Diseño de un intercambiador de calor coraza Albeiro Galvis USBCTG 2015
advertisement

DISEÑO DE UN INTERCAMBIADOR DE CALOR CORAZA Y TUBOS PARA
OPTIMIZAR EL MARGEN DE REFINACIÓN EN LA UNIDAD DE DESTILACIÓN
COMBINADA DE LA REFINERÍA DE CARTAGENA (RCSA)
ALBEIRO GALVIS DIAZ
DANILO DE JESÚS PACHECO ZUÑIGA
UNIVERSIDAD SAN BUENAVENTURA CARTAGENA
FACULTAD DE INGENIERIA, ARQUITECTURA, ARTES Y DISEÑO
INGENIERIA QUIMICA
2014
1
DISEÑO DE UN INTERCAMBIADOR DE CALORCORAZA Y TUBOS PARA
OPTIMIZAR EL MARGEN DE REFINACIÓN EN LA UNIDAD DE DESTILACIÓN
COMBINADA DE LA REFINERÍA DE CARTAGENA (RCSA)
ALBEIRO GALVIS DIAZ
DANILO DE JESÚS PACHECO ZUÑIGA
Trabajo de grado presentado como requisito para optar al título de Ingeniero
Químico
TUTORES
ING. ADALBERTO MATUTE THOWINSON
ING. RODRIGO RICARDO PAREDES
UNIVERSIDAD SAN BUENAVENTURA CARTAGENA
FACULTAD DE INGENIERIA, ARQUITECTURA, ARTES Y DISEÑO
INGENIERIA QUIMICA
2014
2
Nota de aceptación
----------------------------------------
----------------------------------------
----------------------------------------
--------------------------------------Presidente del jurado
--------------------------------------Jurado
--------------------------------------Jurado
Cartagena de Indias D.T. Y C.
3
DEDICATORIA.
Dedico este triunfo primero a DIOS que fue el que dirigió mi carrera durante estos
cinco años y el cual fue el motor que me impulsaba a seguir adelante pese a todas
las adversidades que se presentaban durante el transcurrir de los semestres.
También dedico este triunfo a mi familia que por medio de su aporte hicieron
posible que mi carrera diera frutos. A mi madre que con esfuerzo y dedicación
logro hacer de su hijo una persona establecida en la vida cultivándola con toda la
educación y valores que en mis años de vida pudo inculcarme. A mi padre que
durante en el transcurso de mi vida estuvo al pie de mis metas y logros,
impulsándome a seguir adelante.
A mis hermanos que en el transcurso de la carrera me apoyaron cada uno de los
pasos que daba.
DANILO PACHECO ZÚÑIGA
4
DEDICATORIA.
Dedico este triunfo a DIOS por protegerme y acompañarme durante
toda la vida y en especial en los momentos difíciles.
A toda mi familia por brindarme su apoyo, en especial a mis padres por su
comprensión incondicional y la oportunidad de prepararme profesionalmente.
A todos mis compañeros y amigos que hasta la fecha siempre han
estado a mi lado en las buenas y malas.
A todos los profesores que han aportado un granito de
sus conocimientos para prepararme profesionalmente
y hacer de mí una mejor persona.
ALBEIRO GALVIS DIAZ
5
CONTENIDO
Pág.
1.
PROBLEMA DE INVESTIGACIÓN………………………………………
15
1.1
1.2
1.3
1.4
1.4.1
1.4.2
PLANTEAMIENTO DEL PROBLEMA.....................................................
FORMULACION DEL PROBLEMA………………………………………..
JUSTIFICACION……………………………………………………………..
OBJETIVOS…………………………………………………………………..
Objetivo General……………………………………………………………..
Objetivos Específicos………………………………………………………..
15
16
16
18
18
18
2.
MARCO DE REFERENCIAL……………………………………................ 19
2.1
ANTECEDENTES INVESTIGATIVOS………………………………….....
2.2
MARCO TEORICO…………………………………………………………..
2.2.1
Petróleo……………………………………................................................
2.2.1.1 Destilación Atmosférica del Petróleo………………………………………
2.2.1.2 Productos de la Destilación Atmosférica…………………………………..
2.2.1.3 Destilación Al Vacío………………………………………………………....
2.2.1.4 Productos de Destilación al Vacío……………………………………........
2.2.2
Inspección e Integridad de Equipos Industriales....................................
2.2.2.1 Análisis de fallas....................................................................................
2.2.3
Transferencia de Calor………………………………………………………
2.2.3.1 Transferencia de Calor por Conducción…………………………………..
2.2.3.2 Transferencia de Calor por Convección…………………………………
2.2.3.3 Transferencia de Calor por Radiación……………………………………
2.2.4
Intercambiadores de Calor…………………………………………………
2.2.5
Tipos de Intercambiadores de Calor……………………………………….
2.2.5.1 Intercambiadores de Calor Según la Trayectoria de los Fluidos………
2.2.5.2 Intercambiadores de Calor Según su Función………………………..
2.2.5.3 Intercambiadores de Calor según sus Características de Construcción
2.2.6
Intercambiadores de Calor de Coraza y Tubos………………………….
2.2.6.1 Designación Según TEMA …………………………………………………
2.2.7
Componentes de un Intercambiador de Calor de Coraza y Tubos…….
2.2.7.1 Tubos…………………………………………………………………………
2.2.7.2 Coraza o Casco……………………………………………………………...
2.2.7.3 Cabezales…………………………………………………………………...
2.2.7.4 Cabezales Estacionarios o Fijos…………………………………………..
2.2.7.5 Cabezales Posteriores……………………………………………………..
2.2.7.6 Deflectores o Bafles…………………………………………………………
2.2.7.7 Barras de soporte ……………………………………………………………
2.2.7.8 Espejo o Placa para tubos …………………………………………………
2.2.7.9 Bridas…………………………………………………………………………
2.2.7.10 Boquillas……………………………………………………………………..
6
19
20
20
21
23
23
24
26
26
26
27
28
28
29
29
29
32
33
34
34
36
36
37
39
39
40
42
44
44
45
45
2.2.8
2.2.8.1
2.2.8.2
2.2.8.3
2.2.9
2.3
2.4
Clasificación de los Intercambiadores de Coraza y Tubos…………….
Intercambiador de Calor tipo U…………………………………………...
Intercambiador de Calor Cabezal Fijo……………………………………
Intercambiador de Calor Cabezal Flotante………………………………
Métodos de Diseño de Intercambiadores de Calor……………………
MARCO LEGAL…………………………………………………………….
MARCO CONCEPTUAL…………………………………………………...
46
46
47
49
50
51
51
3
DISEÑO METODOLOGICO………………………………………………..
53
3.1
3.2
3.3
3.4
3.4.1
3.4.2
3.5
3.6
3.6.1
3.6.2
3.7
3.8
TIPOS DE INVESTIGACIÓN……………………………………………..
TIPO DE DISEÑO ADOPTADO ………………………………………….
ENFOQUE ADOPTADO…………………………………………………...
TECNICAS DE RECOLECCIÓN DE LA INFORMACIÓN……………..
Fuentes Primarias………………………………………………………….
Fuentes Secundarias………………………………………………………
HIPOTESIS………………………………………………………………….
VARIABLES…………………………………………………………………
Variables Dependientes……………………………………………………
Variables Independientes………………………………………………….
OPERACIONALIZACIÓN DE LAS VARIABLES………………………
PROCESAMIENTO DE LA INFORMACIÓN…………………………….
53
53
4.
DISEÑO DEL INTERCAMBIADOR DE CALOR………………………… 56
4.1
4.2
4.3
4.4
4.5
4.6
4.7
ANALISIS DE RESULTADO DE ENCUESTA……………………………
ANALISIS FUNCIONAL DE OPERABILIDAD (HAZOP)………………..
DISEÑO PRELIMINAR TERMICO DEL INTERCAMBIADOR…………
DISEÑO PRELIMINAR HIDRAULICO DEL INTERCAMBIADOR……
REPORTES DE DISEÑO DE INTERCAMBIADOR DE CALOR…….
TABLA COMPARATIVA DEL EXCEL Y EL HTRI…………………….
PRESUPUESTO DEL INTERCAMBIADOR DE CALOR………………..
5
CONCLUSIONES…………………………………………………………… 81
6
RECOMENDACIONES……………………………………………………..
83
REFERENCIAS……………………………………………………………..
84
53
54
54
54
54
55
55
55
55
55
56
57
60
69
74
76
80
ANEXOS……………………………………………………………………... 86
7
LISTA DE TABLAS
Tabla 1.Fracciones obtenidas en la destilación atmosférica……………….
Pág.
20
Tabla 2.Fracciones obtenidas al vacío……………………………………......
21
Tabla 3.Descripción de tipos de coraza……………………………………....
35
Tabla 4.Resumen de aplicaciones de cabezal estacionario………………..
37
Tabla 5.Resumen de aplicaciones de cabezales posteriores………………
39
Tabla 6.Resumen de cálculos térmicos……………………………………….
65
Tabla 7. Resumen de cálculos hidráulicos…………………………………….
69
8
LISTA DE GRAFICAS
Pág.
Grafica 1.Tendencia valorativa de la encuesta………………………………
53
Grafica 2. Diagrama de tendencia porcentual de la encuesta……………..
54
9
LISTA DE FIGURAS
Pág.
Figura 1.Torre de destilación atmosférica……………………………………
20
Figura 2. Torre de destilación al vacío……………………………………….
23
Figura 3. Transferencia de calor por conducción……………………………
25
Figura 4. Transferencia de calor por convección…………………………….
26
Figura 5. Intercambiador de calor de flujo paralelo………………………….
28
Figura 6. Intercambiador de calor en contracorriente……………………….
29
Figura 7.Intercambiador de calor de flujo cruzado…………………………..
29
Figura 8.Intercambiador de calor de paso simple y múltiple paso…………
30
Figura 9. Intercambiador de calor regenerativo y no regenerativo…………
31
Figura 10.Intercambiador de coraza y tubos…………………………………
32
Figura 11.Nomenclatura TEMA…………………………………………….....
33
Figura 12.Componentes de un intercambiador de calor de coraza……….
34
Figura 13.Arreglo o Disposición de los tubos………………………………..
35
Figura 14.Tipos de coraza……………………………………………………..
36
Figura 15.Cabezal tipo bonete…………………………………………………
36
Figura 16.Corte de bafle o deflector…………………………………………..
41
Figura 17.Orientación de los bafles en la coraza……………………………
41
Figura 18.Barras de soporte…………………………………………………...
41
Figura 19.Espejo para haz de tubos…………………………………………..
42
Figura 20.Bridas..........................................................................................
43
10
Figura 21.Ubicación de las brindas……………………………………………
43
Figura 22.Tipos de boquillas para cabezales………………………………..
44
Figura 23.Intercambiador de tubos en U……………………………………..
45
Figura 24.Intercambiador de cabezal fijo……………………………………..
46
Figura 25.Intercambiador de cabezal Flotante………………………………
47
Figura 26.Configuración y número de tubos del diseño seleccionado……
75
Figura 27.Dimensionamiento de compones de diseño seleccionado……..
76
Figura 28.Intercambiador de calor en 3D de diseño seleccionado………..
76
11
LISTA DE ABREVIACIONES
ASME
Sociedad Americana de Ingenieros Mecánicos
LMTD
Diferencia de Temperatura Media Logarítmica
NTU
Número de Unidades de Transferencia
TEMA
Asociación de Fabricantes de Intercambiadores Tubulares
URC
Unidad de Ruptura Catalítica
UDC
Unidad de Destilación Combinada
MVGO
Gasóleo Mediano de Vacío
12
LISTA DE ANEXOS
Pág.
Anexo A. Presupuesto…………………………………………………………..
81
Anexo B. Imágenes de intercambiador PS-E-8A…………………………...
81
Anexo C. Nomenclatura TEMA…………………………………………………
84
Anexo D. Factor de corrección de temperatura para intercambiador 1-2…
85
Anexo E. Coeficientes globales para intercambiadores de calor…………..
85
Anexo F. Dimensionamiento de tubo para intercambiador de calor……….
86
Anexo G. Conductividad térmica de tubos para intercambiadores de calor
87
Anexo H. Factores de Obstrucción…………………………………………….
88
Anexo I. Numero de tubos ¾ para intercambiadores de calor con arreglo
cuadrado…………………………………………………………………………
88
Anexo J. Numero de tubos ¾ para intercambiadores de calor con arreglo
triangular …………………………………………………………………………
89
Anexo K. Diámetro Equivalente para tubos de intercambiadores de calor
89
Anexo L. Factor de fricción……………………………………………………..
90
Anexo M. Criterios de ubicación de los fluidos en el intercambiador………
90
Anexo N. Conductividad térmica de hidrocarburos…………………………..
91
Anexo O. Factor de velocidad por los cabezales……………………………
91
Anexo P. Viscosidad de agua…………………………………………………..
92
Anexo Q. Dimensionamiento de tubos de intercambiador seleccionado…
93
Anexo R. Datos de tuberías de acero al carbono…………………………….
94
13
Anexo S. Espesores para tubos para intercambiadores de calor…………
94
Anexo T Viscosidad de líquidos……………………………………………….
96
Anexo U. Conductividad de tuberías...………………………………………..
98
Anexo V. Encuesta………………………………………………………………
98
14
DISEÑO DE UN INTERCAMBIADOR DE CALOR CORAZA Y
TUBOSPARA OPTIMIZAR EL MARGEN DE REFINACIÓN EN LA
UNIDAD DE DESTILACIÓN COMBINADA DE LA REFINERÍA DE
CARTAGENA (RCSA)
1.
PROBLEMA DE INVESTIGACIÓN
1.1 PLANTEAMIENTO DEL PROBLEMA
La Unidad de Destilación Combinada (UDC) de la Refinería de Cartagena está
diseñada para procesar 80000 BPD de crudo con una gravedad API entre 24.5 y
27.5, el cual es fraccionado a través de los procesos de destilación atmosférica y
destilación al vacío. En la sección atmosférica se producen las siguientes
corrientes: Gases de cima que se envían hacia la producción de gas combustible,
nafta virgen que se envía hacia la producción de gasolina, Jet kerosene o
combustible de aviación, diésel, gasóleo atmosférico y crudo reducido, este último
se envía como carga a la sección de vacío, siendo fraccionado para obtener
gasóleo liviano, gasóleo pesado y brea virgen que se envía como carga a la unidad
de Viscorreductora1.
En operación normal, la producción total de gasóleo son aproximadamente 20000
BPD y está compuesta por gasóleo atmosférico, gasóleo liviano de vacío y gasóleo
pesado de vacío, la cual se divide en dos corrientes: una parte se envía como
carga caliente hacia la unidad de ruptura catalítica (URC) y la otra se envía para su
almacenamiento en tanques luego de pasar por el intercambiador de calor PS-E8A.
Sin embargo, ante la salida de servicio de la URC , sea por alguna perturbación
operacional o para su mantenimiento programando se requiere suspender la carga
caliente hacia esta unidad y se debe enviar la producción total de gasóleo hacia
tanque, incrementándose la carga térmica sobre el intercambiador PS-E-8A, lo cual
ocasiona que la corriente de gasóleo a la salida del PS-E-8A supera la temperatura
de almacenamiento seguro hacia tanque establecida en 180°F, lo cual se
constituye como una condición de alto riesgo desde el punto de vista de seguridad
de proceso. Lo anterior, considerando una potencial voladura del techo del tanque
debido a la generación de vapores de gasóleo y posible vaporización del agua
arrastrada en el gasóleo en caso de superarse su temperatura de ebullición de
212°F.
1
REFINERIA DE CARTAGENA S.A Manual de la Unidad de Destilación Combinada.
15
Como una acción de mitigación para mantener la operación segura de la unidad de
destilación combinada, se hace necesario disminuir el flujo de crudo (carga de
crudo) para reducir la producción de gasóleo y poder alcanzar la temperatura de
180°F a la salida del PS-E-8A. Esta reducción del flujo de carga ocasiona una
degradación económica afectando el margen de refinación.
De tal forma, en el presente proyecto se propone Diseñar un intercambiador de
calor coraza y tubos para optimizar el margen de refinación en la Unidad de
Destilación Combinada de la Refinería de Cartagena (RCSA) que operara en
paralelo con el intercambiador PS-E-8A, el cual permitirá que se procese los 80000
BPD de carga de crudo establecidos en el diseño de la unidad de destilación
combinada y asumir la carga térmica para el almacenamiento seguro del gasóleo.
1.2
FORMULACIÓN DEL PROBLEMA
¿Qué parámetros técnicos, operativos, seguridad y económicos se requieren para
diseñar un intercambiador de calor de coraza y tubos para el enfriamiento de
gasóleo en la unidad de destilación combinada de la refinería de Cartagena?
1.3
JUSTIFICACIÓN
El desarrollo industrial exige eficiencia y eficacia en los procesos para evitar
pérdidas económicas y humanas , causadas generalmente por los disturbios
operacionales y tipos de riesgos que se presentan a diario, éstos se potencializan
al llevar a cabo actividades que no cumplen con las especificaciones tanto del
diseño de la planta como las estipuladas en los manuales de procesos , por lo
tanto es necesario enfocarse en el mejoramiento continuo para minimizar o evitar
impactos negativos que coloquen en riesgo el patrimonio económico y humano de
la organización .
De acuerdo a lo establecido anteriormente es importante siempre tener en cuenta
la operatividad, mantenimiento e inspección de los equipos industriales, ya que en
estos recae gran parte de la responsabilidad del funcionamiento económico y
flexible de la planta, por tal razón influyen en un mejor aprovechamiento de la
energía térmica del proceso, permiten evitar el paro de la planta en forma
frecuente y por periodos de tiempo prolongados.
En la unidad de destilación combinada de la refinería de Cartagena se presenta
una falla en el intercambiador de calor PS-E-8A utilizado para el enfriamiento de
gasóleo producto de las torres de destilación (atmosférica y vacío) debido a que el
equipo no está diseñado para procesar flujos mayores cuando se presentan
condiciones de mantenimiento o parada de la unidad de ruptura catalítica (URC),
también influenciado por el deterioro del equipo (ensuciamiento, corrosión,
problemas mecánicos etc.) , lo cual evita cumplir con las condiciones de
enfriamiento para el almacenamiento del gasóleo especificadas a una temperatura
16
de 180 °F en los tanques, Como una acción de prevención para mantener la
operación segura en la unidad de destilación combinada (UDC) se hace necesario
disminuir el flujo de crudo para reducir la producción de gasóleo y alcanzar la
temperatura de salida de 180 °F en el intercambiador de calor PS-E-8A , además
de esta problemática se genera un riesgo severo de explosión de los tanques de
almacenamiento por presurización causado por los vapores del gasóleo o por
vaporización del agua arrastrada en la corriente del producto cuando la
temperatura alcanza los límites de 212 °F punto de ebullición del agua, por estos
motivos es necesario diseñar e instalar un intercambiador de calor de coraza y
tubos que permita alcanzar el procesamiento de la carga total de gasóleo
(atmosférico, vacío y viscorreducción)y de igual manera alcanzar el procesamiento
de la carga de refinación de crudo a la cual se encuentra diseñada la unidad de
destilación combinada (UDC), por lo tanto la implementación de este proyecto
permitirá asumir la carga térmica de la corriente de gasóleo enviada hacia tanque
ante la salida de servicio de la unidad de ruptura catalítica(URC), asegurando la
continuidad de la operación de la unidad de destilación combinada de manera
segura sin requerir la disminución del flujo de carga, esto se verá reflejado en el
aumento en un 6.6% equivalente a 5000 BPD sobre la carga actual que
corresponde a 75000 BPD para un procesamiento total de 80000 BPD que es lo
requerido para mejorar las proyecciones económicas de la unidad de destilación
combinada de la refinería de Cartagena.
Con el diseño e instalación del intercambiador de calor en la unidad de destilación
combinada de la refinería de Cartagena se facilitara la operación en la planta
incrementando de forma considerable la carga del crudo, se mantendrá la
integridad energética en el tren de precalentamiento lo que facilita la contribución
ambiental según las proyecciones que tiene la empresa en este aspecto , además
evitando riesgos que generen fallas operativas y posibles accidentes , por lo cual
es considerable la viabilidad proyecto teniendo en cuentalo mencionado
anteriormente, También considerando que tanto el tiempo de investigación, de
implementación y de recuperación de la inversión son mínimos en comparación
con las ganancias que tendrá con la implementación del intercambiador de calor
de coraza y tubos , por lo cual se tiene considerado que la inversión será
recuperada entre 2 a 4 meses basados en un aumento considerable de la
producción en un 6% de la carga actual de crudo, el tiempo de implementación
aproximadamente se estima entre 1 a 3 meses, por lo tanto refleja que en cuestión
de tiempo es sumamente favorable porque se verá un cambio positivo en un corto
plazo.
El presente proyecto pertenece a la línea de ingeniería de procesos acorde a los
objetivos del programa de Ingeniería Química, de igual manera acorde con los
objetivos de la Universidad de San Buenaventura y su compromiso social,
considerando indispensable la búsqueda de proyectos que propongan una solución
17
práctica a la problemática socio ambiental2. Por lo tanto se propone la ejecución
de este proyecto sobre el Diseño de un intercambiador de calor coraza y tubos
para optimizar el margen de refinación en la Unidad de Destilación Combinada de
la Refinería de Cartagena (RCSA).
1.4
OBJETIVOS
1.4.1 Objetivo General
Diseñar un intercambiador de calor coraza y tubos para optimizar el margen de
refinación en la Unidad de Destilación Combinada de la Refinería de Cartagena
(RCSA).
1.4.2 Objetivos Específicos
Diagnosticar la condición actual del sistema de enfriamiento de gasóleo en la
unidad de destilación combinada.
Proponer una alternativa de diseño que cumpla con la carga térmica de la
corriente de gasóleo
especificada en el manual de proceso para su
almacenamiento seguro.
Validar el diseño del intercambiador de calor mediante un software especializado.
Seleccionar los componentes de diseño y materiales del intercambiador de calor
mediante las normas TEMA/ASME para la industria petrolera.
Establecer los costos de fabricación, beneficios económicos, operativos y de
seguridad del proyecto.
2
UNIVERSIDAD DE SAN BUENAVENTURA. Proyecto Educativo Bonaventuriano, Bogotá D.C., Colombia, 2007,
p. 43.
18
2.
MARCO REFERENCIAL
2.1 ANTECEDENTES INVESTIGATIVOS
Las investigaciones desarrolladas o existentes respecto al diseño de
intercambiadores de calor para el enfriamiento de gasóleo en refinerías no son
específicas para esta temática, pero cabe resaltar que se han desarrollado muchas
investigaciones de diseño y construcción de intercambiadores de calor para una
variedad de aplicaciones tanto en la refinería como industrias químicas que han
permitido mejorar la operatividad, economía y seguridad , también proyectos
orientados a necesidades académicas ; entre estas investigaciones se encuentran
las siguientes :
Fonseca Picón Laura Andrea, Riveros Vargas Laura Marcela, estudiantes de
ingeniería mecánica de la universidad industrial de Santander (UIS) desarrollaron
un software de diseño térmico y mecánico de intercambiadores de calor de casco y
tubos con la finalidad de suministrarle a la escuela de ingeniería mecánica de la
UIS , una herramienta informática que permitiera tanto el diseño térmico como
mecánico de intercambiadores de casco y tubos , teniendo en cuenta las normas
ASME y las recomendaciones TEMA utilizadas para su diseño ; En este proyecto
se integraron varias herramientas informáticas que usualmente se trabajan de
manera independiente como MATLAB como programa de diseño térmico y
mecánico , y SOLIWORKS para los planos, los cuales facilitan la integración de
texto, imágenes y gráficos para un mejor entendimiento3.
En el año 2012,Pérez Moreno Jairo Alexander, estudiante de ingeniería mecánica
de la Universidad Industrial de Santander, desarrollo el proyecto verificación del
diseño mecánico y análisis financiero de los intercambiadores de calor
programados para la reposición del 2012 en la refinería de Barrancabermeja de
Ecopetrol, Este proyecto muestra los cambios que se presentan en el diseño
mecánico al implementar nuevas metalurgias y así prever el impacto que ello
genere , brindando mayor seguridad , eficiencia y confiabilidad en los cambios
planteados .La verificación del diseño mecánico se realizó mediante el software de
análisis y diseño de recipientes a presión PVElite y CodeCalc , dicho análisis se
llevó a cabo en 16 intercambiadores en base a la norma ASME sección VIII
división 1 y TEMA , también fueron sometidos a un análisis financiero
(Costo/beneficio) presupuestando la perdida de producción que traería la no
reposición del equipo o su mantenimiento metalúrgico4.
3
FONSECA PICON, Laura Andrea. RIVEROS VARGAS, Laura Marcela. Diseño Térmico y Mecánico de
Intercambiadores de Calor de Casco y Tubo. Bucaramanga Colombia ,2009 ,20p.
4
PEREZ MORENO, Jairo Alexander. Verificación del Diseño Mecánico y Análisis Financiero de los Intercambiadores de
Calor Programados para la Reposición del 2012 en la Refinería de Barrancabermeja de Ecopetrol.
19
Llangarí Lliguín Valeria, Solís Sánchez Germán Eduardo ,estudiantes de ingeniería
mecánica, desarrollaron en el año 2012 un proyecto de grado de un diseño térmico
e hidráulico de un intercambiador de coraza y tubos como recomendación para la
refinería talara de Perú con colaboración de la industria ACERO DE LOS ANDES,
donde analizaron los tipos de procesos de la refinería de los cuales lo más
destacados fueron el calentamiento de crudo utilizando crudo reducido o producto
de fondo de la torre destilación atmosférica, por lo cual se recomendó y selecciono
un intercambiador tipo AES , otro proceso importante escogido fue la generación
de vapor de agua en cual se utilizó gasóleo mediano de vacío (MVGO) como fluido
de calentamiento , por tal motivo este proceso permite el cambio de fase del agua
y a la vez el enfriamiento de la corriente de gasóleo , por el cual se seleccionó un
intercambiador tipo AKT5.
Bajo las normas TEMA para la industria del petróleo en la Unidad de Destilación
Combinada de la Refinería de Cartagena se llevó a cabo el diseño e
implementación de un intercambiador de calor de tipo coraza y tubos que
permitiera suplir con la carga térmica de los circulantes medio de la torre
atmosférica T-307 y el flujo circulante de crudo para evitar la ruptura en los
intercambiadores posteriores al tren de precalentamiento por las altas
temperaturas y la excesiva carga, denominado E-1006 en el esquema de proceso.
Conforme a las normas TEMA para la industria del petróleo en la Unidad de
Destilación Combinada de la Refinería de Cartagena se diseñó e instalo un
intercambiador de calor de casco y tubos denominado E-1007 según el esquema
de proceso que permitiera aprovechar el calor del diésel proveniente de la torre de
destilación T-301 (torre caliente) para la producción de vapor de agua a partir de
los condensados provenientes de otras etapas del proceso de refinación.
2.2 MARCO TEORICO
2.2.1 Petróleo. El petróleo es una mezcla muy compleja de hidrocarburos o
compuestos orgánicos que puede contener miles de substancias diferentes con
una gran cantidad de alguna de ellas y muy poco de otras, pero miles de
variedades en cada caso. El petróleo puede ser procesado para producir diferentes
productos deseables para aplicaciones industriales o cotidianas , tales como aceite
combustible, gasolina, keroseno, GLP, asfalto, gasóleo entre otros, a partir de
diferentes procesos o unidades, principalmente encontramos la destilación
atmosférica o destilación primaria y destilación al vacío o destilación secundaria
,los productos obtenidos en estas torres de destilación pueden convertirse en
materia de alimentación a varios procesos de refinación donde la estructura
molecular son reordenadas , en unidades como cracking o ruptura catalítica
,alquilación , isomerización , reformación, coquización , hidrodesulfuración y
5
LLANGARÍ LLIGUÍN, Valeria. SOLÍS SÁNCHEZ, Germán Eduardo. Diseño Térmico e Hidráulico de un
Intercambiador de Coraza y Tubos. Riobana Ecuador, 2012,15p.
20
polimerización para el mejoramiento de sus características o propiedades lo que
permite un mejor aprovechamiento económico6.
2.2.1.1 Destilación Atmosférica del petróleo. La destilación atmosférica permite
la separación de los componentes de una mezcla de hidrocarburos, como lo es el
petróleo, en función de sus temperaturas de ebullición. Para que se produzca la
"separación o fraccionamiento" de los cortes, se debe alcanzar el equilibrio entre
las fases líquido-vapor, ya que de esta manera los componentes más livianos o de
menor peso molecular se concentran en la fase vapor y por el contrario los de
mayor peso molecular predominan en la fase liquida, en definitiva se aprovecha las
diferencias de volatilidad de los hidrocarburos. Básicamente el proceso consiste en
vaporizar los hidrocarburos del crudo y luego condensarlos en cortes definidos,
modificando fundamentalmente la temperatura y manteniendo la presión a 1 atm.
La vaporización o fase vapor se produce en el horno y zona de carga de la
columna fraccionadora, además del aprovechamiento del calor a partir de un tren
de precalentamiento conformado por varios intercambiadores de calor. En el horno
se transfiere la energía térmica necesaria para producir el cambio de fase y en la
zona de carga se disminuye la presión del sistema, produciéndose el flash de la
carga, obteniéndose la vaporización definitiva.
La fase liquida se logra con reflujos o reciclo de hidrocarburos retornados a la torre
atmosférica, estos reflujos son corrientes liquidas de hidrocarburos que se enfrían
por intercambio con crudo o fluidos refrigerantes. La función u objetivo principal de
estos, es eliminar o disipar en forma controlada la energía cedida a los
hidrocarburos en el horno, de esta manera se enfría y condensa la carga
vaporizada, en cortes o fracciones de hidrocarburos específicas, obteniéndose los
combustibles correspondientes que generalmente son gases de cima, nafta liviana,
nafta pesada, ACPM, queroseno, gasóleo atmosférico y residuo atmosférico.
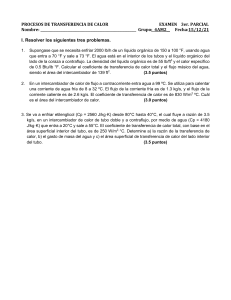
La columna posee bandejas o platos donde se produce el equilibrio entre los
vapores que ascienden y los líquidos descendentes. En puntos o alturas
exactamente calculadas existen platos colectores desde lo que se extraen los
combustibles destilados (Ver figura 1). La diferencia fundamental entre las
unidades de destilación atmosférica y vacío es la presión de trabajo. La torre de
destilación atmosférica opera con presiones 1 atm (manométrica), mientras que la
torre de vacío trabaja con presiones absolutas de 20 mm de Hg, esto permite
destilar hidrocarburos de alto peso molecular que se descompondrían o
craquearían térmicamente, si las condiciones operativas normales de la torre de
destilación atmosférica fuesen sobrepasadas7.
6
CASTRO ARELLANO, Javier. TORRES ROBLES, Rafael. Análisis y Simulación de Procesos de Refinación de
Petróleo. México, ED Alfa omega. PRIMERA EDICION. 2002.
7
REFINERIA DE CARTAGENA S.A. Manual de entrenamiento TrdinYourRefiMCRYOperator (TYRO).
21
Figura 1. Torre de Destilación Atmosférica
vapores de cima
Torre
Atmosférica
Fría
crudo
crudo
T
Torre
Estabilizadora
Torre
Atmosférica
Caliente
fondos líquidos
crudo
E-1004
TI300
E-1001A
T
E-1001B
T
F
TI193
T-301
FV308
TI336
T
19
Despojadora
de ACPM
TV311
18
E-201
TV206
Torre
Atmosférica
Fría
vapores de cima
T
T
T
TI361
TI197
TI355
LV302
17
circulante superior
4
T-302
TI357
T
de PIC1
P-302A/B
1
F
~
~
Nafta a
E203B
15
FV325
agua
A
D308
vapor
65#
crudo
T
T
crudo
T
T
13
TI313 TI170
TI171
E-1002C
P-303A/B
12
Torre
Estabilizadora
T
F
FV302
PV1B
E-1007
TI112
agua
F
T389 FV311
E-5
ACPM
a tratamiento
E306
circulante inferior
agua
a desaladores
Torre Atmosférica Fría
10
TV312
crudo
F
P
9
8
P-1001A/B
keroseno
E305
T
ACPM
F367 TI149
a tratamiento
Despojadora de Keroseno
T-304
~
E-1002D
T
TI341
T
PI152 TI172
~
FV350
T
F
De D308
11
Despojadora
de GOA
FV324
4
T-303
7
F
1
FV326
Vapor
65#
LIC304
GOA
F
FI324
Hornos
Atmosféricos
P-308A/B
F
FV327
T
GOA
TI346
E310A/B
crudo
6
5
4
T TI310
3
2
1
F
vapor
65#
FV354
LIC305
F
crudo reducido
P-312A/B
22
FV341
crudo reducido
Hornos de
Vacío
2.2.1.2 Productos de la Destilación Atmosférica. Las fracciones obtenidas a
través de la destilación atmosférica serán descritas en la tabla 1, especificando el
tipo de fracción, distribución de hidrocarburos en la fracción, rango destilación o
temperatura del corte y el destino para el mejoramiento de sus características8.
Tabla 1. Fracciones obtenidas en la Destilación Atmosférica
Productos o
Distribución
Rango de
Fracción
de
Destilación
Destino
Hidrocarburos
(°C)
en la Fracción
GLP
C1-C5
< 32.2
Enviado al sistema de fuel
gas
Nafta Virgen
Luego de la estabilización es
Liviana
C5 – C7
32.2 – 93.3 carga para el complejo de
gasolinas.
Nafta Virgen
Luego de la estabilización es
Pesada
C6 – C12
76.7- 204.4 carga para el complejo de
gasolinas.
Puede formar parte de la
Queroseno
C12 – C18
176.7-288.7 carga del complejo de
gasolinas, del jet o gasóleo.
Puede formar parte del
producto gasóleo, gasóleo
ACMP-Diésel
C15 -- C18
198.9-327
marino o ser parte de la carga
de la unidad de ruptura
catalítica (Cracking).
Gasóleo
C16 – C21
Puede ser carga de la unidad
Atmosférico
>260
de ruptura catalítica o envió
almacenamiento a tanques
Generalmente es la carga de
Crudo
>C20
>301.7
la torre al vacío, aunque
reducido
puede ser carga de la unidad
atmosférico
de ruptura catalítica.
2.2.1.3 Destilación al Vacío. Las unidades de Vacío, están diseñadas para operar
en condiciones termodinámicas adecuadas para destilar las fracciones pesadas del
crudo que generalmente es el residuo de la torre atmosférica, sin que se produzca
la descomposición térmica de los mismos. Para lograrlo se baja la presión de
8
CASTRO ARELLANO, Javier. TORRES ROBLES, Rafael. Análisis y Simulación de Procesos de Refinación de Petróleo.
México, ED Algaomega. PRIMERA EDICIÓN. 2002.
23
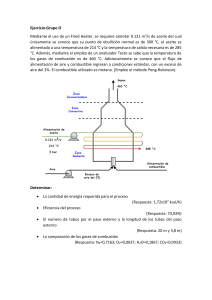
trabajo hasta alcanzar presiones absolutas de 20 mm de Hg en la zona de carga
de la columna, el vacío es obtenido con eyectores (ver figura 2).En esta unidad, la
energía necesaria para vaporizar el crudo reducido es suministrada totalmente en
hornos, diseñados para minimizar la pérdida de carga (perdida de presión) con el
fin de operar con la menor presión posible en los puntos donde se inicia la
vaporización. La carga parcialmente vaporizada es enviada a la zona flash de la
columna de destilación al vacío, donde se produce una corriente ascendente de
vapores y otra descendente de líquidos, el principio es la condensación de
vapores.
La torre tiene características particulares, que la diferencian de las fraccionadoras
atmosféricas. Los dispositivos o elementos mecánicos para producir el contacto
liquido/vapor, son rellenos especiales (flexirings, ubicados en lechos ordenados)
que permiten incrementar la superficie de interface, favoreciendo la transferencia
de masa. El diámetro de la columna es diferente en zona de condensación,
respecto de la zona superior o inferior de la misma. La zona de condensación o
fraccionamiento tiene el mayor diámetro ya que las pérdidas de carga deben ser
despreciables para mantener el vacío homogéneo en la totalidad de la torre. La
zona de cabeza es de diámetro menor ya que el caudal de vapores en esta zona
es muy bajo debido a que los productos solo son obtenidos lateralmente y no por la
cabeza. El fondo de la columna tiene el menor diámetro, ya que se debe minimizar
el tiempo de residencia del asfalto o brea para evitar la descomposición térmica y
formación de “carbón” o coque en la torre9.
2.2.1.4 Productos de Destilación al Vacío. Los cortes o fracciones obtenidos a
partir del residuo atmosférico en la torre de vacío serán descritos en la tabla 2.
Tabla 2. Fracciones Obtenidas en la Destilación Al Vacío
Productos o
Distribución
Rango de
Fracción
de
Destilación
Destino
Hidrocarburos
(°C)
en la Fracción
Gasóleo
Generalmente
se
dirige
Liviano de
C16-C18
230 – 370
almacenamiento a tanques o
Vacío
la unidad de ruptura catalítica.
Gasóleo
Generalmente es la carga de
Pesado de
C18 – C21
280-550
la unidad de ruptura catalítica
Vacío
o en ciertos casos se dirige
almacenamiento a tanques.
Residuo de
Puede ser carga de la unidad
Vacío
>C21
>450
de
viscorreducción
o
coquización.
9
REFINERIA DE CARTAGENA S.A. Manual de entrenamiento TrdinYourRefiMCRYOperator (TYRO).
24
Figura 2. Torre de Destilación al Vacío
P
vapor
600#
PV334
T
condensado de
media presión
TV314
J-101A/B/C/D/E
J-102A/B/C/D/E
gas para
presionar
agua
agua
E-402A/B
agua
E-401
venteo a
atmósfera
E-403
Tambor Acumulador
de Condensado
D-401
P51
P
Tambor acumulador
de cima
D3
LC411
T
F
T435
F8
TK
a gasoleos
P404A/B
U-300
Gasóleo
LV204
P-410A/B
LV430
U-300
LV2
P14
a aceites
recuperados
P-411
TIC407
T
Torre de Vacío
agua
T-401
P
P
PI411
STR-401A/B
F
PI410
T
TI213
FV413
crudo
E-8B/14
crudo
T
T
TI163
HV407
E-102
TI117
E-310C/D
F
circulante
superior
OR
T
TI215 T
PI413 P
FI429
P-402A/B/C
P
P
PI414
STR-402A/B
PDI402
PI415
LV402A
crudo
T
E-310A/B
T
TI116 TI103
T
E-2
Unidad
Viscorreductora
agua
TI104
E-8A
T
F
T
TI212
FI423
TI437
FV416
Torre
Atmosférica
Caliente
Unidad
Viscorreductora
gasóleo
LV402B
Tanques de
Gasóleo
F
gasóleo
URC
GOA
Intercambiador
problema
FV415
GOA y GOP
F
crudo reciclado
FI422
LV5
P-11A/B
crudo reducido
crudo
F
P
LIC5
Hornos de
Vacío
gasóleo
pesado
producto
F
TI219
lavado
caliente
gasoleo Sello Bombas Visco
FI427
LIC402
Hornos
de Vacío
T TI216
P PI2
T
TI217
aceite de
enfriamiento
vapor
65#
F
(quench)
F
FI131
FV3
LIC401
crudo
crudo
E-311A/B
P-401/405
T
TI113
25
T
T
TI122
TI186
F
FV426
T
E-1005
TI187
brea virgen
Unidad
Viscorreductora
2.2.2 Inspección e integridad de equipos industriales
El análisis de integridad de equipos de procesos se ha vuelto muy importante como
herramienta de gestión de riesgo en la mayoría de las industrias que poseen
equipos sometidos a presión , altas cargas térmicas y flujo , tales como recipientes
, intercambiadores de calor , hornos y tanques de almacenamiento de productos
peligrosos , ya que una falla en uno de ellos puede generar consecuencias graves ,
es por tal razón que es necesario garantizar la confiabilidad de las plantas o
unidades de procesos , mediante un buen plan de integridad aplicado al
mejoramiento continuo , que consiste en diferentes metodologías de estudio y/o
análisis tendientes a detectar los mecanismos de fallas probables y activos en las
plantas o equipos , determinar la velocidad de avance de los mismos , determinar
las técnicas de inspección que detectan dichos mecanismos de falla y establecer
las metodologías de reparación como así también las evaluaciones de aptitud para
el servicio de los equipos de planta.
La implementación de sistemas de manejo de la integridad de las industrias es
fundamental para asegurar confiablemente la capacidad de operación de los
equipos , especialmente controlar que no existan riesgos previsibles de falla que
pongan en peligro la seguridad del personal , el medio ambiente y la infraestructura
, además reduce costos por inspecciones excesivas y por consecuencia de falla10.
2.2.2.1 Análisis de fallas. Cuando un producto ingenieril cesa de realizar una o
más de sus funciones, mucho antes del fin de su vida útil, se dice que ha fallado.
Estas fallas pueden causar pérdidas de vidas, paradas imprevistas de planta,
incrementos de los costos de mantenimiento y reparación. En razón de sus
aspectos legales, los resultados de los análisis de fallas pueden ser usados como
base de litigaciones y reclamos de seguros por esos es conveniente aplicar
metodologías conocidas como análisis fallas HAZOP, LOPA, Etc.
El análisis de falla es diseñado para:
Identificar los modos de falla (La forma de fallar del producto o pieza).
Identificar el mecanismo de falla (El fenómeno físico involucrado en la falla).
Determinar la causa raíz (El diseño, defecto, o cargas que llevaron a la falla).
Recomendar métodos de prevención de falla.
2.2.3 Transferencia de Calor
La transferencia de calor es el fenómeno de transmisión de la energía que se
genera cuando existe un gradiente de temperatura entre dos regiones, actuando
10
PEREZ MORENO, Jairo Alexander. Verificación del Diseño Mecánico y Análisis Financiero de los Intercambiadores de
Calor Programados para la Reposición del 2012 en la Refinería de Barrancabermeja de Ecopetrol, Barrancabermeja ,
2012, 20p.
26
como una fuerza impulsora; el calor como energía en tránsito fluye de la región de
alta temperatura a la de temperatura más baja. La transferencia de calor puede
verificarse por tres mecanismos de transferencia: conducción, convección y/o
radiación11.
2.2.3.1 Transferencia de Calor por Conducción. Por este mecanismo, el calor
puede ser conducido a través de sólidos, líquidos y gases. La conducción se
verifica mediante la transferencia de energía cinética entre partículas adyacentes.
En un gas las moléculas “más calientes”, que tienen más energía y movimiento, se
encargan de impartir energía a las moléculas colindantes que están a niveles
energéticos más bajos. Este tipo de transferencia siempre está presente, de mayor
a menor grado, en sólidos, líquidos y gases en los que existe un gradiente de
temperatura12.
Figura 3.Transferencia de Calor por Conducción
Para un volumen de espesor ∆x, con área de sección transversal A y cuyas caras
opuestas se encuentran a diferentes temperaturas T1 y T2, esto causa que el calor
∆q transferido en un tiempo ∆t fluya del extremo caliente al extremo frio como
muestra la figura 3. La rapidez de transferencia de calor q está dada por la ley de
la conducción de Fourier13.
Dónde:
A: Área de transferencia de calor (m2)
K: Conductividad térmica del material (W/m2 K)
dT/dx: Gradiente de temperatura
11
ALVAREZ MEDINA, Jessevely. Evaluación del Sistema de Intercambiadores de Calor del Residuo no Convertido del
Proyecto Conversión Profunda de la Refinería de Puerto de la Cruz, Puerto de la Cruz Venezuela, 2011,6p.
12
ALVAREZ MEDINA, Jessevely. Evaluación del Sistema de Intercambiadores de Calor del Residuo no Convertido del
Proyecto Conversión Profunda de la Refinería de Puerto de la Cruz, Puerto de la Cruz Venezuela, 2011,6p.
13
LLANGARÍ LLIGUÍN, Valeria. SOLÍS SÁNCHEZ Germán Eduardo. Diseño Térmico e Hidráulico de un Intercambiador de
Coraza y Tubos. Riobana Ecuador, 2012,4p
27
2.2.3.2 Transferencia de Calor por Convección. La transferencia de calor por
convección implica el transporte de calor en un volumen y la mezcla de elementos
macroscópicos de porciones calientes y frías de un gas o un líquido. Además
incluye también el intercambio de energía entre una superficie sólida y un fluido.
Existen dos tipos de transferencia de calor por convección: la convección forzada,
en la que se provoca el flujo de un fluido sobre la superficie sólida por medio de
una bomba, un ventilador, u otro dispositivo mecánico y la convección libre o
natural, la cual el fluido más caliente o más frio que está en contacto con la
superficie solida causa una circulación debido a la diferencia de densidades que
resulta del gradiente de temperatura en el fluido14.
Figura 4. Transferencia de Calor por Convección
La superficie A entrega calor con una temperatura T2 al fluido adyacente que se
encuentra a una temperatura T1como muestra la figura 4. Un modelo de
transferencia de calor q por convección, recibe el nombre de ley de newton, es el
siguiente15:
Dónde:
h: Coeficiente de convección (W/m2 K)
A: Superficie que entrega calor (m2)
2.2.3.3 Transferencia de Calor por Radiación. La radiación térmica es energía
emitida por la materia que se encuentra a una temperatura dada, se produce
desde una fuente hacia afuera en todas las direcciones. Esta energía es producida
por los cambios en las configuraciones electrónicas de los átomos o moléculas
constitutivas y transportadas por ondas electromagnéticas o fotones, por lo que
recibe el nombre de radiación electromagnética16.
14
ALVAREZ MEDINA, Jessevely. Evaluación del Sistema de Intercambiadores de Calor del Residuo no Convertido del
Proyecto Conversión Profunda de la Refinería de Puerto de la Cruz, Puerto de la Cruz Venezuela, 2011,6p.
15
LLANGARÍ LLIGUÍN, Valeria. SOLÍS SÁNCHEZ Germán Eduardo. Diseño Térmico e Hidráulico de un Intercambiador de
Coraza y Tubos. Riobana Ecuador, 2012,4p
16
Ibíd, 5p.
28
Donde
= Emisividad, sus valores varían en el rango0<
<1
2.2.4 Intercambiadores de Calor. Un equipo de intercambio de calor es el que
transfiere energía térmica desde una fuente o fluido de mayor temperatura hacia
un fluido de menor temperatura generalmente con ambos fluidos moviéndose a
través del equipo. Esta transferencia puede realizarse por contacto directo entre
fluidos o a través de una pared que separa la fuente de transmisión y el fluido o
fluidos17.
Las aplicaciones de los intercambiadores de calor son muy variadas y reciben
diferentes nombres:
Condensador: Son enfriadores cuyo propósito es eliminar el calor latente.
Enfriador: Enfría un fluido generalmente por medio de agua.
Calentador: Aplica calor sensible a un fluido.
Rehervidor: Conectado a la base de una torre fraccionadora proporciona calor
de re-ebullición que se necesita para la destilación.
Vaporizador: Un calentador que vaporiza parte del líquido.
2.2.5 Tipos de Intercambiadores de Calor. Existen varias maneras de clasificar
los equipos de transferencia de calor, pero las más comunes son las que a
continuación se anuncian18.
Intercambiadores de calor según la trayectoria de los fluidos.
Intercambiadores de calor según su función.
Intercambiadores de calor según sus características de construcción.
2.2.5.1 Intercambiadores de Calor Según la Trayectoria de los Fluidos. De
acuerdo a la trayectoria que tienen los fluidos que intervienen en el procesos de
los equipos de intercambio de calor pueden clasificarse así19:
Flujo en paralelo
Flujo en contracorriente
17
FONSECA PICON, Laura Andrea. RIVEROS VARGAS, Laura Marcela. Diseño Térmico y Mecánico de Intercambiadores de
Calor de Casco y Tubo .Bucaramanga Colombia, 2009, 22p.
18
Ibíd, 23p.
19
FONSECA PICON, Laura Andrea. RIVEROS VARGAS, Laura Marcela. Diseño Térmico y Mecánico de Intercambiadores de
Calor de Casco y Tubo .Bucaramanga Colombia, 2009, 23p.
29
Flujo cruzado
Paso simple y paso múltiple
Flujo en paralelo: Como lo ilustra la figura 5, existe un flujo en paralelo cuando
el flujo interno y externo fluyen en la misma dirección y sentido. En este caso,
los dos fluidos entran al intercambiador de calor por el mismo extremo y estos
presentan una diferencia de calor significativa. La temperatura de los fluidos se
aproxima una de la otra, es decir que uno disminuye su temperatura y el otro
aumenta tratando de alcanzar el equilibrio térmico entre ellos. Debe de quedar
claro que el fluido con menor temperatura nunca alcanza la temperatura del
fluido más caliente20.
Figura 5. Intercambiador de calor de flujo paralelo
Flujo en contracorriente: Como se ilustra en la figura 6, se presenta
contracorriente cuando los dos fluidos fluyen en la misma dirección pero en
sentido opuesto. Cada uno de los fluidos entra al intercambiador de calor por
diferentes extremos, ya que el fluido con menor temperatura sale en
contracorriente en el extremo donde entra el fluido con mayor temperatura, la
temperatura del fluido más frio se aproxima a la temperatura del fluido de
entrada. Este tipo de intercambiador resulta ser más eficiente que otros tipos.
En contraste con el intercambiador de flujo en paralelo, el intercambiador de
contraflujo o contracorriente puede presentar la temperatura más alta en el
fluido frio y la más baja temperatura en el fluido caliente una vez realiza la
transferencia de calor en el intercambiador21.
20
LLANGARÍ LLIGUÍN, Valeria. SOLÍS SÁNCHEZ Germán Eduardo. Diseño Térmico e Hidráulico de un Intercambiador de
Coraza y Tubos. Riobana Ecuador, 2012,6p
21
Ibíd, 7p.
30
Figura 6. Intercambiador de calor en contracorriente
Flujo Cruzado: En la figura 7 se muestra el intercambiador de calor de flujo
cruzado; uno de los fluidos fluye de manera perpendicular al otro , es decir ,
uno de los fluidos pasa a través de los tubos mientras que el otro pasa
alrededor de dichos tubos formando un ángulo de 90°22.
Figura 7. Intercambiador de Calor de Flujo Cruzado
Paso Simple y Paso Múltiple. Un método que combina las características de
dos o más intercambiadores y permite mejorar el desempeño de un
intercambiador de calor es tener que pasar los dos fluidos varias veces dentro
de un intercambiador de paso simple. Cuando los fluidos del intercambiador
intercambian calor más de una vez, se denomina intercambiador de múltiple
pasos. Si el fluido solo intercambia calor una sola vez, se denomina
intercambiador de paso simple. En la figura 8 se muestra un ejemplo de estos
intercambiadores. Comúnmente el intercambiador de múltiples pasos invierte el
sentido del flujo en los tubos al utilizar dobleces en forma de “U” en los
extremos, es decir, el dobles en forma de “U” permite al fluido fluir de regreso e
incrementar el área de transferencia del intercambiador. Un segundo método
22
LLANGARÍ LLIGUÍN, Valeria. SOLÍS SÁNCHEZ Germán Eduardo. Diseño Térmico e Hidráulico de un Intercambiador de
Coraza y Tubos. Riobana Ecuador, 2012,8p
31
para llevar a cabo múltiples pasos es insertar deflectores
intercambiador23.
dentro del
Figura 8. Intercambiador de Calor de Paso Simple y Múltiple Paso.
2.2.5.2 Intercambiadores de Calor Según su Función. Los intercambiadores de
calor también pueden ser clasificados por su función en un sistema particular. Una
clasificación común es: Intercambiador regenerativo y no regenerativo 24.
Intercambiador de Calor Regenerativo. Un intercambiador regenerativo es
aquel donde se utiliza el mismo fluido (el fluido caliente y el fluido frio es el
mismo) como se muestra en la figura 9. Lo que ocurres es, el fluido caliente
abandona sistema cediendo su calor a un regenerador y posteriormente
regresando al sistema. Los intercambiadores regenerativos son comúnmente
utilizados en sistemas con temperaturas altas donde una porción del fluido del
sistema se remueve del proceso principal y este es posteriormente integrado al
sistema, un ejemplo de ello es cuando en las refinerías se utilizan las fracciones
que salen de las torres de destilación para recuperar calor por medio del tren de
precalentamiento. Ya que el fluido que es removido del proceso principal
contiene energía, el calor del fluido abandona el sistema se usa para recalentar
(regenerar) el fluido de regreso en lugar de expeler calor hacia un medio
externo más frio lo que mejora la eficiencia del intercambiador de calor25.
Intercambiador de Calor no regenerativo: En un intercambiador de calor no
regenerativo como se muestra en la figura 9, el fluido con mayor temperatura es
enfriado por un fluido de un sistema separado, y la energía removida no es
regresada al sistema. Es importante recordar que el término “Regenerativo/no
23
LLANGARÍ LLIGUÍN, Valeria. SOLÍS SÁNCHEZ Germán Eduardo. Diseño Térmico e Hidráulico de un Intercambiador de
Coraza y Tubos. Riobana Ecuador, 2012,4p.
24
Ibíd, 9p.
25
LLANGARÍ LLIGUÍN, Valeria. SOLÍS SÁNCHEZ Germán Eduardo. Diseño Térmico e Hidráulico de un Intercambiador de
Coraza y Tubos. Riobana Ecuador, 2012,9p.
32
regenerativo” solo se refiere a cómo funciona el intercambiador de calor en un
sistema y no indica el tipo de intercambiador26.
Figura 9. Intercambiador de Calor Regenerativo y no Regenerativo.
2.2.5.3 Intercambiadores de Calor Según sus Características de Construcción.
Los intercambiadores de calor son frecuentemente caracterizados por su
construcción, los tres principales tipos de construcción son :
Intercambiador de calor de doble tubo.
Intercambiador de calor de placas.
Intercambiador de calor de coraza y tubos.
a) Intercambiador de calor de doble tubo: Este intercambiador de calor consiste
en un tubo pequeño dentro de otro tubo de mayor diámetro, circulando uno de
los fluidos en el interior del tubo de menor diámetro y el otro fluido entre
ambos, pueden operar con flujo en paralelo y/o contracorriente.
b) Intercambiador de calor de placas. Un intercambiador de placas es un armazón
con placas corrugadas o ranuras de metal. La armazón incluye una placa fija,
una placa de presión y partes de conexión a presión. Las placas son
presionadas unas a otras sobre una armazón.
c) Intercambiador de coraza y tubos: En este intercambiador un fluido fluye por el
interior de los tubos (lado de los tubos), mientras el otro es forzado a través de
la coraza o casco y sobre el exterior de los tubos (lado del casco)27.
26
LLANGARÍ LLIGUÍN, Valeria. SOLÍS SÁNCHEZ Germán Eduardo. Diseño Térmico e Hidráulico de un Intercambiador de
Coraza y Tubos. Riobana Ecuador, 2012,9p.
27
MARTÍNEZ RODRÍGUEZ, Ezequiel. Estudio para la Selección de un Sistema de Enfriamiento de Aire Proveniente de una
Batería de Sopladores, de la Planta de Efluentes del Complejo Petroquímica Morelos. Coatzacoalcos Veracruz, 2009,11p .
33
2.2.6 Intercambiador de Calor de Coraza y Tubos
Cuando se requiere grandes superficies de transferencia de calor, para satisfacer
las necesidades industriales, aquellas pueden ser obtenidas más eficientemente
por medio de intercambiadores de casco y tubos. La finalidad de este tipo de
intercambiador de calor es la de transferir calor entre el fluido lado casco y el fluido
que va por el lado de los tubos, como el fluido circula por separado en una cámara
de intercambiador, los fluidos nunca se mezclan, y la transferencia de calor ocurre
por convección y conducción a través de los tubos.
Todos los elementos que entran en la construcción de los intercambiadores de
coraza y tubos, han sido objeto de una normalización publicada por TEMA, que
especifica las características mecánicas y térmicas correspondientes a las diversas
condiciones de funcionamiento. Las principales partes del intercambiador de calor
de casco y tubos son: Casco o coraza, cabezal estacionario, cabezal posterior y
haz de tubos que serán descritos en puntos posteriores28.
Figura 10. Intercambiador de Coraza y Tubos.
2.2.6.1 Designación Según TEMA. Los intercambiadores de casco y tubos se
diseñan de acuerdo a los estándares publicados por la asociación de fabricantes
de intercambiadores de casco y tubos, conocida como TEMA (Tubular Exchangers
Manufacturers Association).Las normas T.E.M.A clasifica los intercambiadores de
casco y tubos en tres clases de acuerdo al proceso y las condiciones de operación
los cuales se mencionan a continuación:
Clase R: Incluye los intercambiadores de calor que utilizan en la industria del
petróleo y los procesos similares.
Clase C: Abarca a los intercambiadores de calor en procesos moderados tales
como comerciales y generales.
2828
CUADRADO MANZON, Karina Cecilia. Diseño, Construcción y Pruebas de un Intercambiador de Carcasa y Tubos para
el Laboratorio de Térmicas de la Facultad de Mecánica, Riobamba Ecuador, 2010,22p.
34
Clase B: Incluye los intercambiadores de calor que se utilizan en procesos
químicos.
TEMA también propone un sistema de normas para la designación de los tipos de
intercambiadores, conformada por tres letras que definen completamente el
equipo. La primera letra designa al tipo de cabezal entrada o estacionario
empleado; la segunda el tipo de casco o coraza y la tercera al tipo de cabezal
posterior o salida29.
Tipo de cabezal estacionario: Letras A, B, C, D, N.
Tipo de coraza o casco: Letras E, F, G, H, J, K, X.
Tipo de cabezal posterior: Letras L, M, N, P, S, T, U, W.
Por lo tanto la descripción completa de estos equipos es como sigue: Diámetro de
la Coraza / Longitud de los tubos XXX, donde XXX es igual a las letras que los
definen según la figura 11.
Figura 11. Nomenclatura TEMA
29
CUADRADO MANZON, Karina Cecilia. Diseño, Construcción y Pruebas de un Intercambiador de Carcasa y Tubos para el
Laboratorio de Térmicas de la Facultad de Mecánica, Riobamba Ecuador, 2010,22p.
35
La selección del tipo de equipo es gobernada por factores tales como la facilidad
de limpieza del mismo, la disponibilidad de espacios para la expansión entre el
haz de tubos y la coraza, prevención de empaquetaduras en las juntas internas, y
sobre todo la función que va a desempeñar30.
2.2.7 Componentes de un Intercambiador de Calor de Coraza y Tubos. Los
componentes básicos de un intercambiador de calor de casco y tubos son: Los
tubos (haz de tubos), Casco o coraza, Cabezales, bafles, barras de soporte,
espejo de tubos (placa tubular), bridas y boquillas. Como se muestra en la figura
1231.
Figura 12. Componentes de un Intercambiador de Calor de Casco y Tubos.
2.2.7.1 Tubos: Los tubos son los componentes fundamentales, proporcionando la
superficie de transferencia de calor entre el fluido que circula por interior de los
tubos y la coraza. Los tubos pueden ser completos o soldados y generalmente
están hechos de cobre o aleaciones de acero. Otras aleaciones de níquel, titanio o
aluminio pueden ser requeridas para aplicaciones específicas.
Los tubos pueden ser desnudos o con aletas. Las superficies extendías se usan
cuando uno de los fluidos tiene un coeficiente de transferencia de calor (U) mucho
menor que el otro fluido. La cantidad de pasos por los tubos y por la coraza
dependen de la caída de presión disponible. A mayores velocidades, aumentan los
coeficientes de transferencia de calor (U), pero también las perdidas por fricción y
la erosión en los metales. Por lo tanto, si la pérdida de presión es aceptable, es
30
CUADRADO MANZON, Karina Cecilia. Diseño, Construcción y Pruebas de un Intercambiador de Carcasa y Tubos para el
Laboratorio de Térmicas de la Facultad de Mecánica, Riobamba Ecuador, 2010,22p.
31
Ibid, 23p.
36
recomendable tener cantidad de tubos, pero de mayor longitud en un área
reducida.
En cuanto al espaciado de los tubos, los orificios correspondientes no pueden
situarse muy cerca entre sí, ya que ello debilitaría estructuralmente el cabezal de
tubos o espejo. La distancia más corta entre dos orificios adyacentes se denomina
claro, y la distancia centro a centro en tubos adyacentes es el espaciado de tubos,
con ambas dimensiones normalizadas32.La disposición de los tubos puede ser
triangular o en cuadro, y sus variedades se muestran en la figura 13.
Figura 13. Arreglo o Disposición de los Tubos
La ventaja del espaciado cuadrado consiste en que los tubos resultan accesibles
para limpieza externa y que tienen una baja caída de presión cuando el fluido fluye
en la dirección indicada. En cambio en la disposición triangular se produce mayor
turbulencia, debido a que el fluido que circula entre los tubos adyacentes a alta
velocidad golpea directamente en la hilera siguiente. Esto supone que cuando la
caída de presión y la limpieza son aspectos de menores consecuencias, al
disposición triangular es la mejor para alcanzar valores altos del coeficiente de
transferencia de calor en el lado de la coraza, consiguiéndose así coeficientes en
torno al 25% mayores con la disposición en cuadro bajo condiciones similares. Los
tubos se pueden obtener en diferentes espesores, definidos por el calibrador
Birmingham en la práctica se denomina BGM del tubo33.
2.2.7.2 Coraza o Casco: La coraza es el contenedor del segundo fluido,
generalmente es de sección circular y está hecha de una placa de acero al
carbono conformado en forma cilíndrica y soldado longitudinalmente, los tipos de
coraza se muestran en la figura 14.
32
CUADRADO MANZON, Karina Cecilia. Diseño, Construcción y Pruebas de un Intercambiador de Carcasa y Tubos para el
Laboratorio de Térmicas de la Facultad de Mecánica, Riobamba Ecuador, 2010,24p.
33
Ibíd, 24p.
37
Figura 14. Tipos de Coraza
Tabla 3. Descripción de Tipos de Coraza
CORAZA
TIPO
DESCRIPCIÓN
Un solo
paso
E
Dos pasos
F
Flujo
partido
G
Flujo
partido
doble
Flujo
dividido
H
Rehervidor
de caldera
K
Es el arreglo más común por ser económico y
térmicamente eficiente, las boquillas están ubicadas en
los extremos opuestos de la coraza, dependiendo del
tipo y numero de deflectores empleados.
Se utiliza cuando existe cruce de temperaturas y se
pretende lograr una contracorriente pura o bien evitar
un valor bajo de en el factor de corrección F al utilizar
dos pasos en la coraza y más de cuatro en los tubos,
evitando utilizar dos equipos en serie.
Presenta las cualidades de la coraza tipo “F”, su uso
principal está en la condensación de vapores. El vapor
entra por la parte superior de la coraza dividiéndose en
dos por la placa de soporte que divide la coraza en
dos, la ventaja es que el vapor se mantiene por un
tiempo más largo en contacto con los tubos.
Flujo partido doble se utiliza para reducir la ciada de
presión. En condensadores, la alimentación de vapor
se divide en las dos boquillas de alimentación.
Se emplea cuando el diseño se encuentra limitado por
la caída de presión en la coraza, ya que la mitad del
fluido del lado coraza atraviesa la misma área
trasversal y solo la mitad de la longitudinal. Esta coraza
tiene una boquilla central de entrada y dos de salida.
Se utiliza para generar vapor
J
38
2.2.7.3 Cabezales: A continuación se describen los tipos de cabezales para el
intercambiador de casco y tubo (tubo y coraza), especificados por la norma TEMA,
con la finalidad de seleccionar el más adecuado. Existen dos tipos de cabezales
estacionarios (anteriores) y posteriores , la facilidad de acceso a los tubos es el
factor que gobierna la selección del cabezal estacionario , mientras la necesidad
de limpieza , el estrés térmico , los posibles problemas de empaquetaduras , el
goteo y el costo, son factores que influyen en la selección del cabezal posterior34.
Figura 15. Cabezal tipo bonete
2.2.7.4 Cabezales estacionarios o fijos. Hay dos tipos básicos de cabezales fijos:
los tipo canal (channel) y los tipo sombrero (Bonnet). La tabla 5 resume las
aplicaciones más comunes de los cabezales estacionarios.
Los cabezales de canal atornillados denominados según TEMA de tipo “A”
consisten en ductos cilíndricos con bridas en ambos extremos, una de ella es
atornillada en una cubierta plana y la otra a la placa de los tubos o a otra brida en
el extremo de la coraza. Este tipo de cabezal se emplea cuando es frecuente la
limpieza interna de los tubos.
Otro tipo son los de canales o cabezales soldados denominados tipo C y N que
son similares a los atornillados pero solo en un extremo posee bridas , las que son
atornilladas a una cubierta plana , el otro extremo esta soldado a la placa de los
tubos o la coraza. Al igual que en el tipo anterior, se tiene acceso in situ a los
tubos, pero como el canal y la cubierta de tubos forman una unidad, el haz de
tubos no puede ser extraído. Los canales soldados son más baratos que los
atornillados, ya que solo poseen una brida en vez de dos, además son
seleccionados para servicios de altas presiones y/o fluidos letales (peligrosos),
dado que poseen un mínimo de juntas externas35.
34
LLANGARÍ LLIGUÍN, Valeria. SOLÍS SÁNCHEZ Germán Eduardo. Diseño Térmico e Hidráulico de un Intercambiador de
Coraza y Tubos. Riobana Ecuador, 2012,16p.
35
Ibíd, 17p.
39
Tabla 4. Resumen de Aplicaciones de Cabezales Estacionarios
CABEZAL
A
B
C
D
APLICACIONES
Es el más común entre los cabezales fijos y se aplica con
placas de tubos , tubos en U y banco de tubos removibles
Se emplea con placa de tubos fija, tubos en U, banco de tubos
removible y coraza de tubos removibles.
Se emplea en bancos de tubos removible y en diseños de
placa de tubos fijas.
Se emplea especialmente a altas presiones (lado tubo >1000
psi)
El cabezal tipo sombrero denominado según TEMA tipo “B” consiste en un barril
cuyo fondo tiene forma de sombrero y del otro lado tiene una brida que permite el
atornillado de los tubos o la coraza. Este tipo es más económico que los dos
anteriores, y después de removerlos, permite un acceso directo al haz de tubos
una vez que se han desconectado las tuberías externas de las boquillas del
cabezal; por lo que es empleado cuando la limpieza interna de los tubos no es
frecuente. El cabezal tipo “D” es utilizado especialmente para servicios de alta
presión (presiones de diseño del lado de los tubos superiores a 1000 psi).
2.2.7.5 Cabezales Posteriores. Estos cabezales pueden ser de tres tipos: Fijos,
flotantes o tubos en “U”. Los cabezales fijos se denominan según TEMA de tipo L,
M y N contribuyen a un sistema rígido ya que la placa de los tubos (espejo) está
adherida a la coraza, razón por la cual a los intercambiadores de calor con este
tipo de cabezales se les denomina como tipo caja. El interior de los tubos puede
limpiarse mecánicamente, pero el haz de los tubos no puede ser removido sin
cortar la coraza, la limpieza exterior de los mismos solo puede ser efectuada por
medios químicos. Por ello, estos equipos solo deben ser usados con fluidos limpios
en el lado de la coraza.
Entre las ventajas más relevantes del cabezal fijo están: pueden emplearse con
cualquier número de pasos de tubos ; cada tubo puede ser reemplazado en forma
individual; ausencia de uniones internas , lo que elimina una potencial fuente de
fugas de un fluido a otro; permite acomodar un mayor número de tubos que
cualquier otro cabezal dentro de un determinado diámetro de coraza , es adecuado
para manejar altas presiones y/o manejo de fluidos peligrosos; su costo es
relativamente bajo un poco más caro que el tipo de tubos en “U”. Los
intercambiadores que emplean tubos en “U” (TEMA tipo U) solo necesitan cubierta
para los tubos, lo que permite que estos puedan “moverse libremente” respecto a
la coraza. Por otra parte el haz de tubos para limpieza mecánica externa, pero
40
internamente debe limpiarse con químicos, por lo que el fluido a circular por los
tubos debe ser relativamente limpio36.
Los cabezales flotantes son denominados así ya que mientras el fijo se encuentra
adherido a la coraza o casco, estos se encuentran virtualmente flotando dentro de
la misma, permitiendo la extracción completa del haz de tubos y la ocurrencia de
movimientos diferenciales entre los tubos y la coraza. Existen cuatro tipos de
cabezales flotantes, denominados de anillos divididos o tipo “S”, tracción continua
o tipo “T”, flotante empacado externamente o tipo “P” y flotante sellado
externamente o tipo “W”37.
El cabezal tipo “S” está construido con una placa de tubo flotante entre un anillo
dividido y una cubierta de placa de tubos. La placa se puede mover libremente
dentro de la cubierta de la coraza. Como existe una junta interna, este cabezal es
propenso a sufrir fugas, por lo tanto su presión interior se limita a 50 bares
aproximadamente, este tipo de cabezal es recomendado para diseños con tubos
removibles38.
El cabezal tipo “T” está construido con placas de tubo flotante atornilladas a la
cubierta de la placa de tubos. Posee la ventaja de reducir el tiempo de limpieza ya
que el acceso a los tubos es muy sencillo; además permite el manejo de presiones
de 70 bares. Sin embargo el número de tubos que éste permite acomodar es
menor a cualquier otro tipo de cabezal y la posibilidad de fuga permanece 39.
En el cabezal tipo “W”, también conocido como tipo anillo de faro, los fluidos se
encuentran separados por dos empaquetaduras, una para la coraza y otra para los
tubos, su uso se encuentra limitado para uno o dos pasos de tubos, bajas
presiones y fluidos no peligrosos40.
Por último, el cabezal flotante externo tipo “P” posee todas las ventajas del tipo de
faro, es decir, del tipo “W” además de no tener restricciones en cuanto a la elección
del fluido del lado de los tubos. No obstante, en la coraza se debe restringir las
bajas presiones y fluidos no letales, dada la presencia de sellos en este lado. En la
tabla 6 se resumen las características de los cabezales posteriores41.
36
LLANGARÍ LLIGUÍN, Valeria. SOLÍS SÁNCHEZ Germán Eduardo. Diseño Térmico e Hidráulico de un Intercambiador de
Coraza y Tubos. Riobana Ecuador, 2012,17p.
37
Ibíd, 17p.
38
LLANGARÍ LLIGUÍN, Valeria. SOLÍS SÁNCHEZ Germán Eduardo. Diseño Térmico e Hidráulico de un Intercambiador de
Coraza y Tubos. Riobana Ecuador, 2012,18p.
39
Ibíd, 18p.
Ibíd, 18p.
41
Ibíd, 18p.
40
41
Tabla 5. Resumen de Aplicaciones de Cabezales Posteriores.
CABEZAL
APLICACIONES
L
Se emplea en intercambiadores con placa de tubos fija, cuando se
requiere limpieza mecánica en el lado de los tubos.
M
Se emplea con intercambiadores con placa de tubos fija, para
servicios de altas presiones.
N
Se emplea en intercambiadores con placa de tubos fija
P
Se le denomina cabezal empacado externamente. Permite
expansión y se puede diseñar para cualquier número de pasos.
Los fluidos no se mezclan en caso de presentarse fugas en las
empaquetaduras. Es un diseño muy costoso
S
Se le denomina cabezal de anillo dividido. Tiene a la placa de
tubos entre un anillo divido removible y la cubierta, la cual tiene un
diámetro mayor que la coraza. Se recomienda para bancos de
tubos removibles.
T
Comúnmente se le denomina cabezal flotante de arrastre. Puede
ser removido de la coraza. Solo permite un número par de pasos
para los tubos.
U
Diseño sencillo que requiere una placa de tubos sin junta de
expansión y es muy fácil de remover. No es posible remover tubos
individuales, la limpieza de la U es muy difícil, diseño económico.
W
Se le denomina cabezal flotante empacado con anillo de faro. Es
posible un arreglo de uno o dos pasos para los tubos. El sistema
de tubos más deflectores es fácil de remover, diseño económico.
2.2.7.6 Deflectores o Bafles: Usualmente se instalan deflectores del lado de la
coraza, bien sea transversal o longitudinal. Los deflectores longitudinales se usan
cuando se requieren dos o más pasos por la coraza o para sustituir a dos corazas
tipo E en serie. Estos deflectores son denominados también divisores de paso. El
divisor de pasos debe ajustar perfectamente en los surcos de la placa de tubos
(espejo) y en cabezal para minimizar la posibilidad de derrame de una división a
otra, lo que traería como consecuencia un serio deterioro en el funcionamiento del
intercambiador. Los deflectores longitudinales pueden ser diseñados removibles o
soldados. Los primeros se emplean con cabezales flotantes y requieren de bandas
de sello flexibles o un dispositivo entre el deflector y la coraza que evite la fuga del
fluido. Los segundos se utilizan con cabezales fijos y no requieren de juntas de
expansión42.
42
LLANGARÍ LLIGUÍN, Valeria. SOLÍS SÁNCHEZ Germán Eduardo. Diseño Térmico e Hidráulico de un Intercambiador de
Coraza y Tubos. Riobana Ecuador, 2012,18p.
42
Los deflectores o bafles transversales se emplean para soportar los tubos evitando
así el pandeo, vibración y para incrementar el coeficiente de transferencia de calor
del fluido debido al aumento de turbulencia y por lo tanto del número de Reynolds
(Re), pero al momento del diseño es necesario tener en cuenta que no afecte la
caída de presión sugerida para este tipo de equipo. Este tipo de bafles pueden ser
segmentados con o sin tubos en la ventana, multi-segmentados o de disco y anillo,
para deflectores segmentados el corte está entre el 15-40 % (el mejor resultado se
obtiene con 25% de corte) del diámetro interno de la coraza, es decir que
generalmente el deflector corresponde al 75% del diámetro de la coraza, en el
caso del espaciado entre deflectores el mínimo es del 20% del diámetro interno de
la coraza , este parámetro es vital en el diseño , por lo general el espaciado optimo
está entre 30 a 60%43.
Figura 16. Corte del bafle o deflector.
Los deflectores se clasifican de acuerdo a la posición del corte: horizontal y/o
vertical .La figura 23 muestra cómo se pueden posicionar los bafles en la coraza
de acuerdo con su orientación, la tabla 7 muestra las ventajas y desventajas.
Figura 17. Orientación de los bafles en la coraza.
43
Ibíd, 18p.
43
2.2.7.7 Barras de soporte. Las barras de soporte con componentes que dan
soporte a los bafles y los mantiene a distancia optima de diseño. Si no se
colocaran estas barras durante el ensamble del arreglo de tubos y los bafles de la
coraza, los bafles podrían moverse a lo largo de los tubos causando un mal
desempeño térmico del intercambiador de calor o dañado a los tubos por pandeo o
vibración. La figura 25 muestra los bafles sujetos a las barras de soporte44.
Figura 18. Barras de Soporte
2.2.7.8 Espejo o Placa para tubos. Los espejos son unos de los componentes
más importantes del intercambiador de calor de casco y tubos, debido a que su
propósito es separar los fluidos de la coraza y de los tubos, además de darle
soporte al arreglo de tubos, barras de soporte, bafles o deflectores, a la coraza y
los cabezales. La figura 26 muestra de espejos para el haz de tubos45.
Figura 19. Espejos para haz de tubos
44
FLORES GONZALES, Rafael. Fabricación y Validación Experimental de un Intercambiador de Tubo y Coraza, México D.F, 2007, 45p.
45
Ibíd, 45p.
44
2.2.7.9 Bridas. Las bridas sirven para acoplar partes del intercambiador de calor y
unir la tubería a las tuberías del proceso. Generalmente las bridas son de acero al
carbono forjadas de acuerdo a las especificaciones técnicas, aunque también se
utilizan fundiciones de hierro para servicios de baja presión. Las bridas tienen una
capacidad asignada como 150, 300, 400, 600, 900,1500 y 2500 libras, esta
capacidad que corresponde a presiones de servicio a una temperatura
especificada46.
Figura 20. Bridas
Figura 21. Ubicación de las Bridas.
Por lo general las bridas 1, 2, 3 y 5 pueden seleccionar de bridas estándar
establecidas en códigos como la TEMA, o catálogos de fabricantes, para
diámetros de bridas o diámetro interno del recipiente en donde estén ubicadas,
menores a 24 pulgadas, para diámetros mayores de bridas deben diseñarse, la
construcción especial de las bridas 4,6y7, requiere de un
procedimiento
47
establecido por la ASME .
2.2.7.10
Boquillas. Las boquillas son componentes que permiten el enlace
con las bombas de los circuitos de los fluidos de trabajo que pasaran por el
intercambiador de calor y con los instrumentos de medición del intercambiador de
calor, pero principalmente tienen la finalidad de proporcionar una buena
distribución del fluido en el arreglo de tubos. La siguiente figura muestra las
diferentes formas de unir las boquillas al equipo y/o cabezales.
46
FLORES GONZALES, Rafael. Fabricación y Validación Experimental de un Intercambiador de Tubo y Coraza, México D.F, 2007, 46p.
47
Ibíd, 46p.
45
Las boquillas radiales son las más adecuadas para los cabezales debido a que
tiene una mejor distribución del fluido en el arreglo de los tubos, aumentando la
transferencia de calor del equipo, apropiada para intercambiadores de calor
horizontales48.
Figura 22. Tipos de boquillas para los cabezales
2.2.8 Clasificación de los Intercambiadores de Calor de Coraza y Tubos. Los
intercambiadores comúnmente usados por sistemas de mantenimiento, economía,
montaje y construcción son los que a continuación se describen:
Intercambiador Tipo U
Intercambiador de cabezal fijo
Intercambiador de cabezal flotante
2.2.8.1 Intercambiador de Calor tipo U. En este tipo de intercambiador, los tubos
son doblados en forma de U y están unidos a una única placa porta tubos. De esta
manera los tubos pueden moverse relativamente al casco eliminando los
problemas de movimiento diferencial entre el casco y los tubos, este tipo de
intercambiador proporciona que el haz de tubos pueda ser retirado, permitiendo
que el exterior de los tubos sea limpiado con medios mecánicos, pero usualmente
es necesario la limpieza con medios químicos en el interior de los tubos. Por lo
tanto el tipo de tubo en U está limitado a trabajar con fluidos no ensuciantes en el
lado tubo aunque algunos fluidos ensuciantes pueden ser transportados por el
lado de la coraza49.
Los tubos en U tienen diferentes radios de curvaturas, como resultado una vez
hecho el haz de tubos, solo los tubos que están en la periferia son accesibles para
la renovación, mientras los tubos daños que se encuentran en filas interiores
deben ser taponados. La principal ventaja del intercambiador con los tubos en U es
48
FLORES GONZALES, Rafael. Fabricación y Validación Experimental de un Intercambiador de Tubo y Coraza, México D.F, 2007, 45p.
49
FONSECA PICON, Laura Andrea. RIVEROS VARGAS, Laura Marcela. Diseño Térmico y Mecánico de Intercambiadores de
Calor de Casco y Tubo .Bucaramanga Colombia, 2009, 28p.
46
que cada tubo puede extenderse y contraerse independientemente al estar unido a
una única placa porta tubos , haciéndolo muy apropiado para servicios donde se
presente choque térmico muy grande o para servicios de alta presión 50.
Figura 23. Intercambiador de Tubos en U
1.
2.
3.
4.
5.
6.
7.
Boquilla
Coraza
Espaciador
Brida
Soporte
Bafle
Tubos en U
2.2.8.2 Intercambiador de Cabezal Fijo. Los intercambiadores de cabezal fijo son
el diseño más simple de coraza y tubos, y se construye sin juntas empaquetadas
en el lado del casco. Existen diversos tipos de construcciones , los que tienen
ambas placas porta tubos soldadas al casco formando de cierta manera una caja
para que de esta forma se proporcione un sello absoluto para prevenir las fugas
del fluido por el lado coraza y los cabezales son apernados a la coraza51.
50
FONSECA PICON, Laura Andrea. RIVEROS VARGAS, Laura Marcela. Diseño Térmico y Mecánico de Intercambiadores de
Calor de Casco y Tubo .Bucaramanga Colombia, 2009, 28p.
51
Ibid, 33p.
47
En otros intercambiadores de este tipo se suelda la coraza y los cabezales a la
placa porta tubos o espejo formando una unidad integral. A veces el diámetro de la
placa porta tubos se extiende más allá del diámetro de la coraza y tiene en su
periferia una brida con agujero para pernos, los cuales permiten unir las placas
porta tubos a los cabezales. En este tipo de intercambiador, la coraza puede ser
llenada completamente de tubos para lograr la máxima transferencia de calor, pero
esto incrementa la caída de presión en el lado de la coraza, y limita el
intercambiador de calor a servicios relativamente limpios.
Después de remover las cubiertas de los cabezales en cada extremo del
intercambiador de calor se obtiene el acceso a los tubos, por lo tanto el interior de
los tubos pueden ser limpiados por medios mecánicos. Como el haz de tubos no
puede ser removido, la limpieza del exterior de los tubos se hace por medio de
químicos, esto limita al intercambiador de placa porta tubos fija a trabajar con
fluidos ensuciantes por el lado de casco o coraza aunque algunos fluidos
ensuciantes pueden ser guiados a través de los tubos52.
Figura 24. Intercambiador de Cabezal Fijo
1.
2.
3.
4.
5.
6.
7.
8.
Coraza
Bafle
Espaciador
Boquillas
Cubierta del Canal
Separación de paso
Espejo o Placa porta tubo
Tubo
52
FONSECA PICON, Laura Andrea. RIVEROS VARGAS, Laura Marcela. Diseño Térmico y Mecánico de Intercambiadores de
Calor de Casco y Tubo .Bucaramanga Colombia, 2009, 33p.
48
2.2.8.3 Intercambiador de Cabezal Flotante. Este tipo de intercambiador se
caracteriza por tener una hoja de tubos fijas, mientras que la otra flota libremente
permitiendo el movimiento diferencial entre la coraza y los tubos, este es el diseño
indicado en servicios en los que la limpieza de tubos o su remplazo es frecuente.
Hay dos tipos básicos de intercambiador de cabezal flotante. Uno emplea un
cabezal flotante (es decir deslizante) con o sin anillo seccionado. El otro usa una
empaquetadura para permitir la expansión térmica, este se llama comúnmente
intercambiador de cabezal flotante de unión empaquetada y no se usa en servicio
con fluidos peligrosos o cuando las fugas pueden ser toxicas. Hay numerosos
subtipos de intercambiadores de cabezal flotante cuyas diferencias están en el
diseño del cabezal de la cubierta. Los diseños de la cubierta apuntan a evitar y
prevenir que se tuerza el cabezal o el haz de tubos, lo cual producirá fugas. Se
requiere un maquinado preciso y un ensamble muy exacto, por lo tanto esto
genera un costo elevado de fabricación e instalación. Otros usan un anillo
espaciador y un segundo anillo o abrazadera a 90° de la primera para obtener una
unión más fuerte, el cabezal generalmente está sujeto por unas placas53.
Figura 25. Intercambiador de Cabezal Flotante
1.
2.
3.
4.
5.
6.
7.
8.
Separador de Paso
Coraza
Barras tirantes
Espejo o Placa porta tubos
Cabezal Flotante
Bafles
Silla de Soporte
Cabezal Estacionario
53
CALAHORRANO BANGARROTE, Christian Roney. Diseño de un intercambiador de calor para el circuito
flushing en la unidad de FCC en Refinería esmeralda. Riobamba Ecuador, 2012, 9p.
49
2.2.9 Métodos de Diseño de Intercambiadores
Existen dos métodos importantes para el diseño de intercambiadores de calor: el
LMTD (Log Mean Temperature Difference o Diferencia de Temperatura Media
Logarítmica) y el NTU (Number of Transfer Units o Número de Unidades de
Transferencia).
El método NTU es, básicamente, un método para el análisis de intercambiadores
de calor. A través de él podemos analizar el comportamiento de un determinado
intercambiador de calor (un equipo que ya está construido) bajo parámetros
diferentes a los de diseño. En este método se utilizan varias curvas para la
determinación de la relación entre la efectividad y los NTU54.
El LMTD es un método de diseño. En él, con el conocimiento de las temperaturas
de entrada y salida y el flujo másico de los fluidos es posible determinar el área de
transferencia de calor siguiendo un procedimiento lógico. Considerando que lo que
se desea es realizar el diseño, más no el análisis, de un intercambiador, se
selecciona el método LMTD. Además, este método facilita la utilización de
programas de computadora para realizar el diseño55.
2.3
MARCO LEGAL
El diseño de recipientes a presión, como el de la gran mayoría de los equipos para
procesos industriales, se encuentra regido por normas y códigos. Para el caso de
los intercambiadores tipo tubular, el código más empleado es el ASME que se
encuentra constituido por un conjunto de normas, especificaciones, fórmulas de
diseño y criterios que permite construir un equipo optimo y eficiente para las
características del proceso y operatividad en la planta, específicamente se
manifiestan estos puntos en la sección VIII de la ASME en la división I.
La aplicación de dicho código, requiere un amplio criterio para la implementación
correcta del mismo en el diseño. Asimismo existen las normas TEMA (Tubular
Exchangers Manufactures Association) cuya finalidad es regular los criterios de
diseño y fabricación de intercambiadores de casco y tubos.
Todos los elementos que integran la construcción de intercambiadores de calor de
tipo tubular, han sido objeto de una normalización publicada por TEMA, que
especifica las características mecánicas y térmicas para el diseño del equipo
correspondiente a las diversas condiciones de funcionamiento, por otra parte es
importante indicar que la categoría o clase a emplear de este tipo de norma es la
denominada CLASE R que corresponde a los requisitos de diseño, fabricación y
54
CUADRADO MANZON, Karina Cecilia. Diseño, Construcción y Pruebas de un Intercambiador de Carcasa y Tubos para el
Laboratorio de Térmicas de la Facultad de Mecánica, Riobamba Ecuador, 2010,34p.
55
Ibíd, 35p.
50
materiales más estrictos de la norma TEMA teniendo en cuenta que se emplea
para condiciones severas de operación , procesos de petróleo y sus derivados.
En el caso específico de Ecopetrol define una serie de bases y criterios de diseño
de equipos mecánicos de tipo estático dirigido a los profesionales de diseño tanto
de Ecopetrol como las diferentes compañías de ingeniera donde estable y da
conocer los estándares de diseño de intercambiadores de calor tanto en la
construcción y montaje según sus consideraciones de operación.
2.4
MARCO CONCEPTUAL
API: American Petroleum Institutees una organización que se encarga de la
elaboración de normas en el área de toda la industria del petróleo y el gas natural.
AREA DE TRANSFERENCIA: Es el área o superficie por donde transita el calor
debido a un gradiente de temperatura entre el sistema y el entorno.
ASME: American Society of Mechanical Engineers es un conjunto de normas,
especificaciones, fórmulas de diseño y criterios basados en muchos años de
experiencia, todo aplicado al diseño, fabricación, instalación y recipientes sujetos a
presión.
CAIDA DE PRESIÓN: Es la perdida de presión de un fluido desde un punto inicial
a uno final cuando fluye por una tubería debido a factores como la fricción,
accesorios entre otros aspectos operativos.
CALOR: Es la energía transferida a través de una frontera de un sistema debido a
la diferencia de temperatura entre el sistema y el entorno del sistema, los sistemas
no contienen calor, contienen energía, y el calor es una energía en tránsito.
CALOR LATENTE: Es la cantidad de energía necesaria para comunicar en forma
de calor a una sustancia que se mantiene a presión constante para que cambie de
fase.
CALOR SENSIBLE: Es la cantidad de energía necesaria para comunicar en forma
de calor a una sustancia que se mantiene a presión constante para que varié su
temperatura sin que haya cambio de fase.
COEFICIENTE DE CONVECCIÓN: Es una función de la geometría del sistema,
de las propiedades del fluido, de la velocidad del flujo y de la diferencia de
temperaturas.
FLUJO LAMINAR: Es un flujo que tiene un movimiento ordenado, en el que las
partículas del fluido se mueven en líneas paralelas (capas), sin que se produzca
mezcla de la materia entre las distintas capas.
51
FLUJO MASICO: Se llama flujo másico a la cantidad de masa que atraviesa una
determinada superficie cada segundo y tiene unidades Kg/s, Lb/s.
FLUJO TURBULENTO: Es un flujo que tiene un movimiento caótico, desordenado
con mezcla intensiva entre las distintas capas.
HAZ DE TUBOS: Es el elemento formado por un conjuntos de tubos, situado en el
interior de la coraza y orientado paralelamente a ella.
LADO CORAZA: Es llamado de esa forma al conducto por donde circula el fluido
que pasa por interior de los tubos de transferencia.
LADO TUBOS: Es llamado de esa forma a los conductos por donde circula el
fluido que baña a los tubos de transferencia.
NUSSELT: El número de nusselt (Un) es un numero adimensional que mide el
aumento de la transmisión de calor desde una superficie por la que un fluido
discurre o fluye (por convección) comparada con la transferencia de calor si esta
ocurriera solamente por conducción.
PRANDTL: El número de prandtl (Pr) es un numero adimensional proporcional al
cociente entre la difusividad del momento (viscosidad) y la difusividad térmica.
PELIGRO: Fuente, situación o acto con potencial de daño en términos de
enfermedad o lesión a las personas, o una combinación de estos.
REYNOLDS: El Reynolds es un numero adimensional definida como la relación
entre los términos conectivos y los términos viscosos de la ecuación de NavierStokes que gobiernan el movimiento de los fluidos.
RIESGO: Es la probabilidad de ocurrencia de un evento que atente contra la
integridad física, mental y/o social del sujeto expuesto causando accidente o
enfermedad.
SEGURIDAD INDUSTRIAL: Es la disciplina que se encarga de la conservación de
la salud de la empresa (Industria).
TEMA: Tubular Exchangers Manufacturers Association es una norma internacional
que tiene como finalidad regular los criterios de diseño y fabricación de los
intercambiadores de casco y tubos.
UDC: Denominada en la refinería de Cartagena como la unidad de destilación
combinada , la cual está constituida por las dos torres de destilación una
atmosférica y la otra al vacío , para el procesamiento de crudo de petróleo.
52
3.
DISEÑO METODOLOGICO
3.1 TIPOS DE INVESTIGACIÓN
Este estudio está delimitado por el tipo de investigación proyectiva de acuerdo con
los objetivos planteados para su desarrollo y ejecución, el cual se encuentra
orientado a la solución de un problema de tipo práctico que abarca diseño,
elaboración de planes (planes de operación) o propuesta; además de plantear
como es el caso alternativas de cambio y mejoramiento con el fin de optimizar las
condiciones presentes y eliminar problemáticas futuras que causen riesgo al
proceso y el personal de trabajo.
La investigación proyectiva permite proponer soluciones que impliquen explorar,
describir y proponer alternativas de cambio, específicamente orientados a
proyectos que conlleven al diseño o creación de algo, es por tal razón que el
término proyectivo está referido a proyecto en cuanto a propuesta, en el cual se
plantean dos métodos de desarrollo de la investigación, el primer método recibe el
nombre de perspectiva que implica que la propuesta se planifique desde el
presente hacia el futuro; por el contrario la prospectiva que orienta la planificación
y desarrollo de la investigación ubicándose desde el futuro y desde allí venir hasta
el presente determinando los pasos para lograr los objetivos concebidos56.
3.2
TIPO DE DISEÑO ADOPTADO
El diseño adoptado en esta investigación es de tipo no experimental, teniendo en
cuenta que en el desarrollo del proyecto no es necesaria la manipulación
deliberada de las variables, ya que estas se encuentran establecidas y
especificadas según las condiciones de operación para el enfriamiento del gasóleo
que permitirá un almacenamiento seguro, por lo tanto la realización de este
proyecto se adaptara a las condiciones de operación.
La investigación no experimental es aquella donde resulta imposible manipular
variables o asignar aleatoriamente las condiciones o a los sujetos. De hecho, no
hay condiciones o estímulos a los cuales se expongan los sujetos del estudio, si
no que se observan situaciones ya existentes, es decir que las variables
independientes ya han ocurrido y no pueden ser manipuladas, por lo tanto el
investigador no tiene control sobre dichas variables, no puede influir sobre ellas
porque ya sucedieron o están establecidas, al igual que sus efectos57.
3.3
ENFOQUE ADOPTADO
56
ACHAERANDIO ZUAZO, Luis. Iniciación a la Práctica de la Investigación. Guatemala, ED. MAGNA TERRA,
Séptima edición. 2010.
57
Ibid, 60p.
53
El enfoque que enmarcada este estudio es de tipo cuantitativo debido a la
recolección y análisis de datos necesarios para dar respuesta a interrogantes de la
investigación y validar la hipótesis planteada por medio de demostraciones y uso
de la estadística que nos permitirá analizar datos a través de los conceptos y
variables establecidas en la investigación.
El objetivo de la investigación cuantitativa es el de adquirir conocimientos
fundamentales y el modelo más adecuado que nos permita conocer la realidad de
una manera más imparcial, ya que se recogen y analizan datos a partir de las
variables y argumentos teóricos.
3.4
TÉCNICAS DE RECOLECCIÓN DE LA INFORMACIÓN
3.4.1 Fuentes Primarias
La información de campo necesaria para llevar a cabo el desarrollo del proyecto
se obtendrá de acuerdo a las fuentes de información, tales como entrevista y una
encuesta realizada a personal técnico especializado para conocer las causas,
consecuencias y restricciones generadas por las fallas en el enfriamiento y
almacenamiento adecuado del gasóleo en la unidad de destilación combinada de
la refinería de Cartagena y a la vez nos permitirá dar mejores recomendaciones
acompañadas con la puesta en marcha de nuestro proyecto y además el sistema
de información de refinería (RIS).
3.4.2 Fuentes Secundarias
Este tipo de información fue recopilada por medio de artículos suministrados por la
biblioteca universidad de san buenaventura, tesis de grado relacionados con el
diseño de intercambiadores de calor, manual de operación de la unidad de
destilación combinada , libros de diseño de equipos de transferencia de calor ,
documentos que relaciona las normas pertinentes para el diseño de
intercambiadores de calor de coraza y tubos como es TEMA y ASME , además
registros de operatividad dela planta de destilación y los diagramas de procesos.
3.5
HIPÓTESIS
Hipótesis Alternativa (Ha)
El diseño del intercambiador de calor de coraza y tubos para el enfriamiento de
gasóleo permitiría aumentar el procesamiento de la carga de crudo en un 6,6 %, y
además tener la capacidad de diseño de procesar la totalidad del flujo de gasóleo
dirigido tanto almacenamiento como a la unidad de ruptura catalítica.
Hipótesis Nula (Ho)
El diseño del intercambiador de calor de coraza y tubos para el enfriamiento de
gasóleo no permitirá aumentar el procesamiento de la carga de crudo en un 6,6%
54
y de igual manera tener la capacidad de procesar la totalidad del flujo de gasóleo
dirigido tanto almacenamiento como a la unidad de ruptura catalítica.
3.6
VARIABLES
3.6.1 Variables Dependientes
Área de transferencia de Calor
Caída de Presión Intercambiador
Temperaturas de Salida de los Fluidos
3.6.2 Variables Independientes
Flujo Másico de los fluidos
Velocidad de los fluidos
Temperatura de entrada de los fluidos
3.7
OPERACIONALIZACION DE VARIABLES
TIPO
VARIABLES
Área de transferencia
de calor
DEPENDIENTES
Caída de presión
Temperaturas de Salida
Flujo másico
INDEPENDIENTES Velocidad de los fluidos
Temperaturas de
entrada
3.8
DIMENSIÓN
Área
SIMBOLO
ft2
Presión
Temperatura
Flujo
Velocidad
Temperatura
PSIG
°F
Lb/h
ft/s
°F
PROCESAMIENTO DE LA INFORMACION
Para verificar o comprobar los datos obtenidos en el diseño del intercambiador de
calor de coraza y tubos, se realizara una evaluación del diseño con dos
herramientas que son el software HTRI y ASPEN , tomando como punto de
partida el método practico LMDT con el fin de establecer una dimensionamiento
optimo del diseño tanto mecánico , térmico e hidráulico.
Se identificara las características físico-químicos de los fluidos mediante registros
de las bases de datos que tiene la unidad de destilación combinada y el data sheet
del intercambiador que opera actualmente para el servicio de enfriamiento de
gasóleo, esto facilitara la selección del intercambiador adecuado conforme a las
normas TEMA y seleccionar los materiales pertinentes bajo las normas ASME
correspondientes a las características de los fluidos.
55
4.
DISEÑO DEL INTERCAMBIADOR DE CALOR
4.1 ANALISIS DE RESULTADO DE ENCUESTA
La encuesta (Anexo V),se desarrolló con el fin observa el conocimiento del
operador sobre el proceso y operatividad de los intercambiadores de la unidad de
la destilación combinada de la Refinería de Cartagena, además comprobar los
inconvenientes operativos generados por el enfriamiento del gasóleo en el
intercambiador PS-E-8A , esta encuesta consta de 10 preguntas con respuesta de
SI y NO , la cual se desarrolló en unidad de destilación combinada de la refinería
de Cartagena con 10 operadores; para logar una mayor veracidad y no
comprometer al personal de la sección se hizo de manera anónima.
Grafica 1 .TENDENCIA VALORATIVA DE LA ENCUESTA
SUMATORIA DE LAS RESPUESTAS
10
9
8
7
6
5
Resp Posit
4
Resp Neg
3
2
1
0
0
1
2
3
4
5
6
7
NUMERO DE LA PREGUNTA
8
9
10
En el eje de las abscisas se encuentra el número de la pregunta y en el eje
ordenado la sumatoria de las respuestas tanto positivas como negativas. En
donde se evidencia el total el acuerdo de los 10 encuestados en las preguntas 2 y
8.
Pregunta 2. ¿Tiene conocimiento que el intercambiador de calor PS-E-8A para
enfriamiento de gasóleo ha presentado fallas? Cual (es). Los diez operarios
respondieron que SI y además todos coinciden que se ha presentado ruptura de
tubos por las altos flujos y las excesivas cargas térmicas.
56
Pregunta 8. ¿Considera usted que se debe implementar un intercambiador de
calor que opere con la carga total de gasóleo (Almacenamiento y URC) en caso
de parada de la planta URC (Cracking)?. El total de los diez encuestados afirman
que SI es necesario la implementación de un intercambiador de calor.
Grafica 2. DIAGRAMA TENDENCIA PORCENTUAL DE LA
ENCUESTA
SUMATORIA DE LAS RESPUESTAS
100%
100%
10
9
90%
80%
80%
8
80%
80%
70%
70%
7
6
50% 50%
5
Resp Posit
4
30%
3
20%
30%
20%
2
20%
Resp Neg
20%
10%
1
0%
0%
0
1
2
3
4
5
6
7
8
NUMERO DE LA PREGUNTA
9
10
En el diagrama de barras se denotan otros puntos relevantes que permiten
identificar la necesidad de mejorar la condición de operación para el enfriamiento
de gasóleo, donde el 80% de los encuestados consideran que una mala operación
del intercambiador de calor PS-E-8A acarrea una problemática económica y de
seguridad , además un 90% manifiestan de manera puntual las consecuencias
que se generan cuando el intercambiador no cumple con las condiciones
especificadas en el manual de proceso , que es la ruptura de tubos y posible
voladura del techo del tanque de almacenamiento de gasóleo.
4.2
ANALISIS FUNCIONAL DE OPERABILIDAD (HAZOP)
Para el desarrollo del diseño del intercambiador de calor se tuvo en cuenta un
análisis funcional de operatividad (HAZOP), con el fin de identificar los riesgos y
problemáticas
, la identificación de estos puntos promueve presentar una
propuesta de diseño que permita mejorar las condiciones de operación de la
unidad de destilación combinada de la refinería de Cartagena, cumplir con las
condiciones de almacenamiento del gasóleo, mejorar el margen económico y de
seguridad.
57
ANALISIS HAZOP
AREA:
UNIDAD:
Enfriamiento de Gasóleo
Unidad de Destilación Combinada (UDC)
INTENCION
DE DISEÑO:
No.
1
2
Proponer una alternativa de diseño que cumpla con las especificaciones de enfriamiento y
almacenamiento de gasóleo.
Establecer un plan de mejora para cumplir con las especificaciones de enfriamiento y almacenamiento
según el manual de operación.
Palabra Desviación
Causa
Consecuencias
Salvaguarda Acción
Recomendación
Guía
Mayor
Flujo de gasóleo Fuera de Temperatura
Instalar una
Disminuir Instalar un
servicio o excesiva del
válvula de
la carga
intercambiador de
parada de gasóleo para
control en la de crudo
calor que opere en
la unidad almacenamiento línea de
o la
paralelo con el
de ruptura .
entrada del
producció actual y procesar
catalítica.
gasóleo.
n de
la carga total de
Posible voladura
gasóleo.
gasóleo.
de techo del
tanque de
almacenamiento
Menor
Flujo de gasóleo Baja
Dificultades en
Instalar un
Aumentar Mejorar la
producció el bombeo por
sistema
la
destilación en la
n de
aumento de
controlador e producció torre.
gasóleo.
viscosidad del
indicador de n de
gasóleo.
flujo.
gasóleo.
Apertura
de la
Cambio de las
Válvula
propiedades del
de línea
gasóleo.
de entrada
en mala
posición.
58
3
Mayor
Temperatura de
gasóleo
Alto flujo
de
gasóleo.
Alta
temperatu
ra del
agua de
proceso.
4
Menor
Temperatura de
gasóleo
5
NO
Flujo de agua de
proceso
Bajo flujo
de agua
de
enfriamie
nto
Bajo flujo
de
gasóleo.
Bomba
de
descarga
fuera de
servicio o
apague en
las
bombas
Volatilización
del gasóleo en el
tanque de
almacenamiento
.
Instalar un
sistema
controlador e
indicador de
temperatura.
Disminuir
la carga
de crudo
o la
producció
n de
gasóleo
Instalar un
intercambiador de
calor que opere en
paralelo con el
actual y permita
cumplir con la
temperatura de
salida
especificada para
el gasóleo.
Aumenta la
viscosidad del
gasóleo
By- pass en
la línea de
gasóleo.
Aumentar
la carga
de
gasóleo.
Romper la
tubería del
intercambiador
By- pass en
la línea de
gasóleo.
Apertura
total del
by-pass ,
con el fin
de
disminuir
el flujo de
gasóleo
hacia el
intercamb
iador
Reducir la carga
hacia cracking,
para aumentar la
carga de
almacenamiento.
Mantenimiento
preventivo a las
bombas de agua
enfriante para
evitar que falle.
Voladura de
techo del tanque
de
almacenamiento
.
59
4.3
DISEÑO PRELIMINAR TERMICO DEL INTERCAMBIADOR DE CALOR
Según los datos de operación y propiedades de los fluidos, establecidos en el data
sheet del intercambiador PS-E-8A se basara el diseño del intercambiador que
operara en paralelo con el fin de procesar la carga total de gasóleo.
Datos de operación y propiedades de los fluidos.
CORAZA
Fluido1
Cp
K
S
T1
m
Gasoleo
Propiedades Fluido 1
0,493 Btu/Lb °F 𝝁
3,1
0,058 Btu/h ft °F Pr
26,37
0,742 -----𝝆
48,86
Calculo del Calor Transferido
374
°F
T2
125
265700 Lb/h
Q
32640000
TUBOS
Fluido2
Lb/ft h
------Lb/ft3
Cp
K
S
°F
Btu/h
t1
m
Agua
Propiedades Fluido 2
1 Btu/Lb °F 𝝁
0,356 Btu/h ft °F Pr
1 -----𝝆
Calculo del Calor Transferido
86
°F
t2
1360000
Lb/h
Q
1,94
5,45
62,4
Lb/ft h
------Lb/ft3
110 °F
32640000 Btu/h
Resultados de diseño térmico
Flujo másico lado coraza (m1)= 265700 Lb/h
Flujo másico lado tubos (m2) =1360000 Lb/h
Temperatura de entrada lado coraza (T1) = 374 °F
Temperatura de salida lado coraza (T2) = 125 °F
Temperatura de entrada lado tubos (t1)= 86 °F
Temperatura de salida lado tubos (t2)= 100 °F
Factor de ensuciamiento fluido caliente = 0,003
Factor ensuciamiento fluido frio = 0,001
Balance de Energía
Q1= m1Cp1∆T1 = 265700Lb/h * 0,4933 Btu/Lb °F * (374 – 125) °F= 32640000 Btu/h
Q2=m2Cp2∆T2 =1360000 Lb/H* 1 Btu/Lb °F * (110-86) °F = 32640000 Btu/h
CALCULO DEL LMTD.
60
∆Tln= (∆T2- ∆T1) / [Ln (∆T2/∆T1)]
∆Tln= (264 °F- 39°F)/ [Ln (264/39)] = 117,65 °F
Factor de corrección del LMDT (FT)
Ta = Temperatura entrada de fluido lado coraza
Tb = Temperatura salida de fluido lado coraza
ta = Temperatura entrada de fluido lado tubos
tb = Temperatura salida de fluido lado tubos
R=( 374°F -125°F)/ (110°F- 86°F) = 10,375
P=(110°F- 86°F)/(374°F – 86°F) = 0,08333
Factor de corrección para intercambiador 1-2 , Por el anexo D o por ecuación
FT= 0,906 ~ Calculado
LMTD corregido
∆Tm = 0,906 * 117,65 °F = 106,59 °F
Estimación de UD
UD ~ 25 – 60 Btu/h ft2 °F
UDescogido = 54 Btu/h ft2 °F
61
Calculo de area de tranferencia de calor y numero de tubos
A= Area de transferencia requerida
nt= Numero de tubos calculados
D0= Diametro externo del tubo = ¾ in = 0,75 in
A = q / ( UD FT∆Tln)
A = (32640000 Btu/h) / (54Btu/h ft2 °F* 0,906* 117, 65 °F)
A= 5671 ft2
nt = A/(π D0 L)
nt= 5671 ft2 / [π* (0,75 in /12)* 15 ft] = 1925 tubos.
Calculo de numero de paso por los tubos y velocidad de fluido por los tubos
Se requiere un numero de reynolds mayor o igual a 10000,
mt = Flujo masico de fluido por los tubos
np= Numero de pasos por los tubos
nt= numero de tubos calculados
Di= Diametro interno del tubos
µ = Viscosiad de fluido lado tubos
V= Velocidad de fluido por los tubos
(
)
= 8974,39 np
Re = 8974,39 * 2 = 17949 flujo turbulento , Numero de pasos= 2
( )
62
(
)
Valor recomendado de la velocidad del fluido por los tubo es entre 3 – 8 ft/s
Determinación del tamaño de la coraza y el numero de tubos actuales
Para tubos de diametro ¾ in , arreglo triangular con pitch de 1 in , dos pasos por
los tubos, para una configuracion del equipo AES y basandonse en el numero de
tubos calculados que corresponde nt= 1925 tubos, el numero de tubos que se
ajusta según la tabla de datos del anexo J son 2100 tubos y una coraza con
diametro interno que corresponde a ds= 48 in.
Calculo de coeficiente global requerido
(
)
Ureq= 43,94 Btu/h ft2 °F
Calculo de hi
( ⁄ )
k= conductividad del fluido
Re = Numero de reynolds para fluido lado tubo
Pr = Numero de prandtl
µ= viscosidad del fluido a temperatura del fluido
= viscosidad defluido a temperatura de la superficie del tubo
63
Cp = Capacidad calorifica
Se asume el factor de correccion de viscosidad igual a uno
(
(
)
)
Calculo de ho
B= 0,17*ds
C= PT- Do
as=
G= m/as
De= de/12
Re = De G/ µ
64
B= Espacio entre bafles
ds = Diámetro interno de la coraza
as= Área de la coraza
C’= Espacio entre tubos
PT = Pitch = Espacio centro a centro entre tubos
G= Flujo másico por área superficial
Re= Numero de Reynolds de fluido lado coraza
B= 0, 17 * 54 in = 9,18 in
Do = ¾ in y PT= 1 in
C´=1 in – 0, 75 in = 0, 25 in
= 0,861ft2
De= 0,73 in/12 = 0,06083 ft
tubo ¾ in.
, de= 0,73 in para arreglo triangular y diámetro de
Calculo del factor de colburn, JH
(
(
)
)
JH= 19,707
( ⁄
)
65
Se asume que el factor de corrección de viscosidad es igual 1
⁄
(
)
ho = 55,92 Btu/h ft2 °F
Calculo de Coeficiente Global Limpio, UC
[
]
Para continuar UC> Ureq
[
(
(
)
(
)
]
)
UC = 55,202 Btu/ h ft2 °F
Factor de ensuciamiento, RD
El factor de ensuciamiento para el agua es 0,001 h ft 2 °F/Btu y para el gasóleo el
valor del factor de ensuciamiento corresponde a 0,003 h ft2 °F/Btu
66
Calculo de Coeficiente Global con ensuciamiento, UD
[
]
(
)
(
)
Para continuar UD> Ureq
Calculo de Over-Surface y Over-Desing
Over-Surface es el exceso de área superficial, para compensar el ensuciamiento,
donde generalmente es aceptables valores entre 10%-40%, valores superiores no
son comunes y Over-Desing corresponde al sobredimensionamiento del
intercambiador de calor, que generalmente recibe valores menores al 10%.
67
Tabla 6. Resumen de Cálculos Térmicos
RESUMEN DE CALCULOS TERMICOS
Q (Transf. De calor )
32640000
Btu/h
Factor de corrección de LMDT
0,91
-------
LMDT corregido
106,7
°F
Área de Transferencia de Calor
5671
ft2
nt ( Numero de tubos)
2366
tubos
Diámetro de la coraza
54
in
Longitud del tubo
15
ft
Velocidad lado tubos
3,0
ft/s
Diámetro externo del tubo
0,75
in
Ureq
43,90
Btu/h*ft2*°F
Picth
1
in
hi
598,38
Btu/h ft2 °F
ho
55,92
Btu/h ft2 °F
UC
55,202
h*ft2*°F/Btu
RD
0,00421
Btu/h*ft2*°F
UD
44,979
Btu/h*ft2*°F
Over-Surface
26
%
Over-Desing
2
%
68
4.4
DISEÑO PRELIMINAR HIDRAULICO DEL INTERCAMBIADOR DE
CALOR
El diseño hidráulico permite establecer las caídas de presión en que se puede
operar tanto el fluido por lado coraza como el fluido lado tubo, datos que se
encontraran en la siguiente tabla.
Caída de presión por fricción lado tubo
(
)
(
)
Caída de presión por retorno de flujo lado tubo
69
Caída de presión por boquillas
mt = Flujo másico por lado tubo
Ns= Numero de corazas
Dn= Diámetro de la boquilla de entrada
Caída de presión por fricción lado coraza
{
(
)
}
70
(
)
0,0056
0,00121
{
0,142
(
)
}
;
(
)
Caída de presión por boquilla lado coraza
71
( )
( (
)
)
(
)
72
Tabla 7. Resumen de Cálculos Hidráulicos
RESUMEN DE CALCULOS HIDRAULICOS
Caída de presión lado tubos
∆Pf
0,807
Psi
∆Pr
0,1002
Psi
∆Pn
3,04
Psi
∆P Total
3,94
Psi
Caída de presión lado coraza
∆Pf
3,73
Psi
∆Pn
0,16
Psi
∆P Total
3,88
Psi
73
4.5
REPORTES DE DISEÑO DEL INTERCAMBIADOR DE CALOR EN HTRI
Reporte Data Sheet del Intercambiador de Calor
Page 1
HEAT EXCHANGER RATING DATA SHEET
US Units
Service of Unit
Item No.
Type
AES
Orientation Horizontal
Connected In 1 Parallel 1 Series
Surf/Unit (Gross/Eff) 5413.35 / 5293.06 ft2
Shell/Unit 1
Surf/Shell (Gross/Eff) 5413.35 / 5293.06 ft2
PERFORMANCE OF ONE UNIT
Fluid Allocation
Shell Side
Tube Side
Fluid Name
GAS OIL HEAVY
WATER
Fluid Quantity, Total
1000-lb/hr
265.700
1360.00
Vapor (In/Out)
w t%
0.0
0.0
0.0
0.0
Liquid
w t%
100.0
100.0
100.0
100.0
Temperature (In/Out)
F
374.00
125.00
86.00
110.00
Density
lb/ft3
48.660
48.660
62.430
62.430
Viscosity
cP
1.3000
1.3000
0.8200
0.8200
Specific Heat
Btu/lb-F
0.4900
0.4900
1.0000
1.0000
Thermal Conductivity
Btu/hr-ft-F
0.0580
0.0580
0.3560
0.3560
Critical Pressure
psia
Inlet Pressure
psia
102.000
50.000
Velocity
ft/sec
0.65
8.00
3.14
Pressure Drop, Allow /Calc psi
10.000
1.394
10.000
5.870
Average Film Coefficient
Btu/ft2-hr-F
108.25
836.21
Fouling Resistance (min)
ft2-hr-F/Btu
0.00300
0.00100
Heat Exchanged
32.5290 MM Btu/hr
MTD (Corrected) 97.9 F
Overdesign 5.30 %
Transfer Rate, Service
62.79 Btu/ft2-hr-F Calculated 66.12 Btu/ft2-hr-F
Clean 91.63 Btu/ft2-hr-F
CONSTRUCTION OF ONE SHELL
Sketch (Bundle/Nozzle Orientation)
Shell Side
Tube Side
Design Pressure
psig
150.000
150.000
Design Temperature
F
374.00
374.00
No Passes per Shell
1
2
Flow Direction
Dow nw ard
Upw ard
Connections
In
inch
1 @ 7.6250
1 @ 7.6250
Size &
Out
inch
1 @ 7.6250
1 @ 7.6250
Rating
Liq. Out inch
@
@
Tube No.
1838 OD 0.7500 inch
Thk(Avg) 0.0650 inch
Length 15.000 ft
Pitch 1.0000 inch
Layout 30
Tube Type Plain
Material CARBON STEEL
Pairs seal strips
6
Shell ID
48.0000 inch
Kettle ID
inch
Passlane Seal Rod No. 0
Cross Baffle Type PERPEND. SINGLE-SEG.
%Cut (Diam) 17.09
Impingement Plate
None
Spacing(c/c) 10.3029
inch
Inlet 23.5311
inch
No. of Crosspasses
15
Rho-V2-Inlet Nozzle 1113.24 lb/ft-sec2
Shell Entrance
1638.60
Shell Exit
1638.60 lb/ft-sec2
Bundle Entrance 288.37
Bundle Exit 464.97 lb/ft-sec2
Weight/Shell
28687.7
Filled w ith Water
42158.5
Bundle
15108.6 lb
Notes:
Thermal Resistance, % Velocities, ft/sec
Flow Fractions
Shell
61.09 Shellside
0.65 A
0.432
Tube
9.57 Tubeside
3.14 B
0.309
48
inch
15
ft
Fouling
Metal
74
27.84 Crossflow
1.64 C
0.043
1.51 Window
1.71 E
F
0.216
0.000
Reporte de Specification sheet
HEAT EXCHANGER SPECIFICATION SHEET
Page 1
US Units
Job No.
Reference No.
Proposal No.
Date
1/24/2015
Rev
Item No.
Type AES
Horz.
Connected In
1 Parallel
1 Series
Shell/Unit
1
Surf/Shell (Gross/Eff) 5413.35 / 5293.06 ft2
PERFORMANCE OF ONE UNIT
Shell Side
Tube Side
GAS OIL HEAVY
WATER
265700
1360000
Customer:ECOPETROL
Address
Plant Location
Service of Unit
Size
48.0000 x 180.000 inch
Surf/Unit (Gross/Eff) 5413.35 / 5293.06 ft2
Fluid Allocation
Fluid Name
Fluid Quantity, Total
lb/hr
Vapor (In/Out)
Liquid
265700
265700
1360000
1360000
Steam
Water
Noncondensables
Temperature (In/Out)
F
374.00
125.00
86.00
110.00
Specific Gravity
0.7798
0.7798
1.0005
1.0005
Viscosity
cP
1.3000
1.3000
0.8200
0.8200
Molecular Weight, Vapor
Molecular Weight, Noncondensables
Specific Heat
Btu/lb-F
0.4900
0.4900
1.0000
1.0000
Thermal Conductivity
Btu/hr-ft-F
0.0580
0.0580
0.3560
0.3560
Latent Heat
Btu/lb
Inlet Pressure
psia
102.000
50.000
Velocity
ft/sec
0.65
3.14
Pressure Drop, Allow /Calc psi
10.000
1.394
10.000
5.870
Fouling Resistance (min)
ft2-hr-F/Btu
0.00300
0.00100
Heat Exchanged Btu/hr
32529030
MTD (Corrected)
97.9 F
Transfer Rate, Service
62.79 Btu/ft2-hr-F Clean
91.63 Btu/ft2-hr-F
Actual
66.12 Btu/ft2-hr-F
CONSTRUCTION OF ONE SHELL
Sketch (Bundle/Nozzle Orientation)
Shell Side
Tube Side
Design/Test Pressure
psig
150.000 /
150.000 /
Design Temperature
F
374.00
374.00
No Passes per Shell
1
2
Corrosion Allow ance
inch
Connections
In
inch
1 @ 7.6250
1 @ 7.6250
Size &
Out
inch
1 @ 7.6250
1 @ 7.6250
Rating
Intermediate
@
@
Tube No.
1838 OD 0.7500 inch
Thk(Avg) 0.0650 inch
Length 15.000 ft
Pitch 1.0000 inch
Layout 30
Tube Type
Plain
Material CARBON STEEL
Shell
ID 48.0000 inch
OD
inch
Shell Cover
Channel or Bonnet
Channel Cover
Tubesheet-Stationary
Tubesheet-Floating
Floating Head Cover
Impingement Plate
None
Baffles-Cross
Type SINGLE-SEG.
%Cut (Diam) 17.09
Spacing(c/c) 10.3029
Inlet 23.5311 inch
Baffles-Long
Seal Type
Supports-Tube
U-Bend
Type
Bypass Seal Arrangement
Tube-Tubesheet Joint
Expansion Joint
Type
Rho-V2-Inlet Nozzle
1113.24 lb/ft-sec2
Bundle Entrance 288.37
Bundle Exit
464.97 lb/ft-sec2
Gaskets-Shell Side
Tube Side
-Floating Head
Code Requirements
TEMA Class
Weight/Shell 28687.7
Filled w ith Water 42158.5
Bundle 15108.6
lb
Remarks:
48
inch
15
ft
Reprinted w ith Permission (v6 )
75
4.5.1 En la tabla siguiente vamos a comparar los aspectos más importantes que
existen de los cálculos en Excel vs el Data Sheet arrojado con el HTRI y obtener
los errores relativo.
DESCRIPCION
VALOR DEL
HTRI
VALOR EN
EXCEL
UNIDAD
ERROR
RELATIVO
FLUJO DE CALOR REQUERIDO
32529030
32640000
BTU/h
0,34%
2
MASA DEL FLUJO QUE CIRCULA POR
LA CORAZA
265700
265700
BTU/h
0%
3
MASA DEL FLUJO QUE CIRCULA POR
LOS TUBOS
1360000
1360000
LB/h
0%
DIFERENCIA DE TEMPERATURA
MEDIA LOGARITMICA
98
106.59
°F
8,76%
COEFICIENTE GLOBAL DE
TRANSFERENCIA DE CALOR
62,79
43,9
AREA DE TRANSFERENCIA DE CALOR
CALCULADA
5413
5761
7
NUMEROS DE PASOS EN LA CORAZA
1
1
PASOS
0%
8
NUMERO DE PASOS EN LOS TUBOS
2
2
PASOS
0%
9
DIAMETRO DE LA CORAZA
48
54
in
12,50%
10
DIAMETRO EXTERNO DEL TUBO
0,75
0,75
in
0%
ITEM
1
4
SIMBOLO
m_2
LMTD
5
6
A
⁄
30,08%
6,42%
11
L
LONGITUD EFECTIVA DEL TUBO
15
15
ft
0%
12
nt
NUMERO TOTAL DE TUBOS
1828
2366
Tubos
29,43%
13
∆P T
CAIDA DE PRESION LADO CORAZA
5,87
3,88
psig
33,90%
14
V
VELOCIDAD POR LOS TUBOS
3,14
3
ft/s
4,45%
15
Over Surface
EXCESO DE AREA SUPERFICIAL
23,53
26
%
10,49%
16
Over Desing
SOBREDIMENSIONAMIENTO
5,3
2
%
62,26%
17
B
ESPACIO ENTRE BAFLES
10,3
9,18
in
10,87%
18
UD
COEFICIENTE GLOBAL CON
ENSUCIAMIENTO
66,12
44,79
76
⁄
32,25%
Figura 26. Dimensionamiento del diseño seleccionado
El esquema según la simulación permite diseño un intercambiador de calor de
tipo AES, basado en los datos de diseño preliminar por medio del método
exceso de porcentaje de área.
77
Figura 27. Dimensionamiento de componentes de diseño seleccionado
78
Figura 28. Intercambiador de calor en 3D de diseño seleccionado
4.7 PRESUPUESTO DEL INTERCAMBIADOR DE CALOR
MATERIALES, EQUIPOS Y DISPOSITIVO
CANTIDAD
UNIDAD
COSTO UNITARIO
COSTO TOTAL
CORAZA
1
UN
928.000.000
928.000.000
CANAL
1
UN
109.000.000
109.000.000
TAPA CANAL
1
UN
96.290.000
96.290.000
TAPA FLOTANTE Y ANILLO BIPARTIDO
1
UN
92.450.000
92.450.000
TAPA CASCO
1
UN
108.450.000
108.450.000
HAZ DE TUBO
1
UN
809.000.000
SUB - TOTAL
809.000.000
2.143.190.000
ACCESORIOS
CANTIDAD
UNIDAD
COSTO UNITARIO
COSTO TOTAL
TUBERIA DE ACERO DESCARGA/CARGA
10
MT
2.300.000
23.000.000
CODOVALVULA DE ACERO AL CARBON 8X150
3
UN
8.200.000
24.600.000
VALVULA DE ACERO 6x150
3
UN
6.900.000
20.700.000
CODOS
8
UN
500.000
SUB - TOTAL
4.000.000
72.300.000
MANO DE OBRA
DURACION
UNIDAD
COSTO DIA
COSTO TOTAL
METALMECANICO
90
SOLDADOR
90
DIAS
84.000
7.560.000
DIAS
100.000
SUB - TOTAL
9.000.000
16.560.000
IMPREVISTOS
NA
NA
NA
TRANSPORTE
NA
NA
NA
223.205.000
4.000.000
TOTAL
NA
NA
NA
2.459.255.000
La base de este presupuesto es por diseños previos desarrollados en la refinería
de Cartagena para procesos similares y además bases de datos suministrados por
ingenieros de planta, la selección de los materiales coraza y tubo es de acuerdo a
las propiedades de los fluidos en tránsito, los materiales para tubos es acero al
carbono y para la coraza acero y los accesorios fueron seleccionados teniendo en
cuenta las condiciones de operación del sistema de enfriamiento de gasóleo.
79
5 CONCLUSIONES
En primera instancia, se analizó el marco teórico del intercambiador de tubos y
coraza conforme a las normas TEMA y ASME, identificando los diversos tipos y
configuraciones existentes, siendo el más común el tipo AES para llevar a cabo el
servicio de enfriamiento de gasóleo, el cual tiene una coraza de un paso, este
permite la expansión térmica de los tubos respecto a la coraza y es más fácil el
desmontaje y limpieza interna de los tubos.
Además a partir del marco teórico se determinaron las ecuaciones y el método de
diseño apropiado que recibe el nombre método de diseño de exceso de superficie
para llevar a cabo el diseño térmico e hidráulico del intercambiador de calor de
tubos y coraza, con el fin de presentar una propuesta que brinde unos resultados
satisfactorios para la operación en la unidad de destilación combinada de la
refinería de Cartagena.
Por lo tanto , se comparó los parámetros térmicos e hidráulicos pertinentes del
diseño del intercambiador AES, entre el software HTRI y el programa desarrollado
en Excel para la selección optima de diseño, este último se encuentra resumido
en los cálculos desarrollados en el presente proyecto , también esta adjunto el
data sheet del diseño intercambiador de calor seleccionado y arrojado por el
software HTRI , Esta comparación permitió elegir el diseño adecuado para la
operación y a la vez el dimensionamiento apropiado.
Se determinó que el intercambiador de calor será construido con una
configuración de dos pasos por los tubos y uno por la coraza y arreglo triangular,
teniendo en cuenta que cumplían con el rango de recomendación de los
parámetros de diseño como la velocidad por los tubos que corresponde a 3,14 ft/s
, el exceso de superficie con un valor del 40% , el sobredimensionamiento del
equipo con un valor correspondiente a 4,69 % , además se hizo una variación del
factor de ensuciamiento del gasóleo con valores entre 0,003-0,005 h ft2 °F/ Btu
para identificar el diseño que permite llevar a cabo la operación con el mínimo
manteniendo debido a la obstrucción por el ensuciamiento , diseño que
corresponde a una coraza de 48 in de diámetro , un longitud de tubo de 16 ft , la
cantidad de tubos es de 1838 y caída de presión por lado tubo es 0,974 psi , y por
lado coraza 5,212 psi , se hicieron variaciones del factor de ensuciamiento desde
0,003 hasta 0,0046 arrojaban el diseño seleccionado , es decir satisface el tope
del rango de ensuciamiento y todos los parámetros de selección son los óptimos
para la operación.
En primera instancia, al implementar y/o construir el intercambiador de calor se
estaría estableciendo un proceso más seguro y viable para mejorar el margen
económico de la unidad de destilación combinada de la refinería de Cartagena,
teniendo en cuenta que la recuperación de la inversión se estima entre un periodo
entre 2 a 4 meses , Este mejoramiento se llevara a cabo por medio del
80
procesamiento de la carga total de gasóleo en caso tal se presente parada de
planta de la unidad ruptura catalítica , con el fin de cumplir con la carga térmica del
gasóleo y a la vez cumplir con la temperatura de salida establecida para el
almacenamiento seguro , evitando posteriores accidentes . La instalación del
intercambiador evitara que se disminuya la carga de crudo y la producción de
gasóleo, pero además garantizara una mejor operación en la unidad de destilación
combinada, la adaptación de este proyecto respecto a la ampliación de la refinería
de Cartagena es oportuna, ya que la unidad destilación combinada no dejara de
funcionar con el propósito de cumplir con los objetivos de producción de la
empresa.
81
6 RECOMENDACIONES
Se recomienda instalar el intercambiador de calor en paralelo con el PS-E-8A
porque permitirá una operación segura, si en tal caso deja de funcionar uno de los
intercambiadores el otro permitirá procesar el gasóleo.
Es necesario que el operador de planta tenga conocimiento de las condiciones
límites de operación de los intercambiadores de la unidad destilación combinada.
Es indispensable verificar las variables de operación, en especial la temperatura
del gasóleo, teniendo en cuenta que afecta la calidad del producto y además
produce inconvenientes de almacenamiento Cabe recomendar que el análisis de fallas de equipos implementado en la refinería
se haya implementado con mayor frecuencia para evitar percances de operación
como la que se presenta actualmente en la unidad de destilación combinada de la
refinería de Cartagena
Incluir dentro de la metodología la inspección basada en riesgo (RBI)
implementada a los equipos en Ecopetrol S.A
Realizar taller criticidad, con el fin si aplica como equipo critico o no crítico.
82
REFERENCIAS
ACHAERANDIO ZUAZO, Luis. Iniciación a la Práctica de la Investigación.
Guatemala, ED. MAGNA TERRA, Séptima edición. 2010.
ALVAREZ MEDINA, Jessevely. Evaluación del Sistema de Intercambiadores de
Calor del Residuo no Convertido del Proyecto Conversión Profunda de la Refinería
de Puerto de la Cruz, Puerto de la Cruz Venezuela, 2011,6p.
CALAHORRANO BANGARROTE, Christian Roney. Diseño de un intercambiador
de calor para el circuito flushing en la unidad de FCC en Refinería Esmeralda.
Riobamba Ecuador, 2012, 9p.
CAMACHO DELGADO, Luis Guillermo. Selección y Aplicación de la Mejor
Alternativa Para la Disminución en el Consumo de Vapor Sobrecalentado de 400
PSIG hacia el Intercambiador de Calor E-315, Bucaramanga Colombia, 2010, 14p.
CASTRO ARELLANO, Javier. TORRES ROBLES, Rafael. Análisis y Simulación de
Procesos de Refinación de Petróleo. México, ED Alga omega. PRIMERA
EDICIÓN. 2002.
CUADRADO MANZON, Karina Cecilia. Diseño, Construcción y Pruebas de un
Intercambiador de Carcasa y Tubos para el Laboratorio de Térmicas de la
Facultad de Mecánica, Riobamba Ecuador, 2010,22p.
ECOPETROL S.A., Gerencia del Complejo de Barrancabermeja G.C.B. (en línea).
Disponible en: www.ecopetrol.com.co.
FLORES GONZALES, Rafael. Fabricación y Validación Experimental de un
Intercambiador de Tubo y Coraza, México D.F, 2007, 45p.
FONSECA PICON, Laura Andrea. RIVEROS VARGAS, Laura Marcela. Diseño
Térmico y Mecánico de Intercambiadores de Calor de Casco y Tubo .Bucaramanga
Colombia, 2009, 20p.
GONZALEZ MENDIZABAL, Dosinda. Guía de Intercambiadores de Calor: Tipos
generales y aplicaciones. Sartenejas. 2002 ,32p.
KERN, Donald Q. Procesos de Transferencia de Calor, ED. Continental. PRIMERA
EDICIÓN.1999.
LLANGARÍ
LLIGUÍN, Valeria. SOLÍS SÁNCHEZ Germán Eduardo. Diseño
Térmico e Hidráulico de un Intercambiador de Coraza y Tubos. Riobana Ecuador,
2012,15p.
83
MARTÍNEZ RODRÍGUEZ, Ezequiel. Estudio para la Selección de un Sistema de
Enfriamiento de Aire Proveniente de una Batería de Sopladores, de la Planta de
Efluentes del Complejo
Petroquímica Morelos. Coatzacoalcos Veracruz,
2009,11p.
PEREZ MORENO, Jairo Alexander. Verificación del Diseño Mecánico y Análisis
Financiero de los Intercambiadores de Calor Programados para la Reposición del
2012 en la Refinería de Barrancabermeja de Ecopetrol, Barrancabermeja , 2012,
20p.
REFINERIA DE CARTAGENA S.A. Manual de la Unidad de Destilación
Combinada.
REFINERIA DE CARTAGENA S.A. Manual de entrenamiento TrdinYour RefiMCRY
Operator (TYRO).
SALAZAR VALDEZ, José Fernando. Diseño de Equipos de Intercambiadores de
Calor. San Nicolas de las Garzas México, 2001, 15 p.
SERT, Robert W. Process Heat Transfer Principles and Applications, Texas USA,
ED. ElSEVIER. FIRST EDITION, 2007.
UNIVERSIDAD DE SAN BUENAVENTURA. Orientaciones para el Diseño,
Desarrollo y Presentación de Trabajos de investigación, Cartagena de Indias,
Colombia, 2007.
UNIVERSIDAD DE SAN BUENAVENTURA. Proyecto Educativo Bonaventuriano,
Bogotá D.C., Colombia, 2007, p. 43.
84
ANEXOS
Anexo A
Presupuesto
MATERIALES, EQUIPOS Y DISPOSITIVO
CANTIDAD
UNIDAD
COSTO UNITARIO
COSTO TOTAL
CORAZA
1
UN
928.000.000
928.000.000
CANAL
1
UN
109.000.000
109.000.000
TAPA CANAL
1
UN
96.290.000
96.290.000
TAPA FLOTANTE Y ANILLO BIPARTIDO
1
UN
92.450.000
92.450.000
TAPA CASCO
1
UN
108.450.000
108.450.000
HAZ DE TUBO
1
UN
809.000.000
SUB - TOTAL
809.000.000
2.143.190.000
ACCESORIOS
CANTIDAD
UNIDAD
COSTO UNITARIO
COSTO TOTAL
TUBERIA DE ACERO DESCARGA/CARGA
10
MT
2.300.000
23.000.000
CODOVALVULA DE ACERO AL CARBON 8X150
3
UN
8.200.000
24.600.000
VALVULA DE ACERO 6x150
3
UN
6.900.000
20.700.000
CODOS
8
UN
500.000
SUB - TOTAL
4.000.000
72.300.000
MANO DE OBRA
DURACION
UNIDAD
COSTO DIA
COSTO TOTAL
METALMECANICO
90
SOLDADOR
90
DIAS
84.000
7.560.000
DIAS
100.000
SUB - TOTAL
9.000.000
16.560.000
IMPREVISTOS
NA
NA
NA
TRANSPORTE
NA
NA
NA
4.000.000
TOTAL
NA
NA
NA
2.459.255.000
Anexo B
IMÁGENES DE LA PLANTA
Imágenes de Ubicación del Intercambiador de Calor
85
223.205.000
Imágenes de intercambiador PS-E-8A
86
87
ANEXO C
NOMENCLATURA TEMA
88
ANEXO D
GRAFICA FACTOR CORRECCIÓN DE TEMPERATURA INTERCAMBIADOR1-2
ANEXO E
COEFICIENTES GLOBALES PARA INTERCAMBIADORES DE CALOR
89
ANEXO F
DIMENSIONES DE TUBOS PARA INTERCAMBIADORES DE CALOR
Continua
90
ANEXO G
CONDUCTIVIDADES TERMICAS DE TUBOS PARA INTERCAMBIADORES DE
CALOR
91
ANEXO H
FACTORES DE OBSTRUCCIÓN
ANEXO I
NUMERO DE TUBOS ¾
ARREGLO CUADRADO
PARA INTERCAMBIADORES DE CALOR CON
92
ANEXO J
NUMERO DE TUBOS ¾
ARREGLO TRIANGULAR
PARA INTERCAMBIADORES DE CALOR CON
ANEXO K
DIÁMETROS EQUIVALENTES
93
ANEXO L
FACTOR DE FRICCIÓN
ANEXO M
CRITERIOS DE UBICACIÓN DE LOS FLUIDOS EN EL INTERCAMBIADOR
94
ANEXO N
CONDUCTIVIDAD TERMICA DE HIDROCARBUROS
ANEXO O
FACTOR DE VELOCIDAD POR LOS CABEZALES
95
ANEXO P
VISCOSIDAD DE AGUA
96
ANEXO Q
DIMENSIONAMIENTO DE TUBOS PARA CONDENSADORES
97
ANEXO R
DATOS DE TUBERIA DE ACERO AL CARBONO
ANEXO S
ESPESORES DE TUBERIA PARA INTERCAMBIADORES DE CALOR
98
ANEXO T
VISCOSIDAD DE LIQUIDOS
99
100
ANEXO U
CONDUCTIVIDAD DE TUBERIAS
ANEXO V
ENCUESTA
Encuesta de inspección de condiciones operativas de intercambiador
de calor
Estudiantes
de Objetivo: Identificar el grado de
Ingeniería Química:
conocimiento que tiene el operador Fecha:
Danilo Pacheco Zúñiga
Albeiro Galvis Díaz
NOMBRE
ENCUESTADO:
sobre las condiciones operativas del
intercambiador PS-E-8A
DEL
Cargo:
No.
Preguntas
S N NP Observaciones
1.
¿La empresa implementa métodos de análisis
de fallas para los equipos? Cual.
2.
¿Tiene conocimiento que el intercambiador de
calor PS-E-8A para enfriamiento de gasóleo
ha presentado fallas? Cual (es).
3.
¿Considera usted que las condiciones
mecánicas, térmicas
e hidráulicas del
intercambiador PS-E-8A actualmente afectan
la operatividad de la planta?
101
4.
5.
6.
¿Tiene conocimiento de lo que sucede cuando
el intercambiador de calor PS-E-8A no cumple
con la carga térmica o temperatura de salida
del gasóleo? Cual.
¿Conoce usted de las condiciones límites de
operación del intercambiador de calor PS-E8A?
¿Conoce usted de los data sheet de los
intercambiadores de calor?
7.
¿Considera que la condición operativa del
intercambiador PS-E-8A actualmente afecta la
economía y seguridad de la empresa?
8.
¿Considera usted que se debe implementar un
intercambiador de calor que opere con la carga
total de gasóleo (Almacenamiento y URC) en
caso de parada de planta de la URC
(Cracking)?
¿Tiene conocimiento de las condiciones de
almacenamiento del gasóleo?
9.
10.
En las condiciones actuales , cual considera
seria la operación más adecuada
102