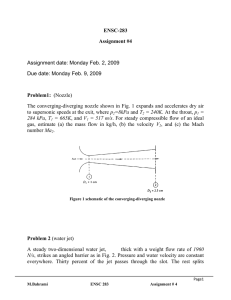
Optimization of a Cooling System: the Cooling of Pilgered Seamless Tubes W. E. Carscallen, J. Jeswiet (2), P. H.Oosthuizen Received on January 19,1994 Summary. This paper describes the design of a cooling system for Pilger Rolling. The design changed a turbulent flow regime (a mist) t o a laminar one with an improved method of delivery. Also, the new design led t o production improvements and increased capabilities in the company; for instance: increased production rates 110-20%1, with an increase in quality; extended tool life [mandrel and rollers], hence less downtime and increased productivity; increased consistency in the product, hence less quality problems and rework; significant improvements in the production environment - cleaner air in the factory. Keywords: Cooling, Rolling, Pilgering Introduction The Pilger Rolling process, sometimes called Pilgering, is used t o produce high quality seamless steel tubing; usually for the chemical and power generation industries. The North American Market alone is worth 200-250 million dollars per year (1, 2). Large reductions can be achieved in Pilger Rolling but only with concomitant large forces and heat generation during plastic forming (3). As with many other forming processes, the cooling system in Pilger Rolling is relatively primitive and provides an opportunity for improvement t o the process. The improvement in the environment alone gave more than enough justification t o claim the project a success. In this case it was an unexpected but positive result, and although it was not a requirement in the original project specifications, the improvement created a more comfortable environment for production personnel and also decreased production costs because precautions necessary t o prevent environmental pollution could be decreased. Indeed, environmental factors increasingly affect competitiveness worldwide (4) including the redesign of processes: in this case the coolant part of the process. The Problem. Manufacturers operating metal forming machines have found it is necessary t o design systems that will run faster and longer while maintaining a high quality in order t o remain competitive and survive in today's market. In forging machines it is important t o keep equipment cleaning problems t o a minimum, t o increase the period between cleaning operations, and t o decrease the amount of cleaning that is needed. More efficient cooling methods are replacing old "coffee can" methods t o assure proper protection of equipment and increase productivity. In tandem with the necessity t o increase productivity is the need t o decrease environmental pollution. This can be done by reducing the amount of coolant Annals of the ClRP Vol. 43/7/7994 used in the process and decreasing the dispersal of the coolant in the environment. Cold Pilgering Mills are forming machines which presently have limited output due t o excessive overheating of the internal mandrel. Indirect cooling of the internal mandrel is necessary due t o the small contact area involved in the process. Process heat affects the coolant - "burns it" - and causes cleaning problems, thereby causing quality problems and reducing productivity. Excessive heating of the coolant, due t o poor heat transfer, also decreases tool life hence increasing production costs. The problem, as posed by the company, was t o construct a rigidly mounted nozzle capable of directing oil flow t o a specific area of the pilger mill working section. Therefore the initial objective of this project was t o improve the cold pilgering mill tool and workpiece cooling system. The Pilgering Mill, in this case, rolls stainless steel seamless tube. The Process. The Cold Pilgering Mill i s a two-high mill with non-uniform radius rolls. The roll stand moves back and forth over hollow tubing which has an internal mandrel within (5, 6 ) .The mandrel (plug), which is held in position by a bar fixed t o the end of a drawbench, controls the internal diameter and surface finish. Figure 1 shows a mill cross section and examples of plugs ( 6 ) ;the mill oscillates periodically, in a reciprocal manner, over the tube and mandrel at 240 cycles per minute. Typical tube sizes are 13.0 mm outside diameter with a wall thickness of 0.40 mm (2). The reduction usually achieved in one pass is 85%. No direct cooling of the internal mandrel is possible due t o extremely high loading and the small diameter of the mandrel. The cooling is usually accomplished by supplying coolant t o the external surface of the workpiece in a spraying manner as shown by Roberts (7). This kind of cooling involves the turbulent flow of a mixture of air and coolant and the flow is not really directed t o a specific location. The exter223 nal coolant is usually a mineral oil with E.P. additives in the case of stainless steel (6). The mandrel has coolant applied t o it before insertion into the tubing prior t o rolling and thus is the same as the external coolant. The temperature is a major consideration because in the start o j stroke 1 ' lower rol] Tube rolling section 8 the nozzle t o target distance must be 200mm or more. Solution. Proper die cooling is not accomplished b y guesswork. It must be planned in advance during the die design stage. However this is often not the case, as with this installation. The method of delivery was an important requirement and flow calculations could be made and the results, obtained from changing the cooling rkgime, could be easily observed. Because of the high fluid viscosity, 200 t o 400 mm2/s, the flow was laminar. Also, recent advances in convective heat transfer modelling have shown that excellent cooling can be achieved from a heated surface with a single phase jet involving a concentrated, single phase, laminar flow (8, 9, 10) where all the lubricant is delivered t o a precise target area. By directing the fluid t o a specific target area the volume of coolant needed should also be lower. L e n d of stroke Figure 1. Pilger Rolling. Lubrication System Design General Nozzle Design Considerations. The coolant design problem can be considered in several parts; these include: boundary areas it can be as high as 3OO0C and will have an affect upon product quality, production rate and tool wear. The boundary conditions are unknown (5). In the Pilger mill used in this study, the application of cooling oil t o the roll/tube interface, before redesigning the coolant nozzle, was accomplished by flooding the area with t w o streams of oil at a total rate of 300 I/min; one stream at the entrance and one stream at the exit. The coolant was delivered via a crude arrangement of copper tubing and primitive nozzles which were prone t o migrate from their position because of mill vibrations and operators trying t o improve the .cooling. The workpiece material in this case is austenitic stainless steel, a high nickel content stainless steel. The coolant has a kinematic viscosity of 200 t o 400 mm2/s. Because improved cooling could increase production rates the mill engineers decided t o investigate t o possibility of improving the cooling system. The design requirements were: h o w the coolant will be delivered? via a general spray or a directed jet; is a turbulent or laminar flow needed? the space available for positioning of the nozzle configuration and how t o deliver the fluid from the nozzle t o the area of cooling; a geometry question. the losses that can be expected in the nozzle; this is for pump requirements. the distance lubricant jet must travel horizontally from the nozzle exit t o the target where cooling is needed. the number of jets needed t o cover the cooling area efficiently; this concerns flow rates. the environmental considerations; an increasingly important question. the maximum coolant flow that can be achieved with minimal oil misting; related t o the environment. the economic factors; lubricant cost versus volume needed. t o increase the cooling rates thereby allowing the production rates t o be increased. to fix the nozzles so that they could not be tampered with. have concentric cooling on the deformation area. The effectiveness of any coolant system depends upon the method of delivery, which inherently includes the nozzle configuration and design; therefore this was the area t o which attention was addressed. Initial design requirements for the nozzle, as listed previously, were twofold: first, t o direct the lubricating oil, with a steady flow, a t 8 8 8 224 the external surface of the tube where unit loading pressures were the highest; second, t o maintain this direction, while eliminating direction changes due t o equipment vibration and repositioning by operators. Due t o the high viscosity of the coolant the flow was, by necessity, laminar. Without careful nozzle design, the flow leaving the nozzle may be laminar but not steady and thus can cause the jet t o break d o w n leading t o droplet formation and dispersion. To avoid disintegration of the jet in the atmosphere the flow must be made as steady as possible before entering the atmosphere. This can be done by accounting for all potential losses in the nozzle and by accelerating the flow over an appropriate length. Also the orifice must be designed so that the minimum shear occurs a t the jet wall (1 1). Shear at the jet wall causes it t o disintegrate before it strikes the target area. Detailed Nozzle Design Considerations. There are four important parts t o the internal nozzle design (12); these are: 1. the contraction ratio, which contributes t o damping the unsteadiness of the flow. 2. the plenum size, which also plays a part in damping unsteady flow. 3. preventing the occurrence of the vena contracta by smoothing the entrance of the nozzle. 4. the length of the nozzle which ensures that there is no radial pressure gradient. For the first part of the problem, the space available for the nozzles was restrictive as can be seen in figure 2. This gave rise t o the following possibilities for the nozzle arrangement: t o have the nozzles move with the rolls; t o have an annular nozzle arrangement around the tube; t o completely change the philosophy of cooling and spray everywhere. It was decided to position a 360' nozzle around the inlet tube guide as shown in figure 2. The nozzle was t o be fixed and designed t o produce a flow which would envelope the tube. It would also have inserts which could be interchanged for different sized tube. A laminar flow and not a spray was desired for reasons already stated. For the second step, the problem is t o keep the flow laminar and stable so that when the jet enters the air it remains stable and contiguous as it is delivered t o the targeted cooling surface. This part of the analysis can be considered in t w o sections. First as the coolant enters the nozzle it must be accelerated, then secondly, all flow unsteadiness must be eliminated before passing through the orifice to become a laminar jet flow. For the acceler- I .*- ...-m-I-zrf\ 1.6rnm x 4.76rnrn '. I nozzle I Figure 2. An illustration of the nozzle with a 360' ring of square jet orifices. ation of the fluid, the bulk analysis of the annular contraction, is analogous t o the flow between parallel plates and the following relations apply: dP --dx dT and t-- P d U 'where dY dy P a pressure, T P shear in the flow, p P dynamic viscosity, unvelocity of the flow, x n coordinate parallel t o flow direction, y e coordinate perpendicular t o flow direction. The velocity u and the pressure P of the flow are governed by equations of motion and continuity. For the most efficient nozzle ring design one with the lowest losses - a simple one dimensional analysis can be carried out t o determine losses. From Schlichting ( 1 31, one can find there are three pressure drops which have an effect upon the internal flow in the nozzle: (i) the drop associated with the entrance loss, Ap-0.05- P P 2 (ii) the loss due t o acceleration of fluid while 2 becoming a developed flow, Ap-1.11 2 (iii)the loss associated with laminar flow and hydraulicallysmooth boundaries, Ap---P P U 2 0 2 Adding these losses for a simple nozzle, one , then obtains: HL-hcnnoracc+hdcwlopingflow+hrsoulclcngth where H, is the total head loss in the nozzle. A n acceptable exit oil flow symmetry of the nozzles indicates that the circumferential pressure gradients are much less than the radial pressure gradients. 225 Results The first design was based upon a numerical study of the stability of laminar flow in square ducts by Tatsumi and Yoshimura (1 4). It was based upon: one target area along the length of the tube; a laminar flow with Re = 60; six rectangular oil jets, each produced by a 1.6 mm by 4.76 mm nozzle; a lo:? contraction ratio in the radial nozzle in which flow acceleration occurred - see figure 2. This configuration produced a smooth, thin film laminar flow, 1.6 mm thick, over the tube surface as illustrated in case 1 of figure 3. Also, once the flow became attached t o the tube surface it remained a thin film for 60 mm after which it would disintegrate. However, due t o the reciprocating motion of the Pilger Rolls, the jets had t o be targeted at more than one zone t o gain increased cooling. The jets were aimed a t three target areas t o improve the cooling. This led t o a modified solution with three sets of square nozzles, but this assembly was too bulky and did not fit the mill. The obvious solution was t o use smaller round nozzles in a circular ring around the entry zone of the tube. Calculations show the exit area of the nozzle, with 18 nozzles, should be flow quantity -18n-D 2 flow velocity 4 from which the approp- riate drill diameter can be found. It must be noted that using round holes also simplified the manufacture of the nozzles considerably; the cutting of the square ducts in the nozzle ring had created a difficult problem in machining. The three target areas are located 50 mm from each other along the tube length. Each target zone has a cone angle associated with it as shown in the figure 3. The final jet configuration is shown in figure 4. One final consideration is the need t o compensate for gravity and hence droop in the liquid jet trajectory. From calculation and then by empirical fine tuning it was found that all oil ports had t o be drilled with an upward tilt angle of 2.5 degrees t o achieve proper attachment of the flow along the tube. See figure 4. Upon contact with the tube, each round jet immediately became a 1.6 mm thick laminar f l o w layer upon the tube surface. Figure 3 illustrates t w o cases of actual jets produced by t w o of the nozzles. In both cases the centreline of each jet has been traced from photographs of actual flows; this has been done because of poor lighting conditions which gave photographs of poor quality. Case 1 shows the rectangular jets for the first nozzle; the six jets that were used in the first design. T w o points of attachment can be observed. The rate of cooling was not high enough for 226 point of attachment CASE 1 Figure 3. Illustrations of laminar flow jet centrelines, showing nozzle cone angles and nozzle tilt angles. Case 1 : 6 rectangular jets attaching t o the tube surface with only one target zone. Case 2: 18 circular jets attaching t o the mandrel surface in a thin film; there are three target zones (A, B and C) 50 mm apart. EXIT VIEW A B NOZZLE CONE ANGLES 5.16, 3.94, 3.18 DEGREES NOZZLE T I L T ANGLE 2.5 DEGREES Figure 4. The final nozzle design. A indicates nozzles aimed at zone A, B indicates nozzles aimed at zone B, etc. There are six nozzles per zone and three zones 50 mm apart. this case and it was increased by changing t o a design which consisted three sets of six jets, each set targeted t o a specific area on the tube. The concentric nozzles were all located in a ring, which contained a total of 18 jets. The point of attachment of the jets can be observed in case 2. The flow remained a thin film for more than 60 mm along the surface once attachment of the oil t o the tube surface was achieved. Cooling rates for case 2 were much higher as measured by thermocouples placed on the surface of the tubes a t the exit of the Pilgering process. From an environmental and oil usage point of view, the flow rate was reduced from 300 Vmin t o 3 0 I/min; the oil flow was reduced t o 10% of the amount required previously giving an added economic advantage. This appeared t o provide sufficient cooling because the internal surface finish of the stainless steel tubing was improved. There was a concomitant 10% t o 20% increase in production rate due t o improved cooling of the system. The oil mist from the mill in the process area was reduced significantly and this result in itself made the project an unqualified success. The life of the mandrels has also been extended leading t o longer production periods between mandrel changes. Conclusions The environmental impact of the pilger rolling process was substantially reduced by improving the cooling system with a properly designed nozzle which was not an afterthought but designed specially for this forming system. The nozzle design for this cooling system is state of the art and shows h o w proper consideration of the nozzle cooling system can lead t o significant improvements such as: . . . flow rates have been reduced t o 10% of the original rates. production rates have been increased by 10%t o 20% with a properly designed cooling system. increased efficiency has lead t o reduction in cost of operating the system, for instance a reduction in downtime. Although the mill personnel have not provided quantitative data regarding the tube quality and operation of the cooling system, they say the nozzles are working extremely well and the tube quality has increased and is more consistent. There has been a corresponding reduction in rework of tubes. Because of the success of this project a heat transfer model of the process is now being developed. Acknowledgements The authors wish to acknowledge the support of NRC and NSERC. References The Economist, April 6, 1991, p 69. Teed D.E. and Tarasuk W.R., 1988, "Structure of the CANDU Fuel Bundle". CNS International Symposium. 3. Hum1 P. & Fogelholm R., "Optimization of Cold Rolling of Precision Tubes". 1993, CIRP, 42/1/1993: 283. 4. Owen J. "Environmentally Conscious Manufacturing". Manufacturing Engineering, 1993, October: 44. 5. Lange K., 1985, "The Handbook of Metal Forming", McGraw-Hill. 1 9 8 3 , " T r i b o l o g y in 6. S c h e y J., Metalworking", ASM. 7. Roberts W.L., 1978, "Cold Rolling of Steel", Marcel Dekker. 8. Bankoff S.G.,1990, "Dynamics and Stabili t y of Thin Heated Liquid Films", Transactions of ASME, vol 112, Aug.: 538 9. Stevens J. & Webb B.W., 1991, "Local Heat Transfer Coefficients Under an Axisymmetric, Single-Phase Liquid Jet", Journal of Heat Transfer, February, vol 1 1 3: p 71. 10. Wolf D.H., Viskanta R., & lncropera F.P., 1 990, "Local Convective Heat Transfer From a Heated Surface t o a Planer Jet of Water with a Nonuniform Velocity Profile", Journal of Heat Transfer, vol 1 1 2: p 899. 1 1. Shell Flow Meter Eng'g Handbook, 1968, Waltman, Den Haag, Netherlands. 12. Hayes W. & Tucker H., Private communications, NRC Research labs, Montreal Rd, Ottawa, Ontario, Canada. 13. Schlichting H., 1968, "Boundary-Layer Theory", McGraw-Hill. 14. Tatsumi T. & Yoshimura T., 1990, "Stability of Laminar Flow in a Rectangula'r Duct", Journal of Fluid Mechanics, vol 212: p 437. 1. 2. @ @ @ Q 227