was reported (Anon 1979) to have worked well
throughout the mission. In such circumstances the cost of the diamond
window is relatively small compared with the cost of the whole mission.
However, care is necessary in its use to avoid graphitisation and oxidation
effects (in oxidising atmospheres) at high temperatures (Evans 1979).
Table 5.1 Characteristic phonon energies of diamond. Two-phonon cut-off at
0.330 eV.
Observed feature (eV)
Assignment
Calculated energy (eV)
0.319-0.315
0.302
0.281
0.267
0.251
0.244
2 TO
TO+LO
TO+LA
0.316
0.302
0.281
0.267
0.251
0.237
LO+LA
TO+TA
LO+TA
I
5.2 Multispectral
CVD
Materials
5.2.1 Multispectral ZnS (0.4-12 p.m)
There are potential applications for windows with simultaneous transmittance in the visible and infrared spectral bands (i.e. visible and/or 1.06 I'm
and/or 3-5 I'm and/or 8-12 I'm transmittance). Standard 8-12 I'm grade
ZnS offers good 8-12 I'm transmittance, (figure 4.21(a)) but poor visible
and near IR transparency, because of scatter and a yellow orange coloration attributed to hydride impurity (§4.4.2). Recently Donadio eta/ (1981)
have described a new development in ZnS processing which is able to yield
water-clear ZnS suitable for multispectral applications. These authors
Optical properties of multispectral materials.
Table 5.2
Refractive index (RI) at x
Material
0.4
0.7
Diamond2.5452
Zns
2.3307
Cleartran (0.40466) (0.70652)
ZnSe
2.5568
-
1.5675
1.5107
1.5912
1.0
3.0
4.0
5.0
8.0
-
J!ffit
10.0
12.0
20.0
40.0
60.0
-°C 0.5
2.3818 2.3812 2.3809 2.3806 2.3805 2.3805 2.2917 2.2577 2.2523 2.2466 2.2233 2.2008 2.1710 (1.014)
2.4892 2.4376 2.4332 2.4295 2.4173 2.4065 2.3930 -
-
-
-
-
20
-
1.5320
1.4798
1.5444
2.0224
1.2978
-
20 + 1.5
(0.546)
20 -0.313
20 -0.313
20 -0.359
24 -0.61
(0.610)
25 -2.53
(0.579016)
20 -0.853
1.5797 20 - 0.970
-
NaCJ
KCI
KBr
AgCI
-
1.5387
1.4856
1.5527
2.0459
KRS5
-
2.5299
2.4462 2.3857 2.3820 2.3798 2.3745 2.3707 2.3662 2.3406 2.2105
1.6888
1.7736
1.7550
1.6785 1.6695 1.6687 1.6679 1.6653 1.6630 1.6602 1.6440 1.5587
1.7576- 1.7444 1.7434 1.7428 1.7410 1.7396 1.7378 1.7280 1.6784
1.7415 1.7236 1.7166 1.7081 1.6713 1.6367 1.5960
(I 1.9)
CsBr
Csl
PbFz
1.7357
1.8506
1.8180
t
~-tm
Accurate
Temperature
coefficient RI at
4 0
X pill (10C)t
1.5242
1.4737
1.5368
2.0023
values used given in brackets.
1.5217
1.4722
1.5357
1.9998
1.5188
1.4705
1.5346
1.9975
1.5064
1.4632
1.5303
1.9985
1.4947
1.4564
1.5265
1.9803
1.4800
1.4480
1.5217
1.9703
1.3822
1.3947
1.4924
1.9069
-
-
J)(cm- 1)
0.6
10.6
-
0.06
0.2
pm
+0.6oo 5 x 10-•
- o.293 1.1 x w-'
-0.301 8 x 10- 5
- o.361 1.5 x 10.- 5
-5 x 10-'
- 2.34 2.2 x 10-'
-0.831 - o.944 - 1.3 x 10-'
Table 5.3
General physical properties of multispectral materials.
Energy
Density
(103 kgm- 3 )
Thermal
expansion
coefficient
(C)
Solubility
in HzO
at x °C
(102 gcm- 3 )
0.8
(20 °C)
7.85
Melting
point
Material
gap (eV)
Diamond
5.47
3.515
-
-
ZnS
Cleartran
ZnSe
NaC1
3.60
4.09
1830
-
2.67
8.97
5.27
2.164
1520
801
-
KC1
8.50
1.987
776
34.7 at 20
KBr
7.6
2.75
730
62.5 at 20
AgC1
-2.98
5.56
457.7
KRS5
-2.37
7.37
414.5
21 x 10-•
at 100
0.05 at 20
CsBr
7.0-8.0
35.7 at 0
4.44
-
636
124.5 at 20
44.0 at 0
Csl
-5.08
4.51
621
PbF,
-
7.76
822
6.4 at 20
oo-• °C
Thermal
conductivity
cal em-•
,-• k-')
Specific
heat
(10- 2 cal
g-1 oc-')
83710
2592.9
40
11.2
43
15.5
8.1
20.4
15.6
16.2
11.5
10.4
oo-•
1
)
7.57
44
(-5-200 °C)
36
(20-60 °C)
43
(20-60 °C)
30
(20-60 °C)
58
(20-100 °C)
47.9
(20-50 °C)
50
(25-50 °C)
Hardness
(kg mm- 2 )
9000
[ 111]
160
8.48
100-130
18.2
[ 100]
9.3
[100]
7.0
[100]
9.5
2.4
6.3
39.8
[100]
19.5
2.7
4.8
-
2.75
1.3
-
Rupture
modulus
(MPa)
Young's
modulus
(GPa)
2942
1050
68
87
55.2
3.9
67.2
40
4.4
29.6
3.3
26.9
-
20
-
15.9
-
15.8
-
5.3
124
Bulk multispectral materials
report that by subjecting a piece of normal grade CVD ZnS to a postdeposition treatment at high temperature and pressure, the overall optical
transmittance of the material can be significantly enhanced, in particular at
short wavelengths as is seen in figure 4.21. The mechanism by which this
post-deposition treatment improves the optical characteristics is not entirely
understood. Excess zinc and hydrogen is leached out during the treatment
removing the material coloration. The high temperature and pressure used
also results in grain growth, probably sweeping the smaller grains and their
associated microporosity to grain boundaries and allowing the pores to vent
along these boundaries thereby eliminating scattering centres. The postdeposition treatment of CVD ZnS clearly improves the optical quality and
offers a material with greater potential applications but this is at the expense
of the mechanical properties since this larger grain size material (- 80 /Lm)
is weaker than the stan'dard 8-12 /Lm grain size material ( -10 /Lm). The
optical properties of multispectral materials are listed in table 5.2 and the
mechanical properties are listed in table 5.3. All of the data are taken from
Raytheon and CVD Inc technical sales literature except for refractive index
data which originate from the NPL. More data on the post-deposition treatment of 8-12 /Lm grade ZnS to yield multispectral material were given by
Aldinger and Werdecker (1981) and by Willingham and Pappis (1982). In
the work described by the former authors from Hereous GmbH, CVD ZnS
is placed on a tantalum substrate in a pressure vessel which is then evacuated
and backfilled with argon gas to 3 x 10 7 N m- 2 pressure, followed by heating
to a temperature in the range 300-1200 o C and increasing the pressure to
between 8-12x 10 7 Nm- 2 • The duration of the pressure-temperature
treatment is dependent on the magnitude of the pressure and temperature
and the thickness of the sample. For a specimen 24 x 24 x 5 mm 3 heated to
900 o C and at a pressure of 12 x 10 7 N m- 2 of argon the required treatment
time is 4 h, or, in the case of 1100 °C and 20 x 10 7 Nm- 2 the time is reduced to 1 h. ZnS plates subjected to this post-deposition treatment show
increased transparency, that is 50Jo untreated to 15-20% treated at
0.4-0.5 !Lm wavelength, and the strong absorption at about 6 !Lm due to
zinc hydride is eliminated. No further characterisation of the material was
reported.
More detailed information of the hot isostatic pressing (HIP) process
used to substantially improve the optical quality of ZnS was given by
Willingham and Pappis (1982) of Raytheon. It was found that the HIP
treatment reduced scatter not only by reducing or eliminating porosity but
also by promoting inversion of zinc sulphide non-cubic polymorphs to the
cubic form. Overall absorption was also reduced by allowing out~diffusion
of absorbing species (excess Zn and H) to achieve a correct one-to-one zinc
to sulphur ratio. A further improvement in the process was achieved by controlling the chemical potential on the surface of the ZnS by wrapping it in
thin platinum foil. This also served to limit the vapour exchange between
I
Multispectral CVD materials
125
the specimen and the reaction chamber. The duration of the treatment was
determined by the thickness of the specimen and also by its initial optical
quality. The less visually transmitting samples required a longer treatment
time to achieve a predetermined level of optical transparency, but an upper
limit was determined by the amount of grain growth that took place.
Temperatures in the range 700-1050 ° C and argon pressures in the range
34-205 MNm- 2 have been used on specimens ranging from 4-15 mm in
thickness for times from 3 to 36 h. In particular, a 6 mm thick sample of
CVD ZnS was processed at 990 °C and 34 MNm- 2 argon pressure for 3 h.
The apparent absorption coefficient measurements for this sample, seen in
table 5.4, were calculated by dividing the fraction of the absorbed light by
the thickness of the specimen, and this included surface contribution to the
absorption.
Table 5.4 Apparent absorption coefficient of
CVD
ZnS (em - 1).
Wavelength(J<m)
Untreated
After
2.8
3.8
9.27
10.6
4.09 X 10- 3
2.19x10- 2
8.41 X 10- 2
2.54 X 10- 1
8.6 X 10- 4
2.16x10- 3
1.29 X 10- 2
1.92x 10- 1
HIP
treatment
Recently Lewis and Savage (1984) have reported an investigation of the
microstructure of ZnS in relation to post-deposition treatment by HIP.
They proposed that (hydrogen- sulphur vacancy) point defect clusters that
were mobile at the HIP temperature gave rise to the experimentally
observed evolution of hydrogen from the lattice. After the hydrogen loss
the remaining sulphur vacancies result in local regions of excess zinc as the
lattice is compressed. The excess zinc diffuses through the lattice to the
exterior of the material acting as the driving force for grain growth and the
transformation of the faulted material as grown, d'emonstrating no preferred orientation in the direction of growth, into multispectral type material
oriented predominantly [Ill], in the direction of original growth. The
effect of HIP pressure on the final grain size of the material was found to
be a complex function of the HIP temperature, the stoichiometry (Zn/H2S
growth ratio) and the growth temperature, i.e. upon the HIP temperature
and the defect state of the material as grown. It appeared that after the HIP
process the grain length remained approximately equal to the original value
but the grain diameter increased to approximately that of the grain length.
In the experiments performed, it appeared that full transparency was not
achieved until the grain diameter had become about 30 ,..m, approximately
equal to the grain length. Clearly much more work is required to understand
the HIP transformation mechanisms in this material throughly.
126
Bulk multispectral materials
5.2.2 Multispectral ZnSe (iJ.S-17 p.m)
Polycrystalline CVD zinc selenide possesses excellent optical properties as
seen from the transmittance curve of figure 4.21(b). It does not suffer from
growth defects to the same degree as ZnS and thus demonstrates good
visible band transmittance. For those applications where a reduced visible
bandwidth can be tolerated, and where an extended far infrared bandwidth
is needed (e.g. to reduce the intrinsic absorption at 10.6 p.m) ZnSe is an
excellent material whose basic properties are described in §4.4.2. However
it is possible for cvn ZnSe to be grown in a condition which appears hazy
to the eye. Willingham and Pappis (1982) have discussed the HIP processing
of this latter type of material, and this substantially improves the transparency in the visible part of the spectrum. In general, similar conditions to
those described for ZnS apply but in particular a 6 mm thick sample of
yellow hazy ZnSe was 11eated for 3 hat 1000 °C and 205 MNm- 2 • After
this treatment the colour was yellow green and transparent. At 0.5 p.m
wavelength the transmittance before treatment was 5 07o and that after
treatment was 500Jo, while the scatter at 90° to the incident beam of laser
light at 0.6238 p.m was 2 x w- 3 sr- 1 before and 4.5 x 10- 4 sr- 1 after treatment. These authors considered that this improvement was mainly caused
by the adjustment of stoichiometry occurring during HIP treatment. The
optical properties of cvn ZnSe material are listed in table 5.2 and other
physical properties in table 5.3. The data are taken from manufacturers'
technical sales literature.
5.3 Halides
The halide optical crystals are grown from the melt, and in general the
technology has developed along two paths. The first is the production of
standard off-the-shelf crystals from reagent grade quality material by
traditional melt growth techniques and the second is the more limited
production of laser window quality crystals from high purity raw material
by the reactive atmosphere processing (RAP) melt growth techniques. The
simplest method of growing NaCl and KCl is by the Kyropoulos (1926) or
the Stober (1925) technique. The Kyropoulos technique is illustrated in
figure 5.2(a). The material is melted in a refractory crucible by a cylindrical
heating coil surrounded by thermal insulation. A crystal is grown by lowering a water cooled seed into the melt. The power to the heater is then reduced. A crystal progressively grows on the end of the seed, but not in contact
with the walls of the pot. At the end of the cycle the pot is reusable in a
subsequent growth run (Menzies 1952). The Stober technique illustrated in
figure 5.2(b) uses a Stockbarger-type crucible in a furnace with three
heaters, a cyclindrical one to melt the material, and upper and lower ones
to establish a temperature gradient in the melt. Crystallisation occurs at the
127
Halides
base of the crucible while power to the lower heater is reduced and a freezing isotherm is swept through the melt as the power to the main cylindrical
heater is reduced. Where high purity material is not required these furnaces
are not sealed from the ambient atmosphere, but are either 'plugged' or
bled with inert gas to prevent major ingress of air. If higher purity is required, or expensive halides (thallium, caesium or silver) are being grown,
then the Czochralski or Stockbarger methods described in §4.1.2 are
employed. The former is inside a sealed system using an inert gas, whilst
the latter is in a sealed pyrex or silica glass ampoule in a vacuum ambient.
For instance, the need for COz laser window components up to 450 mm
diameter made from NaCI has led to the use of the Czochralski technique
rather than the traditional Stockbarger technique, in order to allow better
control of crystal orientation and perfection in these large sizes. Nestor et
a/ (1979) have described a resistance heated facility for growing crystals up
to 500 mm diameter and 91 kg in weight using 50 X 50 mm 2 seeds and pull
rates of 0.5-2.0 mm h - l out of a silica crucible 58 em in diameter and
91 em deep.
(b)
Figure 5.2 An illustration of (a) the Kyropoulos growth technique, (b) the
Stober growth technique.
I
During the 1970s a need arose for very low loss laser window material for
C0 2 lasers and much effort was put into purifying KCI to meet this requirement. When pure raw materials are used in the growth of KCI the major
extrinsic absorber is oxygen in its various combinations. Growth in an inert
atmosphere was not enough to eliminate infrared absorbing trace oxide
impurities and thus RAP was used. In the RAP process, crystal growth was
carried out using inert gas containing a halogen compound (e.g. CCL,) and
purification was achieved in this case according to
CCL,+ 2KOH ->2KCI + COz + 2HCI.
(5.1)
More expensive compounds such as AgCI, KRS5 and Csl tend to be needed
in smaller quantities, and these materials can be purified by an alternative
128
Bulk multispectral materials
RAP process. The material can be premelted and bubbled with halogen gas,
e.g. HI in the case of Csi, in its glass growth ampoule before this is sealed.
The material can then be grown by the normal Stockbarger process. This
avoids the need for specialist crystal growth equipment tolerant to hydrogen
halide gaseous atmospheres, and perhaps tailored to individual materials.
Hence existing simple vacuum furnaces with carbon heaters can be used to
manufacture high purity material.
For many years halides have been used commercially in non-stringent
laboratory applications, and components such as prisms, lenses and
windows are quite common inside spectrophotometers and other similar
laboratory equipment. During the late 1960s and early 1970s halides were
considered as refracting components for environments outside the
laboratory, and achromatic lens designs using these materials were
suggested by Strong (19'72). Although these materials are readily available
and comparatively cheap they have not been extensively used for two main
reasons. Firstly, the mechanical strength of the halides is low and the
monocrystalline form cleaves rather easily under impact (Sprackling 1976)
and secondly, the chemical durability leaves much to be desired as many of
the halides are water soluble. However the drive to develop low loss C02
laser windows during the 1970s (Deutsch 1973), the drive to develop cheaper
thermal band lens systems during the late 1970s and early 1980s coupled
with that to develop 10 JLm optical fibres during the same period (Chapter
7) has stimulated further research and development into this class of
materials. The problems of scale-up of the crystal synthesis techniques and
reduction of the extrinsic absorption have been solved sufficiently for these
materials to be considered for many thermal applications. Progress towards
overcoming the second of these problems through the achievement of protective coatings resistant to moisture attack has been good, and is reviewed
in Chapter 9. In order to solve the first problem, research has been directed
primarily at hot forging of halides to yield polycrystalline material. The
fracture of halide crystals results from dislocation processes (Sprack ling
1976) and thus strengthening occurs as in metals, when dislocation mobility
is inhibited. Becher and Rice (1973) reported that the yield stress, ay of KCl
is increased by tailoring the grain size of polycrystalline material according
to the relationship (5.2), first reported by Petch (1953)
ay =a+ k d- 112
(5.2)
where a and k are constants and d is the grain size.
The work of Carnahan eta! (1961) on AgCl and Stokes (1966) on NaCl
also suggests this type of behaviour. Since low loss monocrystalline KCl was
readily available Becher and Rice (1973) chose to deform and recrystallise
this raw material by hot forging, since such an approach was considered the
most suitable in avoiding problems of grain boundary contamination and
porosity. Cleaved KCI monocrystals of aspect ratio 2: 1 were water polished
I
129
Halides
and press forged along the ( 100) axis at a constant ram speed, achieving
plastic strains of 70-850Jo in the temperature range 150-250 °C. Pyrolytic
graphite foil was used as a lubricant between the specimen and the loading
ram. The use of forging temperatures in the lower part of this range, and
rapid cooling to 100 ° C after forging was found to be effective in reducing
the grain size. Approximately one order of magnitude increase in yield
stress was achieved, i.e. 32 MPa for 5 fLm grain size material compared with
about 4 MPa for single crystal material. NaCI forgings showed similar
increases to 24 MPa. An increase of the order of a factor of two in fracture
toughness was also reported for KCl (Becher and Rice 1972). The strength
against grain size behaviour of hot forged KCl as reported by Becher and
Rice is shown in figure 5.3. In further studies of this hot forging technique,
Anderson eta/ (1973) constrained the billet while it was being forged with
an annealed copper tube in order to exert a compressive hoop stress on the
periphery of the deforming billet. Hence this inhibited edge crack initiation
which had been a problem with unconstrained forging. Anderson (1978)
compared the stress-strain curves of constrained and unconstrained pressings (figure 5.4) showing the constrained billets deformed at higher stresses
than the unconstrained. Since the hot forging process has been shown to be
able to deform and recrystallise halide material and improve its physical
strength, it has been taken a stage further and combined with optical blank
formation. Strong (1974) disclosed a method of hot forging infrared optical
elements from melt grown bulk material. Chrome-plated steel dies or steel
ones containing an accurately figured glass liner were employed to make
KCl, NaCl, KBr, CsBr, KI or Csi components. In addition, pairs of optical
500 100
Groin size {wn l
25
10
5
30
I
10
0
0.2
0.4
Grain size - 112 {pm- 112 1
0.6
Figure 5.3 Strength in terms of yield stress plotted against grain size
for press forged KCI.
I
Bulk multispectral materials
130
8
150 '(
Constrained
6
~
200'(
~
~
.1=
~
150 '(
200°(
0
0.5
}
1.0
True strain
Figure 5.4 A comparison of the stress-strain curves of constrained
and unconstrained KCI during hot forging.
elements were welded together to form composite achromatic doublet lenses
of KCljNaCl (1.5-141'm), NaCljKBr (3-141'm), KBr/KI (6-241'm) or
CsBr/Csi (10-38 I'm) for the indicated wavelength ranges. Anderson and
Bennet (1978) have improved the hot forging technique even more by
employing pressurised helium gas in a closed die to act as the constraining
medium during the hot forging operation, instead of the copper tube constraint previously discussed. In this method, Anderson and Bennet used die
surfaces, which were optically figured from quartz glass, pyrex or diamond
turned electroless nickel metal, to replicate the shape and surface figure
on the halide component. Aspheric as well as spherical surfaces could
be generated by this technique. The forgings were typically done in the
200-275 °C temperature range in a helium atmosphere at 29.65 MPa, using
either a one-step or a two-step forging process. In the former, each
monocrystalline cylindrical blank was preshaped with water to produce a
dome on each end to ensure that the forging originated at the centre of the
die surface and progressed radially outwards, thereby eliminating gas
entrapment. In the two-stage process, each monocrystalline cylinder was
initially deformed between teflon sheets to at least 600?o. This provided a
uniform strain distribution in the bulk of the forging, while minimising the
development of internal stress. The forging was then preshaped with water
and reforged as in the one-step process. The surface and bulk optical properties were evaluated and compared with conventionally polished press
forged and monocrystalline components. It was concluded that the two-step
Halides
131
forging technique produced a superior element based on measured values
of surface figure, homogeneity, surface roughness and scatter. Anderson
and Bennet (1978) considered that these results were sufficiently encouraging to demonstrate the forging of halide optical elements with satisfactory
optical figure for use in. an optical system. Anderson et al (1981) went on
to use this improved technique to fabricate lenses not requiring polishing
for use in infrared optical systems. A KBr plano-convex colour corrector
lens was produced for use in a thermal imager module to replace an existing
ZnSe element. In the two-step process used, ( 100) water polished KBr
monocrystals, about 38 mm high and 38 mm diameter, were deformed 600Jo
at 250 o C in He at 27.6 MPa at a strain rate of about 1.3 mm m _,_ The
resulting blanks were then mechanically shaped to produce conical surfaces
on the top and bottom and then water polished. Each deformed shaped
blank was then hot isostatically pressed in optically figured pyrex dies at
225 °C in He at 27.6 MPa at a strain rate of roughly 0.25 mmm- 1• When
a colour correcting KBr lens produced in this manner was used in an imager,
an MTF test of the imager optics exhibited a nearly diffraction limited
performance. It was concluded that hot forging of lenses with acceptable
8-12 !Lm performance had thus been routinely demonstrated, and that
direct press forging offered a cost effective method of producing infrared
optical elements.
Further evidence of the utility of the . halides as optical component
materials has been reported by Straughan and Krus (1981). Harshaw
polytran NaCl has been fabricated into very high quality 450 mm diameter
windows (Shrader and Bastien 1979, Straughan 1979) for laser applications.
Steps involved in this window production were purification of the NaCl,
crystal growth and hot forging to yield these large diameter small grain size
polycrystalline blanks. In a group of 39 blanks the grain size was found to
be between 11.1 !Lm and 16.7 I-'m, with a mean of 13.1 !Lm and a standard
deviation of 1.38 I'm. The specification for these windows was quite
stringent as seen from the data in table 5.5. Thus it is clear that the halide
I
Table 5.5 Specification for 450 mm diameter 10.6 I'm polycrystalline NaCI
windows.
Parameter
Specification
Yield strength
Absorption coefficient
Damage threshold
Pressure test
Flatness
>9.7 MNm- 2
Parallelism
Wedge direction
<0.003 cm- 1
>6 J cm- 2
0.34 MN m - 2 differential
Maximum of four fringes of spherical power
and one fringe of irregularity.
18.89 ± 0.25 arc minutes
± 10
I
Table 5.6
Dispersion equations for some of the multispectral halides.
I. NaCl, 20 °C, 0.2-30.0 ,m,).. =I'm
2
2
2
2
o. 19800)..
o .483 98)..
:-=oc.::.3"'8.:.:69:-=6:.-=:)..-;n = 1. 00055 + 2
+
+
~
).. - 0.050 2 ).. 2 - 0.100 2 ).. 2 - 0.128 2
0.25998).. 2
0.08796).. 2
3. i 7064).. 2
0.30038).. 2
+ 2
+
+
+ ~::.::..:='---:-,
).. -0.158 2 ).. 2 -40.50 2 ).. 2 -60.98 2 A2 -120.34 2
2. KCl, 20 °C, 0.18-35.0 ,m, ).. =I'm
2
2
0.30523).. 2
0.41620).. 2
0.18870).. 2
2.6200 2
n = I. 6486 +
+ 2
+
+
c-;---,..--:-;)..2-0.1002 ).. -0.131 2 ).. 2 -0.162 2 ).. 2 -70.42 2
3. KBr, 20 °C, 0.20-42.0 ,m, ).. =I'm
2
3
0.79221).. 2,
0.01981).. 2
0.15587).. 2
0.17673).. 2
2.06217).. 2
n = I. 9408 +
+ 2
+
+
·
+
-,.------:;)..2-0.1462 ).. -0.173 2 ).. 2 -0.187 2 ).. 2 -60.61 2 ).. 2 -87.72 2
4. CsBr, 20 °C, 0.21-55.0 ,m, )..=I'm
2
I I 600
1.26628).. 2
0.01137)..
0.00975).. 2
0.00672).. 2
4
n = ·
+).. 2 -0.120 2 +).. 2 -0.146 2 +).. 2 -0.160 2 +).. 2 -0.173 2
2
0.34557).. 2
3. 76339).. 2
+ 2
+ ~-'--'-'c::_::_"-=
).. -0.187 2 ).. 2 -136.05 2
5. Csl, 20 °C, 0.25-67.0 ,m, ).. = ,m.
2
I
n = ·
275 87
+
0.68689).. 2
0.26090).. 2
0.06256).. 2
0.06527).. 2
+).. 2 -0.130 2 +).. 2 -0.147 2 +).. 2 -0.163 2 +).. 2 -0.177 2
0.51818).. 2
0.01918).. 2
3.38229).. 2
0.14991).. 2
+ 2
+
+
---o;---,)..2-0.1852
).. -0.206 2
).. 2 -0.218 2
).. 2 -161.29 2
6. AgCI, 23.9 °C, 0.5-20.5 ,m, ).. = ,m .
n 2 = 4.00804- 0.00085111).. 2 - 0.000000!9762).. 4 +
°·
079086
2
().. - 0.04584)
7. KRS5, 25 °C, 0.54 "-' 40.0 ,m,).. =I'm
See the Sellmeier dispersion equation. (§3.2.3 equation (3.4))
AI= 0.0225
K, = !.829 3958
)..~ = 0.0625
K2 = 1.667 5593
)..~=0.1225
K, = 1.121 0424
)..~ = 0.2025
K. = 0.045 13366
)..j = 27089.737
Ks = 12.380 234
Halides
133
materials have much to offer in terms of multispectral capability and low
cost, whilst also offering adequate thermal, mechanical and chemical
durability properties for many applications. Major optical properties of
some halides are listed in table 5.2. Refractive index data for the alkali
halides are from Li (1976), AgCI from Tilton et a/ (1950) and those for
KRS5 are from Rodney and Malitson (1956). Available dispersion
equations from these reference sources are listed in table 5.6. The transmittance capability of several halides is illustrated in figure 5.5. The uv cut-on
edges are consistent with the reported energy gaps noted in table 5.3. The.
transmittance cut-on edges of the pure silver halides have been studied by
Moser and Urbach (1956) and the uv, visible and IR absorption edges of
the alkali, silver and thallium halides have been compared by Smakula
(1962). For the halides it is known that the infrared absorption coefficient
in the transparent region varies exponentially with frequency because of
multiphonon interactions (Barker et al 1975). The three-phonon cut-off
frequencies taken from Barker et a/1975 are listed for a number of halides
in table 5.7.
10 0
A
80
,\
B
\
"'
f
0
0
E
c
A B
0
c
E
0
20
0
0.2
1,\
0.4
5
1.0
50
10
100
WavelenQth {!lm l
Figure 5.5
I
An illustration of the transmittance capability of several halides: A,
NaCl 10 mm thick; B, KCl 10 mm thick; C, AgCl I mm thick; D, KRS5 I mm
thick; E, Csl 5 mm thick.
The need for high power laser windows during the 1970s stimulated
research on the absorption processes in alkali halides. Deutsch (1973)
reported absorption coefficient data on thick samples using a differential
technique with a dual beam spectrophotometer. Measurements were made
in the region of multiphonon absorption and bulk absorption coefficients
at 10.6 I'm were extrapolated from those data. To improve the measurement accuracy of absorption coefficients less than w- 3 em- 1 , adiabatic
laser colorimetry has been employed and found to be extremely useful
134
Bulk multispectral materials
Table 5.7 Three-phonon cut-off frequency for a number of halides.
Material
3 ww(cm- 1 )
NaCl
KCl
KBr
CsBr
Csl
AgCI
795
615
489
342
270
567
(Deutsch 197 5). Data on RAP grown KCI and KBr has been listed by Miles
(1976) for HF, DF and C02 wavelengths, as seen in table 5.8. Rowe and
Harrington (1976) and Alien and Harrington (1978) have reported more
detailed data on the measurement of absorption coefficients in KCI and
KBr, and in KCI and NaCl, respectively. In the former work Rowe and
Harrington (1976) reported that the loss in KCl at 10.6 !Lm was two or three
times greater than the predicted intrinsic multiphonon absorption of
8 x 10- 5 em -l, and that for KBr was two orders of magnitude greater than
the predicted intrinsic loss of 2 x 10- 7 cm- 1 at 10.6 !Lm. Both materials
exhibited an unidentified surface and bulk extrinsic absorption centred at
9.6 !Lm which was shown to be essentially independent of temperature.
Allen and Harrington (1978) reported the achievement of intrinsic bulk
absorption in KCl and in NaCl of I x 10- 3 em -l at 10.6 /Lm, and that
surface extrinsic absorption was the predominant residual loss in these
materials. The absorption data of table 5.2 for KRS5 and diamond are
taken from Deutsch (1975), and those for AgCl are taken from Sahagian
and Pitha (1972). General thermal and mechanical properties of the halide
materials are listed in table 5.3. The data for diamond are taken from Field
(1979), those for ZnS and ZnSe from commercial sales literature, those for
the alkali halides, KRS5 and the silver halides from Billard and Cornillault
(1962), Li (1976) and commercial sales literature. The mechanical strength
and deformability of these materials is of great interest from the
Table 5.8 Optical absorption in
laser wavelengths.
RAP
grown alkali halides at HF, DF and C02
Bulk absorption coefficient (10- 4 em- 1 )
Material
KBr
KCl
2.7
1.2
10.0
I'm
(HF)
3.8
I'm
(DF)
10.6 JLm (C02)
2.2
0.15
9.5
0.66 ± 0.2
Halides
135
technological aspects of understanding and improving the strength of
halides as discussed above, and also from the fundamental angle of
understanding the interaction of dislocations with grain boundaries at
various temperatures. Useful general discussion of these properties is given
in the literature by Stokes and Li (1963) for NaCI and AgCI and by Stokes
(1966) for NaCI.
One of the least well known of the fluorides, PbF2, offers useful transmittance from the whole of the visible spectrum to 11.6 pm for a 10 mm
thickness. The material has been grown by Jones (1955) using the
Stockbarger melt growth technique from a carbon crucible under an inert
gas pressure of 2-10 torr to avoid serious vapour loss from the melt.
Visually clear crystals were produced when sufficiently pure raw material
was used, but black opaque crystals resulted when o_xide, hydroxide, carbonate, nitrate, sulphate or acetate impurity was present in the lead fluoride
melt. In the hot melt these impurities were converted to oxide which was
reduced to metallic lead by the graphite crucible, thus rendering the grown
crystal black and opaque. The refractive index data listed in table 5.2 were
reported by Malitson and Dodge (1978) and the limited general physical
property data seen in table 5.3 were reported by Jones (1955) who grew a
considerable quantity of this material.
f
6
Laser Damage in Bulk Low Loss Infrared
Optical Materials
I
The satisfactory operation of high power lasers largely depends upon the
performance of optical components such as mirrors, windows, output
couplers, beamsplitters and lenses. Thus laser damage of these components
is an important issue. But what is laser damage? This is usually considered
to be some irreversible change which has taken place in an optical component, thus degrading the optical performance of a laser system. It may be
useful to consider a wider definition such as a change which degrades the
performance of a laser system and thus to include reversible effects such as
thermal distortion. It is necessary to understand the underlaying principles
which govern these changes in order to provide a basis for quantitatively
assessing the potential performance of optics made from specific materials,
and for the characterisation of damaged optical materials. Much work has
been done on this topic, and a large amount of literature has been generated
as illustrated by reference to the Boulder Symposia on Optical Materials for
High Power Lasers which have been held annually in Colorado since 1969.
The proceedings of these meetings have been published as NBS Special
Publications and have become the standard reference documents on laser
induced damage in optical materials (see References). However, interpretation of these data is not easy, since there are a large number of variables
and experimental problems such as the laser wavelength, continuous wave
(CW) or single shot operation, variation of properties with temperature and
the difficulty of measuring the energy density at the damage site. Since the
laser damage of optical components is such a wide subject, it has been
decided, of necessity, to limit discussion of it for the purposes of this text.
It is thus the limited aim of this chapter to indicate the competing
mechanisms in laser damage of mainly refracting components, and to
discuss examples of laser damage for some materials suitable for use at 1.06
and 10.6 JLm. A full treatment of the subject is given by Wood (1985).
Mechanisms
6.1
137
Mechanisms
Thermal effects in laser components, resulting from absorption, can cause
distortions, such as alteration of the beam divergence, well before any permanent physical damage occurs. Permanent damage in the bulk or surfaces
of components can either build up to the point where the components need
replacing, or catastrophically result in fracture or partial melting of the
components. The damage which occurs at a particular peak power level
depends upon the material parameters, the laser pulse length, wavelength
and its energy and shape (temporal and spatial). Ultimately the intrinsic
damage power level depends upon the thermal and dielectric strength of the
particular material. In practice damage tends to occur at lower power levels
due to extrinsic effects and results from one single mechanism or a combination of mechanisms. These mechanisms reviewed by Wood (1979) in a paper
on laser damage at 1.06 p.m are listed as electron avalanching, stimulated
Brillouin scattering and absorption.
The theory of electron avalanche breakdown in solids in relation to laser
damage has been developed by Bass and Barrett (1973) and has been
discussed further by Sparks et a/ (1979). It has also been considered,
together with multiphonon ionisation, in relation to alkali halide crystals
by Vaidyanathan eta/ (1979) and has been extensively reviewed by Smith
(1978). The theories of electron avalanching via conduction electron
absorption and stimulated Brillouin scattering occurring upon laser irradiation and resulting from the amplification of an acoustic wave in a material
and a secondary electromagnetic wave have been discussed by Bliss (1971).
Bulk absorption, present to some extent in every optical material, can
result from extrinsic effects (Flannery and Sparks 1977) such as impurities
and inclusions, or intrinsic effects such as electronic or lattice absorptions
as discussed in Chapter 2. The performance of a laser system depends upon
the ability of the optics to carry and dissipate the heat load resulting from
the absorption of a small fraction of the laser energy passing through the
system. Thus thermal conduction and absorptioware important, but since
the former tends not to be sensitive to the synthesis technique in the manner
absorption is, it is the absorption which assumes prime importance.
Since most ·of the energy is concentrated in the centre of a laser beam
which may not necessarily be spread over the whole of the area of an optic,
the absorption causes a non-uniform temperature distribution. Because the
physical properties of infrared optical materials are temperature dependent,
a non-uniform temperature distribution leads to non-uniform physical
changes, which, if of sufficient magnitude, can distort the optical performance of an optic (Loomis and Bernal 1978, Beluga et a/1981). This 'bulge'
in physical properties in the centre of the laser beam adds focusing power
with aberrations to transmissive optics and defocusing power to reflectors.
A simple figure of merit has been reported by Sherman (1982) to serve as
Laser damage
138
a guide in predicting the performance of a particular material. This optical
distortion figure of merit, F, for cw radiation is defined by
F=K/AX
(6.1)
where K is thermal conduction, A is total absorption, for transmissive
materials X= dLjdT + dnjdT which is the thermal expansion coefficient
plus thermal refractive index coefficient, and for reflecting optics
X= dLjdT, thermal expansion coefficient. Using Sherman's (1982) physical
property data, F has been calculated for KCl, ZnSe, GaAs and Ge at
10.6 !Lm for increasing total surface absorption (coating plus contamination). To illustrate the dramatic change in performance with increasing
absorption, the results are plotted in figure 6.1. Thus the need for low loss
coatings is paramount, as discussed in Chapter 9.
I
~
300
Surface absorption t%)
Optical distortion figure of merit plotted against surface
absorption for some 8-12 I'm infrared optical materials.
Figure 6.1
If the thermal conduction of the material is insufficient to remove the
absorbed heat at a rate equal to or faster than it is being taken in, this
heat energy builds up. If this continues to its logical conclusion, thermal
runaway can occur followed by catastrophic damage. For example, the
tempeiature dependence of the absorption coefficients of Ge and GaAs are
discussed in Chapter 4 and that for Ge is illustrated in figure 6.2. If the
temperature of part of a Ge optical component reaches the steeply rising
portion of figure 6.2, then thermal runaway sets in as the energy absorbed
rises very rapidly with increasing temperature. This continues until the component vaporises, melts or fractures from the large temperature induced
stress. However, in most normal operations of laser systems, optical distortion effects are likely to cause system shut down before thermal runaway
occurs.
Bulk and surface damage
139
0.3,---~_..:.-~--------,,-----,
's
~ 0.2
·o
:::•
8
c
~
~
0.1
0
~
~
O.O:i;;;---;;';;;---¢-,;--~,------~.
300
320
340
360
380
Temperature (Kl
Figure 6.2
15
6.2
Absorption coefficient plotted against temperature for
n em n-type germanium.
Bulk and Surface Damage
Physical damage in an optical' material resulting from laser irradiation can
occur at the entrance and exit surfaces and in the bulk, particularly at voids
and inclusions. Intrinsic bulk damage thresholds of materials are likely to
correlate with the AC dielectric breakdown strengths. However, damage to
industrial laser systems is most likely to occur at surfaces or as a result of
thermal distortion effects. Where antireflection coatings are necessary, then
these are the most prone to damage caused by absorption effects. They
are discussed in Chapter 9, where suggestions are also made .to improve the
quality of these coatings for laser applications. One way of raising the
damage thresholds of conventional optical coatings such as NaF, As 2S3 and
As 2Se 3 on NaCl at 2.8 and 3.8 !Lm (Donovan 1979) and NaF and As 2S3 on
KCl at 10.6 !Lm (Tang 1977) is to pre-irradiate them with multiple laser
pulses at sub-damage threshold intensities. This is reported to increase the
damage thresholds by 20-50o/o, probably because of desorption of contaminants and also in the case of polycrystallin~· coatings, the annealing
possibly reduces the porosity and subsequent reabsorption of moisture.
The surfaces of infrared optical materials are vulnerable even before
antireflection coatings are applied. Bloembergen (1973) has discussed the
role of cracks and absorbing inclusions on the surfaces of dielectrics in
reducing the laser induced damage threshold. He concluded that incipient
submicroscopic cracks and pores at surfaces lead to local enhancement of
the electric field strength in laser beams, and that this causes a decrease in
the nominal damage threshold intensity. It was recommended that the
polishing technique chosen should be capable of yielding surfaces with
scratches, cracks and inclusions not larger than 1000 A and preferably less
than 100 A. There has been much work in recent years on optical polishing
(Vora et a/1981) stimulated by the use of many new crystalline compounds
140
Laser damage
for electro-optic applications, necessitating somewhat different techniques
to those utilised for optical glasses (Fynn and Powell 1979). These techniques lay more emphasis on the chemical aspects of the polishing process
in arriving at a highly polished and more damage free surface and subsurface. For instance Soileau et al (1975) have reported a hybrid but separate
mechanical polishing and chemical etching procedure for the alkali halides.
In this technique a low surface absorption (I x 10- 4 per surface), excellent
optical figure ("A/8 in the visible) and good parallelism (less than 3 seconds
of wedge) were achieved. Namba and Tsuwa (1980) have reported a new
polishing method called float polishing in which the substrate is suspended
above, but not in contact with, a diamond turned tin lap. Polishing is
achieved by the chemical and mechanical action of a dilute slurry of an
abrasive compound passing between the rotating substrate and the lap.
Surface roughness value~ of I nm RMS have been reported for dielectrics,
with a much thinner damaged surface layer than with conventional techniques. C02 laser polishing of conventionally polished Si02 glass surfaces
has been reported by Temple et al (1979) and Temple and Soileau (1980).
It was shown that Si02 glass surfaces, repolished by a continuous wave C0 2
laser beam, are as damage resistant as the bulk material when irradiated
with small spot 9 ns, 1.06 I'm radiation. This improvement was thought to
be due to sublimation of some material and microcrack closure as a result
of material flow. It may prove to be a very useful technique if the surface
figure can be retained and the surface strain reduced to acceptable levels.
Another surface polishing technique being examined is single-point
diamond turning. Diamond machining has been shown to provide high
quality optical surfaces on metal mirrors and the technique is now being
examined to provide such surfaces on transparent dielectric materials. In
addition to offering cleanliness and perfection, this technique also offers the
ability to generate more easily aspheric surfaces only achieved with some
difficulty by conventional techniques. Decker et al (1979a) have reported the
results of the diamond turning of a Wide range of monocrystalline and
polycrystalline infrared window materials, including Ge, CaF2, MgF2, SrF2 ,
KCl and GaAs. It was demonstrated that under some conditions, diamond
turned dielectric surfaces can be comparable in optical quality to corresponding mechanically polished surfaces. Samples of monocrystalline SrF2 ,
CaF2 and polycrystalline MgF2 (Irtran 2) which had been conventionally
polished were part turned on a single-point diamond turning facility and
both types of surface were probed with a tightly focused pulsed HF/DF
laser. The results indicated that the diamond machined surfaces have as
high or higher failure resistance under high fluence loading as surfaces
prepared using conventional techniques. Failure of both types of fluoride
surfaces was found to be strongly dependent upon the surface structure and
contamination, particularly absorbed surface water (Soileau et a/1979). In
an additional publication Decker et al (1979b) have reported the optical and
Bulk and surface damage
141
surface characteristics of the surfaces of these materials when examined by
phase contrast interference (Nomarski), scanning electron microscopy, diamond proftlometry and total integrated scatter. It was shown that diamond
turned areas were covered with a significant concentration of debris
resulting from the turning even after cleaning. Some parts of the surfaces
demonstrated a cloudy· appearance and it was found that these areas
scattered light more intensely as a result of a much larger concentration of
localised spall pitting. It was concluded that a more rigorous cleaning
procedure was necessary to remove surface debris and that the origin of
spall pitted areas should be better understood, to enable them to be
eliminated. The advantages of single-point diamond machining of infrared
optical components, such as high and uniform throughput, and the ready
generation of aspheric surfaces are sufficient driving forces to encourage
work to find a solution to these problems.
The mechanical failure criteria for laser window materials are discussed
by Detrio eta/ (1979b). Infrared optical materials are brittle solids whose
mechanical failure is controlled by the presence of defects or flaws, the size
of which determines the percentage of the intrinsic strength achievable.
Since these flaws arise during synthesis, fabrication and use, the strength is
a statistical property of the finished component. The stresses which result
in fracture are tensile ones, although it is possible for alkali halide laser windows to be damaged by compressive forces generated by the hot material
in the laser beam expanding against the cooler outer region constraining the
expansion. These compressive forces produce shear stresses that exceed the
yield strength of the material. The failure is detected on cool down because
the deformed region cannot relax to its original state and this results in
tensile forces producing fractures. Special problems for laser components
are the flaws either generated or enlarged by thermal effects during irradiation. These effects can be localised, that is just sufficient to generate a flaw,
or macroscopic, being distributed over a large area and responsible for
fracture propagation and ultimate failure. Existing or generated flaws
can enlarge to critical proportions by a stress corrosion mechanism. This
is a particular problem for laser cavity windows exposed to atmospheric
moisture on the outside and possible a corrosive gaseous atmosphere on the
inside. Thus components may suddenly fail as a result of these mechanisms
before noticeable visual flaws occur.
The selection of a material from which to fabricate optical components
for use in a laser system is made by considering the thermal, mechanical and
optical properties (Glassman 1980). If a low loss grade material is chosen,
calculations can be made based on the physical properties and these often
lead to a trade-off between the thermally induced optical distortion and
the mechanical strength. Having chosen a material, it is then essential to
have the components polished in the most appropriate manner for that
substance, and to exercise great care in choosing an antireflection coating
Laser damage
142
to minimise surface absorptions (Newnam 1982). The problems of obtaining low loss materials and coatings are discussed in Chapters 2-5 and 9.
6.3
Laser Damage in Optical Glasses at 1.06 JLffi
Hack and Neuroth (1980, 1982) have reported the surface and internal
damage thresholds of optical glasses, using a 3 ns pulsed 1.06 JLm NdY AG
laser with a slightly focused beam diameter of 2 mm at the sample plane.
The most intense central portion of the beam, 0.6 mm diameter, was
responsible for the damage. Surface damage was investigated on 5 mm
thick samples and internal damage on 20 mm thick samples. Damage was
confirmed using an optical interference microscope (Nomarski). Each
specimen was irradiated with decreasing energy in steps of 1OOJo, until no
damage was observed after four shots at the same energy, and each shot was
aimed at a different spot on the sample. The surface damage had the
appearance of small pits probably caused by absorption centres in the polished surface layer. Threshold damage values were found to depend upon
the polishing method rather than the chemical composition of the glass.
Polishing on a plastic lap with Ce0 2 gave the highest damage threshold and
with 80% Zr0 2 and 20% Fe20 3 the lowest threshold. All the samples were
subsequently polished with Zr02 + Fe20 3 to give typical lowest values. For
all the glasses tested the surface damage threshold occurred between 15 and
21 J em- 2 at the rear face of the specimens. At the front surface a plasma
is created in air which protects the material by absorption of the incident
radiation, but at the rear surface the plasma occurs inside the material thus
increasing the absorbed power density and causing more damage (Boling et
a! 1973). Internal damage was point-like and thread-like, each defect
appearing in the same glass at variable thresholds. Point-like damage occurred somewhere along the beam whereas thread-like damage began near the
centre of the specimen and ran to the exit surface of the specimen. With
increasing energy density the thread-like damage started closer to the entry
surface. A constriction of the laser beam occurs at high power densities due
to self-focusing (Kelley 1965), and this constriction occurs earlier when the
non-linear refractive index of the glass is higher. Thus the threshold values
for thread-like damage are compared with non-linear refractive index values
in table 6.1. No correlation with any physical property was found for pointlike damage, but these were considered most likely to be caused by minute
platinum particles or crystals present in the glass. Temple eta! (1979) report
that the surface damage threshold for normally published Si0 2 glass ranges
from 10-20 J cm- 2 in agreement with the data given above on more complex
optical glasses. However, when these surfaces were C02 laser polished, the
damage resistance to 1 ns pulses of 1.06 JLm radiation increased to values
in the range 23-55 J em- 2 indicating the importance of good surface
finishing.
Laser damage in glasses at I. 06 p.m
143
Table 6.1 A comparison of non-linear refractive index and threshold values for
damage for various glasses.
n2
Glass type
oo-!3 esu)
Point-like damage
(Jcm- 2 )
FK-51
FK-52
PK-51
FK-5
PSK-50
0.69
0.73
0.86
0.91
1.03
8
7
> 46
47
25
26
> 47
46
BK-3
PK-2
BK-1
BK-7
TiK-I
1.06
1.13
1.14
1.15
1.16
29
14
>44
> 49
> 45
36
> 48
> 44
> 49
45
BaLK-3
K-5
BaK-2
ZK-1
PSK-52
1.27
1.31
1.37
1.40
1.44
>41
34
43
31
14
41
24
>44
46
29
KF-6
PSK-53
KZF-2
SK-16
LaK-21
!.56
!.58
1.65
1.71
1.82
20
22
>37
38
35
>26
26
32
43
41
LaKN-7
SSK-2
LLF-1
LaK-8
BaF-4
1.95
2.07
2.09
2.59
2.63
11
41
34
36
41
41
19
41
LF-5
LaFN-3
TiF-4
BaSF-1
F-3
2.73
3.11
3.18
3.33
3.45
>42
15
> 23
>29
>31
BaSF-52
LaF-21
F-7
LaF-22
LaSF-5
3.77
3.78
3.80
5.35
5.80
8
8
>42
19
8
>27
26
24
22
18
5.89
9.90
12.02
19.20.
> 25
7
> 24
25
7
8
9
TiSF-1
SF-6
. SF-57
SF-59
7
Thread-like damage
(Jcm- 2 )
11
11
41
7
''
30
18
23
22
27
144
Laser damage
6.4 Laser Damage in Optical Materials at 10.6 I'm
There has been a rapid development of C0 2 lasers for many applications,
particularly high power lasers for industrial usage. There has also been a
trend to reduce the size and increase the efficiency of these laser systems
which has led to high power and energy densities capable of damaging
optical components. There has been much discussion in the literature (e.g.
Patel1977) concerning the suitability of materials, particularly for the C02
laser windows. The main factors limiting the performance of the optical
materials are distortion of the wave front and the deterioration of the
transmittance (reflectance in reflecting components) generally as a result of
laser induced damage. These factors depend upon the thermal and optical
properties of the materials and their bulk and surface absorptions. The
materials widely availao'le and most often used in C0 2 laser systems are
germanium, gallium arsenide, zinc selenide, sodium chloride and potassium
chloride. An obvious first choice is germanium since it offers a moderately
low absorption coefficient, low dispersion and good mechanical properties.
However, a major problem of this material is thermal runaway at high
powers and of course, it is visually opaque. Gallium arsenide offers some
improvement over germanium but tends to damage fairly readily, is more
expensive and is also visually opaque. Zinc selenide avoids the thermal
runaway problem, it also offers visual transmittance capability where this
is important for sighting or lining up purposes and a higher damage
threshold. The alkali halides offer high damage thresholds, low bulk
absorption coefficients but their low mechanical strength, poor thermal
properties and hygroscopicity tend to limit their use to laboratory applications where these optical materials can be protected from surface absorption and degradation. The use and damage susceptibility of these and reflecting materials together with their coatings is reviewed by Wood et a/
(1982a).
Germanium
The bulk absorption in pure germanium results from the intrinsic carrier
concentration according to the temperature of the material. There is a large
population of intrinsic carriers at room temperature and thermal runaway
occurs at temperatures above about 55 o C. Thermal runaway is associated
with an exponential rise in the number of free electrons and holes with
increasing temperature, and a corresponding rise in optical absorption.
When the rate at which a germanium component loses heat is less than the
rate at which energy is being gained by absorption of laser radiation, the
temperature of the component increases. For any given cooling situation
there is a power density above which the component temperature rises
ending in a region of rapid increase known as thermal runaway. The result
is the fracturing or local surface melting of the component. This phenom-
Laser damage in materials at 10. 6 p.m
145
enon was discussed by Young (1971), and a thermal model which examines
the temperature dependence of thermal conductivity has been presented by
Wilner et at (l982). A physical description of the effects of thermal runaway
has been reported by Willis and Emmony (1975) for a number of etalons
used as output mirrors of a pulsed COz TEA laser. The damage on the
inside cavity face was always greater in extent and depth than that on the
outside or exit face of each etalon. Two regular orthogonal pattern intervals
occurred as a result of the surface melting of germanium following the
formation of avalanche currents in response to the electric field of the
incident laser radiation. Willis and Emmony proposed that after avalanche
formation, linear melting occurred together with constructive interference
between the incident radiation and the field of the induced current doublet,
followed by initiation of new avalanches conforming to a regular array. The
near field within the germanium gave rise to broadside pattern growth
(roughly 1. 7 p.m spacing) whilst a surface wave produced new avalanches
and/or increased damage at a spacing close to the free space wavelength of
10.6 p.m. Similar patterns were also observed in silicon.
The bulk absorption coefficient of germanium can be varied by doping.
Material with p-type conductivity is more absorbing than material with
n-type conductivity (see Chapter 4). Standard material for room temperature operation with the lowest absorption coefficient ( < 0.02 em- 1 ) is
5-40 0 em n-type. However, the high temperature limit of the exhaustion
range can be increased by making the material more strongly n-type at the
expense of an increased room temperature absorption. Thus 3 0 em n-type
material offers an absorption coefficient lower than 0.1 em- 1 up to about
77 ° C, a value roughly 20 ° C.higher than the point of equivalent absorption
of I 0 0 em material. Thus there is the possibility of adjusting the resistivity
and therefore the absorption coefficient within limits to suit the application.
Wood et al (1982b) have shown that free-carrier absorption theory is
adequate to explain the absorption of bulk intrinsic and doped germanium
following the work of Capron and Brill (1973) and Bishop and Gibson
I
(1973).
The surface absorption of germanium is an equally serious problem since
high surface absorption can enhance thermal runaway. Wood et al (1982b)
reported a series of results on a well characterised series of germanium
samples. C0 2 laser calorimetry was performed in ambient laboratory conditions on samples of different thicknesses and it was shown that there was
a surface contribution to the total absorption. When measurements were
made in a vacuum calorimeter, it was shown that there was a removable
surface absorption contribution which returned on exposure of the samples
to air. The removable surface contribution measured varied from
0.05-0.7% per surface and was attributed to water or hydrocarbons. A
25 mm diameter germanium sample was heated and the water was removed
from its surfaces and collected in a molecular sieve. It was calculated that
• I
'I
'
I I
I
!
!
Laser damage
146
there was sufficient water for a 13 nm thick layer, resulting in an absorption
of 0.130Jo per surface based on the known absorption coefficient of water
at 10.6 JLm. The residual surface absorption not removable by exposure in
a vacuum was shown by Hutchinson et a/ (1982) to be directly caused by
the surface polishing. Originally the polishing of the samples was done with
alumina, but when all were polished using Syton the non-removable absorptions were normalised and reduced to about 0.1% per surface, and after
finally polishing with diamond powder on a tin lap, they were further
reduced to 0.05% per surface (Wood et a/1982b). The removable surface
absorptions were also reduced by this to an average of 0.15% per surface.
The source of the variable surface absorptions was thought to be a layer of
hygroscopic germanium oxide.
A value of single shot laser damage threshold at 10.6 !Lm quoted by Wood
et a/ (1982a) is listed itf table 6.2 along with values for other materials. In
a study of the effect of pulse repetition frequency (PRF) on laser damage
threshold, Wood eta/ (1982c) reported data for PRF from single shot to
100 Hz. The single shot value was normalised to 1.0 and the value at 10 Hz,
found to be 0.75, was 0.50 at 50 Hz and at 100Hz, 0.15 of the single shot
value.
Table 6.2 Single shot laser induced damage
thresholds for 10.6 JLm radiation (Wood et a/
1982a).
Material
Damage threshold (MW em- 2 )
Ge
GaAs
600
100
800
100-1000
ZnSe
KCI
Gallium arsenide
Libenson et a/ (1981) have investigated the surface damage of [ 111] gallium
arsenide mono crystalline material upon irradiation with 150-200 ns pulses
from a TEA C0 2 laser. The final stages of beam erosion were seen to have
a thermal character as illustrated by the formation of loose deposits of
arsenic oxides on adjacent surfaces. Libenson et a/ proposed that the beam
erosion was due to heating following thermal instability. The initiation of
thermal instability is likely to be caused by a local increase in the surface
absorption coefficient leading to a temperature increase and the loss of the
volatile component, arsenic. Once this has happened a further Increase in
the temperature occurs because of absorption by the gallium rich material
in the irradiated region. Thus the laser beam erosion of gallium arsenide
was considered as a sequence involving local heating at an inhomogeneity,
Laser damage in materials at 10.6 p,m
147
pre-damage threshold dissociation resulting in gallium enrichment followed
by further heating and intense dissociation. The model was supported by
scanning electron microscope (SEM) examination and x-ray micro-analysis
which confirmed that the entire damaged region was arsenic deficient. This
is likely to be one of the reasons why GaAs offers a lower damage threshold
than germanium. The thresholds of GaAs and Si were investigated by
Danileiko eta/ (1978) at 10.6 p,m and also at 2. 76 and 2.94 p.m. The damage
threshold level quoted in table 6.1 is that from the review of Wood et a/
(1982a).
Zinc selenide
Kompaneits et a/ (1981) have investigated the relationship between bulk
damage threshold and the defect structure of melt grown ZnSe crystals. The
main defect in melt grown ZnSe resulted from deviation from stoichiometry
of the chemical composition of the melts and crystals. Studies of annealing on the defect structure indicated that the solubility of Se in solid ZnSe
decreased with the fall in temperature. Thus cooling was accompanied by
precipitation of the ZnSe-Se solid solution, yielding Se and gaseous Se
microparticles at sites such as deformed bonds and dislocations. It was considered that carbon, oxygen and hydrogen were also associated with the
microparticles. The results of bulk damage threshold testing revealed that
optical breakdown was caused by the thermoelastic damage at sub-micron
Se particles containing the above impurities. Material grown from the
vapour at no more than half the melting point should contain very few, if
any, of this type of defect. For instance Leung et a/ (1978) investigated
relatively early CVD material (1974-5) and found that inclusions near the
surface or in the bulk played an important role in the damage mechanism.
Later, improved material was found to be the first ZnSe which could be
damaged on the surface and not in the bulk. Wood et a/ (1982a) have
reviewed studies of impurities in the bulk and at grain boundaries and their
likely effect on absorption (see also Chapter 4). The very pure ZnSe now
available is useful in laser optics and Patel (1977) has assessed this material
as well as Ge, GaAs and the alkali halides for use as laser windows, where
a pressure differential of 1 atm exists across them. From optical considerations ZnSe emerged as the best window material. This was in spite of the
fact that KCI has a lower absorption coefficient and Ge and GaAs are
mechanically stronger. Detrio et a/ (1979a) have studied the laser power
dependence of the temperature distribution, optical absorption· and strain
for specimens of ZnSe with absorption, coefficients in the range
0.02-0.006 em -I. The response of ZnSe to an axisymmetric COz laser
beam was predicted by a mathematical model valid for powers up to
700 W. C02 laser single shot damage threshold for current material is listed
in table 6.2.
148
Laser damage
Potassium chloride
Some of the problems affecting the laser damage threshold of KCl are
illustrated in work reported by Allen et a/ (1974). In this, laser damage
thresholds of reactive atmosphere processing (RAP) grown KCl were
measured as a function of surface and bulk processing techniques. Both
monocrystalline and hot forged material polished by conventional and HCl
chemical polish techniques were measured for bulk and surface damage
thresholds. These threshold values were correlated with absorption, Auger,
low energy electron diffraction (LEED) and SEM data. The RAP boules were
essentially monocrystalline but contained some low angle grain boundaries
and the hot forged samples possessed an average grain size of 5-I 0 f'm.
Conventionally polished samples were found to be very sensitive to humidity and it was thought that the surface quality was probably a limiting
factor, effectively masking the improved bulk matrial quality of the RAP
grown material. A much improved surface quality was obtained after conventionally polished samples were chemically polished in concentrated HCl
for 1-2 min followed by rinsing in isopropyl alcohol and a final cleaning
in a freon TF vapour-degreaser. The scratches and surface imperfections
seen by optical microscopy before this treatment were entirely absent after
it, even when examined in an SEM at 18 000 X magnification. The total
absorption coefficients measured by C02 laser colorimetry were reduced by
a factor of 8-10 for monocrystalline and 2-10 for hot forged material. This
was attributed to less surface absorption as a result of the chemical
polishing. The chemically treated surfaces were also less humidity sensitive
and caused less scattering. Moreover they exhibited less oxygen and carbon
contamination on Auger analysis and much sharper more ordered LEED
patterns. Both the surface perfection and degree of contamination were
improved further after 6 min of argon ion sputter cleaning (800 eV,
10 f'A em- 2). Damage measurements were conducted using a pulsed TEA
C02 laser, whose pulse consisted of 0.6 f!S of individual 2 ns longitudinal
mode spikes. The spot size on the samples was in the range 60-70 f'm. The
tests were made in an evacuated chamber equipped with an X- Y translation
stage. The exit surface damage site on mechanically polished surfaces was
found to consist of a central melted portion surrounded by a smooth ring
with shallow cleavage cracks radiating outwards. This damage occurred at
a low threshold value of 120-580 MW em- 2 whereas for etch polished
samples damage occurred at an order of magnitude higher level of
550-4500 MW em- 2. In the latter case the damage sites were several
millimetres in diameter and consisted of radiating cleavage cracks. Bulk
damage was found to occur at power densities of 4200 up to ·more than
7800 MW em- 2. This work clearly illustrates the importance of surface
perfection and purity in achieving high laser damage thresholds. Work
reported by Vora et a/ (1978) on tunable C02 laser calorimetry
Laser damage in materials at 10.6 p.m
149
(9.2-10.8 p.m) further demonstrates the importance of extrinsic impurities
upon absorption and therefore on the laser damage threshold. Long bar
samples of KCI were used to distinguish between surface and bulk absorption. The absorption of best quality RAP grown material was found to be
partly a result of the s1,1rface CI0 3- and Cl04- impurities, and the bulk
Cl03- and Cl02- impurities.
I
7
Infrared Optical Fibres
The first serious attempts at the transmission of images along uncoated or
plastic coated aligned bundles of flexible oxide glass fibres were made by
van Heel, and Hopkins ~nd Kapany in 1951 (Kapany 1967). The light losses
and optical isolation problems of these fibres were overcome by the
development of glass coated glass fibres by Kapany (1959a) and Hirschowitz
et at (1958). Kapany (1967) first applied the term 'fibre optics' to this field
and defined it as meaning the art of active and passive guidance of light
rays in the ultraviolet, visible and infrared regions of the spectrum along
transparent fibres through predetermined paths. He also developed the
technique of fabricating 'multiple fibres' (Kapany 1959b), thus opening the
way for the fabrication of high resolution fused fibre optic face plates for
cathode ray tubes, and coupling plates for image intensifiers (Hicks and
Kiritsy 1961). Experiments were also carried out in waveguide mode
propagation in small diameter fibres (Kapany and Oberheim 1958, Snitzer
1959, Kapany and Burke 1961). Additionally, materials such as As2S 3 and
AgC! for the mid and far infrared were explored by_Kapany and Mergerian
(1960), and later Kapany and Simms (1965a) explored As-Se-Te and
Ge-As-Te glasses for the far infrared. All of this work described by
Kapany (1967) was done with high loss materials (e.g. in the case of the near
IR with oxide optical glasses demonstrating losses of about 1000 dB km -I).
Nevertheless by the mid 1960s fibre optic technology had become well
enough established to allow the development of optical fibres for long
distance communications.
Kao and Rockham (1966) at STL, England first realised that the high loss
of most oxide glasses is not an intrinsic property but is caused by extrinsic
impurity absorption, and this can, in principle, be removed. Kao and Davis
(1968), Jones and Kao (1969) and Kao et at (1970) showed that fused silica
could have losses as low as 80 dB km -I. Kapron et a! (1970) at Corning
Glass Works, USA produced a fibre which had a loss of 20 dB km- 1 at
0.6328 I'm (helium-neon wavelength). During the 1970s fibre fabrication
technology was developed to the point where losses were reduced to a fraction of a dB km - I for infrared light in silicate glass fibres. Thus optical
communications have become possible using multimode silicate fibres in the
I
151
Infrared optical fibres
near infrared at 0.8-0.9 fLm, at 1.3 I'm and at 1.55 fLm. Monomode fibres
operating at 1.3 and 1.55 I'm have been developed to the point where
monomode optical communications are also now possible over very long
distances. Having overcome most of the synthesis problems of near infrared
fibres, researchers have recently turned their interest to mid and far infrared
fibre optics (Klocek 1982). The discoveries of mid infrared fluorozirconate
glasses (Poulain et a/1977) and fluorohafnate glasses (Drexhage et a/1980)
have opened up the possibility of fibres operating at around 4 I'm with
much lower theoretical attenuation than silicate fibres, thus offering the
potential of many kilometre repeater less links. There is also interest in far
infrared fibres for image transfer and co~ laser power transmission,
although here research is hampered by the lack of stable glass compositions
exhibiting low enough loss. Thus crystalline fibres and hollow core fibres are
being considered for operation in this waveband (Harrington 1981).
As described in Chapter 2, the loss in a II\aterial at short wavelengths is
set by the electronic absorption edge and also by Rayleigh scatter which
decreases as }, - 4 • This total loss therefore decreases as the wavelength
increases. However a crossover point is reached where the total loss rises
again because the dominance of the phonon absorption edge increases
proportionately with increasing wavelength. This is illustrated for three
materials in figure 7.1 (Harrington 1981). For optical communciations
requiring high performance waveguides, it is preferable to operate at a
wavelength where the material dispersion is near zero and where the loss is
minimal, i.e. at the V region in the plots of figure 7 .1. However for short
distances, and power and image transmission applications, minimum
material loss is the main criterion. To illustrate the effect of the material
anion on this minimum loss, Gannon (1980) calculated the reststrahlen
frequencies for a number of materials and assumed an anharmonic multiphonon mechanism. While these data are not completely valid for atomic
KCI
KilS5
10-~'o-.5.L.L.U..C1.co-O-~~~__,5!-,_.0~~10;c--2;e;0,-~'--;"50
Wavelength (Jlm l
A plot of theoretical attenuation due to Rayleigh scatter at
short wavelengths and phonon absorption at long wavelengths for SiO,
glass, KCl and KRS5 (Harrington 1981).
Figure 7.1
!52
Infrared optical fibres
configurations in real materials, they do offer a useful guide to the likely
performance of families of materials, as can be seen in figure 7 .2. They
illustrate that silicates are only useful in the near infrared and that it is
necessary to resort to halide or chalcogenide materials for the mid and far
infrared wavebands.
100 dB km1
10 dBkm-'--- -
'
Oxides
10~' ~------~~----~--~~~~-L~~-7-~----------~
1.0
3.0
Woveler1Jih lpm)
10
13
so
Figure 7.2 A plot of theoretical attenuation due to phonon absorption for
families of materials containing different anions (Gannon 1980).
7.1
Light Guidance in Fibres
The theory of simple light guidance and of waveguide mode propagation in
optical fibres is detailed elsewhere (Kapany 1967, Marcuse 1972), but an
indication of the general principles is given here as a background to the
subsequent discussion of fibre materials and technology.
An optical fibre consists of an inner core of glass of higher refractive
index, clad concentrically by a glass of lower refractive index as illustrated
in figure 7.3(a). The simplest fibre possesses a step index profile as shown
in figure 7.3( b) and light guidance occurs when n 1 is larger than n 2 (usually
around 1o/o difference). It is seen in figure 7.3(a) that a light ray inside the.
core is reflected at the core/cladding interface at an angle e, where e is large
enough for total internal reflection to occur according to
e > sin- 1(nz/n!).
(7.1)
Additionally for the multimode fibre shown in figure 7.3( b), the many rays
travelling in the core must superimpose themselves so that there is constructive interference. This limits the possible angles for 8 to a discrete set of
values. The waves that satisfy the requirements for guided transmission
inside the fibre core are called modes. The fibre illustrated in figure 7.3(b)
153
Light guidance in fibres
I
can support a finite number of guided modes characterised by the frequency
relationship given by (Snyder 1969)
I,
V = (27ra/A)jn1- n~
!'
(7.2)
where a is the core radius, >.the vacuum wavelength of the radiation, n 1 is
the refractive index of the core, n2 that of the cladding and jn1- n~ is
the numerical aperture of the fibre.
The total number of modes N that can be supported by this multimode
type of fibre is given approximately by (Gloge 1971)
(7.3)
Li ht
9 ray
----
a1
----
----
-- ---- ----
-----
---
Cladding
Core
(a)
=-_lJJ-==- =rrJ==~~-[~~== : : ~:ding
1
wI
I
_
1
I:
~
I
u
I
3~m
-50~m
- - - - - , __
_ __ , -60~m
_
t.....-...l
125 ~m
(b)
~
i---1
(c)
ld)
125 ~m
.
- - - - n mr=1
125 ~
Figure 7.3 Schematic representation of an optical fibre consisting of
an inner core of higher refractive index glass concentrically clad by a
glass of lower refractive index showing: (a) propagation; (b) step index
multimode fibre refractive index profile; (c) step index monomode fibre
refractive index profile; (d) graded index multimode fibre refractive
index profile.
Thus more modes can be guided if either the core radius, or the refractive
index difference between core and cladding, is large. It is possible to construct a fibre so that only one mode is transmitted, and this type of fibre,
illustrated in figure 7.3(c), is called monomode. The normalised frequency
V ,of equation (7 .2) for monomode operation should be less than 2.405
(Marcuse 1972). Signal distortion in these fibres results from dispersion in
the glass, and from the fact that the group velocity of the mode is dependent
on frequency, even in the absence of material dispersion (Dyott and Stern
1970). These effects are small for small bandwidths, hence narrow bandwidth lasers are used in long length monomode communications links. The
material dispersion for Si0 2 glass, the major constituent of near infrared
fibres, tends to zero at about 1.3 11m (Payne and Gambling 1975, Fleming
1978) which also corresponds to the minimum optica11oss wavelength. For
high capacity long length data transmission systems, monomode fibres are
I
!
Infrared optical fibres
154
preferable because of the pulse broadening which occurs in multimode
fibres. In multimode fibres the high order modes (high angle rays) pass
through longer optical paths than low order modes, thus resulting in pulse
broadening. That is, a short input pulse shared by many modes splits up
into a sequence of pulses that arrive at the output end of the fibre at
different times (Gloge 1971). Equation (7.4) (Gloge 1971) offers an order
of magnitude value for this pulse broadening
(7 .4)
where L is the fibre length and c is the velocity of light in a vacuum.
For a multimode fibre of Li.n- 1"To, the pulse broadening is of the order
of 50 ns km -I, or of the order 10 MHz km bandwidth for a Gaussian pulse.
However, a large improvement in the bandwidth of a multimode fibre may
be achieved by grading ,the refractive index profile of the core to equalise
the propagation times of high and low order modes (Kawakami and
Nishizawa 1968). In this multimode graded index fibre illustrated in figure
7.3(d), the refractive index changes continuously from a maximum value
on axis, to a lower value at the fibre boundary. The index distribution is
approximated by (Gloge 1971)
n = n0(1- or 2 ja 2 )
(7.5)
where odetermines the rate of change of refractive index and a is the radius
of the fibre.
The pulse broadening of 50 ns km ~ 1 for the step index multimode fibre
given above would be reduced to the order of 0.25 ns km _, for a
corresponding graded index multimode fibre (Marcuse 1973). Hence single
mode fibres are only really necessary for high capacity and for very long
length (many kilometres) data transmission links, and also for fibre sensors
(e.g. fibre gyroscopes, magnetic sensors, etc (Giallorenzi et a/1982)).
7.2 Oxide Glass Fibres for the Near Infrared (0.75-2.5 fLm)
With the invention of the laser in 1960, coherent sources of electromagnetic
radiation became possible in the visible and near infrared regions of the.
spectrum. Attempts were made to utilise lasers for communications
purposes by transmission through the atmosphere (Chu and Hogg 1968).
However, direct atmospheric transmission is limited by scattering from fog,
mist and rain, so that to achieve a realistic communications system some
form of light waveguide was found to be necessary. Gambling (1964) suggested that glass fibres might be used for this purpose, and the first detailed
study of the feasibility of using glass fibres was made by Kao and Hockham
(1966). The potential of optical fibres seemed very attractive, i.e. small size,
low weight, low cost and high bandwidth. However, the difficulties were
Oxide glass fibres for near infrared
155
immense since it was necessary to reduce the optical loss of commercial
fibres from about 1000 dB km - 1 to at least 20 dB km- \ and satisfactory
jointing, connecting and cutting techniques needed to be developed. Doubts
were also expressed concerning the ability to preserve the precise dimensions
necessary over many kilometre lengths, and to maintain long term tensile
strength for cabling and subsequent manhandling. All of these problems
have now been overcome to such an extent that fibre based communications
systems are being installed by the telecommunications industry. An
excellent account of the evolution of low loss optical fibres over the last 15
years has been given by Gambling (1980). Around 1967, a loss level of
150 dB km - 1 was achieved using commercial Schott F7 glass rod and
Pilkington MEl glass tubing. A breakthrough came when Kapron et a/
(1970) reported a fibre loss of 20 dB km - 1 in the visible spectrum (He-Ne
wavelength). A little later Payne and Gambling (1974) reported a loss of
2.7 dBkm- 1 at 0.83 I'm for a phosphosilicate core glass fibre and French
et a/ (1974) reported similar losses for a germanosilicate core glass fibre.
Both groups of workers used the CVD technique which has subsequently been
refined so that attenuations of 0.5 dBkm- 1 at 1.3 I'm and 0.15 dBkm- 1
at 1.55 I'm can now be obtained for multimode fibres. Miya et a/ (1979)
have reported an attenuation as low as 0.2 dB km - 1 for a single mode fibre
at 1.55 I'm wavelength. The drive to produce high perfection low loss glass
for optical communications has stimulated much research and development
into glass synthesis 'and fibre drawing techniques both from the melt and
from the vapour. As might be expected the vapour techniques have yielded
glass fibres with the lowest attenuation, and these are most suitable for
mono and multimode long distance operation. The melt techniques are able
to yield fatter fibres (e.g. 250-400 I'm cores) and higher numerical apertures
(up to 0.5) more easily than the vapour techniques, but the loss is usually
higher (e.g. 3-20 dBkm- 1 ). Thus these melt techniques yield fibres more
suitable for short distance multimode operation.
f
7.2.1 Glass fibres produced by melt techniques
Most high quality optical glasses are produced from a melt of oxides and
carbonates, so it is a natural progression to upgrade this technique to
produce grasses for fibre optic applications. In recent years oxides such as
Si02, Ge02, B20 3 and As203 and carbonates such as Na2C03, K2C03,
CaC03 and BaC03 have become commercially available with total
transition metal contents below 20 ppb. The removal of transition metals
from these raw materials is necessary because transition metal oxides
together with OH are the main extrinsic absorbers in oxide glasses as
discussed in Chapter 3. Where possible, volatile compounds of the raw
materials are purified by distillation before conversion to oxide, e.g.
Si(OC2H 5 ) 4 in the case of Si0 2. Where this is not possible, solution
techniques such as recrystallisation, cation exchange, solvent extraction or
I
I
i
Infrared optical fibres
156
electrolysis are used. Details of raw material preparation methods and
analytical techniques have been reviewed by Zief and Speights (1972) and
by Gossink (1977). Having obtained ultra pure raw materials the next
problem is to convert these into a homogeneous glass suitable for fibre
production without the risk of contamination leading to high optical losses.
The glass melting process can readily introduce impurities as discussed in
Chapter 3 and as reported by Newns eta/ (1973) and by Scott and Rawson
(1973). One of the most successful techniques for the synthesis of low
melting glasses suitable for high numerical aperture, NA, multimode fibres
has been described by Beales et a/ (1976) and is shown schematically in
figure 7.4. In this method the ultra pure raw materials are melted in a silica
crucible of equivalent purity inside a silica liner within a conventional muffle
furnace. The redox state of the residual Cu and Fe impurities in the melt
is controlled by bubbling with dry COjC02 gas, since these elements have
high attenuation coefficients (Fe2+ at 1.1 ,urn, Cu2+ at 0.8 .urn). This redox
state is stabilised by a small quantity of As20 3 buffering agent added to the
batch materials. If the gases are carefully dried then the OH content of the
melt can be reduced (Beales et a/ 1977) and under optimised conditions can
be controlled at about 5 ppm (Beales and Day 1980). When a homogeneous
glass has been prepared under controlled redox conditions it is necessary to
convert this into a suitable form for fibre pulling. The most usual method
of doing this without contamination is to allow the melt to cool to a
temperature at which rods may be drawn from its surface. These rods are
then subsequently used as feedstock for a double crucible fibre drawing
system (Kapany 1967), diagrammatically shown in figure 7.5. In this fibre
drawing technique, core and cladding glasses are fed into concentric
[1as
1n
I
( L;
,-----
L
-Gosout
,--
~
Furnace
Figure 7.4 Synthesis of low melting temperature glass where C is the
silica crucible plus melt and L is the silica furnace liner chamber.
Oxide glass fibres for near infrared
c___-,
~
~ ,------1
~
157
--!Diffusion
_fngth
Fibre
Figure 7.5 Cross section of a double crucible used for fibre drawing
from molten glass.
crucibles having nozzles at their bases and the clad fibre is drawn directly
from the nozzles. Step index fibre from several glass systems has been
produced by this technique and these glass systems are listed in table 7 .1.
Uchida eta/ (1970) produced the first graded index fibre by an ion exchange
technique. Since then the double crucible fibre drawing technique has been
modified to yield graded index fibre. Concentric double crucibles are
charged with low loss core glass rod (centre), and cladding glass rod
(outside) made by the melt process, and the clad glass fibre is drawn from
the nozzle at the base. The graded index profile is obtained by diffusion or
ion exchange of mobile ions across the core cladding interface within the
molten glass, between the inner and the outer crucible nozzle. This diffusion
length L is tailored to produce the required profile for the glass systems
being used. The diffusion profile depends upon the diffusion coefficients of
the ions, the time allowed for diffusion (i.e. the diffusion length, L, in the
crucible in relation to the fibre drawing speed) and the radial distance over
which the diffusion has to take place (Dyott and Brain 1974). The double
crucible technique yields a relatively stable graded index profile over the
whole length of the pulled fibre provided that the temperature profiles are
kept constant, because the diffusion relies on the geometry of the system
and on the bulk glass properties. The graded index profile produced by this
diffusion technique deviates from the required profile so that in practice
pulse broadening of the order of 1 ns km- 1, equivalent to about
500 MHz km bandwidth, occurs in all the optimised systems listed in table
7.2 (Beales and Day 1980).
A novel melt synthesis technique has been developed by Macedo and
Litovitz (1976). This includes a purification stage so that the loss in the fibre
Table 7.1
Core glass
Cladding glass
Numerical
aperture (NA}-
Loss
(dB km- 1)
I Na,O-B,O,-SiO,
2 Na,O- Li,O-CaO-SiO,
Na,O-B,O,-SiO,
Na,O-Li,O-CaO-SiO,
0.18
0.23
3.4
4.2
3
Na,O-CaO-SiO,
Na,O-CaO-SiO,
0.26
5.2
4
P,o,-oa,o,-oeo,
P,O,-Ga,0 3'--SiO,
0.30
8.5
Na,o-B,o,-sio,
0.30
12.0
Na,O-B,O,-SiO,
0.40
9.8
5 TJ,O-Na,O-B,0 3-GeO,-BaO-CaO-SiO,
6
Na,O-BaO-GeO,-B,O,-SiO,
Reference
Beales et a/ (1977)
Takahashi and
Kawashima (1977)
Jmagawa and
Ogino (1977)
Akamatsu et at
(1978)
Yamazaki and
Yashiyagawa
(1977)
Beales et a/ (1979)
!59
Oxide glass fibres for near .infrared
is less sensitive to the purity of the melting environment and the raw
material. Alkali borosilicate glass of low alkali content ( -1 OOJo) is melted
and converted into rods. These rods are then phase separated by heating to
a temperature above T,, the glass transition temperature. The transition
metal impurities from the starting materials and the melting environment
tend to ·segregate into an interconnected boron rich phase which is
subsequently dissolved in acid, and a silica skeletal phase. The pores of this
etched silica skeletal phase are back filled with dopant in order to modify
the refractive index. Finally, the outer surface of the rod is leached of
dopant to create a cladding layer of lower refractive index. The resulting
preform is then dried out and pulled into a fibre. Macedo et a/ (1976) have
reported losses of around 15 dBkm- 1 at 0.8 !Lm for step index fibre with
an NA of 0.28 made by this technique, and Bamford and Loukes (1979)
reported a loss as low as 6.5 dB km _,. Further detail on this type of process
is given by de Panafieu et al (1980):
Table 7.2
Pulse
dispersion
(nskm- 1 )
Diffusion
mechanism
Base glass
Loss
(dBkm- 1 )
Na+;:::!: K+
RzO-GeOz-CaO-SiO,
1.1
1-3
Tl+:G:Na+
RzO-B,O,-SiO,
NazO-B,O,-SiOz
NazO-B,O,-SiO,
5.0
5.7
3.5
<I
1-4
<1-6
Na20 diffusion
CaO, BaO diffusion
Reference
van Ass eta/
(1976)
Inoue eta/ (1976)
Newns (1976)
Beales et a/ (1980)
7.2.2 Glass fibres produced by vapour techniques
The use of semiconductor-type cvo high purity techniques in vapour
synthesis of glass for fibre optic applications has been spectacularly
successful, and attenuations very close to theofetical limits have been
achieved in the resulting fibres. Essentially the CVD technique is a gas phase
oxidation reaction onto a substrate to produce either a solid boule from
which preforms and fibres are produced, or a single preform which is subsequently drawn into fibre. Usually silica or silicates with up to roughly
15% of other oxides, such as GeOz, PzOs, Bz03 and also fluorine, are
synthesised by this method to make optical fibres. A major advantage of
CVD techniques is that the volatile raw materials are readily purified by
distillation. Liquids such as SiC4, GeC4, BBr 3 and POCh can be distilled
to reduce the concentration of most transition metal impurities to below
1 ppb (Beales and Day 1980). Thus the achievement of ultra high purity
necessary to yield near intrinsic attenuation in fibre is much easier in vapour
synthesis than it is in melt synthesis (§7.2.1).
i'
I'
I
'
Infrared optical fibres
160
The vapour deposition technique has been used 'for many years for the
commercial production of pure silica glass for scientific and engineering
purposes. This product is usually prepared as large boules, many kilograms
in weight, of the order of 100 em long and 10 em or more in diameter for
instance, by the flame hydrolysis of SiHC4. This is a process similar to the
Verneuil technique for crystal growth (§3.2.4), except that the vapour feed
stock is used instead of powdered material. This type of material usually
contains of the order of 1000 ppm of H20, and thus for fibre applications
is only useful at around 0.85 p;m since OH absorption eliminates operation
at longer wavelengths. To overcome this problem and hence create a much
wider operational window, the CVD process has been modified by the
utilisation of SiC4 feedstock in a plasma torch instead of a hydrogen flame,
and thus major OH impurity incorporation is avoided. Material can be
' with H 20 contents of under 2 ppm. Winterburn
produced by this process
(1967) has patented this process but no details have been published for
commercial-in-confidence reasons. However, Nassau and Shiever (1975)
have published a detailed study of a laboratory scale equipment used to
produce material which, when drawn into fibre form, has exhibited a loss of
around 4.5 dB km - l at 1.06 p;m. The plasma process used by these authors
is illustrated in figure 7.6. An oxygen plasma is generated inside a water
cooled silica tube by an external radio frequency coil. SiC4 and oxygen are
fed into the base of the plasma, and Si02 is formed on a rotating mandrel
according to
SiC4 + 02-+ Si02 + 2Ch.
(7.6)
The growth equipment needs to be very well controlled since fluctuations
in the process can lead to powder particles or SiC4 droplets and thus to
bubble formation. If the process is operated so that ambient air is excluded
from the deposition zone by shielding with dry gas, then low OH contents
are possible in the product. However, if ambient air is allowed to interact
with the process at a critical point then the relative humidity of the air can
influence and possibly even control the OH content of the product up to
several tens of ppm. Nevertheless, if the process is operated with care and
attention to critical detail, very good quality, high purity, essentially OH
free glass suitable for fibre optic applications can be produced.
Another vapour technique which can be used to synthesise large
quantities of material for fibre optic applications is that first used by Hyde
(1942). In this technique material is generated by hydrolysing halide
vapours in a methane-oxygen flame and deposited as a 'soot' onto a
rotating and traversing alumina rod. The material adheres to the rod as
partially sintered glass, and a cylindrical porous glass preform is grown
from sequentially deposited thin layers, as shown in figure 7. 7. The vapour
composition is changed during deposition to produce a step or graded index
profile across the diameter of the boule (Schultz 1974). At the completion
Oxide glass fibres for n(!ar infrared
161
of the deposition the alumina rod can be removed (due to its higher thermal
coefficient of expansion) and the porous material is zone sintered at about
1500 °C to yield a clear glass preform which is subsequently drawn into
fibres or possibly into a series of rods for fibre pulling. This method yields
fibre with a high OH content and this can be reduced by utilising chlorine
as a dehydrating agent during the zone sintering (DeLuca 1976). Preforms
yielding about 10 km of fibre have been prepared, for instance, with a core
of Si02-Ge02-B203-P20s and cladding of B203-Si02 (Schultz 1973).
Gas feed for plasma
j
II
II
0
I 0~\
1Plasmo.t
I
120 00 OCI
/
0
0
Sict4
o,•
-
Figure 7.6
-
I
I
I
I
I
I
I
I
'
't
0
0
I
o
I
I
I
I
f--
{1
T~:. .~"·
Schematic diagram of the
radio frequency plasma synthesis process
for bulk Si02 glass.
Burner
}\
Figure 7. 7
The flame hydrolysis technique for fibre glass preform synthesis.
A recent variation of this technique also caP.able of yielding a large
quantity of material has been developed by Izawa'et at (1977) and is known
as the vapour axial deposition (VAD) technique. This is illustrated in figure
7.8 where it is seen that both core and cladding glass 'soots' are
simultaneously deposited on the end of a rotating silica mandrel, using an
oxyhydrogen flame together with halide feedstock. The porous preform, as
deposited, is retracted into an enclosure where it is dehydrated with SOCh
(Sudo et al1978) before being sintered to a solid transparent preform in a
carbon resistance furnace. The method has been used to synthesise a
P20s-Ge02-Si02 corejB203-Si02 clad fibre and the technique would be
well suited to the continuous production of long lengths of fibre. Clearly the
control of the refractive index profile is more difficult in this technique
where core and cladding are deposited at the same time but good results
have been reported by Izawa et at (1978).
Infrared optical fibres
162
The most frequently used method of preform manufacture in research
and development, which could also be used for production, is to deposit
the material on the inside of a rotating silica tube (12-25 mm external
diameter). An oxyhydrogen ring burner is traversed down the length of the
tube while halide feedstock and oxidising gas is passed down the tube. First
the cladding layers and then the core layers are deposited during many
(about 100) sequential passes of the oxyhydrogen flame, as illu~trated in
figure 7.9. This technique is suitable for mono or multimode preforms.
After the deposition is complete, the temperature is raised from about
1200-1600 °C to 1700-1900 °C, depending upon glass composition, in
order to collapse the tube to a solid clear glass preform.
_ Transparent
preform
-Carbon furnace
Porous_
preform
SiCl4 GeCl 4
POCt 3 02+H 2
Figure 7.8 Vapour phase axial deposition (VAD) of glass for fibre
applications.
The plasma technique described for the production of bulk water free
silica has been used in the inside silica tube deposition process by Kuppers
et a/ (1976). Instead of an oxyhydrogen flame, a microwave cavity
(2.45 GHz) was used to traverse the tube and maintain a non-isothermal
plasma within it at a pressure of 1-100 mm pressure. However, a stationary
furnace around the tube was used to maintain a base temperature of about
1000 °C. Other workers (Irven and Robinson 1979) have used an inductively coupled radio frequency plasma, operating at a frequency in the range
3-6 MHz or 27 MHz at atmospheric pressure, to produce a homogeneous
Oxide glass fibres for near infrared
163
gas phase reaction. This high temperature discharge causes fusion of the
deposited material and an enhanced reaction rate is achieved. After
synthesis the preforms are collapsed in the normal manner to yield a rod
for fibre drawing.
The preforms which result from all these vapour processes are normally
drawn into fibre by feeding them through a vertical carbon or Zr0 2 furnace,
followed by in-line primary plastic coating to avoid contamination and
strength reduction during secondary coating and cabling. More detail of all
of these deposition techniques, together with consideration of their relative
merits and the results achieved is discussed in an excellent review by Beales
and Day (1980).
Flame
~Preform
'kpour-
Deposition inside tube
Collapse to preform rod
Figure 7.9 The inside tube cvo deposition process for fibre preform
synthesis.
7.2.3 Physical properties of fibres
The state of the art of development in optical fibre communications
materials technology has recently been reviewed by Aggarwal (1982). At
present most high performance telecommunications optical fibre is
fabricated from germania doped silica core type material and the typical
loss at 1.3 !Lm has reached about 0.5 dB km - 1, i.e. very close to the
theoretical limit (Miya et a/ 1979). Continued improvements in material
quality and purity is likely to lead to mono or multimode fibres usable at
0.85, 1.3 and about 1.55 !Lm simultaneously, depending upon the needs of
the systems engineer. As part of a drive to achieve lower overall losses
(§7 .2), there is a trend in research to examine non-silicate glasses. An
example of this in the near infrared region is the work reported by
Takahashi eta/ (1982) on an antimony doped Ge0 2 core glass produced by
the VAD technique. Theoretical attenuation at roughly 2.4 !Lm is reported
as about 0.06 dB km -I, and intial synthesis has demonstrated an attenuation of 13 dBkm- 1 at 2.05 !Lm. Although more work on obtaining lower
attenuations is likely on similar non-silicate glasses, the major thrust on mid
infrared fluoride glasses is apparent (§7.3). Pure silica core fibre and high
NA fibre of more complex silicate composition are likely to find applications as short distance links, where ultra low attentuation is not the major
164
Infrared optical fibres
criterion. Thus pure silica, borosilicate and germania and/or phosphorous
doped silica type fibres are likely to be the major materials used in the near
infrared for both long haul and short haul uses.
The major extrinsic absorption problems in glass caused by impurities,
such as the transition elements and water in the form of OH, have already
been discussed in this and Chapters 2 and 3. Intrinsic absorption due to
scatter at short wavelengths and phonon processes have also been considered (Chapters 2 and 3). The major difference between glass fibres and
other infrared optical materials is the path length required. In the case of
fibre materials, extrinsic absorption needs to be totally removed. This has
presented the materials scientist with a major challenge since synthesis and
purification techniques suitable for producing material for short path length
applications, such as lens and window components, may well be inadequate
for long path length fibres. Nevertheless this challenge has been met,
resulting in material produced by the techniques described in §§7 .2.1 and
7.2.2.
Refractive index values for pure Si0 2 glass, modified with up to 20%
other oxides, is in general not well known as major emphasis had been
placed on achieving the required fibre performance, rather than the exact
detail of refractive index variation with composition. However, sufficient
data are available to illustrate the influence of Ge02, P 20s and B20 3 on the
refractive index, nd, of Si02. In a study by Huang eta/ (1978), it was shown
that refractive index exhibited a nearly linear dependence on composition
between Si0 2, nd = 1.4585, and Ge02, nd = 1.603. Gambling et a/ (1976)
also found a linear dependence of refractive index on composition between
Si02, nd = 1.4585 and P20s, nd = 1.52 in the range of 0-20 mole fJ!o P20s.
Van Uitert eta/ (1973) found an unusual variation of the refractive index
between Si0 2, nd = 1.4585 and B20 3, nd = 1.4582. A minimum in refractive
index, 0.3% less than that of Si0 2 was found at the composition
6 Si0 2 : 1 B20 3 • This difference is sufficiently large to make waveguides
utilising a pure Si02 core material.
Optical fibres used for communications in some military and civil
applications will need to withstand exposure to nuclear environments.
These can vary from long term, low dose rate irradiation (e.g. in the vicinity
of a nuclear reactor), to a high dose rate or high total dose irradiation (e.g ..
inside a nuclear reactor). In general optical fibres produced for the civil
market have been found to be susceptible to nuclear irradiation, and optical
attenuation several orders of magnitude greater than the intrinsic attenuation can be induced. In some fibres this induced attenuation is mainly of a
transient nature but in other fibres it can be permanent. Ionising radiation
incident on fibres induces colour centres which cause the increased attenuation and luminescence. Luminescence is produced by recombination of
electron-hole pairs created by the irradiation, and tends to be most intense
at short wavelengths where the radiation induced attenuation is greatest.
Oxide glass fibres for near infrared
165
Thus, the short wavelength luminescence is absorbed by the fibre, and any
near infrared component can be filtered. Therefore, luminescence effects
can be avoided relatively easily in systems, and they are not very important.
On the other hand, attenuation is of major significance. It must be
emphasised that attenuation resulting from radiation damage is a dynamic
process. That is, along with colour centre formation, the emptying of holes
and electrons out of these centres causes a concurrent recovery (Friebele and
Griscom 1979), and the observed attenuation is the difference between these
two processes. The recovery is usually thermally activated but can be partly
optically activated depending upon the glass composition. Thus the
measured attenuation is influenced by temperature and the intensity of light
travelling in the fibre. The dose rate, the dose level and the nature of the
irradiation are important, as are the signal launch conditions and the radiation history of the fibre under test since hardening can occur in some fibres.
The most important parameters are listed in table 7.3, and figure 7.10
illustrates the general wavelength dependence of the induced attenuation
Table 7.3
Some important parameters in making nuclear irradiation induced
attenuation measurements.
Radiation parameters
Fibre parameters
Measurement parameters
Type of radiation,
Chemical composition of
core and cladding
Multimode or monomode
Thermal history
(drawing conditions)
Radiation history
Wavelength
Temperature
Launch conditions
Signal intensity
Ambient lighting
(if fibre packaging
is transparent)
neutrons, etc
Energy of radiation
Total dose of radiation
Dose rate
0.8
\o,Javelength (!Jm)
0.6 0.5 0.4
0.3
0.2
!
2
3
4
5
6
Photon energy (eV)
General form of the 7 irradiation induced attenuation
plotted against wavelength for bulk synthetic silica.
Figure 7.10
i
Infrared optical fibres
166
when bulk fused silica is y irradiated. From this it can be seen that, in
general, the attenuation is less severe at longer wavelengths (e.g. at 1.3 and
1.55 ,urn) than at shorter ones (e.g. at 0.8-0.9 ,urn) and this results from the
absorption peak tail near 2.0 eV which is probably caused by holes trapped
on a non-bridging oxygen site (Evans and Sigel 1975). The fibre absorption
spectrum is more complex than this, involving additional transient and/or
longer term peaks than are shown in figure 7.10, but the general trend
of lower induced attenuation at longer wavelengths also holds for fibres.
The realisation of this trend aids assimilation of numerical data listed for
different wavelength values. Basically, the experimental apparatus for the
measurement of radiation induced attenuation consists of a light source
(white light plus monochromator, LED or laser), launch optics, fibre tails to
the length of fibre under test, a detector or detectors and electronics for
signal processing and pr¢senting or recording the data in the desired form.
Thermoluminescent dosimeters attached to the test fibre record the total
dose received in the case of y irradiation. A more detailed description of
the type of apparatus used is given by Friebele (1979) and Rosiewicz et a/
(1980). Measurements can be made at a single wavelength or at a number
simultaneously on a transient timescale, about 1 ms to 1 min, and/or on a
longer timescale of about one minute to many hours. The most commonly
used y radiation sources are Co-60 for continuous and long term impulse
testing, and high intensity flash x-ray equipment operated in the
bremsstrahlung mode for transient effects during impulse testing. A pulsed
reactor facility is used for neutron irradiation as described by Share and
Wasilik (1979). These authors also found that neutron effects at levels
encountered normally are as a result of electron ionisation rather than
atomic displacement. Thus the effects of nuclear irradiation in terms of
induced attenuation can mainly be determined by y irradiation. Only
limited neutron irradiation work has been reported (e.g. Rao et a/ 1979,
Lyons et a/ 1979).
Much early data were obtained in test laboratories on commercial off-theshelf or prototype fibre whose chemical composition, impurity content and
pulling history were unknown for commerical-in-confidence reasons. It was
thus impossible to determine the separate effects of chemical composition,
impurities, redox state, etc. More recently data have been obtained on fibre
prepared in a controlled manner by organisations responsible for the
nuclear radiation testing, and it has become possible to determine, at least
qualitatively, the fibre compositions which are likely to be most useful in
a radiation environment.
Care must be taken when examining literature data, since the response of
some fibres to total dose is not completely linear except possibly over a
certain total dose range. Thus results quoted in dB km -I krad _, cannot be
regarded as valid for all dose levels. In order to use the data for real applications, the range of linearity needs to be known for each fibre or fibre type.
0
0
Oxide glass fibres for near infrared
167
For some data this is stated or can be inferred, but for other data it is not
so and care is needed in using other data for more than a general guide. A
very good general review of the subject for multimode fibres is given by
Friebele (1979) and other recent useful information is given in SPIE, 296
1981, and SPIE, 404 !983.
Friebele (1979) reports that there are two basic fibre types which are
obviously the most useful for long lengths in radiation environments. These
are pure silica core fibres with polymer cladding (Pes) or fluorosilicate glass
cladding (FLCS), and silica core fibres doped with Ge0 2 and P20s and clad
with borosilicate-type material. More complex glass fibres and plastic fibres
are generally only useful in short lengths. The induced attenuation
behaviour of pure silica core fibre at 0.82-0.85 ,urn after impulse testing
with 'Y radiation is reviewed by Friebele (1979). The main feature of this
behaviour is transient attenuation followed by complete recovery after a
few minutes. The transient attenuation magnitude is variable depending
upon the fibre source and is markedly affected by the OH content (Barnes
and Wiczer 1981), radiation hardening and the light level travelling in the
fibre (West and Lenham 1982). It is in fact reduced by high light levels,
previous radiation hardening and a moderate OH content. PCS fibre is
reported to be generally the most radiation resistant (Sigel et a/ 1979), and
Friebele (1979) states that it is excellent for systems operating around
0.85 ,urn and requiring moderate fibre length runs, with downtimes in the
I 0 ,us to I min range following a moderate dose of about I 0 3 rads 'Y.
The most common telecommunications fibre is the germania doped silica
core fibre which has been manufactured with very low intrinsic loss and
offers useful transmittance at 0.85, 1.3 and 1.55 ,urn. F~iebele eta! (1980)
have reported that pulsed 'Y irradiation induced a large transient attenuation
in some members of this fibre class, and a large permanent one in others.
It would be of interest to use this more versatile type of fibre in radiation
environments and thus a number of reports of radiation studies on these
fibres have appeared (Share and Wasilik 1979, Friebele et a/1980, Rosiewicz
et a/ 1980). Friebele et at (1980) reported that within the limits studied
(13-31 wt OJo), the Ge02 content of the fibre had no influence on the radiation sensitivity and neither had the OH content any significant effect on the
induced attenuation at 0.82 and 1.3 ,urn with concentrations from 3 to
160 ppm. Thus it appears that the OH content can be minimised to achieve
low intrinsic attenuation, whilst the Ge02 content of the core, and
hence the refractive index, can be tailored to achieve the required NA
without affecting the radiation response. The transient attenuation after
pulsed 'Y irradiation was found to be high at 0.82 ,urn and, although reduced
by a factor of about 100, was still significant at 1.3 ,urn. However the long
term recovery of these binary core fibres was good at room temperature.
The response of this class of fibres in the temperature range -77-100 °C
has been studied by Share and Wasilik (1979). Friebele et a! (1980) have
Infrared optical fibres
168
found that the effect of introducing phosphorus into the germania-silica
core material is quite significant. Phosphorus at 2 wt "lo was found to
suppress the transient response at both 0.82 and 1.3 JLm. However, it was
also found that transient and long term attenuation rose as the phosphorus
content increased from about 5 to 9 wt%. This suppression of transient
response was also found by Rosiewicz eta/ (1980). They reported a large
improvement over previously published data for binary SiOrGe0 2 and
ternary Si02-Ge02-P20s core fibres with a B20,jSi02 cladding using a
flash x-ray machine and a Co60 source. The results are summarised in table
7.4 where it can be seen that the binary fibre shows a transient response
followed by considerable recovery at longer times. A high concentration of
P20s dopant suppressed the transient attenuation at the expense of increased
longer term response. A low P20s dopant concentration had a similar effect
on the transient respons¢, but reduced the increase in longer term response.
Unfortunately no numerical data were given for the chemical composition,
but it is clearly evident from this work and that of Friebele eta/ (1980), that
up to 2 wt% P20s added to a binary Si02-Ge0 2 fibre core material is able
to reduce the transient attenuation after exposure to 'Y irradiation without
substantially increasing the longer term absorption. This opens up the
possibility of adjusting the chemical composition of fibres to suit particular
applications in radiation environments. In choosing a fibre for any particular nuclear environment it is important to define the environment and
the operating conditions. Important parameters are total radiation dose, the
dose rate, the wavelength, permissible downtime, loss budget, fibre length,
temperature and bandwidth. It is also important to choose fibres which
have been thoroughly tested in order to achieve the predicted performance.
Table 7.4 Losses in dB km - 1 krad - 1 at transient and longer times for fibres after
impulse exposure to -y radiation.
Time
s
5 min
Material
w-' s
w-
Binary Si 02-Ge02
Ternary Si02-Ge02-P20s with
high P20s
Ternary Si02-Ge02-P20s with
low P20s
58
10
5
16
14
13
12
15
11
9
7
1
30 min
4.4
Once the optical attenuation in fibres had been reduced to levels which
were useful from an applications point of view, the attention of a number
of workers concerned with the practical deployment of fibre optic systems
turned to strength considerations (Olshansky and Maurer 1976). This is
because the brittle miture of glass can result in the failure of a communications system which might not be readily accessible for repair (e.g. a cable
Oxide glass fibres for near infrared
169
under the sea). Fibres in lengths up to about 10 km must not contain any
flaws which could result in failure under the conditions of service envisaged.
In general, fibres are required to retain high breaking strain ( > 1o/o) over
these long lengths for up to 20 years in their working environment. The total
flaw population includes intrinsic as well as extrinsic flaws. In practice it is
the extrinsic flaws created in the fibre surface during manufacture which
need to be eliminated or reduced to controlled low levels to maximise fibre
strength. A crack 1 I'm deep is likely to cause failure at 1% strain, thus
illustrating the magnitude of the problem. Fibres in deployed cables are
likely to be under some stress and to be subjected to some degree of
moisture attack, thus allowing flaws to grow by stress corrosion (Justice
1978). Thus even smaller flaws can be dangerous since they can grow to a
critical size by stress corrosion mechanisms, resulting in delayed failure.
Hence, having produced an ultra pure low loss material, it must be drawn
down to a fibre in an ultra clean· environment under rigid control to
minimise the size and distribution of surface flaws. Having achieved this
surface perfection, it must be preserved by coating the surface, normally a
plastic applied in line, to avoid any possibility of surface degradation during
subsequent cable manufacture (Ramsay et al 1982). Further research is
being carried out into improved primary protective coating materials such
as metals, silicon nitride and amorphous carbon (Chapter 9). Ritter (1978)
has reviewed the probability of fatigue failure in silica glass fibres in terms
of fracture mechanics. The data are illustrated by a design diagram. Such
a diagram for a fibre in a particular environment gives the probability of
failure for a given lifetime and applied stress, and the proof stress necessary
to ensure a minimum lifetime at a given stress. By employing this type of
approach, and using ultra clean drawing conditions together with good
coating practice, a gradual improvement in the strength of fibres has been
reported (Kurkjian and Rast 1981). The probability of a 5 km length of
fibre passing a 0.7 GPa proof test has increased from 0.1% (Maurer 1975)
to 10-90% (Maurer 1980) over the last few years, depending upon the
degree of care taken during fibre preparation and ptocessing. An important
step in obtaining long lengths of high strength fibre might be to fusion splice
together shorter lengths of proof tested material. It has been reported
(Kurkjian 1981) that fusion splices can be made with a failure probability
of 10% at 1.4 GPa and a median strength of 2.8 GPa. Most of the telecommunications fibre made by the vapour process is likely to possess an invariant outer composition of Si0 2 or a high percentage Si0 2 glass, and thus
the major thrust towards strength increase is to improve and maintain the
already improved glass surface quality (Ramsay et at 1982). However, the
low melting multicomponent glasses made by the double crucible process
offer significantly different strength properties to those of silica. The
presence of alkali metal oxides in such glasses is likely to influence the
chemical durability and fatigue of the material. France et al (1983) have
Infrared optical fibres
170
measured the strength and fatigue of multicomponent glass fibres as a function of environment and cladding glass composition. Strength and dynamic
fatigue were measured using a two-point bending technique from - 196 to
100 °C, and also down to w-s torr. Zero stress aging and static fatigue
were measured in ambient air and water at 20 °C for different glass compositions. The addition of zinc, magnesium and aluminium oxides to
sodium borosilicate cladding glasses was shown to yield a significant
improvement. One particular glass was found to be capable of surviving in
water for longer than 7 x 10 3 h at strains greater than 1o/o demonstrating
a considerable improvement over a simple borosilicate glass cladding.
7.3
Fibres for the Mid Infrared (3-5 ILm)
7.3.! Fluoride glass fibres
Until recently fluoride glasses have been considered to be mostly of
academic interest. Beryllium fluoride based glasses were first characterised
by Sun (1949, 1979) and Sun and Huggins (1950) who showed that they
possessed very low refractive indices (BeF2, nct = 1.2747) and optical dispersions (BeF2, Vct = 106.8). However little emphasis was placed on these
materials because of the toxicity of beryllium compounds in general, and
the hygroscopic nature of these glasses in particular. A useful review of this
early work has been given by Rawson (1967). Beryllium fluoride based
glasses have come into scientific use more recently, because of their potential as optical components in high power fusion lasers (Weber et a/1976).
New fluoride glasses based on PbF2 have been reported by Miranday eta/
(1981) and Shibata eta/ (1980a), but the melt size is very limited owing to
stability problems. However, the discovery of fluorozirconate glasses by
Poulain eta/ (1977) and Lucas eta/ (1978) and the fluorohafnate glasses by
Drexhage eta/ (1980) has generated great interest in fluoride glasses as mid
infrared fibre optic materials. Possible uses are in medicine, in transfer of
radiation in infrared optical systems and in repeaterless, long haul communications links (Tebo 1983). Researchers in the latter field have achieved
near theoretical losses of about 0.2 dB km - I in silicate fibres and a number
of workers have turned their attention to fluorides in order to obtain optical
fibres with lower attenuation. The fluorozirconate and fluorohafnate glasses
contain roughly 50-60 mole% ZrF4 or HfF4, together with 30-40 mole%
BaF2 and a number of alkali, alkaline earth, transition and rare earth
fluorides primarily to improve glass stability.
Another family of fluoride glasses based on ThF4 and trivalent (Yb, Y or
Tm) fluorides and/or divalent (Zn or Mg) fluorides with BaF2 has been
reported by Fonteneau et a/ (1982). The infrared transmittance of these
glasses extends further into the infrared (to 7-8 ILm) than the fluorozirconate glasses. Other ThF4/BaF2 based glasses, together with rare earth
fluorides, have been reported by Drexhage et a/ (1983). At the present
development stage, a major problem with all of these materials is the
Fibres for mid infrared ·
171
proximity of the glass transition temperatures to the crystallisation
temperatures, resulting in devitrification problems and in some, the
presence of small crystallites (10-50 ,urn) (Bendow and Drexhage 1982).
Weinberg eta/ (1983) have reported a detailed study of the crystallisation
of barium fluorozircomlte based glasses. Thus emphasis is placed on glass
compositions with three or more components to enhance glass stability and
adjust the viscosity to values suited to preform shaping and fibre drawing.
Glass formation has been studied using available fluorides, or oxides
converted to fluorides by melting with ammonium bifluoride, in covered
crucibles. Once these glasses were developed sufficiently to allow work on
fibre drawing to begin, much more careful melting conditions were
adopted. For instance very pure fluoride materials were melted in an inert
(Ar) or reactive (CC4) atmosphere in vitreous carbon or platinum crucibles
to prevent contamination from moisture or oxygen. The melt and fibre
synthesis processes for fluoride glasses are basically similar to those described for the melt synthesis of borosilicate glasses in §7 .2.1.
A useful review of glass formation and synthesis techniques has been
given by Poulain (1983). Modifications in the techniques are imposed by the
chemical reactivity and the differences in physical property of the glasses,
particularly the stability and viscosity temperature relationship. At present
those two parameters tend to limit the experimental techniques which can
be applied to fluoride glass synthesis, preform manufacture and fibre drawing. Glass melting techniques are described by Loretz et a/ (1982) and the
details of reactive atmosphere processing for fluoride glasses by Robinson
eta/ (1980) and Robinson and Pastor (1982). The latter type of processing
manages greatly to reduce extrinsic absorption caused by OH and other
trace oxides present in the melts. Preform preparation has been described
by Tran et a/ (1982). In this new approach to the problem, it was
demonstrated that a rotational casting process was able to yield preforms
with a uniform and controlled core/cladding ratio, thus allowing long
length preforms to be prepared for the first time. An illustrative description
of preform and fibre preparation for a particular BaF2 -GdF3-ZrF.-AIF3
fluoride glass, is given by Mitachi eta/ (1982). Fibre losses of 21 dBkrn- 1
(Mitachi et a/1982) and, more recently, 12 dBkrn- 1 (Manabe 1983) were
reported for a wavelength of 2.55 ,urn. However it is likely that reaching the
theoretically predicted very low loss of 0.01 dB krn- 1 will rest on the
development of a vapour or crucibleless technique for preform manufacture
so as to avoid contamination and to yield the glass quality required. Indeed,
the start of wch a development, using reactive vapours inside a melt synthesised fluoride glass tube, has been reported by Tran eta/ (1983). The authors
claim that this allows the modelling of the refractive index profile, the
preparation of preforms with a very small core, the prevention of OH
contamination and the avoidance of other contamination. Fluoride glasses
are transparent from the uv (- 0.2-0.3 ,urn) to the IR ( - 6-8 ,urn) and are
thus very suitable for mid infrared fibres.
l'
I
Infrared optical fibres
172
The infrared absorption in these glasses has beeh studied by Bendow et
at (1981a, 1982), Drexhage et al (1982a), Poignant (1982) and Almeida and
Mackenzie (1983). These studies showed that the vibrational edge is due to
multiphonon processes, and that the absorption decreases exponentially
with increasing frequency in the same way it does in the crystalline alkaline
earth fluorides. It was found that the spectral shape and the temperature
dependence of the absorption edge could be interpreted using existing
literature models for multiphonon absorption. The absorption of the three
major families of glasses the fluorozirconates, flurohafnates and
fluorothorates in the multiphonon wavelength range 6-10 I'm is shown in
figure 7.11 (Drexhage et al1982b). Losses of the order of 0.01 dB km- 1 at
3 I'm are predicted (Sigel 1983) for these materials, which have thus captured the interest of researchers in the field of long distance communications. As discussed for ' silicate glasses in §7.1, material dispersion is very
important for these applications, and ideally this should fall in the region
of minimum loss of the material. This is not so for the fluoride glasses.
Theoretical predictions of the zero material dispersion wavelengths have
been reported by Nassau (1980) and experimental determinations for
l~ml
10
9
8
7
6
10
~ 1.0
~
8
5
"'~
~
~
<(
0.1
0.01,';;;;------;::!;:,:---:+,,----:;f,;;;--l
1000
1200
1400
Frequency(cm-1)
1600
Absorption coefficient versus frequency for fluorothorates
(full curve), fluorohafnates (broken curve) and fluorozirconates (chain
curve) (Drexhage et a/1982b).
Figure 7.11
Fibres for mid infrared
173
fluorozirconates and fluorohafnates made by Bendow et al (1981b). A value
of 1. 7 llm found for the zero dispersion wavelength was in reasonable
agreement with the theoretical predictions. However, Byron (1982) has
evaluated the dispersive prop.erties of step index fluoride glass using computer modelling. The results show that by careful choice of core diameter
and index difference the dispersion can be reduced to zero over a broad
wavelength range. It was demonstrated that the spectral dispersion
characteristics for a fluorohafnate glass with core/cladding f:.n of 20 x 10- 3
and core diameter of 6.0 pm are near zero roughly between 1.8 and 3.2 p.m.
Numerical data for the two major fluoride glass families in comparison with
Si02-Ge02 are shown in table 7.5.
The effects of 'Y irradiation on the optical properties of bulk fluorozirconate glass has been investigated by Rosiewicz and Gannon (1981). A
1 krad dose caused a marked increase in optical loss in the ultraviolet and
visible spectral regions. However, no changes occurred in the 2.5-6 llm
spectral region at this dose or dose levels up to 45 Mrad. Since this region
of low incremental loss coincides with the range of minimum loss for this
material, waveguides fabricated from it could be of interest in nuclear
installations.
Physical property data for these relatively new materials are far from
comprehensive (Bendow and Drexhage 1982). The glass transition
temperatures are generally in the range 300-350 °C, whilst the crystallisation temperatures are in the range 400-450 ° C. Densities are
4.5-6.0 gcm- 3 , thermal expansions 18-20 x 10_ 6 oC- 1, knoop hardness is
about 250 kgmm- 3 and rupture strength about 4.95 X 10 4 Nm- 2.
Viscosities are around 18 Pat 600 °C and 2-4 Pat 620 °C while electrical
conductivity is of the order of 1 x 10- 10 0- 1 em- 1 at 25 °C (Almeida and
Mackenzie 1982) for a barium fluorozirconate glass. The Young's modulus
and Poisson's ratio for a barium thorium fluorozirconate glass have been
reported by Brassington eta/ (1981) to be 59.7 GPa and 0.279, respectively.
In addition, the elastic properties of a number o/ fluorozirconate glasses
have been reported by Ota and Soga (1983), and Drexhage (1984/5) has
recently reviewed the literature on heavy metal fluoride glasses.
7.3.2 Sulphide and selenide glass fibres
The first glasses to be considered (Kapany 1967) for mid infrared applications were arsenic sulphides, particularly As2S 3 glass, but the purity of these
was insufficient for them to be considered for anything other than very short
length applications such as fused face plates. In figure 7.2 it can be seen that
the region of minimum loss for sulphides and selenides is similar to that of
fluorides. Of these glasses the fluorides are most likely to possess the most
robust physical properties. Therefore if the early promise of these materials
described in §7 .3.1 is fulfilled, it seems most likely that these fluoride glasses
will meet the need for .mid infrared fibres. However, if problems occur in
the manufacture of fibres from these glasses such that the projected very
...
Table 7.5
Material dispersion
zero wavelength(Am)
Glass composition
(!tm)
62 ZrF4, 33 BaF,, 5 LaF 3 (ZBL)
62 HfF., 33 BaF,, 5 LaF 3 (HBL)
ZrF4-BaF2-AlF 3-LaF3
92 SiO,, 8 GeO,
1.58
1.65
1.64
1.31
Material dispersion
slope at Am
(ps (nmkml'm)- 1)
40.0
34.0
36.0
. 96.0
Total dispersion
zero (>-o)
for V = 1.5 I'm
Total dispersion
slope at >-o
(ps (nm km l'm)- 1)
2.20
2.35
2.28
7.0
5.2
6.2
Optical fibres for far infrared
175
low losses are not achieved, then researchers may well turn their attention
more seriously to sulphide and selenide glasses. Shibata et a/ (1980b)
have shown that optical losses in Ge-P-S glass may be as low as
10- 10 -10- 2 dB km - 1 at 5.5 ,urn. Dianov (1982) has considered the Rayleigh
scattering and the infrared absorption loss of As2S, and As 2Se, glasses and
predicted aminimum loss of around 0.05 dB km- 1 in the wavelength region
of 4-5 ,urn. CO laser calorimetry of high purity bulk glass indicated the
absorption losses in these glasses to be around 70 dB km - 1 • Miyashita and
Terunuma (1982) have drawn unclad fibre from high purity rods of As 2S3
glass and have found that the optical loss was limited by impurity absorption (e.g. SH at 4.1 ,urn) but nevertheless a loss of 170 dBkm- 1 was
measured at 5.25 ,urn. Kanamori eta/ (1983) have reported fibre losses of
64 dB km - 1 at 2.4 ,urn for As2S3 glass and 290 dB km- 1 at 3.4 ,urn forGe 5,
As 38, Se 57 glass. Katzir and Arieli (1982) indicate that losses of I dB m - 1
at 5 ,urn have been measured in a Ge-S glass. Thus it remains to be seen
whether there is enough interest in these chalcogenide glasses for mid
infrared applications to allow their theoretical loss levels to be realised.
This may well be best achieved by the utilisation of vapour deposition
techniques.
7.4
Optical Fibres for the Far Infrared (8-12 JLm)
Kapany and Mergerian (1960) and Kapany and Sims (1965b) first examined
the possibilities for long wavelength infrared optical fibres, mainly amongst
the chalcogenide glasses, for uses in infrared detection and imaging systems. ·
This early work was ahead of any very seriou; applications interest and little
subsequent work occurred for another decade or so. Thus progress has been
slow, but the recent success of silicate near infrared fibres, and the
emergence of possible 8-12 ,urn applications owing to the recent commercial
development of laser and thermal imaging systems has encouraged
researchers to turn their attention to far infrared fipres. The major uses for
' imaging, and power
these fibres are in radiometry, infrared detection and
transmissior. rather than communications, as is the case with near and mid
infrared fitres. Some of the materials described here have been considered
in the literature for mid infrared applications since their region of minimum
loss lies in this region, for example, ZnCh and AszSe 3 glasses. However the
fluorides are being so well researched for mid infrared applications that it
is unlikely that other materials will find employment, unless these fluoride
glasses fail to perform as predicted due to major technical difficulties. Thus
the materials discussed here are useful in the far infrared which is not
necessarily the region of their minimum loss since they are only required in
short lengths of fibre up to a few metres rather than the many kilometre
lengths needed in communications systems. For these applications, the
materials and technological developments differ considerably from those
176
Infrared optical fibres
employed in the near infrared. Chalcogenide glass.es synthesised from the
melt tend to exhibit insufficiently low loss, chloride, bromide or iodide
glasses tend to lack chemical durability and are low melting, and both
classes of material are physically weak. Single crystal fibres are attractive
due to their potential low loss and low instrinsic scattering, but are difficult
to fabricate and tend to suffer from increasing loss on bending because of
slip. Polycrystalline fibres are easier to fabricate (e.g. by extrusion), are
stronger but tend to suffer from scatter and absorption problems. Thus
there are no ideal materials options for far infrared fibres, and research
continues on glass, polycrystalline, single crystal and hollow core fibres. A
recent useful review of the subject has been given by Katzir and Arieli
(1982).
7.4.1 Glass fibres
Kapany (1967) reported that As-Se-S-Te and Si-As-Te glasses were
potential materials for fibre applications where transmittance up to
14-15 JLm was wanted, and some work on chalcogenide glass fibres was
done during the 1960s. Since that time much work has been done on the
glass formation and physical property measurements amongst chalcogenide
glasses (§4.3). Using this basic information a number of workers have
investigated the potential of these glasses as fibre optic components.
Bornstein et at (1982) synthesised As 2 Se, glass by the sealed tube technique
(§4.3.2). Unclad fibres 100-500 JLm in diameter and up to 20 m long were
drawn from the melt at speeds of 0.5-5 m min - 1 inside a glove box containing an inert atmosphere. Using a C02 laser and pyroelectric detector the loss
in the fibre was found to be 0.1 dB em - 1 • These authors considered that improved losses should be achieved by further reducing extrinsic absorption
and by modifying glass composition to minimise intrinsic phonon absorption. Brehm et at (1982) have synthesised plastic clad fibres from Ge 30,
As 15, Se 55 glass. Rods 10 mm in diameter and 80 m long were made
from glass synthesised by the sealed tube technique and these were used for
fibre drawing at 400 o C in an argon atmosphere to avoid oxidation.
Fibres 200 JLm in diameter and 100m in length were drawn at a speed of
10 m min - 1 . The fibres were coated in polyolefin plastic and placed in a heat
shrinkable polyethylene tube to improve the handling characteristics. The
packaged fibre, either 1.8 or 3 mm external diameter, had a minimum
bending radius of 30 mm, a breaking strength greater than 10 N and an
optical loss in the 4-11 JLm band of about 10 dB m - 1 • Takahashi et at
(1983a) have reported a loss of 4.5 dB m - 1 at 10.6 JLm for a selenide glass
teflon FEP clad fibre of composition As 38, Ge 5, Se 57 made from oxide
impurity reduced raw materials. Katsuyama et at (1982) have disclosed the
synthesis of solid or hollow core fibre of high stability and low optical loss
from selenide glass deposited by the MCVD (modified CVD) inside tube
deposition process. One objective was to prevent contamination from
impurities in the raw materials and the containing vessel by avoiding
Optical fibres for far infrared
177
prolonged melting. Argon gas carrying GeC4, SbCls and Se2Clz was passed
through a lead glass substrate tube of composition mole OJo Si0 2 57,
Na,O + KzO 12, PbO 30 and dimensions 12-13 mm internal diameter,
14 mm external diameter. Heating to 600 ° C during deposition was done by
a traversing oxyhydrogen burner. After a glass of composition mole OJo Ge
28, Sb 12, Se 60 was deposited in the tube it was collapsed and drawn into
a conventional fibre or hollow core fibre at 800 o C. The hollow core fibre
had a measured loss of 0.7 dBm- 1 at 10.6 p.m and the conventional fibre
had a loss of 0.1 dB m - 1 • When a core glass of composition mole OJo Ge 28,
Sb 12, Se 60 and a cladding of composition mole OJo Ge 23.5, Sb 12, Se 64.5
were deposited in a lead glass tube and drawn into a solid fibre as before,
the measured loss at 10.6 p.m was 0.01 dB m - 1 • This patent claim represents
a breakthrough in reducing the loss in chalcogenide glass. If this achievement can be repeated for a commercial cabled product, selenide glass fibres
are very promising for far infrared applications. Glasses other than
chalcogenides offering far infrared transmittance are possible and the major
source of these is the halides. It has been demonstrated that fluoride glasses
are suitable for the mid infrared but their transparency is insufficient to
cover the far infrared. Thus it is the chlorides, bromides, and iodides which
offer adequate far infrared transparency for fibre applications. The
development of these glasses is in its infancy since until recently they have
only been of academic interest, and their likely properties (i.e. physically
weak and lacking in chemical durability) have not offered much attraction.
However a number of workers have now taken up the challenge and are
investigating the potential of these materials for 8-12 p.m applications.
ZnCh glass has been known for a number of years (Maier 1925) but it
is an extremely hygroscopic material sometimes difficult to prepare and
crystallises easily due to residual water (Goldstein and Nakonecznyj 1965).
Schultz (1957) reported a number of binary glasses based on ZnClz containing roughly 50 mole OJo KCl, KBr, or KI with the ZnClz-KI system being
reported as the most stable. Savage (1982) also reported binary glasses with
ZnCiz and up to 25 mole OJo PdClz, up to 300Jo Cdh and up to 70Jo CdBr2.
The glass transition temperature of these materials was reported to be in the
range 60-122 °C. Van Uitert and Wemple (1978) seriously considered that
ZnCiz glass demonstrated potential as an optical fibre material. Intrinsic
absorption, scatter and extrinsic absorption (when pure) were expected to
be small. However, the extreme hygroscopicity of the known ZnClz glasses
is a problem and, unless this can be overcome, is likely to exclude them as
serious candidates for fibre applications. Hu eta/ (1983) has reported that
ZnBr2 is vitreous and transparent to about 20 p.m but like ZnClz it exhibits
poor chemical durability.
Over the years other halide glasses have been reported, AgCl, AgBr, Agi
and PbBr2 (Sun 1946), PbClz-RaClz (Mellor 1929), SnCb-Pbh (Winter
1957) and TIC! (Moynihan 1971). More recently Angell and Ziegler (1982)
reported glasses based on BiCb in the binary BiCb-KCl system in the region
178
Infrared optical fibres
of 60-80 mole o/o BiCh, and have gone on (Ziegler and Angell 1982) to
measure the optical properties of these and glasses modified by the addition
of NaCI, TIC! and PbCh, and other glasses in the PbCb-TICI-BiBr 3
system. The refractive indices are in the range nd 1.96-2.22 and dispersions in the range Vd 8-14.9. However the glass transition temperatures of
these glasses reported in the range 25-45 o C are too low for fibre applications. Cooper and Angell (1983) have reported glasses based on Cdlz, such
as Cdlz-Csl-KI, but these show relatively poor moisture resistance and Tg
values are very low in the range 10-35 °C. Hu and Mackenzie (1982) have
also reported new glasses in the ThC4-NaCI-KCI system transparent to
around 14 JLm. The Tg of one of these glasses, mole% NaCI 30, KCl 30,
ThC4 40, is 130 °C and Matecki eta/ (1983) reported a Tg of 170 °C for
a glass of composition ~ole% CdCh 50, BaCh 40, NaC110, both offering
more promise for fibre applications. A useful review of halide glass formation is given by Baldwin et al (1981) and Mackenzie (1983). Much very
interesting scientific work is being done to discover new glasses amongst the
halides, but only time will tell if any of them are sufficiently robust in all
senses of the word to be seriously considered for fibre applications.
7.4.2 Polycrystalline fibres
Since there is at present no established candidate glass for 8-12 JLm fibre
applications, many researchers have turned their attention to an alternative
fibre technolgy based on polycrystalline halide materials. Kapany and Sims
(1965b) and Kapany (1967) mentioned the use of an extrusion process to
make crystalline fibres from materials such as silver chloride. A decade or
so later, Pinnow et al (1978) reported a considerable development in
polycrystalline infrared fibres using this extrusion technique. In this
process, a billet of material is compressed in a tungsten carbide die and
extruded through a diamond orifice to form a fibre with a diameter controlled by that of the orifice. Attempts have been made to make KCl fibres
by the extrusion process because this material offers a very low attenuation
in the bulk, but results have not been very successful because of friction
between the material and the die leading to a fibre with very poor surface
quality (Harrington 1981). Turk (1982) researched the feasibility of a rolling
technique for KCl fibre fabrication and although this technique was
possible, a 5 mm diameter, 38 mm long billet of KCl required 16 double
passes through rollers, with cooling and reheating cycles between each pass
to produce a fibre 533 mm long, with a 1.5 mm diameter, whose surface
quality still left much to be desired. The extrusion technique, where
applicable, appears to be technologically simpler and more economic.
Materials for which extrusion is not possible will probably be researched
more successfully using techniques not involving mechanical deformation
(e.g. from the melt). Since the mechanical properties of thallium and silver
halides are best suited to extrusion, the majority of the work on
polycrystalline infrared fibres has been concerned with these materials.
Optical fibres for jar infrared
179
More recently Taylor (1983) has reported the development of a flexible
ZnSe fibre of the order of 1 mm diameter and 2 m long, intended to
transmit about 100 W of C0 2 laser output for medical applications.
Chen eta/ (1979) have described the fabrication of silver halide fibres by
the extrusion technique. Monocrystalline cylinders, approximately 6.4 mm
in diameter, of AgCl and AgBr were extruded under the conditions listed
in table7.6 to produce fibre up to 15m in length. The grain size of these
fibres was found to be dependent on the rate and temperature of extrusion.
To achieve a 1 ~tm grain size, a low extrusion rate at near room temperature
was necessary for 3 mm diameter fibres, and one at around 75 o C was
necessary for 1.8 mm diameter fibres. Figure 7.12 illustrates the grain size
of the fibre as a function of extrusion temperature for AgCl material. The
AgCl fibres exhibited a transmittance window from the visible to 20 ~tm,
and the AgBr fibres one from the visible to 25 ~tm. The optical loss was
measured as 6 dB m- 1 at 14 ~tm which is within a factor of three of the
measured bulk absorption values. A problem with these materials is, while
a fine grain size can be obtained initially in the above manner, the grains
can grow to large sizes in a few days at relatively low temperatures. In order
to stabilise these fine grain structures Garfunkel et a/ (1979) doped AgCl
with 1 or 5 atomic OJo AgBr. Lengths of fibre 75-500 ~tm diameter were
made showing optical attenuations of 2.5-4.7 dBm- 1 at 10.6~tm and no
grain growth five days after manufacture.
Table 7.6 Range of extrusion conditions for the fabrication of polycrystalline
AgCI and AgBr fibres.
Diameter
(J.<m)
Extrusion rate
(em min- 1)
Pressure
(Nm- 2 )
Temperature
Material
AgCI
AgBr
76-457
254-457
. 0.5-63.5
0.76-63.5
1.8
1.9
20-310
100-315
( OC)
t
Most users would prefer to have a clad fibre, and Anderson {1981) has
taken the extrusion process for AgCl and AgBr a stage further to provide
one. At 10.6 ~tm the refractive index of AgBr is 2.0 and that of AgCl, 1.98.
This means that an AgBr core AgCl clad fibre possesses anNA of 0.28. This
is suitable for many signal and image transmission applications. A core of
AgBr and a tube of AgCl are first preformed in a press, to align the axis
of the core and tube in the direction of extrusion. The resulting preform
billet is then extruded to yield an AgBr core AgCl clad fibre. No details of
the fibre properties were given, but Takahashi eta/ (1983b) have reported
a loss of 0.22 dB m -I for a fibre made by a very similar technique.
Of the polycrystalline fibres recently researched, KRS5 clad in a loose
polymer tube stands out as being the most successful for short length near
term applications and has been offered commercially as Kristen 5 by Horiba
I
180
Infrared optical fibres
Ltd, Japan. Gentile et a/ (1979) have described the fabrication of KRS5
fibre clad in a loose sleeve. Fibre of 100-500 I'm diameter was continuously
extruded in the temperature range 200-350 °C at several em min-• and
taken up onto a reel in lengths more than 100m. The attenuation measured
in the bulk was 7x!0- 4 (300 dBkm- 1 ) and this value was reproduced in
the extruded fibre. During mechanical strength testing it was found that the
fibre yielded by stretching and separation at grain boundaries, rather than
by the typical necking down process which occurs in metals. Horiba (1981)
have marketed a KRS5 fibre cable 1.2 m in length, capable of transmitting
20 W of C0 2 laser radiation based on the research work reported by
Sakuragi (1982). Unclad fibre I mm diameter mounted in a loose polymer
tube and sealed from the environment by a ZnSe lens at each end, exhibited
a loss of 0.4 dBm- 1 at 10.6 !Lm and a minimum bend radius of 12 em.
However when the fibr'e was bent to this radius, it did not fully recover
because of plastic deformation, and this increased the optical attenuation.
If the bend radius was then limited to a value of 20 em, after 50 000 bend
cycles the transmittance could remain within 950Jo of the original value. The
material could be used up to 80 °C without deterioration (Harrington
(1980) has disclosed that serious grain growth occurs at around 105 °C).
This is a useful achievement in terms of 8-12 /Lm fibre technology but the
transmittance/strength characteristics leave much to be desired.
200
Extrusion temperature ( 0 ( l
Figure 7.12 Grain size against extrusion temperature for AgCI polycrystalline fibres, grain size can be varied between the two full curves.
A theoretical overview of losses in infrared fibres has been given by
Sparks and DeShazer (1981). They concluded that extrinsic scattering from
voids, inclusions, surface imperfections and strain is likely to be a major
problem needing to be solved in order to attain low loss fibres. The fibre
losses quoted above are of the order of 500 times greater than the intrinsic
absorption of KRS5 (Harrington 1981). Harrington and Sparks (1983) have
studied the attenuation in 1-2m lengths of multimode unclad KRS5 fibre
Optical fibres for far infrared
181
250 and 500 I'm in diameter possessing an average grain size of 4 I'm. The
total attenuation coefficient was found to vary as A- 2 in contrast to the
Rayleigh ).. -• dependence in silica fibre. A model was developed which
showed that the ).. - 2 dependence resulted from the combination of bulk
scattering from large scale optical thin imperfections and surface scattering
and absorption. It was concluded that the most likely source of this
scattering was residual strain and poor surface quality from the extrusion
fabrication process. Thus in spite of the fact that KRS5 polycrystalline fibre
is the first successful fibre optic waveguide for the 8-12 I'm region, it is clear
from the above, that there are very serious loss problems which will
probably be difficult to overcome. Also, the extrusion technique is only
applicable to materials possessing appropriate mechanical properties such
as the silver and thallium halides.
7.4.3 Monocrystalline fibres
As · a result of the problems found with the extrusion technique of
polycrystalline fibre fabrication a number of reseachers have turned their
attention to the technique of monocrystalline fibre fabrication. This offers
a number of advantages. It will probably be applicable over a greater range
of materials than the extrusion technique, the fibre surface should be clean
and exhibit fewer mechanical defects which give rise to scatter, the crystal
growth process purifies the material further because of impurity segregation
at the growing interface, and the absence of grain boundaries is likely to
increase the transmittance. These potential improvements seemed sufficiently attractive to warrant investigation of monocrystalline fibres from
several materials. Bridges et al (1980) reported using the monocrystalline
approach to fabricate AgBr fibres. The monocrystalline fibre growing
apparatus consisted of a fused silica glass U -tube containing the AgBr melt.
One arm of the U-tube was pressurised with N2 gas while the other
terminated in a crystal growth nozzle. The temperature of this nozzle was
independently controlled by a small furnace, and a movable water cooled
element was positioned above the tip of the nozzle' to enable the growing
crystal/melt interface to be accurately positioned and controlled. Smooth
clear fibres with diameters between 0.35 and 0. 75 mm and up to 2 m long
were grown at rates of up to 2 em min~ 1 in an upwards direction as in the
case of bulk crystal pulling. Stable growth was achieved with the [ 100]
direction along the fibre axis, and the bulk and fibre loss at 10.6 I'm agreed
at around 2 x 10- 2 cm- 1 • The transmission of 4 W of 10.6 I'm laser radiation was demonstrated in the fibres without any occurrence of fibre damage.
An alternative approach has been used by Mimura et al (1980) to draw
KRS5 solid solution fibre material, 0.6-1 mm diameter up to 2 min length
at a rate of 0.5-3 cmmin- 1 • The fibre was drawn in a downward direction
using a modified pulling down method (MPD) from a crucible constructed
in three parts, and illustrated in figure 7.13(a). The upper part consisted of
Infrared optical fibres
182
Melt
i'jelt
Fibre
Fibre
7.13 Modified pulling down method for the growth of monocrystalline fibres. 1
Figure
a melt container in which a raw material rod was fused, a capillary through
which the melt flowed into a shaper, and the shaper which controlled the
cross sectional profile of the fibre. The length of the capillary was defined
so that the heat flux from the main heater could be isolated from the shaper,
which possessed its own independently controlled heater in order to achieve
a steep thermal gradient at its base. For KRS5 the diameter of the melt container was 1 em, that of the capillary was 70-120 l"m and that of the shaper,
0.8 or 1 mm. The length of the shaper was 0.5 em and the length of the
capillary 4 em. Okamura et a/ (1980) went on to use this MPD technique to
grow Csl fibres 0. 7-1.0 mm diameter and up to 1.5 m long at a growth rate
of 5 to 6 mm min - 1 • It was found that the microstriations present on the
surface of the fibre caused weak scattering at 0.63 JLm. Mimura eta/ (1981)
used the MPD technique to grow CsBr fibre up to 1. 5 m in length and
0.7-2 mm in diameter at a growth rate of 5 to 10 mmmin- 1 • The total loss
. of this fibre at 10.6 l"m was measured as 5 dB m - 1 • As a result of the initial
success of the MPD technique, Mimura eta/ (1982) have further developed
it and used it to grow the additional materials KCl, KBr and KCl-KBr. For
the potassium compounds the grown fibres showed irregular surfaces and
square like cross sectional shapes due to preferred growth along the ( 100)
axis. In addition the fibres were quite brittle due to cleavage fracture along
the (100) plane. Of the materials discussed here, CsBr fibres were shown to
offer the best combination of optical loss and mechanical strength. Thus the
fabrication of CsBr fibre and the study of its properties was looked into
further. The growth crucible was simplified and made from platinum as
illustrated in figure 7.13(b). The nozzle was 4 em long and 0.4 mm internal
diameter, containing a Pt-Rh needle to adjust the liquid flow through it.
The crucible and nozzle were separately RF heated by two independent
induction units. The apparatus was contained in an inert gas atmosphere
and the fibre was drawn down by an endless belt puller. Although the CsBr
Optical fibres for far infrared
183
fibres possessed macroscopically smooth surfaces and approximately circular cross sections they also possessed growth striations at 10-15 I'm
intervals when drawn at 1 em min - 1 • These were thought to have originated
from temperature oscillations in the meniscus region. Absorption was
observed in these fibres at 2.8 I'm due to OH, at 6.8 and 7.1 I'm due to C03
and at 8.4 and 9.1 I'm due to 804. The 804 absorption contributed greatly
to the measured loss of 3-8 dB m - 1 at 10.6 flm. It was concluded that the
loss in the fibre was caused by impurity absorption, and scattering loss was
a result of the observed surface imperfections and low angle grain boundaries. The CsBr fibres could be bent plastically to a very small radius
without cleavage or fracture and the (001) fibres were found to offer the
highest yield strength of 230 kgcm- 2 • Further work is necessary, aimed at
improving the growth technique to avoid imperfections and improve the
purity, before the full potential of the monocrystalline approach can be
established from both optical and mechanical considerations.
7.4.4 Hollow core fibres
Because of the difficulties in achieving a glass or crystalline 8-12 I'm fibre
optic waveguide, a number of researchers have investigated the potential of
hollow core waveguides. Garmire eta/ (1976) have suggested that a hollow
rectangular waveguide with metal walls is a suitable means of steering
infrared radiation. Subsequently Garmire et a/ (1977) demonstrated that
bends in such a flexible infrared transmissive waveguide introduced negligible loss. In further work Garmire et al (1979) used a planar ribbon like
waveguide structure ( -0.5 mm x 10 mm x 1 m) with a fixed input end and
a rotatable output end. It was shown that this structure could be axially
twisted without introducing excessive loss and that this twisted waveguide
served as a simple and effective polarisation rotator for 10.6 I'm radiation.
More than 200 W of cw 10.6 I'm radiation was transmitted through this
structure and it was expected that this type of waveguide could handle
kilowatts of cw power at 10.6 I'm without being damaged. Such
waveguides tend to be bulky and inflexible, but in ailothel' approach Miyagi
et at (1983) have fabricated a dielectric coated flexible metallic hollow
waveguide. This consisted of a hollow nickel tube 1.2 m in length, 1. 5 mm
in diameter and 70-150 I'm wall thickness coated on the inside with a 1 I'm
layer of sputtered amorphous germanium. The total loss in this waveguide
at 10.6 I'm including coupling losses was demonstrated to be about 0.7 to
0.5 dB m - 1 • In a similar waveguide without the germanium coating the loss
was measured as around 2.5 dBm- 1 •
Hollow core oxide glass clad optical fibres have been prepared by Hidaka
et at (1981). For a lead glass hollow core fibre I mm internal diameter, a
loss of 7. 7 dB m _, was measured at 10.6 flm. In this type of fibre, when the
real part n, of the complex refractive index, n 1 = n,- iK, of the hollow
waveguide inner cladding glass, is less than 1 (i.e. the refractive index of air)
184
Infrared optical fibres
then total internal reflection occurs and radiation is guided within the
hollow core (Hidaka et a/ 1982). The lattice absorption, {3, centred at w0
occurs in the region of 1000 em -I for oxides and the imaginary part K of
the complex refractive index is related to {3 according to
{3 = (2wjc)K
(7.7)
where cis the velocity of light. The relationship between the real part n, and
the imaginary part, K, of the complex refractive index can be expressed as
2 I~ w;K(w;)
n,(w)= 1 +2
2 dw;.
71"
(7.8)
0 Wi- W
When K is large, n, is less.than 1 .at a frequency slightly higher than w0 or
near the C02 laser oscillation wavelength of 10.6 I'm. Thus it is expected
that hollow core glass waveguides can be used for transmittance at 10.6 I'm,
but the loss is likely to be critically dependent on n, and K and therefore
on the glass composition. The minimum loss in a Si0 2 waveguide is
expected at 1150 em -I and that in a Ge0 2 waveguide at 980 em -I. Hidaka
eta/ (1982) therefore utilised Ge0 2 bask material and attempted to tune the
minimum loss to 943 em- 1 by modifying the composition with K20 and
stabilising it with ZnO. A hollow glass fibre internally clad with glass of
mole o/o composition Ge0 2 80, ZnO 10, K20 10, demonstrated transmittance of the HEn mode with a loss of 2 dB m - I at 940 em -I, a loss 20 times
worse than expected from theoretical calculations. These results offer
encouragement for further investigation of this technique based on existing
technology since a loss of around 0.1 dB m - I if achievable in a flexible
waveguide would be sufficient for many applications.
8
I
I'
Specialist Sample Preparation,
Characterisation and Testing of
Bulk Infrared Optical Materials
An engineer's first consideration when selecting an infrared optical material
for a specific purpose is the optical properties such as transparency range,
absorption coefficient, refractive index, dispersion and homogeneity. Other
physical properties, such as the chemical, thermal and mechanical ones,
assume an importance in relation to the application. For instance, these are
very important for exterior window applications and less so for inside
laboratory equipment. A few years ago only small size components were
required for experimental purposes and minimal information on properties
was enough. More recently components up to 200 mm diameter were
required, followed by commercial production of equipment for use in the
field. In the latter circumstances rather more data were needed in order to
establish confidence in the use of these relatively new optical materials.
Many instruments and measurement techniques already established for
testing visible band optics were usable for infrared optical materials.
However, to ensure adequate confidence in these properties to meet certain
standards, it was necessary to modify a number of techniques and instruments. New ones were also set up to enable mea!jlirements to be made in
the required wavelength range or on the available sizes of the test pieces and
components. It is not the aim of this chapter to list and describe all sample
preparation, characterisation and testing techniques thoroughly, but rather
to highlight a number of the most necessary or unusual ones, and reference
these to allow a deeper study of them if required.
8.1
Sample Preparation
The need for advanced optical systems in the visible as well as in the infrared, is resulting in more demanding specifications for the optical surface
finish quality. This, together with a demand for a high quality but rapid
186
Specialist sample preparation, characterisation and testing
optical surface preparation technique for test sample evaluation, is leading
to new methods and the further development of traditional optical manufacturing ones. Conventional lap grinding and polishing techniques are reviewed by Parks (1981), Sanger (1984) and Horne (1972). Several new and
modified methods, such as laser stimulated chemical etching (Daree and
Kaiser 1978), mechanical chemical polishing and precision machining are
being researched. Precision machining or single-point diamond turning, is
being actively examined for infrared optical materials such as germanium,
the alkali halides, zinc sulphide and zinc selenide (Benjamin and Ulph 1981,
Sanger 1984, Decker et a/1979). Discussion of the diamond machining process in terms of advantages, disadvantages and current problems is given by
Sanger (1981). The technology is based on extremely precise machine tools,
with liquid or gas bearings operated under numerical control, in a regulated
ambient environment producing finished optical components. In recent
years this type of machine has evolved in various configurations depending
upon the particular manufacturer, but a good description of a particular
machine tool is given by Miller et a/ (1979). The surface created on the
workpiece by these machines is meant to be an exact replica of the path
traced out by the tool edge and of the 'numerical shape' in the data store
of the machine. Thus in ideal circumstances it may be regarded as a very
advanced replication technique capable of manufacturing complex shapes,
such as aspherics and shapes with large discontinuities and changes in
curvature. This machining technique removes material by a shear cutting
process, and it is assumed that no cutting edge contact area is presented to
the work material. Therefore there is no contact stress or friction or
sideflow deformation. Merchant (1946) has proposed that material is
removed by shear cutting in a thin shear plane region extending forward of
the cutting edge, producing ideal roughness values. In practice the situation
is somewhat different as described by Burnham (1976) where, depending
upon the material, burrs, rewelded chip material, tool chatter and grain
randomness all affect and contribute to increased surface roughness.
Typical finishes are of the order of 0.025 !Lm peak to valley (Sanger 1984)
but this is in general good enough for infrared optical materials, particularly metal reflecting surfaces. Thus the role of single-point diamond
turning in the optical finishing of infrared components is likely to be an.
expanding one. However, if some infrared optical materials offer different
machining characteristics dependent upon their crystallographic orientation
(relevant for both polycrystalline and monocrystalline materials), then local
differences in optical finish may be apparent over the surfaces of a component (Decker et a/ 1979). It is possible that this may be a basic limitation
to the optical finish that can be achieved in some materials, but sufficient
systematic work on machining parameters in relation to crystallographic
orientation has not yet been reported to assess the full significance of this
effect.
Optical characterisation
187
8.2 Optical Characterisation
8.2.1 Refractive index and dispersion measurements
Most of the current prismatic measurements of the refractive index of
infrared transmitting materials use either a Littrow prism (McAlister et a/
1956) or a minimum deviation method (Malitson 1964). The measurements
are carried out over a range of wavelengths thus providing dispersion information. In the Littrow technique, the rotation of the prism is measured, and
in the minimum deviation method the radiation deviation is measured. A
Littrow infrared refractometer has been set up at the NPL (Edwin 1973).
·In this instrument, each test prism has one polished face aluminised and the
other polished face is coated with an antireflection coating. Littrow reflections of various wavelengths are detected and related to prism rotation.
Angle measurements are obtained from a goniometer iPcorporating a radial
moire grating of 40 seconds of arc spacing. Moire fringe signals are recorded digitally on a paper tape for subsequent computer analysis. Wavelengths of the incident radiation are defined by a calibrated monochromator
illuminated by a Nernst source, and refracted radiation is sensed by a
pyroelectric detector. The refractometer is also used in the autocollimating
mode to make measurements of the prism angles. The temperature of the
equipment is maintained within 0.1 °C of the desired value of 20 °C by
close control of the ambient laboratory air temperature. Edwin et a/
(1982) have reported the results of refractive index measurement of ten
30 x 15 mm 2 rectangular aperture germanium prisms, using this equipment
which has now been modified to include a means of heating or cooling the
prisms to measure temperature coefficient of refractive index over a range
of temperatures.
8.2.2 Optical homogeneity and. imaging quality assessment
Serious degradation in the quality of an image achieved by a component can
occur from variations in refractive index within the component. It is essential, therefore, to establish confidence in the use df a new substance by at
least type-testing material from each production unit. Batch testing may be
considered appropriate for critical applications. Once routine production
has been established the frequency of testing is usually relaxed. The technique most often used for this purpose is interferometry, typical examples
being Twyman-Green and Mach-Zhender instruments. This technique
necessitates that the surfaces of the test blanks be optically polished to high
standards of flatness and be parallel, or near parallel to one another. For
interferometric measurements on materials in the far infrared, a C02 laser
operating at 10.6 I'm can be used as a source, and a helium-neon laser
operating at 3.39 I'm can be used for the mid infrared. Visualisation of the
fringes can be achieved using a pyroelectric vidicon, In-Sb or Cd-Hg-Te
detectors together with a cathode ray tube (CRT) display. The fringe
Specialist sample preparation, characterisation and testing
188
patterns are usually digitised and analysed with the aid of a mini-computer.
This type of instrument is described by Williams (1975) and Gaskin and
Lewis (1980), and a schematic diagram of that of Gaskin and Lewis is
shown in figure 8.1. Having established the basic homogeneity of a new
material by interferometry, the next requirement is to test the components
made from it for imaging quality. This is usually done by line spread
function (LSF) or modulation transfer function (MTF) instruments and a
typical instrument is shown in figure 8.2. LSF measures the blur on the
image of a sharply defined object, such as a thin hot wire or a line slit
source. It is a mathematical representation of the intensity of the image as
a function of distance in the image plane. The MTF of a lens system, at a
given spatial frequency, may be defined as the ratio of the modulation or
contrast in the image of a sine wave grating of that frequency, to the
'
P/V
camera
C02 laser
0
Sample under test
Figure 8.1 A schematic diagram of a modified Trope! interferometer
of working aperture !50 mm (Gaskin and Lewis 1980).
Target generator
Analyser unit
A schematic diagram showing the assessment of optical
homogeneity using LSF or MTF equipment.
Figure 8.2
Optical characterisation
189
modulation or contrast in the original object. Instruments for measuring
LSF and MTF are described by Williams (1975) and Kuttner (1981). The use
of LSF and MTF instruments to evaluate germanium thermal imaging lenses
with centring and figuring errors and refractive index inhomogeneities is
described by Jennings and Lewis (1981).
8.2.3 Optical absorption coefficient measurement
Considerable effort has recently been put into the reduction of absorption
losses in the bulk and surfaces of infrared optical materials. These are now
available with absorption coefficients in the range 10- 2 -10- 5 cm- 1 at
10.6 ILm. Conventional spectrometer methods are not sufficiently accurate
for measuring absorption coefficients less than 10- 2 cm- 1 and thus other
techniques have been evolved. These techniques, reviewed by Skolnik
(1975), include thermal and acoustic calorimetry, laser differential attenuation and emittance spectroscopy. Of these, calorimetry has received the
most attention and this technique depends upon the conversion of radiation
to thermal energy, resulting in sample temperature increase which is
measured by a thermocouple. In adiabatic laser calorimetry (Wei! 1971),
thermocouples are attached to the sample (disc or rod) periphery, and for
a given incident laser power the thermal rise and decay as a function of laser
irradiation time is recorded, using the type of equipment in figure 8.3. The
magnitude, or rate· of thermal rise in the sample, is proportional to the
Vacuum
t
C0 2 laser
I
~....______.1-l--
---
Sample
t
In-Out
Figure 8.3
-
Power meter
----0
Nanovoltmeter
A schematic diagram of a vacuum laser calorimeter (Skolnik 1975).
190
Specialist sample preparation, characterisation and testing
absorption coefficient, {3, at the irradiating laser frequency. The absorption
coefficient can be approximated by
{3 = mCp
LPy
X
-{!!...-[(dTgain) + (dT1o")
n +1
dt r,
dt r,
J
{3L <€. 1
(8. I)
where m is the sample mass, Cp is the specific heat at constant pressure,
L is the sample length, Py is the laser power transmitted by the sample, n
is the refractive index at the laser frequency and dTgain/dt and dT,o,fdt are
the temperature gain and loss rate evaluated at the same temperature.
Thermal losses are usually approximated by turning off the laser and
measuring the thermal decay to starting ambient temperature. This technique is readily implemented and hence has been widely used to measure
absorptions in the rang,e w-•-10- 6 cm- 1 • But some of the problems and
disadvantages are trapped scattering, surface absorption (Hass et a£1975),
thermocouple placement, sample homogeneity and the limitation of
measurement to fixed laser wavelengths. Other variants of the technique,
such as optical laser calorimetry using interferometry to sense the
temperature rise of the sample, and photoacoustic calorimetry (Hordvik
and Schlossberg 1977) in which a train of laser pulses is passed through a
solid sample to which are attached piezoelectric transducers to measure the
amplitude of the elastic wave generated by the absorbed radiation, are also
discussed by Skolnik (1975). A further review of all of these techniques and
others such as attenuated total reflection (ATR) is given in the literature by·
Hordvik (1977).
8.3
Thermal and Mechanical Characterisation
After optical considerations the next most important criteria in choosing an
infrared optical material, particularly for window applications in harsh
environments, are those relating to thermal and mechanical properties. The
assessment and testing of existing and new materials and components is an
important activity. This is the case because many of the materials used of
necessity for infrared optical applications do not possess ideal thermomechanical properties, and often it is a matter of learning to use this new
class of relatively weak and brittle solids in the most advantageous manner.
However, first of all it is necessary to obtain an understanding of the
magnitude of the problem by the inexpensive but realistic testing of low
numbers of small samples. Hence an estimate of the performance of full
size components can be made before a major commitment to manufacture
is undertaken. In this section an indication of the test methods for small
samples and in some cases for full size components is given in order to
determine a number of critical properties including thermal shock, fracture
stress, fracture toughness and rain impact.
I
Thermal and mechanical characterisation
191
8.3.1 Thermal shock
A summary of the various techniques for the measurement of the resistance
to thermal shock failure of optical ceramics is given by Lewis (1981). A
component fails from thermal shock when the stresses caused by rapid heat
flow into (or out of) the component exceed the strength of the material. The
most critical properties are elastic modulus, thermal expansion coefficient,
thermal conductivity, density, heat capacity and of course the fracture
toughness and ultimate strength of the material. Thermal shock is less of
a problem in a given situation when the elastic modulus and thermal expansion coefficient are low and the thermal conductivity, specific heat and
'strength of the material are high. A thermal shock parameter R' which is
often used can compare different materials for thermal shock resistance; the
larger the parameter the better the thermal shock resistance. R' is defined
by (Hasselman 1970)
R' =Ka(l- v)/Ea.
(8.2)
where E is the Young's modulus, vis Poisson's ratio, K is the thermal conductivity, a. is the linear coefficient of thermal expansion and a the rupture
modulus.
Examples of situations where thermal shock can be a problem are high
power laser windows and infrared domes or windows in air and space
environments. A water quench test is commonly used to test bar specimens
of materials by heating them to particular temperatures and quenching
them in a water bath through a range of temperature gradients. The
strength retained after quenching, measured in a flexure test of the bar
specimens, is related to AT. The strength declines rapidly at a threshold
value of ATe, and the thermal shock resistance is related to ATe and the
retained strength at values of AT> ATe. Superficially this test appears to
be simple but quantitative interpretation is difficult. This type of test has
recently been described and discussed by Becher et a/ (1980), Lewis (1980)
and Satyamurthy et a/ (1980). A much more ptomising and controlled
technique is the heating of disc specimens with a laser (Lewis 1981). In this
test failure can be made to occur at the edges or on the surface of a disc
specimen and exact quantitative analysis can be obtained for temperature
and stress distributions. It is suitable for experimental and production
materials, and for specimen diameters under 10 em a 1 kW laser is reported
to be adequate. This test is well worth pursuing and standardising since a
whole range of infrared window materials could be easily scanned and
placed in order in a quantitative manner. The testing of actual components
is described by Strobel (1981). Spinel domes were subjected to a hot gas
from an axial flow propane burner in a wind tunnel. Such a facility is able
to test components in particular aerodynamic heating profiles but is
obviously expensive to operate.
''
i:
i I
, I
. I
I I
'
, I
I .
I '
I I
!
192
Specialist sample preparation, characterisation and testing
8. 3. 2 Fracture stress
The science of fracture mechanics stems from the work of Griffith (1920)
and it is now generally accepted that the failure-of brittle materials is controlled by the mechanics of crack growth from small flaws (Lawn 1983), and
that fatigue and stress corrosion can cause very significant strength reduction (Fuller et a/1983). In order to develop an adequate knowledge of these
mechanisms and provide a useful structural design technology for the
relatively weak and specialist materials used in infrared optical applications,
it is necessary to be able to evaluate the strengths of these optical ceramics
in their different flaw states definitively. Traditional four-point bar breaking
techniques are subject to edge failures to a large degree and a considerable
number of specimens need to be consumed to establish any reliable data.
Recently this situation has been much improved by the development of a
hydraulic pressure loading test first used in the British Glass Industry for
the strength testing of plate glass (Bowles 1973), and further developed by
Matthewson and Field (1980) and also used by Shetty eta/ (1983). This test
makes use of disc specimens which are commonly available for research and
production materials alike, since they are used for transmittance and
absorption measurements, and perhaps also for thermal shock
measurements as discussed in §8.3.1. Thus the disc of varying diameter is
becoming the standard test piece shape for the measurement of many
physical properties. The apparatus, procedure and calculation of results for ,/
fracture stress measurement is described by Matthewson and Field (1980).
The apparatus consists of a steel pressure vessel in which the specimen
support ring is of hardened alloy with the surface in contact with the
specimen ground accurately flat. Pressure is generated by a hydraulic
system separated from the specimen by a neoprene diaphragm, as illustrated
in figure 8.4. Specimen diameters can be 50 mm or 25 mm depending upon
Oil
Pressure____.
Figure 8.4 A sectional representation of a hydraulic fracture stress
measurement apparatus (Field eta/ 1979).
Thermal and mechanical characterisation
193
the availability of the material under test. About six specimens are necessary
for each data point, and before testing the specimens are covered with selfadhesive tape to retain the fragments after fracture and to act as a gasket
between each specimen and the support ring. The attractions of this method
for routine strength evaluation are the elimination of edge failures and
stress concentrations common in mechanical loading systems, the simplicity of the theory and the easy applicability of Weibull statistics. The
environmental conditions and the stressing rate are also easily controlled.
8.3.3 Fracture toughness determination by indentation
In the hardness testing of brittle materials it has long been recognised that
cracks form on symmetry median planes containing the load axis, and
emanating from the corners of the indenter impression. Palmquist (1962),
working with metal carbides, demonstrated that the length of the radial
cracks could be empirically related to fracture toughness. Wiederhorn
(1973) suggested that this technique could be quantified and offered a simple
means for fracture toughness determination. Lawn and Wilshaw (1975)
developed a fundamental approach to indentation fracture based on
Griffith-Irwin fracture mechanics, and Evans and Charles (1976) have
established the general approach and accuracy of this method by a thorough
characterisation of indentation fracture for a wide range of ceramic
materials, including sapphire, spinel, ZnS and ZnSe. These authors found
that a unique characterisation of the fracture caused by Vickers indentation applied to polycrystalline materials with properties of hardness,
toughness and Poisson's ratio ranging between 1 and 70 GN m - 2 , 0.9 and
16 MN m - 312 and 0.2 and 0.3, respectively. Evans and Charles (1976)
reported that this characterisation allowed fracture toughness data to be
obtained by indentation to within an accuracy of either about 10"7o, if
Young's modulus is known, or about 30% if Young's modulus is not
known. The fracture toughness of single crystals was also reported to be
measurable by this technique if a crack misorientation correction was
applied. As a result of this development in analyti~al understanding, there
has been a growing realisation that this indentation technique has much
potential as a microprobe for quantitatively characterising the mechanical
properties of materials and is particularly suited to measurements on new
and emerging materials unlikely to be available in large sample sizes for
conventional determinations. Freiman (1979) has edited an American
Society for Testing Materials (ASTM) survey of fracture mechanics
methods under investigation for brittle materials which can be examined in
order to set the fracture indentation method into perspective. Anstis et a/
(1981) have provided a critical evaluation of indentation techniques for
measuring fracture toughness by direct crack measurements. The surfaces
of the material to be indented need to be polished to optical standards in
order to allow accurate determination of the crack sizes. The method
194
Specialist sample preparation, characterisation and testing
assumes that the cracks do not grow after indel)tation so that if postindentation slow crack growth does occur, the results will be subject to an
error dependent on the rate of crack growth and the time of measurement
of the crack length after indentation. The working range of indenter load
must be selected to ensure that the crack pattern is well developed (Co ;;;> 2a,
Co being the post indentation cracksize, and a the size of the hardness
impression) but not so large that chipping occurs. It is also important that
the test surfaces contain no pre-existing stresses prior to indentation. Figure
8.5 shows a schematic indentation fracture system produced by the Vickers
indenter, and the basic formula for the determination of the fracture
toughness, K1c, is
K1c =
~:(EjH) 112 (P/Cf/ 2 )
(8.3)
:
where~~
is a calibration constant (Lawn et a/ 1980) determined as 0.016 ± 0.004
(Anstis et a/1981), His the hardness, E is Young's modulus and Pis the
peak load. In further work Chantikul eta/ (1981) evaluated the indentation
technique for strength test pre-cracking to provide a dominant flaw in test
piece materials used in conventional strength testing. This method can be
used for materials which do not yield well defined radial indentation crack
patterns, but many more specimens are required to provide the data.
p
l
Figure 8.5 A representation of a Vickers indentation fracture system
for a peak load P, showing the dimensions Co and a of the radial/
median cracks and hardness impression respectively (Anstis et a/1981).
Thermal and mechanical characterisation
195
8.3.4 Impact and erosion damage
Forward facing components deployed in the air environment may suffer
damage due to impact with dust, sand and rain drops. This damage takes
the form of paint stripping, pitting of aerofoils, failure of rivets and surface
cracking and erosion of brittle infrared optical components to the point
where serious degradation of the optical efficiency and mechanical strength
results (Brunton and Rochester 1979). These latter problems occur because
IR components are selected primarily for their infrared transmitting properties, and their mechanical properties tend to be less than is desirable. It
is therefore necessary to know the effects of solid and liquid particle erosion
on the various window materials, in relation to their flawed condition and
the impact velocity. Thus a considerable amount of experimental and
analytical work (e.g. Bowden and Field 1964, Field 1966) has been performed to determine the response of infrared transparent window materials
to this erosion. The mechanisms of impact damage and erosion which occur
in infrared optical materials subject to solid particle and water drops
impacts have been discussed by Evans (1981). The elucidation of these
mechanisms allows the identification of the significant material properties
of importance in imparting erosion resistance. The damage threshold
velocity and the erosion rate at velocities in excess of the threshold are
important in relation to the transparency and mechanical integrity of a component. According to Evans (1981), when a brittle solid is impacted by a
solid particle with a hardness in excess of the hardness of the brittle solid,
plastic penetration occurs. This is accompanied by the formation of a
plastic zone with an approximately hemispherical morphology. The
existence of this plastic zone within the elastic host results in the formation
of residual stresses (Lawn et a/1980) which are the source of fractures propagating into the elastic zone. Radial and lateral cracks occur as illustrated
in figure 8.6, and it is the lateral cracks which are most important in terms
of transmittance and erosion (Evans et a/ 1978). Such cracks initiate
whenever the impact velocity exceeds a critical value, Vc, given by
-
'
(8.4)
where K1c is the fracture toughness, His the hardness of the solid, m is the
mass of the particle and }q is a material independent coefficient. Clearly the
fracture toughness is very important in relation to inhibiting fracture. The
detrimental effect of high hardness is due to the direct proportionality
between the hardness and the amplitude of the residual stress field which
dictates the crack driving force (Lawn and Evans 1977). Once cracking has
been initiated then erosion follows under the influence of continued impact
according to an erosion rate, e, derived by Evans (1981) and consistent with
practical evaluations where
, I
'
i:
I
'I
'I
I
, I
(8.5)
I I
I'
196
Specialist sample preparation, characterisation and testing
and A3 is a material independent coef!icent. From· equation (8.5) it can be
seen that high fracture toughness retards the erosion rate and that high mass
and velocity of the impacting particle enhances the erosion rate.
Plastic zone
J
Figure 8.6
A sectional representation of an impact site, showing the
plastic zone together with lateral and radial cracks (Evans 1981).
The impact of water drops onto infrared optical materials is accompanied
by an elastic response (Bowden and Field 1965), and the materials
experience no permanent damage at threshold velocities below a material
dependent fracture threshold velocity. At fracture threshold, an array of
circumferential surface cracks forms as a result of an induced Rayleigh
wave, consisting of a short tensile pulse propagating radially outward from
the impact centre. This pulse interacts with surface flaws and, if it is of
sufficient amplitude and duration to exceed the local material toughness,
initiates the surface cracking. Analysis of the Rayleigh wave interaction
with surface damage by Evans et a/ (1980) suggests that the threshold
velocity for damage initiation, V0 , may be described by
V c3 =
,
/\4
K2IC CR r -1 Q -2
(8.6)
where CR is the Rayleigh wave velocity in the optical material, r is the water
drop radius and Q is the water drop density. A high value of fracture
toughness is beneficial in retarding the crack initiation and the Rayleigh
wave velocity affects the duration of the tensile pulse. Erosion occurs at
impact velocities above the threshold value, but this phenomenon is com·
plex and has not yet been analysed. However the fracture toughness again
clearly assumes high importance as can be appreciated from examining
figure 8. 7. Material hardness does not directly influence the damage
threshold for water drop impact, but a reasonable level of hardness is
important to avoid the onset of plastic flow at the impact site, and materials
possessing a high value of hardness also show high values of elastic modulus
and elastic wave velocity. Thus the most important material properties
appear to be fracture toughness, hardness and elastic wave velocity.
However, since a quantitative link between the basic materials properties
Thermal and mechanical characterisation
197
and rain erosion resistance has only recently begun to be forged, actual
water impact testing of materials is very important.
The testing of small samples takes two forms. In the first, rain impact by
single water drops is simulated using water jets, fired at a range of velocities
from a compressed gas gun, followed by quantitative assessment of the
damage caused by means of residual strength measurements. In the second,
a standard rainfield is simulated by spray nozzles resulting in multidrop
impact inside a rotating arm facility. In this type of testing the damage is
assessed visually or spectrophotometrically in relation to exposure time in
the equipment. Testing of large samples is usually carried out by mounting
· actual window components on a rocket sledge and firing it along a rail,
through a section containing spray nozzles simulating a multidrop rainfield.
!
Impact
_____(
Wata- jet
)
Figure 8. 7 The removal of material (erosion) by the lateral outflow of
water from a drop impact (Evans 1981).
Bowden and Brunton (1961) first developed high velocity liquid jet
impact equipment to fire water jets at stationary specimens. Field et a/
(1979) showed that it was possible to obtain a reasonably accurate simulation of drop impact by means of a water jet, and placed this jet test method
on a quantitative basis. In this method an airgun slug is fired into a stainless
steel chamber containing a small quanitity of water sealed in by a neoprene
disc. The projectile and neoprene drive forward as a piston and extrude the
water through a narrow orifice. The ratio of water jet velocity to projectile
velocity is typically 3 to 5. A 0.4 mm nozzle produces a jet which simulates
2 mm drops for velocities in the range 300-600 ins- 1 • Residual strength
testing after impact is achieved by means of the hydraulic fracture stress
measurement technique described in §8.3.2. Field et a/ (1983) discuss the
liquid jet impact damage and residual strength curves of several infrared
optical materials, and report threshold velocities for rain impact damage for
2 mm drops as 170 ms- 1 for ZnS, 205 ms- 1 for Ge and 455 ms- 1 for
AJ,0 3 (basal plane). Water jet impact testing is clearly very useful and
instructive in determining damage threshold velocities for research and
production materials alike.
There are a number of rotating arm rain erosion test facilities in the
world; some are subsonic and others subsonic and supersonic. Most
equipment expose samples to a multidrop rainfield but at least one has the
facility for single drop impact testing (Hackworth 1982). A description of
Specialist sample preparation, characterisation and testing
198
Cooling fins
Rain field needles
and shrouds
Specimen
1111111111111111111
1111111111111111111111
holder
0
Rotating arm
Figure 8.8 A schem!jtic diagram of a rotating arm multidrop rain
erosion test facility. '
a facility capable of reaching speeds of Mach 2.0 has been given by Foulke
(1981) (figure 8.8). This consists of a 1.22 m radius arm, rotating in a 3 m
diameter steel chamber and carrying a 25.4 mm diameter sample. At Mach
2.0 the pressure in the chamber is reduced to 1/3 atmosphere to reduce the
power requirements of the drive motor. The cooling fins shown in figure 8.8
are used to reduce the temperature in the chamber during high speed rotation, and in addition control the induced turbulence. The angle of impact
can be adjusted and the rainfall is created by 30 hypodermic needles
shrouded by 16 mm diameter brass tubes to avoid shock wave disturbances
and chamber turbulence. The drop size and rain rate are controlled by the
water pressure and needle size. The standard operating conditions produce
12.7 mmh- 1 rain rate with a 2.0 mm drop size. Such equipment can give
a very rapid assessment and comparison of samples of both research and
production materials. Results for infrared optical materials obtained on
Threshold velocities for damage from impact of
2.0 mm diameter water drops (Hackworth 1982).
Table 8.1
Material
Damage threshold velocity (m s _,)
ZnSe
ZnS
Silicon monocrystalline
MgFz monocrystalline
MgFz hot pressed
Spinel moncrystalline
Spinel fusion cast
Sapphire
Between 137 and 152
Slightly below 175
Slightly below 274
Between 274 and 320
Between 340 and 381
Slightly below 395
Slightly below 457
Between 457 and 533
CVD
CVD
Thermal and mechanical characterisation
199
equipments of this type are discussed by Hackworth (1979, 1982) and
Corney and Pippett (1983). Table 8.1 reproduces threshold velocity data
reported by Hackworth (1982) for a range of infrared window materials
exposed in a rotating arm facility to single 2.0 mm diameter drops.
Finally the testing of full size components is of value in confirming the
predictions of small sample test and in assessing the rain erosion performance in relation to component configuration. Rocket sledge equipment
designed for this purpose are described in the literature by Meyer and
Dignam (1981) and Letson (1981).
I
'
I '
'
..
I
,,I'
'
I
9
Optical Coatings
The design and theoretical aspects of interference coatings are well
documented in the liteqtture and it is not the purpose of this text to
reproduce the detail of these here. Nevertheless, these aspects are treated
sufficiently to allow a deeper appreciation of them on examination of the
referenced works. Production techniques for optical coatings are reviewed,
and examples of commercial products are given to illustrate current achievement. A major issue at the present time is the absorption and associated
laser damage in optical coatings which demonstrate a greatly reduced
performance from that of their parent bulk materials. It is the aim of this
text to present evidence, from materials science and non-optical characterisation studies, which points to poor quality porous microstructure and
impurity content being the main reasons for this excess absorption. Synthesis techniques to improve the microstructure and to reduce the impurity
content are suggested as a means of achieving ultra low loss and high
damage resistance in optical coatings.
Radiation incident upon the surface of an infrared optical material is
separated into reflected, transmitted, absorbed and scattered fractions. The
fraction of the available energy that is distributed amongst these is determined by the indices of refraction, the absorption and homogeneity of the
material either side of the surface, and the perfection of the surface.
Deposited interference coatings are found to be useful in altering and
controlling the fraction of energy reflected and transmitted at each of the
surfaces of a component. The major function of an interference coating
applied to the surface of an infrared optical material is to redistribute the ·
incident energy in the required manner. Equation (9.1) defines the fraction
of energy reflected at an air/material interface,
R = [(n- 1)/(n + 1)] 2
(9.1)
where R is the reflectivity of one surface and n the refractive index of the
material for that particular wavelength. For instance, the transmittance of
a plane parallel plate glass window, with refractive index nd = 1.5 is 92"7o,
while that of a similar plane parallel plate of germanium of refractive index
Optical coatings
201
n10 = 4.0 is 47"7o. This means that the transmittance of a seven element uncoated lens made from glass is likely to be of the order of 500Jo, whilst that
of a similar uncoated germanium lens is likely to be roughly 0.5%. These
transmittance values take no account of material absorption or scatter. This
illustrates the magnitude of the problem where many elements are required
in an optical system and where the refractive indices of these elements are
high. Thus antireflection coatings are essential in modern optical systems in
order to achieve a usable image.
Historically the subject has developed from the last century when
Rayleigh (1887) observed that old glass plates had a lower reflectance than
new ones. Taylor (1896, 5th edition 1983) noticed this effect on lenses and
went on to develop an etching technique to produce an artificial surface
tarnish on lenses. At this time, and during the very early part of the present
century, it was assumed that the decrease in the reflection seen on glass
samples was due solely to a change in Fresnel reflection coefficient. Bauer
(1934) correctly deduced that the reduction in reflectance was due to an
interference phenomenon. In addition, suitable vacuum pump oils were
made available at this time enabling the technology of vacuum deposition
to be developed. The technology proved to be ideally suited to the production of these interference coatings. Thus in the 1930s the theory, the
technology and the realisation of the importance of the phenomenon were
put together to yield the first practical antireflection coatings. During the
last 50 years, the design and practical realisation of coatings for the visible
and infrared have developed to the point where antireflection coatings are
indispensibie to present-day optical technology. The general theoretical
aspects of optical coatings design are well established and are given in the
literature, but detail on the actual design and deposition of state of the art
coatings are not well reported for commercial-in-confidence reasons. The
theory of optical loss in bulk materials is now becoming well known. This
has been related to loss measurements of materials, and in many cases to
the morphology, impurity and defect states in tnaterials because of the
extensive characterisation which has taken place: In comparison, coatings
technology is still a black art to those outside the industry because detailed
materials characterisation, with reference to optical and environmental
performance, has only recently been carried out and reported to any great
extent (Bennett 1980). Current optical coatings, while offering good performance for low power applications, demonstrate a very high optical loss
coefficient in relation to their corresponding bulk materials. It has now been
recognised that this high loss results from impurities, defects and major
morphological problems some of which are likely to be overcome, but only
when rigorous characterisation of the coatings has been carried out in relation to deposition conditions and physical performance. The need for low
loss laser coatings during the past few years has emphasised this problem
and a number of workers have recently published information on the
I'I
202
Optical coatings
characterisation of experimental coatings. These are the beginnings of a
more open and rigorous scientific approach to optical coatings technology.
9.1
Theory and Design of Interference Coatings
The simplest antireflection coating is a single layer deposited on the surface
of a component (Cox and Hass 1964). To achieve antireflection properties,
this layer depends upon the cancellation of light reflected at the upper and
lower of its two surfaces. Assume that the refractive index of air is no, that
of the coating is n 1 and that of the substrate is n2 • Then, in order to cancel
the two reflected beams the intensities of the radiation reflected at the upper
and lower. surfaces of the
coating should be equal which means that the
'
ratios of the refractive indices at each boundary should be equal, that is
no/n 1 = n 1jn 2 or n 1 = (n 0 n 2 ) 112 • Since the refractive index of air may be
taken as unity, the refractive index of the coating n1, should equal the
square root of the refractive index of the substrate, nz. Also, at the boundary between two media the amplitude of the reflected radiation is a function
· of the ratio of the refractive indices of the media, and if the reflection takes
place in a medium of lower refractive index (i.e. at the surface of the coating
or at the surface of the substrate) then there is a phaseshift of 180°. If the
coating is to exhibit antireflection properties the reflected radiation from the
top and bottom surfaces must be 180° out of phase to interfere destructively. In order to achieve this relative phaseshift the optical thickness of the
film should be made equal to one quarter wavelength so the total difference
in phase between the two reflected components corresponds to twice one
quarter wavelength or 180°. Thus a simple single layer antireflection coating
should possess a refractive index equal to the square· root of that of the
substrate, and should be one quarter of a wavelength in optical thickness.
This type of coating has limitations since there are no adjustable
parameters. For instance it is not always possible to find a coating material
with a refractive index which is an exact match to the required substrate.
Another approach is to use two layers in order to obtain zero reflectance
at a particular wavelength. For example the refractive index of crown glass,
1.52, is too low for a perfect single layer coating using the lowest index ·
coating material, MgFz, of index 1.38. A thin layer of a higher index
material, such as Biz0 3 , next to the low index glass makes the substrate
appear to have a higher index. Thus it is possible to simulate an exact match
using an outer coating layer of magnesium fluoride (Catalan 1962). Cox
(1961) also suggested a special type of double layer antireflection coating for
infrared optical materials such as silicon and germanium. The optical
thickness of the double layer was less than one quarter wavelength and the
film with the higher index of refraction was on the outside. The transmittance characteristic of this coating was very similar to that of a single layer.
Manufacturing technology
203
A particular example of this type of coating was achieved by using a 0.6
quarter wavelength optical thickness of MgF2 plus Ge at a wavelength of
2.7 p.m on germanium substrates. Further work was done by Jacobsson and
Martensson (1966) to improve the performance of MgFz plus Ge on
. germanium by consideration of an inhomogeneous coating technique. in
which the refractive index of the coating was graded in a direction normal
to the coating surface. A 1.2 p.m layer of MgFz plus Ge film on each side
of a germanium plate demonstrated an average of 950?o transmittance
between 2 and 7 p.m. However, the single or double layer coating has zero
or near zero reflectance at only one wavelength and low reflectance over a
limited range of wavelengths. In order to obtain a low reflectance over a
wider range of wavelengths it is necessary to consider multilayer coatings.
A number of designs have been reported by various authors and these have
been reviewed by Cox and Hass (1964). In this review several broad band
three layer coatings are described in which the optical thickness of the films
are related by simple integers, for example I : 2: I. Thetford (1969) went on
to provide information on three layer coatings in which there was no simple
relationship between the layer optical thicknesses. Typically these three
layer coatings exhibit a W -shaped characteristic, with a zero reflectance at
two wavelengths and a low reflectance in between, essentially covering a
wider range of wavelengths than a single or double layer coating. Mouchart
(1977a) has reported the general conditions linking the thicknesses and
indices of three non-absorbent layer coatings used to yield antireflective
properties for a given wavelength. A point to note with all of these coatings
is that at angles of incidence other than between normal and, say 30°, there
is a rise in the reflectance due to, for instance, the thicknesses of the layers
being a function of angle of incidence (Catalan 1962). In recent years a
need has arisen for broadband antireflection coatings and other complex
coatings, such as filters, which cannot be achieved with two or three layer
structures. These requirements necessitate the consideration of coating
types (Mouchart 1977b) generally containing many more than three layers,
known as multilayer coatings. The theoretical design of coatings consisting
of three or more layers is quite complex. A treatment of thin film calculations is given by Heavens (1955) and Vasicek (1960), and the design of antireflection coatings is given by Cox and Hass (1964), MacLeod (1985) and
in particular for infrared optical materials, by Dobrowalski and Ho (1982).
Mirror coatings are discussed by Hass et at (1982).
9.2
Manufacturing Technology
There are several vacuum techniques which can be used to synthesise antireflection coatings on a variety of flat and curved substrates. Amongst these
are evaporation (e.g. thermal, electron beam, ion plating and laser),
, I
; I
204
Optical coatings
sputtering (e.g. AC, RF, magnetron and reactive) and glow discharge
techniques (Vossen and Kern 1978) illustrated in figure 9.1. Others such as
ion implantation, ion exchange, CVD and deposition from solution have
not come into general use for coating infrared optical materials.
Substrate
Substrate
2-SkVnegative
I
RT-200 °(
RT-200 °(
I
k???i??/1
Source
Source
(a)
(b)
Substrgte
Substrate
0-200Vnegative
T
zoo•cI
RT-200 °(
/ ....... I
{Plasma
~.-----
......
,
\
Ar+
......;
Si02
T
1-5 kV negative
RF
cathode
(c)
•
T
1 kV negative
Rf
cathode
ldl
Figure 9.1 Vacuum techniques for the synthesis of antireflection
coatings at certain pressures and particle energies: (a) thermal evaporation at 10- 6 Pa and 0.1 eV; (b) ion plating at 10- 2 Pa and
10-100 eV; (c) sputtering at 10- 2 Pa and 10-20 eV; (d) glow
discharge at w- 2 Pa and 10-200 eV (Green and Lettington 1981).
The most well developed and widely used of these is evaporation in high
vacuum because of the flexibility, uniformity and control it can offer.
However, the structural perfection and packing of the films so produced
often leaves much to be desired, as discussed in §9.4, and the bonding to
the substrate can sometimes be weak. This can be overcome to some extent
with very good substrate cleaning and the use of thin bonding layers. During electron beam evaporation at, say, 10- 3 to 10-s torr working pressure,
Manufacturing technology
205
the particle kinetic energy at the source is about 0.1-0.2 eV. Magnetron
sputtering at a working pressure of 10- 1-10- 2 torr offers particle kinetic
energies of the order of 10-20 eV, while the ion impact at the substrate can
be further enhanced in RF plasma techniques since the particle kinetic
energies can be the order of 10-200 eV or more. Thus it can be seen why
the bonding to the substrate of thermally and electron beam evaporated
coatings can be poor, and how it can be improved by resorting to sputtering, ion plating, or RF plasma deposition. In these techniques, the surface
being coated is subjected to ion bombardment before and during deposi. tion. This enhances the bonding at the interfaces of the antireflection
coating layers and encourages the removal from the substrate of very ·
loosely bonded deposited material. The techniques of ion plating and
sputtering have not come into extensive use for coating deposition on
infrared optical materials. However, RF excited plasma deposition has
recently assumed some prominence for the deposition of anti-abrasion, or
protective antireflection coatings, to the exterior windows or elements of
thermal systems where a high degree of bonding to the substrate is essential.
The general evaporation technique for the deposition of thin films is
reported by Holland (1961), Powell et a! (1966), MacLeod (1985) and
Chopra (1969). Substrates are usually cleaned ultrasonically and then
loaded into the dome of a vacuum coating unit which is subsequently
evacuated. The shuttered electron beam or thermal evaporation sources
situated in the base of the unit are energised, and the rotating dome is
heated to achieve the required substrate temperature for deposition. When
the conditions are established, the sequence of layers is deposited by control
of source temperatures, and shutter operation aided by quartz crystar
monitoring. The quality of the source materials is crucial to the achievement
of good quality films. The purity, gas content and grain size are important
in avoiding gas outbursts and sputtering during the evaporation process.
Hass et a! (!959) simply discuss the preparation of rare earth oxides and
fluorides, but a large number of materials suitable for evaporation are now
commercially available. Coleman (1973) and Sites•"et a! (1983) reported the
deposition of a number of optical films of oxides and fluorides by the
sputtering technique (Stuart 1983). In this technique a substrate may be
suspended above a solid cathode target of the coating material in a vacuum
system into which is leaked argon gas. Wh~n high voltage (usually RF) is
applied to the cathode and the pressure is adjusted to 10- 1-10- 2 torr a
discharge is set up in the system and argon ions strike the target, thereby
removing small particles of the target material which then adhere to the
substrate forming the required coating. Reactive gases may also be used in
the vacuum system to adjust the stoichiometry of the coatings. Davy and
Hanak (1974) have reported the deposition of dielectric films by an ion
plating process (Mattox 1973). Here ion bombardment is applied to the
substrate before and during evaporation.
206
Optical coatings
Ion plating is usually done in an inert gas discharge similar to that used
· in sputtering, except that in this case the substrate is made the high voltage
sputtering cathode. For a coating to be deposited it is necessary for the
deposition rate resulting from the evaporation to be greater than the
backsputtering caused by ion bombardment. Recently the RF excited
plasma deposition process has been used commercially for the deposition
of amorphous carbon coatings. This technique is described by Holland
(1981) and Green and Lettington (1981). The Holland technique consists of
leaking a hydrocarbon gas, such as butane, into a glow discharge chamber
with one RF electrode grounded and the other capacitively coupled to an RF
source in the megahertz range. This serves as the substrate carrier with a net
negative bias. In the discharge region the hydrocarbon is ionised, and the
positively charged particles are accelerated towards the substrate to form an
amorphous carbon coa{ing. Conventional sputtering equipment can be
readily utilised for this glow discharge process. It is adequate for the synthesis of hard coatings on metal, semiconductor or insulating substrates,
such as aluminium, silicon, and germanium, but tends to yield films with
a high compressive stress (Holland and Ojha 1978). This is because, in order
to achieve an adequate deposition rate, a high potential has to be applied
or developed at the cathode and hence the substrate is subjected to high
energy particle bombardment. This maintains a significant backsputtering
rate and tends to yield a highly stressed coating. The Green and Lettington
(1981) technique uses similar equipment except that, in this case the genera-.
tion of ions and the deposition of the coating are controlled independently.
This is reported to allow the deposition of amorphous carbon with much
reduced induced stress thus allowing thick low strain coatings to be produced. Using this method, butane is leaked (- 10- 2 torr) into a glow
discharge chamber with a capacitively-coupled water cooled RF (e.g. 1 kV,
13 MHz) cathode serving as the ion generating source. The substrate is
mounted on the second electrode which can be cooled or heated (usually
200 o C in the case of Ge) independently of the cathode, and to which may
be applied a negative AC potential (0 to -200 V). The positive ions formed
in the plasma strike the cathode forming a deposit there, but a significant
number of neutral carbon atoms leave the cathode and strike the substrate
to form the required layer. The bias voltage when applied to the substrate.
affects an ion plating enhancement of the deposition. Thus, in this technique a much greater degree of control and flexibility of the deposition is
reported to be attained.
9.3
Materials used in the Synthesis of Coatings
Materials useful as interference coatings need to fulfil certain requirements.
Amongst these are transparency, particular refractive index values,
Materials used in synthesis of coatings
207
homogeneity, good packing density, good adhesion, high hardness, low
stres8 plus survival in the appropriate environmental conditions. Surveys of
materials have been reported by Lissberger (1970) and MacLeod (1985), and
in particular Black and Wales (1968) who summarised the optical properties
of elements and binary compounds, with emphasis on materials for use in
the 8-12 ,urn wavelength region. The majority of these materials are
crystalline, but Black and Wales suggested that chalcogenide glasses
possessing indices from 2.0 to 3.5 might offer advantages over conventional
semiconductor materials because of their resistance to moisture and normal
reagents, and their general lack of free carrier absorption. Further discussion of the chemical and deposition characteristics of optical dielectric film
materials is given by Ritter (1975, 1976) and Pulker (1979a). The optical
properties of representative materials are given in table 9. I.
Representative materials useful for the deposition of
interference coatings.
Table 9.1
Refractive index
Transmittance range
(I'm)
Material
<
MgF2
ThF.
NdF,
PbF2
1.38
1.52
1.60
1.76
1.35
Si02
MgO
. AbO,
SiO
1.46
1.70
1.77
1.97
1.44
1.68
1.7-1.6
1.70
0.2-4.5
0.23-9
.0.17-6.5
0.55-8
Ce02
Th02
Zr02
ZnS
2.20
2.20
2.15
2.28-2.2
0.35-14.5
As2S3
As2Se,
Si
Ge
2.66
2.41
2.79
3.44
4.10
0.6-12
0.77-18
1.1-15
1.8-2.3
l~tm
1-·8 I'm
0.25-9
0.26-12
1.58
0.25-17
.t-
In general, fluorides and many other halides can easily be evaporated and
condensed stoichiometrically. They have been used extensively in the
synthesis of antireflection coatings. However, some fluorides and all
chlorides, bromides and iodides are soluble in water, which makes them
impractical as coating materials. Two of the most important and extensively
Optical coatings
208
I
I
employed fluorides are MgF2 and ThF4. In mass spectrometer studies of the
evaporation process of dielectric materials, Pulker and Jung (1969) found
that MgF2 evaporates practically without decomposition. Ritter and
Hoffman (1969) investigated the effect of substrate temperature on the condensation and the films of MgF2. Films deposited on unheated substrates
possessed a porous structure with a calulated packing density of 0.80-0.84.
On exposure to air these porous films took up water which led to an increase
in the refractive index, and therefore an increase in the optical thickness.
At substrate temperatures of 190, 280 and 340 o C the packing densities were
found to be 0.895, 0.935 and 0.955, respectively. The mechanical and
chemical properties of the films were dependent on the packing density.
Those with a high packing density, put down at a substrate temperature of
around 300 o C, were extremely hard and adherent, and such films are used
as single layer coatings,' or as low index films in multilayer antireflection
coatings. ThF4 layers, transparent from 0.2-15 p.m, have been used for a
number of years in coatings on infrared optical materials, particularly in
combination with ZnS in multilayer coatings. This fluoride is mechanically
quite stable and films with high packing densities can be achieved (Heitmann and Koppelmann 1967). Often the raw material is relatively impure
and contains ThOF2, but this is not a major problem for non-critical
applications, since above 1000 °C reaction (9.2) occurs and the residual
Th0 2 does not evaporate until the temperature is greater than 2000 o C.
2ThOF2-+ ThF4 + Th02
(9.2)
Ritter (1975) references many useful data on these and other fluorides used
to make interference coatings.
Of the chalcogenide compounds, ZnS has become one of the most useful
coating materials, particularly for germanium since it provides a very
convenient single layer antireflection coating. The environmental stability
and adhesion of ZnS layers depends on the substrate cleaning and its
. temperature during deposition. Germanium components are usually glow
discharge cleaned prior to evaporation, and deposition occurs at a substrate
temperature of 150 °C. Films deposited in this manner are reported to
withstand exposure to moisture, several hours boiling in 50Jo NaCl solution
and repeated washing without damage (Cox and Hass 1958). ZnS evaporates .
effectively at around 1200 o C and dissociates into Zn and S (Pulker and
Jung 1969). There may be a danger of depositing non-stoichiometric films
because of this dissociation, particularly at high substrate temperatures
where the condensation coefficient of Zn is decreased (Ritter and Hoffman
1969). Useful properties of evaporated ZnS films are reported by Preisinger
and Pulker (1974).
The suggestion by Black and Wales (1968) that chalcogenide glasses have
much to offer has been taken up in research. Mixed glasses tend to be
unsuitable for conventional thermal evaporation because of non-
'-
209
Layer characterisation
stoichiometric dissociation. To avoid this problem, ion beam deposition of
Ge 33, As 12, Se 55 has been employed to yield homogeneous, amorphous
low stress layers (Herrmann and McNiel 1980). These authors suggested
that the amorphous layers could be used as sealing layers for coatings on
hygroscopic substrates. In contrast Butterfield (1974a) reported that Ge-Se
amorphous films, with a Ge content up to 500Jo, could be deposited using
electron beam evaporation of melted bulk material. Similarly Butterfield
(1974b) reported the thermal evaporation of pelleted As-Se material to
yield amorphous layers with As contents of up to 50%.
Oxides are a very important group of materials because of their excellent
·mechanical and environmental properties plus their wide range of refractive
indices. The evaporation of these materials, usually achieved by electron
beam evaporation, is not as easy as with the fluorides and chalcogenides.
This is
result of them having low vapour pressures, high melting
temperatures and dissociation problems. Most oxides provide films useful
up to about 8 I'm but are not generally sufficiently transparent to cover the
far infrared region. Si02 is useful as a low index material, SiO, Alz03,
MgO, Th0 2 and Zr0 2 as medium index ones and CeOz and TiOz as high
index materials. In addition, amorphous oxide layers are becoming accessible by standard evaporation techniques. For instance Schott 8329 oxide
glass of refractive index 1.47 (visible) can be evaporated without appreciable decomposition, and can be used for protecting plastic components.
The semiconducting materials Si and Ge are often used as component
layers in mid and far infrared antireflection coatings. Silicon is useful from
1-9 I'm and germanium from 2-14 I'm. Germanium is very compatible
with ZnS and SiO in multilayer stacks. Amorphous carbon and plastic
coatings have become of interest as abrasion resistant and moisture
protective coatings respectively, and are discussed in relation to particular
applications in §9.5. Many data on the properties of coating materials are
reported and referenced by Ritter (1975).
a
..
9.4 Layer Characterisation in Relation to Morphology,
Defects and Impurities
The most widely used optical thin film deposition technique is that of
vacuum evaporation from thermal or electron beam sources. While this is
a relatively simple technology, there are nevertheless a very large number
of interacting deposition parameters. The interpretation of the optical and
environmental properties of the films in relation to these parameters is thus
very difficult. Historically these difficulties stem from the Jack of layer
characterisation other than optical, so that there has been a general lack of
understanding of the film physical structure, how this affects the optical and
I
Optical coatings
210
environmental performance in service and how it is influenced by the
deposition conditions. It is remarkable that, in a period where microelectronics development, perhaps of necessity, has yielded a wealth of
understanding of the structure and perfection of monocrystalline semiconductor thin films, so little effort until recently has gone into understanding
and improving the physical perfection of dielectric optical thin films. The
approach to optical thin film technology has been largely empirical so that
it has developed, more as an art almost than a science, and specialist
knowledge, experience and operator skills in relation to the quality of the
coatings has been information to be kept secret rather than openly discussed. The fact that this approach hinders progress has been recognised
(Bennett 1980), and much more characterisation work is being done and
reported (MacLeod 1982, Guenther 1982). Having said that and in spite of
all of these difficulties~ optical films do function as required in many
environments and this is a tribute to the skill and competence of the workers
in the optical thin film industry:
Optical thin films, unlike epitaxial semiconductor films, are not thin
layers with a similar structure to their corresponding bulk materials. The
microstructure of these films may be of such poor quality that the practical
utility is compromised. This may manifest itself as a low laser damage
threshold, uncontrolled mechanical stresses, insufficient environmental
performance or optical aging effects. In the 1960s process control and layer
thickness monitoring were seen as the major thrust towards improved
layers, but it has at last been recognised that the film microstructure is at
the root of most of the above problems (MacLeod 1982). In order to
improve upon this situation it is necessary to have a thorough understanding of the basic mechanisms leading to particular thin film microstructures.
9.4.1 Microstructure
The major relevance of microstructure to optical coatings technology was
initially not appreciated. However, it was recognised that dielectric layers
possessed a structure which contained voids. The term packing density was
created to measure the void content, and there is much discussion in' the
literature in relation to this term for particular films.
p
k" d "t _
Volume of deposited material
( _)
ac mg ensi y- TotaI vo Iume of t he Iayer ("meIu d"mg vm"d s) · 9 3
Koch (1965) first considered the microstructure of optical films when he
studied the optical drift of MgF2 films caused by water absorption in the
grain structure, i.e. it was assumed into the pores. Since then advances in
electron microscopy have allowed the determination of the structural
features of vapour deposited optical thin films. One of the most crucial
parameters in determining the microstructure is the substrate temperature
Layer characterisation
211
which is typically very low (of the order of a few hundred centigrade) in
relation to the melting points of the evaporated materials. It is not surprising therefore that the microstructure is rather poor quality, being very
columnar containing many pores which act as sinks for impurities and water
vapour. Vook (1982) has reviewed the various modes of thin film growth,
the most relevant being the Valmer-Weber model of three-dimensional
island formation. This is promoted during the nucleation and coalescence
stage if the incoming vapour species have insufficient energy for significant
surface diffusion on the substrate. This can readily occur in thermal
evaporation if the substrate temperature is low. In this situation, the
probability of void formation in the films, particularly at grain boundaries,
is high (Nakahara 1977, 1979). In a review by Nakahara (1979) the aging
phenomenon, the variation in film properties over a period of time, is
attributed to the annihilation of non-equilibrium defects by mobile vacancies. Impurities such as hydrocarbons water vapour and other compound
species are also a problem if they are insoluble in the coating material, since
they then accumulate at the grain boundaries altering the surface energy of
these interfaces. For instance, this can influence the mechanical stress in the
films as discussed later.
It has been shown by Movchan and Demshishin ( 1969) that the ratio of
substrate temperature to the melting point of the evaporant, T,fTm is an
important parameter in determining the structure of both metal and
dielectric films. When values of this ratio are less than 0.45, u~ually the case
in optical film deposition, the structure of the films is found to be columnar
with the columns running in the direction of growth. Also Vincett et al
(1977) proposed a critical substrate temperature of 0.33 of the boiling point
of the evaporant at which both polycrystalline and epitaxial films exhibit
optimum properties. They offered the explanation that at this temperature
the disordered or glassy regions in the depositing film can just boil against
the impinging vapour flux resulting in improved structural perfection. Thus
it can be seen that the substrate temperatures normally encountered during
thin film deposition are unlikely to lead to high quality polycrystalline structures, or indeed to high quality amorphous films, since columnar structures
have also been reported in aGe (Swab et a/1980, Dirks and Leamy 1977).
The determination of the structure of thin films has been aided by
advances in electron microscopy. Such a technique is necessary since film
thicknesses are under 1 JLm, and the structural features of interest are
smaller. The replication technique offers the required resolution of under
5 nm or less and has been described by Guenther and Pulker (1976) and
Guenther (198!c). Direct observation by SEM of thicker coatings is possible
in the case of metal films, but dielectric films are more difficult since a conducting coating must be applied to them to avoid charging effects. Some of
the parameters applicable to the technique of electron microscopy are given
Optical coatings
212
in table 9.2. The detail of examination of actual coatings is discussed by
Guenther and Pulker (1976). As a result of this microstructural characterisation it was concluded that the voids or pores in the films were gaps left
between the 'loosely' packed columnar structure. Harris eta/ (1979) have
suggested a model which allows for the expansion or contraction of these
columns to account for the changing densities observed with depth in some
films. Dirks and Leamy (1977) have reviewed many published data on the
microstructure of optical thin films. Basically the structure consists of a low
density or void network which surrounds an array of parallel uniform sized
rods of higher density. It has been found that the column orientation in
films deposited at oblique incidence is always nearer the substrate perpendicular than the vapour beam direction in films exhibiting limited atomic
mobility. A simple geometric argument based upon shadowing of the
vapour beam by atoms \vithin the growing films has been found sufficient
to explain the gross features of the structure. For many materials this leads
to a simple relationship, tan {3 = ! tan a where {3 and a are, respectively, the
angles of the columns and vapour beam to the substrate normal
(Nieuwenhuizen and Haanstra 1966).
Table 9.2 Parameters applicable to the techniques of scanning, transmission and scanning transmission electron microscopy.
i'
. Parameter
Preparation
Resolution (nm)
Analysis
Magnification
SEM
TEM (STEM)
Coating (Au, C)
5-20
Energy dispersive
x-ray (EDX)
Wave length dispersive
x-ray (wnx)
20 to 20 x 10 3
Thinning
0.2-0.5
Energy dispersive
x-ray (EDX)
High energy electron
diffraction (HEED)
5 x 10 3 to 10 5
Thicker films tend to exhibit larger diameter columns than thinner ones
and MacLeod (1982) has presented a solution originally provided by Ross
and Messier (1981). The larger columns in thicker films are thought to
consist of bundles of chain-like sub-units, and hence there is thought to be
a microstructure within the more obvious microstructure of the film itself.
In addition to this columnar microstructure, macroscopic nodular defects
become visible to the eye as a result of light scattering (Guenther 198la,b).
These defects are individual growth distortions consisting of inverted
parabolic cones originating either at the substrate surface, or at the coating
material spatters incorporated into the growing films. These nodules can be
a particular problem since they are likely to be broken out of a coating
Layer characterisation
213
leaving a hole. A useful review of the microstructure of thin films is given
by Leamy eta! (1980). Guenther (1982) has summarised the critical factors
for the formation of columnar and nodular growth as listed in table 9.3.
Table 9.3
Critical factors for columnar and nodular growth.
Columnar growth
Nodular growth
Surface diffusion
Geometrical shadowing
Film material
Surface energy
Substrate temperature
Additional irradiation
Ion bombardment
Grain boundaries
Physical adsorption
Chemical reactions
Impurities
Self shadowing
Geometry
Substrate rotation
Developing film structure
Surface asperities and
indentations
Polishing marks
Cleaning residues
Spatters
Microdust
Defect sites
Charging effects
Evaporation conditions
Rate
Angle of vapour incidence
Substrate rotation
9.4.2 Chemical analysis techniques
Interference coatings have always been subject to optical characterisation
since it was known that optical properties are greatly influenced by deposition conditions. The importance of non-optical characterisation, for
example environmental properties, purity and structure, in relation to
deposition parameters has recently assumed importance partly of necessity
and partly influenced by the greater importance of thin films in the
electronics and opto-electronics industries. Such characterisation is essential
to understand and improve the overall performance of coatings and to aid
quality assurance now that coatings, consisting of many layers of several
different materials, are so complex. Environmental testing (§9.7) often
reveals performance failures which may well be caused by interactions
between the composite layers, or problems at the substrate coating interface. In such circumstances it is important to obtain chemical and structural
information with reference to the depth through the coating. Such
characterisation is time consuming and expensive, but vital in order to
understand thin film mechanisms and avoid defects and failures in new
j'
214
Optical coatings
coatings at the production stage. An excellent review of non-optical
characterisation is given by Guenther (198lc).
Electron microscopy in high vacuum is the most useful technique for
investigating the structure of optical coatings. Scanning electron microscopy (SEM) (Thornton 1968) is widely available and readily used for the
examination of surfaces or cross sections of interference coatings. When
this is combined with electron probe microanalysis (EPMA) (Reed 1975)
which is non-destructive in most cases, it can give vital analytical information particularly for coating defects such as spatter marks. However, EPMA
must be regarded as a bulk technique since the analysis depth and lateral
resolution is about 1 ILm. Nevertheless, the combination of imaging and
analytical capability in a readily available SEM is a powerful one. In the
technique of EPMA, energy dispersive x-ray analysis (EDX) is more common
but detection is limited' to elements heavier than sodium. Wavelength
dispersive x-ray analysis (WDX) detects lighter elements down to boron but
is more complex. If unsupported films, about 100 nm thick, are available,
then EPMA can offer a higher spatial resolution of 5-20 nm (Zaluzec 1980).
A general description of the utility of various surface and bulk analysis
techniques is given in the literature by Millet (1980) and Allen and Wild
(1981). Transmission electron microscopy (TEM) (Hall 1966) offers the
possibility of surface replication at 2-5 nm resolution, but if thin
transparent films can be made available then this improves to 0.2-0.5 nm
and much more detail is obtained (Guenther and Pulker 1976), particularly
if high energy electron diffraction (HEED) is available.
The chemical analysis of optical coatings can be best achieved using
surface analysis techniques and depth profiling, necessitating ultra high
vacuum (UHV) methods. These are needed to prevent the surfaces under
investigation from being contaminated by absorbants and to understand in
particular the role of water and hydrocarbons in the structure and performance of interference coatings. From the above it can be seen that EPMA
with a probe depth of around 1 ILm· is relatively unaffected by a few
nanometers of an absorbed layer which is likely to be present in high
vacuum conditions. However, secondary ion mass spectroscopy (SIMS) is
sensitive even to a monolayer of absorbant, and therefore UHV is necessary
for SIMS surface analysis. The techniques most frequently used are SIMS, ·
Auger electron spectroscopy (AES) and electron spectroscopy for chemical
analysis (ESCA) since the depth resolution of 3-5 nm is necessary for the
diagnosis and depth analysis of multilayer coatings. Depth profiling can be
carried out simply by shallow depth surface analysis techniques if the
coating is taper polished at a grazing angle to the surface, but the most
frequently used approach is sputter etching or ion milling (Sigmund 1977).
As atoms or molecules of the coating are removed, a new surface is continuously created which can be analysed by surface analysis techniques if
Layer characterisation
215
the adsorption of impurities is prevented by the maintenance of good UHV
conditions. The interpretation of such ion milled depth profile needs care
since collisional mixing results in broadening of the compositional profile.
However it is not always necessary to know exact layer thicknesses since
comparision with the theoretical design may give sufficient information.
These etching techniques are more difficult with dielectrics than with metals
because of distortion, heating, charging and dissociation effects. Such problems are discussed by Guenther (1981b) in relation to actual profile
measurements.
SIMS and AES are the two most useful surface analysis techniques. The
Auger technique yields compositional information by analysing the energy
of the Auger .electrons emitted from the surface. When a surface atom is
ionised at a core level, K say, by an incident electron beam, the vacancy is
filled by an electron from the next level, L,. If the energy (EK- EL,)
transfers to another electron, L2, it will be ejected as an Auger electron. The
mean free path of these electrons is in the range 0.5-3 nm and thus AES is
very useful for the characterisation of optical coatings. The interpretation
of data is aided by reference works such as that of McGuire (1980) and particular cases of coatings analysis are discussed by Guenther ( 1981 b). SIMS
lacks the spatial resolution of the AES but offers greater sensitivity. When
a material is bombarded by a low energy beam of helium, neon or argon
ions, atoms and molecular fragments are dislodged from the surface. The
mass spectrum of these atoms is measured resulting in characteristic peaks
corresponding to each element. The particular application of this technique
to optical coatings is also discussed by Guenther (1981b, c).
9.4.3 Effect of microstructure on coating properties
It is not surprising to learn that the defective columnar microstructure of
optical coatings affects their refractive indices, absorptions, mechanical,
chemical and environmental properties. The packing density of a coating,
and thus the void content, has a major influence on the uptake of water
which can result in drift of optical coating parameters. The void structure,
surface energy of the columns and their bonding to the substrate are all
influenced by extrinsic impurity, and are important in determining stress in
optical coatings. Thus two of the most important effects of the microstructure on coating properties are connected with moisture uptake and
stress.
Many film materials develop high stresses during vacuum deposition as
a result of condensation on the substrate. These stresses may be so high that
distortion of the substrate occurs in some cases, and in others the coating
may craze and flake off the substrate. Ennos (1966) deposited many single
and multilayer coatings onto thin glass strips clamped at one end and used
a laser interferometer to measure the deflection and hence the stress. For
216
Optical coatings
instance ZnS was found to deposit with a compressive stress and MgF2 was
found to develop a very high tensile stress. It was shown that the deformation of a multilayer coating was proportional to the product of the
average stress and the film thickness, but that the average stress in a multilayer could not be predicted from the stresses found for the individual single
layers. Stress in dielectric films has been studied by Pulker (1979b) and
Pulker and Maser (1979) who described a grain boundary model for an
approximately quantitative treatment of the intrinsic stress of crystalline
films. As a coating nucleates, the crystallites often grow as isolated randomly
oriented aggregates. At a later stage these aggregates coalesce in two stages.
The aggregates are enlarged until the gap between adjacent crystallites is very
small. It is assumed that the spacing between atOII\S across the gap can have
any value between a and 2a, where a is the lattice constant of the condensate. Then the interatomic forces acting across the gap cause a constrained
relaxation of the top layer of. each surface forming a grain boundary. The
gap spacing then decreases by A to between a- A and 2a- A. The relaxation is constrained due to the adherence of each crystallite to the substrate
surface. Thus the energy due to elimination of free surface at grain boundaries produces volume strain energy. Using this model it can be seen that
moisture and impurities segregating at grain boundaries have a strong
influence on the surface energy and therefore on the stress. For instance
CaF2 (1.20/o) or ZnF2 (0.8%) impurity in MgF2 layers reduced the tensile
stress. by a factor of two. Control of the stress in films by selected impurity
addition, or by mixing of materials developing opposite stresses is important, not only in avoiding gross effects but also since the stress in films has
been correlated with laser damage thresholds (Austin et a/ 1973).
When multilayer antireflection coatings are to be used in laser systems,
the optical loss is of prime importance. For example water absorption in
coatings can be a particular problem for HF lasers operating at 2.8 I'm.
Temple (1979) has studied the surface, bulk and interface absorption on
wedge shaped films at 2.8 I'm. In further work Donovan et a/ (1979).
correlated hydrogen concentrations and profiles, measured using a nuclear
resonant technique, with these calorimetric measurements. The values of
absorption calculated assuming that the hydrogen was present as water in
the films, agreed in concentration and distribution with the absorption.
values measured by calorimetry. The results showed that H 20 was a major
source of contamination and absorption in a variety of coating materials.
ThF4 films were found to absorb large quantities of H 20 when they were
exposed to air. ZnS and As2Se3 films were found to contain fewer than
10 ppm H20 and were effective encapsulants for ThF4 films reducing the
H20 from the order of 20 ppm. Materials with less affinity for H 20, such
as ZnS, As2Se3, Ah03 and Si02 were found to be contaminated predominantly at air/film or film/substrate interfaces rather than through their bulk.
Lusk (1982) also studied ThF4 films by scanning AES, x-ray photoelectron
Recent developments for specific applications
217
spectroscopy and SIMS. Oxygen (water) contamination was found to some
extent in all starting materials and films examined, and all films showed a
large increase in oxygen content with time upon exposure to air. Ogura and
MacLeod (1976) recognising that thin films were greatly affected by water
absorption, studied the ,inner surface area and pore size distribution of
single layer and multilayer coatings. The volume of adsorbed water was
measured using a quartz crystal microbalance. From these measurements
these authors were able to suggest that MgF2 and Na 3AlF6 have dominant
pores of radius 2.1-3.0 nm, while ZnS has micropores below 1 nm radius.
The inner surface areas of dielectric films were found to be 10 2 to 10 3 times
greater than those in metal films, such as Cu and Ag.
Another detrimental effect of water absorption into thin optical films is
in the drift of narrow band filters over a range of several tens of nanometres
which can occur for a number of months after deposition. MacLeod and
Richmond (1976) have studied this effect by photographing filters in
monochromatic light and analysing the patterns obtained. By examining
filters made from ZnS, cryolite and MgF2 layers some conclusions were
reached about the way moisture penetrates. In a single layer of film possessing a columnar structure, moisture rapidly filled the pores so that the
refractive index and optical thickness increased. Multilayers were found to
be more complex. The outer layer rapidly filled with water but at the
different layer interfaces there were pore discontinuities since the pores in
one layer were not necessarily directly connected to, nor as numerous as,
the pores in the next layer. The moisture penetration to the lower layers of
the filter was delayed and occurred through a limited number of larger pores
(possibly defects caused by dust), and then spread out laterally in each layer
forming circles around these large pores. However, it has been found by
Meaburn (1966) and Title eta/ (1974) that heat treatment of filters can have
a stabilising effect by inhibiting moisture penetration.
9.5
Some Recent Developments in Coatings
fo~.
Specific Applications
Continued interest in laser systems has confirmed the requirement for low
loss, damage resistant coatings, demonstrating a much better than average
performance. Research into the hot forging of alkali halides has shown that
they are possible cheap optical components, but protective coatings against
moisture attack are required before such components could be widely
deployed. The field use of thermal systems has revealed the need for protective antireflection coatings on component surfaces interfacing with stringent
environments. All of these requirements have stimulated research into
infrared coatings and research into alternative deposition techniques. The
development of the so-called diamond~like carbon protective antireflection
coating produced from a hydrocarbon gas in a glow discharge has perhaps
been the most spectacularly successful.
218
I
I
Layer characterisation
9.5.1 Diamond-like amorphous carbon coatings (a-C)
Bendow (1982) has summarised the need to enhance the mechanical and
chemical durability of exposed optical components such as mirrors and
windows, especially those operating in corrosive environments. These
include salt spray environments or impact and erosion prone ones where
rain, insects and mud may necessitate the use of windscreen wipers. These
coated optical surfaces must withstand repeated cleaning and thus adhesion
is absolutely essential.
Over the last ten years it has been established that the adherence, structure and other properties of surface coatings can be substantially improved
if they are synthesised from vapour sources containing energetic neutral or
ionised species. Some of the techniques which have been researched are
plasma (Thornton 1975) and magnetron sputtering (Schiller et al1977), ion
plating (Mattox 1973), plhsma induced CVD (Weissmantel1977, Ojha 1982)
and glow discharge coating (Holland 1981, Green and Lettington 1981).
The latter method has recently achieved prominence because of its role in
synthesising diamond-like carbon, or a~C, so named because of its high
hardness and damage resistance. For instance, Gurev et al (1982) have
described the development of a single layer antireflection (AR) coating for
Ge at 10.6 ,.musing the Green and Lettington (1981) method. The hardness
of these coatings was about 1800-2000 knoop, the absorption in the
7-10 ,.m range was 2-40Jo and in the 4-6,.m range was under 1%. The
refractive index at 10 ,.m was about 2.0 and the density was 2.8 gcm- 3 • A
coated window envisaged for land applications demonstrated spectacular
abrasion resistance, showing virtually no degradation in performance after
close to 105 cycles of a wiper with a 40 g load had been cleaning off water
and sand slurry, while alternative commercial evaporated coatings degraded
rapidly after an order of magnitude less cycles.
The physical properties which have been reported for a-C coatings produced in research, have ranged from graphite- or polymer-like to diamondlike (Bubenzer et al1982). This large range of properties is because material
synthesised is markedly dependent on the deposition technique (reviewed by
Holland and Ojha 1979) and on the deposition parameters used in any
individual deposition technique, for example in the RF excited glow
discharge technique as discussed by Ojha et al (1979) and by Bubenzer et.
al (1982). Holland and Ojha (1978, 1979) have shown the glow discharge
process parameters can be altered to yield polymer, a-C and graphite
coatings on Si and Ge substrates and indicated that under optimum deposition conditions, an a-C layer on germanium acts as an efficient antireflection
coating. Ojha et al (1979) have reported that it is essential to adjust the
deposition conditions for rupture of most of the H -C bonds in the growing
layer in order to minimise H -C IR absorption. However, they found that
it was impossible with the equipment used to grow coatings entirely
transparent in the IR region, that is, free of H -C bonding. Together with
Recent developments for specific applications
219
graphitic-type absorbing regions, the H-C bonding is likely to be a major
contributing factor to the overall absorption in these films (Gurev et a/
1982). Reports of non-optical characterisation studies of a-C are rather
sparse, but an interesting study of ion beam and RF plasma synthesised
material has been reported by Vora and Moravec (1981). The layers were
examined in a TEM and it was found that the films were predominantly
amorphous, even when annealed in UHV up to a temperature of 600 °C
(Ojha and Holland (1977) report that films become graphitic on heating to
750 °C in argon). The degree of crystallinity of the films was observed to
vary with deposition parameters in a manner which was not understood.
·The films contained several cubic crystalline phases, in agreement with the
findings of Weissmantel et al (1980). SIMS survey work on films produced
by RF plasma decomposition indicated only carbon, hydrogen and oxygen.
The oxygen and OH were present mainly in the surface. Large fragments
of C and H were evident as C2, C2H2, C3, C3H, C4, C4H, Cs and C6. Since
the hydrogen in the films did not show major infrared activity, Vora and
Moravec (1981) were not able to determine how these fragments were
bonded into the films. Be·cause of the low degree of crystallinity it was not
found possible to establish any correlation between the SIMS data and the
crystalline phases seen in the SEM investigations.
The success of a-C as a protective antireflection coating rests, not only
on its excellent intrinsic mechanical properties and adhesion because of the
deposition method, but also on its amorphous structure, which is not likely
to offer the same opportunity for impurity and moisture ingress as the badly
packed columnar crystalline structures of most antireflection coatings. It is
likely, therefore, that there will be further developments of this type of
coating in terms of different materials with refractive indices suited to a
greater range of substrates, and perhaps multilayers based on them
(Gautherin and Weissmantel 1978). However, the absorption due to
hydrogen bonded in these layers as H- X (e.g. X= C) is likely to restrict
their use to thin layers in low power situations, unless it can be reduced to
exceedingly low levels. It is not yet absolutely c~ear whether hydrogen is
essential in obtaining the amorphous structure, or whether it is present
merely as a consequence of employing hydrogen containing gases in the
glow processes; but a number of amorphous materials containing hydrogen
have been reported. For instance, Anderson and Spear (1977) have reported
that hydrogen containing amorphous silicon carbide, germanium carbide
and silicon nitride can be produced by a glow discharge process, and within
certain limits over a usefully wide composition range around the
stoichiometric value. Le Contellec eta/ (1979) and Yoshihara eta/ (1981)
have grown and measured general properties of amorphous Si-C-H films,
Catherine and Turban (1980) have studied the infrared absorption properties of Si-C-Hand Ge-C-H amorphous films. Weissmantel (1979) and
Turban and Catherine (1976) have studied Si-N-H films. A number of
I
'
220
Optical coatings
H-X absorptions were seen in these films, . for example Si-H
2000-2100 cm-I, Ge-H wagging 575 cm-I, stretching 1950 cm- 1 while
Si-C stretching occurred at 760 em - I and Ge-C stretching occurred at
650 and 760 em-!. The preparation and properties of amorphous P,Ns and
P 3 N 5 Hx have been reported by Veprek eta/ (1981).
9.5.2 Moisture protective coatings
One of the major problems of the alkali halide materials is their water
solubility and the deterioration of their surfaces in relative humidities (RH)
greater than 400Jo (Seddon 1981). This sets the need for rigorous handling
procedures for conventional coating processes and careful control of the
environment during subsequent use of the components (Seddon 1981). If
moisture protective coatings were available for the alkali halides then they
would more likely be cOnsidered for thermal systems intended for field
use. One approach to solving this problem has been to research plasma
polymerised films (Mearns 1969), since this approach was considered the
method most likely to provide pin-hole free, adherent films. Hallahan eta/
(1974) reported considerable success using tetrafluoroethylene CFz=CFz
and chlorotrifluoroethylene CF2 =CFCI which exhibit low water permeability through thin films. Caesium iodide and sodium chloride substrates
were used to test these films in a 88.8% RH environment. Testing until the
substrate surface deteriorated was not done, but coated NaCI survived the
above RH conditions undamaged for 117 hand coated Csl for 744 h when
the tests were arbitrarily ended. The transmittance of these coatings was
excellent between 0.4 and 7 :urn, apart from a minor C=C absorption at
1650 cm- 1 • However at 1194 and 1130 cm- 1 strong CF2 stretching modes
occurred limiting the transmittance between 7 and 9 J.Lffi. No other major
absorptions were seen out to 50 J.Lffi. The absence of the strong C-CI band
at 972 em -I suggested that most of the chlorine was lost by dissociation
during polymerisation. Reis eta/ (1976) studied the plasma polymerisation
of ethane on to mechanically polished KCI substrates. A thickness of the
order of I J.Lffi was found to prevent deterioration of the KCI surface at
room humidity (55-60% RH) for 100 h, but after the same time at 80%
RH a definite deterioration of the KCI surface was evident. This occurred
mainly at the sharp edges of scratches and small holes in the substrate, .
indicating the need for a further chemical etching or ion milling treatment
of the substrate surfaces before coating. The films were found to be of good
transmittance (0.5% loss per J.Lffi at 10.6 J.LffiA), except at 3.4, 6.9 and 7.5 J.Lffi
where absorptions due to C- H stretching, C- H bending in CHz and
C- H bending inCH, occurred, respectively. Hoffman eta/ (1978) studied
the effect of ion planing of single crystal NaCI surfaces, using low energy
Xe ions at grazing incidence. This technique was found to be effective in
removing surface blemishes and scratches, and thus ion planing and overcoating was employed in situ to determine its effect on film adherence and
Recent developments for specific applications
221
protection. A 3. 7 !Lm layer of AszS3 was deposited onto one surface of a
mechanically polished NaCl substrate and the other surface was ion planed,
resulting in the removal of 7 I'm of material, and then coated in situ with
2.2 JLm of As 2S3. After 39 h at 950Jo RH the coating on the unplaned
surface was blistered and appeared to be floating on liquid, while the
coating on the planed surface had liquid condensed on it, but was still intact
and adherent to the surface, although there was some attack at a few
discrete spots in the ftlm. This illustrates the need for optimum substrate
surface preparation, even when moisture resistant ftlm materials are used.
Another approach to the moisture passivation of alkali halide surfaces
·has been to use chalcogenide glasses. Young (1970) studied the degree of
protection afforded by layers of As 2S3, BaF2 , Ge, MgF2 and ZnS when
applied to NaCl surfaces. The most successful of these films, when used in
a thickness of about 2 !Lm to ensure adequate coverage of surface imperfections and exposed to a RH of 100% for 24 h, was As 2S3. In this test, water
vapour was not found to penetrate the film over the period of observation.
Such films were found to be completely undamaged by moisture on exposure
to normal environmental conditions for 4000 h. It was concluded that
polycrystalline films did not appear to be barriers against water vapour
attack, since they tended to disintegrate as a result of moisture penetration
down pores and grain boundaries. However, continuous films of a glass
structure provided an effective means of preventing damage of NaCl
surfaces by water vapour. Baer et a/ (1978) also reported successfully
depositing As 2S3 on KCI. McLauchlan and Gibbs (1977) took this work a
stage further by utilising AszS3 and another chalcogenide glass, Ge 28,
As 21, Te 29, Se 22 (GATS) (from. evaporated Ge 30, As 17, Te 30, Se 23)
to fabricate an antireflection coating for KCl at 10.6 JLm. The design used
0.483 !Lm of GATS overcoated with 1.468 !Lm of AszS 3. The mean absorption at 10.6 !Lm of seven individual coating runs was 0.035% as determined
by calorimetry. In further work on chalcogenide glass coatings Hermann
and McNeil (1980) ion beam deposited Ge 33, As 12, Se 55 glass on to KCl
substrates. These coatings were found to have Jow absorption over the
wavelength region 1-16 JLm, low inherent stress, an amorphous and
homogeneous structure and were robust and resistant to attack by HF.
Other materials reported to possess useful protective antireflection properties are PbFz/ZnS/ThOFz (Heinrich 1967) and AszS3/ThF. (Braunstein
1972).
9.5.3 Coatings for laser applications
Multilayer dielectric coatings for polarisers, reflectors, beam splitters and
simple antireflection functions are essential in order to produce efficient
laser systems. The optical performance of these systems is highly dependent
on absorption in the coatings and contaminants present on their surfaces
and interfaces. In particular, the performance of high power laser optics
222
Optical coatings
depends upon their ability to tolerate and dissipa,te the heat created by
absorption of the laser energy passing through them. The two parameters
of prime importance are absorption and thermal conductivity. The thermal
conductivity of materials tends to be insensitive to the method of synthesis
so that the performance of laser optics depends upon their absorption
characteristics. Proper cleaning of the coating-substrate interface is essential, since the component polishing process may leave residual contaminants
embedded and adsorbed in the surface. In addition the coating deposition
chamber pumpdown and outgassing cycles are important in avoiding a
greater than necessary surface hydrocarbon and water concentration. This
contamination problem could also occur at coating-coating interfaces if
any time delay occurs between the multilayer depositions. When the
finished coating is exposed to the atmosphere the porous columnar structure
fills with water thus incJieasing its absorption coefficient. The presence of
water in coatings is considered to be one of the major problems in current
thin film technology (Glass and Guenther 1977).
A link between absorption and damage in high power laser coatings has
been established by Kuster and Ebert (1979). Layers of Ab0 3, BeO, MgO,
Hf02, Zr02, Nd203, Ce02, Ti02 and Si02 were electron gun evaporated in
thicknesses of 0.5 !Lm on to suprasil 1 glass substrates. Damage thresholds
were obtained with 800 ns pulses from an unstable resonator-type Nd 3+
glass laser with a Gaussian far field intensity profile. The occurrence of
damage was determined by electronic registration of laser induced
scattering. The absorption of the layers was measured in the temperature
range 600-2000 °C. It was found that the absorption coefficients showed
a strong exponential temperature dependence, and were inversely proportional to damage thresholds near the destruction temperature. The latter
occurred far below the melting points of the oxides. Pawiewicz et al (1979)
studied the damage properties at 1064 nm of stoichiometric oxide coatings
being mainly Ti02 deposited by reactive sputtering. High damage
thresholds of 7-10 J em- 2 were obtained for Ti02. Correlation of damage
with grain size indicated that glassy coatings had the highest damage
resistance. Damage occurs in a multilayer coating when the local electric
field intensity reaches a critical value in the coating material most prone to
damage. Apfel (1977) has suggested modifying the design of a multilayer to
reduce the electric field in the critical layer, but of course this inevitably
means it is increased in an adjacent layer. The limit of this technique will
be determined by the laser damage threshold within the stronger of the layer
materials.
Sparks (1977) has suggested a near term development programme aimed
at the achievement of lower loss and higher laser damage threshold coatings
at 10.6 !Lm. He suggests using only ultrapure materials and depositing them
by sputtering or UHV techniques. The materials should have a bulk absorption of under 0.5 em -I, be non-hygroscopic and show high packing density,
A new approach, particularly for ultra low loss coatings
)
223
good adhesion and stable stoichiometry. Suggested candidate materials for
10.6 I"m were ThF4, NaF, NaCI, KCl, BaF 2 and KGaF4 for low index layers,
and As2S3, As2Se,, ZnS, ZnSe and Til for high index layers. Clearly the
problems discussed in §9.4 make the realisation of very high laser damage
resistance in coatings produced by current technology extremely difficult.
9.6 A New Approach towards an Improved Coating Science and
Technology Base, particularly for Ultra Low Loss Layers
Recent optical thin film characterisation has led to a better understanding
of the microstructure of polycrystalline thin films, and of the effect this
microstructure and its attendant impurity content has on the optical and
environmental properties of films, such as antireflection coatings (§9.4).
Also this characterisation has led to the recognition that the columnar
microstructure of evaporated polycrystalline films is at the root of many of
the optical and environmental problems of available coatings (MacLeod
1982). The needs of laser systems for reflection enhancement, antireflection,
dichroic beam combining/separating and polarisation control coatings with
low optical loss and high environmental stability have stimulated much
discussion and speculation (Winsor 1982) regarding an improved or new
science and technology base. What is required is the ability to fabricate thin
film coatings which achieve a performance equal to that calculated from the
known bulk properties of ultra high purity raw materials. In order to
achieve what is, in essence, a quantum jump in coating performance a new
approach is necessary in order to improve the basic microstructure and
impurity content, particularly water content, of optical films. For instance
Sparks (1976) has shown that if only 5 x 10- 4 of the pores in a film were
filled with water an absorption of 10- 4 cm- 1 would result, assuming an
absorption coefficient of liquid water at 10.6 I"m of 10 3 cm- 1. An obvious
starting point is to consider what has been achieved in electronic thin film
microstructure and properties and whether any of the techniques utilised in
synthesising these monocrystalline films ·are applicable to optical films.
Clearly if grain boundaries and their associated pores could be eliminated
a great step forward would be achieved. Winsor (1982) considered this
problem and suggested two approaches, one tending to the large grain limit,
i.e. monocrystalline films and the other tending to the small grain limit, i.e.
amorphous or glassy films. The achievement of monocrystalline films
requiring optical property match with the substrate as well as lattice
parameter match over a wide range of substrates is unlikely to be possible.
On the other hand, it has been shown that glassy Ti02 coatings demonstrate
an impro~ed laser damage performance over polycrystalline Ti02 coatings
(Pawlewicz et at 1979) and a-C coatings on germanium ( §9.5), and glassy
As2S3 coatings on KCl.(Young 1970) demonstrate superior environmental
224
Optical coatings
properties. In addition the scatter from smooth glassy films is likely to be
much less than from polycrystalline films. Therefore the glassy morphology
has much to commend it and is worthy of fuller investigation wherever
applicable. Oxide, fluoride, sulphide, selenide and telluride glasses exist
offering a wide range of refractive indices. The simpler binary element
glasses would be candidates for evaporation, but the more complex multielement glasses would be likely to require the use of alternative deposition
techniques such as glow discharge or sputtering.
But how is a new technology base to be achieved? Here one need look
no further than the leading edge of electronic thin film technology were
UHV molecular beam synthesis has emerged as a very important research
technique and in some areas of materials technology is likely to become an
important production technique (Cho 1983). Essentially this is a high
technology thermal evaptJration technique, in an ultra high purity environment, with in situ diagnostic analysis. This can be thought of as a natural
extension of current high vacuum thin optical film technology, and there is
no reason why this could not be applied in production to the relatively low
volume, but high value laser coating market. This approach is beginning to
be used in research. Sanders et al (1981) have reported the use of an
advanced multichamber system for preparation of amorphous thin films by
co-evaporation, and their subsequent characterisation by AES, ESCA, SIMS
and ion scattering spectroscopy (ISS) methods. ESCA spectra were measured
in situ on fresh electron beam deposited films of Si02 and MgO, which were
found to be free of carbon contamination. Lewis and Savage (1983) have
reported the beginnings of an examination of the potential of UHV
molecular beam technology as a means of fabricating optical thin films in
a highly controlled manner. Calculation predicted that in a conventional
evaporator at 10- 6 torr, a monolayer of water would adhere to a substrate
in five seconds, and that it would be impossible to remove this even by ion
beam cleaning, since it would be rapidly reabsorbed from the chamber
metal work surfaces. Hydrocarbons and other gaseous impurities would
also be likely contaminants. Thus, even using ultra pure raw materials it
would be impossible to grow a contamination free layer. A UHV facility,
illustrated in figure 9.2, was used to avoid these contamination problems.
However, even with this facility, rigorous chamber baking and substrate.
cleaning were found to be necessary to reduce water contamination to a
partial pressure of 10- 10 mbar, resulting in only 10 ppm H20 contamination in a ZnSe layer. The absorbence, as measured by laser calorimetry of
a ZnSe substrate, was found to be identical within experimental error before
and after the deposition of a I. 7 I-'m layer of ZnSe. If the coating had been
produced conventionally the absorption would have been expected to
increase by a factor of two after deposition of the coating. Thus it is
possible to reduce the absorption of a polycrystalline non-hygroscopic
coating by virtually eliminating water impurity during the deposition
process.
\"' .
'
Commercial coating,s-standards and specifications
225
This evidence, although slender at present, does point the way towards
the UHV approach for high technology coatings. Thus a systematic optical
and materials characterisation study of non moisture sensitive, ultra high
purity coatings, deposited in UHV equipment, taking rigorous precautions
to reduce water and other deleterious gaseous impurities, would be well
worthwhile. In addition, a study of the glassy morphological approach for
at least some if not all of the films in multilayers would be well worth
investigation as a means of preventing moisture ingress during service. This
science based approach would be likely to lead to much less lossy, more
damage resistant and environmentally stable coatings.
co,
spectrum
aonalyser .:--.,f-----JL-'S"'tee=p!...-t_u_na_b_le_c_o_,_
Triple
Knudsen
celt unit
__j
Laser
Scanning
Auger
ion
analysis
facility
gun
.- _
6
,
-Q- _-C=:J Pyroelectric
detector
Chopper
Power
me:ter
,.
Figure 9.2 A UHV equipment for research into the synthesis of low loss, high
damage resistance laser coatings.
9. 7 Commercially Available Coatings-Quality Assurance Standards and
Specifications
9. 7. I Specifications
Optical coatings are used in civil and military applications. All of these
coatings must pass some accepted quality assurance specification to enable
the users to have confidence in the commercial products on offer. In the
absence of agreed and well publicised specifications for coatings on infrared
226
Optical coatings
optical materials, manufacturers state the optical.characteristics of their
coatings, and then quote the environmental and durability performance in
terms of military specifications drafted for coatings on visual optics. The
durability and environmental aspects of these specifications are dealt with
by Clover (1981). These are concerned with the physical condition of the
coating in terms of stains, discolorations, blemishes, scratches, etc, and the
environmental and durability properties as shown by the ability of the
coating to withstand exposure to abrasion, water vapour, salt spray,
temperature cycling and sticky tape (adhesion). The actual detail of these
tests can be appreciated by reference to the specifications, but some indication of the requirements of four of the most often quoted specifications, UK
BSG 211, USA MIL-C-675, MIL-M-13508 and MIL-C-48497, are listed in
table 9.4. The environment to which a coating will be exposed depends upon
its function in an optical train, and upon the overall function of the optical
system of which it is a part. For instance, a coating located on an element
inside a sealed optical system need not be as durable as a coating on an
exterior window surface. The most severe environment such a coating might
encounter could be during cleaning before assembly into its final position
in the optical system. On the other hand, an outer window coating interfacing with a harsh environment may be subjected for extended periods of
time to high humidity and salt spray, and for is likely to require frequent
cleaning to remove insects, mud, rain or other deposits. Such a coating must
be extremely chemically durable, hard and adherent. For most coating
applications some combination of the environmental and durability
requirements from table 9.4 are sufficient to ensure a coating suitable for
normal cleaning and handling. Harsher environments, for example
exposure to the plume of a ship's smoke-stack, to rain erosion in flight or
to sand and mud on land, require additional tests to ensure adequate utility.
Often a compromise is necessary between optical and environmental
performance. Coatings deep in a protected part of an optical system are
expected to demonstrate the highest possible optical performance while the
optical performance of coatings interfacing with the natural environment is
traded for the extra durability required in cases where a high standard in
both cannot be achieved. However it is important that the specification and
testing requiremen~3 ~re realistic to avoid unnecessary cost in production ..
Moreover realistic testing must be applied with great care and attention to
detail in order to avoid unrealistic failures. The order in which the tests of
table 9.4 are performed may be relevant to the survival of the coating in an
undamaged state, but this testing sequence may also be important in
relation to the working environment of the coating. West (1975} discusses
the application of specifications and the use of test equipment, facilities and
procedures in a meaningful manner. There is certainly a need for more
rationalisation of the use of these specifications, originally intended for
visual optics and up to 20 years old, in relation to coatings on infrared
.I,
Commercial coatings-standards and specifications
Table 9.4
227
Environmental and durability requirements.
Standard
Requirement
Test conditions
Inspection
UK BSG-211 (1971)
Adhesion
Scotch tape No 56 pressed firmly on
Visual
to surface and removed quickly with a
snap action
Solubility
24 h immersion in salt water at room
Visual
temperature (37 g 1- 1 )
Humidity
24 h exposure to 98 ± 2%
49 ± 1 °C
Abrasion
20 strokes of 25 mm length along one
path using a standard eraser (MIL-E-
RH
at
Visual
Visual
12397B) using a force of between 9
and 11 N
USA MlL·C-675
Solubility
24 h immersion in salt water
Visual
(6 oz gal- 1 )
Humidity
24 h exposure to 95-100% humidity
at 120 ± 4 °F
Visual
Salt spray
fog
24 h exposure to salt spray
Visual
20 rubs with standard eraser at 2.0-
Visual
Abrasion
2.5 lbf
USA MIL-M-13508
USA MIL-C-48497
Temperature
5 h each at + 160 °F and -80 °F
Visual
Hardness
50 rubs with cheesecloth at 1 lbf
Visual
Adhesion
Cellophane tape applied to coated
surface and removed slowly
Visual
Humidity
and salt
spray
As MIL-C-675
Visual
Temperature
2 h at 80 °F and 2 h at 160 °F
followed by adhesion
Humidity
24 h at 120 ± 4 oF at 95-100%
Abrasion
severe
20 strokes of an eraser
Visual
50 rubs with cheesecloth followed by
Spectral
..
Abrasion
moderate
spectral test
Adhesion
Scotch tape test
Visual
RH
Visual
Visual
Optical coatings
228
optical materials. A useful step forward would be to agree standard sets of
sequences for the environmental and durability tests, and to devise simple
loss of performance tests, less subjective than the simple visual inspection
ones, and based on the effect on the overall system's performance. A recent
step in this direction has been provided by specifications, such as TS 1888,
now being quoted in the commercial coatings technical literature.
9. 7.2 Commercial coatings
It is not the function of this text to provide a comprehensive list of coatings
for infrared optical materials, but rather to list some examples of coatings
available for silicon, germanium, chalcogenide glass, zinc sulphide and zinc
selenide in order to illustrate the performance of the commercial products
on offer. Thus some of the coatings of UK coatings suppliers taken .from
technical sales literature are quoted below for illustrative purposes. These
are not necessarily indicative of the total capability of UK companies in
coatings for infrared optical materials, nor is their choice for inclusion here
meant to suggest that they are in any way superior or favoured to any other
coatings on offer. Some companies now classify optical surfaces in respect
of the environmental conditions to be met in service. Outside surfaces
(os) are those surfaces which may be completely open to the operational
environment and call for coatings displaying extreme ruggedness and
abrasion resistance. Module interface surfaces (MIS) are those surfaces in
an optical module which will be partially protected when operationally
mounted, but may be open to the environment when in storage. Inside surfaces (IS) are those surfaces sealed within the assembly, where the efficiency
of the coating is of prime importance and where durability requirements can
be relaxed. The spectral characteristics quoted below are measured on I mm
thick substrates.
.
9. 7. 3 Examples of coatings on silicon, chalcogenide glass and
aluminium metal
Hard carbon antireflection coating on silicon 3-5 f'm (OS type)
Transmittance: 9007o average if rear surface of substrate is coated with high
efficiency coating. 88% average if rear surface of substrate is coated with
durable coating. 85% if both surfaces are coated with hard carbon. Conforms to adhesion, abrasion, humidity and solubility tests of BSG 211 and
MIL-C-48497, to salt spray and temperature cycling tests of MIL-C-13508C
and in addition survives 5000 rotations of a windscreen wiper blade under
a 40 g load using a sand (DEF-STAN 07-55 type C)-water mixture, and
immersion for I 0 min in 0.1 N HCl solution.
Durable 3-5 f'm antireflection coating on silicon (MIS type)
Spectral characteristics: 95% average, 93% minimum both sides of
Commercial coatings-standards and specifications
229
substrate coated. Reflection per surface 2.5"7o average, 3.5% maximum.
Conforms to humidity and abrasion tests of MIL-C-675A and adherence,
salt spray and temperature cycling of MIL-M-13508B.
High efficiency 3-5 p.m antireflection coating on silicon (IS type)
Spectral characteristics: transmittance 98% average, 95% minimum both
sides of substrate coated. Reflection per surface I% average, 2.5%
maximum. Conforms to humidity test of MIL-C-675A and hardness and
adherence test of MIL-M-13508B.
.
.
High efficiency 8-12 p.m antireflection coating on Amtir I chalcogenide
glass (IS type) (figure 9.3)
Spectral characteristics: transmittance greater than or equal to 96%
absolute from 7.5-11.5 p.m both sides of substrate coated. Reflectance less
than or equal to I% average per surfce 7.5-11.5 p.m. Conforms to humidity, salt spray, fog and solubility tests of MIL-C-675A, and to adhesion,
adherence and temperature test of MIL-M-13508C.
100
5
I
\
100
~
•
.E
:g
60
~
40
~
,g
.
80
.
.
-
20 ~
0
•
6
8
··-- -
10
12
Wavelength ( !l m)
'
14
'
16
Figure 9.3 Antireflection coating for
Amtir I chalcogenide glass both sides of
substrate coated with high efficiency
coating; transmittance (full curve),
reflectance (broken curve).
I'
I
\
~
I
I
I
;;90
.E
I
I
I
\
~
-
.\
I
.=0
I
\
80
\
\
\_/I
7
10
Wavelength
I
11
I
I
I
11
3'-
""
.Q
2].
&!
0
13
[Jlm}
Figure 9.4 Rugged antireflection coating for outside surfaces of germanium
optical components interfacing with
stringent environments, rear surface of
substrate coated with high efficiency
coating; transmittance (full curve), reflectance (broken curve).
Hard carbon on diamond turned aluminium mirrors
Spectral characteristics: reflectance 8-12 p.m 97.5% average 45° incidence,
97% average 60° incidence. Conforms to humidity, abrasion and adherence
test of MIL-C-48497 and temperature test of MIL-M-13508C and thermal
shock and cycled humidity tests of MIL-STD-810B.
230
Optical coatings
9. 7.4 Examples of Coatings on Germanium
8-12 p.m rugged antireflection coating for germanium (os type) (figure 9.4)
Spectral characteristics: average transmittance 8.0-11.5 p.m 87"7o when
substrate rear surface is coated with high efficiency coating. Conforms
to humidity, abrasion, salt spray and salt solution tests of MIL-C-675A
and humidity, adhesion, salt spray, temperature cycle and hardness
tests of MIL-M-13508B. In addition the coating will withstand 60 000
wipes of a windscreen wiper blade loaded to 20 g using a sand
(DEF-STAN-07-55C)-water mixture.
8-12 pm durable antireflection coating for germanium (MIS type)
(figure 9.5)
Spectral characteristics: 'average transmittance 8-11.5 JLm greater than 96%
rear surface coated with high efficiency coating. Conforms to humidity,
abrasion and salt solution tests of MIL-C-67 5A and humidity, adhesion and
hardness tests of MIL-M-13508B.
100
5
-~
4
~'" 90 \
~
3 "--
~
I
"=
~
I
\I
._g
80
I
I
\ , __ ,,. , - ,',
,...._/
c:
0
:;::
"''"
u
2 .21
II
~
"--
'"c:
u
5
-I
I
90~
.E
..="
I
I
I
I
I
I
80 I
I
.•••
7~---8~~9~~1~0~11~12~1~
I
I
7
Wavelength l~m)
Antireflection coating for
germanium component modular interface surfaces, rear surface of substrate
coated with high efficiency coating;
transmittance (full curve), reflectance
(broken curve'
Figure 9.5
4
I
~
"§
~
c:
\
.
'.
,
_.(
8
.....
--- .... , ,_
/
I
I
I
I
/-
1
0
910111213
Wavelength l~m)
Figure 9.6
High efficiency antireflection coating for germanium components
inside surfaces; both sides of substrate
coated with high efficiency coating;
transmittance (full curve); reflectance
(broken curve).
8-12 JLm high efficiency antireflection coating for germanium (IS type)
(figure 9. 6)
Spectral characteristics: average transmittance 7.5-11.5 JLm greater than
98% both sides of substrate coated. Conforms to humidity test of MILC-675A and humidity, adhesion and hardness test of MIL-M-13508B.
Commercial coatings-standards and specifications
0.4
0.5
0.6
Wavelength {!1m]
0.7
231
1.06
];==::J
3
3.5
4
Wavelength {!lm)
7
9
8
10
12
Wavelength (!lm l
Figure 9.7 Antireflection coating for multispectral quality zinc
sulphide, both sides of substrate coated.
100r-~----.---.---.-·--~---,
·~·
,
80
1
.=
601-
E
~
/
8
10
12
wavelength !1-1ml
Figure 9.8 Antireflection coating for
8-12 ~tm quality zinc sulphide, both
sides of substrate coated.
Wo.velengl'h (11m]
Figure 9.9 High efficiency antireflection coating for zinc selenide, both sides
of substrate coated; transmittance (full
curve), reflectance (broken curve).
232
Optical coatings
9.7.5 Examples of coatings on zinc sulphide and'zinc selenide.
Multispectral antireflection coating for ZnS-visiblefl.06f3.5/8-12 p.m
(figure 9.7)
Spectral characteristics: transmittance visible region more than 93%
average, at 1.06 p.m 97"1o, at 3.5 p.m 94%, 7-11.5 p.m more than 93%
average. Conforms to humidity, adhesion, abrasion and salt solution tests
of MIL-C-675B, abrasion and salt solution test of TS 1888 and temperature
cycling of MIL-M-13508C.
Antireflection coating for ZnS 8-12 p.m (figure 9.8)
Spectral characteristics: 8-12 p.m transmittance, greater than or equal to
91% average. Conforms to humidity, adhesion, abrasion and salt solution
tests of MIL-C-675B, :idhesion and salt solution tests of TS 1888 and
temperature cycling of MIL-M-13508C.
High efficiency antireflection coating for ZnSe 8-12p.m (figure 9.9)
Spectral characteristics: 8-12 p.m transmittance greater than or equal to
98% average, reflectance less than or equal to 1% average. Conforms to
humidity, adhesion and salt solution tests of MIL-C-48497, adhesion and
salt solution tests of TS 1888 and abrasion and temperature cycling of
MIL-M-13508C.
I
References
1
Introduction
Hinman W and Cannizzo W 1983 Lasers Appl. 2 59-61
Kruse W P, McGlauchlin L D and McQuistan R B 1962 Elements of Infra Red
Technology (New York: Wiley)
Kuhl W 1983 Armarda International 7 140-54
Musikant S 1983 New Optical Materials SPIE 400 2-9
O'Neill J 1983 Imaging Technology in Research and Development Nov 6-15
Ream S L 1982 Laser Focus 18 43-7
Tebo A R 1983 Electro-Optics 15 41-6
2
Loss Mechanisms in Infrared Optical Materials
Bendow B 1975 Multiphonon Infrared Absorption in the Highly Transparent
Frequency Regime of Solids, LQJO Memo 29 AFCRL
Dekker A J 1960 Solid State Physics (London: Macmillan) pp 49-56
Deutch T F 1975 J Electron. Materials 4 663
Dow J D and Redfield D 1971 Phys. Rev. Lett. 26 762
- - 1972 Phys. Rev. B 5 594-610
Hopfield J J 1968 Comments on Solid State Phys. 1 16-8
Kruse P W, McGlauchlin L D and McQuistan R B •1962 Elements of Infrared
Technology (New York: Wiley)
Lipson H G, Bendow B, Massa N E and Mitra S S 1976 Phys. Rev. B 13 2614-9
McGill T C 1975 in Optical Properties of Highly Transparent Solids ed S S Mitra
and B Bendow (New York: Plenum) pp 3-19
Maurer R D 1980 J Non-Cryst. Solids 42 197
- - 1982 J Non-Cryst. Solids 47 135-46
Miller F A and Wilkins C H 1952 Anal. Chern. 24 1253-94
Mitra S Sand Bendow B 1975 Optical Properties of Highly Transparent Solids (New
York: Plenum)
Mitra S S and Gielisse P J 1965 Infrared Spectra of Crystals, Phys. Sci. Res. Paper
109 AFCRL
Nakamoto K 1963 Infrared Spectra of Inorganic and Coordination Compounds
(New York: Wiley)
234
References
Nyquist R A and Kagel R 0 1971 Infrared Spectra of Inorganic Compounds (New
York: Academic)
Osanai H, Shioda T, Moriyama T, Araki S, Horiguchi M, Izawa T and Takata H
1976 Electron Lett. 12 549
Pinnow D A, Candau S J, Macchia J T and Litovitz T A 1968 J. Acoust. Soc. Am.
43 131
Pinnow D A, Rich T C, Ostermayer F W Jr and Di Domenico M Jr 1973 Appl.
Phys. Lett. 22 527
Sparks M and Sham L J 1973 Phys. Rev. B 8 3037-48
SPIE 1982 Scattering in Optical Materials 362
Stacey K A 1956 Light Scattering in Physical Chemistry (London: Butterworths)
Stone I, Charap1yvy A K and Burrus C A 1982 Opt. Lett. 7 297-9
Strom U, Hendrickson J R, Wagner R J and Taylor PC 1974 Sol. State Commun.
15 1871
Tauc J 1975 in Optical Pr6perties of Highly Transparent Solids ed. S S Mitra and
B Bendow (New York: Plenum) pp 245-60
Uesugi N, Murakami Y, Tanaka C, Ishida Y, Mitsunaga Y, Negishi Y and Uchida
N 1983 Electron. Lett. 19 762-4
Urbach F 1953 Phys. Rev. 92 1324
Wang S 1966 Solid State Electronics (New York: McGraw Hill) 118-22
Willardson R K and Beer A C (ed.) 1967 Semiconductors and Semimetals vol. 3
(New York: Academic)
3 Bulk Optical Materials for the Near and Mid Infrared
Adams I AuCain R T and Wolff G A 1962 J. Electro. Chern. Soc. 109 1050-54
Adams R V 1961 Phys. Chern. Glasses 2 39-49
Adams R V and Douglas R W 1959 J. Soc. Glass Techno!. 43 147 T
Anderson R, Koepke B and Bernal G E 1976 NBS Spec. Pub/. 462 87-94
Anderson R, Skogman R, Ready J and Bennett J 1978 NBS Spec. Pub/. 541 70-7
Anthony F M and Hopkins A K 1981 Emerging Optical Materials SPIE291 196-203
Becher P F 1977 Ceram. Bull. 56 1015 and 1017
Bendow B and Drexhage M G 1982 Opt. Eng. 21 118-21
Billard P and Cornillault J 1962 Acta Electron. 6 Spec. Infrared Cahier No 3
Billig E 1956 Proc. R. Soc. 235 37-55
Blair G E, Greco E J, DeJager D and Wylot J M 1981 Emerging Optical Materials
SPIE 291 70-9
Blau H H 1955 USP 2,701,208
Bradt R C, Dulberg J L and Tressler R E 1976 Acta Metal/. 24 529-34
Braunstein R, Kim R K and Braunstein M 1980 Laser induced damage in optical
materials NBS Spec. Pub/. 620 29-43
Bridgman P W 1925 Proc. Am. Acad. Arts Sci. 60 305
Buckner D A, Hafner H C and Kreidl N J 1962 JAm. Ceram. Soc. 45 435-8
Campbell I E and Sherwood E M (ed.) 1967 High Temperature Materials and
Technology (New York: Wiley) p 142
Carnal! E Jr 1967 Mater. Res. Bull. 2 1075-86
Carnal! E Jr and Hatch S E 1965 Eastman Kodak Co BP 1011 826
References
235
Chernevskaya E G and Korneva Z N 1972 Opt. Techno/. 39 213-5
Cockayne B and Chesswas M 1967 J. Mater. Sci. 2 498-500
Cohen A J and Smith H L 1958 Phys. Chern. Solids 7 301
Collins R J and Fan H Y 1954 Phys. Rev. 93 674
Corbin N D and McCauley J W 1981 Emerging Optical Materials SPIE 297 19-23
Denham P, Field G R, Morse P L Rand Wilkinson G R 1970 Proc. R. Soc. A 317
55-77
Dodge M J 1978 NBS Spec. Pub/. 541 55-8
Dumbaugh W H Jr 1970 Corning Glass Works USP 3,531,271
- - 1973 Corning Glass Works USP 3,769,047
. - - 1975 Corning Glass Works USP 3,911,275
- - 1978 J. Phys. Chern. Glasses 19 121-5
- - 1981 Emerging Optical Materials SPIE 291 80-5
Duncanson A and Stevenson R W H 1958 Proc. Phys. Soc. 72 1001-6
Duwez P S, Brown F H and Odell F 1951 J. Electrochem. Soc. 98 356
Duwez P S, Odell F and Brown F H 1952 J. Am. Ceram. Soc. 35 107
Elliott C R and Newns G R 1971 Appl. Spec/rose. 25 378-9
Florence J M, Glaze F Wand Black M H 1955 J. Res. NBS 55 231-7
Fray A F and Nielsen S 196la Infrared Phys. 1 175-86
- - 196lb IR Phys. 1 21-6
Gentilman R L 1981 Ceram. Bull. 60 906-8
Gliemeroth G 1981 Schott Information 4/81 ISSN 0586-7665
- - 1982 J. Non-Cryst. Solids. 47 No 1 57-68
- - 1983 New Optical Materials, SPIE 400 52-5
Gryvnak D A and Burch D E 1965 J. Opt. Soc. Am. 55 625-9
Gunther R 1958 Glass melting tank furnaces (Sheffield: Society of Glass
Technology)
Hackworth J V 1979 Proc. 5th Int. Conf. on Erosion by Liquid and Solid Impact,
Cambridge 10-1-10-12
Hafner H C, Kreidl N J and Weidel R A 1958 J. Am. Ceram. Soc. 41 315-23
Hargreaves W A 1982 Laser Focus Sept 86-93
Hartnett T M, Maguire E A, Gentilman R L, Corbin N D and McCauley J W 1982
Am. Ceram. Soc. Bull. 81 67-76
Hatch S E 1962 Appl. Opt. 1 595
•
Hedden W A and King B W 1956 J. Am. Ceram. Soc: 39 218-22
Hilton R A and Jones C E 1967 Appl. Opt. 6 1513-17
Hopkins A K, Anderson R H, Ready J F, Bennett J M, Archibald P C and Burge
D K 1979 NBS Spec. Pub/. 568 47-63
Hrostowski H J and Kaiser R H 1957 Phys. Rev. 107 966
Huffadine J B, Whitehead A J and Latimer M J 1969 Proc. Brit. Ceram. Soc.
March 201-209
Jackman E A and Roberts J P 1955 Phil. Mag. 46 809-11
Johnson F A 1959 Proc. Phys. Soc. 73 265-72
Kingery W D 1959 J. Appl. Phys. 30 301-6
Li H H 1976 J. Phys. Chern. Ref. Data 5 329-528
Lipson H G, Tsay Y F, Bendow B and Ligor P A 1976 App/. Opt. 15 2352-4
McCauley J W and Corbin N D 1979 J. Am. Ceram. Soc. 62 476-9
McMurdie H F and Insl~y H 1936 J. Res. NBS 16 467
I I
, I
i
i
II I
i
!
I
236
References
Malitson I H 1962 J. Opt. Soc. Am. 52 1377-9
- - 1963 Appl. Opt. 2 1103-7
- - 1964 J. Opt. Soc. Am. 54 628-32
Meneret J 1981 Fourth Int. Conf on Electromagnetic Windows, Bandol, France
(DCAN Toulon, France) pp 132-9
Miles P 1976 Opt. Eng. 15 451-9
Mitachi S 1982 Phys. Chern. Glasses 23 190-5
Musikant S 1981 Emerging Optical Materials SPIE 297 2-12
Musikant Sand Savage W F 1980 Proc. Soc. Photo-Opt. Instrum. Eng. 256 27-36
Nassau K 1977 Lapidary J. 31 900-22
Newman R C and Smith R S 1969 J. Phys. Chern. Solids 30 1493-505
Pastor R C and Arita K 1975 Mater. Res. Bull. 10 493-9
Petrovskii G T 1978 Soc. J. Opt. Techno/. 45 749-51
Rankin G A and Merwin H E 1916 Am. J. Sci. 40 569-88
Rice R W 1972 Proc. Brit. Ceram. Soc. 20 329-63
Rodney W S and Mallison I H 1956 J. Opt. Soc. Am. 46 956-61.
Roy D W 1981 SPIE 297 13-18
Roy D W and Hastert J L 1983 New Optical Materials SPIE 400 37-43
Rutter J W and Chalmers B 1953 Can. J. Phys. 31 15
St John C 1975 Phil. Mag. 32 1193-212
Schmid F 1975 USP 3,898,051
Schmid F and Viechnicki D 1970 J. Am. Ceram. Soc. 53 9
- - 1973 Sol. State. Techno/. Sept 45-8
Spierings G A C M 1982 J. Soc. Glass Techno/. 23 101-6
Stanworth J E 1948 J. Soc. Glass Techno/. 32 154-72
- - 1952 J. Soc. Glass Techno/. 36 3-27
Stevenson and Jack 1960 Trans. Br. Ceram. Soc. 59 397
Stewart R Land Bradt R C 1980a J. Am. Ceram. Soc. 63 619-23
- - 1980b J. Mater. Sci. 15 67-72
Stewart R L, Iwasa M and Bradt R C 1981 J. Am. Ceram. Soc. 64 C22-3
Stierwalt D L 1966 Appl. Opt. 5 1911
Stockbarger D C 1936 Rev. Sci. Instrum. 79 133
- - 1949 J. Opt. Soc. Am. 39 731-740
Strobel FA 1981 Emerging Optical Materials SPIE 297 125-36
SunK 1949. The Glass Industry 30 199-200 and 232
Tilton L W, Pyler E K and Stephens R E 1950 J. Opt. Soc. Am. 40 540-3
Turk R R 1981 Emerging Optical Materials SPIE 297 204-11
Verneuil M A 1904 Ann. Chim. Phys. 3 20-48
Villa J J 1972 Appl. Opt. 11 2102-3
Wachtman Jr J B and Maxwell L H 1959 J. Am. Ceram. Soc. 42 432-3
Wenckus J F, Menashi W P and Castonguay R A 1977 USP 4,049,384
Weyl W A 1959 Coloured glasses (Folkestone: Dawsons)
Wickersheim K A and Lefever R A 1960 J. Opt. Soc. Am. 50 831-2
Wiederhorn S M, Hockey B J and Roberts D E 1973 Phil. Mag. 28 783-96
Wolfe W L 1965 (ed.) Handbook of Military Infrared Technology (Washington:
ONR)
Wood D L and Nassau K 1982 Appl. Opt. 21 2978-81
References
237
4 Bulk Optical Materials for the Far Infrared
Adler W F and HookerS V 1978a Wear 48 103-19
- - 1978b J. Mater. Sci. 13 1015
Anderson P W 1975 Phys. Rev. Lett. 34 953
Andreichin R, Nikiforova M, Skordeva E, Yurakova L, Grigorovici R, Manaila R,
Papescu M and Vancu A 1976 J. Non-Cryst. Solids 20 101-22
Anthonis H E, Kreidl N J and Ratzenbach W H 1973 J. Non-Cryst. Solids 13 13
·Asbeck P, Tandon J, Babcock E, Welsh B, Evans C, and Deline V 1979 IEEE
Trans. Electron Devices ED26-11 1853
.Ashby M F 1972 Acta Metal!. 20 887-97
Bendow B, Lipson H G and Yukon S P 1977 Phys. Rev. B 16 2684-93
Benecke M Wand Roy D W 1971 Conf on High Power Infrared Laser Window
Materials ed. C S Sahagian and C A Pitha AFCRL-71-0592 Spec. Rep. No 127
AD 892271 pp 273-94
Benzing C W, Conn J B, Magee J V and Sheeham E J 1958 JAm. Chern. Soc. 80
2657
Bernstien H J and Powling J J 1950 Chern. Phys. 18 1018
Beswick J A, Pedder D J, Lewis J C and Ainger F W 1983 New Optical Materials
SPIE 400 12-20
Billard P and Cornillault J 1962 Acta Electron. 6 Spec. Infrared Cahier No 3
Boldish S I and White W B 1978 J. Solid State Chern. 25 121-35
Bowden F P and Brunton J H 1961 Proc. R. Soc. A 263 443
Brau J M, Stone L E and Boucher M W 1981 Emerging Optir;al Materials SPIE 297
44-9
Bryant W A 1972 J. Mater. Sci. 12 1285-306
Burnstein E, Picus G Sand Sclar N, 1956 Proc. Photoconductivity Conf Atlantic
City (New York: Wiley) p 353
Capron E D and Brill 0 L 1973 Appl. Opt. 12 569
Case E Rand Evans A G 1983 Proc. 6th Int. Conf on Erosion by Solid and Liquid
Impact, Cambridge ed. J E Field and N S Corney pp 20-1 to 20-6
Chess D L, Chess C A, Biggers J V and White W B 1983a J. Am. Ceram. Soc. 66
18-22
Chess D L, Chess C A, and White W B, 1983b J. Am. Ceram. Soc. 66 C205-7
Cochnin W, FrayS J, Johnson FA, Quarington JEan& Williams N 1961 J. Appl.
Phys. 32 2102-6
Cohen M H, Fritzsche H and Ovshinsky S R 1969 Phys. Rev. Lett. 22 1065
Collins R J and Fan H Y 1954 Phys. Rev. 93 674
Connolly J, DiBenedetto B and Donadio R 1979 Contemporary Optical Systems and
Component Specifications SPIE 181 41-4
Cornet J and Rossier D 1973a J. Non-Cryst. Solids 12 61
- - 1973b J. Non-Cryst. Solids 12 85
- - 1973c Mater. Res. Bull. 8 9
Corney N S and Pippett J S 1983 Proc. 6th Int. Conf on Erosion by Liquid and
Solid Impact, Cambridge ed. J E Field and N S Corney pp 24-1 to 24-7
Donadio R N, Connolly J F and Taylor R L 1981 Emerging Optical Materials SPIE
297 65-9
238
References
Eastman Kodak Co. BP 934, 421
Eastman Kodak Co. 1971 Pub/. U-72
Edmond J T 1968 J. Non-Cryst. Solids 1 39
Edwin R P, Dudermel M T and Lamare M 1978 Appl. Opt. 17 !066-8
- - 1982 Appl. Opt. 21 878-81.
Evans A G, Ito Y M and Rosenblatt M 1980 J. Appl. Phys. 51 2473
Evans A G and Johnson H 1975 J. Am. Ceram. Soc. 58 244-9
Fairman R D, Chen R T, Oliver J R and Chen D R 1981 IEEE Trans. Electron
Devices ED28 135-40
Fan H Y 1967 Semiconductors and Semimetals vol. 3, ed. R K Willard son and
A C Beer (New York: Academic) p 409
Fan H Y, Spitzer W G and Collins R J 1956 Phys. Rev. 101 566
Field J E, van der Zwaag S and Townsend D 1983 Proc. 6th Conf. on Erosion by
Liquid and Solid Impac~ Cambridge, ed. J E Field and N S Corney pp 21-1 to
21-13
'
Fine M E 1953 J. Appl. Phys. 24 338-40
- - 1955 J. Appl. Phys. 26 862-3
Fischer A G 1958 Z. Naturf. 13a 105
- - 1959 J. Electrochem. Soc. 106 838
- - 1963 US AFCRL Contract No AF19(604)8018 Bedford, Mass
Flahaut J, Guittard M and Patrie M 1960 Bull. Soc. Chim. 1917
Flahaut J, Guittard M, Patrie M, Pardo M P, Golabi S M and Domarge L 1965 Acta
Crystallogr. 19 14
Flaschen S S, Pearson A D and Northover W R 1960a J. Am. Ceram. Soc. 43 274
- - 1960b J. Appl. Phys. 31 219
Ford E Band Savage J A 1976 J. Phys. E: Sci. Instrum. 9 622
Freiman S W, Mechalsky Jr J J, RiceR Wand Wurst J C 1975 J. Am. Ceram. Soc.
58 406-9
Frerichs R 1946 Naturwiss. 33 387
Fuxi G, Xilai M and Peihang WHY 1983 J. Non-Cryst. Solids 56 309-14
Gaskin R E and Lewis C 1980 Opt. Acta 21 1287-94
Gelling W G and Haanstra J H 1961 Philips Res. Rep. 16 371
Goldstein L F, Thompson J S, Schroeder J B and Slattery J E 1975 Appl. Opt. 14
2432-4
Goode G A A 1977 BGIRA Rep. 4 MoD Contract No K/LR32B/2193
Greene L C, Reynolds D C, Czyzak S J and Baker M W 1958 J. Chern. Phys. 29
1375
Hackworth J V 1979 Proc. 5th Int. Conf. on Erosion by Liquid and Solid Impact,·
Cambridge ed. J E Field and N S Corney pp 10-1 to 10-12
Hackworth J V and Kocher L H 1977 Rep. No AD A 046702 Bell Aerospace
- - 1978 Report No AF ML-TR-78-184 Bell Aerospace Buffalo
Haig N D, Lewis C and Runalls R H 1976 Assessment of Imaging Systems SPIE 98
Herring C 1950 J. App/. Phys. 21 301-3
Hilton A R 1966 Appl. Opt. 5 1877
--.1970 J. Non-Cryst. Solids 2 28
- - 1978 Practical Infrared Optics SPIE 131 73-6
Hilton A R and Brau M J 1963 Infrared Phys. .3 67
Hilton A R and Hayes D J 1975 J. Non-Cryst. Solids 17 339-48
References
239
Hilton A R, Hayes D J and Rechtin M D 1975 J. Non-Cryst Solids 17 319
Hilton A R and Jones C E 1966a Phys. Chem. Glasses 7 112
- - 1966b App/. Opt. 6 1513
Hilton A R, Jones C E and Brau M 1964 Infrared Phys. 4 213
- - 1966a Phys. Chem. Glasses 7 105
- - 1966b Infrared Phys. 6 183
Hilton A R, Jones C E, Dabrott R D, Klein H M, Bryant A M and George T D
1966c Phys. Chem. Glasses 7 116
Holmes D E, Chen R T, Elliott K Rand Kirkpatrick C G 1982 Appl. Phys. Lett.
40 46-8
Hooker S V 1977 Wear 43 253-7
Hurle D T J 1979 Crystal Growth: A Tutorial Approach ed. W Bardsley, D J T
Hurle and J B Mullin (Amsterdam: North Holland)
Hutchinson C J, Lewis C, Savage J A and Pitt A 1982 Appl. Opt. 21 1490-5
Icenogle H W, Platt B C and Wolfe W L 1976 App/. Opt. 15 2348-51
Irwin J C 1970 Can. J. Phys. 48 2477
Jerger J Jr 1959 USP 2,886,491
Johnson FA 1965 Progr. Semicond. 9 181
Kaiser W and Thurmond C D 1961 J. Appl. Phys. 32 115
Kastner M 1972 Phys. Rev. Lett. 28 355
Kastner M, Adler D and Fritzsche H 1976 Phys. Rev. Lett. 37 1504
Kettlewell B R, Kinsman BE, Wilson A R, Pitt AM, Savage J A and Webber P J
1977 J. Mater. Sci. 12 451
Klein C A, DiBenedetto B A and Kahane T 1979 Physical Properties of Optical
Materials SPIE 204 85-94
Klein C A and Donadio R N 1980 J. Appl. Phys. 51 797-800
Kolomiets B T 1964a Phys. Status Solidi 7 713
- - 1964b Phys. Status Solidi 7 359
Kwasniewski E A, Koteles E S and Datars W R 1976 Can. J. Phys. 54 1053
Laverenz H W 1950 An Introduction to Luminescence of Solids (New Yark: Wiley)
pp 473-6
Lawn B R and Fuller E R 1975 J. Mater. Sci. 10 2016
Lewis C and Jennings J P 1982 Appl. Opt. 21 2468-70
Lewis C, Runalls R H, Turner G Nand Davis S T 1979 A1vances in Optical Productzon Technology SPIE 163 1-7
Lewis J C, Beswick J A and Pedder D J 1984a Am. Ceram. Bull. 63 487
Lewis K L and Arthur G S 1982 NBS Spec. Pub/. 669 Laser Induced Damage in
Optical Materials, Boulder Colorado 86-101
Lewis K L, Arthur G S and Bunyard S A 1984b J. Cryst. Growth 66 125-36
Lewis K L, Cook D J and Roscoe P B 1982 J. Cryst. Growth 56 614-20
Lewis K L, Pitt AM, Savage J A, Field J E and Townsend D 1984c Proc. Int. Conf.
on CVD (Eiectrochem. Soc.) pp 530-45
Lewis K L, Savage J A, Marsh K J and Jones A P C 1983 New Optical Materials
SPIE 400 21-8
Lipson H G 1977 Appl. Opt. 16 2902-8
Lloyd J M 1975 Thermal Imaging Systems (New York: Plenum)
Lorenz M R 1967 Physics and Chemistry of II-VI Compounds ed. MAven and
J S Prener (Amsterdam: North Holland) p 86
240
References
Matthewson M J and Field J E 1980 J. Phys. E: Sci. Ihstrum. 13 355-9
Michels B D and Frischat G H 1981 J. Am. Ceram. Soc. 64 C150-1
Miles P A 1973 J. Opt. Soc. Am. 63 1323
- - 1974 Proc. Symp. of Materials Science Aspects of Thin Films NTIS IS.PB
239 270 pp 402-8
- - 1976 Opt. Engin. 15 451-9
Miles P A and Tustison R W 1979 Physical Properties of Optical Materials SPIE
204 108-10
Mitra S S 1966 J. Phys. Soc. Japan 21 61-6
Moss T S 1959 Optical Properties of Semiconductors (London: Butterworths) p 48
Molt N F, Davies E A and Street R A 1975 Phil. Mag. 32 961
Moynihan C T, Macedo P B, Maklad M S, Mohr R K and Howard R E 1975
J. Non-Cryst Solids 17 369
Muir J A and Cashman R J 1967 J. Opt. Soc. Am. 57 1
Mullin J B, Heritage R J, Holiday CHand Straughan B W 1968 J. Cryst. Gth. 3-4
281
Musikant S, Tanzilli R A, Charles R J, Slack G A, White Wand Cannon R M 1978
Advanced Optical Ceramics Phase "0" DARPA 3387 G E Philadelphia pp 69-79
Nitsche R, Boelsterli H V and Lichtensteiger M 1961 J. Phys. Chern. Solids 21199
Ovshinsky S R 1968 Phys. Rev. Lett. 21 1450
Papayoanou A 1982 Lasers Appl. 1 49-55
Pappis J, 1971 Conf. on High Power Infrared Laser Window Materials ed. C S
Sahagian and C A Pitha AFCRL-71-0592 Rep. No 127 AD 292271 183-8
Pappis J, DiBenedetto Band Swanson A 1976 Pro c. 13th Symp. on Electromagnetic
Windows ed. H B Bassett and J M Newton (Georgia Institute of Technology)
pp 107-14
Pappis J, Miles P A and Donadio R 1972 Conf. on High Power Infrared Laser
Window Materialsvol. II ed. C S Sahagian and C A Pitha AFCRL-TR-73-03/2(11)
Rep. No 162 pp 737-50
P~arlman D, Carnall E Jr and Martin T W 1973 J. Solid State Chern. 7 138-48
Peck W F and Dewald J F 1964 J. Electrochem. Soc. 1 561
Penning P 1958 Philips Res. Rep. 13 79-97
Piedmont J Rand Riordan R J 1978 Practical Infrared Optics SPIE 131 113-21
Piper W W and Polich S J 1961 J. Appl. Phys. 32 1278
Provenzano P L 1976 Thesis, Crystal Chemistry, Vibrational Spectra and
Luminescence Studies of Rare Earth Sulphides with Th 3 P• Structure Penn State
University
Provenzano P L, Boldish S I and White W B 1977 Mater. Res. Bull. 12 939-46 .
Rodney W S, Malitson I H and King T A 1958 J. Opt. Soc. Am. 48 633
Roy D W 1981 Emerging Optical Materials SPIE 297 24-34
Roy D Wand Parsons W F 1965 Eastman Kodak Co. BPI, 013,156
Russell G J, Waite P, Woods J and Lewis K L 1981 Microscopy of Semiconducting
Materials (Oxford) 1981 (Inst. Phys. Conf. Ser. 60) Section 7 pp 371-6
Salzberg C D and Villa J J 1957 J. Opt. Soc. Am. 47 244-6
Saunders K J, Wong T Y and Gentilman T L 1984 Am Ceram. Bull. 63 487
Savage J A 1971 J. Non-Cryst. Solids 6 964
- - 1972a J. Mater. Sci. 11 121
- - 1972b J. Mater. Sci. 7 64
References
241
- - 1979 Advances in Optical Production Technology II SPIE 163 13-8
Savage J A, Lewis K L and Pitt A M 1984 Am. Ceram. Bull. 63 487
Savage J A and Marsh K J 1981 Emerging Optical Materials SPIE 297 35-7
Savage J A and Nielsen S 1964 Phys. Chem. Glasses 5 82
- - 1965a Comptes Rendus VII Int. Congress on Glass, Brussels pp 105-1 to 105-4
- - 1965b Infrared Phys. 5 195
- - 1966 J. Phys. Chem. Glasses 7 56
Savage J A, Webber P J and Pitt AM 1977 Appl. Opt. 16 2938
- - 1978 J. Mater. Sci. 13 859
- - 1980 Infrared Phys. 20 313-20
.Schaffer P S 1965 J. Am. Ceram. Soc. 48 508-11
Schevciw 0 and White W B 1983 Mater. Res.. Bull. 18 1059-68
Schleiger E R and Webb LA 1968 Appl. Opt. 7 33
Schneider J and Rauber A 1967 Solid State Commun. 5 779
Schott 1982a Leaflet No 3114e
--Leaflet No 3113e
Skolnik L H and Clark 0 M 1974 Appl. Opt. 13 1999-2001
Skolnik L H, Lipson H G and Bendow B 1974 Appl. Phys. Lett. 25 442-5
Thomas R N 1981 Solid State Electron. 24 387-99
Thomas R N, Hobgood H M, Eldridge G W, Barrett D Land Braggins T·T 1981
Solid State Electron. 24 387-99
Thompson A G 1973 J. Electron. Mater. 2 47-70
Thompson C J C, DeBell A G and Wolfe W L 1979 Appl. Opt. 18 2085-6
Thornburg D D 1973 J. Electron. Mater. 2 495
Tille U, Frischat G Hand Leers K J 1977 J. Non-Cryst. Solids 631-8
Tsay Y, Bendow B and Mitra S S 1973 Phys. Rev. B 8 2688
Tsuchihashi S, Kawanoto Y and Adachi K 1968 J. Ceram. Soc. Japan 76
103-6
Tsuchihashi S, Yano T, Komatsu T and Adachi K 1966 J. Ceram. Soc. Japan 74
353-61
Turjanitsa I D, Mihalinets I M, Kaperljas B M and Kopinets IF 1972 J. Non-Cryst.
Solids 11 173
Tweet A G 1958 Phys. Rev. 111 57
- - 1959 J. Appl. Phys. 30 2002
Upton L 0, 1957 USP 2,804,378
Vagelatos N, Wehe D and King J 1974 J. Phys. Chem. 60 3613
Vasko A 1965 Czech J. Phys. 15 170
Walker P and Wood R C C 1984 Mater. Res. Bull. 19 717-25
Webber P J and Savage J A 1976 J. Non-Cryst. Solids 20 271
White W B, Chess D, Chess C A and Biggers J V 1981 Emerging Optical Materials
SPIE 297 38-43
Whitney T R 1976 Modern Utilisation of Infrared Technology II SPIE 95 116-23
Wilks J G 1959 Proc. lEE B106 Sup. 17 866-70
Williams D P and Evans A G 1973 J. Test Eva/. 1 264-70
Williams T L 1974 Proc. Soc. Opt. Inst. Eng. 46 305
Worrall A J 1979 Advances in Optical Production Technology, SPIE 163 8
Yim W M Fan A K and Stofko E J 1973 J. Electrochem. Soc. 120 441-6
van der Zwaag S and Field J E 1982 J. Mater. Sci. 17 2625-36
242
References
5 Bulk Multispectral Materials for the Visible, Near, Mid and Far Infrared
and Materials for Use Beyond 12 I'm
Aldinger F and Werdecker W 1981 Deutsches Paten/ant DE 2949512 AI W C
Hereous GmbH
Allen S D and Harrington J A 1978 Appl. Opt. 17 1679-80
Anderson R H 1978 USP 4, 118, 448
Anderson R H and Bennet J M 1978 Laser induced damage in optical materials ENS
Spec. Pub/. 541 65-9
Anderson R H, Koepke B G, Bernal G.and Stokes R J 1973 J. Am. Ceram. Soc.
56 287
Anderson R H, Leung K M, Schmit F M and Ready J F 1981 Contemporary
Methods of Optical Fabrication SPIE 306 66-70
Anon 1979 Ind. Diamond Rev. 39 115-8
Aurin F 1983 New Optical Materials SPIE 400 141-7
Barker A J, Wilkinson G R, Massa N E and Mitra S S 1975 Optical Properties of
Highly Transparent Solids ed. S S Mitra and B Benbow (New York: Plenum)
pp 45-58
Becher P F and Rice R W 1972 Con[. on High Power IR Laser Window Materials
vol II ed. C S Sahagian and C A Pitha AFCRL-TR-73-03/2(11) pp 449-61
- - 1973 J. Appl. Phys. 44 2915-6
Berman R 1965 Physical Properties of Diamond (Oxford: Clarendon)
Billard P and Cornillault J 1962 Acta Electron. 6 78-169
Carnahan R D, Johnston T L, Stokes R J and Li H 1961 Trans. Am. Ins/. Metal.
Eng. 221 45
Deutsch T F 1973 J. Phys. Chern. Solids 34 2091-104
- - 1975 J. Electron. Mater. 4 663-719
Ditchburn R W 1982 Opt. Acta 29 355-9
Donadio R N, Connolly J F and Taylor R L 1981 Ultraviolet and Vacuum
Ultraviolet Systems, SPIE 279 65-9
Evans T 1979 Properties of Diamond ed. J E Field (New York: Academic)
Field J E 1979 The Properties of Diamond (New York: Academic) chap. 13
Jones D A 1955 Proc. Phys. Soc. 68 165-70
Kyropoulos S 1926 Z. Anorg. (Allgem Chern.) 154 308
Lewis K L and Savage J A 1984 Proc. Am. Ceram. Soc. Bull. 63 487
Li H H 1976 J. Phys. Chern. Ref. Data 5 329-528
Malitson I H and Dodge M J 1978 Handbook of Optics ed. W G Driscoll and W
Vaughan (New York: McGraw-Hill) pp 7-94
Menzies A C 1952 Proc. Phys. Soc. B 65 576-8
Miles P 1976 Opt. Eng. 15 451-9
Moser F and Urbach F 1956 Phys. Rev. 102 1519-23
Nestor 0 H, Hammond D A and Bastien G 1979 Los Alamos Con[. on Optics '79
SPIE 190 pp 112-5
Petch N J 1953 J. Iron Steel Ins/. 173 25
Peter F 1923 Z. Phys. 15 358-68
Rodney W S and Malitson I H 1956 J. Opt. Soc. Am. 46 956-61
Rowe J M and Harrington J A 1976 J. App/. Phys. 47 4926-8
Sahagian C S and Pitha C A 1972 Special Report 135 Compendium on high power
infrared laser window materials (LQ-IOprogramme) AFCRL72-0170
References
243
Saul R S and Williams T L 1978 Refractive index data for optical materials Sira
Institute Ltd
Shrader E F and Bastien G 1979 Los Alvmos Conf on Optics '79 SPIE 190
Smakula A 1962 Opt. Acta 9 205-22
Smith S D, Hardy J R and Mitchell E W J 1962 Proc. Conf Physics Semiconductors (Exeter) pp 529-34
Sprackling M T 1976 The Plastic Deformation of Simple Ionic Crystals (New York:
Academic)
Stober F 1925 Z. Krist. 61 299
Stokes R J and Li C H 1963 Materials Science Research vol. 1 ed. H H Stadelmaier
and W W Austin (New York: Plenum) pp 133-57
Stokes R J 1966 Proc. Brit. Ceram. Soc. 6 189-207
Straughan V E 1979 Los Alamos Conf. on Optics '79 SPIE 190
Straughan V E and Krus D J 1981 High Power Lasers and Applications SPIE 270
11-8
Strong J D 1972 USP 3,674,330
- - 1974 USP 3,794,704
Tilton L W, Plyler E K and Stephens R E 1950 J. Opt. Soc. Am. 40 540-3
Willingham C Band Pappis J 1982 UK Patent Application GB 2090237 A Raytheon
Co USA
6 Laser Damage in Bulk Low Loss Infrared Optical Materials
·Allen S D, Braunstein M, Guiliano C and Wang V 1974 Laser Induced Damage in
Optical Materials, Boulder, NBS Spec. Pub/. 414 66
Bass M and Barrett H H 1973 Appl. Opt. 12 690
Beluga I S, Vinevich B S and Kolosovskaya LA 1981 Opt. Spec/rose. (USSR) 50
292-4
Bishop J and Gibson A F 1973 Appl. Opt. 12 2549
Bliss E S 1971 Optoelectronics 3 99
Bloembergen N 1973 Appl. Opt. 12 661-4
Boling N L, Crisp M D and Dube G 1973 Appl. Opt. ;12 650
Capron E D and Brill 0 L 1973 App/. Opt. 12 569 '
Danileiko Yu K, Manenkov A A and Sirdorin A V 1978 Laser Induced Damage in
Optical Materials, Boulder, NBS Spec. Pub!. 541 305-8
Decker D L, Grandjean D J and Bennett J M 1979a Laser Induced Damage in
Optical Materials, Boulder, NBS Spec. Pub/. 568 119-208
- - 1979b Laser Induced Damage in Optical Materials, Boulder, NBS Spec.
Pub/. 568 293-304
Detrio J A, Fox J A and O'Hare J M 1979a Laser Induced Damage in Optical
Materials, Boulder, NBS Spec. Pub/. 568 73-116
Detrio J A, Graves G A and Wimmer J- M 1979b Laser Induced Damage in Optical
Materials, Boulder, NBS Spec. Pub/. 568 151-8
Donovan M T 1979 Laser Induced Damage in Optical Materials, Boulder, NBS
Spec. Pub/. 541 212
Flannery M and Spark~ M 1977 Laser Induced Damage in Optical Materials,
Boulder, NBS Spec. Pub/. 509 5-33
I
i'
I'
I
. I
I'
. '
244
References
Fynn G W and Powell J A 1979 Cutting and Polishing b/ Electro-optic Materials
(Bristol: Adam Hilger)
Glassman A T 1980 Laser Induced Damage in Optical Materials, Boulder, NBS
Spec. Pub/. 620 144-58
Hack Hand Neuroth N 1980 Laser Induced Damage in Optical Materials, Boulder,
NBS Spec. Pub/. 620
- - 1982 Schott Information 2 ISSN 0586-7665 8-14
Hutchinson C J, Lewis C, Savage J A and Pitt AM 1982 Appl. Opt. 8 1490
Kelley P L 1965 Phys. Rev. Lett. 15 1005
Kompaniets Y V, Melnikov B V and Shatilov A V 1981 Sov. J. Quantum Electron.
11 1228-30
Leung K M, Bass M and Ba1bin-Villaverde A G J 1978 Laser Induced Damage in
Optical Materials, Boulder, NBS Spec. Pub!. 54! 107-14
Libenson M N, Oksman Y A and Semenov A A, 1981 Sov. Phys.-Tech. Phys. 26
842-6
J
Loomis J S and Bernal G 1978 Laser Induced Damage in Optical Materials,
Boulder, NBS Spec. Pub/. 54! 126-32
Namba Y and Tsuwa H 1980 Laser Induced Damage in Optical Materials, Boulder,
NBS Spec. Pub/. 620 171
Newnam B E 1982 Laser Focus Feb 53-6
Patel B S 1977 Appl. Opt. 16 1232-5
Sherman G H 1982 Electro-Opt. Syst. Des. June 50-6
Smith W L 1978 Opt. Eng. 17 489-503
Soileau M J, Bennett HE, Bethke J M and Shaffer J 1975 Laser Induced Damage
in Optical Materials, Boulder, NBS Spec. Pub!. 435 20-5
Soileau M J, Porteus J 0 and Decker D L 1979 NBS Spec. Pub!. 586 195-7
Sparks M, Halstein W R, Mills D L, Marodudin A A, Sham L J, Loh E Jr and King
F 1979 Laser Induced Damage in Optical Materials, Boulder, NBS Spec. Pub/.
568 467-78
Tang C C 1977 Laser Induced Damage in Optical Materials, Boulder, NBS Spec.
Pub/. 509 316
Temple P A, Milam D and Lowdermilk H 1979 Laser Induced Damage in Optical
Materials, Boulder, NBS Spec. Pub!. 568 229-36
Temple P A and Soileau M J 1980 Laser Induced Damage in Optical Materials,
Boulder, NBS Spec. Pub/. 620 180-6
Vaidyanathan A, Walker T Wand Guenther A H 1979 Laser Induced Damage in
Optical Materials, Boulder, NBS Spec. Pub/. 568 457-65
Vora H, Anderson R H and Stokes R J 1981 Laser Induced Damage in Optical·
Materials, Boulder, NBS Spec. Pub/. 638 262-7
Vora H, Ohmer M C and Staebe T G 1978 Laser Induced Damage in Optical
Materials, Boulder, NBS Spec. Pub/. 541 24-32
Willis L J and Emmony D C 1975 Opt. Laser Techno/. Oct 222-8
Wilner K, Klinger E and Wild W J 1982 Appl. Opt. 21 1796-1800
Wood R M 1979. GEC J. Sci. Tech;;o!. 4S 109-15
- - 1985 Laser Damage in Optical Materials (Bristol: Adam Hilger)
Wood R M, Sharma S K and Waite P 1982a GEC J. Sci. Techno/. 48 141-51
- - 1982b Laser Induced Damage in Optical Materials, Boulder, NBS Spec.
Pub/. 669 33-43
References
245
- - !982c Laser Induced Damage in Optical Materials, Boulder, NBS Spec.
Pub/. 669 44-9
Young P A 1971 AppL Opt. 10 638-43
7
Infrared Optical Fibres
Aggarwal I D 1982 Fibre Opt. Techno/. Nov 115-7
Akamatsu T, Nakamura 0, Goto J and Ueda Y 1978 4th European Conj. on
Optical Fibre Communications, Geneva II
.Almeida R M and Mackenzie J D 1982 J. Mater. Sci. 17 2533-8
- - 1983 J. Chern. Phys. 78 6502-11
Anderson R H 1981 USP 4, 253, 731
Angell C A and Ziegler D C 1982 Appl. Opt. 21 2096-8
van Ass H M J M, Gossink R G and Severin P J W 1976 Electron. Lett. 12 472
Baldwin C M, Almeida R M and Mackenzie J D 1981 J. Non-Cryst. Solids 43
309-44
Bamford C R and Loukes D G 1979 Glass Techno/. 20 166
Barnes C E and Wiczer J J 1981 Fiber Optics in Adverse Environments SPIE 296
25-34
Beales K J and Day C R 1980 Phys. Chern. Glasses 21 5-21
Beales K J, Day C R, Duncan W J, Dunn A G, Newns GRand Partington S 1979
5th European Conf. on Optical Fibre Communications, Amsterdam 3.3
--.- 1980 Phys. Chern. Glasses 21 25
Beales K J, Day C R, Duncan W J, Midwinter J E and Newns G R 1976 Proc. lEE
123 591
Beales K J, Day C R, Duncan W J and Newns G R 1977 Electron. Lett. 13 755
Bendow B, Brown R N, Drexhage M G, Loretz T J and Kirk R L 1981a Appl. Opt.
20 3688-90
Bendow B, Brown R N, Lipson H G, Drexhage M G and Moynihan C T 1982 Appl.
Opt. 21 4393-5
Bendow B and Drexhage M G 1982 Opt. Eng. 21 118-21
Bendow B, Drexhage M G and Lipson H G 1981b J. Appl. Phys. 52 1460
Bornstein A, Croitova Nand Marom E 1982 Advances in Infrared Fibres SPIE 320
Brassington M P, Hailing T, Miller A J and Saunders A 1981 Mater. Res. Bull.
16 613-21
Brehm C, Cornbois M, Le Sargent C and Parant J P 1982 J. Non-Cryst. Solids 47
251-4
Bridges T J, Hasiak J S and Strnad A R 1980 Opt. Lett. 5 85-6
Byron K C 1982 Electron. Lett. 18 673-4
Chen D, Skogman R, Bernal E and Butter C 1979 Fibre Optics Advances in R &
D ed. B Bendow and S S Mitra (New York: Plenum) pp 119-22
Chu T S and Hogg D C 1968 Bell Syst. Tech. J. 47 723-59
Cooper E I and Angell C A 1983 J. Non-Cryst. Solids 56 75-80
De Luca R D 1976 USP 3,933,454
Dianov E M 1982 Advances in Infrared Fibers SPIE 320
Drexhage M G 1984/5 Glass IV ed. M Tomozawa and R Doremus (New York:
Academic)
6
!
246
References
Drexhage M G, Bendow B, Brown R N, Banerjee P K, Lipson H C, Fonteneau G,
Lucas J and Moynihan C T 1982a. Appl. Opt. 21 971-2
Drexhage M G, EL-Bayoumi 0 Hand Lipson H 1983 J. Non-Cryst. Solids 56 51-6
Drexhage M G, EL-Bayoumi 0 H and Moynihan C T 1982b First Int. Symp. on
Halide and Other Non-Oxide Glasses, Cambridge England (Society of Glass
Technology)
Drexhage M G, Moynihan C T and Saleh Boulos M 1980 Mater. Res. Bull. 15 213-8
Dyott R Band Brain M C 1974 Electron. Lett. 10 131
Dyott R Band Stern J R 1970 lEE Con/ Pub/. No 71 pp 176-81
Evans B D and Sigel G H Jr 1975 IEEE Trans. Nucl. Sci. NS-22 2462-7
Fleming J W 1978 Electron. Lett. 14 326
Fonteneau G, Slim H and Lucas J 1982. J. Non-Cryst. Solids 50 61-9
France P W, Duncan W J, Smith D J and Beales K J 1983 J. Mater. Sci. 18 785-92
French W G, MacChesney J B, O'Connor P Band Tasker G W 1974 Bell Syst. Tech.
J. 53 951
;
Friebele E J 1979 Opt. Eng. 18 552-61
Friebele E J and Griscom D L 1979 Treatise on Materials Science 17 Glass II ed.
M Tomozowa (New York: Academic)
Friebele E J, Schultz PC and Gingerich ME 1980 App/. Opt. 19 2910-6
Gambling W A 1964 see Gambling W A 1980
- - 1980 Phys. Chem. Glasses 21 1-4
Gambling W A, Payne D N, Hammond C Rand NormanS R 1976Proc. IEEE 123
570-6
Gannon J R 1980 J. Non-Cryst. Solids 42 239-46
Garfunkel J H, Skogman R A and Walterson R A 1979 lEE J. Quantum Electron.
QE-15 49D
Garmire E, McMahon T and Bass M 1976 Appl. Opt. 15 145
- - 1977 Appl. Phys. Lett. 31 92
- - 1979 Appl. Phys. Lett. 34 35-7
Gentile A L, Braunstein M, Pinnow D A, Harrington J A, Henderson D M,
Hobrcck L M, Myer J, Pastor R C and Turk R R 1979 Fibre Optics Advances
in R & D ed. B Bendow and S S Mitra (New York: Plenum) pp 105-18
Giiillorenzi T G, Bucaro J A, Dandridge A, Sigel G H Jr, Cole J H, Rashleigh
S C and Priest R G 1982 IEEE J. Quantum Electron. QE-18 626-65
Gloge D 1971 Appl. Opt. 10 2442-5
Goldstein M and Nakonecznyj M 1965 Phys. Chem. Glasses 6 126
Gossink R G 1977 Proc. XI Int. Congr. Glass, Prague 2 114
Harrington J A 1980 Hughes Research Labs ADA 093151
- - 1981 Infrared Fibers SPIE 266 10-15
Harrington J A and Sparks M G 1983 Opt. Lett. 8 223-6
Hicks W and Kiritsy P 1961 Fibre Optics Handbook (Mosaic Fabrications Inc)
Hidaka T, Morikawa T and Shimada J 1981 J. Appl. Phys. 52 4467-71
Hidaka T, Kumoda K, Shimada J and Morikawa T 1982 J. Appl. Phys. 53 5484-90
Hirschowitz B I, Curtiss L E, Peters C W and Pollard H M 1958 Gastroenterology
35 50
Horiba 1981 Bulletin HRE 3827A
Hu H, Fuding M A and Mackenzie J D 1983 J. Non-Cryst. Solids 55 169-72
Hu H and Mackenzie J D 1982 Appl. Opt. 21 2096-8
References
247
. Huang Y Y, Sarkar A and Schultz PC 1978 J. Non,Cryst. Solids 27 29-7
Hyde J F 1942 USP 2,272,342
Imagawa H and Ogino N 1977 Int. Con[. on Integrated Optics and Optical Fibre
Communications, Tokyo p 613
Inoue T, Koizumi K and Ikeda Y 1976 Proc. lEE 123 577
Irven J and Robinson A 1979 Electron. Lett. 15 253
Izawa T, Miyashita T and Hanawa F 1977 USP 4,062,665
Izawa T, Sudo S, Hanawa F and Edahiro T 1978 4th European Conf on Optical
Fibre Communications, Geneva 30
Jones M Wand Kao K C 1969 J. Phys. E: Sci. Ins/rum. 2 331-5
. Justice B 1978 Fibre and Integrated Optics 1 115-33
Kanamori T, Terunuma Y and Miyashita T 1983 Proc. Conf Integrated Optics and
Optical Fibre Communications, Tokyo
Kao K C and Davis T W 1968 J. Phys. E: Sci. lnstrum. 1 .1063-72
Kao K C, Davis T Wand Worthington R 1970 The Radio and Electronic Engineer
39 105-11
Kao K C and Hockham G A 1966 Proc. lEE 113 1151-8
Kapany N S 1959a J. Opt. Soc. Am. 49 779
- - 1959b Nature 184 881
- - 1967 Fibre Optics Principles and Applications (New York: Academic) p 1
Kapany N S and Burk J J 1961 J. Opt. Soc. Am. 51 1067
Kapany N S and Mergerian D 1960 Infrared Imaging Systems (S) 5 139
Kapany N S and Oberheim 1958 J. Opt. Soc. Am. 48 870
Kapany N S and Simms R J 1965a J. Opt. Soc. Am. 55 963
- - 1965b Infrared Phys. 5 69-80
Kapron F P, Keck DB and Maurer R D 1970 Appl. Phys. Lett. 10 423-5
Katsuyama T, Matsamara Hand Suganuma T 1982 Eur. Patent Appl. 0060085 AI
Katzir A and Arieli R 1982 J. Non-Cryst. Solids 47 149-58
Kawakami Sand Nishizawa J 1968 IEEE Trans. Microwave Theory Techn. MTT-16
814-8
Klocek P 1982 Lasers and Applications Oct 43-6
Kuppers D, Koenings J and Wilson H 1976 J. Electrochem. Soc. 123 1079
Kurkjian C R and Rast H 1981 3rd Int. Conf on Integrated Optics and Optical
Fibre Communications New York: (IEEE): pp 22-3
Loretz T J, Mansfield J L, Mustico A W, Jalbert J T a~d Drexhage M G 1982 Firsl
Int. Symp. on Halide and Other Non-Oxide Glasses, Cambridge, England (Society
of Glass Technology)
Lucas J, Chanthanasinh M, Poulain M, Brun P and Weber M J 1978 J. Non-Cryst.
Solids 27 273-83
Lyons P B, Looney L D, Golob J, Robichaud R, SenoR, Madrid J, Hacker Land
Nelson M 1979 Fibre Optics Advances in R & D ed. B Bendow and S S Mitra (New
York: Plenum) pp 379-92
Macedo P and Litovitz T A 1976 USP 3,938,974
Macedo P, Simmons J H, Olson T, Mohr R K, Samamta M, Gupta P K and Litovitz
T A 1976 2nd European Conf on Optical Fibre Communication, Paris p 37
Mackenzie J D 1983. 2nd Int. Symp. on Halide Glasses Rensselaer, New York
Maier C G 1925 US Bureau of Mines, Tech. Paper 360
Manabe T 1983 Lasers Appl. May 49-50
, I
II
:I
I ,
i
I
I,
,,
i
248
References
Marcuse D 1972 Light Transmission Optics (New York: Van Nostrand)
- - 1973 Radio Electr. Eng. 43 655-64
Matecki M, Pou1ain M and Pou1ain M 1983 J. Non-Cryst. Solids 56 81-6
Maurer R D 1975 Appl. Phys. Lett. 27 220
- - 1980 Frontiers of Glass Science ed. J D Mackenzie and J R Varner
(Amsterdam: North Holland)
Mellor J E 1929 Comprehensive Treatise on Inorganic and Theoretical Chemistry
val. VIII, IX (London: Longmans Green)
Mimura Y, Okamura Y, Kamazawa Y and Ota C 1980 Japan J. Appl. Phys. 19
L269-72
- - 1981 Japan J. Appl. Phys. 20 L17-8
Mimura Y, Okamura Y and Ota C 1982 J. Appl. Phys. 53 5491-7
Miranday J P Jacoboni C and De Pape R 1981 J. Non-Cryst Solids 43 393-401
Mitachi S, Miyashita T and Manabe T 1982 Phys. Chern. Glasses 23 196-201
Miya T, Terunuma T, Hasha T and Miyashita T 1979 Electron. Lett. 15 106
Miyagi M, Aizawa Y, Hango A and Kawakami S 1983 CLEO 210-1
Miyashita T and Terunuma Y 1982. J. Appl. Phys. 21 L75-6
Moynihan C T 1971 Ionic Interations ed. S Petrucci (New York: Academic) p 261
Nassau K 1980 Electron. Lett. 16 924
Nassau K and Shiever J W 1975 Ceram. Bull. 54 1004-11
Newns G R ,1976. 2nd European Conj. on Optical Fibre Communication, Paris p 21
Newns G R, Pantelis P, Wilson J L, Uffen R Wand Worthington R 1973 OptoElectronics 5 289
Okamura Y, Mimura Y, Kowazawa Y and Ota C 1980 Japan J. Appl. Phys. 19
L649-51
Olshanski Rand Maurer R D 1976 J. Appl. Phys. 47 4497-9
Ota R and Saga N 1983 J. Non-Cryst. Solids 56 105-10
de Panafieu A, Nemaud Y, Baylac C, Turpin M, Faure M and Genther F 1980 Phys.
Chern. Glasses 21 22-4
Payne D N and Gambling W A 1974 Electron. Lett. 10 289
- - 1975 Electron. Lett. 11 176
Pinnow D A, Gentile A L, Standlee A G, Timper A J and Hobrock L M 1978 Appl
Phys. Lett. 33 28-29
·
Poignant H 1982 Electron. Lett. 18 199-200
Poulain M 1983 J. Non-Cryst. Solids 56 1-14
Poulain M, Charithanasinh M and Lucas J 1977 J. Mater. Res. Bull. 12 151-6
Ramsay M M, Russell J Nand Titchmarsh J G 1982 Electr. Commun. 57 96-101
Rao R, Corey A J and Mitra S S 1979 Fibre Optics Advances in R & D ed. B Bendow ·
and S S Mitra (New York: Plenum) pp 369-78
Rawson H 1967 Inorganic Glass Forming Systems (London Academic) p 236
Ritter J E 1978 Fibre Integr. Optics 1 387-99
Robinson M and Pastor R C 1982 First Int. Symp. on Halide and.Other Non-Oxide
Glasses, Cambridge, England (Society of Glass Technology)
Robinson M, Pastor R C, Turk R R, Devor D P, Braunstein M and Braunstein R
1980 Mater. Res. Bull. 15 735-42
Rosiewicz A and Gannon J R 1981 Electron. Lett. 17 184-5
Rosiewicz A, Gray M H, Irven J, Titchmarsh J G and Black P W 1980 Electron.
Lett. 16 866-7
!
I
References
249
Sakuragi S 1982 Advances in Infrared Fibers SPIE 320
Savage J A 1982 First Int. Symp. on Halide and Other Non-Oxide Glasses,
Cambridge, England (Society of Glass Technology.)
Schultz P C 1973 Am. Ceram. Soc. Bull. 52 383
- - 1974 USP 3,826,560
Scott B and Rawson H 1973 Glass Techno!. 14 115
ShareS and Wasilik J 1979 IEEE Trans. Nuc!. Sci. NS-26 4802-7
Shibata S, Kanamori T, Mitachi Sand ManabeT 1980a Mater. Res. Bull. 15 129-37
Shibata S, Terunuma Y and Manabe T 1980b Japan J. App/. Phys. 19 L603-5
Shultz I 1957 Naturwiss. 44 536
·Sigel G H Jr 1983 Lasers Appl. May 49-50
Sigel G H Jr, Friebele E J, Gingerich ME and Hayden L M 1979 IEEE Trans. Nuc/.
Sci. NS-26
Snitzer E 1959 J. Opt. Soc. Am. 49 1128
Snyder A W 1969 IEEE Trans. Microwave Theory Tech. MTT-17 1130-8
Sparks M G and DeShazer L G 1981 Infrared Fibers SPIE 266 3-9
Sudo S, Kawachi M, Edahiro T, Izawa T, Shiada T and Gotoh H 1978 Electron.
Lett. 14 534
Sun K H 1946 Glass Ind. 27 552, 580
- - 1949 USP 2,466,507 USP 2,466,508 and USP 2,466,509
- - 1979 Glass Techno/. 20 36
Sun K H and Huggins M L 1950 USP 2,511,224
Takahashi H, Sugimato I and Sato T 1982 Electron. Lett. 18 398-9
Takahashi K, Yoshida Nand Yokota M 1983b. 4th Int. Conf. on Integrated Optics
and Optical Fibre Communication, Tokyo
Takahashi S, Kanamori T, Terunuma Y and Miyashita T 1983a 4th Int. Conf. on
Integrated Optics and Optical Fibre Communication, Tokyo
Takahashi S and Kawashima T 1977 Int. Conf. on Integrated Optics and Optical
Fibre Communications, Tokyo p 621
Taylor R L 1983 Laser Focus May 60
Tebo A R 1983 Electro-Optics June 41-6
Tran DC, Burk M J and Sigel G H Jr 1983 Second Int. Symp. on Halide Glasses
Rensselaer, New York
Tran D C, Fisher C F and Sigel G H Jr 1982 Electron,. Lett. 18 657-8
Turk R R 1982 Advances in Infrared Fibers, SPIE 320
Uchida T, Furukawa M, Kitano I, Koizumi K and Matsumura H 1970 IEEE J.
Quantum Electron. QE-6 606
Van Uitert L G, Pinnow D A, Williams J C, Rich T C, Jaeger R E and Gradkiewicz
W H 1973 Mater. Res. Bull. 8 469-76
Van Uitert L G and Wemple S H 1978 Appl. Phys. Lett. 33 57-9
Weber M J, Layne C B, Saroyan R A and Milan D 1976 Opt. Commun. 18
171
Weinberg M C, Neilson G F and Smith G L 1983 J. Non-Cryst. Solids 56 45-50
West R H and Lenham A P 1982 Electron. Lett. 18 483-4
Winter A 1957 J. Am. Ceram. Soc. 40 54·
Winterburn J A 1967 BP 1,061,042
Yamazaki T and Yashiyagawa M 1977 Int. Con/. on Integrated Optics and Optical
Fibre Communication,, Tokyo p 617
':I
250
References
Zief M and Speights R 1972 Ultrapurity- Methods and Techniques (New York:
Marcel Dekker)
Ziegler D C and Angell C A 1982 Appl. Opt. 21 2096-8
8 Specialist Sample Preparation, Characterisation and Testing of Bulk Infrared
Optical Materials
Anstis G R, Chantikul P, Lawn BRand· Marshall DB 1981 J. Am. Ceram. Soc.
64 533-8
Becher P F, Lewis D III, Carman K Rand Gonzalez A C 1980 Bull. Am. Ceram.
Soc. 59 542-8
Benjamin R J and Ulph E 1981 Contemporary Methods of Optical Fabrication SPIE
306 136-40
'
Bowden F P and Brunton J H 1961 Proc. R. Soc. A 263 433
Bowden F P and Field J E 1964 Proc. R. Soc. A 282 331-52
- - 1965 Proc. R. Soc. A 282 321
Bowles R 1973 British Glass Industry Research Association Tech. Note No 170
Brunton J H and Rochester M C 1979 Treatise on Materials Science 16 ed. C M
Preece (New York: Academic)
Burnham M W 1976 Advances in Precision Machining of Optics I SPIE 93 38-45
Chantikul P, Anstis G R, Lawn BRand Marshall DB 1981 J. Ani. Ceram. Soc.
64 539-43
Corney N S and Pippett J S 198.3 Proc. 6th Int. Conf on Erosion by Liquid and
Solid Impact, Cambridge, England pp 24-1 to 24-7
Daree K and Kaiser W 1978 Opt. Laser. Techno/. April 65-70
Decker D L, Grandjean D J and Bennett J M 1979 NBS Spec. Pub/. 562 293-303
Edwin R P 1973 J. Phys. E: Sci. Instrum. 6 1035
Edwin R P, Dudermal M T and Lamare M 1982 Appl. Opt. 21 878-81
Evans A G 1981 Emerging Optical Materials SPIE 297 99-106
Evans A G and Charles E A 1976 J. Am. Ceram. Soc. 59 371-2
Evans A G, Gulden M E and Rosenblatt M 1978 Proc. R. Soc. A 361 343
Evans A G, Ito Y M and Rosenblatt M 1980 J. Appl. Phys. 51 2473
Field J E 1966 Phil. Trans. R. Soc. A 260 86-93
Field J E, Gorham D A and Rickerby D G 1979 Am. Soc. Test. Mater. Tech. Pub/.
664 298-319
Field J E, van der Zwaag S and Townsend D 1983 Proc. 6th Int. Conf on Erosion .
by Liquid and Solid Impact, Cambridge England pp. 21-1 to 21-13
Foulke K W 1981 4th Int. Conf on Electromagnetic Windows, Banda/, France
(DCAN Toulon France) pp 219-27
Freiman S W (ed.) 1979 ASTM Philadelphia Spec. Tech. Pub/. No 678
Fuller E R, Lawn B R and Cook R F 1983 J. Am. Ceram. Soc. 46 314-21
Gaskin R E and Lewis C 1980 Opt. Acta 21 1287-94
Griffith A A 1920 Phil. Trans. R. Soc. 66 83-91
Hackworth J V 1979 Proc. 5th Int. Conf on Erosion by Liquid and Solid Impact,
Cambridge England pp 10-1 to 10-12
- - 1982 Scattering in Optical Materials SPIE 362 123-36
References
251
Hass M, Davisson J W, Rosenstock H B, Slinkman J A and Babiskin J 1975 Optical
Properties of Highly Transparent Solids ed. S S Mitra and B Bendow (New York:
Plenum) pp 435-42
Hasselman D H P 1970 Ceram. Bull. 49 1033-7
Hordvik A 1977 Appl. Opt. 16 2827-33
Hordvik A and Schlossberg H 1977 Appl. Opt. 16 101-107
Horne D F 1972 Optical Production Technology (Bristol: Adam Hilger)
Jennings J P and Lewis C 1981 Assessment of Imaging Systems II SPIE 274 123-9
Kuttner P 1981 Assessment of Imaging Systems II SPIE 274 lll-22
Lawn B R 1983 J. Am. Ceram. Soc. 66 83-91
.Lawn B R and Evans A G 1977 J. Mater. Sci. 12 2195
Lawn B R, Evans A G and Marshall D B 1980 J. Am. Ceram. Soc. 63 574
Lawn B R and Wilshaw T R 1975 J. Mater. Sci. 10 1049-81
Letson K N 1981 4th Int. Conf. on Electromagnetic Windows, Banda/, France
(DCAN Toulon, France) pp 2!!-218
Lewis D III 1980 J. Am. Ceram. Soc. 63 713
- - 1981 Emerging Optical Materials SPIE 297 120-4
McAlister E D, Villa J J and Saltzberg C D 1956 J. Opt. Soc. Am. 46 485
Malitson I H 1964 J. Opt. Soc. Am. 54 628
Matthewson M J and Field J E 1980 J. Phys. E: Sci. Instrum. 13 355-9
Merchant ME 1945 J. Appl. Phys. 16 267-75
Meyer F P and Dignam J F 1981 4th Int. Conj. on Electromagnetic Windows,
Bandol, France (DCAN Toulon, France) pp 188-99
Miller D M, Hauver G H, Culverhouse J N and Greenwell E N .1979 Advances in .
Optical Production Technology II SPIE 163 55-66
Palmquist S 1962 Arch. Eisenhuettenwes. 33 629-33
Parks R E 1981 Contemporary Methods of Optical Fabrication SPIE 306 2-12
Sanger G M 1981 Contemporary Methods of Optical Fabrication SPIE 306 90-104
- - 1984 Laser Focus/Electro-Optics Jan 61-72
Satyamurthy K, Singh J P and Hasselman D P H 1980 J. Am. Ceram. Soc. 63
694-97
Shetty D K, Rosenfield A R, Duckworth W Hand Held P R 1983 J. Am. Ceram.
Soc. 66 36-42
Skolnik L H 1975 Optical Properties of Highly Transparent Solids ed. S S Mitra and
..
B Bendow (New York: Plenum) pp 405-33
Strobel FA 1981 Emerging Optical Materials SPIE 291 125-36
Wei! R 1971 J. Appl. Phys. 41 3012
Wiederhorn S M 1973 J. Am. Ceram. Soc. 56 227-8
Williams T L 1975 Opt. Acta 22 327-37
9
Optical Coatings
Allen G C and Wild R K 1981 CEGB Research Jan 12-30
Anderson D A and Spear WE 1977 Phil. Mag. 35 1-16
Apfel J H 1977 Appl. Opt. 16 1880-5
Austin R R, Michaud R, Guenther A Hand Putman J 1973 Appl. Opt. 12 665-76
I
'
I .
I
252
References
Baer A D, Donovan T M and Soileau M J 1978 Laser Induced Damage in Optical
Materials, Boulder, NBS Spec. Pub/. 541 244-247
Bauer G 1934 Ann. Phys., Lpz 19 434
Bendow B 1982 Summary of the Workshop on Diamond-Like Carbon Coatings
BDM Corp. Albuquerque, New Mexico, April ed. B. Bendow
Bennett H E 1980 Report on Workshop on Infrared Materials and Coatings,
Brussels, Feb ed. A Rauber p 10
Black P W and Wales J 1968 Infrared Phys. 8 209-22
Braunstein M, Braunstein A E and Rudisill J E 1972 AFCRL-TR-73-03/2(ll)
Spec. Rep. No 162 pp 777-97
Bubenzer A, Dischler Band Nyaiesh A 1982 Thin Solid Films 91 81-7
Butterfield A W 1974a Thin Solid Films 23 191-4
- - 1974b Thin Solid Films 21 287-96
Catalan L A 1962 J. Opt. Soc. Am. 52 437-40
Catherine Y and Turban d 1980 Thin Solid Films 70 101-4
Cho A Y 1983 Thin Solid Films 100 291-317
Chopra K L 1969 Thin Film Phenomena (New York: McGraw Hill)
Clover J G 1981 Contemporary Optical Systems and Component Specifications
SPIE 181 145-51
Coleman W J 1973 J. Opt. Soc. Am. 63 29
Cox J T 1961 J. Opt. Soc. Am. 51 1406-8
Cox J T and Hass G 1958 J. Opt. Soc. Am. 48 677
- - 1964 Physics of Thin Films vol. 2, ed. G Hass and R E Thun (New York:
Academic) pp 239-304
Dayy J G and Hanak K 1974 J. Vac. Sci. Techno/. 10 47-52
Dirks A G and Leamy H J 1977 Thin Solid Films 47 219-33
Dobrowolski J A and Ho F 1982 Appl. Opt. 21 288-92
Donovan T M, Temple P A, Wu S C and Tombrello T A 1979 Laser Induced
Damage in Optical Materials, Boulder, NBS Spec. Pub/. 568
Ennos A E 1966 Appl. Opt. 5 51-61
Gautherin G and Weissmante1 C 1978 Thin Solid Films 50 135-44
Glass A J and Guenther A H 1977 Appl. Opt. 16 1214-31
Green G W and Lettington A H 1981 UK Pat. Appl. GB 2069008A
Guenther K H 1981a App/. Opt. 20 1034
- - 1981b Thin Solid Films 77 239
- - 1981c Appl. Opt. 20 3487-3502
- - 1982 Thin Film Technologies & Special Applications SPIE 346 9-18
Guenther K H and Pulker H K 1976 Appl. Opt. 15 2992
Gurev H, Hendry A and Taub L 1982 Summary of the Workshop on Diamond-Like
Carbon Coatings BDM Corp. Albuquerque, New Mexico, April ed. B Bendow
pp 8-9
Hall C E 1966 Introduction to Electron Microscopy (New York: McGraw-Hill)
Harris M, MacLeod H A, Ogura S, Pelletier E and Vidal B 1979 Thin Solid Films
57 173-178
Hass G, Heaney J B and Hunter W R 1982 Physics of Thin Films vol. 12, ed.
G Hass, M H Francombe and J L Vossen (New York: Academic)
Hass G, Ramsey J B and Thun R 1959 J. Opt. Soc. Am. 49 116
I
References
253
Heavens 0 S 1955 Optical Properties of Thin Solid Films (Guildford: Butterworths
Scientific)
Heinrich P L 1967 Development of an All Dielectric Infrared Beam Splitter
Operating in the 5-30 p,m region (NASA CR-703)
Heitmann W and Koppelmann G 1967 Z. Angew. Phys. 23 221
Herrman .W C and McNiel J R 1980 Laser Induced Damage in Optical Materials,
Boulder, NBS Spec. Pub/. 620 324-334
Hoffman R A, Lange W J and Chayke W J 1978 Laser Induced Damage in Optical
Materials, Boulder, NBS Spec. Pub/. 541 14-7
Hallahan J R, Wydeven T and Johnson C C 1974 Appl. Opt. 13 1844-9
. Holland LA 1961 Vacuum Deposition of Thin Films (London: Chapman and Hall)
- - 1981 UK Patent Specification 1, 582,231
Holland L A and Ojha S M 1978 Thin Solid Films 48 L21-3
- - 1979 Thin Solid Films 58 107-16
Jacobsson R and Martensson J 0 1966 App/. Opt. 5 29-34
Koch H 1965 Phys. Status Solidi 12 543-4
Kuster H and Ebert J 1979 Laser Induced Damage in Optical Materials, Boulder,
NBS Spec. Pub/. 568 269-79
Leamy H J, Gilmer G Hand Dirks A G 1980 Current Topics in Materials Science
vol. 6, ed. E Kaldis (Amsterdam: North Holland) pp 390 ff
Le Contellec M, Richard J, Guivarch A, Ligeon E and Fontenille J 1979 Thin Solid
Films 58 407-11
Lewis K L and Savage J A 1983 Boulder Laser Damage Symp. will be published as
.an NBS Spec. Pub/.
Lissberger P H 1970 Rep. Prog. Phys. 33 197
Lusk R L 1982 Thin Film Technologies & Special Applications SPIE 346 48-52
Mattox D M 1973 J. Vac. Sci. Techno/. 10 47-52
McGuire G 1980 Auger Electron Spectroscopy Reference Manual (New York:
Plenum)
McLauchlan A D and Gibbs W E K 1977 Laser Induced Damage in Optical
Materials, Boulder, NBS Spec. Pub/. 509 222-8
MacLeod H A, 1982 Optical Thin Films SPIE 325 21-8
- - 1985 Thin Film Optical Filters 2nd edn (Bristol: Adam Hilger)
MacLeod H A and Richmond D 1976 Thin Solid Films 37 163-9
Meaburn J 1966 App/. Opt. 5 1757
,.
Mearns A M 1969 Thin Solid Films 3 201-28
Millet E J 1980 J. Cryst. Growth 48 666-82
Mouchart J 1977a Appl. Opt. 16 2722-8
- - 1977b Appl. Opt. 16 3237-41
Movchan B A and Demshishin A V 1969 Fiz. Metal/. Meta/loved. 28 653
Nakahara S 1977 Thin Solid Films 45 421
- - 1979 Thin Solid Films 64 149
Nieuwenhuizen J H and Haanstra H B 1966 Philips Tech. Rev. 27 87
Ogura Sand MacLeod H A 1976 Thin Solid Films 34 371-5
Ojha S M 1982 Physics of Thin Films vol. 12, ed. G Hass, M H Francombe and
J L Vossen (New York: Academic)
Ojha S M and Holland L 1977 Thin Solid Films 40 L31-2
254
References
Ojha S M, Norstrom H and McCulluch D 1979 Thin Solid Films 60 213-5
Pawlewicz W T, Busch R, Hays D D, Martin P M and Laegreid N 1979 Laser
Induced Damage in Optical Materials, Boulder, NBS Spec. Pub/. 568 pp 359-75
Powell C, Oxley J Hand Blocher J M Jr (ed.) 1966 Vapour Deposition (New York:
Wiley)
Preisinger A and Pulker H K 1974 Jap. J. App/. Phys. Suppl. 2 pt I 769-71
Pulker H K 1979a Appl. Opt. 18 1969-77
- - 1979b Thin Solid Films 58 371-6
Pulker H K and JungE 1969 Thin Solid Films 4 219-28
Pulker H K and Maser J 1979 Thin Solid Films 59 65-76
Rayleigh Lord 1887 Proc. R. Soc. A 41 275
Reed S J B 1975 Electron Microprobe Analysis (London: Cambridge University
Press)
Reis T A, Hiratsuka H, Bell A T and Shen M, 1976 Laser Induced Damage in
Optical Materials, Bouldkr, NBS Spec. Pub/. 435 1975 230-7
Ritter E 1975 Physics of Thin Films (New York: Academic) 1-49
- - 1976 Appl. Opt. 15 2318-27
Ritter E and Hoffman R 1969 J. Vac. Sci. Techno/. 6 733-6
Ross R C and Messier R 1981 J. Appl. Phys. 52 5329
Sanders D M, Farabaugh E N, Hurst W S and Haller W K 1981 J. Vac. Sci.
Techno/. 18 1308-10
Schiller S, Heisig U and Goedicke K 1977 Thin Solid Films 40 327
Seddon R I 1981 High Power Lasers and Applications SPIE 270 19-23
Sigmund P 1977 Phys. Rev. 184 384
Sites J R, Gilstrap P and Rujkorakarn R 1983 Opt. Eng. 22 447-9
Sparks M 1976 Laser Induced Damage in Optical Materials, Boulder, NBS Spec.
Pub/. 462
- - 1977 Appl. Opt. 16 1214-31 (see Glass and Guenther)
Stuart R V 1983 Vacuum Technology, Thin Films and Sputtering (New York:
Academic)
Swab P, Krishnaswamy S V and Messier R 1980 J. Vac. Sci. Techno/. 17 362-5
Taylor H D 1896 The Adjustment and Testing of Telescope Objectives 2nd edn
(York: Cooke) 5th edn 1983 (Bristol: Adam Hilger)
Temple P A 1979 Appl. Phys. Lett. 34 677
Thetford A 1969 Opt. Acta 16 37-43
Thornton J A 1975 J. Vac. Sci. Techno/. 12 830
Thornton P R 1968 Scanning Electron Microscopy (London: Chapman and Hall)
Title A M, Pope T P and Andelin J P Jr 1974 Appl. Opt. 13 2675
Turban G and Catherine Y 1976 Thin Solid Films 35 179-194
Vasicek A 1960 Optics of Thin Films (Amsterdam: North-Holland)
Veprek S, Iqbal Z, Brunner J and Scharli M 1981 Phil. Mag. 43 527-47
Vincett P S, Barlow W A and Roberts G G 1977 J. Appl. Phys. 48 3800-6
Vook R W 1982 Thin Film Technologies & Special Applications SPIE 346 2-8
Vora Hand Moravec T J 1981 J. Appl. Phys. 52 6151-7
Vossen J L and Kern W 1978 (ed.) Thin Film Processes (New York: Academic)
Weissmantel C 1977 Proc. 7th Int. Vacuum Congress, Vienna p 1533
- - 1979 Thin Solid Films 58 101-5
References
255
Weissmantel C, Bewilogua K, Dietrich D, Erler H J, Hinneberg H J, Klose S,
Nowick W and Reisse G 1980 Thin Solid Films 72 19
West R A 1975 Proc. Soc. Photo. Opt. Instrum. Eng. 50 199-208
Winsor H V 1982 Optical Thin Films SPIE 325 12-20
Yoshihara H, Mori Hand Kiuchi M 1981 Thin Solid Films 76 1-10
Young P A 1970 Thin Solid Films 6 423-41
Zaluzec N J 1980 Thin Solid Films 72 177
..
Index
Alkali halides, 126
ALON, 52
Aluminium oxide, monocrystalline, 45
Atmospheric transmission, 2
Barium fluoride, monocrystalline, 45
Black body emittance, 3
Calcium aluminate glass, 27
Calcium fluoride, Irtran 3, 38
monocrystalline, 42
Calcium lanthanum sulphide, 117
Chalcogenide glass, 79
fibres, 173, 176
general properties, 85
optical.properties, 83
Crystal growth,
Bridgman, 40
CVD, 100
Czochralski, 67
Kyropoulos, 127
Schmid Viechnicki, 47
Stober, 127
Stockbarger, 40, 67
Diamond, 119
Dispersion equation,
alkali halides, 132
barium fluoride, 45
calcium fluoride, 44
sapphire, 48
strontium fluoride, 44
zirconia, 57
Extrinsic absorption, 17
Far infrared materials,
general properties, 75
optical properties, 73
Fibres,
monocrystalline, 181
polycrystalline, 178
Fluoride crystals, 40
Fluoride glass,
bulk, 35
fibre, 170
Free electron absorption, 9
I
II,
I.
I
Gallium arsenide, 76
Germanate glass, 33
Germanium, 59
Glass fibre synthesis,
melt, 155
properties, 163
vapour, 159
Hardness of materials, 15
Hollow coretfibre, 183
Irtran
Irtran
Irtran
Irtran
Irtran
Irtran
I MgF2, 37
2 ZnS, 99
3 CaF2, 38
4 ZnSe, 100
5 MgO, 38
6 CdTe, 101
Laser damage,
gallium arsenide, 146
. germanium, 144
glass, 142
potassium chloride, 148
zinc selenide, 147
.I
. .
I;
,:•
i:;'
i:'
Index
258
Lattice absorption, 7
Mid infrared materials,
general properties, 30
optical properties, 28
Mie scatter, I 0
Magnesium fluoride,
Irtran I, 37
monocrystalline, 41
Magnesium oxide, 38
Multiphonon absorption, 9
Multispectral materials,
general properties, 123
optical properties, 122
Sapphire, 45 '
Sellmeier dispersion equation, 44
Silicon, 54
Spinel, 50
Strontium fluoride, monocrystalline,
44
II-VI compounds, 95
Thermal expansion, 15
Transmittance, 14
Urbach tail, 6
Water impact damage, 198
I
OH in glass,
silicate, 24
aluminate, 33
Optical glass, 20
Rare earth ternary sulphides, 114
Rayleigh scatter, I 0
Reciprocal dispersive power, 20
Refractive index, 14
Rupture modulus, 15
Young's modulus, 16
Zinc selenide,
CVD,
Ill
multispectral, 126
Zinc sulphide,
CVD, 103
multispectral, 121
Zirconia, 56