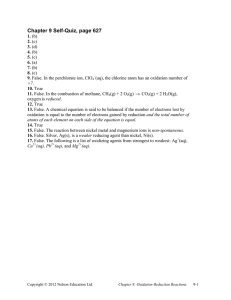
IMC STUDY OF MID-PHOSPHOROUS AND HIGH-PHOSPHOROUS ENIG FINISHES Sandra Nelle, Thiago Pugliesi-Garcia, Britta Schafsteller, Gustavo Ramos Atotech Deutschland GmbH Berlin, Germany sandra.nelle@atotech.com I) ABSTRACT ENIG with mid-phosphorous (MP) nickel is used for soldering and Al wire bonding applications. ENIG with highphosphorous (HP) nickel serves the niche of environmental corrosive environments. 22M$ 27M$ ENIG 42M$ i-Sn 178M$ However, an unspoken fear in the industry concerning highphosphorous nickel is a poor soldering performance and creation of an extended P-rich layer. This paper aims a comparison in regards of the soldering performance to shed light towards the real soldering performance of MP vs. HP nickel. OSP I-Ag 91M$ Others 88M$ E-Pd Soldering performance will be evaluated by wetting balance, wave soldering and HSS testing. The IMC as a major indicator of solder joint reliability will be evaluated comparing both phosphorus systems. Different reflow conditions will contribute to the formation of different solder alloys and simulate different ageing and soldering conditions. Apart from solderability, environmental corrosion will be evaluated by gas chamber testing. Further, nickel corrosion performance will be checked as further indication of the quality of the solder joint. It is also the intention of this paper to evaluate whether there are any further unintended benefits of an HP ENIG. To evaluate the impact of the different electroless nickel baths in combination with reduction assisted immersion gold, data generated by Design of Experiment (DOE) will be used. The results are expected to be production applicable and it is hoped that they may clarify myths or misunderstandings within the PCB manufacturing environment. Key words: IMC, Highest reliability, Corrosion resistance, Solderability, Black pad, High-phosphorous nickel, Midphosphorous nickel, 0,2 1 2 II) INTRODUCTION ENIG plays a major role in the worldwide share of final finishes (Figure 1). Figure 1: (top) PCB Fabrication Materials Value in 2018 (M$); share of final finishes [1]. (Bottom)This trend to be unchanged in the future: PCB Market Growth Value by Technology, 2018 vs. 2023F (M$) [2] The share of Multilayer PCBs is expected to increase again. As well as the overall value for HDI PCB. ML-PCBs occupy a sweet spot in terms of capability and price, as they provide a reasonable routing density at a competitive price. From 2020 new functionalities such as 5G and 3 D sensors is expected to boost the smartphone industry again. As ENIG plays an important role for both, HDI and Multilayer, it is expected to be still the dominant finish in the future. It is considered as all-round performance surface finish for mass production as it is solderable and capable for aluminum wire bonding. Apart from its being established for long and therefore being well technically understood, a new technical challenge aroused. Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 881 The introduction of the latest version of IPC 4552 [3] sheds Nickel corrosion into a new light. While mid-phosphorous Nickel (MP-Ni) exhibits a Phosphorus content (P-content) between 7% and 10%, highphosphorous Nickel (HP-Ni) shows Phosphorus contents between 10% and 12%. That difference in P-content contributes to different layer properties such as its crystal structure, its appearance and its physical properties such as corrosion resistance. This paper aims to address similarities and differences of MP and HP Nickel to draw potential conclusions about which Nickel system should be preferred for which application. III) EXPERIMENTAL AND TEST METHODS Atotech Testboards (SFTB1 Rev7) were cleaned via a wet chemical approach before ENIG. The process flow is displayed in Figure 2 and Table 1 Cleaner Process Step T [°C] t [min] V (L) Acidic Cleaner 40 5 145 Hot Rinse 50 1 135 DI Rinse RT 2,5 135 1 135 DI Rinse MicroEtch 30 2 145 DI Rinse RT 0,5 135 2 135 Acid Rinse Materials and process flow Etch Cleaner Table 1: ENIG detailed process flow including plating conditions Activation Figure 2: ENIG process flow Electroless Nickel DI Rinse 1 135 Pre-dip RT 3,5 135 Pd Catalyst 23 1,5 145 Pd Deactivation RT 3 145 DI Rinse RT 1 135 DI Rinse 1 135 DI Rinse 1 135 Electroless Gold E'less Nickel - MP 85 25 270 E'less Nickel - HP 82 37 270 DI Rinse RT 0,5 135 DI Rinse 0,5 135 DI Rinse 0,5 135 10 (MP) 15 (HP) 0,5 140 DI Rinse 4 135 DI Rinse 3 135 E'less Dragout Rinse Gold 83 RT 135 Hot Rinse 50 2,5 135 Dryer 60 10 - The thicknesses applied were 5 µm Nickel and 0,05 µm Gold. The Nickel bath was aged from 0 MTO (Metal Turn Over) until 3 MTO. Nickel bathes applied were mid-phosphorous (MP) Nickel and high-phosphorous (HP) Nickel. The exact distinction is at a range of 7 – 10 % Phosphor (P) for MP Nickel and > 9.5 % P for HP Nickel. Plating of MP Nickel and HP Nickel was done simultaneously at the same day and Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 882 the same pre- and post-treatment conditions. Different ageing conditions are tested as well as a lower gold thickness for the wetting tests (Table 2) Table 2: Variations of Nickel and Gold. Nickel Nickel Gold System MTO Thickness (µm) 0 0,03 0,05 3 Figure 3: EDX detector 0,03 HP 0,05 0 The measurement of Nickel-, Phosphor- and Tin-distribution was captured at 5 kV, 3096.5s, 9116 cps count rate, 1045 x 926 Pixel and 10000 x magnification. 0,03 0,05 MP 3 0,03 0,05 Measurement tools and methods Thickness Distribution The thickness uniformity of the Nickel and Gold layer was investigated by X-ray fluorescence (XRF) measurement. HSS Testing The test and ball soldering conditions for ball shear test at higher speed (HSS) are the following. Solder balls used are of Ball type Shenmao SM Ball PF684-S with SAC 305 alloy. The ball diameter is 450 μm. Flux used is of type Kester Tacky Flux TSF 6502. The reflow profile is sketched in Figure 4. Peeling Evaluation For ENIG with 5 µm Nickel and 60 nm Gold thickness, peeling was checked via tape test (Scott 3M) As representative areas, two through-holes (TH) of diameter sizes 1.2 mm and 0.8 mm were taken as well as two different pads. To simulate SIT production, the boards were partially covered with OSP (Organic Surface Protection) before ENIG plating and etched three-times in the OSP-etch after ENIG plating. Wetting Tests The different wetting tests Selective Wave Soldering and Wetting Balance Test were performed according to IPC JSTD 003C. Coupons defined for that test are used as described in IPC J-STD 003A. Appearance and Nickel corrosion according to IPC 4552 A and B rating The cross section samples were prepared by epoxy casting, grinding and polishing. The samples were investigated by optical microscope and scanning electron microscopy (SEM). The counting’s according to IPC 4552 A and B were done by light microscope, as described in this specification. IMC Testing and investigation of the P-rich layer IMC appearance was investigated with SEM microscopy. The analysis of the P-rich layer was performed via EDX with the detector X-Max Extreme at Oxford Instruments (resolution≤127eV at MnKα Figure 4: Linear lead-free reflow profile used for cold ball pull and ball shear test; peak-T: 250°C The reflow oven used for all soldering tests was Rehm Compact Nitro B 2100 – 400. Reflow was under nitrogen atmosphere. For the tests TV3 boards manufactured by KSG Leiterplattentechnik were used at SMD BGAs with SRO 380. 30 solder balls were applied per condition. The equipment is DAGE4000. It was used a cartridge BS5kg at a shear speed of 0,6 m/s. Beneath as received conditions, aging conditions were tested to simulate real usage of the boards in the field before and after soldering (Figure 5). Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 883 IV) RESULTS Thickness Distribution Figure 5: Aging conditions for solder tests The Pre-Aging Condition is baking for 2h at 175°C, 5 min DI Water rinsing at 60°C and cold air dry. The Post Aging Condition is baking for 250 h, 500 h and 1000h at 150°C and 60% RH and two reflows (RF) (ball attach and 1 RF). In ENIG layer systems the Nickel layer acts as a barrier layer to protect the underlying Copper and the Gold layer protects the nickel layer from oxidation and ensures good wettability. To fulfil those tasks a good distribution of the layers all over the board is of high importance. Especially the gold can be critical in distribution to its nature of immersion reaction and low overall thicknesses required. Therefore the gold thickness distribution was measured and can be seen in Figure 6. Al-wire Bonding The equipment for aluminum wire bond testing used are the Automatic Wedge/Wedge-Bonder F&K Delvotec 5630 with bond wires from Heraeus AlSi 1%, diameter of 25 μm and break load of approx. 15 g. The pull tester was DAGE 4000; with the Cartridge WP100 and a pull speed of 500 μm/s. No. of pulls per sample was 30. The parameter settings used in the bond of the two wedges can be read from Table 3. Table 3: Parameter settings used for wire bond test Parameter US-Power [a.u.] US-Time [ms] Bond Force [cN] First Bond 90 25 20 Second Bond 90 25 25 Environmental Tests There were two environmental tests performed – the neutral salt spray test (NSS) and the SO2 gas test, also known as Kesternich test. The NSS was performed according to ISO 9227 :2017. The test specimen are elevated the corrosive media through spray nozzles in one chamber for different, specified amount of time. For NSS 5% NaCl solution is dissolved in water. The chamber is operated at 35°C and the salty fog fills the chamber completely and homogeneously. The SO2 gas test simulates industrial atmospheres by exposing the specimen to a high humidity environment containing sulfur dioxide. It was performed according to ISO 6988. That means that the samples are exposed in a 300l chamber for 6 consecutive cycles for each 24h at a SO2 content of 10 ppm, 100% r.h. and a temperature of 42°C. Figure 6: Thickness distribution of different Nickel systems at different bath ages The overall ENIG Std. deviation of the gold is 3,2 nm on average, which is acceptable. Divided into the different Nickel systems the thickness range of the gold on MP-Nickel is max. 15,9 nm while it is max. 7,8 nm on HP Nickel. The standard deviation of gold is on MP-Nickel on average 3,2 nm while it is on average 2,2 nm on HP Nickel. It can be concluded that the thickness distribution of gold on HP is slightly more even than on MP-Nickel. One explanation for that can be seen in the difference in P-content. To verify the P-content it was measured via EDX. For HP Nickel it is on average 11,8%, ranging from 11,5% to 12,4 %. For MP Nickel it is on average 8,1%. The HP Nickel therefore generates a nickel layer with a uniform, higher phosphorus content. Due to that incorporation it exhibits a constant deposition speed during lifetime and a supposing more even layer. Due to that characteristic and the fact that the immersion exchange reaction of the gold takes place more controlled at higher Pcontent, the gold distribution is assumed to be more even. Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 884 Peeling Evaluation For final component reliability, no such defects such as layer separation are of high importance for reliability. To exaggerate the effect, very harsh conditions are applied with a very aggressive etch 3x applied. The results of peeling evaluation can be seen in Table 4 Table 4: Peeling Evaluation of selected areas of different Nickel systems at different bath ages Test Peeling Evaluation Conditions MP HP NiSys. MTO 3x OSP etch Peeling failure description mode 0 No peeling Not Applicable 1 No peeling Not Applicable 2 No peeling Not Applicable 3 No peeling Not Applicable 0 Peeling 1 Peeling 2 Peeling 3 Peeling Hole area peeling (TH 0.8 and 1.2) Slight area peeling at one TH Slight area peeling at one TH Hole area and pad area peeling Figure 7: Evaluation of THs for selective wave soldering test. Figure 7 a-c show samples, which are passing the test. Figure 6 d-f show samples, which are failing the test. Following international standard IPC J-STD 003C the ageing is “as received” (ASR) and 8h/72°C/85% r.h. For simulating representative conditions, TH diameters of 0,8 and 1,2 mm are tested at different gold thicknesses, MTO and Nickel systems. The results can be seen in the following figures. 30 nm gold condition was evaluated, to check whether good wetting could be still achieved at thinner gold layers. It can be seen, that HP-Nickel outperforms MP Nickel in terms of peeling under SIT production environment. That is assumed due to the physical layer probabilities of the HPNickel like the amorphous structure. Of course, the etching condition is exaggerated and not applied to that extend in the field. But the information can be extracted, that HP-Nickel is more able to withstand even harshest conditions. Selective Wave Soldering All wetting tests refer to the ability of the solder, to spread evenly all over the surface of pads or PTHs. Good wetting means a good connection to the later assembled component. Figure 8: Selective wave soldering, As Received, TH 0,8 The main focus for selective wave soldering lays on the through holes (THs), but also pads are measured. For THs the solder has to be completely raised through the holes and wet the surface around the top-side of the hole. Examples of rating can be seen in Figure 7. Figure 9: Selective wave soldering, Aged: 8h/72°C/85% r.h., TH 0,8 Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 885 For the TH 0,8 both, ASR and the aged and humid condition all samples are passed. The same result applies for TH 1,2 ASR. Figure 10: Selective wave soldering, Aged: 8h/72°C/85% r.h., TH 1,2 For TH 1,2 there is a slight amount of failed samples for MPNickel in the aged condition. This amount is not significant yet. For pads, at least 95% of the surface have to be wetted. Figure 11: Selective wave soldering, As Received and Aged: 8h/72°C/85% r.h. for Pads Figure 12: Steps of wetting balance test The wetting force is defined as the difference between maximum force and buoyancy time (red line). After pre-defined times the test forces are measured (Table 5). Table 5: Defined test times for wetting forces Results of wetting balance test at described times at a gold thickness of 50 nm and ageing of 0 and 3 MTO can be seen in the following figures. All conditions pass the Selective wave soldering test of pads as seen in Figure 11. Wetting Balance In the wetting tests shown so far the adhesion was evaluated in a qualitative matter. Wetting balance testing aims to quantify the adhesion by strength (wetting force) and speed (wetting time). The test principle relies on measuring mentioned adhesion forced during dipping a pad into solder and releasing it again. This single test steps and corresponding wetting forces are visualized in Figure 12. Figure 13: Wetting time Ta Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 886 Ta is expected to be within 1,5 s, which is fairly achieved for both layer systems. F2 is expected to be at minimum 25% of the maximum theoretical wetting force. The maximum theoretical wetting force can be read from the value F10 and amounts approx. 12 mN for both layer systems. Therefore the minimum value for F2 should be no less than 3 mN. That could be fulfilled for both layer systems. F5 has the acceptance criterion to be no less than F2 and this is fulfilled for both Nickel systems. The last measured force should be no less than 4,8 mN which is fairly achieved by both samples. Therefore both layer systems pass the Wetting balance test in a comparable manner. 12 11 10 9 8 7 6 5 4 3 2 1 0 HP MP For all wetting tests it can be concluded that HP and MP Nickel are comparable, whereas HP Nickel is more suitable for harsher and aged conditions. Appearance and Corrosion Results Figure 14: Wetting force at T2 Via SEM differences in appearance shall be captured. Therefore, the surface and cross-section is compared at different conditions, as described in the following figures. Figure 17: HP-Nickel at 0 MTO, 50 nm Au, Right : higher magnification Figure 15: Wetting force at T5 Figure 18: MP-Nickel at 0 MTO, 50 nm Au, Right : higher magnification Figure 19: HP-Nickel at 3 MTO, 50 nm Au, Right : higher magnification Figure 16: Wetting force at T10 Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 887 Therefore several issues and discussion were faced in the industry, which was the reason for the reviewed and launched IPC 4552A on August, 2017. That version tries to quantify the Nickel corrosion events, targeting to derive acceptance criteria. Figure 20: MP-Nickel at 3 MTO, 50 nm Au, Right : higher magnification From surface view, it can be interpreted that HP- and MPNickel exhibit different crystal structure. This is due to the amorphous character of HP-Nickel layers on the contrary to crystalline MP-layers. That difference causes different properties of HP- compared to MP-Nickel Systems. Lacking grain boundaries is expected to mild Nickel-corrosion attacks, as electrons needed by immersive gold are prone to move from grain boundaries in particular. To evaluate potential differences in Nickel corrosion, following cross-sections are prepared. However, this revision has caused insecurity within the electronics industry and its distinct parties such as OEMs, PCB manufacturers and chemical suppliers. Misinterpretations of the nickel hyper-corrosion evaluation may lead to falsely negative judgements and to the rejection of perfectly functioning ENIG production. This can be verified by the fact that production that has been proven acceptable for decades could now be classified as rejectable because of the misinterpretation of the new IPC 4552A specification. Therefore a new revision is planned for 2019 IPC 4552 B. Keeping those reservations in mind, the IPC 4552 A Nickel corrosion criteria were used for this paper, to get a quantitative comparison between HP-Nickel and MP-Nickel. The method of IPC 4552A Nickel corrosion evaluation will be described in brief. The basic principle is working with Levels 1-3, from which acceptance, rejection or further analysis (AABUS: As Agreed Between User and Supplier) can be derived. That is displayed in Table 6. While for HP-Nickel no incidents could be observed at 0 and 3 MTO, at MP-Nickel a corrosion event at the aged condition is detected. That indicates support of the thesis above, that HP-Nickel is more resistant to Nickel-corrosive attacks. Table 6: Hyper corrosion Level based on Hyper-Corrosion investigation according to IPC 4552A Hyper HyperCorrosion Corrosion Disposition Level Investigation Acceptable – This ≥60% of level of hyperinvestigated 1 corrosion activity locations show will not degrade Level 1 solder joint integrity. AABUS – Will require extra All other 2 analysis and testing observations to ensure acceptability. Rejectable – This ≥40% of level of hyperinvestigated 3 corrosion will locations show degrade solder joint Level 3 integrity. The question arises to which extend Nickel corrosion would be still acceptable for ENIG finishes. That question is currently revised by the industrial specification IPC 4552 and it will be therefore discussed in the following paragraph. The mentioned locations define 5 specific positions at pads and 7 positions at PTHs excluding the influence of Solder Mask and Cu-etching quality. The investigation has to be conducted via light microscope. Nickel Corrosion rating according to IPC 4552 Pictures underneath show exemplary cases of Level 0 and Level 3 corrosion. Figure 21: Left : HP-Nickel at 0 MTO ; Right : HP-Nickel at 3 MTO, 50 nm Au Figure 22: Left : MP-Nickel at 0 MTO ; Right : MP at 3 MTO, 50 nm Au The first version of IPC 4552, released on October 2002, did not contain any definition of corrosion and during almost 15 years this topic was not covered by the specification. Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 888 Table 7: Hyper Corrosion Level according to IPC 4552 A Hyper MP HP Corrosion Level 79% 100% Level 1 Level 2 21% 0% Level 3 0% 0% Total 100% 100% It can be seen, that overall corrosion rating of HP Nickel with 100% Level 1 rating outperforms a conventional MP Nickel system with 79% Level 1 rating. Figure 23: Example of Level 0 Corrosion and therefore Acceptance according to IPC 4552A As the IPC 4552 B is expected to become relevant soon, there was further a corrosion evaluation according to IPC 4552 B performed: Level 0 Level 1 Level 2 Level 3 Figure 26: Product Rating / Corrosion Evaluation according to IPC 4552 B : Left : MP-Nickel ; Right : HP-Nickel Figure 24: Example of Level 3 Corrosion and therefore Rejection according to IPC 4552A Further details such as a full rating example can be found in IPC specification itself. It can now be understood, that the example of Figure 22 (right) displays an incident of Level 2 Corrosion event of MPNickel. To quantify and justify those events, in the following a statistical IPC corrosion evaluation was derived. The corrosion evaluation according to IPC 4552 A was used to compare HP- and MP-Nickel: Level 1 Table 8: Product Rating / Corrosion Evaluation according to IPC 4552 B Product Rating MP HP Level 0 Level 1 10% 90% 70% 10% Level 2 20% 0% Level 3 0% 0% Total 100% 100% From both tests it can be concluded that, quantitatively, HPNickel outperforms MP-Nickel in terms of Nickelhypercorrosion. In the field, also MP-Nickel is proven to be a reliable finish with acceptable corrosion. It may be concluded that for more tight demands in terms of Nickel corrosion HP-Nickel could serve as in that context new, reliable option. Level 2 IMC Testing and investigation of the P-rich layer Level 3 The appearance of the Inter-metallic Compound (IMC) was proven in old studies to reflect the quality of the solder joint and give indications about its adhesive ability [4]. Figure 25: Hyper Corrosion Level according to IPC 4552 A : Left : MP-Nickel ; Right : HP-Nickel SEM microscopy will be utilized to detect the character of the IMC to see if there are differences between HP-Nickel and MP-Nickel. Bathes were plated at 0 and 3 MTO for that test Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 889 and ageing conditions range from ASR over 250 h, 500 h and 1000 h at 1000°C. The results are displayed in the following figures. Figure 30: SEM cross-section of HP-Nickel at 3 MTO Figure 27: SEM cross-section of MP-Nickel at 0 MTO Both Nickel Systems display a continuous IMC without any defects. There is no clear difference observed between HPNickel and MP-Nickel. To quantify those results in a statistical manner, IMC area and thickness measurements of both Nickel systems are performed. An example of measurement method can be seen in Figure 31. Figure 31: IMC area measurement method Figure 28: SEM cross-section of HP-Nickel at 0 MTO The quality of the IMC is determined by its mechanical bond. Therefore, a higher area is correlated with a better quality of the solder joint reliability. The area will be quantified at three different solder balls at three different positions to achieve significance. Beneath the bath ageing 0 and 3 MTO, also the ASR and 1000h aged condition are compared for both Nickel systems. The quantified results are displayed in Figure 32and Figure 33. Figure 29: SEM cross-section of MP-Nickel at 3 MTO Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 890 Before getting to HSS testing, another aspect of the IMC will be examined. It is common knowledge that in Nickel based IMCs a phosphorus enriched phase occurs – the Ni3P layer. It is also known as “P-rich band”. It occurs as the nickel is dissolving into the solder during heat exposure whereas the phosphor stays in the IMC layer. This P-rich band is assumed to be more brittle than the rest of the IMC. While MP-ENIG exhibits P-contents of approx. 15% in the P-rich band, this value is expected to be higher for HP-ENIG. To check this hypothesis, via EDX a quantitative line scan of the samples was performed (Figure 34). Figure 32: IMC area and thickness measurements, HPNickel Figure 34: Electron Image with line scan measurement of HP-Nickel at 0 MTO For measurement only the elements Ni, Sn and P were checked. The quantitative results normalized in atom-% can be read from Table 9. Table 9: Line scan measurement of HP-Nickel at 0 MTO Figure 33: IMC area and thickness measurements, MPNickel From all conditions, there is no significant difference for HPNickel and MP-Nickel. This leads to the statement that both Nickel Systems display a continuous IMC of comparable area without any defects. The physical abilities of the solder joint of both systems therefore will be further checked via High Speed Shear Testing. The Ni3P layer of HP-Nickel exhibits a P-content of 15,5% on average. Therefore the P-rich band of HP-ENIG is expected to be no higher in P-content than the one of MPENIG. Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 891 However, one difference in the P-rich band is assumed from previous studies: HP-ENIG is showing a higher P-rich band thickness than MP-ENIG. The question arises, whether this would increase its brittleness of the solder joint. If that would be the case, a higher brittleness could be reflected in lower Total Energy (TE) values of HSS testing. Therefore HSStesting was conducted. The shear strength of both Nickel Systems show comparable results. However, when only comparing the aged condition, HP-Nickel shows a better performance (Figure 37). High Speed Shear Testing (HSS) HP-ENIG and MP-ENIG were compared by total energies: Figure 37: Shear Strength (g) after ball attach and 500h at 150°C aging, 50 nm Au This significance is statistically proven with a confidence (0,95Prob < t ) of 0,0250. Like from wetting tests above, this test might give an indication about a superior solder joint reliability performance of HP-Nickel at aged conditions. Figure 35: Analysis of Total Energy (mJ) after ball attach and all aging conditions, 50 nm Au The fracture modes are good for both Nickel Systems at all aging conditions: The Total Energy and therefore ductility of the solder joint is slightly higher for HP-Nickel. Therefore it can be concluded that the brittleness of the solder joint will not increase and therefore the solder joint reliability of ENIG finishes would not decrease by usage of a HP-Nickel. Further, the shear strength of both Nickel systems was derived from HSS testing (Figure 36). Figure 38: Fracture Mode after ball attach and all aging conditions, 50 nm Au Figure 36: Shear Strength (g) after ball attach and all aging conditions, 50 nm Au To summarize the results of soldering and IMC appearance it can be concluded that the thickness of the phosphorus enriched layer plays smaller role for solder joint reliability but the structure of the IMC plays a more significant role. As both, HP- and MP-ENIG show comparable IMCs, their solder joint reliability proven by HSS testing is comparable. At aged conditions HP-ENIG seems to outperform MPENIG. Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 892 Al-wire Bonding Beneath soldering, also Al-wire bonding is an important application for ENIG finishes. Although the gold is expected to play the main role for bonding performance, also the substrate influences bond adhesion. As HP-and MP-Nickel have different crystal structures, a possible influence towards bonding shall be examined. weaknesses of the coating are detected through corrosion spots. Possible reasons for defects lay i.e. in pores or an unsuitable alloy composition. Results of the Kesternich test can be seen in Figure 41 and of NSS test in Figure 42. Figure 39: Pull Strength (g) – all ageing conditions As visible in Figure 39, the pull strength of mid-phosphorous Nickel opposed to high-phosphorous Nickel is comparable. But, when only checked the aged condition, HP Nickel outperforms the MP Nickel (Figure 40). Figure 41: Environmental Corrosion Test: Kesternich (50 nm Au) Both Nickel layer systems exhibit similar results at the as received and aged condition. From that observation could be concluded, that the state of bath ageing does not influence the environmental corrosion resistance. Further, both Nickel layer systems exhibit comparable resistance in Kesternich stress test. First, slight shadowing appears for HP Nickel at 48h stressing, while at 24h for MP-Nickel. However, the significance of that observation would require further testing. Figure 40: Pull Strength (g) after 1000h at 150°ageing This results are of statistical significance with a confidence (0,95Prob < t ) of < 0,0001. Environmental Corrosion Tests Part of the reliability of final finishes is the ability to withstand high humidity containing sulfur dioxides or salt. That applies even more for mobile applications as well as for countries with a high humidity. Resistance agains such influences is measured via Kesternich and NSS test. Both tests exhibit good reproducibility. Via optical inspection Figure 42: Environmental Corrosion Test: NSS (50 nm Au) Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 893 As seen in Kesternich test before, both Nickel layer systems exhibit comparable resistance at their different bath ages 0 vs. 3 MTO. Over all NSS test duration times, HP Nickel exhibits less corrosion spots than MP-Nickel. That difference gets even more significant at longer testing times. At 72 h exposition, already more than 50% of the Pad surface of MP Nickel plated pads is completely corroded. That stage cannot be observed at HP-Nickel plated pads, even not at 144h of environmental exposition. It is therefore concluded, that HPNickel provides better environmental protection than MPNickel. This could be explained with its high phosphorous content which results in an amorphous crystal structure for the nickel diffusion barrier. The crystal structure for Aurotech HP Nickel is amorphous. This eliminates the crystal boundaries along where copper can diffuse into the gold. V) SUMMARY ENIG will remain of major interest for the HDI and multilayer market. This investigation aimed to compare the two ENIG Nickel Systems with either high-phosphorous (HP) or mid- phosphorous (MP) content. Wetting performance, solder joint reliability and bond ability are found to be equal for both Nickel Systems. Major benefits of HP- compared to MP-Nickel detected are a better overall corrosion resistance against both, environmental corrosion and Nickel corrosion. This was explained with differences in layer structure. The crystal structure of HP-Nickel is amorphous. This eliminates the crystal boundaries along where copper can diffuse into the gold. These corrosion resistant properties are beneficial for high humidity environments as well as corrosion resistance during the immersion gold plating. VI) SOURCES [1] The Printed Circuit Report, Prismark Partners Report, 2018. [2] Prismark Printed Circuit Report Q1 2019 [3] IPC- 4552A specification -Performance Specification for Electroless Nickel/Immersion Gold (ENIG) Plating for Printed Boards. [4] R. Nichols; S. Heinemann: The impact of deposition thickness on HSS test results, SMTAi Rosemont, 2017 Proceedings of SMTA International, Sept. 22-26, 2019, Rosemont, IL, USA 894