Харак-ки струи СОЖ и их влияние на процесс шл-я з-го профиля Ст 2017 En
advertisement

inventions
Article
Grinding Fluid Jet Characteristics and Their Effect
on a Gear Profile Grinding Process
Philip Geilert 1, *, Carsten Heinzel 1,2
1
2
*
ID
and André Wagner 1
Stiftung Institut für Werkstofftechnik (IWT), Badgasteiner Strasse 3, D-28359 Bremen, Germany;
heinzel@iwt.uni-bremen.de (C.H.); wagner@iwt-bremen.de (A.W.)
MAPEX Center for Materials and Processes, University of Bremen, Bibliothekstrasse 1,
D-28359 Bremen, Germany
Correspondence: geilert@iwt-bremen.de; Tel.: +49-421-218-51184
Received: 26 September 2017; Accepted: 20 October 2017; Published: 25 October 2017
Abstract: Profile gear grinding is characterized by a high level of achievable process performance and
workpiece quality. However, the wide contact length between the workpiece and the grinding wheel
is disadvantageous for the fluid supply to the contact zone and leads to the risk of locally burning
the workpiece surface. For the reduction of both the thermal load and the risk of thermo-mechanical
damage, the usage of a grinding fluid needs to be investigated and optimized. For this purpose,
different kinds of grinding fluid nozzles were tested, which provide different grinding fluid jet
characteristics. Through a specific design of the nozzles, it is possible to control the fluid flow inside
the nozzle. It was found that this internal fluid flow directly influences the breakup of the coolant
fluid jet. There are three groups of jet breakup (“droplet”, “wave & droplet”, and “atomization”).
The first experimental results show that the influence of the jet breakup on the process performance
is significant. The “wave & droplet” jet breakup can achieve a high process performance, in contrast
to the “atomization” jet breakup. It can therefore be assumed that the wetting of the grinding wheel
by the grinding fluid jet is significantly influenced by the jet breakup.
Keywords: profile gear grinding; grinding fluid; grinding fluid nozzle; jet breakup
1. Introduction and the State of the Art
In grinding processes in general, a high risk of thermo-mechanical damage exists due to the
kinematics of the abrasive grain in the contact zone as well as the large contact area between the
grinding wheel and the workpiece. This can lead to residual tensile stresses and changes in hardness,
which can have a negative effect on the lifetime of the component [1,2]. Especially in profile gear
grinding processes, the large contact area between grinding wheel and workpiece makes it difficult
to supply the grinding fluid to the contact zone. To avoid thermo-mechanical damage, in most cases,
the supply of a grinding fluid is indispensable and typical in industrial applications. Due to a lack of
experience in appropriately supplying grinding fluid in practice, high grinding fluid flow rates are
normally chosen to achieve high process reliability.
Experience has shown that the productivity of the process, workpiece quality, and tool wear can
be influenced not only by the chemical composition of the grinding fluid, but also by the grinding
fluid supply. In addition, large grinding fluid reservoirs are needed when high grinding fluid flow
rates are used, because of the necessary cooling and settling phases of the grinding fluid. Furthermore,
high grinding fluid flow rates and grinding fluid pressures result in a high level of aerosol pollution,
necessitating an exhaust system to ensure the health of the machine operator [3]. Therefore, the aim
should be to reduce the grinding fluid volume without affecting the workpiece quality and the
material removal rate. Thus, a high performance grinding fluid supply becomes particularly important.
Inventions 2017, 2, 27; doi:10.3390/inventions2040027
www.mdpi.com/journal/inventions
Inventions 2017, 2, 27
2 of 11
Consequently, a grinding fluid supply should be developed on the basis of “as much as necessary—as
little as possible” [4–7].
A nozzle contour that is adapted to the profile gear grinding wheel contour can considerably
increase the efficiency of the grinding fluid supply. In addition, the jet velocity and the coherence of
the jet are important in grinding fluid nozzle design. To break through the air belt surrounding the
grinding wheel, an adapted jet velocity is necessary. When the circumferential speed of the grinding
wheel and the velocity of the grinding fluid jet are nearly identical, the wetting of the grinding wheel
increases. In contrast to widening jets, a coherent jet carries less air into the grinding contact zone,
and a larger amount of grinding fluid flows through the grinding contact zone [8]. As a result of these
adjustments, the grinding fluid flow rate can be significantly decreased without any negative effect on
the workpiece surface.
In addition, the nozzle also influences the jet characteristics and the jet breakup in particular.
While studies have been conducted in the research fields of “atomization technology” and “combustion
engines”, focusing on the nozzles and their jet breakup behavior, no research work is known that deals
with grinding fluid nozzles and their influence on both jet breakup and the grinding processes.
2. Research Approach and Objective
The aim of the presented work is to study the influence of the jet breakup on the grinding process.
Therefore, the relationship between the nozzle designs and the jet breakup characteristics is analysed.
Dimensionless numbers like the Ohnesorge number and the Reynolds number are used to classify the
nozzles with regard to their jet characteristics. In a second step, it is attempted to establish a relationship
between these theoretical investigations and the jet breakup characteristics, as well as the influence on
the grinding process. Therefore, a gear profile grinding process is used and the nozzles are compared
with regard to their influence on a thermo-mechanical damage of the workpiece. This should provide
a comprehensive understanding of the relationship between the grinding fluid nozzle design, the jet
breakup, and the grinding process.
The gained scientific knowledge should allow grinding fluid nozzles to be designed for an optimal
wetting of the contact zone in profile grinding. As a result, the performance and energy efficiency of
gear grinding processes can be expected to increase.
3. Materials and Methods
In the following, the theoretical backgrounds for designing grinding fluid nozzles, as well as
the different nozzles used for the experimental investigations are described. This is followed by
a description of the methods used to characterize a fluid jet. Furthermore, the machine and workpiece
used for the grinding experiments are specified, and the micromagnetic test for thermo-mechanical
damage is also introduced.
3.1. Nozzle Designs
A jet, which can normally be described by a cylindrical volume, decays because of the instability
that is driven by capillary forces. This is known, amongst other things, as the Plateau-RayleighInstability. This effect explains how a jet decays into a particle chain as it progresses and breaks apart
until it takes the form with the smallest surface energy, the droplet [9].
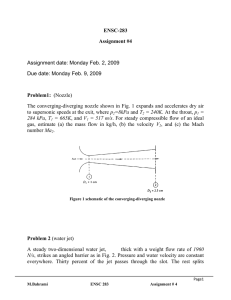
In this context, three dimensionless numbers are important to characterize a fluid jet. In particular,
the jet breakup can be characterized in advance in the Ohnesorge vs. Reynolds number diagram.
The jet breakup can be divided into three fields (“droplet” (a), “wave & droplet” (b), and “atomization”
(c)) (Figure 1) [9,10]. Due to the high jet velocity, the fields (b)] and (c) are of importance for grinding
fluid nozzles.
The Reynolds number (Re) is a dimensionless number that is used to predict the transition from
laminar to turbulent flow.
Inventions 2017, 2, 27
3 of 11
Inventions 2017, 2, 27
=
∙
∙
3 of 11
(1)
: oil density [g/cm³] ρ·v: ·mean
velocity[m/s]
DH
Re =
η
: oil
: hydraulic diameter[mm]
dynamilc viscosity [Pa ∙ s]
(1)
ρ : oil density g/cm3 v : mean velocity[m/s]
The Ohnesorge
number
(Oh) diameter
relates the
viscous
forces
to theviscosity
inertial and
tension forces:
DH
: hydraulic
dynamilc
s]
[mm
] η : oil
[Pa·surface
The Ohnesorge number (Oh) relates the viscous forces√to the inertial and surface tension forces:
ℎ=
=
√
∙ ∙
(2)
η
We
= Re
Oh = √
D H ·ρ·σ
(2)
: oil surface
tension[kg/s²]
σ : oil surface tension kg/s2
Thereby, it provides information about the characterization of the fluid atomization. The lower
Thereby, it number,
providesthe
information
about
the characterization
of theforces.
fluid atomization.
Themost
lower
the Ohnesorge
weaker the
friction
losses due to viscous
This means that
of
the
number,
the weaker
the friction
losses
dueand
to viscous
forces.
means
that
mostthe
of
theOhnesorge
inserted energy
converts
into surface
tension
energy
a droplet
can beThis
formed.
The
higher
the
inserted number,
energy converts
into
surface tension
energy and
a droplet
can be formed.
higher
the
Ohnesorge
the more
dominant
is the internal
viscous
dissipation
and the The
droplet
decays
Ohnesorge
number,
the[9,10].
more dominant is the internal viscous dissipation and the droplet decays into
into smaller
particles
smaller
particles
[9,10].
The
Ohnesorge
number can be expressed as the square root of the Weber number divided by
The Ohnesorge
number
can(2).
be expressed
the square
root of the
Weber
divided
the Reynolds
number
(Equation
The Weberas
number
is described
in terms
ofnumber
the inertia
force, by,
the
Reynolds
number
: The Weber number is described in terms of the inertia force, Fρ ,
divided
by the
surface(Equation
tension, (2).
divided by the surface tension, Fσ :
∙ ²∙
(3)
= Fρ = ρ·v2 · D H
=
(3)
We =
Fσ
σ
Bymeans
means of
of the
the Weber
Webernumber,
number,ititcan
canbe
beevaluated
evaluatedhow
howfar
farthe
thereal
realshape
shapeof
ofaadroplet
dropletdiffers
differs
By
from
a
spherical
shape.
Thereby,
it
is
a
measure
for
the
deformation
of
a
droplet,
which
increases
from a spherical shape. Thereby, it is a measure for the deformation of a droplet, which increases with
with
an increasing
number.
Therefore,
the droplet
will breakup
into
tiny
an
increasing
Weber Weber
number.
Therefore,
the droplet
will breakup
into more
andmore
moreand
tinymore
droplets
droplets
with
an
increasing
Weber
number
[11].
with an increasing Weber number [11].
Ohnesorge vs. Reynolds number diagram
101
10-1
(b) (c)
{1}
(a)
10-1
category
“wave &
droplet”
10-3
101
10-2
10-3
103
103
105
jet breakup characteristics
atomization
wave & droplet
droplet
{2}
{5} {4}
104
category
“atomization”
{3}
105
nozzle types
{1}
{2}
{3}
{4}
{5}
needle nozzle
flat nozzle*
3D printed A
solid stream nozzle*
3D printed B*
*designed and built by IWT
Figure
Figure1.1.Ohnesorge
Ohnesorgevs.
vs. Reynolds
Reynoldsnumber
numberdiagram
diagramand
andjet
jetbreakup
breakupcharacteristics
characteristics(after
(after[10]).
[10]).
Inventions 2017, 2, 27
4 of 11
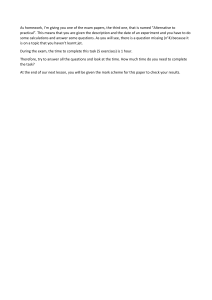
Based on this, grinding fluid nozzles {1–5} were chosen, which have an identical outlet crosssection and therefore provide the same average jet velocities (vjet = 35 m/s) at the outlet for the same
Inventions
2017,
2, 27
4 of 11
flow rates
(Qf =
100
l/min) (Figure 2). For comparison, the reference nozzle {r} was also investigated.
This nozzleBased
represents
the current state of technology in the industrial environment. This nozzle
on2, 27
this, grinding fluid nozzles {1–5} were chosen, which have an identical outlet
Inventions 2017,
4 of 11
differs from
the
nozzles
{1–5} in
the grinding
fluid flowrate
(Qf (v
=jet330
andoutlet
in the
cross-section and therefore
provide
the same average
jet velocities
= 35l/min)
m/s) at the
forjet
thevelocity
Based
on to
this,
grinding
nozzles
werenot
chosen,
havenozzle
an
identical
outlet
(vjet = 12
m/s).
the
low
jet fluid
velocity,
the
jet does
break
up before
it reaches
grinding
same
flowDue
rates
(Q
f =
100 l/min)
(Figure
2). {1–5}
For
comparison,
thewhich
reference
{r} wasthe
also
cross-sectionThis
and therefore
provide the
average
jet technology
velocities (vin
jet =
35 industrial
m/s) at theenvironment.
outlet for the
nozzle represents
the same
current
state of
the
contact investigated.
zone.
samenozzle
flow differs
rates
(Q
f = the
100nozzles
l/min)
(Figure
2).{1–5}
For comparison,
the reference
nozzleand
{r}
was
from
in the
grinding
fluid
flowrate
(Qvs.
f = 330 l/min)
in
thealso
jetdiagram
To This
determine
the positions
for
the{1–5}
nozzles
in the
Ohnesorge
Reynolds
number
investigated.
nozzle
thejetcurrent
state
in theup
industrial
velocity
(vjet = This
12 m/s).
Duerepresents
to the low
velocity,
theofjettechnology
does not break
before itenvironment.
reaches the
and the characteristics of the jet breakup, the dimensionless numbers are calculated. The oil used
This nozzle
differs
from the nozzles {1–5} in the grinding fluid flowrate (Qf = 330 l/min) and in the jet
grinding
contact
zone.
2 , a dynamic viscosity of η = 8.035 Pa·s, and a density of
has a surface
tension
σpositions
=Due
0.03
kg/s
velocity
(vjet = 12of
m/s).
to for
the
low
jet velocity,
does not vs.
break
up before
it reaches
the
To determine
the
the
nozzles
{1–5} inthe
thejet
Ohnesorge
Reynolds
number
diagram
3 . Using the mean velocity and the hydraulic diameter in the nozzle, which are specific
ρ = 0.837
g/cm
grinding
contact zone.of the jet breakup, the dimensionless numbers are calculated. The oil used has
and
the characteristics
To determine
forthe
the
nozzles {1–5}
in theof
Ohnesorge
vs.
diagram
surface
tension
ofthe positions
= 0.03and
kg/s²,
a dynamic
viscosity
= 8.035
PaReynolds
∙ s, andThe
anumber
density
of are
= shown
to eachanozzle,
the Ohnesorge
Reynolds
numbers
are
calculated.
results
and
characteristics
of the velocity
jet breakup,
numbers
arenozzle,
calculated.
used has
0.837
g/cm³.
Using the mean
and the
the dimensionless
hydraulic diameter
in the
whichThe
areoil
specific
to
in Figure
1. the
a surface
of = 0.03
kg/s²,
a dynamic
viscosity
of = 8.035results
Pa ∙ s, are
andshown
a density
of 1.=
nozzle,tension
the Ohnesorge
and the
Reynolds
numbers
are calculated.
in Figure
Foreach
these
settings,
the nozzles
can be classified
into three The
categories.
The needle
nozzle {1},
0.837
g/cm³.
thethe
mean
velocity
the hydraulic
in the nozzle,
whichnozzle
are specific
to
For
theseUsing
settings,
nozzles
canand
be classified
into diameter
three categories.
The needle
{1}, the
the flat nozzle
{2},
and
the
three-dimensional
(3D)
printed
nozzle
A
{3},
which
are
close
to
the area
each
nozzle,
the
Ohnesorge
and
the
Reynolds
numbers
are
calculated.
The
results
are
shown
in
Figure
1.
flat nozzle {2}, and the three-dimensional (3D) printed nozzle A {3}, which are close to the area
“atomization”
the diagram
(category
“atomization”).
The
solid
stream
nozzle
{4}
and
Forinthese
settings,
the
nozzles
can
be“atomization”).
classified into
three
categories.
needle
{1},3D
theprinted
“atomization”
in
the diagram
(category
The
solid
streamThe
nozzle
{4}nozzle
and the
the
3D
nozzle Bprinted
{5}nozzle
arenozzle
in {2},
theBand
area
“wave
& droplet”,
closeprinted
to the
area
“droplet”
(category
“wave
droplet”).
flat
the
A
{3},“droplet”
which
are
close
to“wave
the&area
{5} are
inthree-dimensional
the area
“wave & (3D)
droplet”,
closenozzle
to the
area
(category
&
“atomization”
in generates
the diagram
(category
“atomization”).
Thewith
solid
stream
nozzle
{4}
and
the 3D
droplet”).
The {r}
reference
nozzle
{r} generates
a coherent
jet
breakup
for the
considered
The reference
nozzle
a coherent
jet
with
no breakup
forno
the
considered
conditions
(category
printed
nozzle
B
{5}
are
in
the
area
“wave
&
droplet”,
close
to
the
area
“droplet”
(category
conditions
(category
“coherent
jet”)
at
a
rather
small
jet
velocity
far
below
cutting
speed
v
c. “wave &
“coherent jet”) at a rather small jet velocity far below cutting speed vc .
droplet”). The reference nozzle {r} generates a coherent jet with no breakup for the considered
conditions (category “coherent jet”) at a rather small jet velocity far below cutting speed vc.
Figure
2. Differentconcepts
concepts of
supply
nozzles.
Figure
2. Different
offluid
fluid
supply
nozzles.
3.2. Characterization of Fluid Dynamic Aspects of Grinding Fluid Jets
Figure 2. Different concepts of fluid supply nozzles.
3.2. Characterization of Fluid Dynamic
Aspects of Grinding Fluid Jets
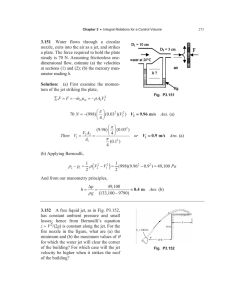
The grinding fluid jet breakup was characterized with the help of high speed photography. A
3.2.
Characterization
of
Dynamic
Aspects
of Grinding Fluid
Jetsthe help of high speed photography.
The
grinding
fluid
jetFluid
breakup
was
characterized
with
camera
was used
to take
high resolution
pictures
(20.2 mega
pixel)
with an extremely short exposure
A camera
was
used
to take
high
resolution
(20.2
mega
pixel)
with
extremely
short exposure
The
grinding
fluid
jet breakup
waspictures
characterized
with
the
help
highan
speed
photography.
A
time.
pictures
were
illuminated
from
behind the
grinding
fluid
jet,of
whereby
a flash
illuminated
was used
toilluminated
take
resolution
pictures
(20.2
mega
pixel)
aneven
extremely
short
exposure
acamera
translucent
glass
platehigh
with
an
exposure
time
ofgrinding
1/60,000
s.with
Thejet,
illumination
ofilluminated
the
time. The
pictures
were
from
behind
the
fluid
whereby
a flash
time. The
pictures
were illuminated
from
behind
the grinding
fluid
jet, whereby
flashofilluminated
background
is
transmitted
the
grinding
fluid
jet. s.
The
pictures
with theatransmitted
light
a translucent
glass
plate
with
anthrough
exposure
time
of 1/60,000
The
even
illumination
the background
a translucent
glass fluid
platejetwith
anknowledge
exposure to
time
of 1/60,000
s. The
even
illuminationnamely
of the
through
the grinding
allow
be gained
regarding
the jet
characteristics,
is transmitted through the grinding fluid jet. The pictures with the transmitted light through the
background
through theofgrinding
fluidand
jet.the
Thejetpictures
the 3).
transmitted light
the
widening is
of transmitted
the jet, the distribution
the droplets,
breakupwith
(Figure
grindingthrough
fluid jet
knowledge
to beknowledge
gained regarding
the
jet characteristics,
namely namely
the widening
theallow
grinding
fluid jet allow
to be gained
regarding
the jet characteristics,
of the jet,thethe
distribution
of the
thedistribution
droplets, and
jet breakup
3). (Figure 3).
widening
of the jet,
of thethe
droplets,
and the(Figure
jet breakup
Figure 3. Measurement setup for high-speed photography.
Figure 3. Measurement setup for high-speed photography.
Figure 3. Measurement setup for high-speed photography.
Inventions
2017,
2, 27
Inventions
2017,
2, 27
of 11
5 of5 11
The impact pressure of the grinding fluid jet was measured using a high resolution piezoelectric
The impact
pressure
of the grinding
fluid
was measured
using awas
highdetermined
resolution by
piezoelectric
sensor
(measuring
tip diameter:
1.0 mm).
Thejetdistribution
of pressure
moving
sensor
(measuring
tip
diameter:
1.0
mm).
The
distribution
of
pressure
was
determined
by
moving
the sensor through the grinding fluid jet (Figure 4, bottom right). A flow-optimized cover (Figure
4,
thetop
sensor
thethe
grinding
fluid
jetmeasurement
(Figure 4, bottom
right).
A flow-optimized
cover
(Figure 4,
right)through
redirected
jet behind
the
area, so
that no
deflected fluid could
influence
measurement.
These
allow for a area,
bettersounderstanding
of the
distribution
and thethe
topthe
right)
redirected the
jet measurements
behind the measurement
that no deflected
fluid
could influence
size of the droplets
inside the jet. allow
Thus it
to review the of
category
of jet breakup
forsize
the of
measurement.
These measurements
forisapossible
better understanding
the distribution
and the
nozzles.
the droplets inside the jet. Thus it is possible to review the category of jet breakup for the nozzles.
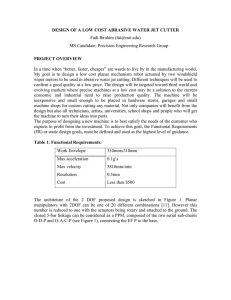
Figure
4. 4.
Experimental
repeatabilityfor
forimpact
impactpressure
pressure
measurement.
Figure
Experimentalsetup,
setup,scanning
scanningprogram
program and repeatability
measurement.
The sensor scanned the grinding fluid jet ten times on one line and measured the force at
The sensor scanned the grinding fluid jet ten times on one line and measured the force at several
several measuring points. The error bars indicate the min–max values (Figure 4, bottom left) and
measuring points. The error bars indicate the min–max values (Figure 4, bottom left) and show
show reproducible results. In addition to the distribution of pressure, the time sequences were
reproducible results. In addition to the distribution of pressure, the time sequences were analyzed and
analyzed and it was possible to obtain knowledge about the regularity and the height of the impact
it was possible to obtain knowledge about the regularity and the height of the impact pressure of the
pressure of the droplet chain.
dropletThe
chain.
energy efficiency of the nozzles is evaluated with the static pressure within the pipe
The
efficiency
the nozzles
is evaluated
with the static
within
the pipe
directly
directlyenergy
in front
of theofnozzle.
The pressure
is measured
withpressure
a calibrated
digital
pressure
in front
of the nozzle.
The
pressure
is measured
with aofcalibrated
transmitter.
The used
silicon
sensor
has a resolution
0.1 bar. digital pressure transmitter. The used
silicon sensor has a resolution of 0.1 bar.
3.3. Grinding Process
3.3. Grinding Process
In the profile grinding experiments, pre-machined case-hardened gears were machined on a
In grinding
the profile
grinding
experiments,
pre-machined
case-hardened
gearsof
were
machined
on a gear
gear
machine
(KAPP
KX 500 FLEX),
which enabled
the machining
gears
with a diameter
grinding
machine
(KAPP
KX
500
FLEX),
which
enabled
the
machining
of
gears
with
a
diameter
of up to 500 mm as well as a module from m = 0.5 to 10 mm with conventional and superabrasive of
uptools
to 500
mm 5).
as well as a module from m = 0.5 to 10 mm with conventional and superabrasive
(Figure
tools (Figure
5).
The workpieces
are helical gears. These gears are characterized by 47 teeth, a normal module of
are
helical
These
gears areangle
characterized
module
mnThe
= 4.5workpieces
mm, a bevel
angle
of βgears.
= −16.55°,
a pressure
of α = 24°, by
and47a teeth,
width aofnormal
b = 65 mm.
The of
◦
◦
material
is
AISI
5120
and
the
gears
are
case-hardened
and
blast-cleaned.
The
gears
have
a
hardness
mn = 4.5 mm, a bevel angle of β = −16.55 , a pressure angle of α = 24 , and a width of b = 65 mm.
718 HV is
and
a case
Chdcase-hardened
of 1.13 mm. and blast-cleaned. The gears have a hardness
Theofmaterial
AISI
5120hardness
and the depth
gears are
of 718 HV and a case hardness depth Chd of 1.13 mm.
Inventions 2017, 2, 27
Inventions 2017, 2, 27
6 of 11
6 of 11
Inventions 2017, 2, 27
6 of 11
Figure 5.
5. Experimental
Experimental setup
setup for
for grinding
grinding tests.
tests.
Figure
Figure 5. Experimental setup for grinding tests.
For the micromagnetic test to characterize the thermo-mechanical impact on the ground tooth
ForFor
thethe
micromagnetic
test
thermo-mechanical impact
impacton
onthe
the groundtooth
tooth
micromagnetic
testtotocharacterize
characterizethe
flanks, the
Stresstech
measuring
device
RollscantheR thermo-mechanical
300 and the Stresstech NC
unitground
GearScan 500
flanks,
the the
Stresstech
measuring
device
Rollscan
R 300
andand
the the
Stresstech
NC NC
unitunit
GearScan
500 500
were
flanks,
Stresstech
measuring
device
Rollscan
R 300
Stresstech
GearScan
were used (Figure 6). These instruments enable a fully automatic testing of the gear. Hereby, a
used
(Figure
These 6).
instruments
enable a fully
automatic
of the
gear.of
Hereby,
a sensor
moves
were
used6).(Figure
These instruments
enable
a fully testing
automatic
testing
the gear.
Hereby,
a
sensor moves by means of NC-controlled axes on previously programmed tracks along the tooth
sensor of
moves
by means of
NC-controlled
axes
on previously
programmed
tracksflank.
alongBarkhausen
the tooth
by means
NC-controlled
axes
on previously
programmed
tracks
along the tooth
flank. Barkhausen noise was analyzed at the center of the right tooth profile. This automatic
flank.
was of
analyzed
the center
theautomatic
right tooth
profile. Thisallows
automatic
noise
wasBarkhausen
analyzed at noise
the center
the rightattooth
profile.ofThis
measurement
a high
measurement allows a high reproducibility in comparison to manual tests.
measurement
allows
a
high
reproducibility
in
comparison
to
manual
tests.
reproducibility in comparison to manual tests.
Figure
GearScan500
500ininuse
useand
andmeasurement
measurement parameters.
Figure
6. 6.GearScan
parameters.
Figure 6. GearScan 500 in use and measurement parameters.
4. Results and
Discussion
4.
4. Results
Results and
and Discussion
Discussion
As
explained
below,
the fluid
dynamic
investigations
provide
a characterization
fluid
As
explained
below,
the
dynamic
investigations
provide
a characterization
of of
fluid
jetsjets
and
Astheir
explained
below,
thefluid
fluid
dynamic
provide
a characterization
of fluid
jets
and
breakup.
Furthermore,
the
grindinginvestigations
experiments show
the impact
of the jet characteristics
their
breakup.
Furthermore,
the
grinding
experiments
show
the
impact
of
the
jet
characteristics
on
the
andontheir
breakup.
Furthermore,
the
grinding
experiments
show
the
impact
of
the
jet
characteristics
the grinding process.
grinding
process.
on the grinding process.
Characterization of Fluid Jets and Their Breakup
4.1.4.1.
Characterization
of Fluid Jets and Their Breakup
4.1. Characterization of Fluid Jets and Their Breakup
Through the use of the above-described high-speed photography, the fluid jets of the different
Through the use of the above-described high-speed photography, the fluid jets of the different
Through
the
use of the above-described
high-speed photography,
jets of
theofdifferent
nozzles
were
characterized.
A standardized measurement
of the length ofthe
thefluid
coherent
part
the jet
nozzles were characterized. A standardized measurement of the length of the coherent part of the jet
nozzles
characterized.
A standardized
of fluid
the length
of the
coherent
partlengths,
of the jet
lcoherentwere
before
atomization makes
it possiblemeasurement
to compare the
jets. The
results
for these
which
are the
average lengths
measurements
of each
nozzle,
areThe
shown
in Figure
7. lengths,
lcoherent
before
atomization
makesofitnine
possible
to compare
the fluid
jets.
results
for these
which are the average lengths of nine measurements of each nozzle, are shown in Figure 7.
Inventions 2017, 2, 27
7 of 11
lcoherent before atomization makes it possible to compare the fluid jets. The results for these lengths,
Inventions
27
7 of 11
which
are2017,
the 2,average
lengths of nine measurements of each nozzle, are shown in Figure 7.
Figure 7. Characterization of fluid supply nozzles—coherent jet lengths.
Figure 7. Characterization of fluid supply nozzles—coherent jet lengths.
The jets of the needle nozzle {1}, the flat nozzle {2}, and the 3D printed nozzle A {3} decay within
The jets of the needle nozzle {1}, the flat nozzle {2}, and the 3D printed nozzle A {3} decay within
aashort
shortlength.
length.The
Thethree
threevalues
valuesfor
forthe
thecoherent
coherentlength
lengthare
aresimilar
similarto
toeach
eachother,
other,as
aswell
wellas
asthe
thevalues
values
in
the
Ohnesorge
vs.
Reynolds
number
diagram
are
closely
matched.
The
dark
areas
in
the
photos
in the Ohnesorge vs. Reynolds number diagram are closely matched. The dark areas in the photos
show
showmany
manytiny
tinydroplets,
droplets,which
whichadsorb
adsorbthe
thelight
lightofofthe
theilluminated
illuminatedbackground.
background.This
Thisobservation
observation
points
out
that
the
three
nozzles
are
comparable
with
regard
to
their
position
in
the
points out that the three nozzles are comparable with regard to their position in the Ohnesorge
Ohnesorge vs.
vs.
Reynolds
number
diagram
and
generate
an
“atomization”
jet
breakup.
This
might
be
due
to
the
high
Reynolds number diagram and generate an “atomization” jet breakup. This might be due to the high
turbulence
thethe
nozzle
outlets,
which
is caused
by theby
high
inside the
nozzles.
turbulencedirectly
directlyat at
nozzle
outlets,
which
is caused
themean
highvelocity
mean velocity
inside
the
The
solid
stream
nozzle
{4}
and
the
3D
printed
nozzle
B
{5}
have
inner
designs
with
optimized
flow
nozzles. The solid stream nozzle {4} and the 3D printed nozzle B {5} have inner designs with
characteristics,
significantly
reduce
the turbulence
theturbulence
nozzle outlet.
This
can explain
the
optimized flowwhich
characteristics,
which
significantly
reduceatthe
at the
nozzle
outlet. This
results
for
the
longer
coherent
lengths
of
these
two
nozzles.
For
the
evaluation
of
the
coherent
lengths,
can explain the results for the longer coherent lengths of these two nozzles. For the evaluation of the
only
the respectively
lower
outlet was analysed,
as defects
in the 3D-printing
outlet of
were
coherent
lengths, only
the respectively
lower outlet
was analysed,
as defects of
in the
the upper
3D-printing
the
upper outlet were determined for the 3D printed nozzle B {5} (these defects result in a short coherent
length for the upper outlet). The results again reflect the relationship between the positions in the
Re-Oh-diagram, which are comparable for both nozzles {4} and {5}, and the coherent jet lengths for
this category.
Inventions 2017, 2, 27
8 of 11
determined for the 3D printed nozzle B {5} (these defects result in a short coherent length for the
upper outlet). The results again reflect the relationship between the positions in the Re-Oh-diagram,
Inventions 2017, 2, 27
8 of 11
which are comparable for both nozzles {4} and {5}, and the coherent jet lengths for this category.
Apart the jet characteristics, the nozzles influence the measured pressure in the pipe directly in front
Apart the jet characteristics, the nozzles influence the measured pressure in the pipe directly in
offront
the nozzle
a constant
flow rate
(Figure
For the
a pressure
of pnozzleof=p13.8
bar is
of the for
nozzle
for a constant
flow
rate 7).
(Figure
7). needle
For thenozzle
needle{1}
nozzle
{1} a pressure
nozzle =
measured,
for 3D
printedfor
nozzle
B {5} a pressure
= 5.7 bar
measured.
nozzle {2}–{4}
13.8 bar iswhereby
measured,
whereby
3D printed
nozzle Bof
{5}pnozzle
a pressure
of pisnozzle
= 5.7 barThe
is measured.
are
between
these
values.
These
pressure
values
correlate
in
inverse
manner
with
the
coherent
lengths.
The nozzle {2}–{4} are between these values. These pressure values correlate in inverse manner with
These
different power
in the
nozzlespower
generate
a corresponding
turbulence
which correlates
the coherent
lengths.drops
These
different
drops
in the nozzles
generateflow,
a corresponding
with
the jet break
turbulence
flow,up.
which correlates with the jet break up.
ItItcan
the five
five nozzles
nozzles {1–5}
{1–5}can
canbebeclassified
classifiedinto
into
two
categories
canbe
besummarized
summarized that the
thethe
two
categories
“atomization”
and the
theresults
resultsfor
forthe
thecoherent
coherent
lengths
matches
with
“atomization”and
and“wave
“wave &
& droplet”,
droplet”, and
jetjet
lengths
matches
with
thisthis
observation.For
Forthe
the
category
“wave
& droplet”
greater
values
for coherent
the coherent
length
can
be
observation.
category
“wave
& droplet”
greater
values
for the
length
can be
reached
reached
than
for the category
“atomization”.
than
for the
category
“atomization”.
Besidesthe
theoptical
optical jet
jet characteristics,
characteristics, the
nozzles
differ
significantly
Besides
thefluid
fluidjets
jetsofofthe
thedifferent
different
nozzles
differ
significantly
fromeach
eachother
otherwith
withregard
regard to
to the
the temporal
The
impact
pressure
waswas
from
temporalcourse
courseofofthe
theimpact
impactpressure.
pressure.
The
impact
pressure
measured
for
a
nozzle
of
each
category.
The
results
of
the
measurement
for
the
reference
nozzle
{r} {r}
measured for a nozzle of each category. The results of the measurement for the reference nozzle
(category
“coherent
jet”),
as
well
as
for
the
needle
nozzle
{1}
(category
“atomization”)
and
the
solid
(category “coherent jet”), as well as for the needle nozzle {1} (category “atomization”) and the solid
streamnozzle
nozzle{4}
{4}(category
(category “wave
“wave &
& droplet”)
stream
droplet”) are
areshown
shownininFigure
Figure8.8.
ljet = 90 mm
vjet = 35 m/s
piezoelectric
sensor
probe
wave & droplet
vjet = 35 m/s
{r}
Min
3,65 mN
min - Max
max = 3.65
mN
2σ
1,18 mN
2σ
= 1.18
mN
time t [s]
category “atomization“
needle nozzle
2
5
{1}
, mN
min - max = 11.46
3,76 mN
== 3.76
mN
2σ
2σ
1
5
0
5
1
5
2
time t [s]
impact pressure pimp [N/mm²]
category “coherent jet“
reference nozzle
impact pressure pimp [N/mm²]
impact pressure pimp [N/mm²]
vjet = 35 m/s
*designed and built by IWT
atomization
category “wave & droplet“
solid stream nozzle*
{4}
min - max
Min
Max = 34.73
34,73 mN
mN
2σ
8,93 mN
== 8.93
time t [s]
Figure
of the
thefluctuations
fluctuationsininimpact
impactpressure
pressure
different
breakups.
Figure8.8.Characterization
Characterization of
forfor
different
jet jet
breakups.
Thereference
referencenozzle
nozzle {r}
{r} shows
shows the
pressure.
This
is due
to the
lowlow
The
the lowest
lowestfluctuations
fluctuationsininimpact
impact
pressure.
This
is due
to the
velocityand
andthe
thecoherent
coherent jet.
jet. Despite
flow
rate
and
thethe
jet jet
velocity
of of
jetjetvelocity
Despitethe
theequal
equaland
andconstant
constantfluid
fluid
flow
rate
and
velocity
the
solid
stream
nozzle
{4},
as
well
as
the
needle
nozzle
{1},
the
solid
stream
nozzle
{4}
shows
the
the solid stream nozzle {4}, as well as the needle nozzle {1}, the solid stream nozzle {4} shows the most
most significant fluctuations in impact pressure. This can be explained by the distribution of the
significant
fluctuations in impact pressure. This can be explained by the distribution of the droplets,
droplets, which is also shown in high-speed photos. The solid stream nozzle {4} generates a
which is also shown in high-speed photos. The solid stream nozzle {4} generates a comparably long
comparably long coherent grinding fluid jet that decays in the transitional area into relatively large
coherent grinding fluid jet that decays in the transitional area into relatively large droplets, which
droplets, which generates a greater impact pressure fluctuations than small ones. The fluid jet of the
generates a greater impact pressure fluctuations than small ones. The fluid jet of the needle nozzle
needle nozzle {1} shows an “atomization” breakup of the jet close to the nozzle outlet. The resulting
{1} shows an “atomization” breakup of the jet close to the nozzle outlet. The resulting small droplets
small droplets are distributed evenly and therefore generate only minimal fluctuations, as well as a
are
distributed
evenlypressure.
and therefore generate only minimal fluctuations, as well as a relatively low
relatively
low impact
impactThe
pressure.
results show that grinding fluid nozzles not only have an impact on the widening of the jet
as a function of jet velocity and flow rate, but also affect the jet breakup, the distribution of the
droplets, and therefore the fluctuations in impact pressure.
Inventions 2017, 2, 27
9 of 11
The results show that grinding fluid nozzles not only have an impact on the widening of the jet as
a function of jet velocity and flow rate, but also affect the jet breakup, the distribution of the droplets,
and therefore the fluctuations in impact pressure.
Inventions 2017, 2, 27
9 of 11
4.2. Grinding Technology
4.2. Grinding Technology
Different grinding fluid nozzles were applied that show different jet characteristics (“coherent
Different grinding fluid nozzles were applied that show different jet characteristics (“coherent
jet”, “wave & droplet” and “atomization”). In order to compare these types of nozzles, a grinding
jet”, “wave & droplet” and “atomization”). In order to compare these types of nozzles, a grinding
process was developed that was tested three times with the reference nozzle {r} to determine the
process was developed that was tested three times with the reference nozzle {r} to determine the
reproducibility.
ForFor
a practical
process
and aand
fastareaching
of the of
process
limit, the
gears
machined
reproducibility.
a practical
process
fast reaching
the process
limit,
thewere
gears
were
without
pre-grinding
in
eight
strokes
and
with
a
depth
of
cut
a
of
50
µm
in
each
case.
The
dressing
e
machined without pre-grinding in eight strokes and with a depth of cut ae of 50 µm in each case.
The
conditions
preciselywere
adjusted
to the requirements,
so that
an increasedso
thermo-mechanical
load
dressing were
conditions
precisely
adjusted to the
requirements,
that an increased
of the
surface layer could
after
grinding
a few gear
gaps.
The results
thermo-mechanical
loadbeofachieved
the surface
layer
could only
be achieved
after
grinding
only a for
fewthis
gearreference
gaps.
process
are
shown
in
Figure
9.
The results for this reference process are shown in Figure 9.
Figure
Barkhausennoise
noiseand
andspindle
spindle power
power for the
Figure
9. 9.
Barkhausen
the reference
referencegear
geargrinding
grindingprocess.
process.
The courses of the spindle power in all three of the repetitions are similar to each other, and the
The courses of the spindle power in all three of the repetitions are similar to each other, and the
courses of the Barkhausen noise analysis are also closely matched. Hence, the repetition trials verify
courses of the Barkhausen noise analysis are also closely matched. Hence, the repetition trials verify
the reproducibility of the process. In order to compare the grinding fluid supply conditions for the
the reproducibility of the process. In order to compare the grinding fluid supply conditions for the
six nozzles, the limit for the thermo-mechanical damage were compared using Barkhausen noise.
sixTherefore,
nozzles, the
damagefor
were
using Barkhausen
noise.
the limit
limit for
for the
the thermo-mechanical
thermo-mechanical damage
the compared
reference process
was determined
Therefore,
theetching.
limit for
the thermo-mechanical
damage
for the reference
process wasnoise
determined
with
with nital
When
the nital etching indicates
grinding
burn, the Barkhausen
value MP
nital
etching.
When
the
nital
etching
indicates
grinding
burn,
the
Barkhausen
noise
value
MP
exceeds
3
exceeds 60. For the reference process, a specific removed material volume V′W of 345 ± 15 mm /mm
3
60.was
Forremoved
the reference
specific
beforeprocess,
this limitahad
been removed
reached. material volume V’W of 345 ± 15 mm /mm was
removed
beforeonthisthe
limit
had been reached.
Based
above-described
grinding process, as well as the method to detect
Based on the above-described
grindingnozzles
process,were
as well
as the method
to detect
thermo-mechanical
damage, all discussed
analyzed.
The values
for thethermo-mechanical
specific removed
damage,
all
discussed
nozzles
were
analyzed.
The
values
for
the
specific
removed
material
V’W ,
material volume V′W, before thermo-mechanical damage occurs, for each nozzle are shownvolume
in Figure
10. thermo-mechanical damage occurs, for each nozzle are shown in Figure 10.
before
Inventions 2017, 2, 27
Inventions 2017, 2, 27
10 of 11
10 of 11
Figure 10.
10. Grinding
Grindingtests—Influence
tests—Influence of
of the
the jet
jet breakup.
breakup.
Figure
Using
the reference
referencenozzle
nozzle{r},{r},
a specific
removed
material
volume
of =V′345
W = 345 ± 153mm3/mm
Using the
a specific
removed
material
volume
of V’W
± 15 mm /mm was
was
reached.
result
canattributed
be attributed
tomuch
the much
higher
grinding
flowrate
f = 330 l/min)
reached.
ThisThis
result
can be
to the
higher
grinding
fluidfluid
flowrate
(Qf =(Q
330
l/min) and
and
the coherent
the of
nozzles
of the“atomization”
category “atomization”
“wave
& droplet”,
a
the coherent
jet. Forjet.
the For
nozzles
the category
and “wave &and
droplet”,
a significant
lower
significant
lower
grinding
fluid
flowrate
of
Q
f = 100 l/min and a higher jet velocity of vjet = 35 m/s was
grinding fluid flowrate of Qf = 100 l/min and a higher jet velocity of vjet = 35 m/s was adjusted which
adjusted
which
corresponds
to the
speed
vc.nozzle
With the
the flat
{2},
corresponds
to the
cutting speed
vc . cutting
With the
needle
{1}, needle
the flat nozzle
nozzle {1},
{2}, and
the nozzle
3D printed
3 V′W
and
theA3D
nozzle
A {3} (category
“atomization”),
a specific
removed
volume of
nozzle
{3}printed
(category
“atomization”),
a specific
removed material
volume
of V’material
W = 311–349 mm /mm
3/mm was achieved. The highest specific removed material volume
3
=was
311–349
mm
of
V′
W = 415–436
achieved. The highest specific removed material volume of V’W = 415–436 mm /mm was reached
3
mm
was reached
with the“wave
nozzles
ofdroplet”.
the category
“wave of
and
ofwith
the
with/mm
the nozzles
of the category
and
The results
thedroplet”.
grinding The
tests results
correlate
grinding
testslengths
correlate
with
coherent
lengthspositions
of the jets
andOhnesorge
the calculated
positionsnumber
in the
the coherent
of the
jetsthe
and
the calculated
in the
vs. Reynolds
Ohnesorge
vs.
Reynolds
number
diagram.
A
longer
coherent
jet
leads
to
a
higher
specific
removed
diagram. A longer coherent jet leads to a higher specific removed material volume. This might be due
material
volume.
might
be due
to for
a better
wetting
of the grinding
wheel
for a “wave
to a better
wettingThis
of the
grinding
wheel
a “wave
and droplet”
jet breakup.
In conclusion,
forand
the
droplet”
jet
breakup.
In
conclusion,
for
the
optimized
grinding
fluid
supply
versus
the
reference
optimized grinding fluid supply versus the reference fluid supply, the specific removed material volume
fluid
supply, thebe
specific
removed
can {5}
significantly
increased
to 26%//436
can significantly
increased
(up to material
26%//436volume
mm3 /mm
to 345 mm3be
/mm
{r}) with(up
a simultaneous
3
3
mm
/mmof{5}
345 mm
/mm
{r})
with
a simultaneous
decrease
of to
the330
grinding
fluid
rate
decrease
thetogrinding
fluid
flow
rate
(reduction
of 70%//100
l/min {5}
l/min {r}).
For flow
a reduced
(reduction
of
70%//100
l/min
{5}
to
330
l/min
{r}).
For
a
reduced
grinding
fluid
flow
rate
(100
l/min),
grinding fluid flow rate (100 l/min), an appropriate inner design of the nozzle alone can lead to an increase
an
appropriate
inner designbyofup
thetonozzle
alone
lead{5}
toto
an311
increase
in the{1}).
process performance by
3 /mm
in the
process performance
40% (436
mmcan
mm3 /mm
3
3
up to 40% (436 mm /mm {5} to 311 mm /mm {1}).
5. Conclusions and Outlook
5. Conclusions and Outlook
In the fluidic investigations conducted in this study, the grinding fluid jet and the jet breakup
the fluidic investigations
conducted in
this study, the
fluid jet and
jet breakup
wereIncharacterized
by means of high-speed
photography.
Thegrinding
impact pressure
was the
analyzed
using
were
characterized
by
means
of
high-speed
photography.
The
impact
pressure
was
analyzed
using
a
a high resolution piezoelectric senor. The grinding trials showed the impact of the jet characteristics on
high
resolution
piezoelectric senor. The grinding trials showed the impact of the jet characteristics
the grinding
process.
on theThe
grinding
process.
grinding fluid jet characteristics considered here were divided into three different categories
The grinding
fluid& jet
characteristics
considered depending
here were on
divided
into three
different
“coherent
jet”, “wave
droplet”,
and “atomization”,
the grinding
fluid
nozzle.
categories
“coherent
jet”, “waveshould
& droplet”,
andbe“atomization”,
depending
the grinding
fluid
The different
jet characteristics
already
taken into account
when on
designing
a grinding
nozzle.
The
different
jet
characteristics
should
already
be
taken
into
account
when
designing
a
fluid nozzle. The jet characteristics and breakup have a significant influence on how much of the
grinding
fluid
nozzle.
jet characteristics
and breakup have
a significant
on how
much
workpiece
volume
can The
be removed
before thermo-mechanical
damage
occurs. influence
With a higher
jet quality,
of the workpiece volume can be removed before thermo-mechanical damage occurs. With a higher
jet quality, namely a breakup that is more “wave & droplet” than “atomization”, a higher specific
removed material volume can be achieved by up to 40%.
Inventions 2017, 2, 27
11 of 11
namely a breakup that is more “wave & droplet” than “atomization”, a higher specific removed
material volume can be achieved by up to 40%.
Further investigations using high-speed photography are planned to consider the interaction
between the grinding fluid jet and the rotating grinding wheel for different types of jet breakup.
This should deliver a better knowledge of the interaction and the efficient disposal of grinding fluid
on the wheel and within the contact zone leading to a better grinding performance. In addition,
the previous knowledge should be transferred to other grinding processes with higher grinding wheel
circumferential speeds and complex contact conditions.
Acknowledgments: The IGF-research project 18204/N of the FVA—Forschungsvereinigung Antriebstechnik
e.V.—was part of the program Industrielle Gemeinschaftsforschung und—entwicklung (IGF) and was supported
by the German Federal Ministry for Economics and Technology (BMWi) via the Industrial Cooperative Research
Associations (AiF). The authors express their sincere thanks to the collaborating industrial partners for the support
of this research.
Author Contributions: Philip Geilert and André Wagner conceived and designed the experiments; Philip Geilert
performed the experiments and analyzed the data; André Wagner and Carsten Heinzel contributed to the analysis
and the interpretation of results.
Conflicts of Interest: The authors declare no conflict of interest.
References
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
Brinksmeier, E.; Heinzel, C.; Meyer, L. Coolant supply conditions and their effect on the workpiece surface
layer in grinding. Prod. Eng. Res. Dev. Ann. WGP 2001, 8, 9–12.
Webster, J.A.; Cui, C.; Mindek, R.B., Jr. Grinding fluid application system design. CIRP Ann. 1995, 44, 333–338.
[CrossRef]
Rowe, W. 8-Application of Fluids. In Principles of Modern Grinding Technology, 2nd ed.; William Andrew
Publishing: Boston, MA, USA, 2014.
Kirsch, B. The impact of contact zone flow rate and bulk cooling on the cooling efficiency in grinding
applying different nozzle designs and grinding wheel textures. CIRP J. Manuf. Sci. Technol. 2017, 18, 179–187.
[CrossRef]
Webster, J.; Brinksmeier, E.; Heinzel, C.; Wittmann, M.; Thöns, K. Assessment of grinding fluid effectiveness
in continuous-dress creep feed grinding. CIRP Ann. 2002, 51, 235–240. [CrossRef]
Wittmann, M.; Heinzel, C.; Brinksmeier, E. Evaluating the efficiency of coolant supply systems in grinding.
Prod. Eng. Res. Dev. Ann. WGP 2004, 11, 39–42.
Meyer, L.; Heinzel, C.; Brinksmeier, E. Analysis and optimization of coolant supply conditions in grinding.
Prod. Eng. Res. Dev. Ann. WGP 2005, 12, 27–30.
Cui, C. Experimental Investigation of Thermofluids in the Grinding Zone. Ph.D. Thesis, University of
Connecticut, Fairfield, CT, USA, 1995.
Li, D. Encyclopedia of Microfluidics and Nanofluidics; Springer: New York, NY, USA, 2008.
Ohnesorge, W.V. Die bildung von tropfen an düsen und die auflösung flüssiger strahlen. J. Appl. Math. Mech.
1936, 16, 355–358. [CrossRef]
Oertel, H. Prandtl—Führer Durch die Strömungslehre—Grundlagen und Phänomene, 13th ed.; Springer Vieweg:
Karlsruhe, Germany, 2012.
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access
article distributed under the terms and conditions of the Creative Commons Attribution
(CC BY) license (http://creativecommons.org/licenses/by/4.0/).